Сталь і спосіб одержання листа із сталі
Номер патенту: 57775
Опубліковано: 15.07.2003
Автори: Бангару Нарасіма-Рау В., Фуджівара Казукі, Окагучі Шуджі, Хамада Масахіко, Комізо Ю-ійші, Петерсен Кліффорд В., Лутон Майкл Дж., Ку Джеянг
Формула / Реферат
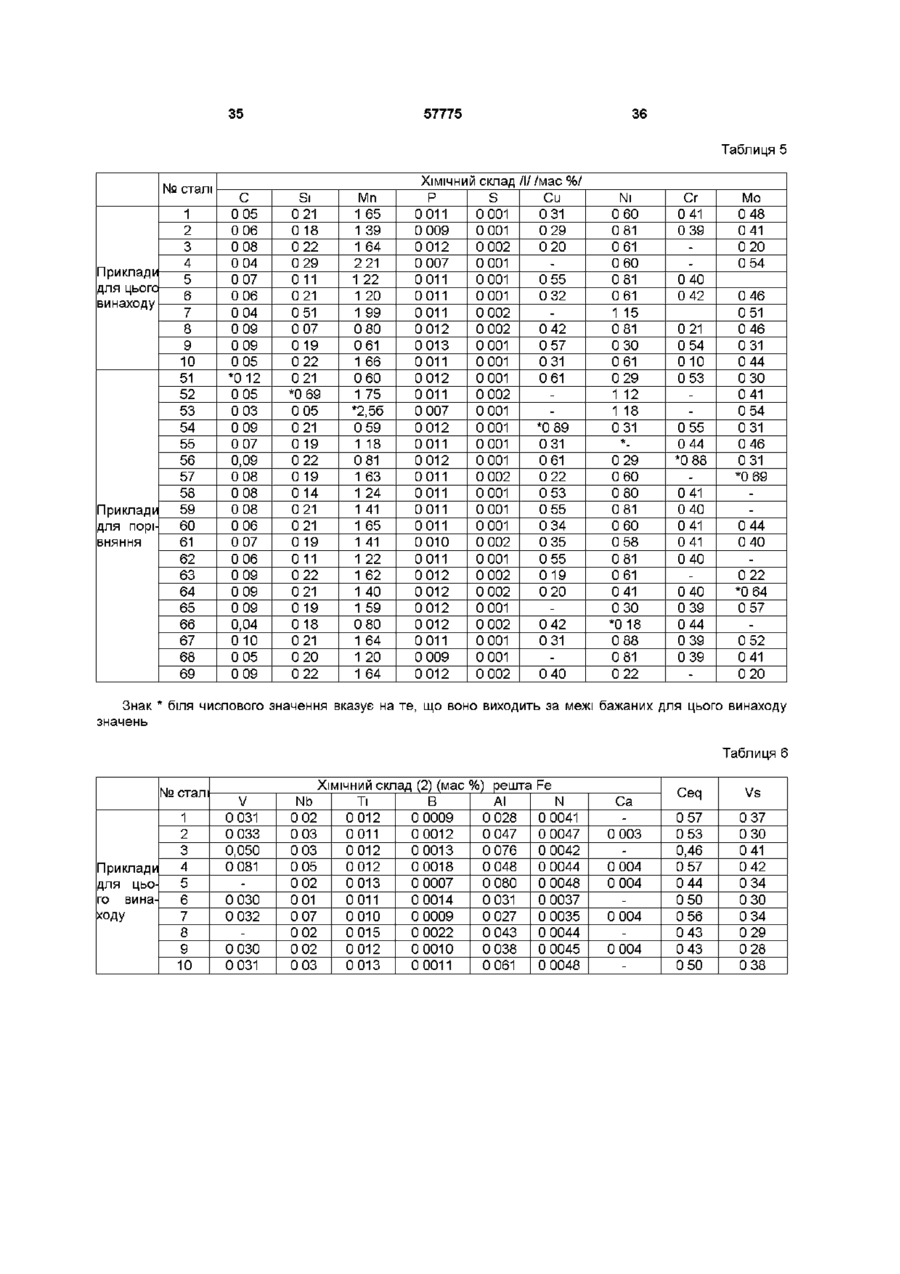
1. Сталь, що має межу міцності на розрив щонайменше 900 МПа (130 тис. фунтів на кв. дюйм) і яка містить залізо і такі добавки в мас. %:
С: від 0,02% до 0,1%;
Мn: від 0,2% до 2,5%;
Nі: від 0,2% до 1,2%;
Nb: від 0,01% до 0,1%;
Ті: від 0,005% до 0,03%;
N: від 0,001% до 0,006%;
а також інші домішки, у тому числі
Р: не більше 0,015%; і
S: не більше 0,003%;
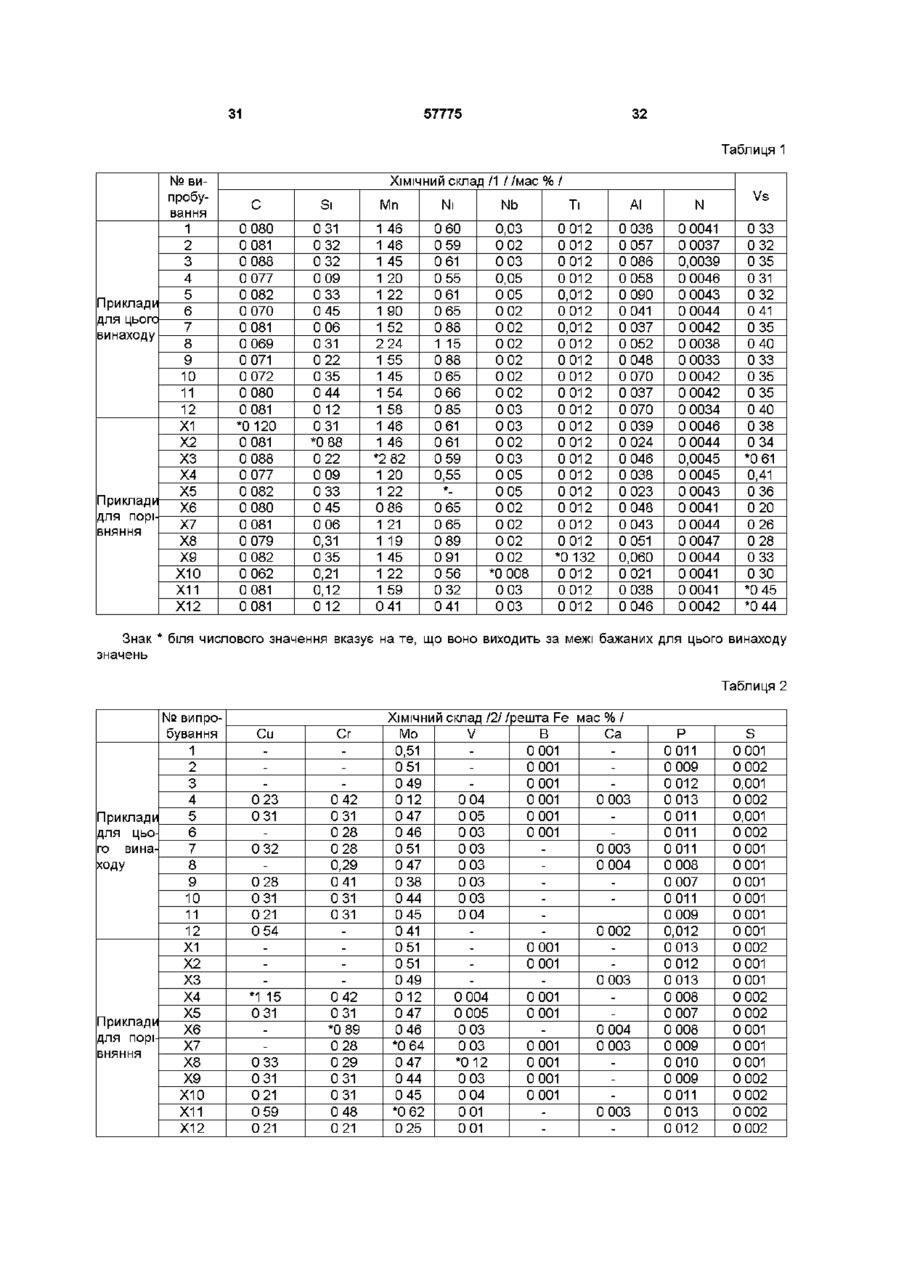
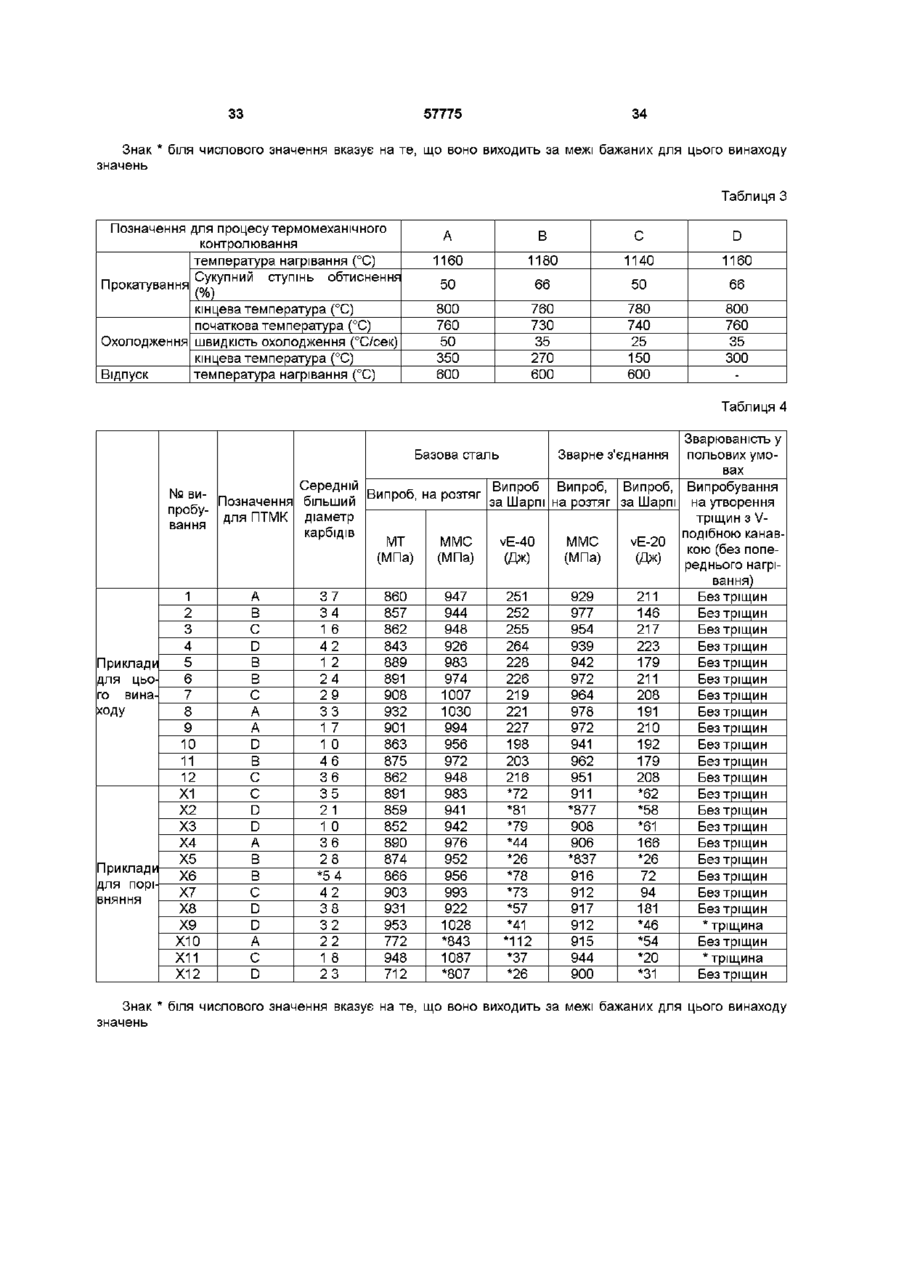
а також додатково містить карбід, частки якого мають розмір менший, ніж 5 мікрон, і при цьому згадана сталь має значення Vs у межах від 0,15 до 0,42 і яке визначається за наведеним нижче рівнянням (1):
Vs = С + (Мn/5) + 5Р – (Nі/10) – (Мо/15) + (Cu/10), (1)
в яке замість хімічного позначення атома кожного елемента підставляють вміст цього елемента в мас. % і де Vs означає індекс сегрегації біля центральної лінії.
