Термомеханічна обробка сплавів на основі нікелю


Формула / Реферат
1. Спосіб, який включає:
перший етап нагрівання, що включає нагрівання заготовки зі сплаву на основі нікелю до температури в діапазоні від 1093 до 1163 °C,
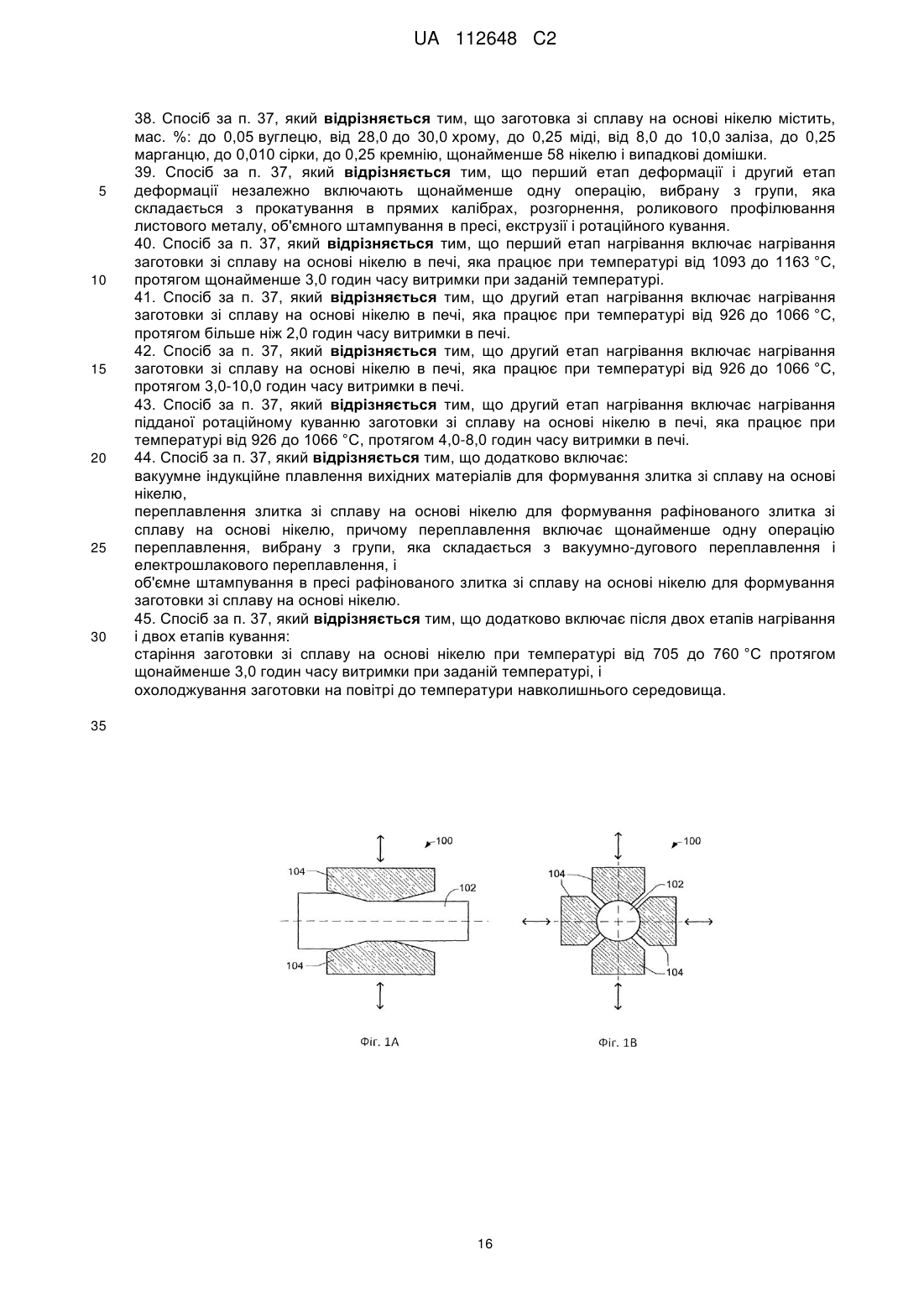
перший етап кування, що включає ротаційне кування нагрітої заготовки зі сплаву на основі нікелю до зменшення площі поперечного перерізу на 30-70 %, причому, коли починають перший етап кування, заготовка зі сплаву на основі нікелю знаходиться при температурі в діапазоні від 1093 до 1163 °C,
другий етап нагрівання, що включає нагрівання підданої ротаційному куванню заготовки зі сплаву на основі нікелю до температури в діапазоні від 954 до 1052 °C, причому між закінченням першого етапу кування і початком другого етапу нагрівання піддану ротаційному куванню заготовку зі сплаву на основі нікелю підтримують при підвищеній температурі і не дозволяють їй охолоджуватися до температури навколишнього середовища, і
другий етап кування, що включає ротаційне кування нагрітої заготовки зі сплаву на основі нікелю до зменшення площі поперечного перерізу на 20-70 %, причому, коли починають другий етап кування, заготовка зі сплаву на основі нікелю знаходиться при температурі в діапазоні від 954 до 1052 °C,
причому заготовка зі сплаву на основі нікелю містить, мас. %: до 0,05 вуглецю, від 27,0 до 31,0 хрому, до 0,5 міді, від 7,0 до 11,0 заліза, до 0,5 марганцю, до 0,015 сірки, до 0,5 кремнію, щонайменше 58 нікелю і випадкові домішки.
2. Спосіб за п. 1, який відрізняється тим, що перший етап нагрівання включає нагрівання заготовки зі сплаву на основі нікелю в печі, яка працює при температурі від 1093 до 1163 °C, протягом щонайменше 6,0 годин часу витримки при заданій температурі.
3. Спосіб за п. 1, який відрізняється тим, що другий етап нагрівання включає нагрівання підданої ротаційному куванню заготовки зі сплаву на основі нікелю в печі, яка працює при температурі від 954 до 1052 °C, протягом більше ніж 2,0 годин часу витримки в печі.
4. Спосіб за п. 1, який відрізняється тим, що другий етап нагрівання включає нагрівання підданої ротаційному куванню заготовки зі сплаву на основі нікелю в печі, яка працює при температурі від 954 до 1052 °C, протягом 3,0-10,0 годин часу витримки в печі.
5. Спосіб за п. 1, який відрізняється тим, що другий етап нагрівання включає нагрівання підданої ротаційному куванню заготовки зі сплаву на основі нікелю в печі, яка працює при температурі від 954 до 1052 °C, протягом 4,0-8,0 годин часу витримки в печі.
6. Спосіб за п. 1, який відрізняється тим, що додатково включає:
вакуумне індукційне плавлення вихідних матеріалів для формування злитка зі сплаву на основі нікелю,
переплавлення злитка зі сплаву на основі нікелю для формування рафінованого злитка зі сплаву на основі нікелю, причому переплавлення включає щонайменше одну операцію переплавлення, вибрану з групи, яка складається з вакуумно-дугового переплавлення і електрошлакового переплавлення, і
об'ємне штампування в пресі рафінованого злитка зі сплаву на основі нікелю для формування заготовки зі сплаву на основі нікелю.
7. Спосіб за п. 1, який відрізняється тим, що додатково включає після двох етапів нагрівання і двох етапів кування:
нагрівання заготовки зі сплаву на основі нікелю при температурі щонайменше 982 °C, але не більшій, ніж температура розчинення карбідів М23С6 сплаву на основі нікелю, протягом щонайменше 3,0 годин часу витримки при заданій температурі, і
загартування заготовки у воді.
8. Спосіб за п. 1, який відрізняється тим, що додатково включає після двох етапів нагрівання і двох етапів кування:
старіння заготовки зі сплаву на основі нікелю при температурі від 705 до 760 °C протягом щонайменше 3,0 годин часу витримки при заданій температурі, і
охолоджування заготовки на повітрі.
9. Виріб, одержаний за допомогою способу за п. 1, який вибраний з групи, яка складається з бруса і круглого прутка.
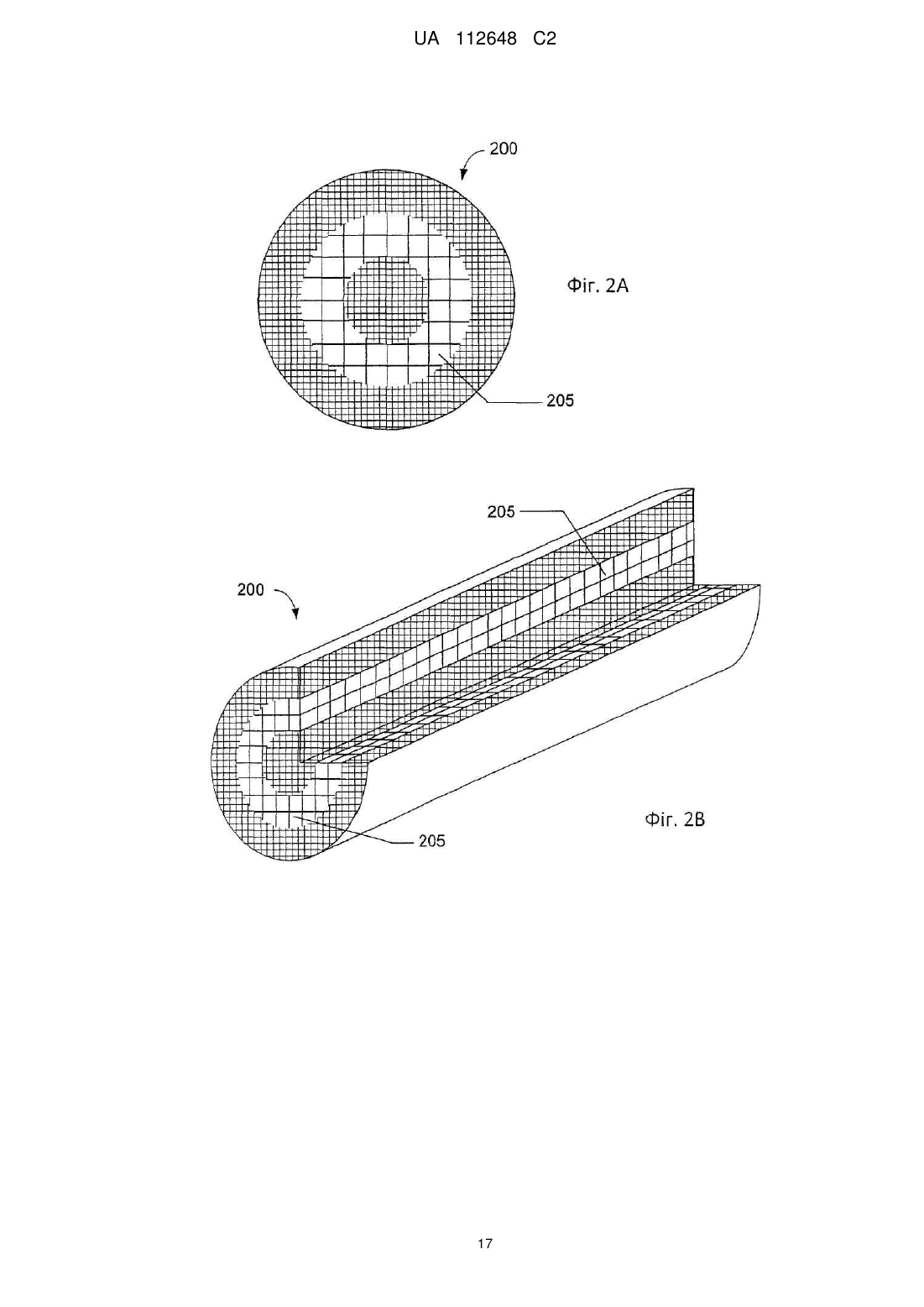
10. Виріб за п. 9, який відрізняється тим, що він містить рівновісні зерна з розміром зерен по ASTM № від 3,0 до 9,0, рівномірний розподіл розмірів зерен, міжкристалітні виділення карбідів М23С6, рівномірно розподілені по металографічно розрізнюваних границях зерен, і по суті не містить металографічно розрізнюваних внутрішньокристалітних виділень карбідів М23С6.
11. Спосіб, який включає:
перший етап нагрівання, що включає нагрівання заготовки зі сплаву на основі нікелю до температури, більшої, ніж температура розчинення карбідів М23С6 сплаву на основі нікелю,
перший етап деформації, що включає деформацію нагрітої заготовки зі сплаву на основі нікелю до зменшення площі поперечного перерізу на 20-70 %, причому, коли починають перший етап деформації, заготовка зі сплаву на основі нікелю знаходиться при температурі, більшій, ніж температура розчинення карбідів М23С6,
другий етап нагрівання, що включає нагрівання деформованої заготовки зі сплаву на основі нікелю до температури, більшої ніж 926 °C і меншої ніж температура розчинення карбідів М23С6 сплаву на основі нікелю, причому між закінченням першого етапу деформації і початком другого етапу нагрівання заготовку зі сплаву на основі нікелю, яка знаходиться в стані деформації, підтримують при підвищеній температурі і не дозволяють їй охолоджуватися до температури навколишнього середовища, і
другий етап деформації, що включає деформацію нагрітої заготовки зі сплаву на основі нікелю до другого зменшення площі поперечного перерізу на 20-70 %, причому, коли починають другий етап деформації, заготовка зі сплаву на основі нікелю знаходиться при температурі, більшій ніж 926 °C і меншій ніж температура розчинення карбідів М23С6 сплаву на основі нікелю,
причому заготовка зі сплаву на основі нікелю містить, мас. %: до 0,05 вуглецю, від 27,0 до 31,0 хрому, до 0,5 міді, від 7,0 до 11,0 заліза, до 0,5 марганцю, до 0,015 сірки, до 0,5 кремнію, щонайменше 58 нікелю і випадкові домішки.
