Спосіб визначення стану твердіння осьової зони і/або нижнього кінця рідкої фази у заготовці при безперервному литті металевих матеріалів, зокрема сталі, і сегмент опорної роликової системи для його здійснення

Формула / Реферат
1. Спосіб визначення стану твердіння осьової зони і/або положення нижнього кінця рідкої фази у заготовці при безперервному литті металевих матеріалів, зокрема сталі, у роликовому сегменті (1) опорної роликової системи (2), в якій положення верхньої рами (3), яка несе верхні ролики (4), регулюють за допомогою розташованих у кутах (5а, 5b, 5с, 5d) багатокутника гідравлічних циліндропоршневих блоків (6) відносно положення нижньої рами (7), яка несе нижні ролики (8), на відповідну товщину заготовки, при цьому за допомогою незалежної пари (14) з циліндропоршневих блоків (14а, 14b) з вимірювальним пристроєм (13, 13а) для регулювання положення і/або напряму поперечки (20), на якій передбачене закріплення окремого верхнього ролика (4), що приводять в обертання, одержують величини вимірювання для визначення стану твердіння осьової зони і/або положення нижнього кінця рідкої фази у заготовці, що відливають, у залежності від переміщення верхньої рами і/або оцінки чотирьох величин положення циліндропоршневих блоків (6) у з'єднанні з результуючими величинами зусилля, що створюють чотирма гідравлічними циліндрами циліндропоршневих блоків (6), який відрізняється тим, що задання величини положення окремого верхнього ролика (4) з подальшою оцінкою результуючої сили тиску від заготовки або задання зусилля тиску окремого верхнього ролика (4) роликового сегмента (1) на заготовку з подальшою оцінкою його одержаного положення у декількох вибраних роликових сегментах оцінюють для визначення стану твердіння осьової зони і, відповідно, нижнього кінця рідкої фази заготовки, при цьому положення нижнього кінця рідкої фази заготовки враховують при регулюванні за положенням роликових сегментів (1) і незалежного обладнання для роликових сегментів (1) без регулювання його положення.
2. Сегмент (1) опорної роликової системи пристрою безперервного лиття металевих матеріалів, зокрема сталі, обладнаний розташованими попарно у кутах багатокутника циліндропоршневими блоками (6), за допомогою яких відстань між роликами узгоджено з товщиною заготовки переміщенням на рухомій стороні (17) несучої верхніх роликів (4) верхньої рами (3) відносно нижніх роликів (8), якими утворено на нерухомій стороні (18) нижню раму (7), при цьому передбачена незалежна пара (14) з циліндропоршневих блоків (6) для регулювання положення і/або напрямку поперечки (20), на якій закріплений окремий верхній ролик (4), що приведено в обертання, який прилягає до відливаної заготовки, і вимірювальним пристроєм (13) для вимірювання величин при визначенні стану твердіння осьової зони і/або положення нижнього кінця рідкої фази заготовки, який відрізняється тим, що вимірювальний пристрій (13) виконаний у вигляді зовнішнього (13) або внутрішнього вимірювального пристрою (13а), доданого незалежній парі (14) з циліндропоршневих блоків (6), і призначений для здійснення вимірювання величин на основі контролю положення зазначених циліндропоршневих блоків (6) або зусилля тиску на них, при цьому утворений блок, що складений з окремого верхнього ролика (4), незалежної пари (14) з циліндропоршневих блоків (6), поперечки (20) і вимірювального пристрою (13).
3. Сегмент за п. 2, який відрізняється тим, що при непарному числі верхніх роликів (4) і нижніх роликів (8) у роликовому сегменті (1) щонайменше один середній верхній ролик (4) і протилежний нижній ролик (8) обладнані приводом обертання.
4. Сегмент за п. 2 або п. 3, який відрізняється тим, що роликовий сегмент (1) з вимірювальним пристроєм (13, 13а) розташований як останній роликовий сегмент (1) у пристрої безперервного лиття заготовок металевих матеріалів.
