Спосіб виготовлення смуг з порошків алюмінієвого сплаву
Номер патенту: 94745
Опубліковано: 25.11.2014
Автори: Воропаєв Віталій Семенович, Гогаєв Казбек Олександрович, Потіпака Єгор Олексійович, Нейков Олег Доміанович

Формула / Реферат
Спосіб виготовлення смуг з порошків алюмінієвого сплаву, що включає виготовлення циліндричних брикетів відносною густиною 0,70-0,75 з порошків алюмінієвого сплаву дисперсністю 50-200 мкм методом пресування, їх нагрівання до температури 400 °C та екструзію, який відрізняється тим, що екструдовану смугу піддають асиметричній прокатці зі ступенем деформації 40-60 %, при цьому коефіцієнт розузгодження лінійних швидкостей валків при асиметричній прокатці D1/D2 відповідає інтервалу 1,3-1,4, де D1, D2 - діаметри валків.
Текст
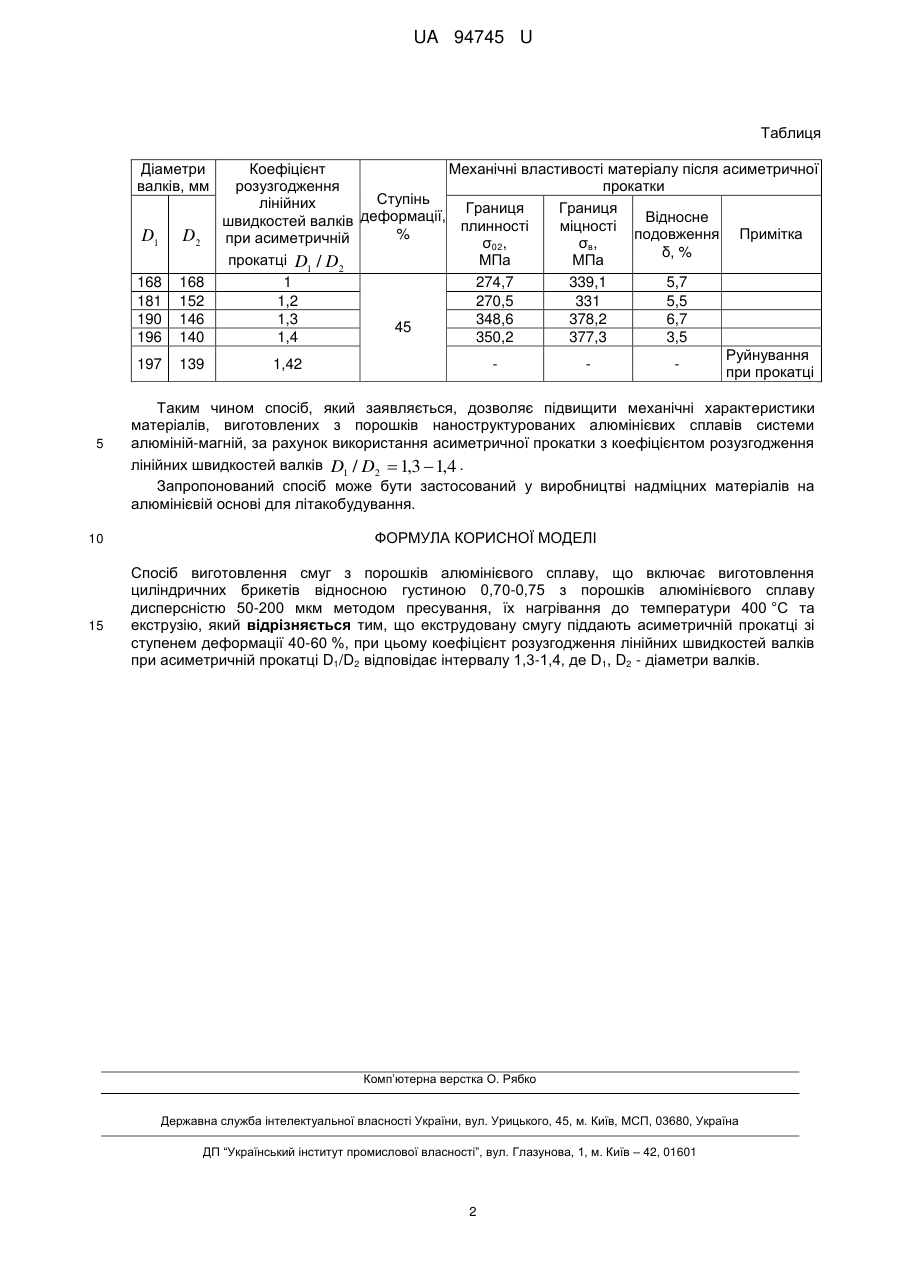
Реферат: Спосіб виготовлення смуг з порошків алюмінієвого сплаву включає виготовлення циліндричних брикетів відносною густиною 0,70-0,75 з порошків алюмінієвого сплаву дисперсністю 50-200 мкм методом пресування, їх нагрівання до температури 400 °C та екструзію. Екструдовану смугу піддають асиметричній прокатці зі ступенем деформації 40-60 %. При цьому коефіцієнт розузгодження лінійних швидкостей валків при асиметричній прокатці D1/D2 відповідає інтервалу 1,3-1,4, де D1, D2 - діаметри валків. UA 94745 U (54) СПОСІБ ВИГОТОВЛЕННЯ СМУГ З ПОРОШКІВ АЛЮМІНІЄВОГО СПЛАВУ UA 94745 U UA 94745 U 5 10 15 20 25 30 35 Корисна модель належить до порошкової металургії, зокрема до способів виготовлення матеріалів з порошків алюмінієвих сплавів методами екструзії та прокатки. Відомий спосіб отримання виробів з порошків алюмінію та його сплавів (Патент РФ, № 2426624, МПК, B22F3/18, опубл. 20.08.2011, бюл. № 23), який включає прокатку порошку в сталевій оболонці при температурі не менше ніж 500 °C. Недоліком цього способу є необхідність прокатки порошкових сумішей в сталевій оболонці, видалення сталевої оболонки після проведення прокатки та використання високих температур нагрівання, що у випадку використання наноструктурованих порошків алюмінієвих сплавів призводить до розпаду пересичених твердих розчинів алюмінієвих сплавів та погіршення механічних характеристик готового матеріалу. Також недоліком наведеного способу є те, що технологічний процес є досить енергоємний за рахунок високих температур нагріву 500-550 °C. Як найближчий аналог (прототип) корисної моделі вибраний спосіб виготовлення композиційних матеріалів на базі порошків алюмінієвих сплавів (Воропаев В.С., Вдовиченко А.В., Слипенюк А.