12. Спосіб за п. 11, який відрізняється тим, що заготовка зі сплаву на основі нікелю містить, мас. %: до 0,05 вуглецю, від 28,0 до 30,0 хрому, до 0,25 міді, від 8,0 до 10,0 заліза, до 0,25 марганцю, до 0,010 сірки, до 0,25 кремнію, щонайменше 58 нікелю і випадкові домішки.
13. Спосіб за п. 11, який відрізняється тим, що перший етап деформації і другий етап деформації незалежно включають щонайменше одну операцію, вибрану з групи, яка складається з прокатування в прямих калібрах, розгорнення, роликового профілювання листового металу, об'ємного штампування в пресі, екструзії і ротаційного кування.
14. Спосіб за п. 11, який відрізняється тим, що перший етап деформації і другий етап деформації включають ротаційне кування.
15. Спосіб за п. 11, який відрізняється тим, що перший етап нагрівання включає нагрівання заготовки зі сплаву на основі нікелю в печі, яка працює при температурі від 1093 до 1163 °C, протягом щонайменше 3,0 годин часу витримки при заданій температурі.
16. Спосіб за п. 11, який відрізняється тим, що другий етап нагрівання включає нагрівання заготовки зі сплаву на основі нікелю в печі, яка працює при температурі від 954 до 1052 °C, протягом більше ніж 2,0 годин часу витримки в печі.
17. Спосіб за п. 11, який відрізняється тим, що другий етап нагрівання включає нагрівання заготовки зі сплаву на основі нікелю в печі, яка працює при температурі від 954 до 1052 °C, протягом 3,0-10,0 годин часу витримки в печі.
18. Спосіб за п. 11, який відрізняється тим, що другий етап нагрівання включає нагрівання підданої ротаційному куванню заготовки зі сплаву на основі нікелю в печі, яка працює при температурі від 954 до 1052 °C, протягом 4,0-8,0 годин часу витримки в печі.
19. Спосіб за п. 11, який відрізняється тим, що додатково включає:
вакуумне індукційне плавлення вихідних матеріалів для формування злитка зі сплаву на основі нікелю,
переплавлення злитка зі сплаву на основі нікелю для формування рафінованого злитка зі сплаву на основі нікелю, причому переплавлення включає щонайменше одну операцію переплавлення, вибрану з групи, яка складається з вакуумно-дугового переплавлення і електрошлакового переплавлення, і
об'ємне штампування в пресі рафінованого злитка зі сплаву на основі нікелю для формування заготовки зі сплаву на основі нікелю.
20. Спосіб за п. 11, який відрізняється тим, що додатково включає після двох етапів нагрівання і двох етапів деформації:
нагрівання заготовки зі сплаву на основі нікелю при температурі щонайменше 982 °C, але не більшій, ніж температура розчинення карбідів М23С6 сплаву на основі нікелю, протягом щонайменше 3,0 годин часу витримки при заданій температурі, і
загартування заготовки у воді.
21. Спосіб за п. 11, який відрізняється тим, що додатково включає після двох етапів нагрівання і двох етапів кування:
старіння заготовки зі сплаву на основі нікелю при температурі від 705 до 760 °C протягом щонайменше 3,0 годин часу витримки при заданій температурі, і
охолоджування заготовки на повітрі до температури навколишнього середовища.
22. Виріб, одержаний за допомогою способу за п. 11.
23. Виріб за п. 22, який відрізняється тим, що він включає довгомірний виріб, вибраний з групи, яка складається з бруса, круглого прутка і квадратного прутка.
24. Виріб за п. 22, який відрізняється тим, що він містить рівновісні зерна з розміром зерен по ASTM № від 3,0 до 9,0, рівномірний розподіл розмірів зерен, міжкристалітні виділення карбідів М23С6, рівномірно розподілені по металографічно розрізнюваних границях зерен, і по суті не містить металографічно розрізнюваних помітних внутрішньокристалітних виділень карбідів М23С6.
25. Спосіб, який включає:
перший етап нагрівання, що включає нагрівання заготовки зі сплаву на основі нікелю до температури, більшої, ніж температура розчинення карбідів М23С6 сплаву на основі нікелю,
перший етап деформації, що включає деформацію нагрітої заготовки зі сплаву на основі нікелю до зменшення площі поперечного перерізу на 20-70 %, причому, коли починають перший етап деформації, заготовка зі сплаву на основі нікелю знаходиться при температурі, більшій, ніж температура розчинення карбідів М23С6,
другий етап нагрівання, що включає нагрівання деформованої заготовки зі сплаву на основі нікелю до температури в діапазоні від 926 °C до меншої, ніж температура розчинення карбідів М23С6 сплаву на основі нікелю, причому між закінченням першого етапу деформації і початком другого етапу нагрівання заготовку зі сплаву на основі нікелю, яка знаходиться в стані деформації, підтримують при підвищеній температурі і не дозволяють їй охолоджуватися до температури навколишнього середовища, і
другий етап деформації, що включає деформацію нагрітої заготовки зі сплаву на основі нікелю до другого зменшення площі поперечного перерізу на 20-70 %, причому, коли починають другий етап деформації, заготовка зі сплаву на основі нікелю знаходиться при температурі, більшій ніж 926 °C і меншій ніж температура розчинення карбідів М23С6 сплаву на основі нікелю.
26. Спосіб за п. 25, який відрізняється тим, що заготовка зі сплаву на основі нікелю містить, мас. %: до 0,05 вуглецю, від 27,0 до 31,0 хрому, до 0,5 міді, від 7,0 до 11,0 заліза, до 0,5 марганцю, до 0,015 сірки, до 0,5 кремнію, щонайменше 58 нікелю і випадкові домішки.
27. Спосіб за п. 25, який відрізняється тим, що заготовка зі сплаву на основі нікелю містить, мас. %: до 0,05 вуглецю, від 28,0 до 30,0 хрому, до 0,25 міді, від 8,0 до 10,0 заліза, до 0,25 марганцю, до 0,010 сірки, до 0,25 кремнію, щонайменше 58 нікелю і випадкові домішки.
28. Спосіб за п. 25, який відрізняється тим, що перший етап деформації і другий етап деформації незалежно включають щонайменше одну операцію, вибрану з групи, яка складається з прокатування в прямих калібрах, розгорнення, роликового профілювання листового металу, об'ємного штампування в пресі, екструзії і ротаційного кування.
29. Спосіб за п. 25, який відрізняється тим, що перший етап деформації і другий етап деформації включають ротаційне кування.
30. Спосіб за п. 25, який відрізняється тим, що перший етап нагрівання включає нагрівання заготовки зі сплаву на основі нікелю в печі, яка працює при температурі від 1093 до 1163 °C, протягом щонайменше 3,0 годин часу витримки при заданій температурі.
31. Спосіб за п. 25, який відрізняється тим, що другий етап нагрівання включає нагрівання заготовки зі сплаву на основі нікелю в печі, яка працює при температурі від 926 до 1066 °C, протягом більше ніж 2,0 годин часу витримки в печі.
32. Спосіб за п. 25, який відрізняється тим, що другий етап нагрівання включає нагрівання заготовки зі сплаву на основі нікелю в печі, яка працює при температурі від 926 до 1066 °C, протягом 3,0-10,0 годин часу витримки в печі.
33. Спосіб за п. 25, який відрізняється тим, що другий етап нагрівання включає нагрівання підданої ротаційному куванню заготовки зі сплаву на основі нікелю в печі, яка працює при температурі від 926 до 1066 °C, протягом 4,0-8,0 годин часу витримки в печі.
34. Спосіб за п. 25, який відрізняється тим, що додатково включає:
вакуумне індукційне плавлення вихідних матеріалів для формування злитка зі сплаву на основі нікелю,
переплавлення злитка зі сплаву на основі нікелю для формування рафінованого злитка зі сплаву на основі нікелю, причому переплавлення включає щонайменше одну операцію переплавлення, вибрану з групи, яка складається з вакуумно-дугового переплавлення і електрошлакового переплавлення, і
об'ємне штампування в пресі рафінованого злитка зі сплаву на основі нікелю для формування заготовки зі сплаву на основі нікелю.
35. Спосіб за п. 25, який відрізняється тим, що додатково включає після двох етапів нагрівання і двох етапів деформації:
нагрівання заготовки зі сплаву на основі нікелю при температурі щонайменше 982 °C, але не більше, ніж температура розчинення карбідів М23С6 сплаву на основі нікелю, протягом щонайменше 3,0 годин часу витримки при заданій температурі, і
загартування заготовки у воді.
36. Спосіб за п. 25, який відрізняється тим, що додатково включає після двох етапів нагрівання і двох етапів кування:
старіння заготовки зі сплаву на основі нікелю при температурі від 705 до 760 °C протягом щонайменше 3,0 годин часу витримки при заданій температурі, і
охолоджування заготовки на повітрі до температури навколишнього середовища.
37. Спосіб, який включає:
перший етап нагрівання, що включає нагрівання заготовки зі сплаву на основі нікелю до температури, більшої, ніж температура розчинення карбідів М23С6 сплаву на основі нікелю, причому заготовка зі сплаву на основі нікелю містить, мас. %: до 0,05 вуглецю, від 27,0 до 31,0 хрому, до 0,5 міді, від 7,0 до 11,0 заліза, до 0,5 марганцю, до 0,015 сірки, до 0,5 кремнію, щонайменше 58 нікелю і випадкові домішки,
перший етап деформації, що включає деформацію нагрітої заготовки зі сплаву на основі нікелю до зменшення площі поперечного перерізу на 20-70 %, причому, коли починають перший етап деформації, заготовка зі сплаву на основі нікелю знаходиться при температурі, більшій, ніж температура розчинення карбідів М23С6,
другий етап нагрівання, що включає нагрівання деформованої заготовки зі сплаву на основі нікелю до температури в діапазоні від 926 до 1066 °C, причому між закінченням першого етапу деформації і початком другого етапу нагрівання заготовку зі спалу на основі нікелю, яка знаходиться в стані деформації, підтримують при підвищеній температурі і не дозволяють їй охолоджуватися до температури навколишнього середовища, і
другий етап деформації, що включає деформацію нагрітої заготовки зі сплаву на основі нікелю до другого зменшення площі поперечного перерізу на 20-70 %, причому, коли починають другий етап деформації, заготовка зі сплаву на основі нікелю знаходиться при температурі, більшій ніж 926 °C і меншій ніж температура розчинення карбідів М23С6 сплаву на основі нікелю.
38. Спосіб за п. 37, який відрізняється тим, що заготовка зі сплаву на основі нікелю містить, мас. %: до 0,05 вуглецю, від 28,0 до 30,0 хрому, до 0,25 міді, від 8,0 до 10,0 заліза, до 0,25 марганцю, до 0,010 сірки, до 0,25 кремнію, щонайменше 58 нікелю і випадкові домішки.
39. Спосіб за п. 37, який відрізняється тим, що перший етап деформації і другий етап деформації незалежно включають щонайменше одну операцію, вибрану з групи, яка складається з прокатування в прямих калібрах, розгорнення, роликового профілювання листового металу, об'ємного штампування в пресі, екструзії і ротаційного кування.
40. Спосіб за п. 37, який відрізняється тим, що перший етап нагрівання включає нагрівання заготовки зі сплаву на основі нікелю в печі, яка працює при температурі від 1093 до 1163 °C, протягом щонайменше 3,0 годин часу витримки при заданій температурі.
41. Спосіб за п. 37, який відрізняється тим, що другий етап нагрівання включає нагрівання заготовки зі сплаву на основі нікелю в печі, яка працює при температурі від 926 до 1066 °C, протягом більше ніж 2,0 годин часу витримки в печі.
42. Спосіб за п. 37, який відрізняється тим, що другий етап нагрівання включає нагрівання заготовки зі сплаву на основі нікелю в печі, яка працює при температурі від 926 до 1066 °C, протягом 3,0-10,0 годин часу витримки в печі.
43. Спосіб за п. 37, який відрізняється тим, що другий етап нагрівання включає нагрівання підданої ротаційному куванню заготовки зі сплаву на основі нікелю в печі, яка працює при температурі від 926 до 1066 °C, протягом 4,0-8,0 годин часу витримки в печі.
44. Спосіб за п. 37, який відрізняється тим, що додатково включає:
вакуумне індукційне плавлення вихідних матеріалів для формування злитка зі сплаву на основі нікелю,
переплавлення злитка зі сплаву на основі нікелю для формування рафінованого злитка зі сплаву на основі нікелю, причому переплавлення включає щонайменше одну операцію переплавлення, вибрану з групи, яка складається з вакуумно-дугового переплавлення і електрошлакового переплавлення, і
об'ємне штампування в пресі рафінованого злитка зі сплаву на основі нікелю для формування заготовки зі сплаву на основі нікелю.
45. Спосіб за п. 37, який відрізняється тим, що додатково включає після двох етапів нагрівання і двох етапів кування:
старіння заготовки зі сплаву на основі нікелю при температурі від 705 до 760 °C протягом щонайменше 3,0 годин часу витримки при заданій температурі, і
охолоджування заготовки на повітрі до температури навколишнього середовища.
