Системи і способи для лиття металевих матеріалів
Номер патенту: 111194
Опубліковано: 11.04.2016
Автори: Соран Тімоті Ф., Мартін Ерік Р., Дінх Ланх Г., Хаас Едмунд Дж., Мокслі Тревіс Р., Остін Дуглас П., Арнолд Меттью Дж.
Формула / Реферат
1. Устаткування для топлення і лиття, яке включає: топильний простір;
простір рафінування, який з'єднується через текуче середовище із топильним простором;
приймальний резервуар, який з'єднується через текуче середовище із простором рафінування, що містить:
першу зону випуску в першому положенні в приймальному резервуарі, і другу зону випуску у другому положенні в приймальному резервуарі; і щонайменше одне джерело енергії для топлення, вибране із групи, яка складається з електронно-променевої гармати і плазмового генератора, причому згадане щонайменше одне джерело енергії для топлення виконане з можливістю орієнтування для регулювання напрямку потоку розтопленого матеріалу шляхом спрямування енергії в першу зону випуску в першому положенні в приймальному резервуарі або в другу зону випуску у другому положенні в приймальному резервуарі, причому приймальний резервуар додатково містить перший проточний канал розтопленого матеріалу, який визначається в першому положенні, якщо принаймні одне джерело енергії для топлення сконфігуроване і використовується для спрямування енергії в першу зону випуску, забезпечуючи потік матеріалу в першій зоні випуску, і другий проточний канал розтопленого матеріалу, який визначається у другому положенні, якщо принаймні одне джерело енергії для топлення сконфігуроване і використовується для спрямування енергії в другу зону випуску, забезпечуючи потік матеріалу у другій зоні випуску.
2. Устаткування для топлення і лиття за п. 1, яке відрізняється тим, що топильний простір, простір рафінування і приймальний резервуар розташовані в оболонці, у якій можуть підтримуватися умови вакууму.
3. Устаткування для топлення і лиття за п. 1, яке відрізняється тим, що додатково включає:
першу ливарну форму, яка може бути розташована для приймання розтопленого матеріалу, який тече по першому проточному каналу розтопленого матеріалу.
4. Устаткування для топлення і лиття за п. 3, яке відрізняється тим, що додатково включає:
другу ливарну форму, яка може бути розташована для приймання розтопленого матеріалу, який тече по другому проточному каналу розтопленого матеріалу.
5. Устаткування для топлення і лиття за п. 4, яке відрізняється тим, що перша ливарна форма і друга ливарна форма можуть переміщуватися в положення та із положення, у якому ливарні форми можуть приймати розтоплений матеріал із приймального резервуара.
6. Устаткування для топлення і лиття за п. 1, яке відрізняється тим, що щонайменше одна електронно-променева гармата розташована над приймальним резервуаром і робить можливим плин розтопленого матеріалу, коли електронний пучок випускається щонайменше однією електронно-променевою гарматою.
7. Устаткування для топлення і лиття за п. 1, яке відрізняється тим, що положення приймального резервуара фіксується відносно простору рафінування.
8. Устаткування для топлення і лиття за п. 4, яке відрізняється тим, що приймальний резервуар розташований таким чином, що розтоплений матеріал може текти із приймального резервуара в першу ливарну форму або другу ливарну форму, залежно від положення і рівня потужності щонайменше одного джерела енергії для топлення.
9. Устаткування для топлення і лиття за п. 1, яке відрізняється тим, що зазвичай Т-подібна конфігурація утворюється відносними положеннями простору рафінування і приймального резервуара.
10. Устаткування для топлення і лиття за п. 9, яке відрізняється тим, що приймальний резервуар включає протилежні кінці, причому на кожному кінці передбачений жолоб.
11. Устаткування для топлення і лиття за п. 1, яке відрізняється тим, що приймальний резервуар включає третю зону випуску в третьому положенні в приймальному резервуарі, причому щонайменше одне джерело енергії для топлення виконане з можливістю орієнтування для регулювання напрямку потоку розтопленого матеріалу шляхом спрямування енергії в першу зону випуску в першому положенні в приймальному резервуарі, в другу зону випуску у другому положенні в приймальному резервуарі або в третю зону випуску в третьому положенні в приймальному резервуарі, причому приймальний резервуар додатково містить третій проточний канал розтопленого матеріалу, який визначається в третьому положенні, якщо щонайменше одне джерело енергії для топлення налаштоване і використовується для спрямування енергії в третю зону випуску, забезпечуючи потік матеріалу в третій зоні випуску.
12. Устаткування для топлення та лиття за п. 1, яке відрізняється тим, що щонайменше одне джерело енергії для топлення вибірково використовується для регулювання напрямку потоку розтопленого матеріалу через перший проточний канал або другий проточний канал.
13. Устаткування для топлення та лиття, яке включає: топильний простір;
простір рафінування, що з'єднується через текуче середовище з топильним простором;
приймальний резервуар, що з'єднується через текуче середовище з простором рафінування, що містить:
першу зону випуску в першому положенні в приймальному резервуарі, і
другу зону випуску у другому положенні в приймальному резервуарі; і
щонайменше одне джерело енергії для топлення, виконане з можливістю орієнтування для регулювання напрямку потоку розтопленого матеріалу шляхом спрямування енергії в першу зону випуску в першому положенні в приймальному резервуарі або в другу зону випуску у другому положенні в приймальному резервуарі,
причому приймальний резервуар додатково містить
перший проточний канал розтопленого матеріалу, який визначається в першому положенні, якщо принаймні одне джерело енергії для топлення налаштоване і використовується для спрямування енергії в першу зону випуску, забезпечуючи потік матеріалу в першій зоні випуску, і
другий проточний канал розтопленого матеріалу, який визначається у другому положенні, якщо принаймні одне джерело енергії для топлення сконфігуроване і використовується для спрямування енергії в другу зону випуску, забезпечуючи потік матеріалу в другій зоні випуску.
14. Устаткування для топлення і лиття за п. 13, яке відрізняється тим, що топильний простір, простір рафінування і приймальний резервуар розташовані в оболонці, у якій можуть підтримуватися умови вакууму.
15. Устаткування для топлення і лиття за п. 13, яке відрізняється тим, що додатково включає першу ливарну форму, яка може бути розташована для приймання розтопленого матеріалу, який тече по першому проточному каналу розтопленого матеріалу.
16. Устаткування для топлення і лиття за п. 15, яке відрізняється тим, що додатково включає другу ливарну форму, яка може бути розташована для приймання розтопленого матеріалу, який тече по другому проточному каналу розтопленого матеріалу.
17. Устаткування для топлення і лиття за п. 16, яке відрізняється тим, що перша ливарна форма і друга ливарна форма можуть переміщуватися в положення та із положення, у якому ливарні форми можуть приймати розтоплений матеріал із приймального резервуара.
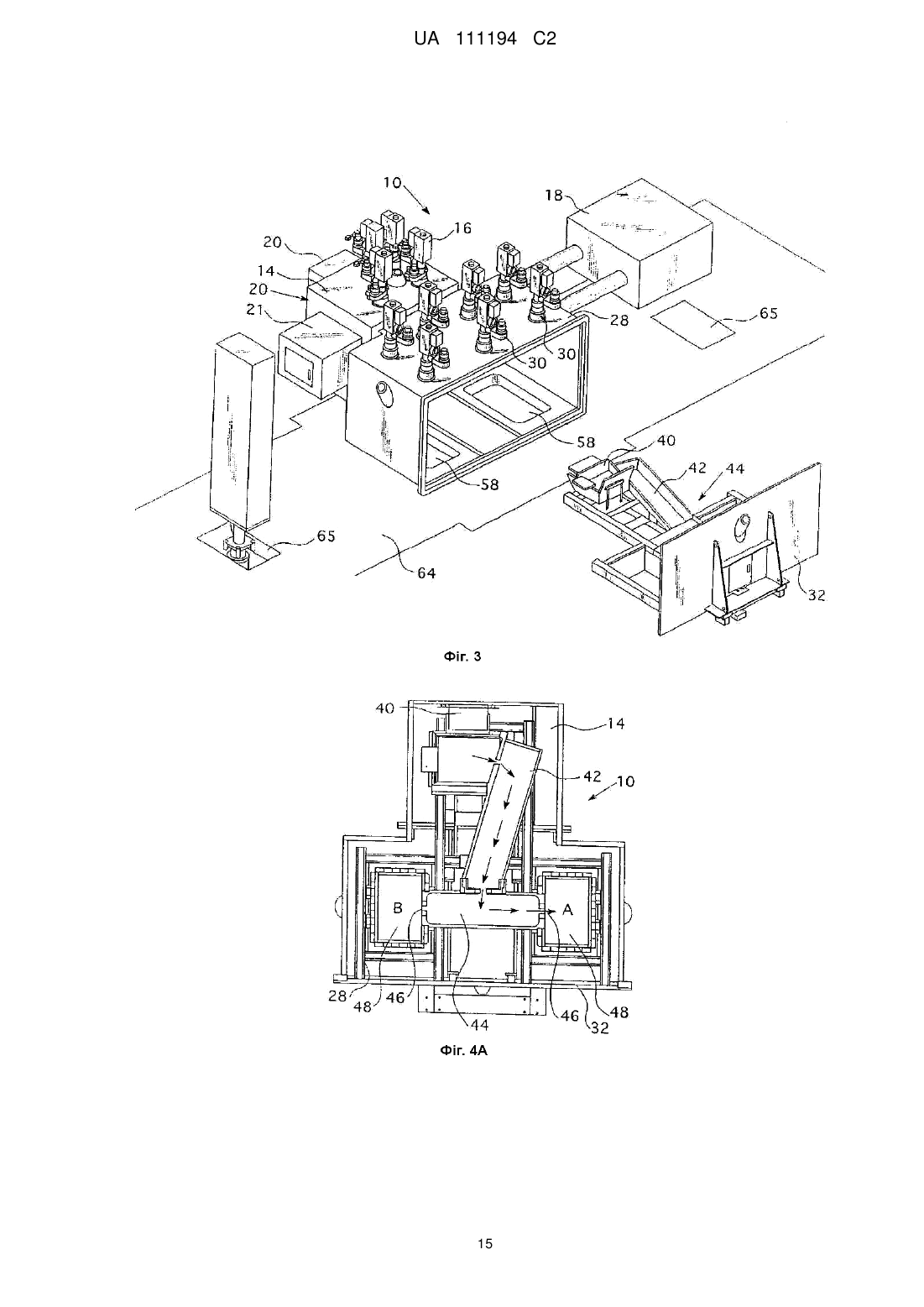
18. Устаткування для топлення і лиття за п. 13, яке відрізняється тим, що щонайменше одне джерело енергії для топлення розташоване над приймальним резервуаром і уможливлює плин розтопленого матеріалу, коли енергія випускається щонайменше одним джерелом енергії для топлення.
19. Устаткування для топлення і лиття за п. 13, яке відрізняється тим, що положення приймального резервуара фіксується відносно простору рафінування.
20. Устаткування для топлення і лиття за п. 16, яке відрізняється тим, що приймальний резервуар розташований таким чином, що розтоплений матеріал може текти із приймального резервуара в першу ливарну форму або другу ливарну форму, залежно від положення і рівня потужності щонайменше одного генератора плазми.
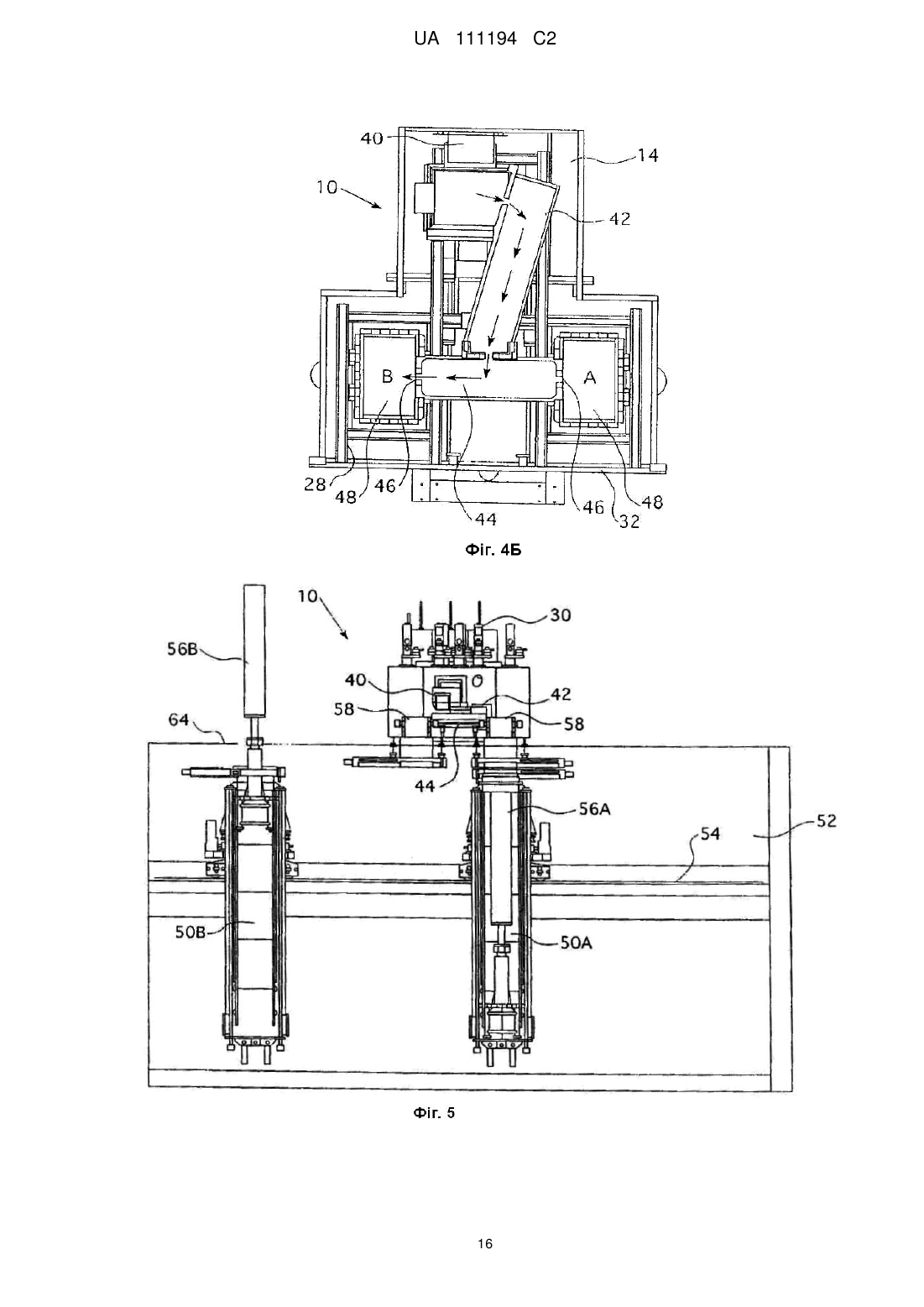
21. Устаткування для топлення і лиття за п. 13, яке відрізняється тим, що зазвичай Т-подібна конфігурація утворюється відносними положеннями простору рафінування і приймального резервуара.