Текст
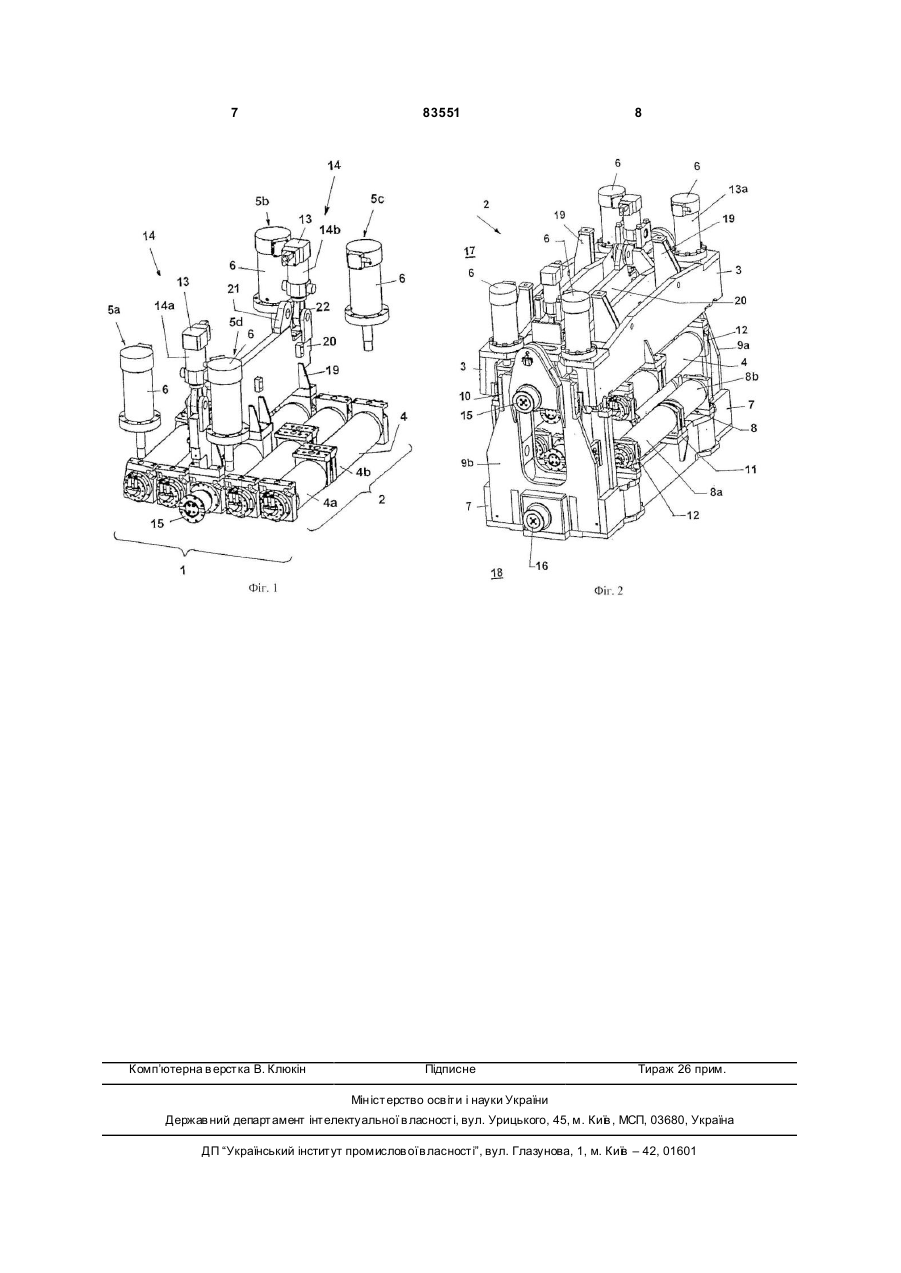
1. Спосіб визначення стану твердіння осьової зони і/або положення нижнього кінця рідкої фази у заготовці при безперервному литті металевих матеріалів, зокрема сталі, у роликовому сегменті (1) опорної роликової системи (2), в якій положення верхньої рами (3), яка несе верхні ролики (4), регулюють за допомогою розташованих у кута х (5а, 5b, 5с, 5d) багатокутника гідравлічних циліндропоршневих блоків (6) відносно положення нижньої рами (7), яка несе нижні ролики (8), на відповідну товщин у заготовки, при цьому за допомогою незалежної пари (14) з циліндропоршневих блоків (14а, 14b) з вимірювальним пристроєм (13, 13а) для регулювання положення і/або напряму поперечки (20), на якій передбачене закріплення окремого верхнього ролика (4), що приводять в обертання, одержують величини вимірювання для визначення стану твердіння осьової зони і/або положення нижнього кінця рідкої фази у заготовці, що відливають, у залежності від переміщення верхньої рами і/або оцінки чотирьох величин положення цилінд 2 (19) 1 3 83551 4 при цьому утворений блок, що складений з окремого верхнього ролика (4), незалежної пари (14) з циліндропоршневих блоків (6), поперечки (20) і вимірювального пристрою (13). 3. Сегмент за п. 2, який відрізняється тим, що при непарному числі верхніх роликів (4) і нижніх роликів (8) у роликовому сегменті (1) щонайменше один середній верхній ролик (4) і протилежний нижній ролик (8) обладнані приводом обертання. 4. Сегмент за п. 2 або п. 3, який відрізняється тим, що роликовий сегмент (1) з вимірювальним пристроєм (13, 13а) розташований як останній роликовий сегмент (1) у пристрої безперервного лиття заготовок металевих матеріалів. Винахід відноситься до способу і роликового сегмента для визначення стану твердіння осьової зони і/або визначення нижнього кінця рідкої фази у заготовці при безперервному литті металів, зокрема сталі, всередині роликового сегмента підтримуючої роликової системи, верхня рама в якій, що несе верхні ролики, виконана з можливістю переміщення за допомогою розташованих у кута х багатокутника гідравлічних циліндропоршневих блоків відносно нижніх роликів нижньої рами для встановлення відповідної товщини заготовки, що відливається. З [ЕР 0 908 256 В1] відомий спосіб і пристрій для виготовлення заготовок в установці безперервного лиття, що містить напрямну для заготовки у вигляді роликових сегментів, розташованих за кристалізатором. Кожна сегментна рама розділена на дві частини, і частини рами притиснуті одна до одної за допомогою циліндропоршневих блоків. Для цього кожний роликовий сегмент має чотири гідравлічних циліндри, які попарно притискають протилежно розташовані ролики, забезпечуючи опору і транспортування заготовки, що твердіє. Щонайменше один з цих роликів притискають до заготовки із заданим зусиллям як привідний ролик для передачі сил транспортування. При цьому зазор між роликами нерухомої сторони і роликами рухомої сторони визначається, вимірюється і за необхідності встановлюється гідравлічними циліндрами за допомогою інтегрованих датчиків шляху і, відповідно, датчиків положення. Визначення положення нижнього кінця рідкої фази всередині заготовки здійснюється за допомогою переміщення всієї верхньої рами і/або оцінки чотирьох значень положення у поєднанні з результуючими значеннями