Текст
Реферат: Розкритий спосіб термомеханічної обробки. Заготовка зі сплаву на основі нікелю на першому етапі нагрівання нагрівається до температури, більшої, ніж температура розчинення карбідів М23С6 сплаву на основі нікелю. На першому етапі деформування заготовка зі сплаву на основі нікелю деформується до зменшення площі поперечного перерізу на 20-70 %. Коли починається перший етап деформування, заготовка зі сплаву на основі нікелю перебуває при температурі, більшій, ніж температура розчинення карбідів М23С6. На другому етапі деформування заготовка зі сплаву на основі нікелю нагрівається до температури, більшої, ніж 926 °C, і меншої, ніж температура розчинення карбідів М23С6 сплаву на основі нікелю. У період між закінченням першого етапу деформування й початком другого етапу нагрівання заготовці зі сплаву на основі нікелю не дозволяють охолоджуватися до температури навколишнього середовища. Заготовка зі сплаву на основі нікелю деформується до другого зменшення площі поперечного перерізу на 20-70 %. Коли починається другий етап деформування, заготовка зі сплаву на основі нікелю перебуває при температурі, більшій, ніж 926 °C, і меншій, ніж температура розчинення карбідів М23С6 сплаву на основі нікелю. UA 112648 C2 (12) UA 112648 C2 UA 112648 C2 5 10 15 20 25 30 35 40 45 50 55 ГАЛУЗЬ ТЕХНІКИ [0001] Цей винахід належить до галузі термомеханічної обробки сплавів на основі нікелю. РІВЕНЬ ТЕХНІКИ [0002] Сплави на основі нікелю є чудовими конструкційними матеріалами для застосування в різних галузях, оскільки вони мають безліч корисних властивостей матеріалу. Наприклад, сплави на основі нікелю, що містять домішки хрому й заліза, мають прекрасну корозійну стійкість у багатьох водних середовищах і в атмосферах із високою температурою. Сплави на основі нікелю також зберігають металургійну стабільність і високу міцність у широкому діапазоні підвищених температур і не утворюють фаз, що стають крихкими, у процесі тривалого впливу підвищених температур. Поєднання достатньої межі повзучості й міцності на розрив, металургійної стабільності й корозійної стійкості при високих температурах і протягом тривалих термінів служби дозволяє сплавам на основі нікелю функціонувати у варіантах застосування, що включають агресивні навколишні середовища й жорсткі умови експлуатації. Наприклад, сплави на основі нікелю можуть знаходити застосування в техніці, включаючи: технологічне устаткування й виробництво неорганічних кислот; установки газифікації вугілля; нафтохімічне технологічне устаткування; сміттєспалювальні установки; труби парогенераторів; напрямні лопатки; трубні дошки, та інші металеві вироби; і елементи конструкції в системах реакторів для виробництва ядерної енергії. СУТНІСТЬ ВИНАХОДУ [0003] У варіанті втілення, що не має обмежувального характеру, спосіб термомеханічної обробки для сплавів на основі нікелю включає щонайменше два етапи нагрівання й щонайменше два етапи деформування. На першому етапі нагрівання заготовка зі сплаву на основі нікелю нагрівається до температури, більшої, ніж температура розчинення карбідів М23С6 сплаву на основі нікелю. На першому етапі деформування нагріта заготовка зі сплаву на основі нікелю деформується до зменшення площі поперечного перерізу на 20 % - 70 % для одержання деформованої заготовки зі сплаву на основі нікелю. Коли починається перший етап деформування, заготовка зі сплаву на основі нікелю перебуває при температурі, більшій, ніж температура розчинення карбідів М23С6. На другому етапі нагрівання деформована заготовка зі сплаву на основі нікелю нагрівається до температури, більшої, ніж 926 °C, і меншої, ніж температура розчинення карбідів М23С6 сплаву на основі нікелю. Деформована заготовка зі сплаву на основі нікелю витримується при підвищеній температурі й, у період між закінченням першого етапу деформування й початком другого етапу нагрівання, їй не дозволяють охолоджуватися до температури навколишнього середовища. На другому етапі деформування нагріта заготовка зі сплаву на основі нікелю деформується до зменшення площі поперечного перерізу на 20 % - 70 %. Коли починається другий етап деформування, заготовка зі сплаву на основі нікелю перебуває при температурі, більшій, ніж 926 °C, і меншій, ніж температура розчинення карбідів М23С6 сплаву на основі нікелю. [0004] В іншому варіанті втілення, що не має обмежувального характеру, спосіб термомеханічної обробки для сплавів на основі нікелю включає щонайменше два етапи нагрівання й щонайменше два етапи кування. На першому етапі нагрівання заготовка зі сплаву на основі нікелю нагрівається до температури в діапазоні від 1093 °C до 1163 °C. На першому етапі кування нагріту заготовку зі сплаву на основі нікелю піддають ротаційному куванню до зменшення площі поперечного перерізу на 30 % - 70 % для одержання кованої заготовки зі сплаву на основі нікелю. Коли починається перший етап кування, нагріта заготовка зі сплаву на основі нікелю перебуває при температурі в діапазоні від 1093 °C до 1163 °C. На другому етапі нагрівання кована заготовка зі сплаву на основі нікелю нагрівається до температури в діапазоні від 954 °C до 1052 °C. Кована заготовка зі сплаву на основі нікелю витримується при підвищеній температурі, і в період між закінченням першого етапу кування й початком другого етапу нагрівання їй не дозволяють охолоджуватися до температури навколишнього середовища. На другому етапі кування нагріту заготовку зі сплаву на основі нікелю піддають ротаційному куванню до зменшення площі поперечного перерізу на 20 % -70 %. Коли починається другий етап ротаційного кування, нагрітий зливок зі сплаву на основі нікелю перебуває при температурі в діапазоні від 954 °C до 1052 °C. [0005] Зрозуміло, що винахід, розкритий і описаний у цьому описі, не обмежений варіантами втілення, викладеними в розділі "Сутність винаходу". КОРОТКИЙ ОПИС КРЕСЛЕНЬ [0006] Різні особливості й характеристики, не обмежувальних і не вичерпних варіантів втілення, розкритих і описаних у цьому описі, будуть краще зрозумілі завдяки посиланням на супровідні креслення, на яких: 1 UA 112648 C2 5 10 15 20 25 30 35 40 45 50 55 60 [0007] На фіг. 1А і 1В наведені схеми поперечного перерізу при операції ротаційного кування; [0008] На фіг. 2А наведена схема поперечного перерізу, а на фіг. 2В - схема виду в перспективі підданого гарячому куванню й термічно обробленого довгомірного виробу, що має кільцеподібну ділянку аномального зростання зерен; і [0009] На фіг 3A-3D наведені металографічні знімки макроструктури поперечного розрізу областей довгомірних виробів зі сплаву 690, що відображають різний вплив термомеханічної обробки відповідно до різних варіантів втілення, що не мають обмежувального характеру, описаних тут. [0010] Читач гідно оцінить описані деталі, а також інші, після розгляду подальшого докладного опису різних варіантів втілення, що не мають обмежувального й вичерпного характеру, відповідно до цього винаходу. ОПИС ВИНАХОДУ [0011] У цьому описі розкриті й проілюстровані різні варіанти втілення для забезпечення повного розуміння структури, функції, дії, виготовлення й використання розкритих способів і виробів. Слід розуміти, що різні варіанти втілення, розкриті й проілюстровані в цьому описі, не мають обмежувального й вичерпного характеру. Таким чином, винахід не обмежується описом різних варіантів втілення, що не мають обмежувального й вичерпного характеру, розкритих у цьому описі. Навпаки, винахід обмежений винятково формулою винаходу. Особливості й характеристики, ілюстровані й/або описані у зв'язку з різними варіантами втілення, можуть поєднуватися з особливостями й характеристиками інших варіантів втілення. Такі модифікації й зміни призначені для включення в обсяг цього опису. По суті пункти формули можуть бути змінені для викладу будь-яких особливостей або характеристик, явно або по суті описаних у них, або іншим способом прямо або по суті підтримуваних даним описом. Крім того, заявник залишає за собою право змінювати пункти формули для позитивного відхилення особливостей або характеристик, які можуть бути в наявності на попередньому рівні техніки. Таким чином, будь-які такі зміни відповідають вимогам статті 35 кодексу США, § 112, перший пункт, і статті 35 кодексу США, § 132(а). Різні варіанти втілення, розкриті й описані в цьому описі, можуть включати, складатися з, або складатися по суті з особливостей і характеристик, по-різному описаних тут. [0012] Будь-який патент, публікація або інший розкритий матеріал, зазначений тут, включений у цей опис як посилання в повному обсязі, якщо не зазначено інше, але тільки до ступеню, у якому включений матеріал не суперечить наявним визначенням, твердженням, або іншому матеріалу, що розкривається, явно викладеному в даному описі. Як таке, і до необхідного ступеня, явне розкриття інформації, викладеної в цьому документі, заміняє собою будь-який суперечний матеріал, включений сюди як посилання. Будь-який матеріал, або його частина, включена в цей опис як посилання, але така, що суперечить наявним визначенням, твердженням або іншому матеріалу, що розкриває інформацію, викладену в цьому документі, включений тільки до ступеню, в якому не виникають суперечності між цим включеним матеріалом і наявним матеріалом винаходу. Заявник залишає за собою право вносити зміни в цей опис для чіткого викладу будь-якого предмета обговорення або його частини, включеної тут як посилання. [0013] Посилання в даному описі на "різні, що не мають обмежувального характеру варіанти втілення" і т.п., означає, що конкретна особливість або характеристика може бути включена у варіант втілення. Таким чином, використання фрази "у різних, що не мають обмежувального характеру варіантах втілення" і т.п., у цьому описі не обов'язково стосується загального варіанта втілення, і може стосуватися різних варіантів втілення. Крім того, конкретні особливості або характеристики можуть бути об'єднані будь-яким підходящим чином в одному або декількох варіантах втілення. Таким чином, конкретні особливості або характеристики, ілюстровані або описувані у зв'язку з різними варіантами втілення, можуть бути об'єднані, повністю або частково, з особливостями або характеристиками одного, або більш ніж одного, інших варіантів втілення без обмеження. Такі модифікації й зміни призначені для включення в обсяг цього опису. [0014] У даному описі, крім випадків, коли зазначено інше, усі числові параметри слід витлумачувати як попередні й кориговані в усіх випадках терміном "приблизно", у якому числові параметри мають властиву їм характеристику мінливості основних способів вимірів, використовуваних для визначення чисельного значення параметра. Як мінімум, а не як спроба обмежити застосування доктрини еквівалентів до обсягу формули винаходу, кожний числовий параметр, описаний у цьому описі, повинен щонайменше тлумачитися, враховуючи кількість зазначених значущих цифр, із застосуванням звичайних способів округлення. 2 UA 112648 C2 5 10 15 20 25 30 35 40 45 50 55 60 [0015] Крім того, будь-яка зона числових значень, зазначених у цьому описі, призначена для того, щоб включати всі піддіапазони з тою ж точністю обчислень, яка врахована в зазначеній області. Наприклад, діапазон "від 1,0 до 10,0" має на увазі включення всіх піддіапазонів між зазначеним мінімальним значенням 1,0 (і включаючи його) і зазначеним максимальним значенням 10,0, тобто має мінімальне значення, рівні або більші, ніж 1,0, і максимальне значення, рівне або менше, ніж 10,0, таке як, наприклад, від 2,4 до 7,6. Будь-яка максимальна чисельна межа, наведена у цьому описі, охоплює всі нижні чисельні межі, що входять у неї, і будь-яка мінімальна чисельна межа, наведена у цьому описі, охоплює всі більш високі чисельні обмеження, що входять у нього. Відповідно, заявник залишає за собою право вносити зміни в цей опис, включаючи формулу винаходу, для явно вираженого будь-якого піддіапазону, врахованого в рамках діапазонів, явно виражених у цьому документі. Мається на увазі, що всі такі діапазони, по суті, розкриті в цьому документу, так що зміна певних виражених будь-яких таких піддіапазонів буде відповідати вимогам статті 35, § 112 кодексу США, перший пункт, і статті 35, §132(а) кодексу США. [0016] Якщо не зазначено інше, граматичні артиклі, що позначають однину, використовувані тут, містять у собі поняття "щонайменше один" або "один або більше". Таким чином, у цьому описі артиклі використовуються для позначення одного або більш ніж одного (тобто "щонайменше одного") із граматичних об'єктів артикля. Наприклад, "компонент" означає один або більше компонентів, і, таким чином, можливо, у реалізації описаних варіантів втілення припускається й може використовуватися або застосовуватися більш ніж один компонент. Крім того, використання іменника в однині включає множину, а використання іменника у множині включає однину, якщо контекст використання не вимагає іншого. [0017] Різні варіанти втілення, розкриті й описані в цьому описі, спрямовані, зокрема, на термомеханічну обробку сплавів на основі нікелю. Термомеханічна обробка, розкрита й описана в цьому описі, може використовуватися для виробництва виробів зі сплаву на основі нікелю, таких як, наприклад, бруси, прутки, сляби, кільця, смуги, плити й ін. Виробу, отримані за допомогою способів, описаних у цьому описі, можуть характеризуватися певним розміром зерен і певним розподілом карбідів, що виділилися. [0018] Міжкристалітне корозійне розтріскування під напруженням (МККР) є механізмом корозії, при якому тріщини утворюються уздовж границь зерен металевого матеріалу під впливом розтягувальних напружень і за впливу корозійного середовища. Розтягувальні напруження, які сприяють МККР, можуть існувати у вигляді зовнішніх напружень, прикладених до металевого компонента при експлуатації, і/або у вигляді внутрішніх залишкових напружень у металевому матеріалі. МККР часто зустрічається при застосуванні, пов'язаному з