Контейнери, виконані ударним пресуванням з переробного алюмінієвого брухту, та способи їх виготовлення
Номер патенту: 114608
Опубліковано: 10.07.2017
Автори: Шате Ентоні, Сайлс Джон Л., Платек Стенлі М., Меланкон Сем'юел
Формула / Реферат
1. Спосіб виготовлення контейнера визначеної форми, виконаного з можливістю приймання торцевої кришки, з заготовки у виробничому процесі ударного пресування матеріалів на основі переробленого алюмінієвого брухту, який включає в себе:
забезпечення матеріалу на основі алюмінієвого брухту, виконаного зі сплаву зі щонайменше приблизно 98,5 мас. % алюмінію;
додавання сплаву первинного алюмінію до згаданого матеріалу на основі алюмінієвого брухту;
плавлення згаданого сплаву первинного алюмінію зі згаданим матеріалом на основі алюмінієвого брухту в печі з непрямим нагріванням з утворенням нового переробленого сплаву;
лиття згаданого нового переробленого сплаву в ливарній машині з утворенням сляба з алюмінієвого сплаву з заданою товщиною між приблизно 27,94 і 35,56 мм;
гарячу прокатку згаданого сляба з алюмінієвого сплаву зі зменшенням товщини і створенням гарячекатаної смуги;
гартування згаданої гарячекатаної смуги у водному розчині з пониженням температури згаданої гарячекатаної смуги і утворення смуги зі згаданого сплаву;
холодну прокатку згаданої смуги зі згаданого сплаву з подальшим зменшенням заданої товщини між приблизно 3 мм та приблизно 14 мм;
вирубку смуги зі згаданого сплаву з утворенням заготовки з переробленого алюмінієвого сплаву, при цьому товщина згаданої заготовки з переробленого алюмінієвого сплаву складає між приблизно 3 мм і приблизно 14 мм;
відпалювання згаданої заготовки з переробленого алюмінієвого сплаву за допомогою нагрівання згаданої заготовки з переробленого алюмінієвого сплаву до заданої температури і подальшого охолодження;
текстурування згаданої заготовки з переробленого алюмінієвого сплаву шляхом надання шорсткості зовнішній поверхні для утворення високої питомої поверхні з утворенням кінцевої заготовки;
формування контейнера визначеної форми, виконаного з можливістю приймання торцевої кришки з кінцевої заготовки за допомогою згаданого процесу ударного пресування.
2. Спосіб за пунктом 1, який відрізняється тим, що він додатково включає додавання визначеної кількості бориду титану до згаданого нового переробленого сплаву.
3. Спосіб за пунктом 2, який відрізняється тим, що згаданий борид титану додають до згаданого нового переробленого сплаву після згаданого плавлення і до згаданого лиття.
4. Спосіб за пунктом 1, який відрізняється тим, що згадане плавлення виконують в щонайменше одній з печі з горном бічного дуття або обертовій печі, щоб уникнути безпосереднього попадання полум'я на згаданий новий перероблений сплав.
5. Спосіб за пунктом 1, який відрізняється тим, що згадане лиття виконують в щонайменше одній з колісно-стрічкової ливарної машини і ливарної машини з двома паралельними стрічками.
6. Спосіб за пунктом 1, який відрізняється тим, що згадану гарячу прокатку і згадану холодну прокатку згаданого сляба з алюмінієвого сплаву виконують між двома валками протилежного обертання з зазором між згаданими валками, який менше товщини сляба з алюмінієвого сплаву.
7. Спосіб за пунктом 1, який відрізняється тим, що згадана вирубка включає подачу смуги зі згаданого сплаву в блок штампів, установлений в пресі.
8. Спосіб за пунктом 1, який відрізняється тим, що згадане текстурування включає щонайменше одне з піддавання згаданої заготовки з переробленого алюмінієвого сплаву ударному впливу дробу з алюмінію і обробки згаданої заготовки з переробленого алюмінієвого сплаву в обертовому барабані.
9. Спосіб за пунктом 1, який відрізняється тим, що спосіб додатково включає змащування згаданої заготовки з переробленого алюмінієвого сплаву після текстурування.
10. Спосіб за пунктом 1, який відрізняється тим, що спосіб додатково включає формування металевого контейнера зі згаданої заготовки з переробленого алюмінієвого сплаву.
11. Спосіб за пунктом 9, який відрізняється тим, що заготовка з переробленого алюмінієвого сплаву після текстурування містить множину заглиблень, і при цьому мастило стикається зі згаданою множиною заглиблень.
12. Спосіб за пунктом 1, який відрізняється тим, що новий перероблений сплав містить щонайменше 40 мас. % сплаву первинного алюмінію.
13. Спосіб за п. 1, який відрізняється тим, що згадана заготовка являє собою циліндр.
14. Спосіб за п. 1, який відрізняється тим, що висота контейнера певної форми перед обрізанням становить між приблизно 140 мм і приблизно 160 мм, а товщина контейнера певної форми становить між приблизно 0,21 мм і приблизно 0,27 мм.
Текст
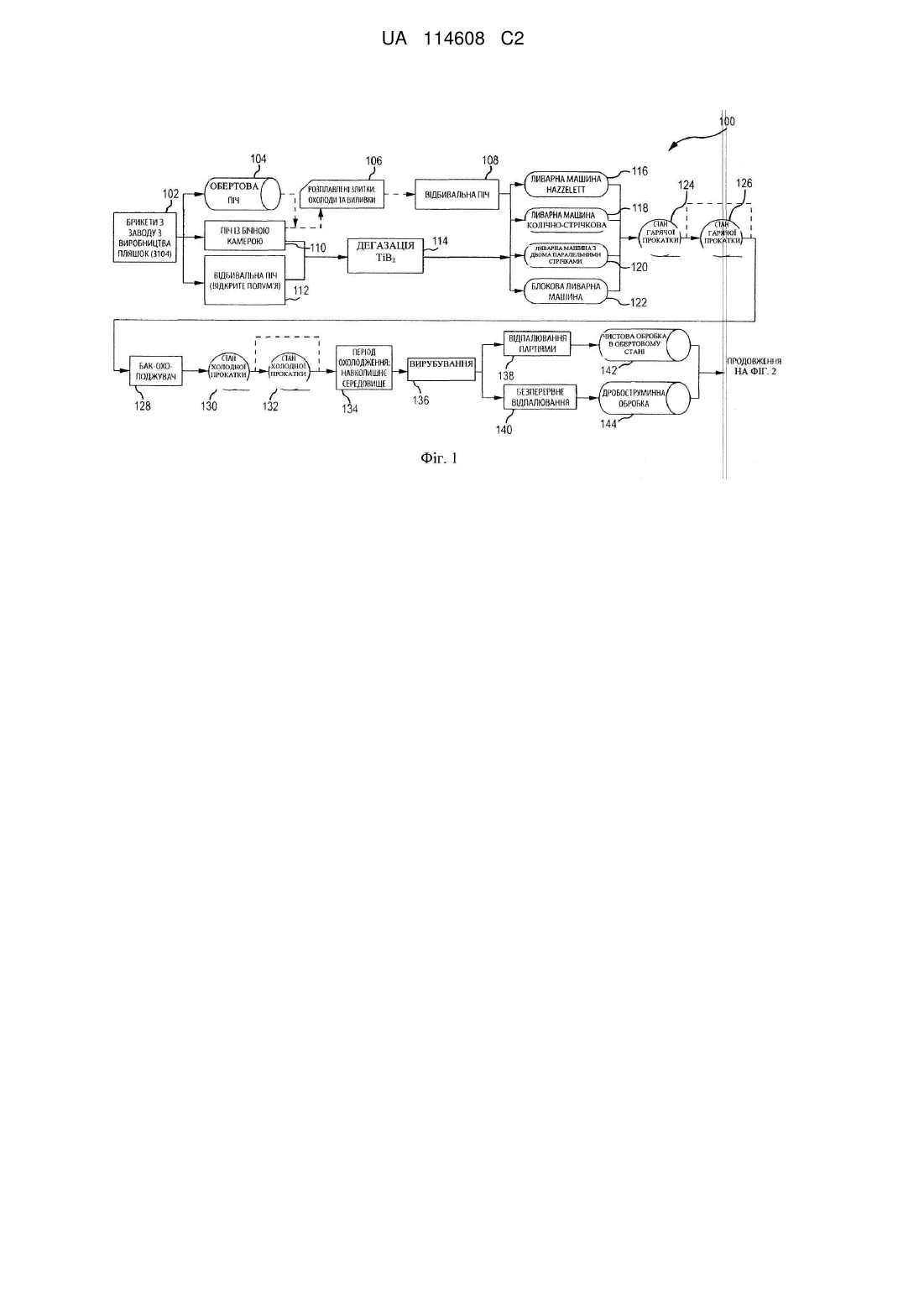
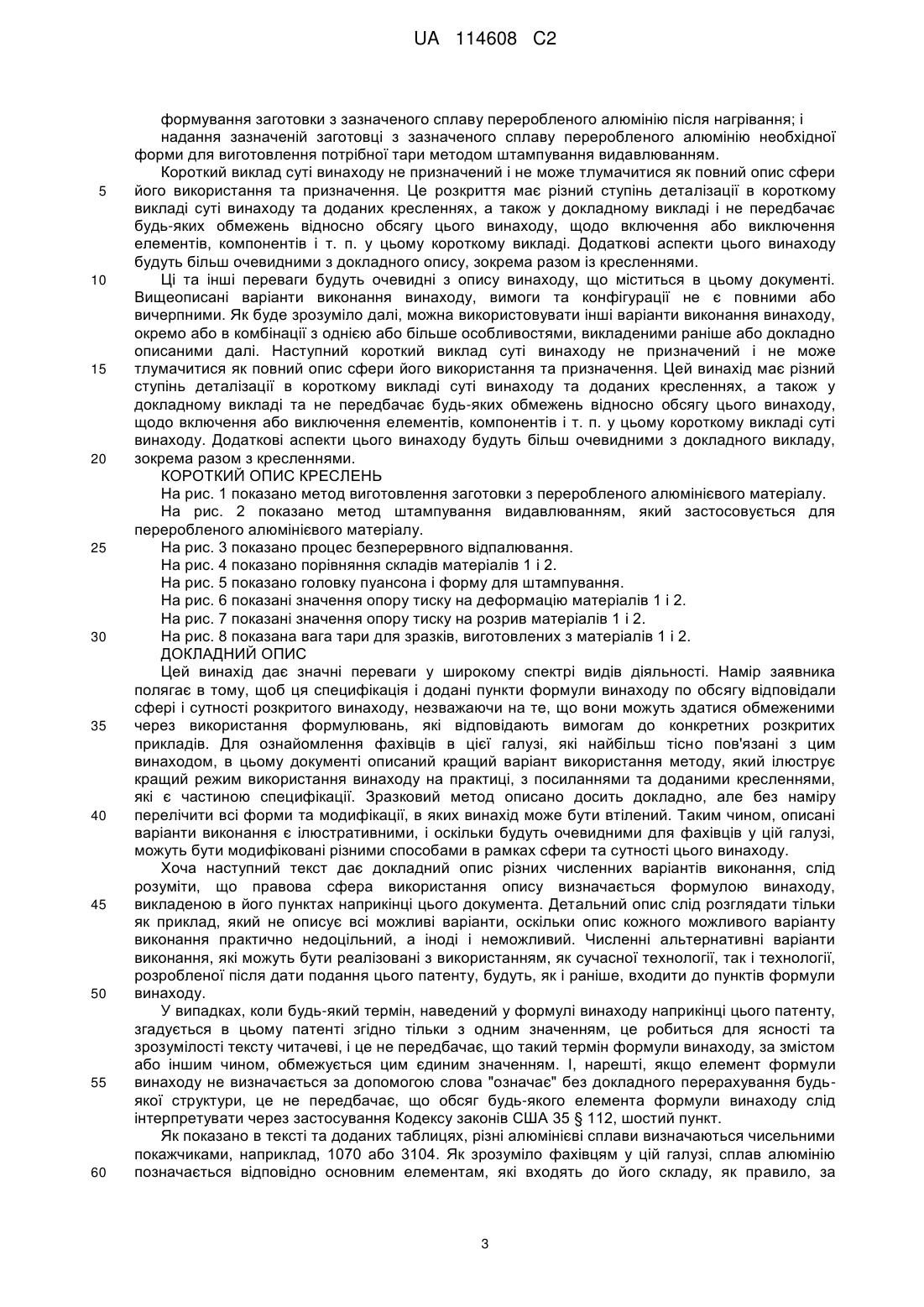
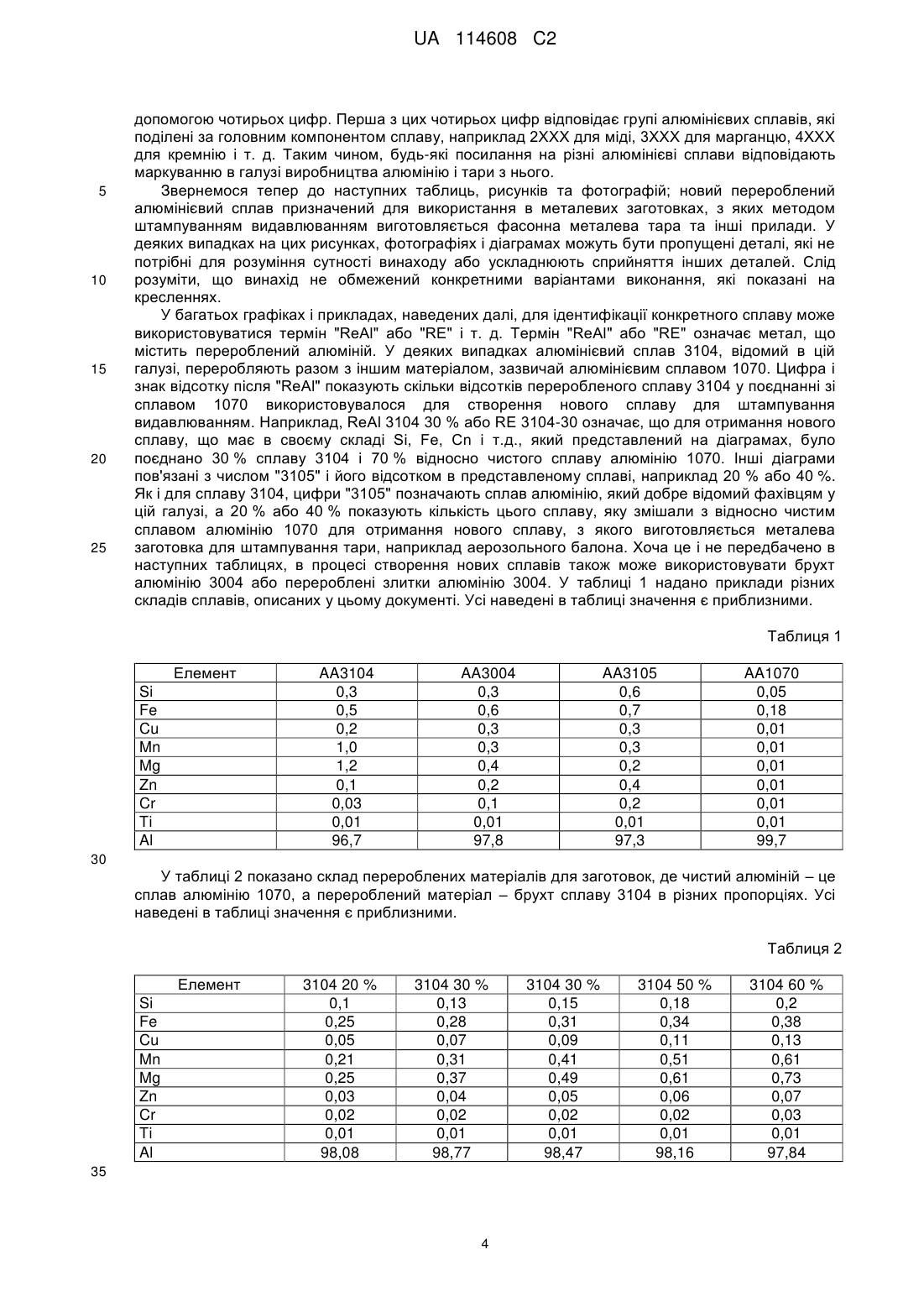
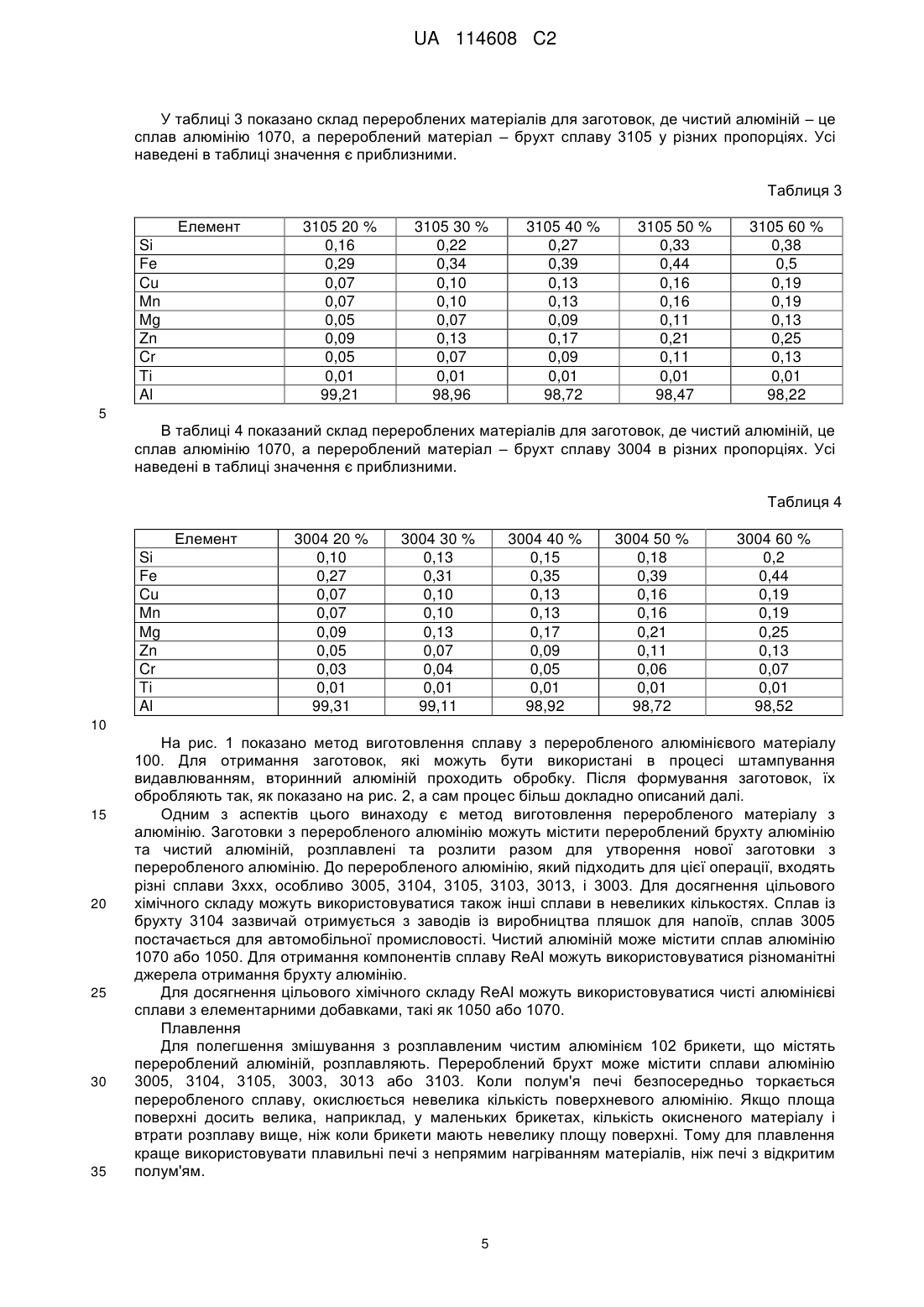
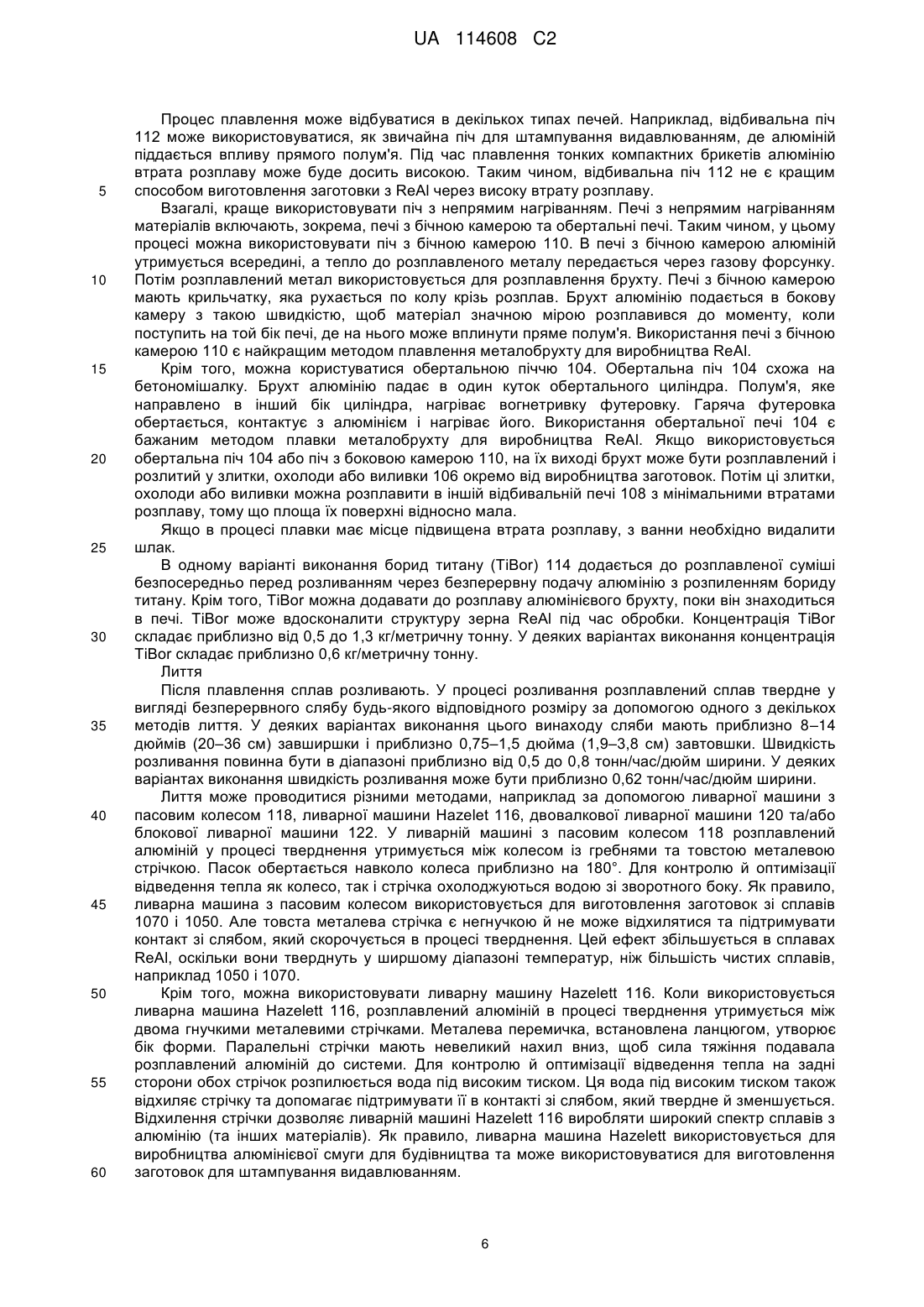
Реферат: Описані нові алюмінієві сплави призначені для використання у виробництві формованого контейнера та інших виробів способом ударного пресування. В одному варіанті виконання цього винаходу було використано суміш переробленого алюмінієвого брухту в поєднанні з відносно чистим алюмінієм для створення нових сплавів, які можуть оброблятися за допомогою процесу, що не завдає шкоди навколишньому середовищу. Інші варіанти виконання містять способи виготовлення матеріалу для заготовок з переробленого алюмінію, які використовуються в процесі ударного пресування. UA 114608 C2 (12) UA 114608 C2 UA 114608 C2 5 10 15 20 25 30 35 40 45 50 55 60 ПЕРЕХРЕСНІ ПОСИЛАННЯ НА СПОРІДНЕНІ ЗАЯВКИ Ця заявка формули винаходу згідно Кодексу законів США 35 § 119(е) висуває вимогу на пріоритет для попередньої патентної заявки США, серійний номер 61/535,807, поданої 16 вересня 2011, яка цілком включена до цього опису шляхом посилання. СФЕРА ДІЯЛЬНОСТІ, ЯКОЇ СТОСУЄТЬСЯ ВИНАХІД Взагалі цей винахід стосується сплавів, у тому числі сплавів із перероблених матеріалів, які використовуються у виробництві алюмінієвої тари за допомогою процесу, відомому як штампування видавлюванням. А саме: цей винахід стосується способів, пристроїв і складу сплавів, які використовуються для заготовок у виробництві тари та інших виробів методом штампування видавлюванням. ПЕРЕДУМОВА Штампування видавлюванням – процес, який використовується для виготовлення металевої тари та інших виробів унікальної форми. Зазвичай для виготовлення тари використовується пом'якшена металева заготовка, до складу якої входять сталь, магній, мідь, алюміній, олово або свинець. Тара утворюється з холодної заготовки, яка розміщується всередині обмежувальної форми для штампування та стикається з пуансоном. Сила удару деформує металеву заготовку відповідно до форми пуансона всередині та форми штампа ззовні. Після отримання необхідної форми заготовку знімають із преса за допомогою зустрічного виштовхувального засобу й обробляють її за допомогою інших пристроїв. До традиційної тари, виготовленої методом штампування видавлюванням, належить тара для аерозолів та інша тара для речовин під тиском, яка вимагає високої міцності, тому для її виробництва використовуються товсті шаблони та більш важкі матеріали, ніж для виготовлення звичайної тари для напоїв з алюмінію. Через підвищені вимоги до товщини та міцності цієї тари вартість її виготовлення може бути значно більшою у порівнянні зі звичайною металевою тарою для напоїв, де найчастіше використовується алюміній 3104. У звичайному процесі штампування видавлюванням використовується майже "чистий" алюміній з унікальними фізичними властивостями, як правило, з маркуванням "1070" або "1050", який містить щонайменше 99,5 % чистого алюмінію. У зв'язку зі складністю створення особливих форм із м'яких металів, таких як алюміній, для штампування видавлюванням необхідно отримати певні критичні металургійні характеристики. До способів отримання таких характеристик належить, зокрема, використання дуже чистих, м'яких алюмінієвих сплавів, які зазвичай містять щонайменше 99 % чистого алюмінію. Через це в процесі виготовлення тари для аерозолів і напоїв неможливо використовувати перероблені матеріали, наприклад сплави 3104, 3105 або 3004 з алюмінієвого брухту. Таким чином, існує значна потреба в легкому й одночасно міцному алюмінієвому сплаві для виготовлення тари та інших корисних виробів методом штампування видавлюванням, а також у використанні брухту алюмінію з інших виробничих процесів, що буде корисним для навколишнього середовища та збереже цінні природні ресурси. КОРОТКИЙ ВИКЛАД СУТНОСТІ ВИНАХОДУ У такий спосіб цей винахід передбачає нову систему, пристрій