Н. Влияние степени деформации на формирование микроструктуры композита из порошков быстро закристаллизованного сплава Al-Cu-Mn и карбида кремния // Металлофизика. Новейшие технологии, 2004. - т. 26. - № 6. - С. 831-839), що включає формування порошкових заготовок пресуванням з відносною густиною 0,7-0,75, нагрівання заготовок до температури 400 °C та їх подальшу екструзію. Недоліками цього способу є те, що для досягнення необхідних механічних властивостей матеріалу екструзію порошкових заготовок необхідно проводити з коефіцієнтом подовження вище 17. При використанні високих ступенів деформації при формуванні наноструктурованих порошкових сплавів можливий перегрів матеріалу, внаслідок тепловиділення в осередку деформації, та перекристалізація з погіршенням механічних властивостей матеріалу. В основу корисної моделі поставлена задача покращення механічних характеристик смуг з порошкового алюмінієвого сплаву за рахунок використання додаткової обробки смуги після екструзії методом асиметричної прокатки зі ступенями деформації 40-60 %. Поставлена задача вирішується у способі, що полягає у виготовленні циліндричних брикетів відносною густиною 0,7-0,75 з порошків алюмінієвого сплаву дисперсністю 50-200 мкм методом пресування, їх нагріванні до температури 400 °C та їх екструзії, згідно з корисною моделлю, екструдовану смугу піддають асиметричній прокатці зі ступенем деформації 40-60 %, при цьому коефіцієнт розузгодження лінійних швидкостей валків при асиметричній прокатці відповідає інтервалу 1,3-1,4. Це дає змогу підвищити механічні властивості матеріалів за рахунок впливу деформації зі зсувом на структуру порошкового матеріалу при температурі нагрівання, яка не призводить до рекристалізації та розпаду пересичених твердих розчинів. Коефіцієнт розузгодження лінійних швидкостей валків при асиметричній прокатці розраховується за формулою: v1 D1 D1 , v2 D2 D2 де 40 45 50 v1 та v 2 - лінійні швидкості валків діаметром v 2 та D2 ; - кутова швидкість, однакова для обох валків. Відмінність корисної моделі від найближчого аналога полягає в тому, що у способі, що заявляється, попередньо екструдована заготовка у вигляді смуги піддається асиметричній прокатці. Виникнення зсувних деформацій при асиметричній прокатці позитивно впливає на зміну структури сплаву та підвищує механічні властивості порошкового матеріалу. Приклад здійснення способу. Порошок нанострукторованого алюмінієвого сплаву АМг-5 з добавкою 0,6 Zr формували у брикет з відносною густиною 0,7, нагрівали до температури 400 °C та екструдували у смугу. Смуга, що була отримана екструзією, мала відносну густину 1,0 та в подальшому була піддана асиметричній прокатці зі ступенем деформації 45 % та коефіцієнтом розузгодження лінійних швидкостей валків D1 / D2 1,3 . Приклади здійснення способу виготовлення смуг наведені в таблиці. 