агресивними корозійними середовищами, такими як, наприклад, елементи конструкції в хімічному технологічному устаткуванні й водо-водяних реакторах (ВВЕР) для генерації ядерної енергії. Сплави на основі нікелю, такі як, наприклад, сплав 600 (UNS (Універсальна система позначень металів і сплавів) N06600) і сплав 690 (UNS N06690), можуть використовуватися в таких застосуваннях завдяки загальній корозійній стійкості таких сплавів. Однак сплави на основі нікелю можуть, проте, проявляти МККР при експлуатації за умов високої температури й високого тиску, наприклад, у середовищах води або пари. [0019] Для зменшення сприйнятливості сплавів на основі нікелю до МККР в агресивних корозійних середовищах можуть використовуватися певні способи термомеханічної обробки. Для одержання виробів зі сплаву на основі нікелю, що мають певні розміри зерен і розподіл карбідів, які збільшують стійкість до МККР, можуть використовуватися сполучення гарячої деформування й термічних обробок. Наприклад, сплави на основі нікелю, що містять порівняно високі рівні вмісту хрому й заліза, такі як, наприклад, сплав 600 і сплав 690, для одержання виробів, що мають певні розміри зерен з міжкристалітним розподілом виділених карбідів М 23С6, що не містять збіднених хромом зерен, можуть піддаватися термомеханічній обробці за допомогою певних відомих способів. Міжкристалітні виділення карбідів М 23С6 між зернами в сплавах на основі нікелю значно зменшують підвищення чутливості сплавів в агресивних корозійних середовищах, що значно збільшує стійкість до МККР. [0020] У різних варіантах втілення, що не мають обмежувального характеру, способи, описувані тут, можуть використовуватися для термомеханічної обробки сплавів на основі нікелю, таких як, наприклад, сплав 600 і сплав 690. Наприклад, у різних варіантах втілення, що не мають обмежувального характеру, заготовки зі сплаву 690, оброблені відповідно до варіантів втілення способів термомеханічної обробки, описаних у цьому документі, можуть мати хімічний склад, що містить (у відсотках від сумарної маси сплаву): щонайменше 58,0°% нікелю; від 27,0 % до 31,0 % хрому; від 1,0 % до 11,0 % заліза; до 0,5 % марганцю; до 0,05 % вуглецю; до 0,5 % міді; до у 0,5 % кремнію; до 0,015 % сірки; і випадкові домішки. У різних варіантах, 3 UA 112648 C2 5 10 15 20 25 30 35 40 45 50 55 60 втілення, що не мають обмежувального характеру, заготовки зі сплаву 690, оброблені відповідним чином, можуть мати хімічний склад, що включає будь-які піддіапазони елементів, що входять в елементні діапазони, описані вище. Наприклад, заготовка зі сплаву 690, оброблена відповідно до варіантів втілення способів термомеханічної обробки, описаних у цьому документі, може містити (у відсотках від загальної маси сплаву): щонайменше 59,0°% нікелю; від 28,0 % до 30,0 % хрому; від 8,0 % до 10% заліза; до 0,25) марганцю; від 0,010 % до 0,040 % вуглецю; до 0,25 % міді; до 0,25 % кремнію; до 0,010°% сірки; і випадкові домішки. У J різних варіантах втілення, що не мають обмежувального характеру, усі елементні компоненти сплаву, описані в цьому описі терміном "до" певної максимальної кількості, також включають кількості "більше, ніж нуль, до" зазначеної максимальної кількості. [0021] У різних варіантах втілення, що не мають обмежувального характеру, зливки зі сплаву на основі нікелю можна одержувати шляхом вакуумної індукційної плавки (ВІП) вихідних матеріалів для одержання сплаву, що містить хімічний склад, що відповідає заданим технічним вимогам до складу. Наприклад, вихідні матеріали можуть використовуватися для одержання сплаву, що містить хімічний склад, відповідний до технічних вимог до сплаву 690, описаним вище. Розплавлений сплав, отриманий шляхом ВІП, наприклад, можна відливати у вигляді вихідного зливка. У різних варіантах втілення, що не мають обмежувального характеру, вихідний зливок можна використовувати як електрод, що вводиться, для однієї або більше операцій вакуумно-дугового переплаву (ВДП) і/або електрошлакового переплаву (ЕШП) для одержання рафінованого зливка. У різних варіантах втілення, що не мають обмежувального характеру, для одержання зливків зі сплаву на основі нікелю можуть використовуватися інші початкові операції плавлення й/або переплаву, відомі в техніці, такі як, наприклад, аргонокисневе зневуглецювання (АКЗ) і/або вакуумна дегазація, окремо або в поєднанні з ВДП і/або ЕШП. [0022] У різних варіантах втілення, що не мають обмежувального характеру, для одержання заготовки зі сплаву на основі нікелю зливок зі сплаву на основі нікелю може гомогенізуватися, використовуючи стандартні способи термообробки й/або кування. Наприклад, зливок зі сплаву на основі нікелю (у стані виливка, рафінованому або гомогенізованому стані) може піддаватися куванню в пресі для одержання заготовки, яка буде використовуватися як вихідна для наступних операцій термомеханічної обробки. У різних інших варіантах втілення, що не мають обмежувального характеру, зливок зі сплаву на основі нікелю (у стані виливка, рафінованому або гомогенізованому стані) може піддаватися куванню, перетворюючись на попередньо відформовану заготовку, що має будь-яку форму й розміри, які підходять для наступних операцій термомеханічної обробки. [0023] У різних варіантах втілення, що не мають обмежувального характеру, операції термомеханічної обробки можуть включати щонайменше два етапи нагрівання й щонайменше два етапи деформування. Перший етап нагрівання може включати нагрівання заготовки зі сплаву на основі нікелю до температури вище температури розчинення карбідів. Перший етап деформування може включати деформування (наприклад, кування або вальцювання) заготовки зі сплаву на основі нікелю, причому, коли деформація починається, заготовка зі сплаву на основі нікелю перебуває при температурі вище температури розчинення карбідів. Другий етап нагрівання може включати нагрівання заготовки зі сплаву на основі нікелю до температури, нижчої за температуру розчинення карбідів. Другий етап деформування може включати деформування (наприклад, кування або вальцювання) заготовки зі сплаву на основі нікелю, причому, коли деформація починається, заготовка зі сплаву на основі нікелю перебуває при температурі, нижчій за температуру розчинення карбідів. [0024] Використовувані в цьому документі, включаючи формулу винаходу, терміни "перший", "другий", "перед", "після" і ін., які використано у зв'язку з етапом або операцією, не виключають можливості попередніх, проміжних і/або наступних етапів або операцій. Наприклад, у різних варіантах втілення, що не мають обмежувального характеру, способи термомеханічної обробки, що включають "перший" і "другий" етапи нагрівання, і "перший" і "другий" етапи деформування, можуть, крім того, включати додаткові етапи нагрівання, деформування й/або інші етапи перед, між і/або після зазначених "першого" і "другого" етапів нагрівання й "першого" і "другого" етапів деформування. [0025] Використовуваний тут термін "температура, вища за температуру розчинення карбідів" стосується температур, щонайменше приблизно настільки ж високих як, температура розчинення карбідів М23С6 сплаву. Використовуваний тут термін "температура, нижча за температуру розчинення карбідів" стосується температур, менших за температури розчинення карбідів М23С6 сплаву. Температура розчинення карбідів М23С6 сплаву є найменшою температурою, при якій по суті весь вуглець, що наявний у сплаві, перебуває у твердому розчині, і сплав не містить металографічно розрізнюваних фаз або виділень карбідів М 23С6. 4 UA 112648 C2 5 10 15 20 25 30 35 40 45 50 55 60 Температура розчинення карбідів М23С6 сплаву залежить від хімічного складу сплаву, особливо від вмісту вуглецю. Наприклад, температура розчинення карбідів М23С6 сплаву 690 може коливатися приблизно від 1046 °C до 1157 °C для концентрацій вуглецю, що коливаються від 0,02 % до 0,05 %, за масою, для номінального складу 29 % хрому, 9,0 % заліза, 0,2 % міді, 0,2 % кремнію, 0,2 % марганцю, 0,01 % сірки, 0,25 % алюмінію, 0,25 % титану, 0,008 % азоту, і від 60,842 % до 60,872 % нікелю, розрахованого з використанням програми Jmatpro, надаваною компанією Sente Software, графство Суррей, Великобританія. Температури розчинення карбідів можна визначати емпірично або за допомогою апроксимації, використовуючи програму моделювання розрахунків фазової діаграми й властивостей матеріалу, таку як, наприклад, програма Jmatpro, або програма Pandat, надавана компанією Computherm LLC, Медісон, штат Вісконсин, США. [0026] У даному контексті нагрівання заготовки "до" заданої температури або діапазону температур, указує на нагрівання заготовки протягом часу, достатнього для доведення температури всієї заготовки, включаючи внутрішні ділянки матеріалу заготовки, до заданої температури або до заданого діапазону температур. Аналогічно, стан заготовки, що нагрівається "до" заданої температури або діапазону температур, указує, що заготовка нагрівається протягом часу, достатнього для досягнення температури всією заготовкою, включаючи внутрішні ділянки матеріалу заготовки, до заданої температури або до заданого діапазону температур. Кількість часу, необхідне для нагрівання заготовки "до" температури або діапазону температур, залежить від форми й розмірів заготовки й теплопровідності матеріалу заготовки. [0027] У даному контексті нагрівання заготовки протягом заданого періоду часу або діапазону часу "при" заданій температурі або в діапазоні температур (тобто час витримування при заданій температурі) указує на нагрівання заготовки протягом заданого часу або діапазону часу, обмірюваного з моменту, коли температура поверхні заготовки (вимірювана, наприклад, використовуючи термопару, пірометр або інший прилад) досягає ± 14 °C від заданої температури або діапазону температур. У даному контексті зазначений час витримування при заданій температурі не охоплює час попереднього нагрівання, необхідний для доведення температури поверхні заготовки до меж ± 14 °C від заданої температури або діапазону температур. У даному контексті термін "час витримування в печі" указує кількість часу, протягом якого заготовка витримується усередині середовища з регульованою температурою, такого як, наприклад, піч, і не охоплює час, необхідний для доведення середовища з регульованою температурою до заданої температури або діапазону температур. [0028] У даному контексті кування, деформація, або виконання іншої механічної обробки заготовки "при" заданій температурі або в діапазоні температур указує, що, коли починається кування, деформація або виконання іншої механічної обробки, температура всієї заготовки, включаючи внутрішні ділянки матеріалу заготовки, перебуває при заданій температурі або в діапазоні температур. Припускається, що поверхневе охолодження й/або адіабатичне нагрівання заготовки під час кування, деформування або подібних операцій "при" заданій температурі або в діапазоні температур у ході операції може змінювати температуру ділянок заготовки щодо зазначеної. [0029] У різних варіантах втілення, що не мають обмежувального характеру, спосіб термомеханічної обробки включає перший етап нагрівання, що включає нагрівання заготовки зі сплаву на основі нікелю до температури, більшої, ніж температура розчинення карбідів М 23С6 сплаву на основі нікелю. На першому етапі деформування нагріта заготовка зі сплаву на основі нікелю може деформуватися до зменшення площі поперечного перерізу на 20 % -70 % для одержання деформованої заготовки зі сплаву на основі нікелю. На початку першого етапу деформування нагріта заготовка зі сплаву на основі нікелю може перебувати при температурі, більшій, ніж температура розчинення карбідів М 23С6. На другому етапі нагрівання деформована заготовка зі сплаву на основі нікелю може нагріватися до температури, більшої, ніж 926 °C, і меншої, ніж температура розчинення карбідів М23С6 сплаву на основі нікелю. Деформована заготовка зі сплаву на основі нікелю може витримуватися при підвищеній температурі, і в період між закінченням першого етапу деформування й початком другого етапу нагрівання їй не дозволяють охолоджуватися до температури навколишнього середовища. На другому етапі деформування заготовка зі сплаву на основі нікелю може деформуватися до другого зменшення площі поперечного перерізу на 20 % -70 %. На початку другого етапу деформування заготовка зі сплаву на основі нікелю може перебувати при температурі, більшій, ніж 926 °C, і меншій, ніж температура розчинення карбідів М 23С6 сплаву на основі нікелю. Після закінчення другого етапу деформування заготовка зі сплаву на основі нікелю може охолоджуватися на повітрі до температури навколишнього середовища. 