зусилля, що створюється чотирма гідравлічними циліндрами. Було встановлено, що цей спосіб визначення положення нижнього кінця рідкої фази у заготовці і попередніх зон не є досить точним. Крім того, витрати на не регульовані за положенням роликові сегменти досить великі. Поставлена задача вирішена, відповідно до винаходу, тим, що за допомогою незалежної пари циліндропоршневих блоків із зовнішнім вимірювальним пристроєм або внутрішнім вимірювальним пристроєм, при регулюванні положення окремого верхнього ролика, що приводиться в обертання, враховують величини вимірювання положення або зусиль для визначення стану твердіння осьової зони і/або положення нижнього кінця рідкої фази у заготовці, що відливається. Одержані результати вимірювання служать, переважно, основою для розширення регулювання і функціонування технологічних процесів і для оптимізації регулювання параметрів безперервного лиття і установок для безперервного лиття. Задання величини положення з подальшою оцінкою результуючої сили, або ж задания величин сили з подальшою оцінкою одержаного положення можна використовувати як технологічний зворотний зв'язок для визначення стану заготовки, відповідно, положення нижнього кінця рідкої фази у заготовці. При цьому, визначення точного положення нижнього кінця рідкої фази у заготовці, на противагу відомому до цього часу способу з використанням для вимірювання положення всієї верхньої рами, можна виконувати з підвищеною точністю. Потрібно застосовувати регульовані за положенням сегменти і незалежне обладнання для сегментів без регулювання положення. При цьому обладнання є більш дешевим. Більш висока точність може досягатися, відповідно до інших ознак, за рахунок того, що вимірювальні величинй (положення, тиск) одночасно вимірюються у декількох (вибраних) роликових сегментах, обладнаних щонайменше однією відповідною парою незалежних циліндропоршневих блоків, і всі дані вимірювання усереднюються. Ме ханічне рішення задачі винаходу полягає у тому, що у верхній рамі передбачена незалежна, призначена для кріплення зовнішнього вимірювального пристрою або щонайменше однієї пари циліндропоршневих блоків поперечка з окремим верхнім роликом, що приводиться в обертання для вимірювання зусилля на затравці або на заготовці, що відливається. Поперечка може бути виконана з одним або двома циліндропоршневими блоками. Положення циліндропоршневих блоків регулюється. Для цього у циліндри інтегровані датчики положення, або ж на поперечці встановлений зовнішній вимірювальний пристрій. Система регулювання приймає виміряні величини положення і регулює номінальне положення циліндра за допомогою гідравлічного клапана. Таким же чином можна регулювати силу притискання окремого ролика. Для цього у гідравлічних циліндрах (в обох камерах циліндра) або у з'єднувальних магістралях (між регулювальним клапаном і циліндром) встановлені датчики тиску. Необхідне зусилля на циліндрі встановлюють за допомогою регулювального клапана. В одному варіанті виконання передбачено, що при непарному, загалом, числі верхніх роликів і нижніх роликів щонайменше один верхній ролик і протилежний нижній ролик приводяться в обертання. 