2. Сталь за п. 1, яка відрізняється тим, що до її складу додатково вводять разом або незалежно одна від одної такі добавки в мас. %:
Sі: до 0,6%;
Аl: до 0,1%;
Сu: до 0,6%;
Сr: до 0,8%;
Мо: до 0,6%;
V: до 0,1%;
В: до 0,0025%; і
Са: до 0,006%,
3. Сталь за п. 1 або 2, яка відрізняється тим, що має значення Vs у межах від 0,28 до 0,42 і де Vs означає індекс сегрегації біля центральної лінії.
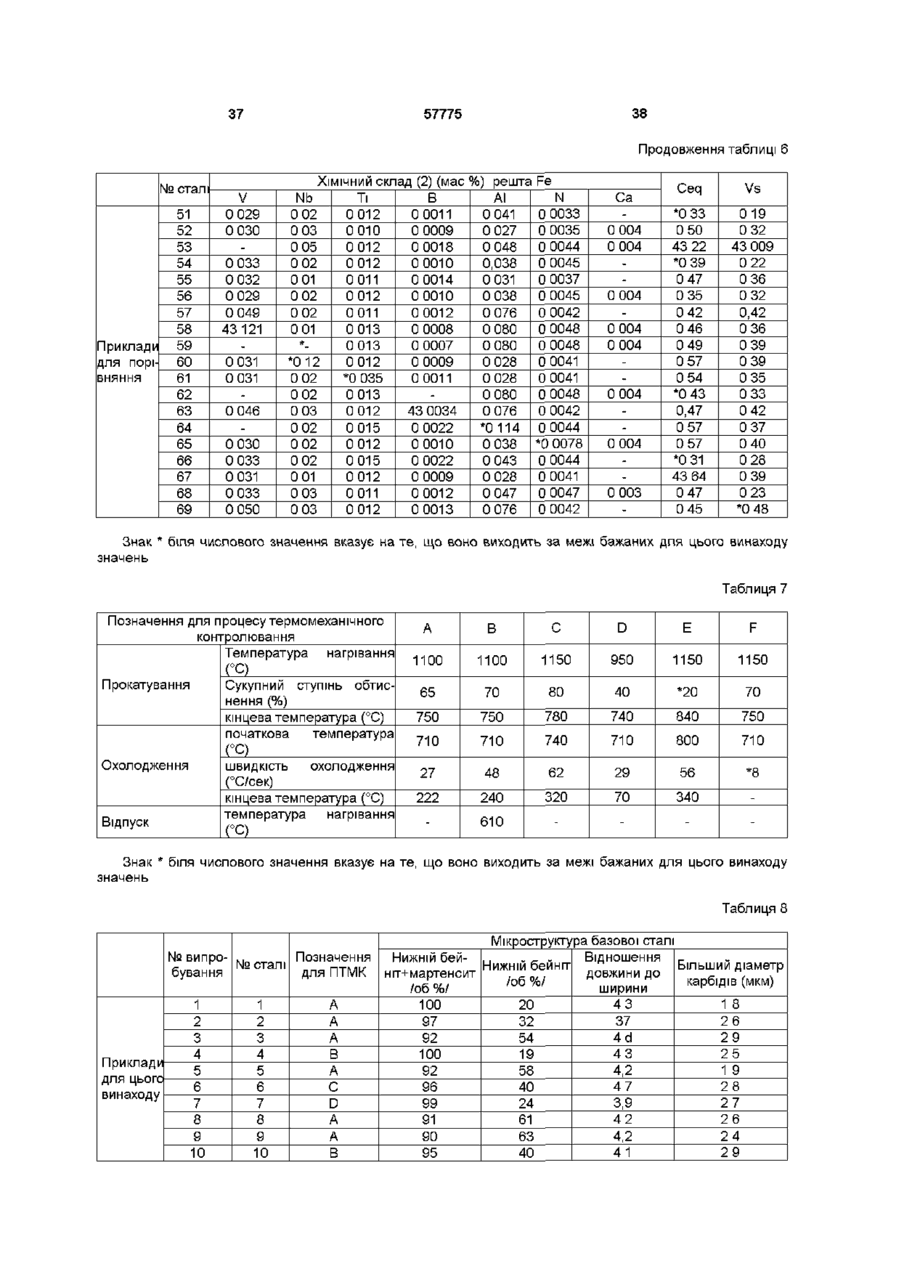
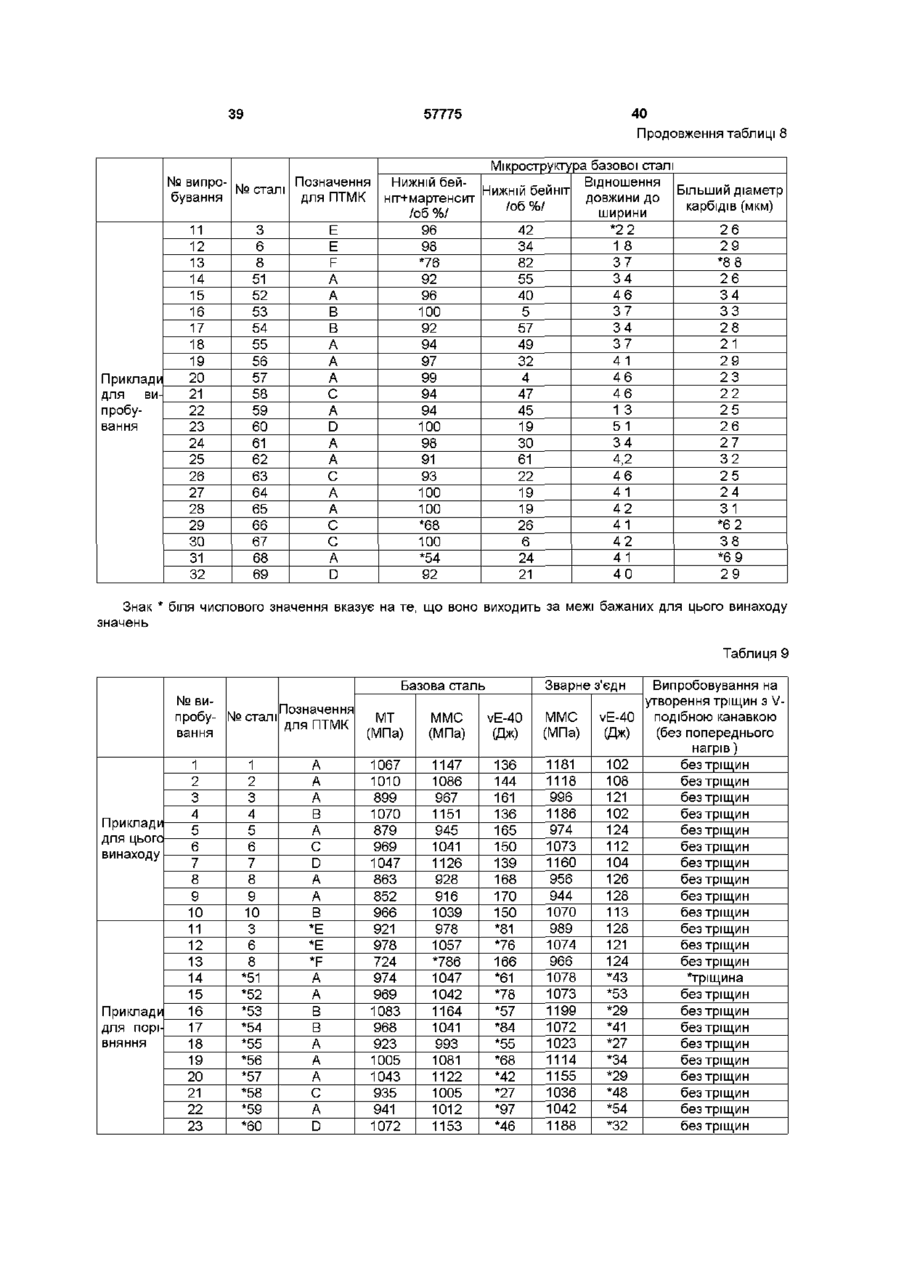
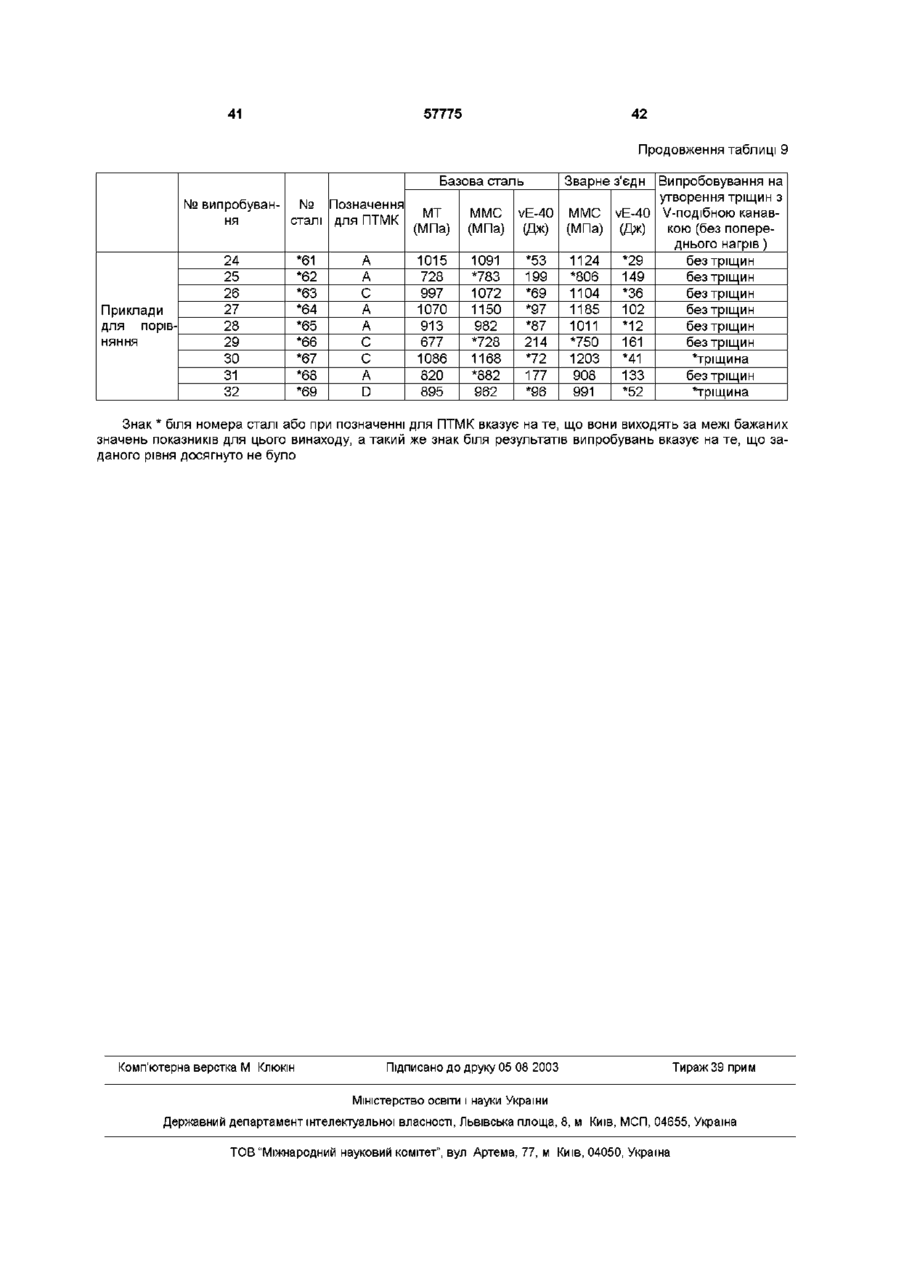
4. Сталь за п. 1 або 2, яка відрізняється тим, що додатково має мікроструктуру, яка містить змішану структуру, яка складається з мартенситу і нижнього бейніту, причому (І) згадана змішана структура займає щонайменше 90 об. % згаданої мікроструктури, (II) згаданий нижній бейніт займає щонайменше 2 об. % згаданої змішаної структури, a (III) вихідні аустенітні зерна мають відношення довжини до ширини щонайменше 3.
5. Сталь за п. 1 або 2, яка відрізняється тим, що додатково має значення Ceq у межах від 0,4 до 0,7, яке визначають за наведеним нижче рівнянням (2):
Ceq = С (Mn/6) + [(Сu + Ni)/15)] + [(Cr + Мо + V)/5], (2)
в яке замість хімічного позначення атома кожного елемента підставляють вміст цього елемента в мас. %.