22. Устаткування для топлення і лиття за п. 21, яке відрізняється тим, що приймальний резервуар включає протилежні кінці, причому на кожному кінці передбачений жолоб.
23. Устаткування для топлення і лиття за п. 13, яке відрізняється тим, що приймальний резервуар включає третю зону випуску в третьому положенні в приймальному резервуарі, причому щонайменше одне джерело енергії для топлення виконане з можливістю орієнтування для регулювання напрямку потоку розтопленого матеріалу шляхом спрямування енергії в першу зону випуску в першому положенні в приймальному резервуарі, в другу зону випуску у другому положенні в приймальному резервуарі або в третю зону випуску в третьому положенні в приймальному резервуарі, причому приймальний резервуар додатково містить третій проточний канал розтопленого матеріалу, який визначається в третьому положенні, якщо принаймні одне джерело енергії для топлення сконфігуроване і використовується для спрямування енергії в третю зону випуску, забезпечуючи потік матеріалу в третій зоні випуску.
24. Устаткування для топлення і лиття за п. 13, яке відрізняється тим, що щонайменше одне джерело енергії для топлення є генератором плазми.
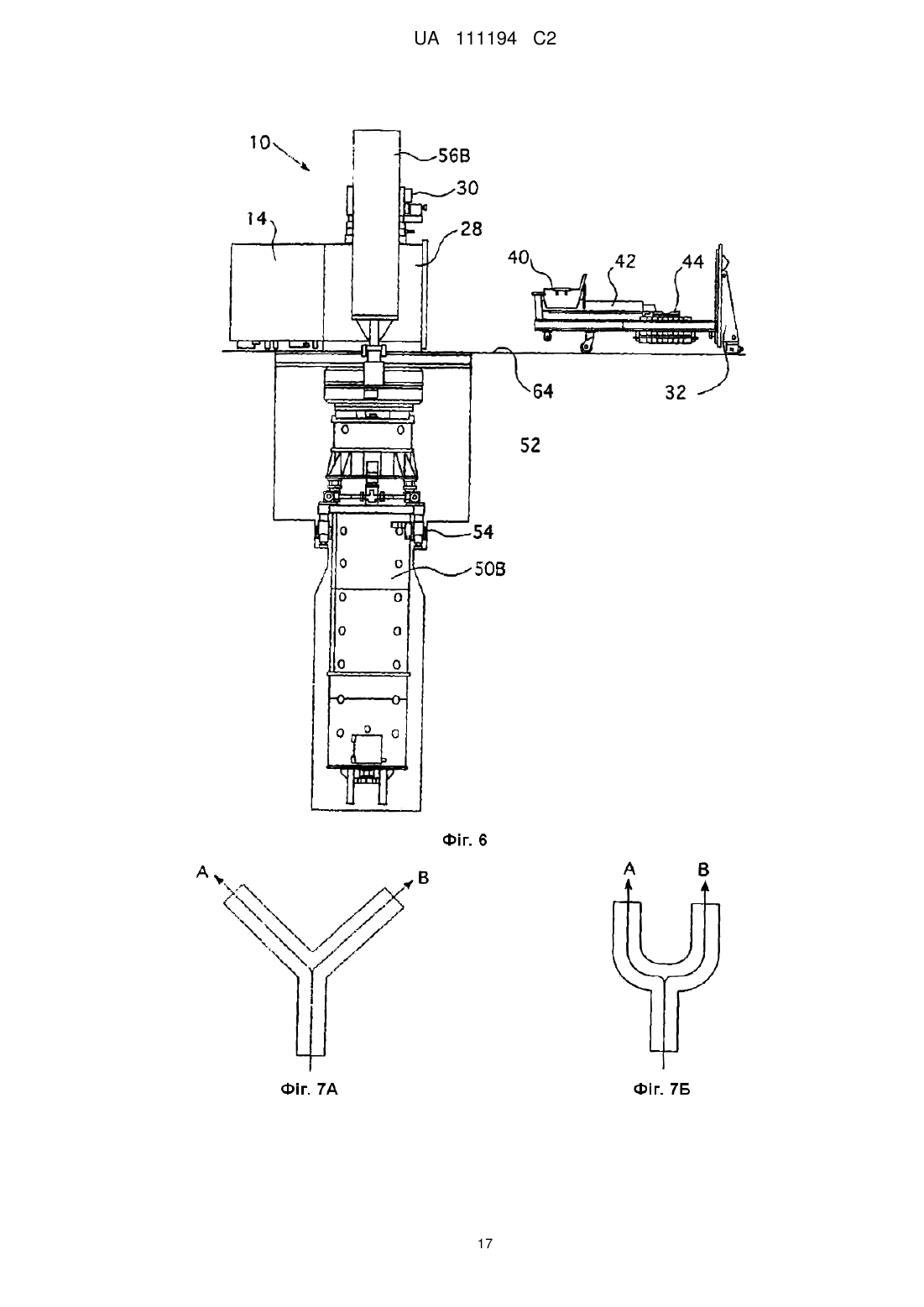
25. Устаткування для топлення і лиття за п. 13, яке відрізняється тим, що щонайменше один генератор плазми розташований над приймальним резервуаром і уможливлює плин розтопленого матеріалу, коли енергетична плазма випускається щонайменше одним джерелом енергії для топлення.
26. Устаткування для топлення і лиття за п. 13, яке відрізняється тим, що приймальний резервуар включає першу зону випуску, яка визначає перший проточний канал розтопленого матеріалу, другу зону випуску, яка визначає другий проточний канал розтопленого матеріалу, і третю зону випуску, яка визначає третій проточний канал розтопленого матеріалу; і
щонайменше один генератор плазми орієнтується для спрямування енергетичної плазми в приймальний резервуар і регулювання спрямування потоку розтопленого матеріалу по першому проточному каналу розтопленого матеріалу, по другому проточному каналу розтопленого матеріалу і по третьому проточному каналу розтопленого матеріалу.
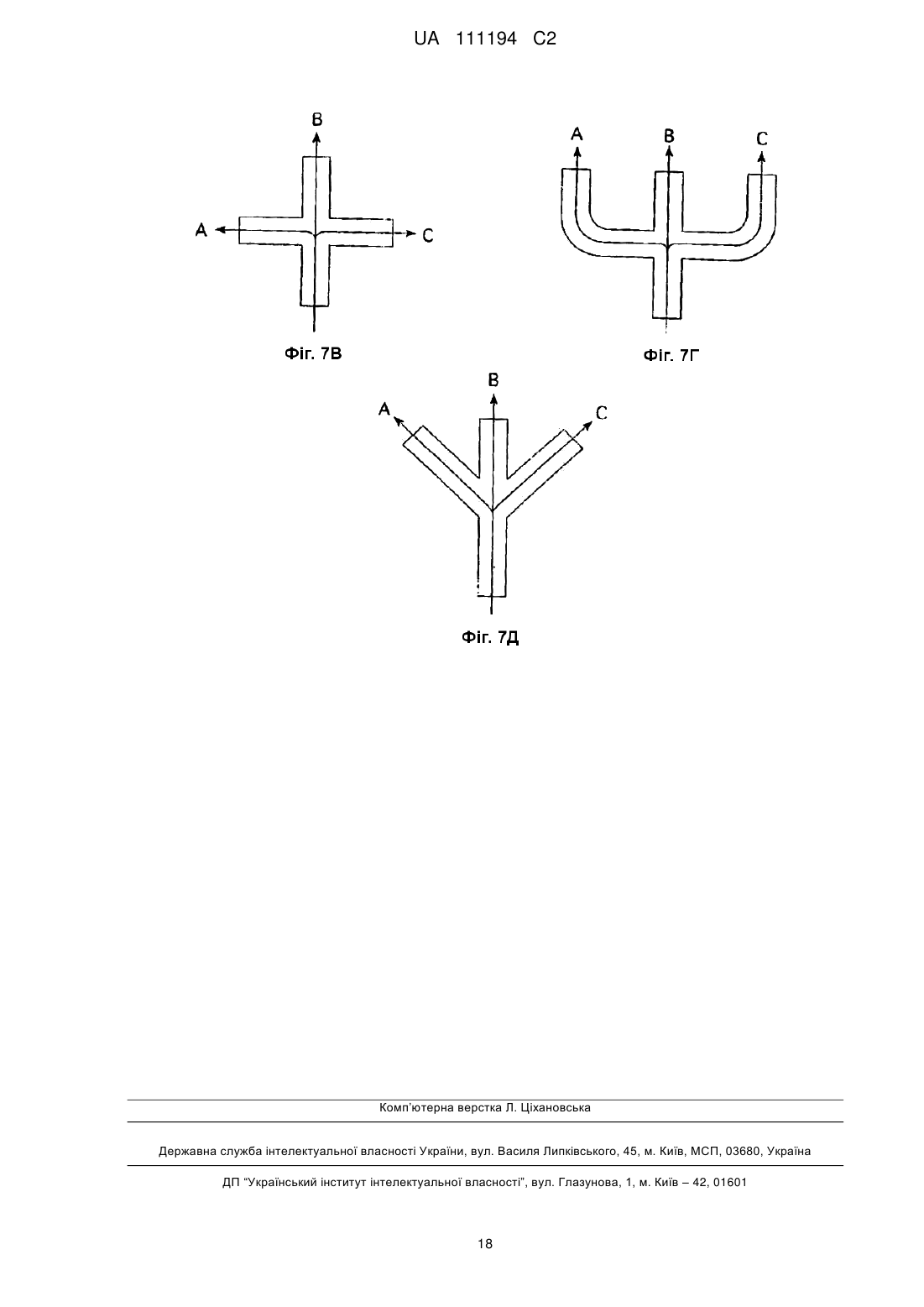
27. Спосіб лиття металевого матеріалу, який включає: подачу розтопленого металевого матеріалу;
плин розтопленого металевого матеріалу уздовж приймального резервуара, який включає першу зону випуску в першому положенні в приймальному резервуарі і другу зону випуску у другому положенні в приймальному резервуарі, і
вибіркове визначення проточного каналу розтопленого матеріалу в першому положенні або в другому положенні за допомогою конфігурації і використання щонайменше одного джерела енергії для топлення для спрямування енергії в першу зону випуску або в другу зону випуску, забезпечуючи потік матеріалу в зоні випуску, що нагрівається, причому щонайменше одне джерело енергії для топлення вибране з групи, яка складається з електронно-променевої гармати і плазмового генератора.
28. Спосіб за п. 27, який відрізняється тим, що подача розтопленого матеріалу включає нагрівання вихідних матеріалів, вибраних для надання необхідної композиції розтопленого металевого матеріалу.
29. Спосіб за п. 28, який відрізняється тим, що подача розтопленого матеріалу додатково включає рафінування розтопленого металевого матеріалу.
30. Спосіб за п. 27, який відрізняється тим, що кожен канал розтопленого матеріалу включає топильний простір, простір рафінування і приймальний резервуар.
31. Спосіб за п. 27, який відрізняється тим, що вибіркове нагрівання металевого матеріалу в одній із щонайменше двох зон випуску включає нагрівання металевого матеріалу за допомогою щонайменше одного пристрою із джерела енергії для топлення, електронно-променевої гармати і генератора плазми.
32. Спосіб за п. 27, який відрізняється тим, що приймальний резервуар включає щонайменше три зони випуску; і
спосіб включає вибіркове нагрівання металевого матеріалу в одній із щонайменше трьох зон випуску, спрямовуючи тим самим розтоплений металевий матеріал для протікання проточним каналом, обумовленим зоною випуску, яка нагрівається.
33. Спосіб за п. 27, який відрізняється тим, що додатково включає лиття розтопленого металевого матеріалу в ливарному устаткуванні, яке знаходиться в позиції лиття, пов'язаному з зоною випуску, яка нагрівається.
34. Спосіб за п. 33, який відрізняється тим, що ливарне устаткування є випускною формою.