5 UA 112648 C2 5 10 15 20 25 30 35 40 45 50 55 60 [0030] У різних варіантах втілення, що не мають обмежувального характеру, перший етап нагрівання, при якому заготовка зі сплаву на основі нікелю нагрівається до температури, вищої за температуру розчинення карбідів, може включати нагрівання заготовки зі сплаву на основі нікелю в печі, що працює при температурах від 1093 °C до 1163 °C, протягом щонайменше 6,0 годин (360 хвилин) часу витримування при заданій температурі. Заготовка зі сплаву на основі нікелю може нагріватися до температури, вищої за температуру розчинення карбідів, шляхом нагрівання в печі, що працює при температурах від 1093 °C до 1163 °C, або в будь-якому піддіапазоні, що входить сюди, такому як, наприклад, від 1093 °C до 1149 °C, від 1093 °C до 1135 °C, від 1093 °C до 1121 °C, від 1107 °C до 1135 °C, від 1121 °C до 1163 °C, від 1121 °C до 1149 °C, або подібному. [0031] У різних варіантах втілення, що не мають обмежувального характеру, другий етап нагрівання, при якому деформована заготовка зі сплаву на основі нікелю нагрівається до температури, нижчої за температуру розчинення карбідів, може включати нагрівання заготовки зі сплаву на основі нікелю в печі, що працює при температурі, більшій, ніж 926 °C. і меншій, ніж температура розчинення карбідів М23С6 сплаву на основі нікелю, протягом більш ніж 2,0 годин (120 хвилин) часу витримування в печі. Заготовка зі сплаву на основі нікелю може нагріватися до температури, нижчої за температуру розчинення карбідів, шляхом нагрівання в печі, що працює при температурах від 926 °C до 1066 °C, або в будь-якому піддіапазоні, що входить сюди, такому як, наприклад, від 954 °C до 1052 °C, від 954 °C до 996 °C, від 996 °C до 1052 °C, від 968 °C до 1038 °C, від 982 °C до 1024 °C, від 982 °C до 1010 °C, або подібному. У різних варіантах втілення, другий етап нагрівання може включати нагрівання заготовки зі сплаву на основі нікелю в печі, що працює при температурі, нижчій за температуру розчинення карбідів, протягом більш ніж від 2,0 годин (120 хвилин) до 10,0 годин (600 хвилин) часу витримування в печі, або в будь-якому піддіапазоні, що входить сюди, такому як, наприклад, від 2,5 до 8,0 годин (150-480 хвилин), від 3,0 до 10,0 годин (180-600 хвилин), від 3,0 до 8,0 годин (180-480 хвилин), від 4,0 до 8,0 годин (240-480 хвилин), від 5,0 до 8,0 годин (300-480 хвилин), або подібному. [0032] У різних варіантах втілення, що не мають обмежувального характеру, заготовка зі сплаву на основі нікелю може витримуватися при підвищеній температурі, і в період між закінченням першого етапу деформування й початком другого етапу нагрівання їй не дозволяють охолоджуватися до температури навколишнього середовища. Наприклад, заготовка зі сплаву на основі нікелю може витримуватися при температурах, не менших, ніж температура, яка на 167 °C нижча за температуру розчинення карбідів М23С6 сплаву. У різних варіантах втілення, що не мають обмежувального характеру, заготовка зі сплаву на основі нікелю може витримуватися при температурах, не менших, ніж температура, яка на 111 °C, 83 °C, або 56 °C нижча за температуру розчинення карбідів М23С6 сплаву. У різних варіантах втілення, що не мають обмежувального характеру, у період між закінченням першого етапу деформування й початком другого етапу нагрівання заготовка зі сплаву на основі нікелю може витримуватися при температурі щонайменше 926 °C. У різних варіантах втілення, що не мають обмежувального характеру, у період між закінченням першого етапу деформування й початком другого етапу нагрівання заготовка зі сплаву на основі нікелю може витримуватися при температурі щонайменше 954 °C, 982 °C, 1010 °C, 1038 °C, або 1066 °C. [0033] У різних варіантах втілення, що не мають обмежувального характеру, перший етап деформування, другий етап деформування й будь-які наступні етапи деформування, можуть разом зменшувати площу поперечного перерізу заготовки на 40 % - 95 % щодо площі поперечного перерізу заготовки перед першим етапом деформування. Перший етап деформування, другий етап деформування й будь-які наступні етапи деформування можуть незалежно здійснювати зменшення площі поперечного перерізу на 20 % - 70 %, або в будьякому піддіапазоні, що входить сюди, такому як, наприклад, 30 % - 70 %, 40 % - 60 %, 45 % 55 %, або подібному. Зменшення площі поперечного перерізу, забезпечуване першим етапом деформування, розраховується на підставі початкової площі поперечного перерізу заготовки перед першим етапом деформування. Зменшення площі поперечного перерізу, забезпечуване другим етапом деформування, розраховується на підставі площі поперечного перерізу заготовки в стані деформування, забезпеченому першим етапом деформування. Зменшення площі поперечного перерізу, забезпечуване будь-яким наступним етапом деформування, можна розрахувати на підставі площі поперечного перерізу заготовки в стані після деформування, здійсненого попереднім етапом деформування. [0034] У різних варіантах втілення, що не мають обмежувального характеру, перший етап деформування, другий етап деформування й будь-які наступні етапи деформування можуть незалежно включати один або більш проходів через устаткування, використовуваних для виконання конкретного етапу деформування. Наприклад, перший етап деформування може 6 UA 112648 C2 5 10 15 20 25 30 35 40 45 50 55 60 включати один або більш проходів через ротаційно-кувальну машину для зменшення площі поперечного перерізу заготовки на 20 % - 70 %, і другий етап деформування може включати один або більш проходів через ротаційно-кувальну машину для зменшення площі поперечного перерізу заготовки на 20 % - 70 % щодо площі поперечного перерізу заготовки в стані деформування, отриманої в результаті першого етапу деформування. Сумарне зменшення площі поперечного перерізу, отримане в результаті першого етапу деформування й другого етапу деформування, може становити 40 % - 95 % щодо площі поперечного перерізу заготовки перед першим етапом деформування. Зменшення площі поперечного перерізу, отримане в результаті кожного окремого проходу через ротаційно-кувальну машину, може становити, наприклад, від 5 % до 25 % щодо проміжної площі поперечного перерізу, отриманої в результаті попереднього проходу. [0035] У різних варіантах втілення, що не мають обмежувального характеру, на початку першого етапу деформування нагріта заготовка зі сплаву на основі нікелю може перебувати при температурі, більшій, ніж температура розчинення карбідів М23С6, і на початку другого етапу деформування нагріта заготовка зі сплаву на основі нікелю може перебувати при температурі, більшій, ніж 926 °C, і меншій, ніж температура розчинення карбідів М 23С6 сплаву на основі нікелю. У різних варіантах втілення, що не мають обмежувального характеру, протягом усього першого етапу деформування нагріта заготовка зі сплаву на основі нікелю може перебувати при температурі, більшій, ніж температура розчинення карбідів М 23С6. У різних варіантах втілення, що не мають обмежувального характеру, протягом усього другого етапу деформування нагріта заготовка зі сплаву на основі нікелю може перебувати при температурі, більшій, ніж 926 °C, і меншій, ніж температура розчинення карбідів М23С6 сплаву на основі нікелю. Наприклад, для мінімізації або виключення втрат тепла внаслідок провідності від поверхонь заготовки, що контактують із деформувальними штампами, ковадлами й/або вальцями, штампи, ковадла й/або вальці, використовувані для виконання операції деформування, можуть нагріватися. Крім того, адіабатичне нагрівання деформованого матеріалу заготовки під час етапів деформування може компенсувати, щонайменше частково, втрати тепла із заготовки. [0036] У різних варіантах втілення, що не мають обмежувального характеру, перший етап деформування й другий етап деформування можуть незалежно включати одну або більш операцій кування або вальцювання, таких як, наприклад, вальцювання в прямих калібрах, розкочування, роликове профілювання листового металу, об'ємне штампування в пресі, екструзія, ротаційне кування й т.п. У різних варіантах втілення кожний з першого етапу деформування й другого етапу деформування може включати один або більш проходів ротаційного кування. [0037] У даному контексті термін "ротаційне кування" стосується деформування довгомірних заготовок, таких як, наприклад, труби, бруси й прутки, використовуючи два або більше ковадла/штампа для деформування стиском заготовки перпендикулярно поздовжній осі заготовки, таким чином, зменшуючи площу поперечного перерізу заготовки, і збільшуючи довжину заготовки для одержання довгомірних виробів. Операція 100 ротаційного кування показана на фіг. 1А і 1В, у якій циліндрична заготовка 102 типу прутка/бруса деформується стиском за допомогою ковадл/штампів 104, у такий спосіб зменшуючи площу поперечного перерізу заготовки та збільшуючи довжину заготовки. Ротаційне кування дає суцільні або трубчасті довгомірні вироби з постійними або змінними поперечними перерізами вздовж їхньої довжини. Ротаційне кування, також відоме як ротаційне обтиснення або радіальне кування, не слід плутати з орбітальним (тобто хитним штампом) куванням, у якому заготовка стискається між не поворотним плоским ковадлом/штампом і поворотним (хитним) штампом з конічною робочою поверхнею, яка виконує орбітальні, спіральні, планетарні або прямолінійні рухи. [0038] У різних варіантах втілення, що не мають обмежувального характеру, спосіб термомеханічної обробки може включати перший етап нагрівання, що охоплює нагрівання заготовки зі сплаву 690 до температури, більшої, ніж температура розчинення карбідів М 23С6 сплаву. Наприклад, перший етап нагрівання може включати нагрівання заготовки зі сплаву 690 до температури в діапазоні від 1093 °C до 1163 °C. У різних варіантах втілення, що не мають обмежувального характеру, заготовка зі сплаву 690 може мати хімічний склад, що включає, мас %до 0,05 % вуглецю; від 27,0 % до 31,0 % хрому; до 0,5 % міді; від 7,0 % до 11,0 % заліза; до 0,5 % марганцю; до 0,015 % сірки; до 0,5% кремнію; щонайменше 58 % нікелю й випадкові домішки. [0039] На першому етапі кування, що включає один або більше проходів ротаційного кування, нагріта заготовка зі сплаву 690 може піддаватися ротаційному куванню до зменшення площі поперечного перерізу на 20 % -70 %. На початку першого етапу кування нагріта заготовка зі сплаву 690 може перебувати при температурі, більшій, ніж температура розчинення карбідів 7 UA 112648 C2 5 10 15 20 25 30 35 40 45 50 55 60 М23С6, такій як, наприклад, температура в діапазоні від 1093 °C до 1163 °C, коли починається перший етап кування. На другому етапі нагрівання кована заготовка зі сплаву 690 може нагріватися до температури, більшої, ніж 926 °C, і меншої, ніж температура розчинення карбідів М23С6 сплаву на основі нікелю. Наприклад, другий етап нагрівання може включати нагрівання заготовки зі сплаву 690 до температури в діапазоні від 954 °C до 1052 °C. У період між закінченням першого етапу кування й початком другого етапу нагрівання заготовка зі сплаву 690 може витримуватися при температурі щонайменше 926 °C. [0040] На другому етапі кування, що включає один або більш проходів ротаційного кування, нагріта заготовка зі сплаву 690 може піддаватися ротаційному куванню до другого зменшення площі поперечного перерізу на 20 % - 70 %. На початку другого етапу кування нагріта заготовка зі сплаву 690 може перебувати при температурі, більшій, ніж 926 °C, і меншій, ніж температура розчинення карбідів М23С6, такій як, наприклад, температура в діапазоні від 954 °C до 1052 °C, коли починається другий етап кування. Після закінчення другого етапу кування заготовка зі сплаву 690 може охолоджуватися на повітрі до температури навколишнього середовища. [0041] У різних варіантах втілення, що не мають обмежувального характеру, заготовки зі сплаву на основі нікелю, такі як, наприклад, заготовки зі сплаву 690, можуть піддаватися додатковій термообробці після щонайменше двох етапів нагрівання й щонайменше двох етапів деформування. Наприклад, заготовки зі сплаву на основі нікелю можуть відпалюватися при температурі щонайменше 982 °C, але не більшій, ніж температура розчинення карбідів М23С6 сплаву на основі нікелю, протягом щонайменше 3,0 годин часу витримування при заданій температурі. У різних варіантах втілення, що не мають обмежувального характеру, заготовки зі сплаву на основі нікелю можуть відпалюватися при температурі від 982 °C до 1093 °C, або в будь-якому піддіапазоні, що входить сюди, такому як, наприклад, від 1004 °C до 1071 °C, від 1010 °C до 1066 °C, від 1024 °C до 1052 °C, або подібному. У різних варіантах втілення, що не мають обмежувального характеру, заготовки зі сплаву на основі нікелю можуть відпалюватися протягом щонайменше 4,0 годин часу витримування при заданій температурі. У різних варіантах втілення, що не мають обмежувального характеру, заготовки зі сплаву на основі нікелю після термообробки відпалюванням можуть піддаватися загартуванню у воді. [0042] У різних варіантах втілення, що не мають обмежувального характеру, заготовки зі сплаву на основі нікелю, такі як, наприклад, заготовки зі сплаву 690, після щонайменше двох етапів нагрівання й щонайменше двох етапів деформування можуть піддаватися старінню. Наприклад, заготовки зі сплаву на основі нікелю можуть піддаватися старінню при температурі від 704 °C до 760 °C протягом щонайменше 3,0 годин часу витримування при заданій температурі. У різних варіантах втілення, що не мають обмежувального характеру, заготовки зі сплаву на основі нікелю можуть піддаватися старінню при температурі від 704 °C до 760 °C, або в будь-якому піддіапазоні, що входить сюди, такому як, наприклад, від 718 °C до 746 °C, від 710 °C до 738 °C, або подібному. У різних варіантах втілення, що не мають обмежувального характеру, заготовки зі сплаву на основі нікелю можуть піддаватися старінню протягом щонайменше 4,0 годин часу витримування при заданій температурі. У різних варіантах втілення, що не мають обмежувального характеру, заготовки зі сплаву на основі нікелю після термообробки старінням можуть піддаватися охолодженню на повітрі. [0043] У різних варіантах втілення, що не мають обмежувального характеру, заготовки зі сплаву на основі нікелю можуть піддаватися відпалюванню й старінню. Наприклад, після щонайменше двох етапів нагрівання й щонайменше двох етапів деформування заготовки зі сплаву на основі нікелю можуть піддаватися охолодженню на повітрі до температури навколишнього середовища, а потім відпалюватися при температурі щонайменше 982 °C, але не більшій, ніж температура розчинення карбідів М23С6 сплаву на основі нікелю, протягом щонайменше 3,0 годин часу витримування при заданій температурі. Заготовки зі сплаву на основі нікелю після відпалювання можуть піддаватися загартуванню у воді, а потім піддаватися старінню при температурі від 704 °C до 760 °C протягом щонайменше 3,0 годин часу витримування при заданій температурі. [0044] Способи, описані в цьому документі, можуть використовуватися, наприклад, для одержання кованих і/або вальцьованих виробів. Наприклад, у різних варіантах втілення, що не мають обмежувального характеру, щонайменше два етапи нагрівання й