6. Сталь за п. 1 або 2, яка відрізняється тим, що (а) додатково має мікроструктуру, що містить змішану структуру, що складається з мартенситу і нижнього бейніту, причому (І) згадана змішана структура складає щонайменше 90 об. % згаданої мікроструктури, (II) згаданий нижній бейніт складає щонайменше 2 об. % у вказаній змішаній структурі, a (III) вихідні аустенітні зерна мають відношення довжини до ширини щонайменше 3; і (б) додатково має значення Ceq в межах від 0,4 до 0,7, яке визначають за наведеним нижче рівнянням (2):
Ceq = С (Мn/6) + [(Сu + Ni)/15)] + [(Сr + Мо + V)/5], (2)
в яке замість хімічного позначення атома кожного елемента підставляють вміст цього елемента в мас. %.
7. Сталь за будь-яким із пп. 1 - 3, яка відрізняється тим, що містить манган у межах від 0,2 мас. % до 1,7 мас. % і бор в межах до 0,0003 мас. %.
8. Сталь за п. 1 або 2, яка відрізняється тим, що містить манган у межах від 0,2 мас. % до 1,7 мас. %, бор в межах до 0,0003 мас. % і значення Ceq у межах від 0,53 до 0,7, яке визначають за наведеним нижче рівнянням (2):
Ceq = С (Mn/6) + [(Сu + Ni)/15)] + [(Cr + Мо + V)/5], (2)
в яке замість хімічного позначення атома кожного елемента підставляють вміст цього елемента в мас. %.