35. Спосіб за п. 27 або 34, який відрізняється тим, що розтоплений металевий матеріал має композицію сплаву, вибраного із технічно чистої марки титану, титанового сплаву, титанопаладієвого сплаву, титаноалюмінієвого сплаву, сплаву Ti-6Al-4V, сплаву Ti-3Al-2,5V, сплаву Ti-4Al-2,5V, ніобієвого сплаву і цирконієвого сплаву.
36. Спосіб за п. 27, який відрізняється тим, що додатково включає нагрівання вихідних матеріалів, вибраних для одержання необхідної композиції розтопленого металевого матеріалу;
рафінування розтопленого металевого матеріалу;
протікання розтопленого металевого матеріалу приймальним резервуаром, який включає щонайменше дві зони випуску, які визначають різні канали розтопленого матеріалу, причому кожна зона випуску пов'язана з різною позицією лиття; і
вибіркове нагрівання металевого матеріалу в одній із щонайменше двох зон випуску із щонайменше одного пристрою із джерела енергії для топлення, електронно-променевої гармати і генератора плазми, спрямовуючи тим самим розтоплений металевий матеріал для протікання проточним каналом, обумовленим зоною випуску, яка нагрівається.
37. Спосіб за п. 36, який відрізняється тим, що розтоплений металевий матеріал має композицію сплаву, вибраного з технічно чистої марки титану, титанового сплаву, титанопаладієвого сплаву, титаноалюмінієвого сплаву, сплаву Ti-6Al-4V, сплаву Ti-3Al-2,5V, сплаву Ti-4Al-2,5V, ніобієвого сплаву і цирконієвого сплаву.
38. Устаткування для топлення та лиття, що включає: топильний простір;
простір рафінування, що з'єднується через текуче середовище з топильним простором;
приймальний резервуар, що з'єднується через текуче середовище з простором рафінування, що містить:
першу зону випуску в першому положенні в приймальному резервуарі, і
другу зону випуску у другому положенні в приймальному резервуарі; і
першу електронно-променеву гармату, виконану з можливістю спрямування електронів в першу зону випуску в першому положенні в приймальному резервуарі,
другу електронно-променеву гармату, виконану з можливістю спрямування електронів в другу зону випуску у другому положенні в приймальному резервуарі,
причому приймальний резервуар додатково містить
перший проточний канал розтопленого матеріалу, який визначається в першому положенні,
якщо перша електронно-променева гармата сконфігурована і використовується для спрямування електронів в першу зону випуску, забезпечуючи потік матеріалу в першій зоні випуску, і
другий проточний канал розтопленого матеріалу, який визначається у другому положенні, якщо друга електронно-променева гармата сконфігурована і використовується для спрямування електронів в другу зону випуску, забезпечуючи потік матеріалу у другій зоні випуску,
причому перша і друга електронно-променеві гармати вибірково використовуються для регулювання спрямування потоку розтопленого матеріалу через перший проточний канал або другий проточний канал.
39. Устаткування для топлення та лиття за п. 38, яке відрізняється тим, що містить множину електронно-променевих гармат, спрямованих і виконаних з можливістю вибіркового використання для створення змішуючого впливу.
Текст
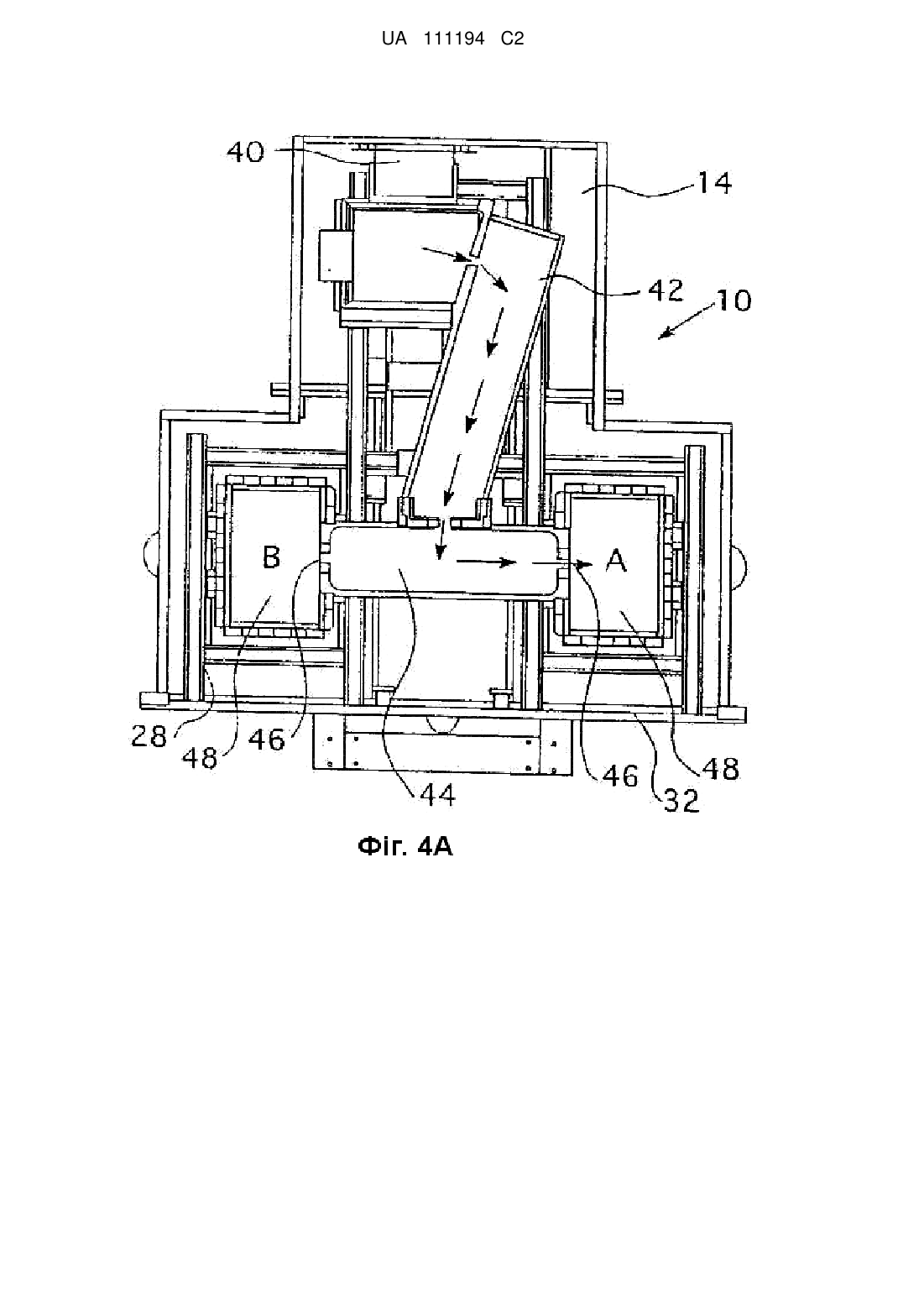
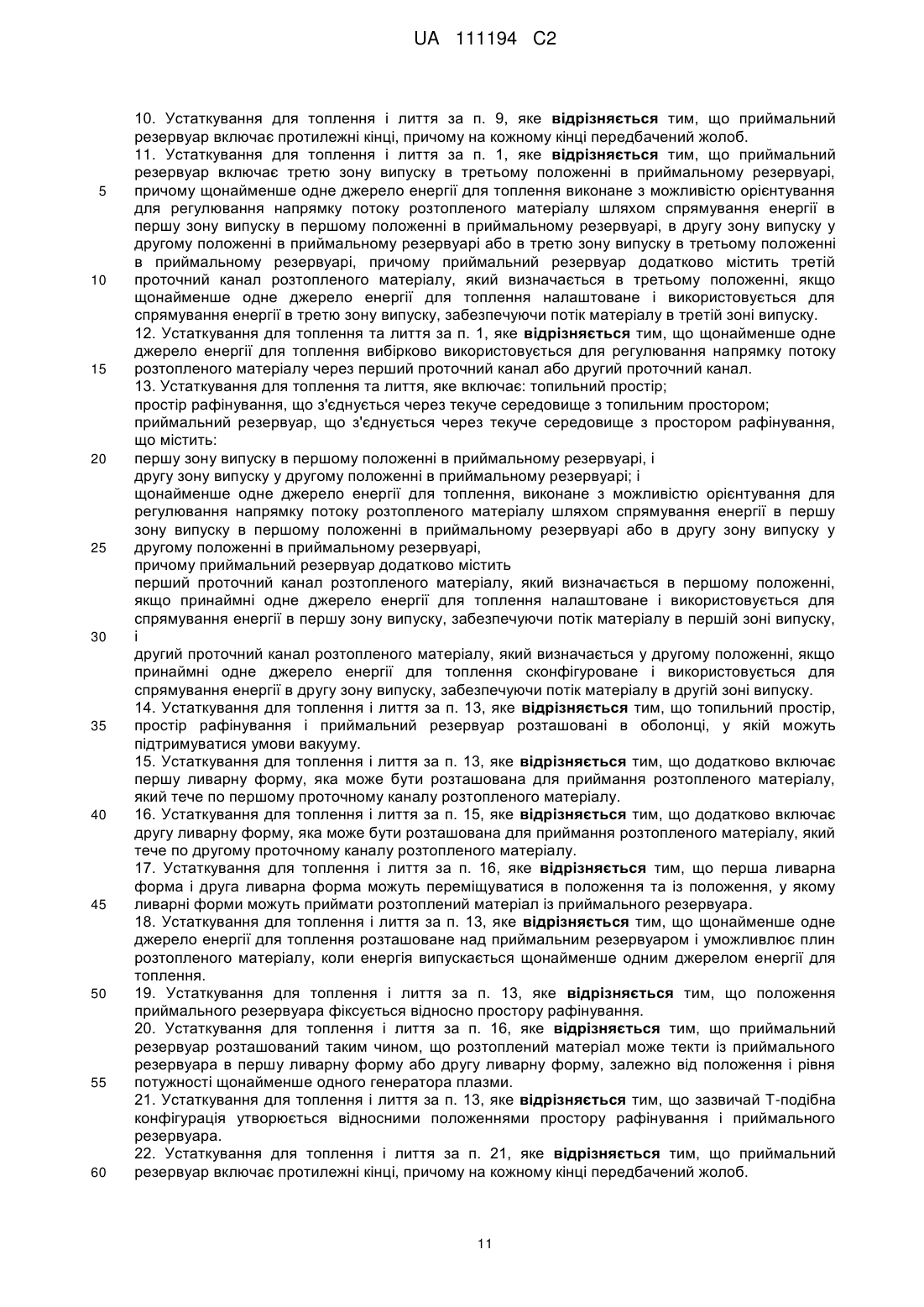
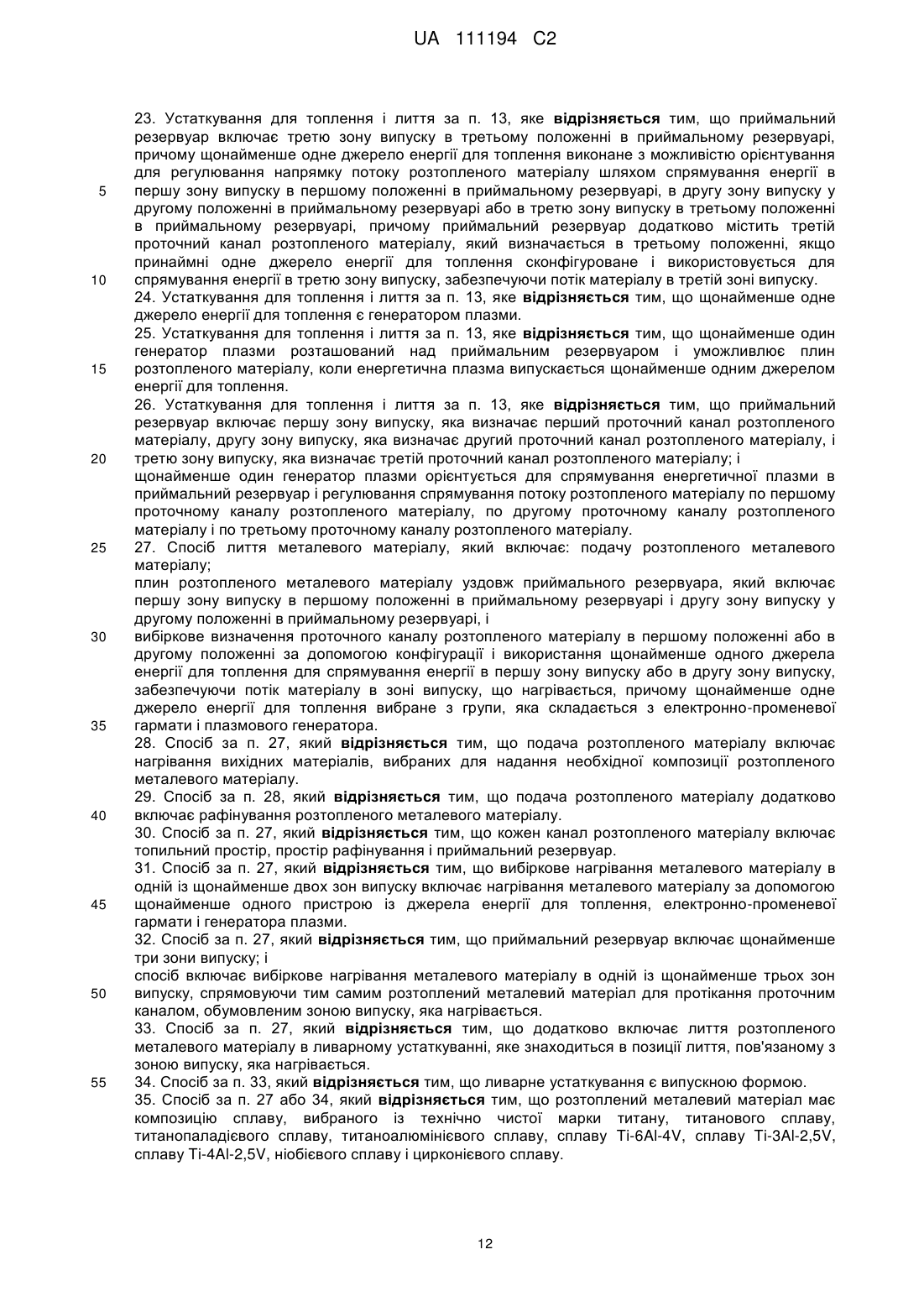
Реферат: Устаткування для топлення і лиття включає топильний простір, простір рафінування, який з'єднується через рідке середовище із топильним простором, і приймальний резервуар, який з'єднується через рідке середовище із простором рафінування. Приймальний резервуар включає першу зону випускання в першому положенні в приймальному резервуарі, другу зону випускання у другому положенні в приймальному резервуарі і щонайменше одне джерело енергії для топлення, вибране із електронно-променевої гармати і плазмового генератора. Джерело енергії для топлення виконане з можливістю орієнтування для регулювання напрямку потоку розтопленого матеріалу шляхом спрямування енергії в першу зону випускання або в другу зону випускання. UA 111194 C2 (12) UA 111194 C2 UA 111194 C2 5 10 15 20 25 30 35 40 45 50 55 ГАЛУЗЬ ТЕХНІКИ [0001] Даний винахід стосується галузі металургії. Зокрема, даний винахід спрямований на вдосконалення систем і способів лиття для виробництва титанових стопів та інших металевих матеріалів. РІВЕНЬ ТЕХНІКИ [0002] Титан і його стопи є важливими високоякісними матеріалами, використовуваними в численних відповідальних застосуваннях, включаючи військову галузь, кораблебудування, літакобудування та інші застосування в аерокосмічній галузі. Враховуючи важливість цих застосувань та екстремальні умови, яких зазнають створені вироби, використані в застосуваннях, механічні та інші характеристики металу і металевих стопів (називані разом як "металеві матеріали"), з яких виготовляються вироби, є суттєво важливими. Часто використовується невеликий допуск для змін характеристик металевих матеріалів, використовуваних у цих застосуваннях. Наприклад, традиційна практика виробництва литих заготовок з високоякісних титанових стопів включає дорогі способи, які займають багато часу, виявлення і видалення включень і певних інших дефектів лиття з литих заготовок. [0003] Як правило, включення є окремими частками, зваженими в металевій матриці литого металевого матеріалу. У багатьох випадках включення мають щільність, яка відрізняється від щільності навколишнього матеріалу, і можуть мати значний негативний вплив на загальну цілісність литого матеріалу. Це, у свою чергу, може привести до розтріскування або розриву компонента матеріалу і, можливо, катастрофічного дефекту. На жаль, включення в литих металевих матеріалах зазвичай невидимі людському оку, і, таким чином, їх дуже важко виявляти як у процесі виробництва, так і в остаточному компоненті. Після виявлення включення природа включення і/або механічні вимоги до остаточного компонента можуть обумовлювати відбраковування всього або значної частини литого матеріалу. В інших випадках окрема зона включення може бути вилучена шліфуванням або іншою механічною обробкою, або матеріал може бути переведений у нижчий клас для менш відповідальних застосувань. Процес виявлення і видалення включень у литих високоякісних титанових стопах та інших литих металевих матеріалах вимагає значного часу, може бути дуже затратним і може значно знижувати вихід виробництва. [0004] Наявність включень у злитках залежить від способу лиття матеріалу. Наприклад, включення можуть бути спричинені неадекватним або неправильним нагріванням або змішуванням стопу у процесі виробництва. Таким чином, поліпшення способу та устаткування для лиття заготовок титанових стопів та інших металевих матеріалів може зменшити або усунути прояв проблемних включень у злитках. СУТЬ ВИНАХОДУ [0005] Один аспект даного розкриття спрямований на устаткування для топлення і лиття, яке включає топильний простір, простір рафінування, який з'єднується через рідке середовище із топильним простором, і приймальний резервуар, який з'єднується через рідке середовище із простором рафінування. Приймальний резервуар включає першу зону випускання, яка визначає перший канал розтопленого матеріалу, і другу зону випускання, яка визначає другий канал розтопленого матеріалу. Щонайменше одна електронна гармата орієнтується для спрямування електронів у приймальний резервуар та регулювання спрямування потоку розтопленого матеріалу по першому каналу розтопленого матеріалу та по другому каналу розтопленого матеріалу. [0006] Додатковий аспект даного розкриття спрямований на устаткування для топлення і лиття, яке включає топильний простір, простір рафінування, який з'єднується через рідке середовище із топильним простором, і приймальний резервуар, який з'єднується через рідке середовище із простором рафінування. Приймальний резервуар включає першу зону випускання, яка визначає перший канал розтопленого матеріалу, і другу зону випускання, яка визначає другий канал розтопленого матеріалу. Щонайменше одне джерело енергії для топлення орієнтується для спрямування енергії в приймальний резервуар і регулювання спрямування потоку розтопленого матеріалу по першому каналу розтопленого матеріалу і по другому каналу розтопленого матеріалу. [0007] Додатковий аспект даного розкриття спрямований на спосіб лиття металевого матеріалу. Спосіб включає подачу розтопленого металевого матеріалу і проходження розтопленого металевого матеріалу по приймальному резервуару, який включає щонайменше дві зони випускання, які визначають різні канали розтопленого матеріалу, де кожна зона випускання пов'язана з різним положенням лиття. Спосіб додатково включає селективне нагрівання металевого матеріалу в одній із щонайменше 1 UA 111194 C2 5 10 15 20 25 30 35 40 45 50 55 60 двох зон випускання, направляючи тим самим розтоплений металевий матеріал по каналу, обумовленому зоною випускання, яка нагрівається. [0008] Додаткові галузі застосування даного винаходу будуть очевидні в докладному описі, представленому тут далі. Повинно бути зрозуміло, що докладний опис і будь-які конкретні приклади тут, показуючи певні варіанти втілення винаходу, призначені тільки для ілюстрування і не призначені для обмеження обсягу винаходу. КОРОТКИЙ ОПИС КРЕСЛЕНЬ [0009] Даний винахід буде більш повно зрозумілим з наступного докладного опису і супровідних креслень, які не обов'язково представлені у масштабі, де: [0010] Фіг. 1 є схематичним зображенням необмежуючого варіанта втілення системи лиття відповідно до даного розкриття, спостережуваного з першого ракурсу; [0011] Фіг. 2 є схематичним зображенням системи лиття, показаної на Фіг. 1, спостережуваним із другого ракурсу, який показує відлиту заготовку; [0012] Фіг. 3 є схематичним зображенням системи лиття, показаної на Фіг. 1, спостережуваним з ракурсу Фіг. 2, але де стінка ливарної камери та сполучені камери і канали посунуті назад для показу внутрішньої частини ливарної камери; [0013] Фіг. 4А і 4Б є виглядами зверху, які схематично показують внутрішню частину топильної камери і ливарної камери системи лиття, показаної на Фіг. 1, і де показані варіанти проточних каналів розтопленого матеріалу із приймального резервуара у варіанти кристалізаторів; [0014] Фігура 5 є вертикальним виглядом спереду системи лиття, показаної на Фіг. 1, де показані окремі ливарні форми в межах підпідлогового каналу; [0015] Фігура 6 є вертикальним виглядом збоку системи лиття, показаної на Фіг. 1, де показана окрема ливарна форма в межах підпідлогового каналу; і [0016] Фігури із 7А по 7Д схематично зображують вигляди зверху різних альтернативних варіантів втілення конфігурацій приймального резервуара відповідно до даного розкриття. ДОКЛАДНИЙ ОПИС НЕОБМЕЖУЮЧИХ ВАРІАНТІВ ВТІЛЕННЯ ВИНАХОДУ [0017] Як у загальному використовується тут, однина і множина відноситься до "щонайменше один" або "один або більше", якщо не зазначене інше. [0018] Як у загальному використовується тут терміни "який включає" і "який має", що означають "який містить". [0019] Як у загальному використовується тут термін "приблизно", що стосується прийнятного ступеня похибки вимірюваної величини, з урахуванням природи або точності вимірювання. Типові зразкові ступеня похибки можуть бути в межах 20 %, 10 % або 5 % від даного значення або діапазону значень. [0020] Усі числові значення, які наводяться тут, повинні розумітися як такі, які модифікуються у всіх випадках за допомогою терміна "приблизно", якщо не зазначене інше. Числові значення, які розкриваються тут, є приблизними, і кожне числове значення призначене для розкриття як наведеного значення, так і функціонально еквівалентного діапазону, який охоплює це значення. Найменше, і не як спроба обмежити застосування доктрини еквівалентів до обсягу формули винаходу, кожне числове значення повинне щонайменше тлумачитися у світлі наведених значущих розрядів і за допомогою застосування звичайних способів округлення. Незважаючи на апроксимацію числових