щонайменше два етапи деформування перетворюють попередньо відформовані заготовки у вироби, у тому числі, довгомірні, такі як, наприклад, круглий пруток і брус, квадратний пруток і брус, шестигранний пруток і брус, ковані квадратні довгомірні вироби й катані квадратні довгомірні вироби. Способи, розкриті в цьому документі, можуть використовуватися, наприклад, для одержання довгомірних виробів з постійним або змінним поперечним перерізом за їхньою довжиною. У варіантах втілення з одержанням довгомірних виробів, що мають змінний поперечний переріз за їхньою 8 UA 112648 C2 5 10 15 20 25 30 35 40 45 50 55 60 довжиною, перший етап деформування й другий етап деформування можуть разом зменшувати площу поперечного перерізу заготовки на 40 % - 95 % в одному або більше місць за довжиною довгомірного виробу. Крім того, способи, розкриті в цьому документі, можуть використовуватися, наприклад, для одержання труб ротаційного кування. [0045] У різних варіантах втілення, що не мають обмежувального характеру, вироби, отримані за допомогою способів, описаних у цьому документі, можуть задовольняти вимоги стандарту ASTM В166-08: Технічні умови для бруса, прутка п дроту зі сплавів нікелю - хрому заліза (UNS N06600, N06601, N06603, N06690, N06693, N06025, N06045 і N06696) і сплаву нікелю -хрому - кобальту - молібдену (UNS N06617) (2008), і ASME SB-166: Технічні умови для бруса, прутка й дроту зі сплавів нікелю — хрому — заліза (UNS N06600. N06601, N06603, N06690, N06693, N06025, N06045 і N06696) і сплаву нікелю - хрому - кобальту - молібдену (UNS N06617) (2007), які включені як посилання у цей опис. [0046] У різних варіантах втілення, що не мають обмежувального характеру, вироби, отримані за допомогою способів, описаних у цьому документі, можуть мати розміри зерен по стандарту ASTM № від 3,0 до 9,0, визначені у відповідності зі стандартом ASTM E 112-10: Стандартні способи випробувань для визначення середнього розміру зерен (2010), який включений як посилання в цей опис. У різних варіантах втілення, що не мають обмежувального характеру, вироби, отримані за допомогою способів, описаних у цьому документі, можуть мати розміри зерен у діапазоні по стандарту ASTM № від 3,0 до 9,0, або в будь-якому піддіапазоні, що входить сюди, такому як, наприклад, ASTM № від 3,0 до 8,0, від 3,5 до 7,5, від 4,0 до 7.0, від 4,5 до 6,5, від 3,0 до 7,0, від 3,0 до 6,0, або подібному. У різних варіантах втілення, що не мають обмежувального характеру, вироби, отримані за допомогою способів, описаних у цьому документі, можуть містити міжкристалітні виділення карбідів М23С6, які рівномірно розподілені вздовж границь зерен. У різних варіантах втілення, що не мають обмежувального характеру, вироби, отримані за допомогою способів, описаних у цьому документі, можуть містити мінімальні металографічно розрізнювані міжкристалітні виділення карбідів М 23С6. У різних варіантах втілення, що не мають обмежувального характеру, вироби, отримані за допомогою способів, описаних у цьому документі, можуть не містити металографічно розрізнюваних міжкристалітних виділень карбідів М23С6. [0047] Мікроструктурний розподіл карбідів може бути визначений металографічними способами, наприклад, шляхом використання растрової електронної мікроскопії (РЕМ) для оцінки хімічно протравлених (наприклад, травильним розчином брому в метиловому спирті) зразків сплаву на основі нікелю, оброблених відповідно до різних варіантів втілення, що не мають обмежувального характеру, описаних у цьому документі. Наприклад, у різних варіантах втілення, що не мають обмежувального характеру, вироби, отримані за допомогою способів, описаних у цьому документі, при оцінці з використанням РЕМ при збільшенні 500х, можуть містити міжкристалітні виділення карбідів М 23С6, які рівномірно розподілені вздовж всіх розрізнюваних границь зерен, і містити мінімальні розрізнювані внутршньокристалітні виділення карбідів М23С6 або не містити їх. У різних варіантах втілення, що не мають обмежувального характеру, вироби, отримані за допомогою способів, описаних у цьому документі, можуть містити рівновісні зерна з розміром зерен за ASTM № від 3,0 до 9,0, рівномірний розподіл розмірів зерен, міжкристалітні виділення карбідів М23С6, які рівномірно розподілені вздовж металографічно розрізнюваних границь зерен, і мінімальні металографічно розрізнювані внутршньокристалітні виділення карбідів М23С6. [0048] Способи, описані в цьому документі, зменшують або виключають аномальне зростання зерен, яке створює нерівномірний розподіл розмірів зерен у макроскопічному масштабі. Для контролювання розмірів зерен у зазначених межах, заготовки зі сплаву на основі нікелю, такі як, наприклад, заготовки зі сплаву 690, можуть піддаватися гарячому деформуванню при температурах, що перевищують як температуру рекристалізації, так і температуру розчинення карбідів сплаву, тобто деформуванню при температурах, вищих за температури розчинення. Однак наступні термообробки для одержання однорідного розподілу міжкристалітних виділень карбідів М23С6 часто викликають аномальне і нерівномірне зростання зерен на ділянках макроструктури заготовок. Наприклад, гарячедеформовані прутки й круглий прокат сплаву на основі нікелю, такого як, наприклад, сплав 690, схильні до розвитку кільцеподібної області аномального зростання зерен у поперечному перерізі виробу. На фіг. 2А і 2В схематично зображено довгомірний виріб 200, такий як, наприклад, брус або круглий пруток сплаву на основі нікелю, такого як сплав 690. Довгомірний виріб 200 містить кільцеподібну ділянку 205 аномального зростання зерен у поперечному перерізі виробу. [0049] Без бажання бути зв'язаним теорією, припускається, що гаряча деформація при температурах, вищих за температуру розчинення карбідів, для регулювання розмірів зерен 9 UA 112648 C2 5 10 15 20 25 30 35 40 45 50 55 спричиняє власні внутрішні напруження у заготовках, які викликають аномальне зростання зерен. Припускається, що власні внутрішні напруження спричиняються різним термічним розширенням заготовки в процесі гарячого деформування й охолодження після гарячого деформування. Перебуваючи в контакті з деформувальними штампами/ковадлами, і в процесі наступного охолодження, поверхневий матеріал заготовки охолоджується значно швидше, ніж внутрішній матеріал, особливо матеріал, ближчий до центру заготовки. Це створює різку різницю температур між більш холодною поверхнею, ; матеріалом поблизу поверхні й · більш гарячим внутрішнім матеріалом. Різниця температур спричиняє різне термічне розширення від високої температури в центрі до низької температури на поверхні гарячедеформованого виробу, що, гадано, призводить до власних внутрішніх напружень у матеріалі. У процесі наступних термообробок для одержання рівномірного розподілу міжкристалітних виділень карбідів М23С6 внутрішні напруження, гадано, викликають аномальне зростання зерен, який локалізується в областях внутрішніх напружень, викликаних різницею термічного розширення при охолодженні. Припускається, що це спричиняє виникнення спостережуваних кільцеподібних зон аномального й неоднорідного зростання зерен у макроструктурі виробів. [0050] Ці шкідливі області аномального зростання зерен можуть бути зменшені за допомогою деформування заготовок зі сплаву на основі нікелю, таких як, наприклад, заготовки зі сплаву 690, при температурах, нижчих за температуру розчинення карбідів сплаву, тобто при температурах, нижчих за температуру розчинення. Однак після деформування при температурах, нижчих за температуру розчинення, наступні термообробки для одержання однорідного розподілу міжкристалітних виділень карбідів М 23С6 часто викликають неприйнятне зростання зерен по всій заготовці. Розмір зерен важко піддається регулюваннюД термообробки часто дають розміри зерен, більші, ніж ASTM № 3,0 (тобто номера за ASTM, менші, ніж 3,0). Крім того, у процесі деформування при температурах, нижчих за температуру розчинення, всі карбіди не розчиняються. В результаті міжкристалітний розподіл карбідів, отриманий при наступних термообробках, часто містить у собі великі стрічкові включення карбідів вздовж границь зерен, які були наявні між крупними зернами в попередньо відформованих заготовках, і не розчинилися перед деформуванням при температурах, нижчих за температури розчинення, у процесі деформування, або після нього. [0051] Способи, описані в цьому документі, зменшують або виключають аномальний зростання зерен, який створює нерівномірний розподіл розмірів зерен у макроскопічному масштабі, і дають виробу, що мають рівноосні зерна з розмірами зерен за ASTM № від 3,0 до 9,0, рівномірний розподіл розмірів зерен, міжкристалітні виділення карбідів М 23С6 які рівномірно розподілені вздовж границь зерен, і мінімальні внутршньокристалітні виділення карбідів М23С6. На першому із щонайменше двох етапів нагріваннязаготовка зі сплаву на основі нікелю нагрівається до температури, вищої за температуру розчинення карбідів,при якій розчиняються всі з карбідів М23С6, наявних у попередньо відформованій заготовці. На першому із щонайменше двох етапів деформування заготовка зі сплаву на основі нікелю деформується при температурі, вищій за температуру розчинення карбідів, наприклад, до зниження площі поперечного перерізу на 20 % - 70 %. Деформування при температурі, вищій за температуру розчинення карбідів, перешкоджає виділенню карбідів і дає однорідний розподіл розмірів зерен при розмірах зерен у діапазоні за ASTM № від 3,0 до 9,0. [0052] На другому із щонайменше двох етапів нагрівання заготовка зі сплаву на основі нікелю нагрівається до температури, нижчої за температуру розчинення карбідів. Заготовка стабілізується при температурах, нижчих за температури розчинення, і між першим етапом деформування й другим етапом нагрівання їй не дозволяють охолоджуватися до температури навколишнього середовища. Це зводить до мінімуму будь-яке виділення карбідів, оскільки матеріал заготовки не охолоджується в критичній зоні "виступу" кривої час - температура перетворення (ЧТП) (ізотермічного розпаду аустеніту) матеріалу, у якій кінетика виділення карбідів найшвидша. Зародкотворення й виділення карбідів при температурах, нижчих за температури розчинення карбідів, наприклад, у межах приблизно 167 °C від температури розчинення карбідів, відбувається дуже повільно. Це перешкоджає неконтрольованому виділенню карбідів. На другому із щонайменше двох етапів деформування заготовка зі сплаву на основі нікелю деформується при температурі, нижчій за температуру розчинення карбідів, наприклад, до зниження площі поперечного перерізу на 20 % - 70 %. Деформування при температурі, нижчій за температуру розчинення карбідів, зменшує різницю термічного розширення й власні внутрішні напруження в матеріалі, які, гадано, викликають аномальне зростання зерен у процесі наступних термообробок. 10 UA 112648 C2 5 10 15 20 25 30 35 40 45 50 55 60 [0053] Наведені далі приклади, які не мають обмежувального характеру й не вичерпні, призначені для додаткового опису різних, не обмежувальних і не вичерпних варіантів втілення, без обмеження обсягу варіантів втілення, розкритих у цьому описі. ПРИКЛАДИ [0054] Плавки зі сплаву 690 були підготовлені шляхом плавлення вихідних матеріалів, використовуючи ВІП. Хімічний склад плавок сплаву 690 відповідав стандарту ASTM В166-08: Технічні умови для бруса, прутка й дроту зі сплавів нікелю - хрому - заліза (UNS N06600, N06601, N06603, N06690, N06693, N06025, N06045, і N06696) і сплаву нікелю - хрому -кобальту молібдену (UNS N06617) (2008), і ASME SB-166: Технічні умови для бруса, прутка й дроту зі сплавів нікелю — хрому — заліза (UNS N06600, N06601, N06603, N06690, N06693, N06025, N06045, і N06696) і сплаву нікелю -хрому - кобальту - молібдену (UNS N06617) (2007), які включені як посилання в цей опис. [0055] Плавки ВІП відливалися у вигляді вихідних зливків, які використовувалися як електроди, що вводяться, для ЕШП. В результаті операції ЕШП виходили рафіновані циліндричні зливки, що мали діаметри приблизно 508 міліметрів. Ці зливки ЕШП піддавали гомогенізації, використовуючи стандартну технологію, і куванню в пресі для одержання циліндричних заготовок, що мали діаметри приблизно 356 міліметрів. [0056] Заготовки піддавали термомеханічній обробці відповідно до варіантів втілення, що не мають обмежувального характеру, способів, описаних у цьому документі, які охоплюють два етапи нагрівання й два етапи деформування. На першому етапі нагрівання заготовки нагрівалися в печі, що працює при температурах від 1093 °C до 1121 °C протягом щонайменше 6 годин часу витримування при заданій температурі. На першому етапі деформування нагріті заготовки піддавали ротаційному куванню до діаметрів приблизно 243 міліметра, що відповідає зменшенню площі поперечного перерізу приблизно на 53 %. Перший етап деформування включав чотири проходи через ротаційно-кувальну машину, причому кожний прохід давав зменшення площі поперечного перерізу приблизно на 17 % - 18 %. Коли починався перший етап деформування, уся заготовка перебувала при температурі в діапазоні приблизно від 1093 °C до 1121 °C. Під час проходів ротаційного кування температури поверхні заготовок біля штампа й поза штампом підтримувалися в діапазоні від 926 °C до 1121 °C протягом усіх чотирьох (4) проходів. [0057] Після закінчення ротаційного кування температурам поверхні заготовок не дозволяли знижуватися до температури навколишнього середовища, і заготовки негайно завантажувалися в піч, що працює при температурі 996 °C. На другому етапі нагрівання ковані заготовки нагрівалися в печі протягом приблизно 1,0 години, 2,0 годин, 4,0 годин або 8,0 годин часу витримування в печі. На другому етапі деформування нагріті заготовки піддавали ротаційному куванню вдруге до діаметрів приблизно 182 міліметра, що відповідає зменшенню площі поперечного перерізу приблизно на 44 % щодо проміжних діаметрів 243 міліметра. Другий етап