5 83551 При цьому переважним є розташування роликового сегмента з ознаками, відповідно до винаходу, у напрямку відливання як останнього роликового сегмента опорної роликової системи. При такому використанні регульованої за положенням поперечки як останнього кістяка опорної роликової системи можлива оптимізація швидкості лиття при максимальному використанні установки безперервного лиття і максимальної пропускної здатності. За рахунок цього виключається небезпека, пов'язана з випинанням заготовки після пристрою безперервного лиття при дуже високій встановленій швидкості лиття, при якій заготовка з рідкою не затверділою серцевиною виходить з напрямної. Нижче наводиться докладний опис прикладів виконання винаходу з посиланнями на додані креслення, на яких зображено: Фіг.1 - верхній роликовий сегмент у рознесеній ізометричній проекції, і Фіг.2 - блок з верхньої рами і нижньої рами, які при багаторазовому розташуванні один за одним утворюють систему опорних роликів, в ізометричній проекції. На Фіг.1 і 2 показаний роликовий сегмент 1, і на Фіг.2 - роликовий сегмент 1 у встановленому стані у роликовій опорній системі 2. Верхня рама 3 несе верхні ролики 4. У кутах 5а, 5b, 5c, 5d багатокутника встановлені циліндропоршневі блоки 6, з'єднані через поршні з нижньою рамою 7. Нижня рама 7 несе нижні ролики 8. Для регулювання положення верхніх роликів 4 відносно положення відповідних нижніх роликів 8 верхня рама 3 встановлена з можливістю ковзання у бічних стійках 9а і 9b у напрямних 10, так що верхня рама 3 зі своїми верхніми роликами 4 може виконувати відповідні переміщення при зміні товщини заготовки, що відливається (наприклад, при випинанні). Верхні ролики 4 виконані складеними за довжиною з частин 4а, 4b, а нижні ролики 8-3 частин 8а, 8b, з опорою за допомогою внутрішніх підшипників 11 і зовнішніх підшипників 12 і внутрішнім охолоджуванням. Спосіб визначення стану твердіння осьової зони і/або положення нижнього кінця рідкої фази заготовки при безперервному литті металів, зокрема сталеві включає регулювання положення окремого верхнього ролика 4, що приводиться в обертання, з врахуванням величин вимірювання при регулюванні положення або сили для визначення положення твердіння осьової зони і/або положення нижнього кінця рідкої фази заготовки, одержаних за допомогою незалежного від верхніх роликів 4 і нижніх роликів 8, зовнішнього вимірювального пристрою 13 або щонайменше однієї незалежної від інших циліндропоршневих блоків 6 пари 14 з інших циліндропоршневих блоків 14а, 14Ь з внутрішнім вимірювальним пристроєм 13а. Окремий верхній ролик 4, що приводиться в обертання, має верхню кінцеву цапфу 15 вала, а протилежний, не регульований нижній ролик 8 має нижню кінцеву λ цапфу 16 вала, з якими з'єднані відповідні приводи обертання (не зображені). 6 За необхідності, можна одночасно вимірювати також величини на декількох роликових сегментах 1 щонайменше з однією парою 14 з незалежних циліндропоршневих блоків 14а, 14Ь, і всі величини вимірювання усереднювати. Як показано на Фіг.2 (дивись також Фіг.1), верхня рама 3 несе крім розташованих полігонально циліндропоршневих блоків 6 на рухомій стороні 17 (верхня рама 3 відповідає на нерухомій стороні 18 нерухомо розташованій нижній рамі 7) між парними поперечними стінками 19 поперечку 20, на якій закріплений з можливістю обертання окремий верхній ролик 4, що приводиться в обертання. Поперечка 20 обладнана вушками 21 для крана, так що весь блок, що складається з окремого верхнього ролика 4, незалежної пари 14 з