величин, які наводяться тут, числові величини, описувані в конкретних прикладах фактичних числових значень, наводяться так точно, наскільки це можливо. [0021] Усі числові діапазони, наведені тут, включають усі піддіапазони, які відносяться до них. Наприклад, діапазон "від 1 до 10" призначений для включення всіх піддіапазонів між і включаючи наведене мінімальне значення 1 і наведене максимальне значення 10. Будь-яке максимальне числове обмеження, наведене тут, призначене для включення всіх більш низьких числових обмежень. Будь-яке мінімальне числове обмеження, наведене тут, призначене для включення всіх більш високих числових обмежень. [0022] В описі нижче певні деталі наводяться для забезпечення повного розуміння різних варіантів втілення продуктів і способів, описаних тут. Однак, фахівець у цій галузі техніки зрозуміє, що варіанти втілення, описані тут, можуть застосовуватися на практиці без цих деталей. В інших випадках добре відомі конструкції і способи, пов'язані із продуктами і способами, можуть бути непоказаними або неописаними докладно для уникнення неясності необов'язкових описів, варіантів втілення, описаних тут. Також це розкриття описує особливості, аспекти та переваги різних варіантів втілення продуктів і способів. Однак зрозуміло, що це розкриття охоплює численні альтернативні варіанти втілення, які можуть здійснюватися комбінацією будь-яких із різних особливостей, аспектів і переваг різних варіантів втілення, 2 UA 111194 C2 5 10 15 20 25 30 35 40 45 50 55 60 описаних тут, у будь-якій комбінації або субкомбінації, які фахівець у цій галузі техніки вважатиме корисними. [0023] Лиття заготовок, наприклад титанових стопів та інших певних високоякісних стопів, може бути дорогим і технологічно важким, враховуючи екстремальні умови під час виробництва і природу матеріалів, які включаються у стопи. У багатьох доступних в цей час системах холодного лиття використовується, наприклад, або плазмово-дугове топлення в інертній атмосфері, або електронно-променеве топлення у вакуумній топильній камері, для топлення та змішування вторинного лому, лігатур та інших початкових матеріалів для виробництва необхідного стопу. Обидві із цих систем лиття використовують матеріали, які можуть містити включення високої щільності або низької щільності, які, у свою чергу, можуть привести до більш низької якості або потенційно невикористовуваних витопів або заготовок. Часто вилитий матеріал, оцінюваний як невикористовуваний, може бути розтоплений і використаний повторно, але такий матеріал зазвичай розглядається як такий, який володіє більш низькою якістю і продається на ринку за більш низькою ціною. У результаті виробники стопів планують значний фінансовий ризик для кожного витопу/заготовки на підставі очікуваного вихідного матеріалу, використовуваного в плазмових і електронно-променевих системах лиття. [0024] У системах лиття, які використовують плазмово-дугове топлення або електроннопроменеве топлення, неправильне застосування енергії факела або гармати може привести до недостатнього нагрівання або перегріву і може створити умови, за яких включення можуть залишатися в розтопленому продукті. Певні типи цих включень є результатом контакту між основними стопами і атмосферними газами (наприклад, азотом та киснем). Системи електронно-променевого лиття з холодним простором були розроблені для зниження ймовірності того, що ці включення будуть присутні в кінцевому розтопленому продукті. [0025] Системи електронно-променевого лиття з холодним простором зазвичай використовують мідний простір, який включає рідинну систему охолодження для підтримки температури топильного простору нижче температури топлення мідного матеріалу. Хоча найпоширенішими є водні системи охолодження, у системах з холодним простором можуть використовуватися інші системи, такі як аргонові системи охолодження. Системи з холодним простором, щонайменше частково, використовують силу ваги для очищення розтопленого матеріалу за допомогою видалення включень із розтопленого матеріалу, який знаходиться в робочому просторі. Включення з відносно низькою щільністю плавають деякий час на поверхні розтопленого матеріалу під час змішування і плину матеріалу в межах холодного робочого простору, і ці включення можуть бути перетоплені або випарені одним або більше електронних пучків системи лиття. Включення з відносно високою щільністю опускаються до низу розтопленого матеріалу та осаджуються близько до мідного робочого простору. Протягом того як розтоплений матеріал, який знаходиться в контакті з холодним простором, охолоджується внаслідок дії рідинної системи охолодження робочого простору, матеріали кристалізуються, утворюючи тверде покриття або "охолодь" на нижній поверхні робочого простору. Охолодь захищає поверхні робочого простору від розтопленого матеріалу в межах робочого простору. Захват включень у межах охолоді видаляє включення з розтопленого матеріалу, що дозволяє одержати лиття більш високої чистоти. [0026] Хоча системи лиття з холодним простором з електронним пучком дозволяють одержати безліч переваг, такі системи можуть робити одночасно тільки одне лиття або заготовку з розтопленого матеріалу. Після досягнення довжини випускання усередині ливарної форми топильної системи топлення завершується, і система лиття знімається з лінії та готується до наступного лиття і заготовки. Підготовка до наступного лиття включає зупинку потоку розтопленого матеріалу в кристалізатор і охолодження, та застигання заготовки перед повним витяганням заготовки із системи ливарної форми. Під час охолодження внутрішньої топильної системи, між циклами лиття, відкладення, які утворюються на внутрішніх стінках топильної камери, можуть стати більш пухкими та упасти в робочий простір. Ці відкладення можуть потрапити у розтоплений матеріал, який знаходиться в робочому просторі, при наступних циклах лиття, і потрапити в заготовки, вироблені під час цих циклів. Це створює значні проблеми для управління якістю при наступних циклах лиття/виробництва заготовок у межах циклу роботи топильної системи. [0027] Добре змішаний розтоплений стоп дозволяє робити композиційно більш однорідний кінцевий вилитий продукт. Додатково безліч використовуваних у цей час систем, які плазмово нагріваються, зупиняючи процес лиття між циклами топлення або під час циклів топлення, можуть привести до умов, які сприяють мінливості хімічних складів литва при подальших циклах/нагрівах. Наприклад, переривання в роботі традиційних електронно-променевих систем лиття можуть сприяти випаровуванню алюмінію та відкладанню алюмінієвого конденсату на 3 UA 111194 C2 5 10 15 20 25 30 35 40 45 50 55 60 поверхні охолоджувача в межах вакуумної топильної камери під час виробництва злитків титанового стопу. Конденсат може потрапити в розтоплений матеріал, потенційно утворюючи збагачені алюмінієм включення в кінцевому литві. [0028] Варіанти втілення електронно-променевих систем лиття з холодним робочим простором, відповідно до даного розкриття, спрямовані на усунення недоліків, пов'язаних із традиційними електронно-променевими системами лиття з холодним робочим простором. Відповідно до необмежуючого варіанта втілення даного розкриття система лиття включає: топильну камеру, топильний простір, який розташований у топильній камері і в якому топляться вихідні матеріали; простір рафінування, який може бути холодним простором, який з'єднується через рідке середовище із топильним простором; приймальний резервуар, який з'єднується через рідке середовище із простором рафінування; щонайменше одне джерело енергії для топлення; вакуумний генератор; рідинну систему охолодження; безліч ливарних форм; і джерело живлення. В одному необмежуючому варіанті втілення даного розкриття система лиття включає: топильну камеру, топильний простір, який розташований у топильній камері і в якому топляться вихідні матеріали; простір рафінування, який переважно є холодним простором, який з'єднується через рідке середовище із топильним простором; приймальний резервуар, який з'єднується через рідке середовище із простором рафінування; безліч (тобто дві або більше) електронно-променевих гармат; вакуумний генератор; рідинну систему охолодження; безліч ливарних форм; і джерело живлення. У той час як конструкція топильних печей, систем лиття та різних використовуваних компонентів, описаних тут, може забезпечуватися будь-яким придатним провайдером, можливі провайдери будуть очевидні фахівцям у цій галузі техніки під час читання даного опису предмету обговорення в цьому документі. [0029] Хоча наступний необмежуючий варіант втілення системи лиття відповідно до даного розкриття, описаний нижче та проілюстрований за допомогою певних супровідних фігур, включає одну або більше електронно-променевих гармат, буде зрозуміло, що інші джерела енергії можуть бути використані в системі лиття як пристрої для нагрівання матеріалу. Наприклад, дане розкриття також розглядає систему лиття, яка використовує один або більше плазмових генераторів, які генерують енергетичну плазму і нагрівають матеріал в межах системи лиття при контакті матеріалу з плазмою, яка генерується. [0030] Як відомо фахівцям у цій галузі техніки, топильний простір системи лиття з електронним пучком з'єднується із простором рафінування системи через канал для розтопленого матеріалу. Вихідні матеріали поміщаються в топильну камеру і топильний простір у топильній камері, і один або більше електронних пучків активуються і нагрівають матеріали до досягнення температур топлення матеріалів. Для забезпечення належної роботи однієї або більше електронно-променевих гармат щонайменше один вакуумний генератор з'єднується із топильною камерою і забезпечує умови вакууму в камері. У певних необмежуючих варіантах втілення вхідна зона також з'єднується із топильною камерою, через яку вихідні матеріали можуть бути поміщені в топильну камеру і розтоплені, і спочатку поміщаються в топильний простір. Вхідна зона може включати, наприклад, конвеєрну систему для подачі матеріалів у топильний простір. Як відомо в цій галузі техніки, вихідні матеріали, які поміщаються в топильну камеру системи лиття, можуть бути різної форми, такої як, наприклад, пухкий зернистий матеріал (наприклад, пористий матеріал, стружка та лігатура) або сипкий матеріал, зварений у вигляді бруска або іншої придатної форми. Відповідно, вхідна зона може бути призначена для застосування конкретних вихідних матеріалів, передбачуваних для використання системою лиття. [0031] При топленні вихідних матеріалів у топильному просторі розтоплений матеріал може залишатися в топильному просторі протягом періоду часу, необхідного для кращого забезпечення повного топлення і гомогенності. Розтоплений матеріал переміщається із топильного простору в простір рафінування через канал для розтопленого матеріалу. Простір рафінування може знаходитись в топильній камері або іншій вакуумній закритій зоні і підтримується в умовах вакууму вакуумною системою для забезпечення належної роботи однієї або більше електронно-променевих гармат, пов'язаних із простором рафінування. У той час як можуть бути використані механізми руху під дією сили ваги, також можуть бути використані механічні механізми руху для полегшення переміщення розтопленого матеріалу із топильного простору в простір рафінування. Після розміщення розтопленого матеріалу в простір рафінування матеріал зазнає безперервного нагрівання за придатно високих температур за допомогою щонайменше однієї електронно-променевої гармати протягом часу, достатнього для прийнятного рафінування матеріалу. Одна або більше електронно-променевих гармат мають достатню потужність для підтримки матеріалу в розтопленому стані у просторі рафінування, а 4 UA 111194 C2 5 10 15 20 25 30 35 40 45 50 55 60 також достатню потужність для випаровування або топлення включень, які з'являються на поверхні розтопленого