і способи застосування алюмінієвого брухту, наприклад сплавів алюмінію 3104, 3004, 3003, 3013, 3103 і 3105 у поєднанні з іншими металевими матеріалами для створення нового унікального алюмінієвого сплаву, який може використовуватися під час штампування видавлюванням тари та інших виробів різної форми. Хоча в цьому документі використовується загальний термін "тара", слід розуміти, що поточний процес і склад сплаву можна використовувати під час штампування видавлюванням безлічі видів фасонної тари або інших промислових виробів. Таким чином, в одному варіанті виконання цього винаходу новий сплав використовується у вигляді початкової металевої заготовки для виготовлення металевої тари методом штампування видавлюванням. В одному варіанті виконання перероблений алюміній 3105 або 3104 і відносно чистий алюміній 1070 використовуються для створення нового сплаву, який містить перероблені матеріали. В одному варіанті виконання сплав із використанням перероблених матеріалів, який містить 40 % сплаву 3104, поєднується зі сплавом 1070 і має такий склад: приблизно 98,47 % алюмінію; приблизно 0,15 % Si; приблизно 0,31 % Fe; приблизно 0,09 % Cu; приблизно 0,41 % Mn; приблизно 0,49 % Mg; приблизно 0,05 % Zn; приблизно 0,05 % Cr; і 1 UA 114608 C2 5 10 15 20 25 30 35 40 45 50 55 60 приблизно 0,01 % Ti. Як далі показано в таблицях, заяві та докладному описі, у цьому документі були наведені та розглянуті різні склади сплавів із алюмінієм. Для досягнення задовільного результату для кожного сплаву кількість кожного компонента, наприклад Si, Fe, Cu тощо, може коливатися приблизно на 15 %. Крім того, як зрозуміло фахівцям у цій галузі, немає потреби в тому, щоб описаний новий сплав для штампування видавлюванням повністю або частково складався з перероблених компонентів і сплавів. Навпаки, сплав можна отримати з сировини, яка раніше не використовувалася у виробах або процесах. В іншому аспекті цього винаходу може використовуватися новий технологічний процес для утворення унікальних сплавів, включаючи, зокрема, змішування різного брухту з іншими чистими металами для утворення унікального сплаву, спеціально призначеного для використання в процесі штампування видавлюванням. В іншому аспекті цього винаходу розглянуті конкретні інструменти, наприклад обладнання для звуження та інші пристрої, відомі у виробництві тари, які передбачається використовувати для штампуванням видавлюванням з новими сплавами. У цьому винаході також розглядаються інші нові технології виробництва, пов'язані з використанням нових складів сплавів. У ще одному аспекті цього винаходу надані чіткі форми тари або інших найменувань, які виробляються з одного або більше нових сплавів із перероблених матеріалів, описаних у цьому винаході. Хоча така тара є найбільш придатною для аерозольних балончиків та інших типів тари для речовин із високим тиском, склад і описані технології можуть використовуватися для будь-якого типу профільованої металевої тари. У різних варіантах виконання цього винаходу надаються дані про виготовлення легкої тари, яка містить вторинні матеріали. Така технологія дозволяє скористатися однією з наступних переваг: відношення міцності до ваги; тиск на розрив; тиск на деформацію; опір вдавлюванню, стійкість до подряпин і стирання та/або зменшення ваги і вмісту металу. Також у цьому документі розглянуті інші переваги. Крім того, надані особливості й ознаки цього винаходу для тари з підвищеною стійкістю до загартування, що дозволяє користуватися футерувальними матеріалами з більш високою температурою вулканізації. У різних варіантах виконання передбачено сплав для виробництва тари методом штампування видавлюванням із підвищеною стійкістю до відпалювання, який дозволяє покращити робочі характеристики тари та використовувати покриття, що вимагають більш високої температури тверднення. Також розглянуто дизайн тари й обладнання для її виготовлення. У різних варіантах виконання цього винаходу надаються дані про алюмінієві заготовки та відповідну штамповану тару, що містить перероблений матеріал. Матеріали, які залишаються після виробництва або вторинні матеріали можуть мати додатковий вміст, який підвищує загальну ефективність технологічного процесу та самого виробу. Значна частина відомого брухту, наприклад відходи від виробництва чашок, містить більш високу концентрацію компонентів, ніж основний сплав 1070, який використовується в цей час. Ці елементи сплаву, які мають різні економічні та екологічні переваги, змінюють металургійні характеристики алюмінію. Наприклад, додавання таких елементів збільшує діапазон температури тверднення. Таким чином можуть виникнути проблеми під час лиття. Оскільки поріг плинності зростає, а пластичність знижується, можуть виникнути інші проблеми, наприклад з вальцюванням смуги. Відомо, що характеристики рекристалізації можуть змінюватися, що вимагає потенційних змін у термомеханічній обробці, включаючи, серед іншого, температуру вальцювання, витягування, відпалювання, процедуру та/або час відпалювання. Підвищений максимальний опір на розтягування і максимальна плинність збільшують загальне навантаження під час вирубки заготовок. Крім того, шорсткість поверхні та змащення заготовок мають особливе значення для цього винаходу, оскільки в ньому змінені деякі металургійні характеристики. Відповідно збільшується загальне навантаження на штампувальних пресах. У різних варіантах виконання цього винаходу підвищена міцність матеріалу дозволяє досягти стандартної специфікації виробництва при значно меншій вазі та/або товщині стінок тари. Таким чином, в одному аспекті цього винаходу запропоновано метод виготовлення заготовок із перероблених матеріалів для штампування видавлюванням, який включає: використання металобрухту, що складається щонайменше з одного зі сплавів алюмінію 3104, 3004, 3003, 3013, 3103 і 3105; змішування щонайменше одного з зазначених сплавів алюмінію 3104, 3004, 3003, 3013, 3103 і 3104 з відносно чистим сплавом алюмінію для створення сплаву з вмістом переробленого алюмінію; додавання бориду титану до зазначеного сплаву переробленого алюмінію; 2 UA 114608 C2 5 10 15 20 25 30 35 40 45 50 55 60 формування заготовки з зазначеного сплаву переробленого алюмінію після нагрівання; і надання зазначеній заготовці з зазначеного сплаву переробленого алюмінію необхідної форми для виготовлення потрібної тари методом штампування видавлюванням. Короткий виклад суті винаходу не призначений і не може тлумачитися як повний опис сфери його використання та призначення. Це розкриття має різний ступінь деталізації в короткому викладі суті винаходу та доданих кресленнях, а також у докладному викладі і не передбачає будь-яких обмежень відносно обсягу цього винаходу, щодо включення або виключення елементів, компонентів і т. п. у цьому короткому викладі. Додаткові аспекти цього винаходу будуть більш очевидними з докладного опису, зокрема разом із кресленнями. Ці та інші переваги будуть очевидні з опису винаходу, що міститься в цьому документі. Вищеописані варіанти виконання винаходу, вимоги та конфігурації не є повними або вичерпними. Як буде зрозуміло далі, можна використовувати інші варіанти виконання винаходу, окремо або в комбінації з однією або більше особливостями, викладеними раніше або докладно описаними далі. Наступний короткий виклад суті винаходу не призначений і не може тлумачитися як повний опис сфери його використання та призначення. Цей винахід має різний ступінь деталізації в короткому викладі суті винаходу та доданих кресленнях, а також у докладному викладі та не передбачає будь-яких обмежень відносно обсягу цього винаходу, щодо включення або виключення елементів, компонентів і т. п. у цьому короткому викладі суті винаходу. Додаткові аспекти цього винаходу будуть більш очевидними з докладного викладу, зокрема разом з кресленнями. КОРОТКИЙ ОПИС КРЕСЛЕНЬ На рис. 1 показано метод виготовлення заготовки з переробленого алюмінієвого матеріалу. На рис. 2 показано метод штампування видавлюванням, який застосовується для переробленого алюмінієвого матеріалу. На рис. 3 показано процес безперервного відпалювання. На рис. 4 показано порівняння складів матеріалів 1 і 2. На рис. 5 показано головку пуансона і форму для штампування. На рис. 6 показані значення опору тиску на деформацію матеріалів 1 і 2. На рис. 7 показані значення опору тиску на розрив матеріалів 1 і 2. На рис. 8 показана вага тари для зразків, виготовлених з матеріалів 1 і 2. ДОКЛАДНИЙ ОПИС Цей винахід дає значні переваги у широкому спектрі видів діяльності. Намір заявника полягає в тому, щоб ця специфікація