9. Сталь за п. 1 або 2, яка відрізняється тим, що містить манган у межах від 0,2 мас. % до 1,7 мас. %, бор в межах до 0,0003 мас. %, значення Ceq в межах від 0,53 до 0,7, яке визначають за наведеним нижче рівнянням (2), і мікроструктуру, яка містить змішану структуру, яка складається з мартенситу і нижнього бейніту, причому (І) вказана змішана структура складає щонайменше 90 об. % від вказаної мікроструктури, (II) нижній бейніт складає щонайменше 2 об. % від змішаної структури, a (III) вихідні аустенітні зерна мають відношення довжини до ширини щонайменше 3:
Ceq = С (Mn/6) + [(Сu + Ni)/15)] + [(Cr + Мо + V)/5], (2)
куди замість хімічного позначення атома кожного елемента підставляють вміст цього елемента в мас. %.
10. Сталь за будь-яким із пп. 1 - 3, яка відрізняється тим, що містить манган у межах від 0,2 мас. % до 1,7 мас. % і бор у межах від 0,0003 мас. % до 0,0025 мас. %.
11. Сталь за п. 1 або 2, яка відрізняється тим, що містить манган у межах від 0,2 мас. % до 1,7 мас. %, бор в межах від 0,0003 мас. % до 0,0025 мас. % і значення Ceq в межах від 0,4% до 0,58, яке визначають за наведеним нижче рівнянням (2):
Ceq = С (Mn/6) + [(Сu + Ni)/15)] + [(Cr + Mo + V)/5], (2)
в яке замість хімічного позначення атома кожного елемента підставляють вміст цього елемента в мас. %.
12. Сталь за п. 1 або 2 , яка відрізняється тим, що містить манган у межах від 0,2 мас. % до 1,7 мас. %, бор в межах від 0,0003 мас. % до 0,0025 мас. %, значення Ceq в межах від 0,4 до 0,58, яке визначають за наведеним нижче рівнянням (2), і мікроструктуру, яка містить змішану структуру, яка складається з мартенситу і нижнього бейніту, причому (І) вказана змішана структура складає щонайменше 90 об. % від вказаної мікроструктури, (II) вказаний нижній бейніт займає щонайменше 2 об. % від вказаної змішаної структури, a (III) вихідні аустенітні зерна мають відношення довжини до ширини щонайменше 3:
Ceq = С (Mn/6) + [(Сu + Ni)/15)] + [(Cr + Mo + V)/5], (2)
куди замість хімічного позначення атома кожного елемента підставляють вміст цього елемента в мас. %.
13. Спосіб одержання листа із сталі, що має межу міцності на розрив щонайменше 900 МПа (130 тис. фунтів на кв. дюйм), який відрізняється тим, що складається з таких операцій:
а) нагрів сталевої плоскої прокатної заготовки до температури в межах від 950°С (1742°F) до 1250°C (2282°F);
б) гаряча прокатка згаданої сталевої плоскої прокатної заготовки за умови, що сукупний ступінь обтиснення при температурі не вищій за 950°С (1742°F) складає щонайменше 25% для формування товстолистової сталі;
в) завершення стадії гарячої прокатки при температурі не нижчій за температуру фазового перетворення Аr3 при охолодженні або ж 700°С (1292 °F), у залежності від того, яке з цих значень температури буде вищим; і
г) охолодження згаданої товстолистової сталі при температурі не нижчій за 700°С (1292°F) при швидкості охолодження в межах від 10°С/сек до 45°С/сек (від 18° F за секунду до 81 °F за секунду) при вимірі її в центральній по суті зоні згаданої товстолистової сталі доти, поки центральна зона згаданої товстолистової сталі не охолодиться до температури не вищої за 450°С (842° F),
і сталь містить залізо і такі добавки, що вказані в мас. %:
С: від 0,02% до 0,1%;
Мn: від 0,2% до 2,5%;
Nі: від 0,2% до 1,2%;
Nb: від 0,01% до 0,1%;
Ті: від 0,005% до 0,03%;
N: від 0,001% до 0,006%;
а також інші домішки, у тому числі
Р: не більше за 0,015%; і
S: не більше за 0,003%;
при цьому згадана сталь має розміри часток карбіду, що менші 5 мікрон, а значення Vs у межах від 0,15 до 0,42, яке визначають за наведеним нижче рівнянням (1):
Vs = С + (Mn/5) + 5Р-(Ni/10) – (Mo/15)+(Cu/10), (1)
в яке замість хімічного позначення атома кожного елемента підставляють вміст цього елемента в мас. % і де Vs означає індекс сегрегації біля центральної лінії.
14. Спосіб за п. 14, який відрізняється тим, що сталь додатково містить разом або окремо такі добавки в мас. %:
Sі: до 0,6%;
Аl: до 0,1%;
Сu: до 0,6%;
Сr: до 0,8%;
Мо: до 0,6%;
V: до 0,1%;
В: до 0,0025%; і
Са: до 0,006%,
15. Спосіб за п. 13 або 14, який відрізняється тим, що додатково містить операцію:
(д) відпускання вказаної товстолистової сталі при температурі не вищій за 675°C(1247°F).
16. Спосіб за п. 13 або 14, який відрізняється тим, що товстолистова сталь має значення Vs у межах від 0,28 до 0,42, і де Vs означає індекс сегрегації біля центральної лінії.
17. Спосіб за п. 13 або 14, який відрізняється тим, що сталь має мікроструктуру, яка містить змішану структуру, яка складається з мартенситу і нижнього бейніту, причому (І) згадана змішана структура складає щонайменше приблизно 90 об. % від згаданої мікроструктури, (II) згаданий нижній бейніт складає щонайменше 2 об. % від згаданої змішаної структури, a (III) вихідні аустенітні зерна мають відношення довжини до ширини щонайменше 3.
18. Спосіб за п. 13 або 14, який відрізняється тим, що товстолистова сталь має значення Ceq у межах від 0,4 до 0,7, яке визначають за наведеним нижче рівнянням (2):
Ceq = С (Mn/6) + [(Сu + Мі)/15)] + [(Cr + Мо + V)/5], (2)
в яке замість хімічного позначення атома кожного елемента підставляють вміст цього елемента в мас. %.
Текст
1 Сталь, що має межу МІЦНОСТІ на розрив щонайменше 900 МПа (130 тис фунтів на кв дюйм) і яка містить залізо і такі добавки в мас % С від 0,02% до 0 , 1 % , Мп від 0,2% до 2,5%, Ni від 0,2% до 1,2%, Nb від 0 , 0 1 % до 0 , 1 % , Ті ВІД 0,005% до 0,03%, N від 0 , 0 0 1 % до 0,006%, а також ІНШІ ДОМІШКИ, у т о м у числі Р не більше 0,015%, і S не більше 0,003%, а також додатково містить карбід, частки якого мають розмір менший, ніж 5 мікрон, і при цьому згадана сталь має значення Vs у межах від 0,15 до 0,42 і яке визначається за наведеним нижче рівнянням (1) Vs = С + (Mn/5) + 5Р - (Ni/10) - (Mo/15) + (Cu/10), (1) в яке замість ХІМІЧНОГО позначення атома кожного елемента підставляють вміст цього елемента в мас % і де Vs означає індекс сегрегації біля центральної ЛІНИ 2 Сталь за п 1, яка відрізняється тим, що до и складу додатково вводять разом або незалежно одна від одної такі добавки в мас % Si до 0,6%, АІ до 0,1%, Си до 0,6%, Сг до 0,8%, Мо до 0,6%, V до 0,1%, В до 0,0025%, і Са до 0,006%, 3 Сталь за п 1 або 2, яка відрізняється тим, що має значення Vs у межах від 0,28 до 0,42 і де Vs означає індекс сегрегації біля центральної лінії 4 Сталь за п 1 або 2, яка відрізняється тим, що додатково має мікроструктуру, яка містить змішану структуру, яка складається з мартенситу і нижнього бейніту, причому (І) згадана змішана структура займає щонайменше 90 об % згаданої мікроструктури, (II) згаданий нижній бейніт займає щонайменше 2 об % згаданої змішаної структури, a (III) ВИХІДНІ аустенітні зерна мають відношення довжини до ширини щонайменше З 5 Сталь за п 1 або 2, яка відрізняється тим, що додатково має значення Ceq у межах від 0,4 до 0,7, яке визначають за наведеним нижче рівнянням (2) Ceq = С (Mn/6) + [(Си + Ni)/15)] + [(Сг + Mo + V)/5], (2) в яке замість ХІМІЧНОГО позначення атома кожного елемента підставляють вміст цього елемента в мас % 6 Сталь за п 1 або 2, яка відрізняється тим, що (а) додатково має мікроструктуру, що містить змішану структуру, що складається з мартенситу і нижнього бейніту, причому (І) згадана змішана структура складає щонайменше 90 об % згаданої мікроструктури, (II) згаданий нижній бейніт складає щонайменше 2 об % у вказаній змішаній структурі, a (III) ВИХІДНІ аустенітні зерна мають відношення довжини до ширини щонайменше 3, і (б) додатково має значення Ceq в межах від 0,4 до 0,7, яке визначають за наведеним нижче рівнянням (2) Ceq = С (Mn/6) + [(Си + Ni)/15)] + [(Сг + Mo + V)/5], (2) в яке замість ХІМІЧНОГО позначення атома кожного елемента підставляють вміст цього елемента в мас % 7 Сталь за будь-яким із пп 1 - 3, яка відрізняється тим, що містить манган у межах від 0,2 мас % до 1,7 мас % і бор в межах до 0,0003 О ю 1 ю 57775 мас % 8 Сталь за п 1 або 2, яка відрізняється тим, що містить манган у межах від 0,2 мас % до 1,7 мас %, бор в межах до 0,0003 мас % і значення Ceq у межах