матеріалу. [0032] Розтоплений матеріал залишається у просторі рафінування протягом часу, достатнього для видалення з нього включень або очищення матеріалу іншим способом. Відносно короткий або тривалий час знаходження у просторі рафінування може бути вибраний залежно від, наприклад, композиції та переважання включень у розтопленому матеріалі. Фахівці в цій галузі техніки можуть легко визначити придатний час знаходження для забезпечення відповідного очищення розтопленого матеріалу під час операцій лиття. Кращий простір рафінування є холодним простором, і включення в розтопленому матеріалі можуть бути вилучені за допомогою процесів, які включають розтоплення в розтопленому матеріалі, за допомогою опускання вниз простору і затягування в охолодь, і/або за допомогою випаровування під впливом електронних пучків на поверхню розтопленого матеріалу. У певних варіантах втілення електронно-променеві гармати, спрямовані на простір рафінування, сканують поверхню розтопленого матеріалу відповідно до попередньо визначеного шаблону для створення змішувального впливу. Один або більше механічних пристроїв для переміщення можуть бути, необов'язково, надані для забезпечення змішування або для доповнення змішувального впливу, створюваного скануванням електронних пучків. [0033] Після відповідного очищення розтоплений матеріал проходить через гравітаційні і/або механічні засоби по каналу для розтопленого матеріалу в приймальний резервуар, виготовлений з матеріалів, які витримують нагрівання розтопленого матеріалу. В одному необмежуючому варіанті втілення приймальний резервуар знаходиться в межах вакуумної камери, яка оточує топильний простір і простір рафінування, і підтримується в умовах вакууму під час лиття. В альтернативному варіанті втілення приймальний резервуар знаходиться в межах окремої ливарної камери і підтримується в умовах вакууму. Приймальний резервуар може підтримуватися в умовах вакууму своїм власним вакуумним генератором або може використовувати вакуум, створюваний одним або більше вакуумних генераторів, які забезпечують умови вакууму для камери, оточуючи топильний простір і/або простір рафінування. Одна або більше електронно-променевих гармат позиціонуються на оболонці, яка оточує приймальний резервуар, і направляють електронні пучки на розтоплений матеріал у приймальному резервуарі, підтримуючи цим матеріал у приймальному резервуарі в розтопленому стані. Як зазначено вище, розглядаються варіанти, коли альтернативні джерела енергії для топлення, такі як, наприклад, пристрої, які генерують плазму, можуть бути використані в системі лиття як пристрої для нагрівання матеріалу, щоб нагрівати і/або очищати металевий матеріал за допомогою використання енергетичної плазми. [0034] Конфігурація елементів, описаних вище, може бути краще зрозуміла при зверненні до Фіг. 1-3, які схематично зображують необмежуючий варіант втілення системи лиття 10 відповідно до даного розкриття. Система лиття 10 включає топильну камеру 14. Безліч джерел енергії для топлення у вигляді електронно-променевих гармат 16 розташовані навколо топильної камери 14 і адаптовані для спрямування електронних пучків у внутрішню частину топильної камери 14. Вакуумний генератор 18 з'єднується із топильною камерою 14. Ливарна камера 28 приєднана до топильної камери 14. Кілька електронно-променевих гармат 30 розташовані на ливарній камері 28 і адаптовані для спрямування електронних пучків у внутрішню частину ливарної камери 28. Вихідні матеріали, які можуть бути, наприклад, у вигляді брухту, сипкого матеріалу, лігатур і порошків, можуть подаватися в топильну камеру 14 через одну або більше вхідних зон, які забезпечують доступ до внутрішньої частини камери. Наприклад, як показано на Фіг. 1-3, кожна із вхідних камер 20 і 21 включає люк для забезпечення доступу і з'єднується із внутрішньою частиною топильної камери 14. У певних необмежуючих варіантах втілення системи лиття 10 вхідна камера 20 може бути придатним чином адаптована для подачі зернистого або порошкового вихідного матеріалу в топильну камеру 14, і вхідна камера 21 може бути придатним чином адаптована для подачі вихідного матеріалу у вигляді брусків або сипкого матеріалу в топильну камеру 14. (Вхідні камери 20 і 21 показані тільки на Фіг. 1-3 для спрощення супровідних фігур). [0035] Як показано на Фіг. 3, переміщувана бічна стінка 32 ливарної камери 28 може бути знята з ливарної камери 28 і вилучена із системи лиття 10, відкриваючи внутрішню частину ливарної камери 28. Топильний простір 40, простір рафінування 42 і приймальний резервуар 44 з'єднані з переміщуваною бічною стінкою 32, і, таким чином, увесь вузол переміщуваної бічної стінки 32, топильного простору 40, простору рафінування 42 і приймального резервуара 44 може бути вилучений із системи лиття 10, відкриваючи внутрішню частину ливарної камери 28. Конфігурацію топильного простору 40, простору рафінування 42 і приймального резервуара 44 можна бачити на Фіг. 3, а також на Фіг. 4А і 4Б. Фіг. 4А і 4Б є видами зверху, які показують 5 UA 111194 C2 5 10 15 20 25 30 35 40 45 50 55 60 внутрішню частину топильної камери 14 і ливарної камери 28 з переміщуваною бічною стінкою 32 і пов'язаних з нею топильного простору 40, простору рафінування 42 і приймального резервуара 44 на місці в системі лиття 10. Переміщувана бічна стінка 32 може бути вилучена з ливарної камери 28 для забезпечення доступу до топильного простору 40, простору рафінування 42 і приймального резервуара 44, наприклад, і для доступу до внутрішньої частини топильної камери 14 і ливарної камери 28. Також після одного або більше циклів лиття конкретний вузол переміщуваної бічної стінки, топильного простору, простору рафінування і приймального резервуара може бути замінений іншим вузлом цих елементів. [0036] Звертаючись, зокрема, до Фіг. 4А і 4Б, розтоплений матеріал тече із приймального резервуара 44 в одну або іншу із двох ливарних форм 48, позначених "А" і "Б", розташованих на протилежних сторонах приймального резервуара 44. Таким чином, приймальний резервуар 44 "одержує" розтоплений матеріал із простору рафінування 42 і передає його у вибрану ливарну форму 48. Переважно приймальний резервуар 44 є стаціонарним або закріпленим відносно простору рафінування 42, а не "похилим" резервуаром, як було зазначено, що приймальний резервуар, адаптований для нахилу в одну або іншу сторону, призводить до додаткового зношування і тому може вимагати більш частого технічного обслуговування. У деяких необмежуючих варіантах втілення приймальний резервуар 44 включає високі бічні стінки для кращого запобігання бризок і розливів, а також два розташованих протилежно випускних жолоби 46. Під час операцій лиття кожен випускний жолоб 46 розташований над отвором випускної форми або ливарної форми іншого типу або кристалізатора для одержання злитків або іншого вилитого продукту з розтопленого матеріалу. В одній можливій необмежуючій конфігурації щонайменше одна електронно-променева гармата розташована над приймальним резервуаром 44, і в певних варіантах втілення, як правило, знаходиться на однаковій відстані між кожним випускним жолобом 46 і центром приймального резервуара 44, так, що електронний пучок, який випускається кожною із двох електронно-променевих гармат, може впливати на матеріал однієї половини приймального резервуара 44. [0037] Одна можлива необмежуюча конфігурація топильного простору 40, простору рафінування 42 і приймального резервуара 44 показана на Фіг. 4А і 4Б і частково показана на Фіг. 3. Простір рафінування 42 з'єднується із центральною зоною сторони приймального резервуара 44. Приймальний резервуар 44 включає випускний жолоб 46 на кожному із протилежних кінців, і ливарна форма 48 може бути розташована під кожним випускним жолобом 46. Орієнтація простору рафінування 42 відносно приймального резервуара 46 зазвичай утворює Т-образну форму, якщо дивитися зверху. Як показано в необмежуючому варіанті втілення на Фіг. 4А і 4Б, ливарні форми 48 можуть бути розташовані поруч із приймальним резервуаром 44, і тоді форми 48 одержують розтоплений матеріал із приймального резервуара 44 без необхідності для приймального резервуара 44 нахилятися для досягнення форм 48. У певних необмежуючих варіантах втілення ливарні форми 48 розташовані з інтервалом, який вибирається для запобігання влучення бризок розтопленого або частково розтопленого матеріалу, призначеного для лиття в одну конкретну ливарну форму 48, в іншу ливарну форму. Ця конфігурація дозволяє забезпечити кращий контроль хімічного складу і розподілу тепла в злитку або іншому продукті лиття під час лиття. Зазвичай Т-образне розташування простору рафінування 42 і приймального резервуара 44, де випускні жолоби 46 перебувають на протилежних кінцях приймального резервуара 46, дозволяє розташувати ливарні форми 48 з інтервалом, який краще забезпечує те, що бризки розтопленого або частково розтопленого матеріалу, призначеного для однієї ливарної форми 48, не потраплять в іншу ливарну форму 48. [0038] Як показано на Фіг. 4А і 4Б, розтоплений матеріал може текти в одну або іншу ливарну форму 48 при виборі одного або іншого каналу розтопленого матеріалу. Фіг. 4А ілюструє канал розтопленого матеріалу із топильного простору 40 до простору рафінування 42, до приймального резервуара 44, і потім першою зоною випускання, обумовленою правою зоною (відповідно до орієнтації на фігурі) приймального резервуара 44, для подачі з випускного жолоба 46 у правій зоні приймального резервуара 44 у ливарну форму А. Альтернативний канал розтопленого матеріалу показаний на Фіг. 4Б, де розтоплений матеріал тече із топильного простору 40 до простору рафінування 42, до приймального резервуара 44 і потім другою зоною випускання, обумовленою лівою зоною (відповідно до орієнтації на фігурі) приймального резервуара 44, для подачі з випускного жолоба 46 у лівій зоні приймального резервуара 44 у ливарну форму Б. [0039] Система лиття 10 може бути побудована таким чином, що розтоплений матеріал буде текти тільки одним необхідним каналом в один або інший (лівий або правий) випускний жолоб 46 одним необхідним конкретним каналом А або Б. Електронно-променеві гармати 30 у 6 UA 111194 C2 5 10 15 20 25 30 35 40 45 50 55 топильній камері 28 розташовані таким чином, що в активному стані електронний пучок, який випускається, буде збуджувати і, отже, нагрівати, і підтримувати в розтопленому стані матеріал тільки з однієї або іншої сторони, або з обох сторін, приймального резервуара 44, відкриваючи тільки канал А, тільки канал Б, або обидва канали. Переважно, коли одна електроннопроменева гармата є активною і нагріває матеріал в одному каналі приймального резервуара 44, інша електронно-променева гармата є неактивною і не нагріває матеріал в іншому каналі приймального резервуара 44. Розтоплений матеріал на стороні приймального резервуара 44, яка не нагрівається активною електронно-променевою гарматою, остигає і кристалізується, створюючи перемичку, яка запобігає потоку розтопленого матеріалу в каналі, який не нагрівається. Відповідно, розтоплений матеріал направляється до сторони приймального резервуара 44, яка активно нагрівається електронним пучком, і в приєднану ливарну форму 48 уздовж каналу, який перетинає цю сторону приймального резервуара. Звичайно, система лиття у відповідності з даним розкриттям, яка включає джерела енергії для топлення, які відрізняються від електронно-променевих гармат (такі як, наприклад, генератори плазми), як пристрої для топлення матеріалу, може працювати подібним чином, використовуючи конкретну енергію для топлення як пристрій для нагрівання матеріалу для вибіркового нагрівання матеріалу в зоні приймального резервуара для забезпечення потоку розтопленого матеріалу тільки конкретним необхідним проточним каналом. [0040] Оператор може вибрати перший канал і потім, згодом, другий канал, протягом конкретного циклу лиття, дозволяючи цим одному циклу лиття включати, наприклад, лиття першого злитка або іншого литого продукту в першій ливарній формі (такій як ливарна форма 48, позначена "А" на Фіг. 4А), з наступним литтям другого злитка або іншого литого продукту в другій ливарній формі (такій як ливарна форма 48, позначена "Б" на Фіг. 4Б). Така процедура може бути безперервною, без необхідності зняття системи лиття 10 з лінії під час лиття послідовних злитків або інших литих продуктів у першій ливарній формі, другій ливарній формі і т.