і додані пункти формули винаходу по обсягу відповідали сфері і сутності розкритого винаходу, незважаючи на те, що вони можуть здатися обмеженими через використання формулювань, які відповідають вимогам до конкретних розкритих прикладів. Для ознайомлення фахівців в цієї галузі, які найбільш тісно пов'язані з цим винаходом, в цьому документі описаний кращий варіант використання методу, який ілюструє кращий режим використання винаходу на практиці, з посиланнями та доданими кресленнями, які є частиною специфікації. Зразковий метод описано досить докладно, але без наміру перелічити всі форми та модифікації, в яких винахід може бути втілений. Таким чином, описані варіанти виконання є ілюстративними, і оскільки будуть очевидними для фахівців у цій галузі, можуть бути модифіковані різними способами в рамках сфери та сутності цього винаходу. Хоча наступний текст дає докладний опис різних численних варіантів виконання, слід розуміти, що правова сфера використання опису визначається формулою винаходу, викладеною в його пунктах наприкінці цього документа. Детальний опис слід розглядати тільки як приклад, який не описує всі можливі варіанти, оскільки опис кожного можливого варіанту виконання практично недоцільний, а іноді і неможливий. Численні альтернативні варіанти виконання, які можуть бути реалізовані з використанням, як сучасної технології, так і технології, розробленої після дати подання цього патенту, будуть, як і раніше, входити до пунктів формули винаходу. У випадках, коли будь-який термін, наведений у формулі винаходу наприкінці цього патенту, згадується в цьому патенті згідно тільки з одним значенням, це робиться для ясності та зрозумілості тексту читачеві, і це не передбачає, що такий термін формули винаходу, за змістом або іншим чином, обмежується цим єдиним значенням. І, нарешті, якщо елемент формули винаходу не визначається за допомогою слова "означає" без докладного перерахування будьякої структури, це не передбачає, що обсяг будь-якого елемента формули винаходу слід інтерпретувати через застосування Кодексу законів США 35 § 112, шостий пункт. Як показано в тексті та доданих таблицях, різні алюмінієві сплави визначаються чисельними покажчиками, наприклад, 1070 або 3104. Як зрозуміло фахівцям у цій галузі, сплав алюмінію позначається відповідно основним елементам, які входять до його складу, як правило, за 3 UA 114608 C2 5 10 15 20 25 допомогою чотирьох цифр. Перша з цих чотирьох цифр відповідає групі алюмінієвих сплавів, які поділені за головним компонентом сплаву, наприклад 2XXX для міді, 3XXX для марганцю, 4XXX для кремнію і т. д. Таким чином, будь-які посилання на різні алюмінієві сплави відповідають маркуванню в галузі виробництва алюмінію і тари з нього. Звернемося тепер до наступних таблиць, рисунків та фотографій; новий перероблений алюмінієвий сплав призначений для використання в металевих заготовках, з яких методом штампуванням видавлюванням виготовляється фасонна металева тара та інші прилади. У деяких випадках на цих рисунках, фотографіях і діаграмах можуть бути пропущені деталі, які не потрібні для розуміння сутності винаходу або ускладнюють сприйняття інших деталей. Слід розуміти, що винахід не обмежений конкретними варіантами виконання, які показані на кресленнях. У багатьох графіках і прикладах, наведених далі, для ідентифікації конкретного сплаву може використовуватися термін "ReAl" або "RE" і т. д. Термін "ReAl" або "RE" означає метал, що містить перероблений алюміній. У деяких випадках алюмінієвий сплав 3104, відомий в цій галузі, переробляють разом з іншим матеріалом, зазвичай алюмінієвим сплавом 1070. Цифра і знак відсотку після "ReAl" показують скільки відсотків переробленого сплаву 3104 у поєднанні зі сплавом 1070 використовувалося для створення нового сплаву для штампування видавлюванням. Наприклад, ReAl 3104 30 % або RE 3104-30 означає, що для отримання нового сплаву, що має в своєму складі Si, Fe, Cn і т.д., який представлений на діаграмах, було поєднано 30 % сплаву 3104 і 70 % відносно чистого сплаву алюмінію 1070. Інші діаграми пов'язані з числом "3105" і його відсотком в представленому сплаві, наприклад 20 % або 40 %. Як і для сплаву 3104, цифри "3105" позначають сплав алюмінію, який добре відомий фахівцям у цій галузі, а 20 % або 40 % показують кількість цього сплаву, яку змішали з відносно чистим сплавом алюмінію 1070 для отримання нового сплаву, з якого виготовляється металева заготовка для штампування тари, наприклад аерозольного балона. Хоча це і не передбачено в наступних таблицях, в процесі створення нових сплавів також може використовувати брухт алюмінію 3004 або перероблені злитки алюмінію 3004. У таблиці 1 надано приклади різних складів сплавів, описаних у цьому документі. Усі наведені в таблиці значення є приблизними. Таблиця 1 Елемент Si Fe Cu Mn Mg Zn Cr Ti Al AA3104 0,3 0,5 0,2 1,0 1,2 0,1 0,03 0,01 96,7 AA3004 0,3 0,6 0,3 0,3 0,4 0,2 0,1 0,01 97,8 AA3105 0,6 0,7 0,3 0,3 0,2 0,4 0,2 0,01 97,3 AA1070 0,05 0,18 0,01 0,01 0,01 0,01 0,01 0,01 99,7 30 У таблиці 2 показано склад перероблених матеріалів для заготовок, де чистий алюміній – це сплав алюмінію 1070, а перероблений матеріал – брухт сплаву 3104 в різних пропорціях. Усі наведені в таблиці значення є приблизними. Таблиця 2 Елемент Si Fe Cu Mn Mg Zn Cr Ti Al 3104 20 % 0,1 0,25 0,05 0,21 0,25 0,03 0,02 0,01 98,08 3104 30 % 0,13 0,28 0,07 0,31 0,37 0,04 0,02 0,01 98,77 35 4 3104 30 % 0,15 0,31 0,09 0,41 0,49 0,05 0,02 0,01 98,47 3104 50 % 0,18 0,34 0,11 0,51 0,61 0,06 0,02 0,01 98,16 3104 60 % 0,2 0,38 0,13 0,61 0,73 0,07 0,03 0,01 97,84 UA 114608 C2 У таблиці 3 показано склад перероблених матеріалів для заготовок, де чистий алюміній – це сплав алюмінію 1070, а перероблений матеріал – брухт сплаву 3105 у різних пропорціях. Усі наведені в таблиці значення є приблизними. Таблиця 3 Елемент Si Fe Cu Mn Mg Zn Cr Ti Al 3105 20 % 0,16 0,29 0,07 0,07 0,05 0,09 0,05 0,01 99,21 3105 30 % 0,22 0,34 0,10 0,10 0,07 0,13 0,07 0,01 98,96 3105 40 % 0,27 0,39 0,13 0,13 0,09 0,17 0,09 0,01 98,72 3105 50 % 0,33 0,44 0,16 0,16 0,11 0,21 0,11 0,01 98,47 3105 60 % 0,38 0,5 0,19 0,19 0,13 0,25 0,13 0,01 98,22 5 В таблиці 4 показаний склад перероблених матеріалів для заготовок, де чистий алюміній, це сплав алюмінію 1070, а перероблений матеріал – брухт сплаву3004 в різних пропорціях. Усі наведені в таблиці значення є приблизними. Таблиця 4 Елемент Si Fe Cu Mn Mg Zn Cr Ti Al 3004 20 % 0,10 0,27 0,07 0,07 0,09 0,05 0,03 0,01 99,31 3004 30 % 0,13 0,31 0,10 0,10 0,13 0,07 0,04 0,01 99,11 3004 40 % 0,15 0,35 0,13 0,13 0,17 0,09 0,05 0,01 98,92 3004 50 % 0,18 0,39 0,16 0,16 0,21 0,11 0,06 0,01 98,72 3004 60 % 0,2 0,44 0,19 0,19 0,25 0,13 0,07 0,01 98,52 10 15 20 25 30 35 На рис. 1 показано метод виготовлення сплаву з переробленого алюмінієвого матеріалу 100. Для отримання заготовок, які можуть бути використані в процесі штампування видавлюванням, вторинний алюміній проходить обробку. Після формування заготовок, їх обробляють так, як показано на рис. 2, а сам процес більш докладно описаний далі. Одним з аспектів цього винаходу є метод виготовлення переробленого матеріалу з алюмінію. Заготовки з переробленого алюмінію можуть містити перероблений брухту алюмінію та чистий алюміній, розплавлені та розлити разом для утворення нової заготовки з переробленого алюмінію. До переробленого алюмінію, який підходить для цієї операції, входять різні сплави 3xxx, особливо 3005, 3104, 3105, 3103, 3013, і 3003. Для досягнення цільового хімічного складу можуть використовуватися також інші сплави в невеликих кількостях. Сплав із брухту 3104 зазвичай отримується з заводів із виробництва пляшок для напоїв, сплав 3005 постачається для автомобільної промисловості. Чистий алюміній може містити сплав алюмінію 1070 або 1050. Для отримання компонентів сплаву ReAl можуть використовуватися різноманітні джерела отримання брухту алюмінію. Для досягнення цільового хімічного складу ReAl можуть використовуватися чисті алюмінієві сплави з елементарними добавками, такі як 1050 або 1070. Плавлення Для полегшення змішування з розплавленим чистим алюмінієм 102 брикети, що містять перероблений алюміній, розплавляють. Перероблений брухт може містити сплави алюмінію 3005, 3104, 3105, 3003, 3013 або 3103. Коли полум'я печі безпосередньо торкається переробленого сплаву, окислюється невелика кількість поверхневого алюмінію. Якщо площа поверхні досить велика, наприклад, у маленьких брикетах, кількість окисненого матеріалу і втрати розплаву вище, ніж коли брикети мають невелику площу поверхні. Тому для плавлення