деформування включав три проходи через ротаційно-кувальну машину, причому кожний прохід давав зменшення площі поперечного перерізу приблизно на 17 % -18 %. Коли починався другий етап деформування, уся заготовка перебувала при температурі приблизно 996 °C. Під час другого етапу деформування температури поверхні заготовки в штампа й поза штампом підтримувалися в діапазоні від 926 °C до 1121 °C для всіх трьох проходів. Після закінчення другого етапу деформування заготовки охолоджувалися на повітрі до температури навколишнього середовища. Сумарне зменшення площі поперечного перерізу, отримане в результаті двох етапів деформування, становило приблизно 74 %. [0058] Піддані подвійному нагріванню й подвійному ротаційному куванню заготовки відпалювалися при температурі 1024 °C протягом чотирьох (4) годин часу витримування при заданій температурі з наступним загартуванням у воді до температури навколишнього середовища. Загартовані заготовки піддавали старінню при температурі 727 °C протягом чотирьох (4) годин часу витримування при заданій температурі й охолоджували на повітрі до температури навколишнього середовища. [0059] Поперечні розрізи заготовок піддавали травленню, використовуючи стандартні технології, і макроструктура вивчалася за допомогою металографії. На фіг. 3А представлений металографічний зразок поперечного розрізу заготовки, нагрітої протягом приблизно 1 години часу витримування в печі, що працює при температурі 996 °C, між першим етапом деформування й другим етапом деформування. На фіг. 3В представлено металографічний зразок поперечного розрізу заготовки, нагрітої протягом приблизно 2 годин часу витримування в печі, що працює при температурі 996 °C, між першим етапом деформування й другим етапом деформування. На фіг. 3С представлено металографічний зразок поперечного розрізу заготовки, нагрітої протягом приблизно 4 годин часу витримування в печі, що працює при температурі 996 °C, між першим етапом 11 UA 112648 C2 5 10 15 20 25 деформування й другим етапом деформування. На фіг. 3D представлено металографічний зразок поперечного розрізу заготовки, нагрітої протягом приблизно 8 годин часу витримування в печі, що працює при температурі 996 °C, між першим етапом деформування й другим етапом деформування. [0060] Як показано на фіг. 3А й 3В, у заготовках, нагрітих протягом приблизно 1 години й 2 годин часу витримування в печі, що працює при температурі 996 °C розвивалася кільцеподібна ділянка аномального зростання зерен. Як показано на фіг. 3С і 3D, заготовки, нагріті протягом приблизно 4 годин і 8 годин часу витримування в печі, що працює при температурі 996 °C не проявляли аномального зростання зерен. Розмір зерен заготовок, нагрітих протягом приблизно 4 годин і 8 годин часу витримування в печі, перебував у діапазоні за ASTM № від 3,0 до 8,0, визначеному відповідно до ASTM Ε 112-10. У заготовках сформувалися міжкристалітні виділення карбідів М23С6, рівномірно розподілені вздовж границь зерен, і проявлялися мінімальні внутршньокристалітні виділення карбідів М23С6. [0061] Способи, розкриті в цьому описі, створюють вироби зі сплаву на основі нікелю, що мають мікроструктуру й макроструктуру, які забезпечують чудові властивості для критичних технічних застосувань, таких як, наприклад, елементи конструкції хіміко-технологічного устаткування й ВВЕР для виробництва ядерної енергії. Цей опис створений з посиланнями на різні, що не мають обмежувального характеру й не виняткові варіанти втілення. Однак фахівцеві має бути зрозуміло, що різні заміни, зміни або поєднання будь-яких розкритих варіантів втілення (або їх частин) можуть бути зроблені без відступу від обсягу даного опису. Таким чином, припускається й зрозуміло, що цей опис підтримує додаткові варіанти втілення, не викладені явно в цьому документі. Такі варіанти втілення можуть бути отримані, наприклад, шляхом об'єднання, зміни або перетворення кожного з розкритих етапів, компонентів, елементів, параметрів, аспектів, характеристик, обмежень і іншого в різних варіантах втілення, що не мають обмежувального характеру, розкритих у цьому описі. Таким чином, заявник залишає за собою право вносити виправлення у формулу винаходу в процесі розгляду заявки для додавання характеристик, по-різному викладених у даному описі, і такі виправлення відповідають вимогам статті 35 кодексу США, § 112, перший пункт, і статті 35 кодексу США, § 132(а). 30 ФОРМУЛА ВИНАХОДУ 35 40 45 50 55 60 1. Спосіб, який включає: перший етап нагрівання, що включає нагрівання заготовки зі сплаву на основі нікелю до температури в діапазоні від 1093 до 1163 °C, перший етап кування, що включає ротаційне кування нагрітої заготовки зі сплаву на основі нікелю до зменшення площі поперечного перерізу на 30-70 %, причому, коли починають перший етап кування, заготовка зі сплаву на основі нікелю знаходиться при температурі в діапазоні від 1093 до 1163 °C, другий етап нагрівання, що включає нагрівання підданої ротаційному куванню заготовки зі сплаву на основі нікелю до температури в діапазоні від 954 до 1052 °C, причому між закінченням першого етапу кування і початком другого етапу нагрівання піддану ротаційному куванню заготовку зі сплаву на основі нікелю підтримують при підвищеній температурі і не дозволяють їй охолоджуватися до температури навколишнього середовища, і другий етап кування, що включає ротаційне кування нагрітої заготовки зі сплаву на основі нікелю до зменшення площі поперечного перерізу на 20-70 %, причому, коли починають другий етап кування, заготовка зі сплаву на основі нікелю знаходиться при температурі в діапазоні від 954 до 1052 °C, причому заготовка зі сплаву на основі нікелю містить, мас. %: до 0,05 вуглецю, від 27,0 до 31,0 хрому, до 0,5 міді, від 7,0 до 11,0 заліза, до 0,5 марганцю, до 0,015 сірки, до 0,5 кремнію, щонайменше 58 нікелю і випадкові домішки. 2. Спосіб за п. 1, який відрізняється тим, що перший етап нагрівання включає нагрівання заготовки зі сплаву на основі нікелю в печі, яка працює при температурі від 1093 до 1163 °C, протягом щонайменше 6,0 годин часу витримки при заданій температурі. 3. Спосіб за п. 1, який відрізняється тим, що другий етап нагрівання включає нагрівання підданої ротаційному куванню заготовки зі сплаву на основі нікелю в печі, яка працює при температурі від 954 до 1052 °C, протягом більше ніж 2,0 годин часу витримки в печі. 4. Спосіб за п. 1, який відрізняється тим, що другий етап нагрівання включає нагрівання підданої ротаційному куванню заготовки зі сплаву на основі нікелю в печі, яка працює при температурі від 954 до 1052 °C, протягом 3,0-10,0 годин часу витримки в печі. 12 UA 112648 C2 5 10 15 20 25 30 35 40 45 50 55 5. Спосіб за п. 1, який відрізняється тим, що другий етап нагрівання включає нагрівання підданої ротаційному куванню заготовки зі сплаву на основі нікелю в печі, яка працює при температурі від 954 до 1052 °C, протягом 4,0-8,0 годин часу витримки в печі. 6. Спосіб за п. 1, який відрізняється тим, що додатково включає: вакуумне індукційне плавлення вихідних матеріалів для формування злитка зі сплаву на основі нікелю, переплавлення злитка зі сплаву на основі нікелю для формування рафінованого злитка зі сплаву на основі нікелю, причому переплавлення включає щонайменше одну операцію переплавлення, вибрану з групи, яка складається з вакуумно-дугового переплавлення і електрошлакового переплавлення, і об'ємне штампування в пресі рафінованого злитка зі сплаву на основі нікелю для формування заготовки зі сплаву на основі нікелю. 7. Спосіб за п. 1, який відрізняється тим, що додатково включає після двох етапів нагрівання і двох етапів кування: нагрівання заготовки зі сплаву на основі нікелю при температурі щонайменше 982 °C, але не більшій, ніж температура розчинення карбідів М23С6 сплаву на основі нікелю, протягом щонайменше 3,0 годин часу витримки при заданій температурі, і загартування заготовки у воді. 8. Спосіб за п. 1, який відрізняється тим, що додатково включає після двох етапів нагрівання і двох етапів кування: старіння заготовки зі сплаву на основі нікелю при температурі від 705 до 760 °C протягом щонайменше 3,0 годин часу витримки при заданій температурі, і охолоджування заготовки на повітрі. 9. Виріб, одержаний за допомогою способу за п. 1, який вибраний з групи, яка складається з бруса і круглого прутка. 10. Виріб за п. 9, який відрізняється тим, що він містить рівновісні зерна з розміром зерен по ASTM № від 3,0 до 9,0, рівномірний розподіл розмірів зерен, міжкристалітні виділення карбідів М23С6, рівномірно розподілені по металографічно розрізнюваних границях зерен, і по суті не містить металографічно розрізнюваних внутрішньокристалітних виділень карбідів М23С6. 11. Спосіб, який включає: перший етап нагрівання, що включає нагрівання заготовки зі сплаву на основі нікелю до температури, більшої, ніж температура розчинення карбідів М 23С6 сплаву на основі нікелю, перший етап деформації, що включає деформацію нагрітої заготовки зісплаву на основі нікелю до зменшення площі поперечного перерізу на 20-70 %, причому, коли починають перший етап деформації, заготовка зі сплаву на основі нікелю знаходиться при температурі, більшій, ніж температура розчинення карбідів М23С6, другий етап нагрівання, що включає нагрівання деформованої заготовки зі сплаву на основі нікелю до температури, більшої ніж 926 °C і меншої ніж температура розчинення карбідів М23С6 сплаву на основі нікелю, причому між закінченням першого етапу деформації і початком другого етапу нагрівання заготовку зі сплаву на основі нікелю, яка знаходиться в стані деформації, підтримують при підвищеній температурі і не дозволяють їй охолоджуватися до температури навколишнього середовища, і другий етап деформації, що включає деформацію нагрітої заготовки зі сплаву на основі нікелю до другого зменшення площі поперечного перерізу на 20-70 %, причому, коли починають другий етап деформації, заготовка зі сплаву на основі нікелю знаходиться при температурі, більшій ніж 926 °C і меншій ніж температура розчинення карбідів М23С6 сплаву на основі нікелю, причому заготовка зі сплаву на основі нікелю містить, мас. %: до 0,05 вуглецю, від 27,0 до 31,0 хрому, до 0,5 міді, від 7,0 до 11,0 заліза, до 0,5 марганцю, до 0,015 сірки, до 0,5 кремнію, щонайменше 58 нікелю і випадкові домішки. 12. Спосіб за п. 11, який відрізняється тим, що заготовка зі сплаву на основі нікелю містить, мас. %: до 0,05 вуглецю, від 28,0 до 30,0 хрому, до 0,25 міді, від 8,0 до 10,0 заліза, до 0,25 марганцю, до 0,010 сірки, до 0,25 кремнію, щонайменше 58 нікелю і випадкові домішки. 13. Спосіб за п. 11, який відрізняється тим, що перший етап деформації і другий етап деформації незалежно включають щонайменше одну операцію, вибрану з групи, яка складається з прокатування в прямих калібрах, розгорнення, роликового профілювання листового металу, об'ємного штампування в пресі, екструзії і ротаційного кування. 14. Спосіб за п. 11, який відрізняється тим, що перший етап деформації і другий етап деформації включають ротаційне кування. 13 UA 112648 C2 5 10 15 20 25 30 35 40 45 50 55 60 15. Спосіб за п. 11, який відрізняється тим, що перший етап нагрівання включає нагрівання заготовки зі сплаву на основі нікелю в печі, яка працює при температурі від 1093 до 1163 °C, протягом щонайменше 3,0 годин часу витримки при заданій температурі. 16. Спосіб за п. 11, який відрізняється тим, що другий етап нагрівання включає нагрівання заготовки зі сплаву на основі нікелю в печі, яка працює при температурі від 954 до 1052 °C, протягом більше ніж 2,0 годин часу витримки в печі. 17. Спосіб за п. 11, який відрізняється тим, що другий етап нагрівання включає нагрівання заготовки зі сплаву на основі нікелю в печі, яка працює при температурі від 954 до 1052 °C, протягом 3,0-10,0 годин часу витримки в печі. 18. Спосіб за п. 11, який відрізняється тим, що другий етап нагрівання включає нагрівання підданої ротаційному куванню заготовки зі сплаву на основі нікелю в печі, яка працює при температурі від 954 до 1052 °C, протягом 4,0-8,0 годин часу витримки в печі. 19. Спосіб за п. 11, який відрізняється тим, що додатково включає: вакуумне індукційне плавлення вихідних матеріалів для формування злитка зі сплаву на основі нікелю, переплавлення злитка зі сплаву на основі нікелю для формування рафінованого злитка зі сплаву на основі нікелю, причому переплавлення включає щонайменше одну операцію переплавлення, вибрану з групи, яка складається з вакуумно-дугового переплавлення і електрошлакового переплавлення, і об'ємне штампування в пресі рафінованого злитка зі сплаву на основі нікелю для формування заготовки зі сплаву на основі нікелю. 20. Спосіб за п. 11, який відрізняється тим, що додатково включає після двох етапів нагрівання і двох етапів деформації: нагрівання заготовки зі сплаву на основі нікелю при температурі щонайменше 982 °C, але не більшій, ніж температура розчинення карбідів М23С6 сплаву на основі нікелю, протягом щонайменше 3,0 годин часу витримки при заданій температурі, і загартування заготовки у воді. 21. Спосіб за п. 11, який відрізняється тим, що додатково включає після двох етапів нагрівання і двох етапів кування: старіння заготовки зі сплаву на основі нікелю при температурі від 705 до 760 °C протягом щонайменше 3,0 годин часу витримки при заданій температурі, і охолоджування заготовки на повітрі до температури навколишнього середовища. 22. Виріб, одержаний за допомогою способу за п. 11. 23. Виріб за п. 22, який відрізняється тим, що він включає довгомірний виріб, вибраний з групи, яка складається з бруса, круглого прутка і квадратного прутка. 24. Виріб за п. 22, який відрізняється тим, що він містить рівновісні зерна з розміром зерен по ASTM № від 3,0 до 9,0, рівномірний розподіл розмірів зерен, міжкристалітні виділення карбідів М23С6, рівномірно розподілені по металографічно розрізнюваних границях зерен, і по суті не містить металографічно розрізнюваних помітних внутрішньокристалітних виділень карбідів М23С6. 