д. [0041] Також, враховуючи, що тільки одна з ливарних форм буде використовуватися в будьякий період часу протягом такого безперервного циклу лиття двох або більше злитків або інших литих продуктів, одна або більше ливарних форм, які в даний період часу не використовуються, можуть готуватися до приймання розтопленого матеріалу, поки використовується інша ливарна форма. Така особливість системи лиття 10 також дозволяє здійснювати лиття більше двох злитків або інших литих продуктів протягом одного циклу лиття. Для забезпечення лиття в такий спосіб одна ливарна форма може готуватися до прийому розтопленого матеріалу до того часу, поки інша ливарна форма використовується. В іншій можливій конфігурації, під одним або іншим жолобом 46 приймального резервуара 44 можуть розташовуватися і використовуватися більше двох ливарних форм під час процесу лиття. Одна можлива необмежуюча конфігурація схематично зображена на Фіг. 5 і 6 у зв'язку з устаткуванням лиття 10. Фіг. 5 є вертикальним видом спереду системи лиття 10, у якій дві переміщувані випускні форми 50А і 50Б показані розташованими в межах підпідлогового проходу 52 під поверхнею підлоги 64. Прохід 52 також показаний на Фіг. 3. Форми злитків 50А і 50Б можуть переміщатися уздовж рейкової системи 54 в межах підпідлогового проходу 52. Переміщувана стінка 32 ливарної камери відсутня на Фіг. 5 для показу внутрішньої частини ливарної і топильної камер 14, 28, топильного простору 40, простору рафінування 42 і приймального резервуара 44. На Фіг. 5 випускна форма 50А показана розташованою для приймання розтопленого матеріалу, який тече уздовж правої зони приймального резервуара 44, через ливарний порт 58 і у випускну форму 50А для створення злитка стопу 56А. Фахівці в цій галузі техніки легко зрозуміють загальну конструкцію і режим роботи випускної форми без необхідності додаткового опису тут. [0042] Знову звертаючись до Фіг. 3, 5 і 6, після заповнення конкретної випускної форми розтопленим матеріалом, ця випускна форма може бути переміщена на рейкову систему 54 від конкретного ливарного порту 58 (див. Фіг. 3) у ливарній камері 28, через який розтоплений матеріал надходив у випускну форму із приймального резервуара 44. Литий злиток потім може бути витягнутий з випускної форми, наприклад, витягуванням литого злитка з випускної форми, і форма може бути підготовлена для установки під ливарним портом 58 для наступного приймання розтопленого матеріалу і лиття наступного злитка. На Фіг. 3, 5 і 6, наприклад, випускна форма 50Б показана переміщеною від ливарного порту 58 рейковою системою 54 у бічну зону підпідлогової зони 52, дозволяючи витягти литий злиток 56Б с випускної форми 50Б через порт 65 добування злитка у поверхні 64 підлоги, яку утворює стеля підпідлогового проходу 52. 7 UA 111194 C2 5 10 15 20 25 30 35 40 45 50 55 60 [0043] Можливість лиття двох або більше злитків або інших литих форм протягом одного циклу лиття є особливо вигідним завдяки тому, що робота системи лиття 10 безперервним способом дозволяє зменшити час і може поліпшити вихід і якість лиття. Безперервне використання ливарних форм способом, розглянутим в описі вище, протягом циклу лиття, дозволяє зменшити невигідну циклічну термообробку, яка має місце внаслідок змін температури устаткування внаслідок відключення і повторного запуску системи лиття. Наприклад, зниження циклічної термообробки може значно знизити випаровування алюмінію під час, наприклад, лиття алюмінійвмісного титанового стопу або іншого стопу, який містить алюміній. Випарений алюміній може конденсуватися на поверхнях охолоджувача в межах топильної і ливарної камер системи лиття, і алюмінієві конденсати можуть потрапляти в розтоплений матеріал, створюючи проблемні зміни в кінцевому литому продукті. Можливість роботи системи лиття у безперервному режимі дозволяє підтримувати високу температуру у внутрішній частині топильної і ливарної камер протягом тривалого періоду часу, краще запобігати охолодженню внутрішніх поверхонь і утворенню алюмінієвих та інших конденсатів на цих поверхнях. У свою чергу, менш імовірно, що конденсати потраплять у кінцеве литво, створюючи проблеми для хімічного складу литого злитка. На додаток, оскільки внутрішня частина ливарної камери не має потреби в такому частому доступі, як системи з більш коротким циклом лиття, забезпечується більш продуктивна робота системи лиття. [0044] Як обговорювалося раніше, хоча опис вище визначених варіантів втілення містить систему лиття, яка використовує електронні гармати як джерела енергії для топлення та очищення металевого матеріалу та регулювання потоку розтопленого матеріалу можливими каналами у приймальних резервуарах, буде зрозуміло, що інші джерела живлення для топлення можуть використовуватися. Наприклад, електронні гармати, обговорювані вище у зв'язку із системою лиття 10, можуть бути замінені генераторами плазми для нагрівання і/або очищення матеріалу в системі лиття спрямуванням енергетичної плазми до матеріалу, або інші придатні джерела енергії для топлення можуть використовуватися як пристрої для нагрівання матеріалу. Фахівці в цій галузі техніки знайомі з можливим використанням генераторів плазми та інших альтернативних джерел енергії для топлення для нагрівання і очищення металевих матеріалів. [0045] Хоча конкретна зазвичай Т-образна конфігурація варіанта втілення приймального резервуара зображена на фігурах і обговорюється в описі вище визначених необмежуючих варіантах втілення системи лиття відповідно до даного розкриття, зрозуміло, що приймальний резервуар може мати будь-яку форму і конструкцію, які дозволяють вибирати один або більше із двох або більше каналів для вибіркового керування нагріванням матеріалу в різних каналах. Можливі необмежуючі форми приймального резервуара відповідно до даного розкриття включають різні зазвичай Y-образні приймальні резервуари (Фігури 7А і 7Б, наприклад), хрестоподібні приймальні резервуари (Фігура 7В, наприклад), і вилчасті (Фігури 7Г і 7Д, наприклад). Загалом Y-образні необмежуючі варіанти втілення, показані на Фігурі 7А, надають два можливі канали "А" і "Б", у той час як необмежуючі варіанти втілення, показані на Фігурах 7В-7Д, надають три можливі канали "А", "Б" і "В". Конкретні джерела енергії для топлення, використовувані як пристрої для нагрівання в системах лиття, електронно-променеві гармати, генератори плазми або інші, можуть селективно включатися та тренуватися або адаптуватися іншим способом для нагрівання одного або більше каналів будь-яких із цих варіантів втілення приймальних резервуарів для нагрівання матеріалу і забезпечення потоку розтопленого матеріалу вибраним каналом (вибраними каналами) у суміжну ливарну форму. Зрозуміло, наприклад, що система лиття, пов'язана з необмежуючими варіантами втілення приймального резервуара, показаними на Фігурах 7В-Д, може включати положення ливарної форми, яка прилягає до кожного із трьох каналів "А", "Б" і "В". За такої конфігурації, наприклад, ливарні форми, розташовані або призначені для розташування для приймання розтопленого матеріалу з каналів "А" і "Б", можуть готуватися під час лиття в ливарній формі, розташованій поруч із каналом "В". Наприклад, якщо в конкретній системі лиття або при конкретному циклі лиття вилучення злитка або іншого литого продукту з ливарної форми після припинення потоку розтопленого матеріалу у форму вимагає значного часу, може знадобитися надати три або більше позицій лиття і пов'язані з ними ливарні форми, щоб забезпечити постійну готовність ливарної форми приймати розтоплений матеріал після заповнення форми. У цьому випадку приймальний резервуар може бути призначений для забезпечення каналу для кожної із трьох або більше позицій лиття, і відповідні джерела енергії для топлення повинні регулювати потік розтопленого матеріалу декількома каналами. [0046] Фахівець у цій галузі при читанні даного розкриття зрозуміє, що приймальний резервуар системи лиття відповідно до даного розкриття може бути розрахований на 8 UA 111194 C2 5 10 15 20 25 30 35 40 45 50 55 включення будь-якої зручної кількості каналів. Однак, враховуючи, що може бути вигідно розділяти випускні канали у просторі для запобігання ненавмисного потрапляння в ливарну форму або впливу на невикористовувану позицію лиття, і додатково враховуючи витрати, пов'язані із включенням додаткових позицій лиття, краще, щоб системи лиття відповідно до даного розкриття включали дві або три позиції лиття, і щоб форма приймального резервуара забезпечувала канал для кожної із цих позицій лиття. [0047] Варіанти втілення системи лиття відповідно до даного розкриття можуть бути адаптовані для лиття різних металів і металевих стопів. Наприклад, варіанти втілення системи лиття відповідно до даного розкриття можуть бути адаптовані для лиття: технічно чистих (ТЧ) марок титану; титанових стопів, які включають, наприклад, титанопаладієві і титаноалюмінієві стопи, такі як стоп Ti-6Al-4V, стоп Ti-3Al-2,5V і стоп Ti-4Al-2,5V; ніобієвих стопів і цирконієвих стопів. Один конкретний стоп Ti-4Al-2,5V, який може вироблятися з використанням систем лиття і відповідних способів лиття, відповідно до даного розкриття, промислово доступний як стоп ® ® ATI 425 Allegheny Technologies Incorporated, Пітсбург, Пенсільванія, США. [0048] Дане розкриття також спрямоване на спосіб лиття металевого матеріалу. Спосіб включає одержання розтопленого металевого матеріалу і плин розтопленого металевого матеріалу уздовж приймального резервуара, який включає щонайменше дві випускні зони, які визначають різні канали розтопленого матеріалу. Кожна з різних випускних зон приймального резервуара пов'язана з різною позицією лиття, у якій може бути розташоване ливарне устаткування для лиття розтопленого металевого матеріалу. Металевий матеріал в одній із щонайменше двох випускних зон вибірково нагрівається для топлення металевого матеріалу у вибраній випускній зоні і/або підтримки металевого матеріалу у вибраній випускній зоні в розтопленому стані, спрямовуючи цим розтоплений металевий матеріал для протікання каналом, обумовленим випускною зоною, яка нагрівається. У певних варіантах втілення спосіб включає нагрівання вихідних матеріалів, вибраних для надання необхідної композиції розтопленого металевого матеріалу. Як зазначено вище, у певних варіантах втілення металевий матеріал має композицію, вибрану з технічно чистої марки титану, титанового стопу, титанопаладієвого стопу, титаноалюмінієвого стопу, стопу Ti-6AI-4V, стопу Ti-3Al-2,5V, стопу Ti4Al-2,5V, ніобієвого стопу та цирконієвого стопу. У певних необмежуючих варіантах втілення способу відповідно до даного розкриття приймальний резервуар включає щонайменше три випускні зони, і спосіб включає вибіркове нагрівання металевого матеріалу, який знаходиться в одній із щонайменше трьох випускних зон, спрямовуючи цим розтоплений металевий матеріал для протікання каналом, обумовленим випускною зоною, яка нагрівається. [0049] У певних необмежуючих варіантах втілення способу відповідно до даного розкриття етап одержання розтопленого металевого матеріалу включає нагрівання вихідних матеріалів, вибраних для одержання необхідної композиції розтопленого металевого матеріалу. У певних необмежуючих варіантах втілення способу відповідно до даного розкриття етап одержання розтопленого металевого матеріалу