краще використовувати плавильні печі з непрямим нагріванням матеріалів, ніж печі з відкритим полум'ям. 5 UA 114608 C2 5 10 15 20 25 30 35 40 45 50 55 60 Процес плавлення може відбуватися в декількох типах печей. Наприклад, відбивальна піч 112 може використовуватися, як звичайна піч для штампування видавлюванням, де алюміній піддається впливу прямого полум'я. Під час плавлення тонких компактних брикетів алюмінію втрата розплаву може буде досить високою. Таким чином, відбивальна піч 112 не є кращим способом виготовлення заготовки з ReAl через високу втрату розплаву. Взагалі, краще використовувати піч з непрямим нагріванням. Печі з непрямим нагріванням матеріалів включають, зокрема, печі з бічною камерою та обертальні печі. Таким чином, у цьому процесі можна використовувати піч з бічною камерою 110. В печі з бічною камерою алюміній утримується всередині, а тепло до розплавленого металу передається через газову форсунку. Потім розплавлений метал використовується для розплавлення брухту. Печі з бічною камерою мають крильчатку, яка рухається по колу крізь розплав. Брухт алюмінію подається в бокову камеру з такою швидкістю, щоб матеріал значною мірою розплавився до моменту, коли поступить на той бік печі, де на нього може вплинути пряме полум'я. Використання печі з бічною камерою 110 є найкращим методом плавлення металобрухту для виробництва ReAl. Крім того, можна користуватися обертальною піччю 104. Обертальна піч 104 схожа на бетономішалку. Брухт алюмінію падає в один куток обертального циліндра. Полум'я, яке направлено в інший бік циліндра, нагріває вогнетривку футеровку. Гаряча футеровка обертається, контактує з алюмінієм і нагріває його. Використання обертальної печі 104 є бажаним методом плавки металобрухту для виробництва ReAl. Якщо використовується обертальна піч 104 або піч з боковою камерою 110, на їх виході брухт може бути розплавлений і розлитий у злитки, охолоди або виливки 106 окремо від виробництва заготовок. Потім ці злитки, охолоди або виливки можна розплавити в іншій відбивальній печі 108 з мінімальними втратами розплаву, тому що площа їх поверхні відносно мала. Якщо в процесі плавки має місце підвищена втрата розплаву, з ванни необхідно видалити шлак. В одному варіанті виконання борид титану (TiBor) 114 додається до розплавленої суміші безпосередньо перед розливанням через безперервну подачу алюмінію з розпиленням бориду титану. Крім того, TiBor можна додавати до розплаву алюмінієвого брухту, поки він знаходиться в печі. TiBor може вдосконалити структуру зерна ReAl під час обробки. Концентрація TiBor складає приблизно від 0,5 до 1,3 кг/метричну тонну. У деяких варіантах виконання концентрація TiBor складає приблизно 0,6 кг/метричну тонну. Лиття Після плавлення сплав розливають. У процесі розливання розплавлений сплав твердне у вигляді безперервного слябу будь-якого відповідного розміру за допомогою одного з декількох методів лиття. У деяких варіантах виконання цього винаходу сляби мають приблизно 8–14 дюймів (20–36 см) завширшки і приблизно 0,75–1,5 дюйма (1,9–3,8 см) завтовшки. Швидкість розливання повинна бути в діапазоні приблизно від 0,5 до 0,8 тонн/час/дюйм ширини. У деяких варіантах виконання швидкість розливання може бути приблизно 0,62 тонн/час/дюйм ширини. Лиття може проводитися різними методами, наприклад за допомогою ливарної машини з пасовим колесом 118, ливарної машини Hazelet 116, двовалкової ливарної машини 120 та/або блокової ливарної машини 122. У ливарній машині з пасовим колесом 118 розплавлений алюміній у процесі тверднення утримується між колесом із гребнями та товстою металевою стрічкою. Пасок обертається навколо колеса приблизно на 180°. Для контролю й оптимізації відведення тепла як колесо, так і стрічка охолоджуються водою зі зворотного боку. Як правило, ливарна машина з пасовим колесом використовується для виготовлення заготовок зі сплавів 1070 і 1050. Але товста металева стрічка є негнучкою й не може відхилятися та підтримувати контакт зі слябом, який скорочується в процесі тверднення. Цей ефект збільшується в сплавах ReAl, оскільки вони тверднуть у ширшому діапазоні температур, ніж більшість чистих сплавів, наприклад 1050 і 1070. Крім того, можна використовувати ливарну машину Hazelett 116. Коли використовується ливарна машина Hazelett 116, розплавлений алюміній в процесі тверднення утримується між двома гнучкими металевими стрічками. Металева перемичка, встановлена ланцюгом, утворює бік форми. Паралельні стрічки мають невеликий нахил вниз, щоб сила тяжіння подавала розплавлений алюміній до системи. Для контролю й оптимізації відведення тепла на задні сторони обох стрічок розпилюється вода під високим тиском. Ця вода під високим тиском також відхиляє стрічку та допомагає підтримувати її в контакті зі слябом, який твердне й зменшується. Відхилення стрічки дозволяє ливарній машині Hazelett 116 виробляти широкий спектр сплавів з алюмінію (та інших матеріалів). Як правило, ливарна машина Hazelett використовується для виробництва алюмінієвої смуги для будівництва та може використовуватися для виготовлення заготовок для штампування видавлюванням. 6 UA 114608 C2 5 10 15 20 25 30 35 40 45 50 55 60 З іншого боку для цієї ж цілі може використовуватися двовалкова ливарна машина 120. Під час використання двовалкової ливарної машина 120 розплавлений алюміній під час тверднення утримується між двома валками, які обертаються у зворотному напрямку й охолоджуються водою. Цей метод забезпечує дуже невелику зону тверднення, тому його застосування обмежується виробництвом відносно тонких "слябів". У цьому випадку, через товщину, термін "стрічка" є більш точним, ніж термін "сляб". Цей метод звичайно використовується у виробництві алюмінієвої фольги. З іншого боку може використовуватися блокова ливарна машина 122. Під час використання блокової ливарної машини 122 розплавлений алюміній під час тверднення утримується між серією встановлених у формі ланцюга сталевих блоків, які створюють ливарну форму. Для контролю й оптимізації відведення тепла блоки охолоджуються водою. На компоненти ливарної машини, які контактують зі слябом, може наноситися мастильний порошок. У разі потреби це може бути порошок графіту або двоокису кремнію. Під час і після завершення лиття важливо ретельно контролювати температуру металу. Під час лиття, незалежно від процесу тверднення, необхідно ретельно контролювати швидкість охолодження та температурний профіль слябу. Використання ливарної машини з пасовим колесом 118 зменшує кількість води, яка потрібна для охолодження. У ливарній машині Hazelett 116 точне регулювання температури виконується через зміну потоків води та газу. Крім того, важливо контролювати умови навколишнього середовища, особливо рух повітря поруч із ливарною машиною. Контроль повітря особливо важливий, коли для зміни температури сляба використовується потік газу. Температура слябу на виході з ливарної машини також повинна ретельно контролюватися. Температура слябу на виході з ливарної машини 116 повинна бути вище приблизно 520˚С, але максимальна температура будь-якої частини слябу, що виходить з ливарної машини, повинна бути менше, ніж приблизно 582 °C. Вальцювання Після лиття товщина плити для гарячого та холодного вальцювання 124/126 зменшується приблизно від 3 мм до 14 мм з початкової товщини 28-35 мм. Відносне зменшення товщини для гарячого 124/126 і холодного 130/132 вальцювання суттєво впливає на структуру металургійного зерна в готовому виробі. Товщина сляба після гарячого вальцювання може змінитися. У деяких варіантах виконання товщина сляба після гарячого вальцювання 124/126 складає приблизно від 6 до 18 мм. Для того, щоб досягти необхідної товщини, сляб проходить між двома валками, які обертаються у зворотному напрямку, з зазором менше вхідної товщини, поки сляб має високу температуру в інтервалі приблизно від 450 до 550˚С. Вальцівні стани мають дві поширені конфігурації. Найбільш поширеною конфігурацією є двовалковий вальцівний стан, який містить тільки два валки, що обертаються у зворотному напрямку, контактуючи зі слябом/смугою. Для отримання бажаної товщини можуть використовуватися два вальцівних стани. Але може використовуватися й інша кількість вальцівних станів: 1, 3 і т. д. За бажанням, вдосконалена конструкція складається з чотирьохвалкового вальцівного стану, де два робочих валка, які обертаються у зворотному напрямку, розташовані після двох великих валків. За бажанням можна використовувати додатковий стан гарячого вальцювання 126. Крім того, можуть використовуватися декілька станів гарячого вальцювання, а