1 UA 94745 U Таблиця Діаметри валків, мм D1 168 181 190 196 10 15 168 152 146 140 197 5 D2 139 Коефіцієнт Механічні властивості матеріалу після асиметричної розузгодження прокатки Ступінь лінійних Границя Границя Відносне швидкостей валків деформації, плинності міцності % подовження Примітка при асиметричній σ02, σв, δ, % прокатці D1 / D2 МПа МПа 1 274,7 339,1 5,7 1,2 270,5 331 5,5 1,3 348,6 378,2 6,7 45 1,4 350,2 377,3 3,5 Руйнування 1,42 при прокатці Таким чином спосіб, який заявляється, дозволяє підвищити механічні характеристики матеріалів, виготовлених з порошків наноструктурованих алюмінієвих сплавів системи алюміній-магній, за рахунок використання асиметричної прокатки з коефіцієнтом розузгодження лінійних швидкостей валків D1 / D2 1,3 1,4 . Запропонований спосіб може бути застосований у виробництві надміцних матеріалів на алюмінієвій основі для літакобудування. ФОРМУЛА КОРИСНОЇ МОДЕЛІ Спосіб виготовлення смуг з порошків алюмінієвого сплаву, що включає виготовлення циліндричних брикетів відносною густиною 0,70-0,75 з порошків алюмінієвого сплаву дисперсністю 50-200 мкм методом пресування, їх нагрівання до температури 400 °C та екструзію, який відрізняється тим, що екструдовану смугу піддають асиметричній прокатці зі ступенем деформації 40-60 %, при цьому коефіцієнт розузгодження лінійних швидкостей валків при асиметричній прокатці D1/D2 відповідає інтервалу 1,3-1,4, де D1, D2 - діаметри валків. Комп’ютерна верстка О. Рябко Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 2
ДивитисяДодаткова інформація
Автори англійськоюHohaev Kazbek Oleksandrovych, Voropaiev Vitalii Semenovych, Neikov Oleh Domianovych
Автори російськоюГогаев Казбек Александрович, Воропаев Виталий Семенович, Нейков Олег Домианович
МПК / Мітки
МПК: B22F 3/18
Мітки: смуг, спосіб, порошків, сплаву, виготовлення, алюмінієвого
Код посилання
<a href="https://ua.patents.su/4-94745-sposib-vigotovlennya-smug-z-poroshkiv-alyuminiehvogo-splavu.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення смуг з порошків алюмінієвого сплаву</a>
Спосіб виготовлення деталі з алюмінію або алюмінієвого сплаву з покриттям (варіанти), деталі з алюмінію або алюмінієвого сплаву, отримані з його використанням, спосіб їх з’єднання та суміш для покриття деталей

Номер патенту: 71969
Опубліковано: 17.01.2005
Автори: Сесеке-Коуро Ульріх, Бекер Андреас, Фрехсе Йоахім
МПК: C23C 20/00, B23K 35/362
Мітки: використанням, покриття, алюмінієвого, отримані, сплаву, спосіб, алюмінію, з'єднання, деталей, виготовлення, суміш, варіанти, покриттям, деталі
Формула / Реферат:
1. Спосіб виготовлення деталі з алюмінію або алюмінієвого сплаву з покриттям, яке містить гексафторсилікат лужного металу або складається з нього, при цьому використовують чистий гексафторсилікат лужного металу або суміш гексафторсилікату лужного металу з фторалюмінатом лужного металу у кількості максимально 5 мас. % у перерахунку на використовуваний гексафторсилікат лужного металу, і на деталь методом сухого або мокрого нанесення флюсу...