від 0,53 до 0,7, яке визначають за наведеним нижче рівнянням (2) Ceq = С (Mn/6) + [(Си + Ni)/15)] + [(Сг + Mo + V)/5], (2) в яке замість ХІМІЧНОГО позначення атома кожного елемента підставляють вміст цього елемента в мас % 9 Сталь за п 1 або 2, яка відрізняється тим, що містить манган у межах від 0,2 мас % до 1,7 мас %, бор в межах до 0,0003 мас %, значення Ceq в межах від 0,53 до 0,7, яке визначають за наведеним нижче рівнянням (2), і мікроструктуру, яка містить змішану структуру, яка складається з мартенситу і нижнього бейніту, причому (І) вказана змішана структура складає щонайменше 90 об % від вказаної мікроструктури, (II) нижній бейніт складає щонайменше 2 об % від змішаної структури, a (III) ВИХІДНІ аустенітні зерна мають відношення довжини до ширини щонайменше З Ceq = С (Mn/6) + [(Си + Ni)/15)] + [(Сг + Mo + V)/5], (2) куди замість ХІМІЧНОГО позначення атома кожного елемента підставляють вміст цього елемента в мас % 10 Сталь за будь-яким із пп 1 - 3, яка відрізняється тим, що містить манган у межах від 0,2 мас % до 1,7 мас % і бор у межах від 0,0003 мас % до 0,0025 мас % 11 Сталь за п 1 або 2, яка відрізняється тим, що містить манган у межах від 0,2 мас % до 1,7 мас %, бор в межах від 0,0003 мас % до 0,0025 мас % і значення Ceq в межах від 0,4% до 0,58, яке визначають за наведеним нижче рівнянням (2) Ceq = С (Mn/6) + [(Си + Ni)/15)] + [(Сг + Mo + V)/5], (2) в яке замість ХІМІЧНОГО позначення атома кожного елемента підставляють вміст цього елемента в мас % 12 Сталь за п 1 або 2 , яка відрізняється тим, що містить манган у межах від 0,2 мас % до 1,7 мас %, бор в межах від 0,0003 мас % до 0,0025 мас %, значення Ceq в межах від 0,4 до 0,58, яке визначають за наведеним нижче рівнянням (2), і мікроструктуру, яка містить змішану структуру, яка складається з мартенситу і нижнього бейніту, причому (І) вказана змішана структура складає щонайменше 90 об % від вказаної мікроструктури, (II) вказаний нижній бейніт займає щонайменше 2 об % від вказаної змішаної структури, a (III) ВИХІДНІ аустенітні зерна мають відношення довжини до ширини щонайменше З Ceq = С (Mn/6) + [(Си + Ni)/15)] + [(Сг + Mo + V)/5], (2) куди замість ХІМІЧНОГО позначення атома кожного елемента підставляють вміст цього елемента в мас % 13 Спосіб одержання листа із сталі, що має межу МІЦНОСТІ на розрив щонайменше 900 МПа (130 тис фунтів на кв дюйм), який відрізняється тим, що складається з таких операцій а) нагрів сталевої плоскої прокатної заготовки до температури в межах від 950°С (1742°F) до 1250°C(2282°F), б) гаряча прокатка згаданої сталевої плоскої прокатної заготовки за умови, що сукупний ступінь обтиснення при температурі не вищій за 950°С (1742°F) складає щонайменше 25% для формування товстолистової сталі, в) завершення стадії гарячої прокатки при температурі не нижчій за температуру фазового перетворення Агз при охолодженні або ж 700°С (1292 °F), у залежності від того, яке з цих значень температури буде вищим, і г) охолодження згаданої товстолистової сталі при температурі не нижчій за 700°С (1292°F) при швидкості охолодження в межах від 10°С/сек до 45°С/сек (від 18° F за секунду до 81 °F за секунду) при вимірі її в центральній по суті зоні згаданої товстолистової сталі доти, поки центральна зона згаданої товстолистової сталі не охолодиться до температури не вищої за 450°С (842° F), і сталь містить залізо і такі добавки, що вказані в мас % С від 0,02% до 0 , 1 % , Мп від 0,2% до 2,5%, Ni від 0,2% до 1,2%, Nb від 0,01% до 0 , 1 % , Ті ВІД 0,005% до 0,03%, N від 0,001% до 0,006%, а також ІНШІ ДОМІШКИ, у т о м у числі Р не більше за 0,015%, і S не більше за 0,003%, при цьому згадана сталь має розміри часток карбіду, що менші 5 мікрон, а значення Vs у межах від 0,15 до 0,42, яке визначають за наведеним нижче рівнянням (1) Vs = С + (Mn/5) + 5P-(Ni/10) - (Mo/15)+(Cu/10), (1) в яке замість ХІМІЧНОГО позначення атома кожного елемента підставляють вміст цього елемента в мас % і де Vs означає індекс сегрегації біля центральної ЛІНИ 14 Спосіб за п 14, який відрізняється тим, що сталь додатково містить разом або окремо такі добавки в мас % Si до 0,6%, АІ до 0 , 1 % , Си до 0,6%, Сг до 0,8%, Мо до 0,6%, V до 0 , 1 % , В до 0,0025%, і Са до 0,006%, 15 Спосіб за п 13 або 14, ЯКИЙ відрізняється тим, що додатково МІСТИТЬ операцію (д) відпускання вказаної товстолистової сталі при температурі не вищій за 675°C(1247°F) 16 Спосіб за п 13 або 14, який відрізняється тим, що товстолистова сталь має значення Vs у межах від 0,28 до 0,42, і де Vs означає індекс сегрегації біля центральної лінії 17 Спосіб за п 13 або 14, який відрізняється тим, що сталь має мікроструктуру, яка містить змішану структуру, яка складається з мартенситу і нижнього бейніту, причому (І) згадана змішана структура складає щонайменше приблизно 90 об % від згаданої мікроструктури, (II) згаданий нижній бейніт складає щонайменше 2 об % від згаданої змішаної структури, a (III) ВИХІДНІ аустенітні зерна 57775 мають відношення довжини до ширини щонайменше З 18 Спосіб за п 13 або 14, який відрізняється тим, що товстолистова сталь має значення Ceq у межах від 0,4 до 0,7, яке визначають за наведеним нижче рівнянням (2) Предметом цього винаходу є сталь з високим опором до розриву, що має чудову ударну в'язкість за всією своєю товщиною, ВІДМІННІ властивості у зварних з'єднаннях і МІЦНІСТЬ, ЩО має межу МІЦНОСТІ до розриву (ММР), щонайменше, приблизно 900МПа (ІЗОтис, фунтів на кв дюйм) Більш точно предметом цього винаходу є товстолистова сталь з високим опором до розриву, яка призначена для будівництва магістральних трубопроводів для транспортування природного газу, сирої нафти і тому подібного, а також спосіб виробництва товстолистової сталі з високим опором до розриву В галузі трубопроводів для транспортування природного газу і сирої нафти повсюдно спостерігають прагнення до зниження транспортних витрат, заходи, що вживають з цією метою зосереджуються на підвищенні ефективності транспортування за рахунок підвищення максимального робочого тиску Стандартний ПІДХІД ДО вирішення питання про підвищення максимального робочого тиску пов'язаний із збільшенням товщини стінок магістрального трубопроводу, що виготовляється з марки сталі з низькою МІЦНІСТЮ Проте, у зв'язку зі збільшенням ваги конструкції такий засіб призводить до зниження продуктивності виконуваних на будівельному майданчику зварювальних робіт, а, значить, до загального зниження економічної ефективності будівництва трубопроводу Альтернативний ПІДХІД до вирішення даної проблеми полягає в обмеженні збільшення товщини стінок за рахунок підвищення МІЦНОСТІ матеріалу магістрального трубопроводу Наприклад, Американським нафтовим інститутом (АНІ) стандартизована сталь марки Х80, у зв'язку з чим ця сталь марки Х80 знайшла практичне застосування, Марка "Х80" означає, що межа текучості (МТ) складає, щонайменше, 551 МПа (80тис фунтів на кв дюйм) Виходячи з передбачуваного підвищення попиту на сталь, що має ще більш високу МІЦНІСТЬ, були запропоновані декілька способів виробництва сталі марки Х100 або марок сталі з більш високою МІЦНІСТЮ, заснованих на технології виробництва сталі марки Х80 Наприклад, були запропоновані така сталь і спосіб її виробництва, у яких МІЦНІСТЬ і ударна в'язкість підвищують завдяки забезпеченню дисперсійного твердіння з застосуванням Си і рафінуванню мікроструктури (див викладену заявку на японський патент №8104922) Крім того, також були запропоновані й ІНШІ марки сталі такого типу і способи їх виробництва, у яких підвищення МІЦНОСТІ й ударної в'язкості забезпечені за рахунок збільшення вмісту Мп і рафінування мікроструктури (див, заявки на євро 6 Ceq = С (Mn/6) + [(Си + Mi)/15)] + [(Сг + Mo + V)/5], (2) в яке замість ХІМІЧНОГО позначення атома кожного елемента підставляють вміст цього елемента в мас % пейські патенти ЕР 0753596А1 (WO 96/23083) і ЕР 0757113А1 (WO 96/23909) Проте, застосування вищевказаних марок сталі і способів їх виробництва пов'язано з виникненням таких проблем Перший із зазначених вище способів, у якому використовують дисперсійне