додатково включає рафінування розтопленого металевого матеріалу. У певних необмежуючих варіантах втілення способу відповідно до даного розкриття кожен канал розтопленого матеріалу включає топильний простір і/або простір рафінування, на додаток до приймального резервуара. У певних необмежуючих варіантах втілення способу відповідно до даного розкриття етап вибіркового нагрівання металевого матеріалу у вибраній випускній зоні приймального резервуара включає нагрівання металевого матеріалу за допомогою щонайменше однієї електронно-променевої гармати і генератора плазми. Однак, буде зрозуміло, що інші придатні джерела енергії для топлення можуть використовуватися як пристрої для нагрівання матеріалу. Певні необмежуючі варіанти втілення способу відповідно до даного розкриття включають додатковий етап лиття розтопленого металевого матеріалу в ливарному устаткуванні на позиції лиття, пов'язаній з випускною зоною, яка нагрівається. У певних варіантах втілення ливарне устаткування є випускною формою. [0050] Один конкретний варіант втілення способу лиття металевого матеріалу відповідно до даного розкриття включає: нагрівання вихідних матеріалів, вибраних для одержання необхідної композиції металевого матеріалу; рафінування розтопленого металевого матеріалу; протікання розтопленого металевого матеріалу приймальним резервуаром, який включає щонайменше дві випускні зони, які визначають різні канали розтопленого матеріалу, де кожна випускна зона пов'язана з різною позицією лиття; і вибіркове нагрівання металевого матеріалу в одній із щонайменше двох випускних зон із щонайменше одним із електронно-променевої гармати і генератора плазми, спрямовуючи цим розтоплений металевий матеріал для протікання проточним каналом, обумовленим випускною зоною, яка нагрівається. У певних необмежуючих варіантах втілення способу розтоплений металевий матеріал має композицію стопу, вибраного 9 UA 111194 C2 5 10 15 20 25 30 35 40 45 50 55 із технічно чистої марки титану, титанового стопу, титанопаладієвого стопу, титаноалюмінієвого стопу, стопу Ti-6Al-4V, стопу Ti-3Al-2,5V, стопу Ti-4Al-2,5V, ніобієвого стопу і цирконієвого стопу. [0051] Фахівцям у даній галузі техніки буде легко зрозуміти, що даний винахід має широкий діапазон корисності та застосування. Безліч варіантів втілення та адаптацій даного винаходу, які відрізняються від описаних тут, а також безліч варіацій, модифікацій та еквівалентних конфігурацій будуть очевидні із даного винаходу і його опису або доцільно запропоновані даним винаходом і його описом, без відхилення від суті та обсягу даного винаходу. Відповідно, у той час як даний винахід був докладно описаний тут щодо його кращого варіанта втілення, повинно бути зрозумілим, що це розкриття даного винаходу є тільки ілюстративним і зразковим і здійснюється просто з метою надання повного і достатнього розкриття винаходу. Наведене вище розкриття не призначене для тлумачення, яке обмежує даний винахід, або іншого вилучення яких-небудь інших варіантів втілення, адаптацій, варіацій, модифікацій та еквівалентних конфігурацій. ФОРМУЛА ВИНАХОДУ 1. Устаткування для топлення і лиття, яке включає: топильний простір; простір рафінування, який з'єднується через текуче середовище із топильним простором; приймальний резервуар, який з'єднується через текуче середовище із простором рафінування, що містить: першу зону випуску в першому положенні в приймальному резервуарі, і другу зону випуску у другому положенні в приймальному резервуарі; і щонайменше одне джерело енергії для топлення, вибране із групи, яка складається з електронно-променевої гармати і плазмового генератора, причому згадане щонайменше одне джерело енергії для топлення виконане з можливістю орієнтування для регулювання напрямку потоку розтопленого матеріалу шляхом спрямування енергії в першу зону випуску в першому положенні в приймальному резервуарі або в другу зону випуску у другому положенні в приймальному резервуарі, причому приймальний резервуар додатково містить перший проточний канал розтопленого матеріалу, який визначається в першому положенні, якщо принаймні одне джерело енергії для топлення сконфігуроване і використовується для спрямування енергії в першу зону випуску, забезпечуючи потік матеріалу в першій зоні випуску, і другий проточний канал розтопленого матеріалу, який визначається у другому положенні, якщо принаймні одне джерело енергії для топлення сконфігуроване і використовується для спрямування енергії в другу зону випуску, забезпечуючи потік матеріалу у другій зоні випуску. 2. Устаткування для топлення і лиття за п. 1, яке відрізняється тим, що топильний простір, простір рафінування і приймальний резервуар розташовані в оболонці, у якій можуть підтримуватися умови вакууму. 3. Устаткування для топлення і лиття за п. 1, яке відрізняється тим, що додатково включає: першу ливарну форму, яка може бути розташована для приймання розтопленого матеріалу, який тече по першому проточному каналу розтопленого матеріалу. 4. Устаткування для топлення і лиття за п. 3, яке відрізняється тим, що додатково включає: другу ливарну форму, яка може бути розташована для приймання розтопленого матеріалу, який тече по другому проточному каналу розтопленого матеріалу. 5. Устаткування для топлення і лиття за п. 4, яке відрізняється тим, що перша ливарна форма і друга ливарна форма можуть переміщуватися в положення та із положення, у якому ливарні форми можуть приймати розтоплений матеріал із приймального резервуара. 6. Устаткування для топлення і лиття за п. 1, яке відрізняється тим, що щонайменше одна електронно-променева гармата розташована над приймальним резервуаром і робить можливим плин розтопленого матеріалу, коли електронний пучок випускається щонайменше однією електронно-променевою гарматою. 7. Устаткування для топлення і лиття за п. 1, яке відрізняється тим, що положення приймального резервуара фіксується відносно простору рафінування. 8. Устаткування для топлення і лиття за п. 4, яке відрізняється тим, що приймальний резервуар розташований таким чином, що розтоплений матеріал може текти із приймального резервуара в першу ливарну форму або другу ливарну форму, залежно від положення і рівня потужності щонайменше одного джерела енергії для топлення. 9. Устаткування для топлення і лиття за п. 1, яке відрізняється тим, що зазвичай Т-подібна конфігурація утворюється відносними положеннями простору рафінування і приймального резервуара. 10 UA 111194 C2 5 10 15 20 25 30 35 40 45 50 55 60 10. Устаткування для топлення і лиття за п. 9, яке відрізняється тим, що приймальний резервуар включає протилежні кінці, причому на кожному кінці передбачений жолоб. 11. Устаткування для топлення і лиття за п. 1, яке відрізняється тим, що приймальний резервуар включає третю зону випуску в третьому положенні в приймальному резервуарі, причому щонайменше одне джерело енергії для топлення виконане з можливістю орієнтування для регулювання напрямку потоку розтопленого матеріалу шляхом спрямування енергії в першу зону випуску в першому положенні в приймальному резервуарі, в другу зону випуску у другому положенні в приймальному резервуарі або в третю зону випуску в третьому положенні в приймальному резервуарі, причому приймальний резервуар додатково містить третій проточний канал розтопленого матеріалу, який визначається в третьому положенні, якщо щонайменше одне джерело енергії для топлення налаштоване і використовується для спрямування енергії в третю зону випуску, забезпечуючи потік матеріалу в третій зоні випуску. 12. Устаткування для топлення та лиття за п. 1, яке відрізняється тим, що щонайменше одне джерело енергії для топлення вибірково використовується для регулювання напрямку потоку розтопленого матеріалу через перший проточний канал або другий проточний канал. 13. Устаткування для топлення та лиття, яке включає: топильний простір; простір рафінування, що з'єднується через текуче середовище з топильним простором; приймальний резервуар, що з'єднується через текуче середовище з простором рафінування, що містить: першу зону випуску в першому положенні в приймальному резервуарі, і другу зону випуску у другому положенні в приймальному резервуарі; і щонайменше одне джерело енергії для топлення, виконане з можливістю орієнтування для регулювання напрямку потоку розтопленого матеріалу шляхом спрямування енергії в першу зону випуску в першому положенні в приймальному резервуарі або в другу зону випуску у другому положенні в приймальному резервуарі, причому приймальний резервуар додатково містить перший проточний канал розтопленого матеріалу, який визначається в першому положенні, якщо принаймні одне джерело енергії для топлення налаштоване і використовується для спрямування енергії в першу зону випуску, забезпечуючи потік матеріалу в першій зоні випуску, і другий проточний канал розтопленого матеріалу, який визначається у другому положенні, якщо принаймні одне джерело енергії для топлення сконфігуроване і використовується для спрямування енергії в другу зону випуску, забезпечуючи потік матеріалу в другій зоні випуску. 14. Устаткування для топлення і лиття за п. 13, яке відрізняється тим, що топильний простір, простір рафінування і приймальний резервуар розташовані в оболонці, у якій можуть підтримуватися умови вакууму. 15. Устаткування для топлення і лиття за п. 13, яке відрізняється тим, що додатково включає першу ливарну форму, яка може бути розташована для приймання розтопленого матеріалу, який тече по першому проточному каналу розтопленого матеріалу. 16. Устаткування для топлення і лиття за п. 15, яке відрізняється тим, що додатково включає другу ливарну форму, яка може бути розташована для приймання розтопленого матеріалу, який тече по другому проточному каналу розтопленого матеріалу. 17. Устаткування для топлення і лиття за п. 16, яке відрізняється тим, що перша ливарна форма і друга ливарна форма можуть переміщуватися в положення та із положення, у якому ливарні форми можуть приймати розтоплений матеріал із приймального резервуара. 18. Устаткування для топлення і лиття за п. 13, яке відрізняється тим, що щонайменше одне джерело енергії для топлення розташоване над приймальним резервуаром і уможливлює плин розтопленого матеріалу, коли енергія випускається щонайменше одним джерелом енергії для топлення. 19. Устаткування для топлення і лиття за п. 13, яке відрізняється тим, що положення приймального резервуара фіксується відносно простору рафінування. 20. Устаткування для топлення і лиття за п. 16, яке відрізняється тим, що приймальний резервуар розташований таким чином, що розтоплений матеріал може текти із приймального резервуара в першу ливарну форму або другу ливарну форму, залежно від положення і рівня потужності щонайменше одного генератора плазми. 21. Устаткування для топлення і лиття за п. 13, яке відрізняється тим, що зазвичай Т-подібна конфігурація утворюється відносними положеннями простору рафінування і приймального резервуара. 22. Устаткування для топлення і лиття за п. 21, яке відрізняється тим, що приймальний резервуар включає протилежні кінці, причому на кожному кінці передбачений жолоб. 11 UA 111194 C2 5 10 15 20 25 30 35 40 45 50 55 23. Устаткування для топлення і лиття за п. 13, яке відрізняється тим, що приймальний резервуар включає третю зону випуску в третьому положенні в приймальному резервуарі, причому щонайменше одне джерело енергії для топлення виконане з можливістю орієнтування для регулювання напрямку потоку розтопленого матеріалу шляхом спрямування енергії в першу зону випуску в першому положенні в приймальному резервуарі, в другу зону випуску у другому положенні в приймальному резервуарі або в третю зону випуску в третьому положенні в приймальному резервуарі, причому приймальний резервуар додатково містить третій проточний канал розтопленого матеріалу, який визначається в третьому положенні, якщо принаймні одне джерело енергії для топлення сконфігуроване і використовується для спрямування енергії в третю зону випуску, забезпечуючи потік матеріалу в третій зоні випуску. 