25. Спосіб, який включає: перший етап нагрівання, що включає нагрівання заготовки зі сплаву на основі нікелю до температури, більшої, ніж температура розчинення карбідів М 23С6 сплаву на основі нікелю, перший етап деформації, що включає деформацію нагрітої заготовки зі сплаву на основі нікелю до зменшення площі поперечного перерізу на 20-70 %, причому, коли починають перший етап деформації, заготовка зі сплаву на основі нікелю знаходиться при температурі, більшій, ніж температура розчинення карбідів М23С6, другий етап нагрівання, що включає нагрівання деформованої заготовки зі сплаву на основі нікелю до температури в діапазоні від 926 °C до меншої, ніж температура розчинення карбідів М23С6 сплаву на основі нікелю, причому між закінченням першого етапу деформації і початком другого етапу нагрівання заготовку зі сплаву на основі нікелю, яка знаходиться в стані деформації, підтримують при підвищеній температурі і не дозволяють їй охолоджуватися до температури навколишнього середовища, і другий етап деформації, що включає деформацію нагрітої заготовки зі сплаву на основі нікелю до другого зменшення площі поперечного перерізу на 20-70 %, причому, коли починають другий етап деформації, заготовка зі сплаву на основі нікелю знаходиться при температурі, більшій ніж 926 °C і меншій ніж температура розчинення карбідів М23С6 сплаву на основі нікелю. 26. Спосіб за п. 25, який відрізняється тим, що заготовка зі сплаву на основі нікелю містить, мас. %: до 0,05 вуглецю, від 27,0 до 31,0 хрому, до 0,5 міді, від 7,0 до 11,0 заліза, до 0,5 марганцю, до 0,015 сірки, до 0,5 кремнію, щонайменше 58 нікелю і випадкові домішки. 14 UA 112648 C2 5 10 15 20 25 30 35 40 45 50 55 60 27. Спосіб за п. 25, який відрізняється тим, що заготовка зі сплаву на основі нікелю містить, мас. %: до 0,05 вуглецю, від 28,0 до 30,0 хрому, до 0,25 міді, від 8,0 до 10,0 заліза, до 0,25 марганцю, до 0,010 сірки, до 0,25 кремнію, щонайменше 58 нікелю і випадкові домішки. 28. Спосіб за п. 25, який відрізняється тим, що перший етап деформації і другий етап деформації незалежно включають щонайменше одну операцію, вибрану з групи, яка складається з прокатування в прямих калібрах, розгорнення, роликового профілювання листового металу, об'ємного штампування в пресі, екструзії і ротаційного кування. 29. Спосіб за п. 25, який відрізняється тим, що перший етап деформації і другий етап деформації включають ротаційне кування. 30. Спосіб за п. 25, який відрізняється тим, що перший етап нагрівання включає нагрівання заготовки зі сплаву на основі нікелю в печі, яка працює при температурі від 1093 до 1163 °C, протягом щонайменше 3,0 годин часу витримки при заданій температурі. 31. Спосіб за п. 25, який відрізняється тим, що другий етап нагрівання включає нагрівання заготовки зі сплаву на основі нікелю в печі, яка працює при температурі від 926 до 1066 °C, протягом більше ніж 2,0 годин часу витримки в печі. 32. Спосіб за п. 25, який відрізняється тим, що другий етап нагрівання включає нагрівання заготовки зі сплаву на основі нікелю в печі, яка працює при температурі від 926 до 1066 °C, протягом 3,0-10,0 годин часу витримки в печі. 33. Спосіб за п. 25, який відрізняється тим, що другий етап нагрівання включає нагрівання підданої ротаційному куванню заготовки зі сплаву на основі нікелю в печі, яка працює при температурі від 926 до 1066 °C, протягом 4,0-8,0 годин часу витримки в печі. 34. Спосіб за п. 25, який відрізняється тим, що додатково включає: вакуумне індукційне плавлення вихідних матеріалів для формування злитка зі сплаву на основі нікелю, переплавлення злитка зі сплаву на основі нікелю для формування рафінованого злитка зі сплаву на основі нікелю, причому переплавлення включає щонайменше одну операцію переплавлення, вибрану з групи, яка складається з вакуумно-дугового переплавлення і електрошлакового переплавлення, і об'ємне штампування в пресі рафінованого злитка зі сплаву на основі нікелю для формування заготовки зі сплаву на основі нікелю. 35. Спосіб за п. 25, який відрізняється тим, що додатково включає після двох етапів нагрівання і двох етапів деформації: нагрівання заготовки зі сплаву на основі нікелю при температурі щонайменше 982 °C, але не більше, ніж температура розчинення карбідів М23С6 сплаву на основі нікелю, протягом щонайменше 3,0 годин часу витримки при заданій температурі, і загартування заготовки у воді. 36. Спосіб за п. 25, який відрізняється тим, що додатково включає після двох етапів нагрівання і двох етапів кування: старіння заготовки зі сплаву на основі нікелю при температурі від 705 до 760 °C протягом щонайменше 3,0 годин часу витримки при заданій температурі, і охолоджування заготовки на повітрі до температури навколишнього середовища. 37. Спосіб, який включає: перший етап нагрівання, що включає нагрівання заготовки зі сплаву на основі нікелю до температури, більшої, ніж температура розчинення карбідів М23С6 сплаву на основі нікелю, причому заготовка зі сплаву на основі нікелю містить, мас. %: до 0,05 вуглецю, від 27,0 до 31,0 хрому, до 0,5 міді, від 7,0 до 11,0 заліза, до 0,5 марганцю, до 0,015 сірки, до 0,5 кремнію, щонайменше 58 нікелю і випадкові домішки, перший етап деформації, що включає деформацію нагрітої заготовки зі сплаву на основі нікелю до зменшення площі поперечного перерізу на 20-70 %, причому, коли починають перший етап деформації, заготовка зі сплаву на основі нікелю знаходиться при температурі, більшій, ніж температура розчинення карбідів М23С6, другий етап нагрівання, що включає нагрівання деформованої заготовки зі сплаву на основі нікелю до температури в діапазоні від 926 до 1066 °C, причому між закінченням першого етапу деформації і початком другого етапу нагрівання заготовку зі спалу на основі нікелю, яка знаходиться в стані деформації, підтримують при підвищеній температурі і не дозволяють їй охолоджуватися до температури навколишнього середовища, і другий етап деформації, що включає деформацію нагрітої заготовки зі сплаву на основі нікелю до другого зменшення площі поперечного перерізу на 20-70 %, причому, коли починають другий етап деформації, заготовка зі сплаву на основі нікелю знаходиться при температурі, більшій ніж 926 °C і меншій ніж температура розчинення карбідів М23С6 сплаву на основі нікелю. 15 UA 112648 C2 5 10 15 20 25 30 38. Спосіб за п. 37, який відрізняється тим, що заготовка зі сплаву на основі нікелю містить, мас. %: до 0,05 вуглецю, від 28,0 до 30,0 хрому, до 0,25 міді, від 8,0 до 10,0 заліза, до 0,25 марганцю, до 0,010 сірки, до 0,25 кремнію, щонайменше 58 нікелю і випадкові домішки. 39. Спосіб за п. 37, який відрізняється тим, що перший етап деформації і другий етап деформації незалежно включають щонайменше одну операцію, вибрану з групи, яка складається з прокатування в прямих калібрах, розгорнення, роликового профілювання листового металу, об'ємного штампування в пресі, екструзії і ротаційного кування. 40. Спосіб за п. 37, який відрізняється тим, що перший етап нагрівання включає нагрівання заготовки зі сплаву на основі нікелю в печі, яка працює при температурі від 1093 до 1163 °C, протягом щонайменше 3,0 годин часу витримки при заданій температурі. 41. Спосіб за п. 37, який відрізняється тим, що другий етап нагрівання включає нагрівання заготовки зі сплаву на основі нікелю в печі, яка працює при температурі від 926 до 1066 °C, протягом більше ніж 2,0 годин часу витримки в печі. 42. Спосіб за п. 37, який відрізняється тим, що другий етап нагрівання включає нагрівання заготовки зі сплаву на основі нікелю в печі, яка працює при температурі від 926 до 1066 °C, протягом 3,0-10,0 годин часу витримки в печі. 43. Спосіб за п. 37, який відрізняється тим, що другий етап нагрівання включає нагрівання підданої ротаційному куванню заготовки зі сплаву на основі нікелю в печі, яка працює при температурі від 926 до 1066 °C, протягом 4,0-8,0 годин часу витримки в печі. 44. Спосіб за п. 37, який відрізняється тим, що додатково включає: вакуумне індукційне плавлення вихідних матеріалів для формування злитка зі сплаву на основі нікелю, переплавлення злитка зі сплаву на основі нікелю для формування рафінованого злитка зі сплаву на основі нікелю, причому переплавлення включає щонайменше одну операцію переплавлення, вибрану з групи, яка складається з вакуумно-дугового переплавлення і електрошлакового переплавлення, і об'ємне штампування в пресі рафінованого злитка зі сплаву на основі нікелю для формування заготовки зі сплаву на основі нікелю. 45. Спосіб за п. 37, який відрізняється тим, що додатково включає після двох етапів нагрівання і двох етапів кування: старіння заготовки зі сплаву на основі нікелю при температурі від 705 до 760 °C протягом щонайменше 3,0 годин часу витримки при заданій температурі, і охолоджування заготовки на повітрі до температури навколишнього середовища. 35 16 UA 112648 C2 17 UA 112648 C2 18 UA 112648 C2 Комп’ютерна верстка І. Скворцова Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 19
ДивитисяДодаткова інформація
Назва патенту англійськоюThermo-mechanical processing of nickel-base alloys
Автори англійськоюForbes Jones, Robin M., Rock, Christopher A.
Автори російськоюФорбз Джоунс Робин М., Рок Кристофер А.
МПК / Мітки
МПК: C22F 1/10, B21J 5/00, C22C 19/05
Мітки: термомеханічна, обробка, сплавів, нікелю, основі
Код посилання
<a href="https://ua.patents.su/21-112648-termomekhanichna-obrobka-splaviv-na-osnovi-nikelyu.html" target="_blank" rel="follow" title="База патентів України">Термомеханічна обробка сплавів на основі нікелю</a>
Спосіб активації сплавів на основі цирконію, хрому та нікелю для негативних електродів нікель-металогідридних джерел струму
Номер патенту: 71444
Опубліковано: 10.07.2012
Автор: Басараба Юрій Борисович
МПК: C25B 11/00, C22C 19/03, C22C 16/00, C22C 19/05
Мітки: джерел, сплавів, основі, електродів, нікель-металогідридних, цирконію, хрому, активації, нікелю, спосіб, негативних, струму
Формула / Реферат:
Спосіб активації сплавів на основі цирконію, хрому та нікелю для негативних електродів нікель-металогідридних джерел струму передбачає їх обробку у середовищі водню, термообробку у вакуумі та рідкий помел разом з порошком нікелю у планетарному кульовому млині.
Спосіб фінішної магнітно-абразивної обробки поверхонь циліндричних отворів деталей з високолегованих сплавів на основі нікелю
Номер патенту: 60523
Опубліковано: 25.06.2011
Автори: Роїк Тетяна Анатоліївна, Гавриш Олег Анатолійович, Острик Деніс Вікторович, Гавріш Анатолій Павлович, Віцюк Юлія Юріївна, Киричок Петро Олексійович, Мельник Олена Олексіївна, Макаров Артем Сергійович
МПК: G11B 5/127
Мітки: сплавів, магнітно-абразивної, обробки, поверхонь, спосіб, отворів, нікелю, фінішної, основі, деталей, високолегованих, циліндричних
Формула / Реферат:
Спосіб фінішної магнітно-абразивної обробки поверхонь циліндричних отворів деталей з високолегованих сплавів на основі нікелю, який включає розміщення робочого інструменту в циліндричному отворі співвісно з ним та з утворенням робочого зазору 0,05-0,20 мм між поверхнями інструменту і отвору, створення у робочому зазорі магнітного поля, розміщення в ньому феромагнітного абразивного порошку з розміром зерна 5-50 мкм та обертання робочого...
Спосіб фінішної магнітно-абразивної обробки поверхонь циліндричних отворів деталей з високолегованих магнітном’яких сплавів на основі нікелю
Номер патенту: 48386
Опубліковано: 10.03.2010
Автори: Роїк Тетяна Анатоліївна, Гавриш Олег Анатолійович, Губар Павло Олексійович, Гавріш Анатолій Павлович, Мельник Олена Олексіївна, Киричок Петро Олексійович, Віцюк Юлія Юріївна
МПК: G11B 5/127
Мітки: спосіб, циліндричних, обробки, високолегованих, фінішної, магнітном'яких, сплавів, основі, магнітно-абразивної, поверхонь, деталей, нікелю, отворів
Формула / Реферат:
Спосіб фінішної магнітно-абразивної обробки поверхонь циліндричних отворів деталей з високолегованих магнітном'яких сплавів на основі нікелю, який включає розміщення робочого інструмента в циліндричному отворі співвісно з ним та з утворенням робочого зазору між поверхнями інструмента і отвору, створення у робочому зазорі магнітного поля, розміщення в ньому феромагнітного абразивного порошку та обертання робочого інструмента навколо своєї осі,...
Спосіб отримання пустотілих виливків з жароміцних сплавів на основі нікелю
Номер патенту: 48858
Опубліковано: 12.04.2010
Автори: Педаш Олександр Федорович, Цивірко Едуард Іванович, Жеманюк Павло Дмитрович, Педаш Олексій Олександрович
МПК: B22C 3/00
Мітки: сплавів, спосіб, отримання, виливків, пустотілих, нікелю, жароміцних, основі
Формула / Реферат:
1. Спосіб одержання пустотілих виливків з жароміцних сплавів на основі нікелю, що включає формування внутрішньої порожнини виливків за допомогою керамічних стрижнів, поверхню яких покривають модифікатором з наступною тепловою обробкою, який відрізняється тим, що як модифікатор застосовують суспензію, що включає алюмінат кобальту та зв'язуючі компоненти.2. Спосіб за п. 1, який відрізняється тим, що як зв'язуючі компоненти застосовують...
Жароміцний сплав на основі нікелю
Номер патенту: 29272
Опубліковано: 16.10.2000
Автори: Клочихін Валерій Григорович, Лисенко Наталія Олексіївна, Кудін Вадим Валерійович, Цивірко Едуард Іванович
МПК: C22C 19/05
Мітки: жароміцний, основі, сплав, нікелю
Формула / Реферат:
Жароміцний сплав на основі нікелю, який містить вуглець, хром, кобальт, молібден, вольфрам, алюміній, титан, церій і бор, який відрізняється тим, що він додатково мітить гафній та цирконій при такому співвідношенні компонентів. мас. %: Вуглець 0,06-0,11 Хром 11,0-12,5 Кобальт 8-0-10,0 Молібден 3,8-4,5 ...
Попередній патент: Інкапсульована частинка
Наступний патент: Спосіб одержання щонайменше одного продукту із щонайменше одного газоподібного реагенту в суспензійному шарі
Випадковий патент: Пристрій для динамічного інерційного витягування хребта