сляби для досягнення необхідної товщини можуть проходити повторно гаряче вальцювання 124/126. Під час гарячого вальцювання 124/126 матеріал сплаву може динамічно проходити рекристалізацію та/або відновлення структури. Така рекристалізація та/або відновлення структури є процесом самостійного відпалювання, який проходить за рахунок тепла в середині сляба/смуги. Температури, за яких може виникати динамічна рекристалізація та/або відновлення, залежать від вмісту сплаву і можуть відрізнятися для сплавів 1050/1070 і ReAl. У більшості випадків температура динамічної рекристалізації та/або відновлення для матеріалу ReAl становить приблизно від 350 до 550˚C. Після гарячого вальцювання 24/126 гарячекатану смугу занурюють у бак-охолоджувач 128. Бак-охолоджувач 128 містить воду, яка знижує температуру смуги до температури навколишнього середовища. Потім охолоджену смугу піддають холодному вальцюванню 130/132. Смуга, яка може мати температуру навколишнього середовища, проходить між двома валками, які обертаються у зворотному напрямку, з зазором менше вхідної товщини. Звичайно, для отримання бажаної товщини можуть використовуватися два вальцівні стани. Але може використовуватися й інша кількість вальцівних станів: 1, 3 і т. д. Холоднокатана смуга, яка має кімнатну температуру, не рекристалізується. Така холодна обробка призводить до збільшення порогу плинності та зменшення пластичності металу. Стани холодного вальцювання 130/132 можуть мати два або чотири валки. Стани з чотирма валками дозволяють краще контролювати 7 UA 114608 C2 5 10 15 20 25 30 35 40 45 50 55 60 товщину, тому частіше використовуються для холодного вальцювання, коли необхідно ретельно контролювати кінцеву товщину заготовки. За бажанням можна використовувати додатковий стан холодного вальцювання 132. Крім того, може використовуватися декілька станів холодного вальцювання, а сляби для досягнення необхідної товщини можуть повторно проходити холодне вальцювання 130/132. Відносне зменшення товщини, яке відбувається під час гарячого 124/126 і холодного 130/132 вальцювання, має великий вплив на кінетику відновлення і рекристалізації в процесі відпалювання. Оптимальне співвідношення змінюється в залежності від вмісту сплаву, виробничої потужності вальцівного стану і кінцевої товщини смуги. Під час холодного вальцювання 130/132 внутрішнє тертя в смузі викликає підвищення температури, нагріваючи її. Таким чином, смуга може потребувати охолодження до температури навколишнього середовища 134, приблизно від 15 до 50 °C, переважно приблизно 25˚С, протягом приблизно від 4 до 8 годин після холодного вальцювання 130/132. Крім того, охолоджені смуги найчастіше зберігають на складі, щоб дозволити їм охолонути до температури навколишнього середовища. Охолоджені смуги використовуються для штампування 136. Охолоджену смугу розмотують і подають в форму, розташовану на пресі. Вона задає розмір круглої заготовки, яка вирізається зі смуги, хоча слід розуміти, що відповідно до кінцевого продукту, заготовка може мати форму трикутника, овалу, кола, квадрата, прямокутника, ромба, п'ятикутника тощо. Для контролю задирок форму пуансона можна змінювати. Наприклад, її можна змінити так, щоб нижня фаска матриці мала приблизно від 0,039 дюйма на 25º до 0,050 дюйма на 29º. Відпалювання За бажанням штамповані заготовки нагрівають для рекристалізації, що дозволяє отримати ідеально однорідну структуру зерна. Цей процес зменшує міцність матеріалу і підвищує його пластичність. Відпалювання може проводитися у камерній печі 138 та/або безперервним способом 140. Під час відпалювання штамповані заготовки 138 можна покласти до утримувального пристрою, наприклад кошику з дротяної сітки. Декілька утримувальних пристроїв можна разом покласти в піч. Після того як двері печі закриваються, заготовки нагріваються до заданої температури й утримуються всередині протягом певного часу. Задана температура печі складає переважно від 470˚С до 600˚С протягом приблизно від 5 до 9 годин, хоча час відпалювання та температура мають взаємний вплив і залежить від сплаву, з якого виготовлена заготовка. Піч може бути вимкнена та заготовки продовжать повільно охолоджуватися в печі. Але через велику масу штампованих заготовок, які знаходяться в печі, може виникнути значна неузгодженість температури заготовок. Заготовки, розташовані з зовнішнього боку швидше досягаються більш високої температури. Центральні заготовки нагріваються повільніше та ніколи не досягають максимальної температури, як периферійні заготовки. Крім того, повітряне висушування заготовок може призвести до утворення оксидів. Для запобігання або зменшення утворення оксидів, поки піч нагріта та/або йде процес охолодження, в печі може циркулювати інертний газ. З іншого боку, відпалювання партіями 138 може відбуватися в інертному газі або у вакуумі. Крім того, штамповані заготовки можуть проходити безперервне відпалювання 140. Коли штамповані заготовки проходять безперервне відпалювання 140, вони вільно розташовуються на металевій сітчастій стрічці, яка проходить крізь піч із декількома зонами. Штамповані заготовки швидко нагріваються до пікової температури металу, а потім швидко охолоджуються. Ця операція може бути виконана на повітрі. Пікова температура металу складає приблизно від 450 до 570 °C. Пікова температура металу впливає на кінцеві металургійні характеристики. Максимальна температура для оптимальних металургійних характеристик залежить від вмісту сплаву. Безперервне відпалювання 140 є кращим методом отримання заготовок із ReAl. Безперервне відпалювання 140 має дві переваги в порівнянні з відпалюванням партіями. Поперше, зменшення часу знаходження при підвищеній температурі зменшує утворення оксиду на поверхні заготовки. Наявність оксидів алюмінію може викликати занепокоєння, але наявність оксидів магнію створює серйозну проблему, оскільки вони мають надмірно абразивний характер. Збільшення оксиду магнію на поверхні штампованих заготовок може призвести до надмірних подряпин у процесі штампування. У довгому видавлюванні такі подряпини є неприйнятним дефектом якості. По-друге, точно контрольований і однорідний тепловий цикл, включаючи швидке нагрівання, обмеження часу знаходження при підвищеній температурі та швидке охолодження, які характерні для безперервного відпалювання 140, призводять до поліпшення якості й утворення більш рівномірної структури металургійного зерна. Це, у свою чергу, дозволяє виробляти штамповану тару підвищеної міцності. Збільшення міцності дає 8 UA 114608 C2 5 10 15 20 25 30 35 40 45 50 55 60 змогу зменшити вагу штампованої тари. На рис. 3 показані температурні криві процесу безперервного відпалювання. Чистова обробка За бажанням поверхня штампованих заготовок може проходити чистову обробку шляхом додання шорсткості. Для чистової обробки штампованих заготовок можуть використовуватися різні методи. В одному варіанті виконання цього винаходу використовується обробка в поворотному барабані 142. Велику кількість штампованих заготовок поміщають в барабан або інший контейнер, який обертається та піддається вібрації. Коли заготовки падають одна на одну, на них можуть залишитися вм'ятини. Метою додання шорсткості поверхні є збільшення загальної площі поверхні штампованої заготовки та створення порожнин для утримання мастильного матеріалу. Великі профілі штампованих заготовок також можуть бути оброблені разом зі зрізаними поверхнями. В одному варіанті виконання цього винаходу може використовуватися дробоструминна обробка 144. У процесі дробоструминної обробки 144 велика кількість заготовок розміщується в закритому барабані та піддається ударам алюмінієвої дробі або інших матеріалів. Удари утворюють невеликі заглиблення на поверхні заготовок. Заготовки трохи повертають так, щоб постріли контактували з усіма поверхнями. Дробоструминна обробка 144 є кращим способом обробки для заготовок з ReAl, крім того, агресивна дробеструминна обробка вважається найефективнішим методом видалення поверхневих оксидів. Видалення поверхневих оксидів особливо важливо для випадків, коли на поверхні утворився оксид магнію, який, якщо його не видалити, створює подряпини на поверхні під час штампування. Обробка заготовки На рис. 2 показаний метод виробництва металевої тари 200 з використанням заготовки, виготовленої з перероблених матеріалів, показаних на рис. 1. Також може використовуватися процес змащення 202, в якому заготовки обробляють в поворотному барабані разом із порошкоподібним мастильним матеріалом. Для цього може використовуватися будь-який відповідний мастильний матеріал, наприклад