циліндропоршневих блоків 6 і вимірювального пристрою 13, можна виймати і знову встановлювати за допомогою крана. Пара 14 з обох циліндропоршневих блоків 6 з'єднана через шарніри 22. У прикладі виконання, при непарному числі верхніх роликів 4 і нижніх роликів 8 щонайменше середній верхній ролик 4 приводиться в обертання через кінцеву цапфу 15 вала. Протилежний нижній ролик 8 також приводиться в обертання, при цьому нижня кінцева цапфа 16 вала синхронно передає привідне зусилля далі. Перелік позицій 1 Роликовий сегмент 2 Роликова опорна система 3 Верхня рама 4 Верхній ролик 4а Частина довжини ролика 4b Частина довжини ролика 5а Кут багатокутника 5b Кут багатокутника 5с Кут багатокутника 5d Кут багатокутника 6 Циліндропоршневий блок 7 Нижня рама 8 Нижній ролик 8а Частина довжини ролика 8b Частина довжини ролика 9а Стійка 9b Стійка 10 Напрямна 11 Внутрішній підшипник 12 Зовнішній підшипник 13 Вимірювальний пристрій 13а Внутрішній вимірювальний пристрій 14 Незалежна пара з циліндропоршневих блоків 14а Циліндропоршневий блок 14b Циліндропоршневий блок 15 Верхня кінцева цапфа вала 16 Нижня кінцева цапфа вала 17 Рухома сторона 18 Нерухома сторона 19 Поперечна стінка 20 Поперечка 21 Вушко для крана 22 Шарнір 7 Комп’ютерна в ерстка В. Клюкін 83551 8 Підписне Тираж 26 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod and roll segment for determining the core solidification and/or the liquid crater tip in continuous casting of metals, particularly steel materials
Автори англійськоюWeyer Axel
Назва патенту російськоюСпособ определения состояния затвердения осевой зоны и/или нижнего конца жидкой фазы в заготовке при непрерывном литье металлических материалов, в частности стали, и сегмент опорой роликовой системы для его осуществления
Автори російськоюВейер Аксель
МПК / Мітки
МПК: B22D 11/128, B22D 11/12, B21B 37/00, B22D 11/16
Мітки: заготовці, стану, зони, нижнього, спосіб, твердіння, системі, здійснення, сталі, безперервному, сегмент, металевих, визначення, матеріалів, роликової, кінця, осьової, фазі, опорної, зокрема, рідкої, литті
Код посилання
<a href="https://ua.patents.su/4-83551-sposib-viznachennya-stanu-tverdinnya-osovo-zoni-i-abo-nizhnogo-kincya-ridko-fazi-u-zagotovci-pri-bezperervnomu-litti-metalevikh-materialiv-zokrema-stali-i-segment-oporno-rolikovo-s.html" target="_blank" rel="follow" title="База патентів України">Спосіб визначення стану твердіння осьової зони і/або нижнього кінця рідкої фази у заготовці при безперервному литті металевих матеріалів, зокрема сталі, і сегмент опорної роликової системи для його здійснення</a>
Пристрій для направлення зливків при безперервному розливі металів, зокрема сталі
Номер патенту: 73602
Опубліковано: 15.08.2005
Автори: Кнеппе Гюнтер, Штройбель Ханс, Швелленбах Йоахім
МПК: B22D 11/128
Мітки: зливків, безперервному, направлення, розливі, сталі, зокрема, пристрій, металів
Формула / Реферат:
1. Пристрій для направлення зливків при безперервному розливі металів, зокрема сталі, що містить декілька сегментів, що розташовані один за одним, кожний з яких за допомогою пар верхніх і нижніх роликів утворює напрямну для зливків різної ширини, причому пари роликів встановлені з можливістю обертання на траверсах сегментних рам, і кожна поперечна траверса стягнута з розташованими з обох сторін напрямними рамами для зливків, який...