твердіння, що здійснюване з застосуванням Си, дозволяє надати сталі як високу МІЦНІСТЬ, так і гарну зварюваність у польових умовах, але в зв'язку з присутністю виділень Си (є-Си фази), диспергованої у межах сталевої основи, цей спосіб у більшості випадків неефективний з огляду надання сталі достатньо високої ударної в'язкості Також, коли описану в другому з вказаних вище способів сталь із високим опором до розриву, що містить Мп у КІЛЬКОСТІ понад 1мас, %, отримують із застосуванням процесу безперервного розливу (процесу БР), спостерігають тенденцію до погіршення ударної в'язкості В центральній за товщиною зоні товстолистової сталі, яка обумовлена сегрегацією по центральній лінії Для сталі, що не може бути отримана за допомогою процесу безперервного розливу, тобто, для сталі, плоску прокатну заготовку з якої треба виготовляти за допомогою розливу сталі у виливниці і прокатки в обжимному станіблюмінгу, спостерігають тенденцію до одержання значно меншої КІЛЬКОСТІ продукції, що випускається, ніж у випадку організації виробництва із застосуванням процесу безперервного розливу Сталь, отриману з застосуванням процесу розливу її в виливниці, небажано використовувати в умовах масового виробництва, характерних для випуску труб для магістральних трубопроводів, через витрати, пов'язані із здійсненням процесу розливу сталі в виливниці Крім того, ВІДПОВІДНО до технічних рішень, що розкриті в патентах США №№ 5 545 269, 5 545 270 і 5 531 842, виданих на ім'я Ку і Лутона, встановлена практична ДОЦІЛЬНІСТЬ виробництва марок сталі, що мають чудову МІЦНІСТЬ, межу текучості, щонайменше, приблизно 830МПа (120тис фунтів на кв дюйм) і межу МІЦНОСТІ ДО розриву, щонайменше, приблизно 900МПа (ІЗОтис фунтів на кв дюйм), як попереднього продукту для виробництва труб магістрального трубопроводу Властивості МІЦНОСТІ марок сталі, запропонованих Ку і Лутоном у патенті США № 5 545 269, забезпечені за рахунок досягнення збалансованості між ХІМІЧНИМ складом сталі і технологією и виробництва, завдяки чому одержувана сталь має по суті однорідну мікроструктуру, що містить, в основному, дрібнозернистий мартенсит відпуску і бейніт, що додатково зміцнені виділеннями Є-МІДІ і деякими карбідами, нітридами або карбонітридами ванадію, ніобію і молібдену 57775 У патенті США № 5 545 269, виданому на ім'я Ку і Лутона, запропонований спосіб виробництва високоміцної сталі, при застосуванні якого сталь різко охолоджують з температури закінчення гарячої прокатки до температури, що не перевищує 400°С (752°F за температурною шкалою Фаренгейта) із швидкістю охолодження, щонайменше, 20°С за секунду (36°F за секунду), бажано - із швидкістю приблизно 30°С за секунду (54°F у секунду), з таким розрахунком, щоб при цьому одержати, в основному, мартенситну і бейнітну мікроструктуру Крім того, для одержання бажаної мікроструктури і бажаних властивостей, ВІДПОВІДНО до винаходу Ку і Лутона, необхідно, щоб товстолистова сталь була піддана повторній процедурі зміцнення за допомогою виконання додаткової технологічної операції, що передбачає відпуск товстолистової сталі, що охолоджується водою, при температурі, що не перевищує точки перетворення Асі при нагріванні, тобто, температури, при якій під час нагрівання починає утворюватися аустеніт, протягом періоду часу, достатнього для того, щоб викликати виділення Є-МІДІ і деяких згаданих карбідів, нітридів або карбонітридів ванадію, ніобію і молібдену Наявність додаткової технологічної операції відпуску, виконуваної після різкого охолодження цих марок сталі, забезпечує одержання співвідношення між межею текучості і межею МІЦНОСТІ до розриву, що перевищує 0,93, З погляду забезпечення кращої конструкції трубопроводу, бажано було б, щоб співвідношення між межею текучості і межею МІЦНОСТІ до розриву складало не більш, ніж приблизно 0,93 із збереженням при цьому високих значень опору до розриву Одним із засобів вирішення цієї проблем є забезпечення високого вмісту нікелю в сталі Патентом США № 5 545 263 передбачається забезпечити наявність нікелю в сталі в КІЛЬКОСТІ ДО 2мас % Проте, у залежності від вмісту карбону та інших легуючих елементів у сталі, наявність у и складі високого вмісту нікелю, наприклад, у КІЛЬКОСТІ, ЩО перевищує приблизно 1,5мас%, може призвести до погіршення зварюваності при зварюванні кільцевим швом, яке здійснюють під час будівництва трубопроводу, крім того, додаткове введення нікелю призводить до зростання витрат на легування Таким чином, метою цього винаходу є створення сталі з високим опором до розриву, що має гарне співвідношення між межею текучості і межею МІЦНОСТІ до розриву, тобто, не більш, ніж приблизно 0,93, і яку можна виробляти за допомогою процесу безперервного розливу, і яка відрізняється чудовою ударною в'язкістю за всією товщиною, ВІДМІННИМИ властивостями у зварних з'єднаннях і має ММР (межу МІЦНОСТІ до розриву), щонайменше, приблизно 900МПа (ІЗОтис фунтів на кв дюйм), енергію удару при температурі -40°С (-40°F) наприклад, vE при -40°С, що перевищує значення приблизно в 120Дж (90футо-фунтів) Інші ЦІЛІ ЦЬОГО винаходу полягають у створенні таких марок сталі, які мають гарну зварюваність, не дають тріщин при зварюванні і мають енергію удару при температурі -20°С (-4°F), наприклад, vE при -20°С у зоні термічного впливу (ЗТВ), або у зварному 8 з'єднанні, що перевищує значення приблизно в 70Дж (52футо-фунти) Здійснюючи спробу одержати сталь із високим опором до розриву, що має межу МІЦНОСТІ ДО розриву (ММР), щонайменше, приблизно 900МПа (ІЗОтис фунтів на кв дюйм) і чудову ударну в'язкість за всією своєю товщиною, навіть у тому випадку, коли плоску прокатну заготовку виготовляють з неї за допомогою процесу безперервного розливу, автори цього винаходу дослідили цілий ряд марок сталі, що мають різноманітний склад, і при цьому встановили таке Коли сталь із високим опором до розриву, що має вміст Мп, щонайменше, приблизно 1мас%, виробляють за допомогою процесу безперервного розливу, обмеження значення Vs, яке визначається з наведеного нижче рівняння (1), величиною, що не досягає більш, ніж приблизно 0,42, дозволяє значною мірою зменшити сегрегацію біля центральної лінії Отже, спостерігають істотне підвищення ударної в'язкості В центральній зоні товщини стінки Коли вміст Мг| складає менше за приблизно 1,7мас%, вказане вище обмеження по Vs стає особливо ефективним Vs = С + (Mn/5) + 5Р - Ni/10) - Mo/15) + Cu/10), (1) куди замість ХІМІЧНОГО позначення атома кожного елемента підставляють вміст цього елемента (в мас %) Виникнення крихкого зламу потребує наявності якогось дефекту, який виступає центром зародження крихкого зламу 3 підвищенням ММР (межі МІЦНОСТІ до розриву) сталі відбувається зменшення критичного розміру дефекту, необхідного в більшості випадків для того, щоб почався крихкий злам Карбіди, наприклад, такі як цементит, що добре диспергуються в сталі, є істотно важливими для забезпечення зміцнення дисперсними частками, але при цьому вони можуть вважатись і свого роду дефектом з погляду крихкого зламу, оскільки вони самі дуже тверді і крихкі ВІДПОВІДНО, ІЗ ЦІЄЇ причини для сталі з високим опором до розриву розмір часток карбідів бажано було б обмежувати визначеним рівнем Початок крихкого зламу визначається швидше максимальним розміром часток карбідів, а не їх середнім розміром Іншими словами, центром зародження для крихкого зламу служить частка карбіду, яка має максимальний розмір Незважаючи на те, що середній розмір часток якоюсь мірою пов'язаний з максимальним розміром часток карбідів, важливо в технічних умовах зазначити максимальний розмір часток карбіду з тим, щоб одержати можливість проконтролювати ударну в'язкість сталі Вимога щодо зазначення в технічних умовах максимального розміру часток карбідів поширюється не тільки на центральну за товщиною зону товстолистової сталі, але також і на всю іншу частину за товщиною товстолистової сталі Проте, більш важливо зазначити в технічних умовах цей розмір для центральної або ж, по суті, центральної за товщиною зони товстолистової сталі, де виявляється тенденція до