Sapilub GR8. Зазвичай на 100 кг заготовок використовується приблизно 100 г мастильного матеріалу. Обробка в поворотному барабані дозволяє нанести на заготовки мастильний матеріал. Якщо поверхня заготовок шорстка, то обробка їх у поворотному барабані змушує мастильний матеріал попадати в порожнини, створені під час чистової обробки. Після змащення 202 заготовки штампують видавлюванням 204. Тобто змащені заготовки поміщають у форму з цементованого карбіду. На змащену заготовку впливають сталевим пуансоном відповідної форми, алюміній видавлюється у зворотному напрямку від форми. Форма інструменту продиктована товщиною стінки видавленої частини трубки. Цей процес, зазвичай відомий як штампування видавлюванням, але, як зрозуміло фахівцям у цій галузі, можна також використовувати пряме штампування або поєднання прямого штампування зі штампуванням видавлюванням. Також, за бажанням, може використовуватися видавлювання зі стоншенням 206, коли заготовку розміщують між пуансоном і формою для стоншення з мінусовим зазором. Видавлювання зі стоншенням 206 робить стінки труби більш тонкими. Більша міцність сплаву ReAl підвищує відхилення від форми. Тому для досягнення бажаної товщини стінок потрібна менша форма. Цей додатковий процес оптимізує розподіл матеріалу та дозволяє отримати пряму трубку більшої довжини. За бажанням, після штампування видавлюванням 204 або видавлювання зі стоншенням 206, дну тари може бути надана куполоподібна форма 208. Крім того, повний або частковий купол може бути сформований наприкінці обробки або обрізання. Після формування куполу тару очищують щіткою 210 для видалення поверхневих дефектів. Тара, яка обертається, очищується коливною щіткою з металу, пластику або, найчастіше, нейлону. Крім того, очищення щіткою 210 може проводитися в тому випадку, коли тара проходила видавлювання зі стоншенням 206 та/або надання куполоподібної форми 208. Після чищення 210 тару промивають 212 в розчині каустичної соди для видалення мастильних матеріалів та іншого сміття. Розчин для промивання 212 може включати гідроксид натрію або, як альтернативу, гідроксид калію, або інші подібні хімічні речовини, відомі фахівцям у цій галузі. Покриття Як правило, поверхню тари всередині покривають через трубку 214а. В одному варіанті виконання винаходу покриття може бути на основі епоксидної смоли. Покриття може бути нанесено будь-яким із відповідних способів, включаючи серед іншого: розпилення, 9 UA 114608 C2 5 10 15 20 25 30 35 40 45 50 55 60 забарвлення, нанесення пензлем, занурення й тому подібне. Покриття висушують при температурі від приблизно 200 до 250 °C протягом приблизно від 5 до 15 хвилин. Зовнішню поверхню тари, як правило, ґрунтують 216a. Ґрунт може бути білим або прозорим. Покриття може бути нанесено будь-яким відповідним способом, включаючи серед іншого: розпилення, забарвлення, нанесення пензлем, занурення і тому подібне. Покриття висушують 216b при температурі приблизно від 110 до 180˚С протягом від 5 до 15 хвилин. Після ґрунтування тара може бути покрита декоративними фарбами 218а. Декоративні фарби можуть наноситися будь-яким відповідним способом, включаючи, серед іншого, розпилення, забарвлення, нанесення пензлем, занурення, друк і тому подібне. Фарби висушують при температурі приблизно від 120 до 180˚С протягом від 5 до 15 хвилин. Потім тара проходить лакування та очищення 220а. Лак може бути нанесений будь-яким відповідним способом, включаючи, серед іншого, розпилення, забарвлення, нанесення пензлем, занурення і тому подібне. Лак висушують 220b при температурі приблизно від 150 до 200˚С протягом від 5 до 15 хвилин. Надання куполоподібної форми За бажанням дну тари може бути надана куполоподібна форма 222. Надання куполоподібної форми 222 може бути завершено на цьому етапі, щоб гарантувати, що оздоблення буде нанесено на вертикальну поверхню тари. Перевагою надання куполоподібної форми в два етапи (перед обрізанням 230 і перед звуженням 224) полягає в тому, що ґрунтування наноситься на вертикальну поверхню готової банки. Однак цей спосіб може привести до прискореного розтріскування внутрішнього покриття. Ця проблема може бути вирішена зменшенням кінцевої глибини купола до звуження. Звуження і надання форми Діаметр отвору тари може бути зменшений завдяки процесу звуження 224 через ряд послідовних операцій. Кількість кроків звуження залежить від зменшення діаметра тари і форми шийки. Для сплаву ReAl, як правило, використовується більше кроків звуження. Крім того, у разі зміни сплаву можуть виникати деякі модифікації. Наприклад, одна модифікація вимагає, щоб у деяких випадках напрямок центру звуження був змінений. Більш широкий напрямок звуження центру повинен бути встановлений для полегшеної тари з ReAl, де стінки зверху більш тонкі. За бажанням корпусу тари можна придати особливу форму 226. Формування 228 може проводитися на різних етапах. Сплаву ReAl може потребувати більше етапів формування, ніж традиційні сплави. Подібно до звуження, формування тари з ReAl слід проводити з меншим кроком. Тиснення За бажанням перпендикулярно осі тари може переміщуватися спеціальний інструмент, який залишатиме на ній тиснення 228. Зусилля, які необхідно докладати під час тиснення 228 можуть бути вище для матеріалу ReAl, для традиційних матеріалів для штампування видавлюванням, через його більшу міцність у порівнянні зі сплавами 1070 або 1050. Обрізання і закручування кільцем Деформація металу під час звуження 224 може утворити нерівномірний, нагартований край. Тому перед закручуванням кільцем край тари 230 необхідно обробити. Через анізотропні відмінності ReAl під час звуження 224 має інші характеристики потовщення. Таким чином, під час значного звуження заготовки з високим вмістом сплаву може знадобитися додаткове обрізання. Потім відкритий край тари закручується кільцем 232, створюючи монтажну поверхню для аерозольного клапана. У пляшках для напоїв закручування кільцем може передбачати замикання верхнього краю банки. За бажанням невелика кількість матеріалу в верхній частині кільця може також проходити обробку для отримання, так званої, штампованої горлянки 234. Штампована горлянка 234 може знадобитися для встановлення певних аерозольних клапанів. Перевірка та упаковка За бажанням тара може проходити перевірку 235. Перевірка може включати тестування в камері, випробування під тиском або інші відповідні види тестування. Тара може бути упакована та зібрана в пачки 238. У разі пакування в пачки 238, вони можуть бути в свою чергу зібрані у групи. Розмір групи може змінюватися, у деяких випадках група може складати приблизно 100 одиниць тари. Розмір групи може залежати від діаметра тари. Групи можуть бути об'єднані пластиковими стрічками або іншими способами. Особливу увагу під час пакування тари з ReAl слід приділяти контролю натягування ременя, щоб запобігти появі вм'ятини від тиску в місцях контакту. В альтернативному способі упаковки, тару розміщують на палетах 240, подібно тарі для 10 UA 114608 C2 5 10 напоїв. Приклади Заготовки ReAl 3104 25 % проходили тестування з використанням двох матеріалів. У матеріалі 1 використовувалися переплавлені вторинні злитки (ПВЗ), вироблені з брикетованого мідного брухту. Зразки матеріалу 1 були зроблені на алюмінієвих заводах в Шербрук Канада і Вірджинія. Матеріал 2 містив розплавлений брикетований брухт. Зразки матеріалу 2 були зроблені компанією "Copal S.A.S" у Франції. На рис. 4 показано порівняння матеріалів 1 і 2. Матеріал 1 набагато ближче до вмісту 18 % 3104 мідного лому через значну втрату магнію в порівнянні зі складом матеріалу 2. Тип обробки, тобто розплавлення брикетованого мідного лому 3104, також може мати вплив на остаточний хімічний склад матеріалу ReAl. Зразки матеріалу 1 проходили чистову обробку дробоструминним очищенням. Зразки матеріалу 2 проходили чистову обробку у обертальному барабані. У таблиці 5 показана твердість заготовки після чистової обробки для матеріалів 1 і 2 і еталонного матеріалу 1050. 15 Таблиця 5 Сплав Твердість (HB) 20 1050 (еталон) 21,5 Матеріал 1 29 Матеріал 2 30,7 Через чистову обробку значення, наведені в таблиці 5, можуть бути вище, ніж виміряні після процесу відпалювання. Матеріал 1 мав твердість, яка була приблизно на 35 % віще, ніж в еталонного матеріалу 1050, в той час, як матеріал 2 мав твердість, яка була приблизно на 43 % віще, ніж у матеріалу 1050. Під час обробки використовувалося мастило Sapilub GR8. У таблиці 6 показані параметри і вага мастила на 100 кг заготовок для еталонного матеріалу 1050, матеріалів 1 і матеріалу 2. Зверніть увагу, що мастило для еталонного матеріалу 1050 (GTTX) відрізнялося від мастила для заготовок для матеріалів 1 і 2 (GR8). 