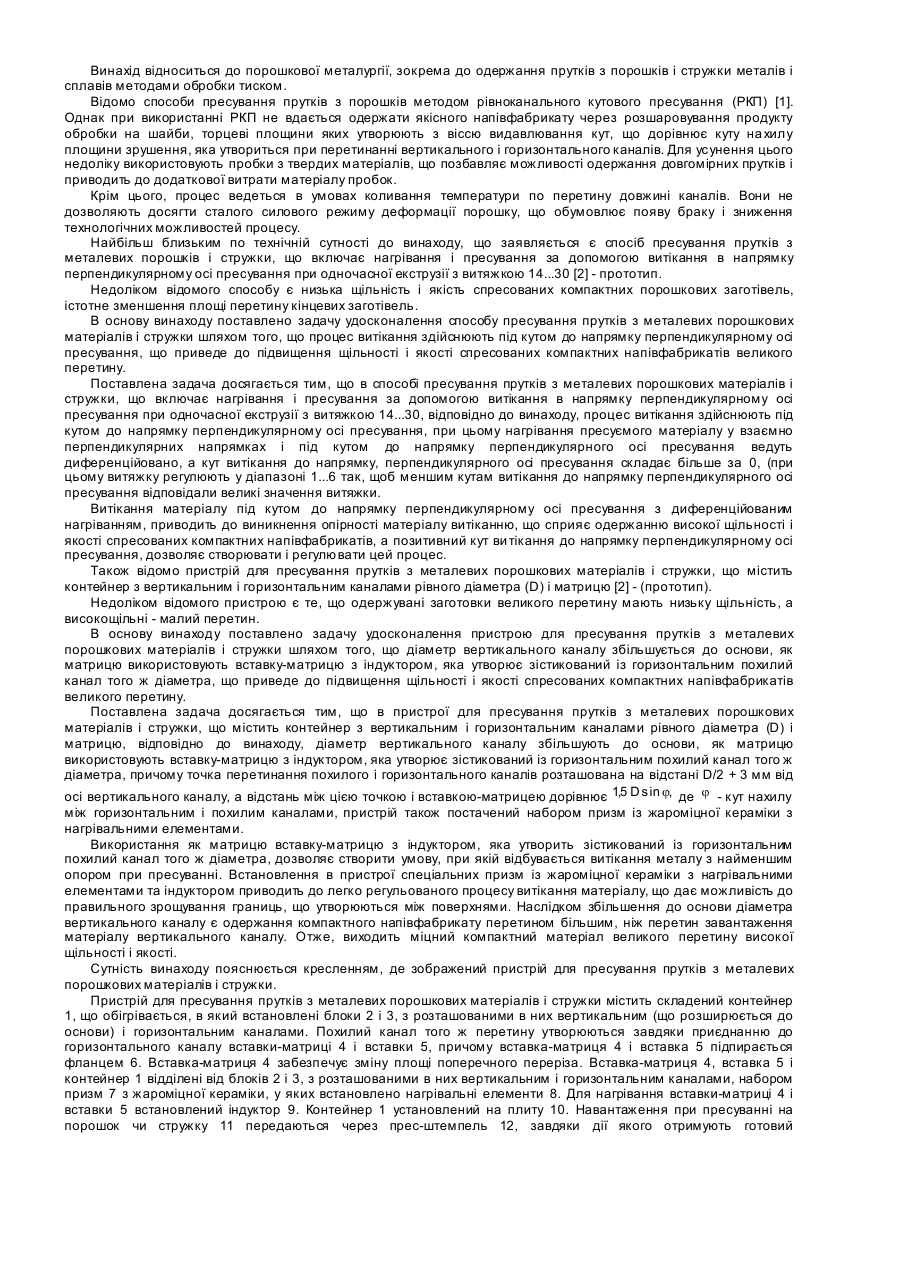
Спосіб пресування прутків з металевих порошкових матеріалів і стружки та пристрій для його здійснення
Номер патенту: 67213
Опубліковано: 15.06.2004
Автори: Блохін Олександр Григорович, Ковалівський Олексій Вікторович
МПК: B30B 11/02, B22F 3/20
Мітки: металевих, матеріалів, порошкових, прутків, стружки, пристрій, пресування, здійснення, спосіб
Формула / Реферат:
1. Спосіб пресування прутків з металевих порошкових матеріалів і стружки, що включає нагрівання і пресування за допомогою витікання в напрямку, перпендикулярному осі пресування, при одночасній екструзії з витяжкою 14...30, який відрізняється тим, що процес витікання здійснюють під кутом до напрямку, перпендикулярного осі пресування, при цьому нагрівання матеріалу, що пресують, у взаємно перпендикулярних напрямках і під кутом до напрямку,...