Спосіб одержання заготівок алюмінієвого сплаву для виготовлення шпильок, призначених для ударного конденсаторного приварювання
Номер патенту: 63127
Опубліковано: 15.01.2004
Автори: Калеко Давид Михайлович, Чвертко Наталія Анатоліївна
МПК: C21D 8/06
Мітки: спосіб, ударного, заготівок, призначених, приварювання, сплаву, конденсаторного, одержання, шпильок, виготовлення, алюмінієвого
Формула / Реферат:
Спосіб одержання заготівок алюмінієвого сплаву для виготовлення шпильок, призначених для ударного конденсаторного приварювання, що включає операції виливання заготівки, охолодження її до температури 370 - 480 °С, прокатки напівфабрикату, протягання його до номінального діаметра, який відрізняється тим, що перед виготовленням шпильок напівфабрикат стрижня повторно нагрівають до температури розчинення надлишкової фази в межах 300 - 450 °С,...
Матеріал для зварної конструкції з алюмінієвого сплаву almgmn, незварний листовий матеріал з алюмінієвого сплаву almgmn, листовий матеріал для зварних конструкцій з алюмінієвого сплаву almgmn (варіанти),
Номер патенту: 49823
Опубліковано: 15.10.2002
Автори: Райно Гі-Мішель, Піллє Жорж, Коттіньі Лоран, Оффман Жан-Люк
МПК: C22C 21/06
Мітки: зварної, алюмінієвого, варіанти, незварний, конструкції, almgmn, сплаву, конструкцій, матеріал, зварних, листовий
Формула / Реферат:
1. Матеріал для зварної конструкції з алюмінієвого сплаву AlMgMn, до складу якого входять: Mg, Mn, Fe, Si, Zn, Cr, Cu, Ti, який відрізняється тим, що він має такий склад (в мас. %): 3,0<Mg<5,0, 0,5<Мn<1,0, Fe, Si та Zn в таких кількостях, що Fe<0,25, Si<0,25, Zn<0,40, один або декілька з елементів Cr, Cu, Ті в таких кількостях, що Cr<0,25, Cu<0,20, Ті<0,20, інші елементи <0,05 кожний і <0,15 загалом, при...
Спосіб одержання листів, смуг і стрічок з металевих порошків і гранул
Номер патенту: 77719
Опубліковано: 15.01.2007
Автори: Калуцький Георгій Якович, Воропаєв Віталій Семенович, Гогаєв Казбек Олександрович
МПК: B21B 1/24, B21B 1/26, B21B 1/22, B22F 3/18
Мітки: смуг, металевих, листів, спосіб, порошків, одержання, гранул, стрічок
Формула / Реферат:
Спосіб одержання листів, смуг і стрічок з металевих порошків і гранул, що включає їх прокатку в валках, який відрізняється тим, що прокатку виконують з неузгодженістю окружних швидкостей робочих валків за рахунок використання валків різного діаметра зі співвідношенням діаметра більшого валка до меншого 1,15 - 1,40.
Електротехнічний дріт з алюмінієвого сплаву і спосіб його виготовлення
Номер патенту: 98049
Опубліковано: 10.04.2012
Автор: Анікєєв Юрій Гєоргієвіч
МПК: B21C 1/00
Мітки: алюмінієвого, виготовлення, електротехнічний, спосіб, сплаву, дріт
Формула / Реферат:
1. Електротехнічний дріт з алюмінієвого сплаву, який відрізняється тим, що в поперечному перерізі містить осердя і розташований довкола нього зміцнений шар мікросуцільності, отриманий пластичною деформацією поверхні дротяної заготівки, щільність і мікросуцільність зміцненого шару більше щільності і мікросуцільності осердя, опір дроту на розрив складає 16¸18 кгс/мм2, а сплав містить, мас. %: залізо 0,5-0,7, кремній 0,2-0,4, церій,...
Попередній патент: Спосіб прогнозування перебігу антифосфоліпідного синдрому
Наступний патент: Спосіб термічної обробки сталі для гарячого пресування
Випадковий патент: Каталізатор для гідрокрекінгу вуглеводнів і спосіб гідрокрекінгу вуглеводнів