25 Таблиця 6 Параметри мастила на 100 кг заготовок Маса мастила (г) Час обертання (хв) 30 35 40 45 50 1050 (еталон) Матеріал 1 Матеріал 2 100 (GTTX) 30 125 (GR8) 30 110 (GR8) 30 Всі заготовки проходи змащення у обертальному барабані. Різниця у пропорції мастила пов'язана з типом обробки поверхні (оброблена в барабані поверхня вимагає менше мастила, ніж поверхня, яка пройшла дробоструминну обробку). Під час штампування використовувалася моноблочна форма зі стандартного цементованого карбіду GJ15 – 1000HV. Головка пуансону – Bohler S600 – 680HV. Матриця мала конічну форму. Трубки були очищені щіткою, щоб на них було легко побачити й оцінити можливі сліди та подряпини. Внутрішній лак на тарі – PPG HOBA 7940-301/B (епоксидний фенопласт). Параметри нанесення внутрішнього лаку з епоксидного фенопласту PPG 7940 були стандартними. Температура й час затвердіння були приблизно 250 °C протягом приблизно 8 хв 30 секунд. Під час нанесення внутрішнього лаку не виникло жодних проблем із пористістю. На тару було нанесено білий ґрунт. Також на тару було нанесене друковане зображення. Приклад 1 У прикладі 1 використовувалися матеріали 1 і 2 з заготовок, які мали діаметр приблизно 44,65 мм і висоту приблизно 5,5 мм. Маса матеріалу заготовки становила приблизно 23,25 г. Остаточний розмір тари після обробки, але до обрізки, був приблизно 150±10 мм в висоту і приблизно 45,14 мм в діаметрі. Товщина кінцевої ємкості становила приблизно 0,28±0,03 мм. Кінцева маса тари становила приблизно 23,22 г. Використовувалося стандартне обладнання для звуження. Заготовки з матеріалу 1 демонстрували кращі результати, на них не виникали надрізи або подряпин ні ззовні, ні всередині трубок. Заготовки з матеріалу 2 були більш уразливими до подряпин і більш абразивними для поверхні головки пуансону. Після обробки заготовок із матеріалу 2 зношену головку пуансона було необхідно замінити. Для інших параметрів тари може знадобитися пуансон більшого розміру. Приклад 2 11 UA 114608 C2 5 10 15 20 У прикладі 1 використовувалися матеріали 1 і 2 з заготовок, які мали діаметр приблизно 44,65 мм і висоту приблизно 5,0 мм. Маса матеріалу заготовки становила приблизно 21,14 г. Остаточний розмір тари після обробки, але до обрізки, був приблизно 150±10 мм в висоту і приблизно 45,14 мм в діаметрі. Товщина кінцевої ємкості становила приблизно 0,24±0,03 мм. Кінцева маса тари становила приблизно 20,65 г. Використовувався допоміжний механізм більшого діаметра. Діаметр допоміжного механізму був приблизно 0,1 мм. Через використання абсолютно нового штампа і пуансона ексцентриситет для товщини стінок (< приблизно 0,02 мм) був майже відсутній. Ще раз підкреслимо: заготовки з матеріалу 1 демонстрували кращі результати, ніж заготовки з матеріалу 2. Дійсно, за результатами експерименту 1, на тарі з матеріалу 1 майже не було подряпин, ні всередині, ні ззовні. Коли використовувалися заготовки з матеріалу 2, після 6–7 одиниць в'язкості Кребса подряпини з'явилися іноді на зовнішній і, головним чином, на внутрішній стороні тари. Крім того, головка пуансону була значно зношена. На рис. 5 показано металеву головку пуансона і форму з цементованого карбіду. Поверхня головки пуансону після штампування заготовок з матеріалу 1 не мала значних подряпин. Форма з цементованого карбіду сильно постраждала по всьому периметру. Продуктивність лінії штампування для обох експериментів була приблизно 175 см/хв і під час обох експериментів робота проходила без істотних зупинок. У таблиці 7 показана сила видавлювання для зразків, виготовлених із використанням параметрів, описаних в експерименті 1 для матеріалів 1 і 2 та експерименті 2 для матеріалів 1 і 2. Також показані дані для еталонного матеріалу 1050. Таблиця 7 Сплав Приклад 1 Сила екструзії (кН) Приклад 2 Сила екструзії (кН) 25 1050 (еталон) 1050–1100 Матеріал 1 1090–1150 1130–1200 Матеріал 2 1100–1170 1150–1300 Не було помічено значного збільшення потужності штампування в зразках, незалежно від матеріалу або вихідних розмірів заготовки. Значення були набагато нижче безпечної межі для остаточного розміру тари. У таблиці 8 показані параметри труб для матеріалів 1 і 2 з використанням розмірів заготовки з експерименту 1 і параметри труб для матеріалів 1 і 2 з використанням розмірів заготовки з експерименту 2. Таблиця 8 Параметри труб Допустиме відхилення 1050 (еталон) Матеріал 1 Експеримент 1 Матеріал 2 Експеримент 1 Матеріал 1 Експеримент 2 Матеріал 2 Експеримент 2 Нижня товщина (мм) Товщина стінки внизу (мм) Товщина стінки зверху (мм) Довжина обрізання (мм) 0,70–0,80 0,27–0,31 0,34–0,38 0,75 0,285 0,35 4–6 0,77 0,285 0,35 5–7 0,73 0,29 0,35 4–6 0,73 0,24 0,32 10–11 0,68 0,245 0,325 9–10 Мін. 2 30 35 Як показано в таблиці 8, товщина стінок внизу була в межах допустимого відхилення для всіх випадків, крім матеріалу 2 в експерименті 2. В експерименті 2 для всіх матеріалів не було досягнуто допустиме відхилення товщини стінки знизу та зверху. В таблиці 9 показані глибина здуття (мм) і пористість в (мA), які були виміряні разом із внутрішнім покриттям. 12 UA 114608 C2 Таблиця 9 Сплав Експеримент 1 Експеримент 2 5 10 15 20 25 1050 (еталон) 8,2 мм / 1,6 мА Матеріал 1 8 мм / 16 мА 7,6 мм / 1 мА 7,6 мм / 0,8 мА Матеріал 2 7,5 мм / 2 мА 7,6 мм / 14 мА 7,3 мм / 2,3 мА Труби з розмірами, які відповідають параметрам експериментів 1 і 2, з заготовок, які були виготовлені з матеріалів 1 і 2, проходили звуження належним чином. Для використання легких банок був потрібен новий допоміжний механізм для звуження, щоб усі розмірні параметри залишалися в межах специфікації. Товщина труби (приблизно від 0,45 до 0,48 мм з білим ґрунтуванням) перед закручування кільцем була досить значною. Крім того, довжина обрізання після звуження була задовільною і складала приблизно 2,4 мм. Заготовки з обох матеріалів 1 і 2 мали пори після здуття на місці звуження. Після зменшення глибини здуття, рівень пористості повернувся до норми. Крім того, зменшення глибини здуття вдруге для матеріалу 2 допомогло вирішити проблему пористості. Що стосується опору тиску, то його результати вражають навіть для легких банок. Дивовижно, але заготовки з матеріалу 1 мали більш високий опір тиску (приблизно +2 бар), навіть якщо мали менший відсоток магнію та заліза, ніж заготовки з матеріалу 2. Хоча причина не ясна, це може бути наслідком безперервного відпалювання, яке проходили заготовки з матеріалу 1, в порівнянні з відпалюванням партіями. На рис. 6 показаний перший опір тиску на деформацію для банок, тоді як на рис. 7 показаний тиск на розрив. На рис. 8 показані маси тари і склади сплавів. Хоча різні варіанти виконання цього винаходу були описані докладно, очевидно, що фахівці в цій галузі можуть знайти інші модифікації і зміни цих варіантів виконання. Але слід чітко розуміти, що такі модифікації та зміни знаходяться в рамках сфери й сутності цього винаходу, як викладено в наступній формулі винаходу. Крім того, винахід, описаний в цьому документі, допускає інші варіанти виконання і на практиці може здійснюватися різними способами. Крім того, слід розуміти, що фразеологія і термінологія, які використовуються в цьому документі для опису, не можуть розглядатися, як обмеження значення будь-яких термінів. Використання формулювань "включаючи", "що містить" або "додавання" та їх варіації в цьому документі охоплює пункти, перераховані дані та їх еквіваленти, а також додаткові пункті. ФОРМУЛА ВИНАХОДУ 30 35 40 45 50 55 1. Спосіб виготовлення контейнера визначеної форми, виконаного з можливістю приймання торцевої кришки, з заготовки у виробничому процесі ударного пресування матеріалів на основі переробленого алюмінієвого брухту, який включає в себе: забезпечення матеріалу на основі алюмінієвого брухту, виконаного зі сплаву зі щонайменше приблизно 98,5 мас. % алюмінію; додавання сплаву первинного алюмінію до згаданого матеріалу на основі алюмінієвого брухту; плавлення згаданого сплаву первинного алюмінію зі згаданим матеріалом на основі алюмінієвого брухту в печі з непрямим нагріванням з утворенням нового переробленого сплаву; лиття згаданого нового переробленого сплаву в ливарній машині з утворенням сляба з алюмінієвого сплаву з заданою товщиною між приблизно 27,94 мм і 35,56 мм; гарячу прокатку згаданого сляба з алюмінієвого сплаву зі зменшенням товщини і створенням гарячекатаної смуги; гартування згаданої гарячекатаної смуги у водному розчині з пониженням температури згаданої гарячекатаної смуги і утворення смуги зі згаданого сплаву; холодну прокатку згаданої смуги зі згаданого сплаву з подальшим зменшенням заданої товщини між приблизно 3 мм та приблизно 14 мм; вирубку смуги зі згаданого сплаву з утворенням заготовки з переробленого алюмінієвого сплаву, при цьому товщина згаданої заготовки з переробленого алюмінієвого сплаву складає між приблизно 3 мм і приблизно 14 мм; відпалювання згаданої заготовки з переробленого алюмінієвого сплаву за допомогою нагрівання згаданої заготовки з переробленого алюмінієвого сплаву до заданої температури і подальшого охолодження; текстурування згаданої заготовки з переробленого алюмінієвого сплаву шляхом надання шорсткості зовнішній поверхні для утворення високої питомої поверхні з утворенням кінцевої заготовки; 13 UA 114608 C2 5 10 15 20 25 30 35 формування контейнера визначеної форми, виконаного з можливістю приймання торцевої кришки з кінцевої заготовки за допомогою згаданого процесу ударного пресування. 