концентрації С, Мп і подібних їм елементів Сталь із високим опором до розриву, що має кращу збалансованість між ударною в'язкістю і МІЦНІСТЮ, можна одержати, забезпечивши вико 57775 нання такої умови у відношенні мікроструктури змішана структура мартенситу і бейніту повинна займати, щонайменше, 90об % всієї мікроструктури, нижній бейніт повинен займати, щонайменше, 2об % цієї змішаної структури, а співвідношення довжини до ширини (згідно наведеному тут нижче визначенню) для попереднього аустенітного зерна повинне бути від кориговано таким чином, щоб складати, щонайменше, 3 ВІДПОВІДНО ДО визначення, прийнятого в цьому описі винаходу і у формулі винаходу, що додається до нього, відношення довжини до ширини для аустенітного зерна в нерекристалізованому стані, або для попереднього аустенітного зерна, характеризується таким чином відношення довжини до ширини = діаметру (довжині) витягнутого зерна в напрямку прокатки, поділеному на діаметр (ширину) аустенітного зерна, виміряного в напрямку за товщиною товстолистової сталі Суть цього винаходу полягає в створенні сталі з високим опором до розриву і способу виробництва цієї сталі, описаних нижче (1) Сталь із високим опором до розриву, що має межу МІЦНОСТІ до розриву, щонайменше, приблизно 900МПа (ІЗОгис фунтів на кв дюйм) і такий склад, наведений у мас % карбон (С) від приблизно 0,02% до приблизно 0,1%, СИЛІЦІЙ (SI) не більше за приблизно 0,6%, манган (Мп), від приблизно 0,2% до приблизно 2,5%, нікель (Ni) від приблизно 0,2% до приблизно 1,2%, ніобій (Nb), від приблизно 0, 0 1 % до приблизно 0,1%, титан (Ті), ВІД приблизно 0,005% до приблизно 0,03%, алюміній (АІ),не більш, ніж приблизно 0,1%, нітроген (N), від приблизно 0,001% до приблизно 0,006%, купрум (Си) від 0% до приблизно 0,6%, хром (Сг) від 0% до приблизно 0,8%, молібден (Мо) від 0% до приблизно 0,6%, ванадій (V) від 0% до приблизно 0,1%, бор (В) від 0% до приблизно 0,0025%, а також кальцій (Са) від 0% до приблизно 0,006%, при цьому значення Vs, визначене з наведеного нижче рівняння (1), знаходиться в межах бажано від приблизно 0,15, а бажаніше, від приблизно 0,28 до приблизно 0,42, фосфор (Р) і сульфур (S) у числі інших домішок містяться в КІЛЬКОСТІ не більш, ніж приблизно 0,015мас% і, ВІДПОВІДНО, не більш, ніж приблизно О.ООЗмас %, а частки карбіду, які містяться в сталі, мають розмір не більш, ніж приблизно 5мкм у подовжньому напрямку Vs = С + (Mn/5) + 5Р - (Ni/10) - (Mo/15) + Cu/10), (1) куди замість ХІМІЧНОГО позначення атома кожного елемента підставляють вміст цього елемента (в мас %) (2) Сталь із високим опором до розриву, що відповідає наведеному в пункті (1) опису, у якій мікроструктура задовольняє наступній умові (а) (а) Змішана структура, що по суті містить мартенсит і нижній бейніт, що складають, щонайменше, приблизно 90об % мікроструктури, нижній бейніт складає, щонайменше, приблизно 2об % цієї змішаної структури, а відношення довжини до ширини для попередніх аустенітних зерен складає, щонайменше, приблизно З (3) Сталь із високим опором до розриву, що відповідає наведеному тут вище в пункті (1) опису, у якому значення Ceq, визначене з наведеного 10 нижче рівняння (2), знаходиться в межах від приблизно 0,4 до приблизно 0,7, Ceq= С (Mn/6) + [(Си + Ni)/15) + (Cr + Mo + V)/5], (2) куди замість ХІМІЧНОГО позначення атома кожного елемента підставляють вміст цього елемента (у мас %) (4) Сталь із високим опором до розриву, що відповідає наведеному вище в пункті (1) опису, у якому мікроструктура задовольняє наступній умові (а), а значення Ceq знаходиться в межах від приблизно 0,4 до приблизно 0,7 (а) Змішана структура, що по суті містить мартенсит і нижній бейніт, що складають, щонайменше, приблизно 90об % мікроструктури, нижній бейніт складає, щонайменше, приблизно 2об % цієї змішаної структури, а відношення довжини до ширини для попереднього аустеніту складає, щонайменше, приблизно З (5) Сталь, що по суті не містить бору, із високим опором до розриву, що відповідає наведеному вище в пункті (1) опису, у якій вміст мангану знаходиться в межах від приблизно 0,2мас % до приблизно 1,7маса%, бажано, виключаючи 1,7масс%, а вміст бору знаходиться в межах від 0 мас % до приблизно О.ОООЗмас % (6) По суті сталь, що не містить бору, із високим опором до розриву, що відповідає наведеному вище в пункті (2) опису, у якій вміст мангану знаходяться в межах від приблизно 0,2мас % до приблизно 1/7мас %, переважно, виключаючи 1,7мас%, а вміст бору знаходиться в межах від Омас % до приблизно О.ОООЗмас % (7) Сталь, що не містить бору, із високим опором до розриву, що відповідає наведеному тут вище в пункті (3) опису, у якій вміст мангану знаходяться в межах від приблизно 0,2мас % до приблизно 1,7мас %, переважно, виключаючи 1,7мас%, вміст бору знаходиться в межах від Омас % до приблизно О.ОООЗмас %, а значення Ceq знаходиться в межах від приблизно 0,53 до приблизно 0,7 (8) Сталь, що не містить бору, із високим опором до розриву, що відповідає наведеному тут вище в пункті (4) опису, у якій вміст мангану знаходиться в межах від приблизно 0,2мас % до приблизно 1,7мас %, переважно, виключаючи 1,7мас%, вміст бору знаходиться в межах від Омас % до приблизно О.ОООЗмас %, а значення Ceq знаходиться в межах від приблизно 0,53 до приблизно 0,7 (9) Сталь із високим опором до розриву, що відповідає наведеному вище в пункті (1) опису, у якій вміст мангану знаходиться в межах від приблизно 0,2мас % до приблизно 1,7мас%, а переважно, виключаючи 1,7мас%, а вміст бору знаходиться в межах від приблизно О.ОООЗмас % до приблизно 0,0025мас % (10) Сталь із високим опором до розриву, що відповідає наведеному вище в пункті (2) опису, у якій вміст мангану знаходиться в межах від приблизно 0,2мас % до приблизно 1,7масс %, а переважно, виключаючи 1,7масс%, а вміст бору знаходиться в межах від приблизно О.ОООЗмас % до приблизно 0,0025мас % (11) Сталь із високим опором до розриву, що відповідає наведеному вище в пункті (3) опису, у 11 57775 12 якій ВМІСТ мангану знаходиться в межах від приелементи в малих кількостях, які вводять до склаблизно 0,2мас % до приблизно 1,7масс %, а переду сталі додатково з метою отримання ВІДПОВІДНОважно, виключаючи 1,7мас%, вміст бору знахоГО результату, що звичайно спостерігають при надиться в межах від приблизно О.ОООЗмас % до явності в сталі таких елементів у малих кількостях, приблизно 0,0025мас %, а значення Ceq знахоНаприклад, для того, щоб проконтролювати фордиться в межах від приблизно 0,4 до приблизно му включень і підвищити ударну в'язкість у межах 0,58 отриманої при зварюванні зони термічного впливу (12) Сталь із високим опором до розриву, що (ЗТВ), до складу сталі можуть бути введені в мавідповідає наведеному вище в пункті (4) опису, у лих кількостях рідкоземельні елементи або ж ІНШІ, якій вміст мангану знаходиться в межах від приподібні їм елементи близно 0,2мас % до приблизно 1,7масс%, а, баУ одному з варіантів здійснення цього винахожано, виключаючи 1,7мас%, вміст бору знаходу, "карбіди" можна спостерігати при розгляді ексдиться в межах від приблизно 0,0003 мас % до тракційної репліки мікроструктури сталі під електприблизно 0,0025мас %, а значення Ceq знахоронним мікроскопом Стосовно до цього опису диться в межах від приблизно 0,4 до приблизно винаходу, термін "розмір у подовжньому напрямку" 0,58 відноситься до "найбільшого діаметра" частки карбіду, що має максимальний розмір, серед усіх (13) Спосіб виробництва товстолистової сталі часток карбідів, що спостерігають при приблизно з високим опором до розриву з ХІМІЧНИМ складом, 2900-кратнрму збільшенні в полі зору електронноякий відповідає наведеному вище в будь-якому з го мікроскопа Стосовно до даного опису винаходу пунктів (1), (2), (3), (4), (5), (6), (7), (8), (9), (10), (11) і формули винаходу, що додана до нього, поняття або (12) опису, причому вказаний спосіб передба"розмір часток карбіду" являє собою середнє значає виконання стадій нагрівання сталевої плоскої чення розміру в подовжньому напрямку для часток прокатної заготовки до температури в межах від карбідів, що