Спосіб отримання аморфних металевих матеріалів та обладнання для його здійснення
Номер патенту: 15671
Опубліковано: 30.06.1997
Автори: Шкодзинський Олег Ксавєрьович, Меранова Наталія Олегівна, Борисов Юрій Сергійович, Коржик Володимир Миколайович, Фіалко Наталія Михайлівна, Чернишов Олександр Володимирович
МПК: B22D 11/06
Мітки: отримання, матеріалів, аморфних, обладнання, здійснення, металевих, спосіб
Текст:
...иметеплообменник 7 с независимым от газогеющего обратную связь с дросселем по давнератора 4 энергоисточником, например, лению. потоком продуктов горения. При этом газоТаким образом, заявляемое техническое решение соответствует критерию изо- 50 генератор 4 содержит промежуточную камеру 8 в корпусе 9, входной патрубок 10 бретения "новизна". которой соединен с дозатором 11, и выходСравнение заявляемого решения с друной пагрубок 12 которой...
Спосіб визначення механічних властивостей металу зони осьової ліквації товстолистового прокату
Номер патенту: 5206
Опубліковано: 15.02.2005
Автори: Бродецький Ігор Леонідович, Александров Валерій Димитрович, Лепіхов Леонід Сергійович, Карлікова Яна Петрівна, Крейденко Фіра Семенівна, Ісаєв Олег Борисович, Белов Борис Федорович, Троцан Анатолій Іванович, Харчевніков Валерій Павлович, Полозюк Олег Євгенович
МПК: G01N 3/30
Мітки: зони, прокату, спосіб, товстолистового, властивостей, визначення, осьової, металу, механічних, ліквації
Формула / Реферат:
Спосіб визначення механічних властивостей металу зони осьової ліквації товстолистового прокату, що включає визначення залежності між параметрами, що характеризують досліджувані механічні властивості, і часткою площі руйнації, яка пройшла через зону осьової ліквації, зразків, які піддаються механічним випробуванням, який відрізняється тим, що частку площі руйнації, яка пройшла по зоні осьової ліквації, визначають скануванням поверхні руйнації...
Спосіб визначення хімічного складу та коефіцієнта ліквації осьової зони металу, отриманого методом безперервного лиття
Номер патенту: 20369
Опубліковано: 15.01.2007
Автори: Кислиця Вячеслав Володимирович, Бродецький Ігор Леонідович, Александров Валерій Дмитрович, Троцан Анатолій Іванович, Іценко Анатолій Іванович, Бєлов Борис Федорович, Крейденко Фіра Семенівна, Карлікова Яна Петрівна
МПК: G01N 33/20
Мітки: безперервного, осьової, хімічного, визначення, методом, спосіб, зони, металу, складу, ліквації, отриманого, лиття, коефіцієнта
Формула / Реферат:
Спосіб визначення хімічного складу і коефіцієнта ліквації осьової зони металу, отриманого методом безперервного лиття, що включає руйнування стандартних ударних зразків з V-подібним концентратором, охолоджених при температурі -196 °С, ударним вигином і визначення вмісту хімічних елементів на поверхні руйнування, що пройшла по осьовій зоні, який відрізняється тим, що на зразок додатково до V-подібного концентратора по центру осьової зони...
Попередній патент: Сепаратор паливного газу
Наступний патент: Вимірювач фазоамплітудних характеристик чотириполюсників
Випадковий патент: Швидкозмінний різцевий блок