24. Устаткування для топлення і лиття за п. 13, яке відрізняється тим, що щонайменше одне джерело енергії для топлення є генератором плазми. 25. Устаткування для топлення і лиття за п. 13, яке відрізняється тим, що щонайменше один генератор плазми розташований над приймальним резервуаром і уможливлює плин розтопленого матеріалу, коли енергетична плазма випускається щонайменше одним джерелом енергії для топлення. 26. Устаткування для топлення і лиття за п. 13, яке відрізняється тим, що приймальний резервуар включає першу зону випуску, яка визначає перший проточний канал розтопленого матеріалу, другу зону випуску, яка визначає другий проточний канал розтопленого матеріалу, і третю зону випуску, яка визначає третій проточний канал розтопленого матеріалу; і щонайменше один генератор плазми орієнтується для спрямування енергетичної плазми в приймальний резервуар і регулювання спрямування потоку розтопленого матеріалу по першому проточному каналу розтопленого матеріалу, по другому проточному каналу розтопленого матеріалу і по третьому проточному каналу розтопленого матеріалу. 27. Спосіб лиття металевого матеріалу, який включає: подачу розтопленого металевого матеріалу; плин розтопленого металевого матеріалу уздовж приймального резервуара, який включає першу зону випуску в першому положенні в приймальному резервуарі і другу зону випуску у другому положенні в приймальному резервуарі, і вибіркове визначення проточного каналу розтопленого матеріалу в першому положенні або в другому положенні за допомогою конфігурації і використання щонайменше одного джерела енергії для топлення для спрямування енергії в першу зону випуску або в другу зону випуску, забезпечуючи потік матеріалу в зоні випуску, що нагрівається, причому щонайменше одне джерело енергії для топлення вибране з групи, яка складається з електронно-променевої гармати і плазмового генератора. 28. Спосіб за п. 27, який відрізняється тим, що подача розтопленого матеріалу включає нагрівання вихідних матеріалів, вибраних для надання необхідної композиції розтопленого металевого матеріалу. 29. Спосіб за п. 28, який відрізняється тим, що подача розтопленого матеріалу додатково включає рафінування розтопленого металевого матеріалу. 30. Спосіб за п. 27, який відрізняється тим, що кожен канал розтопленого матеріалу включає топильний простір, простір рафінування і приймальний резервуар. 31. Спосіб за п. 27, який відрізняється тим, що вибіркове нагрівання металевого матеріалу в одній із щонайменше двох зон випуску включає нагрівання металевого матеріалу за допомогою щонайменше одного пристрою із джерела енергії для топлення, електронно-променевої гармати і генератора плазми. 32. Спосіб за п. 27, який відрізняється тим, що приймальний резервуар включає щонайменше три зони випуску; і спосіб включає вибіркове нагрівання металевого матеріалу в одній із щонайменше трьох зон випуску, спрямовуючи тим самим розтоплений металевий матеріал для протікання проточним каналом, обумовленим зоною випуску, яка нагрівається. 33. Спосіб за п. 27, який відрізняється тим, що додатково включає лиття розтопленого металевого матеріалу в ливарному устаткуванні, яке знаходиться в позиції лиття, пов'язаному з зоною випуску, яка нагрівається. 34. Спосіб за п. 33, який відрізняється тим, що ливарне устаткування є випускною формою. 35. Спосіб за п. 27 або 34, який відрізняється тим, що розтоплений металевий матеріал має композицію сплаву, вибраного із технічно чистої марки титану, титанового сплаву, титанопаладієвого сплаву, титаноалюмінієвого сплаву, сплаву Ti-6Al-4V, сплаву Ti-3Al-2,5V, сплаву Ti-4Al-2,5V, ніобієвого сплаву і цирконієвого сплаву. 12 UA 111194 C2 5 10 15 20 25 30 35 36. Спосіб за п. 27, який відрізняється тим, що додатково включає нагрівання вихідних матеріалів, вибраних для одержання необхідної композиції розтопленого металевого матеріалу; рафінування розтопленого металевого матеріалу; протікання розтопленого металевого матеріалу приймальним резервуаром, який включає щонайменше дві зони випуску, які визначають різні канали розтопленого матеріалу, причому кожна зона випуску пов'язана з різною позицією лиття; і вибіркове нагрівання металевого матеріалу в одній із щонайменше двох зон випуску із щонайменше одного пристрою із джерела енергії для топлення, електронно-променевої гармати і генератора плазми, спрямовуючи тим самим розтоплений металевий матеріал для протікання проточним каналом, обумовленим зоною випуску, яка нагрівається. 37. Спосіб за п. 36, який відрізняється тим, що розтоплений металевий матеріал має композицію сплаву, вибраного з технічно чистої марки титану, титанового сплаву, титанопаладієвого сплаву, титаноалюмінієвого сплаву, сплаву Ti-6Al-4V, сплаву Ti-3Al-2,5V, сплаву Ti-4Al-2,5V, ніобієвого сплаву і цирконієвого сплаву. 38. Устаткування для топлення та лиття, що включає: топильний простір; простір рафінування, що з'єднується через текуче середовище з топильним простором; приймальний резервуар, що з'єднується через текуче середовище з простором рафінування, що містить: першу зону випуску в першому положенні в приймальному резервуарі, і другу зону випуску у другому положенні в приймальному резервуарі; і першу електронно-променеву гармату, виконану з можливістю спрямування електронів в першу зону випуску в першому положенні в приймальному резервуарі, другу електронно-променеву гармату, виконану з можливістю спрямування електронів в другу зону випуску у другому положенні в приймальному резервуарі, причому приймальний резервуар додатково містить перший проточний канал розтопленого матеріалу, який визначається в першому положенні, якщо перша електронно-променева гармата сконфігурована і використовується для спрямування електронів в першу зону випуску, забезпечуючи потік матеріалу в першій зоні випуску, і другий проточний канал розтопленого матеріалу, який визначається у другому положенні, якщо друга електронно-променева гармата сконфігурована і використовується для спрямування електронів в другу зону випуску, забезпечуючи потік матеріалу у другій зоні випуску, причому перша і друга електронно-променеві гармати вибірково використовуються для регулювання спрямування потоку розтопленого матеріалу через перший проточний канал або другий проточний канал. 39. Устаткування для топлення та лиття за п. 38, яке відрізняється тим, що містить множину електронно-променевих гармат, спрямованих і виконаних з можливістю вибіркового використання для створення змішуючого впливу. 13 UA 111194 C2 14 UA 111194 C2 15 UA 111194 C2 16 UA 111194 C2 17 UA 111194 C2 Комп’ютерна верстка Л. Ціхановська Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 18
ДивитисяДодаткова інформація
Назва патенту англійськоюSystems and methods for casting metallic materials
Автори англійськоюMoxley, Travis R., Dinh, Lanh G., Soran, Timothy F., Haas, Edmund J., Austin, Douglas P., Arnold, Matthew J., Martin, Eric R.
Назва патенту російськоюСистемы и способы для литья металлических материалов
Автори російськоюМоксли Тревис Р., Динх Ланх Г., Соран Тимоти Ф., Хаас Эдмунд Дж., Остин Дуглас П., Арнольд Мэттью Дж., Мартин Эрик Р.
МПК / Мітки
МПК: C22B 9/16, F27B 3/04, F27D 11/12, F27D 3/14, B22D 1/00, C22B 9/22, B22D 21/00
Мітки: матеріалів, металевих, лиття, системі, способи
Код посилання
<a href="https://ua.patents.su/20-111194-sistemi-i-sposobi-dlya-littya-metalevikh-materialiv.html" target="_blank" rel="follow" title="База патентів України">Системи і способи для лиття металевих матеріалів</a>
Спосіб визначення стану твердіння осьової зони і/або нижнього кінця рідкої фази у заготовці при безперервному литті металевих матеріалів, зокрема сталі, і сегмент опорної роликової системи для його здійснення
Номер патенту: 83551
Опубліковано: 25.07.2008
Автор: Вейєр Аксель
МПК: B22D 11/16, B22D 11/12, B21B 37/00, B22D 11/128
Мітки: здійснення, визначення, фазі, сегмент, нижнього, литті, заготовці, опорної, кінця, безперервному, твердіння, матеріалів, металевих, роликової, осьової, сталі, стану, зокрема, зони, системі, рідкої, спосіб
Формула / Реферат:
1. Спосіб визначення стану твердіння осьової зони і/або положення нижнього кінця рідкої фази у заготовці при безперервному литті металевих матеріалів, зокрема сталі, у роликовому сегменті (1) опорної роликової системи (2), в якій положення верхньої рами (3), яка несе верхні ролики (4), регулюють за допомогою розташованих у кутах (5а, 5b, 5с, 5d) багатокутника гідравлічних циліндропоршневих блоків (6) відносно положення нижньої рами (7), яка...
Форма для гарячого лиття під тиском керамічних матеріалів
Номер патенту: 50406
Опубліковано: 15.10.2002
Автори: Василенко Ігор Іванович, Городецький Іван Миколайович, Рибарук Василь Якимович
МПК: B28B 1/26
Мітки: гарячого, лиття, матеріалів, керамічних, форма, тиском
Формула / Реферат:
Форма для гарячого лиття під тиском керамічних матеріалів, що містить основу, рухомі та нерухомі плити-півформи, зв'язані між собою за допомогою стояків-напрямних, тяги, виштовхувальні втулки та ливарникові канали, яка відрізняється тим, що ливарникові канали виконані у вигляді трубок із матеріалу з високим коефіцієнтом теплопровідності, на трубки коаксіально встановлено втулки із матеріалу з низьким коефіцієнтом теплопровідності, причому...
Литі продукти, придатні для лиття композиції, та способи їх виготовлення
Номер патенту: 100859
Опубліковано: 11.02.2013
Автор: Теікен Джастін
МПК: C04B 35/66, B22D 41/02
Мітки: лиття, способи, виготовлення, продукти, литі, придатні, композиції
Формула / Реферат:
1. Вогнетривка композиція для облицювання внутрішніх стінок металургійного обладнання, що містить зерна вогнетривкого матеріалу, зв'язувальну речовину, причому фракція найгрубіших зерен вогнетривкого матеріалу включає принаймні 50 % за масою сухої композиції, і фракція найгрубіших зерен вогнетривкого матеріалу відокремлена від фракції менших зерен зазором, який має співвідношення найбільшого діаметра частинок до найменшого діаметра частинок,...
Пристрій для відцентрового лиття двошарових металевих заготовок
Номер патенту: 51274
Опубліковано: 15.11.2002
Автори: Богдан Кім Степанович, Санкін Анатолій Олексійович, Русаков Петро Володимирович, Шинський Олег Йосипович, ШИНСЬКИЙ ІГОР ОЛЕГОВИЧ
МПК: G01G 19/40, B22D 13/02, B22D 39/00, B22D 13/12, G01G 19/08
Мітки: відцентрового, двошарових, пристрій, заготовок, лиття, металевих
Формула / Реферат:
Пристрій для відцентрового лиття двошарових металевих заготовок, до складу якого входять: відцентрова машина з горизонтальною віссю обертання виливниці, встановлена на електромеханічних вагах, заливальний стенд з приводом і змінними ковшами, блок задавання маси доз розплавів, блок визначення похибок дозування, порівняльний елемент, перший пороговий елемент, блок управління приводом заливального стенда та вимірювач температури зовнішнього шару...
Теплоізоляційна суміш для металевих форм відцентрового лиття чавунних відливок з вертикальною віссю обертання
Номер патенту: 42965
Опубліковано: 15.11.2001
Автор: Вощенко Олександр Іванович
МПК: B22D 7/10, B22D 13/10
Мітки: вертикальною, лиття, теплоізоляційна, металевих, чавунних, відцентрового, суміш, форм, відливок, віссю, обертання
Формула / Реферат:
Теплоізоляційна суміш для металевих форм відцентрового лиття чавунних відливок з вертикальною віссю обертання, яка включає вогнетривкий матеріал на основі мулітокорундової маси, яка відрізняється тим, що вона містить додатково шліфпорошок та ортофосфорну кислоту при такому співвідношенні інгредієнтів: вага % мулітокорундова маса 85-90 шліфпорошок ...
Наступний патент: Сталевий лист (варіанти), сталевий виріб (варіанти) і спосіб одержання сталевого листа
Випадковий патент: Вітродвигун "ікар"