2. Спосіб за пунктом 1, який відрізняється тим, що він додатково включає додавання визначеної кількості бориду титану до згаданого нового переробленого сплаву. 3. Спосіб за пунктом 2, який відрізняється тим, що згаданий борид титану додають до згаданого нового переробленого сплаву після згаданого плавлення і до згаданого лиття. 4. Спосіб за пунктом 1, який відрізняється тим, що згадане плавлення виконують в щонайменше одній з печі з горном бічного дуття або обертовій печі, щоб уникнути безпосереднього попадання полум'я на згаданий новий перероблений сплав. 5. Спосіб за пунктом 1, який відрізняється тим, що згадане лиття виконують в щонайменше одній з колісно-стрічкової ливарної машини і ливарної машини з двома паралельними стрічками. 6. Спосіб за пунктом 1, який відрізняється тим, що згадану гарячу прокатку і згадану холодну прокатку згаданого сляба з алюмінієвого сплаву виконують між двома валками протилежного обертання з зазором між згаданими валками, який менше товщини сляба з алюмінієвого сплаву. 7. Спосіб за пунктом 1, який відрізняється тим, що згадана вирубка включає подачу смуги зі згаданого сплаву в блок штампів, установлений в пресі. 8. Спосіб за пунктом 1, який відрізняється тим, що згадане текстурування включає щонайменше одне з піддавання згаданої заготовки з переробленого алюмінієвого сплаву ударному впливу дробу з алюмінію і обробки згаданої заготовки з переробленого алюмінієвого сплаву в обертовому барабані. 9. Спосіб за пунктом 1, який відрізняється тим, що спосіб додатково включає змащування згаданої заготовки з переробленого алюмінієвого сплаву після текстурування. 10. Спосіб за пунктом 1, який відрізняється тим, що спосіб додатково включає формування металевого контейнера зі згаданої заготовки з переробленого алюмінієвого сплаву. 11. Спосіб за пунктом 9, який відрізняється тим, що заготовка з переробленого алюмінієвого сплаву після текстурування містить множину заглиблень, і при цьому мастило стикається зі згаданою множиною заглиблень. 12. Спосіб за пунктом 1, який відрізняється тим, що новий перероблений сплав містить щонайменше 40 мас. % сплаву первинного алюмінію. 13. Спосіб за п. 1, який відрізняється тим, що згадана заготовка являє собою циліндр. 14. Спосіб за п. 1, який відрізняється тим, що висота контейнера певної форми перед обрізанням становить між приблизно 140 мм і приблизно 160 мм, а товщина контейнера певної форми становить між приблизно 0,21 мм і приблизно 0,27 мм. 14 UA 114608 C2 15 UA 114608 C2 16 UA 114608 C2 17 UA 114608 C2 Комп’ютерна верстка М. Мацело Міністерство економічного розвитку і торгівлі України, вул. М. Грушевського, 12/2, м. Київ, 01008, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 18
ДивитисяДодаткова інформація
Назва патенту англійськоюImpact extruded containers from recycled aluminum scrap
Автори англійськоюSiles, John, L., Melancon, Samuel, Chatey, Anthony, Platek, Stanley, M.
Автори російськоюСайлс Джон Л., Меланкон Семьюел, Шатэ Энтони, Платэк Стэнли М.
МПК / Мітки
МПК: C22C 21/00, B22F 3/02, B22F 3/18, C22F 1/04
Мітки: ударним, контейнері, способи, переробного, виконані, пресуванням, виготовлення, брухту, алюмінієвого
Код посилання
<a href="https://ua.patents.su/20-114608-kontejjneri-vikonani-udarnim-presuvannyam-z-pererobnogo-alyuminiehvogo-brukhtu-ta-sposobi-kh-vigotovlennya.html" target="_blank" rel="follow" title="База патентів України">Контейнери, виконані ударним пресуванням з переробного алюмінієвого брухту, та способи їх виготовлення</a>
Спосіб виготовлення деталі з алюмінію або алюмінієвого сплаву з покриттям (варіанти), деталі з алюмінію або алюмінієвого сплаву, отримані з його використанням, спосіб їх з’єднання та суміш для покриття деталей

Номер патенту: 71969
Опубліковано: 17.01.2005
Автори: Фрехсе Йоахім, Бекер Андреас, Сесеке-Коуро Ульріх
МПК: C23C 20/00, B23K 35/362
Мітки: сплаву, спосіб, покриттям, виготовлення, алюмінію, з'єднання, суміш, варіанти, отримані, деталей, деталі, покриття, використанням, алюмінієвого
Формула / Реферат:
1. Спосіб виготовлення деталі з алюмінію або алюмінієвого сплаву з покриттям, яке містить гексафторсилікат лужного металу або складається з нього, при цьому використовують чистий гексафторсилікат лужного металу або суміш гексафторсилікату лужного металу з фторалюмінатом лужного металу у кількості максимально 5 мас. % у перерахунку на використовуваний гексафторсилікат лужного металу, і на деталь методом сухого або мокрого нанесення флюсу...
Спосіб виготовлення смуг з порошків алюмінієвого сплаву
Номер патенту: 94745
Опубліковано: 25.11.2014
Автори: Нейков Олег Доміанович, Воропаєв Віталій Семенович, Потіпака Єгор Олексійович, Гогаєв Казбек Олександрович
МПК: B22F 3/18
Мітки: сплаву, алюмінієвого, виготовлення, порошків, смуг, спосіб
Формула / Реферат:
Спосіб виготовлення смуг з порошків алюмінієвого сплаву, що включає виготовлення циліндричних брикетів відносною густиною 0,70-0,75 з порошків алюмінієвого сплаву дисперсністю 50-200 мкм методом пресування, їх нагрівання до температури 400 °C та екструзію, який відрізняється тим, що екструдовану смугу піддають асиметричній прокатці зі ступенем деформації 40-60 %, при цьому коефіцієнт розузгодження лінійних швидкостей валків при...
Спосіб виготовлення алюмінієвого розкиснювача
Номер патенту: 21038
Опубліковано: 15.02.2007
Автори: Ярославцев Юрій Григорович, Смоляков Віталій Вікторович, Возіянова Наталя Юріївна
Мітки: алюмінієвого, виготовлення, спосіб, розкиснювача
Формула / Реферат:
1. Спосіб виготовлення алюмінієвого розкиснювача, що включає установлення у ливарну форму попередньо виготовленого алюмінієвого злитка, з наступною заливкою рідкого чавуну, який відрізняється тим, що алюмінієвий злиток у нижній частині виготовляють з технологічним виступом, який входить у технологічний отвір, розташований у нижній площині ливарної форми.2. Спосіб за п. 1, який відрізняється тим, що технологічний виступ виконаний з...
Спосіб виготовлення алюмінієвого розкиснювача
Номер патенту: 56036
Опубліковано: 15.04.2003
Автори: Сєров Олександр Іванович, Ярославцев Юрій Григорович
МПК: C21C 7/06
Мітки: алюмінієвого, розкиснювача, спосіб, виготовлення
Формула / Реферат:
1. Спосіб виготовлення алюмінієвого розкиснювача, що включає відливку алюмінієвого злитку даної ваги та форми з наступним покриттям його поверхні шаром завданої товщини другого матеріалу, який відрізняється тим, що останній наносять на поверхню алюмінієвого злитку шляхом наморожування, напилення, обволікання або торкретирування.2. Спосіб за п. 1, який відрізняється тим, що усередині алюмінієвого злитку розміщують обважнювач з...
Спосіб одержання заготівок алюмінієвого сплаву для виготовлення шпильок, призначених для ударного конденсаторного приварювання
Номер патенту: 63127
Опубліковано: 15.01.2004
Автори: Калеко Давид Михайлович, Чвертко Наталія Анатоліївна
МПК: C21D 8/06
Мітки: заготівок, шпильок, сплаву, ударного, призначених, алюмінієвого, одержання, спосіб, виготовлення, приварювання, конденсаторного
Формула / Реферат:
Спосіб одержання заготівок алюмінієвого сплаву для виготовлення шпильок, призначених для ударного конденсаторного приварювання, що включає операції виливання заготівки, охолодження її до температури 370 - 480 °С, прокатки напівфабрикату, протягання його до номінального діаметра, який відрізняється тим, що перед виготовленням шпильок напівфабрикат стрижня повторно нагрівають до температури розчинення надлишкової фази в межах 300 - 450 °С,...
Попередній патент: Кристалічна форма рилапладибу
Наступний патент: Відтяжне вушко у формі крила для банки з напоєм
Випадковий патент: Теплоутилізаційна установка