мають максимальний розмір, і які споприблизно 950°С (1742°F) до приблизно 1250°С стерігали приблизно в 10 полях екстракційної реп(2282°F), гарячої прокатки цієї сталевої плоскої ліки при вимірі за допомогою електронного мікропрокатної заготовки за умови, що сукупний ступінь скопа при приблизно 2000-кратному збільшенні обтиснення при температурі не вищій за приблизЦей розмір часток карбіду, або середнє значення но 950°С (1742°F) складає, щонайменше, приблидля часток карбіду, що мають максимальний роззно 25%, завершення гарячої прокатки при темпемір, або середнє значення максимального розміру ратурі не нижче, ніж температура фазового в подовжньому напрямку, при вимірі їх у кожній із перетворення Агз при охолодженні (тобто, темпетаких зон у центральній зоні або по суті центральратура, при якій аустеніт починає перетворюватиній за товщиною зоні товстолистової сталі, у зоні ся у ферит під час охолодження), або приблизно на глибині 1/4 частини товщини товстолистової 700°С (1292°F), у залежності від того, яка з них сталі й у поверхневому шарі - бажано було б вибуде вищою, а також охолодження гарячекатаної тримати в рамках згаданих вище меж товстолистової сталі з температури не нижче, ніж приблизно 700°С (1292°F), при швидкості охолоКоли вищезгадана мікроструктура містить задження в межах від приблизно 10°С/сек до прилишковий аустеніт у якості іншої структури, на відблизно 45°С/сек (від приблизно 18°F за секунду до міну від мартенситу і нижнього бейніту, відсоткоприблизно 81 °F за секунду) при вимірі її в центравий вміст залишкового аустеніту за об'ємом можна льній зоні, або по суті в центральній зоні товстоливизначити за допомогою рентгенографії Крім марстової сталі доти, доки ця центральна зона або по тенситу і нижнього бейніту у вищезгаданій змішасуті центральна зона не охолоне до температури ній структурі можна також розрізнити й ІНШІ фази, приблизно 450°С (842°F) або ж до нижчої темпенаприклад, верхній бейніт або перліт, спостерігаратури ючи метал, що протравлений пікралем, в оптичний мікроскоп Крім того, оскільки карбід має характер(14) Спосіб виробництва товстолистової сталі ну морфологічну особливість, у кожній з цих струкз високим опором до розриву, який відповідає натур, можна також розпізнати карбід, спостерігаючи веденому вище в пункті (13) опису, причому вказакарбідну екстракційну репліку в електронний мікний спосіб додатково передбачає виконання стадії роскоп приблизно при 2000-кратному збільшенні відпуску прокатаної товстолистової сталі при темКоли при застосуванні вищезгаданих засобів таке пературі не вищій за приблизно 675°С (1247°F) розпізнавання утруднене, для того, щоб домогтися Розглянуту вище згідно з винаходом сталь петакого розпізнавання, можна вдатися до спостередбачають виробляти, головним чином, із застореження тонкого зразка в просвічувальний електсуванням процесу безперервного розливу, але її ронний мікроскоп У зв'язку, із тим, що даний засіб також можна виробляти і з застосуванням процесу передбачає проведення спостереження при велирозливу сталі у виливниці ВІДПОВІДНО, у контексті кому збільшенні, достатньо надійний результат даного опису винаходу, а також у формулі винахоможе бути отриманий тільки при спостереженні ду, що додається, в якості "сталевої плоскої процілого ряду полів зору, наприклад, приблизно 10 катної заготовки" може фігурувати отримана за або більше допомогою безперервного розливу сталева плоска прокатна заготовка або ж плоска прокатна заготовка, отримана за допомогою прокатки злитка в обтискному стані-блюмінгу Розглянута вище сталь може містити не тільки легуючі компоненти в кількостях, граничні значення яких зазначені вище, але також і деякі ВІДОМІ Для того, щоб визначити відсотковий вміст нижнього бейніту за об'ємом в змішаній структурі, що складається з мартенситу і нижнього бейніту, ВІДПОВІДНО до наведеного вище опису, можна провести спостереження карбідної екстракційної репліки або тонкого зразка в електронний мікроскоп 14 13 57775 ВІДПОВІДНО ДО ІНШОГО способу дослідження, можна Нижче розглядається причина, з якої для цьостосовно до досліджуваної сталі змоделювати го винаходу зазначені вище ВІДПОВІДНІ обмеження, термокшетичну діаграму при деформації Таку У нижченаведеному описі, позначення "%", що діаграму можна одержати, використовуючи діючу стоїть після позначення ВІДПОВІДНОГО легуючого випробувальну машину Формастера, а для окреелемента означає"мас %" мих значень швидкості охолодження можна проХІМІЧНИЙ склад вести точний вимір відсоткового вмісту за об'ємом С від 0,02% до 0,1% змішаної мікроструктури або нижнього бейніту Це Карбон ефективний стосовно підвищення МІЦдозволяє з високою точністю визначити мікроструНОСТІ різних марок сталі Для того, щоб марки сталі ктуру ВІДПОВІДНО до цього робочого співвідношення згідно з винаходом одержали бажану МІЦНІСТЬ, і швидкості охолодження сталі ВМІСТ в них карбону повинен бути, щонайменше, приблизно 0,02% Проте, якщо вміст карбону пеСтосовно до даного опису винаходу і формули ревищує приблизно 0,1%, тоді карбіди можуть винаходу, що додана до нього, термін "сталь" відставати крупнозернистими, у результаті чого споноситься, головним чином, до листової сталі і, стерігають погіршення ударної в'язкості сталі і підзокрема, до товстолистової сталі, але може також вищується її схильність до утворення холодних відноситись і до гарячекатаної сталі матеріалів тріщин при проведенні монтажних робіт на будіведля сталевих поковок і до інших аналогічних мательному майданчику 3 цієї причини бажано було б ріалів встановити верхню межу вмісту карбону приблизПереваги цього винаходу очевидні з наведеноно 0,1% го нижче докладного опису і таблиць даних, що додаються, серед яких Si не більше за 0,6% У таблиці 1 наведені дані з вмісту основних СИЛІЦІЙ додається, головним чином, з метою елементів у марках сталі, що випробовувалися розкислення КІЛЬКІСТЬ SI, ЩО запишається в сталі при проведенні випробування 1, включеного в після розкислення, може становити по суті 0% розділ ПРИКЛАДИ Проте, якщо вміст СИЛІЦІЮ перед розкисленням буде становити 0%, тоді відбудеться збільшення У таблиці 2 наведені дані з вмісту елементів, втрат АІ у процесі розкислення ВІДПОВІДНО, було б що вводяться до складу сталі необов'язково, і забажано, щоб вміст СИЛІЦІЮ був достатнім для забруднюючих елементів, Р і S, у марках сталі, що безпечення наявності залишкового Si для витрати випробовувалися при проведенні випробування 1, його в процесі розкислення Нижня межа приблизвключеного в розділ ПРИКЛАДИ но 0,01% Si достатня для того, щоб належним чиУ таблиці 3 наведені дані за умов гарячої проном зводити до мінімальних втрати АІ у процесі катки, охолодження і відпуску марок сталі, що вирозкислення Інше міркування полягає в тому, що, пробовувалися при проведенні випробування 1, якщо Si буде залишатися в сталі після розкисленвключеного в розділ ПРИКЛАДИ ня в КІЛЬКОСТІ, що перевищує приблизно 0,6%, тоді У таблиці 4 наведені дані з експлуатаційних можуть виникати складності з забезпеченням тонякостей марок сталі, що випробовувалися при кого розсіювання часток карбідів під час відпуску, в проведенні випробування, включеного в розділ результаті чого буде спостерігатися зниження ПРИКЛАДИ ударної в'язкості сталі Крім цього, вміст СИЛІЦІЮ, У таблиці 5 наведені дані з вмісту деяких елещо перевищує приблизно 0,6%, може в результаті ментів у марках сталі, що випробовувалися при призводити до зменшення ударної в'язкості в ЗТВ проведенні випробування 2, включеного в розділ (зоні термічного впливу) і до погіршення формуєПРИКЛАДИ мості 3 цієї причини визначена верхня межа вмісУ таблиці 6 наведені дані з вмісту додаткових ту СИЛІЦІЮ, що становить приблизно 0,6%, а бажаелементів у марках сталі, що випробовувалися но - приблизно 0,4% при проведенні випробування 2, включеного в розділ ПРИКЛАДИ Мп від 0,2% до 2,5% У таблиці 7 наведені дані з умов гарячої проМанган є ефективним елементом стосовно катки, охолодження і відпуску марок сталі, що випідвищення МІЦНОСТІ різних марок сталі згідно з пробовувалися при проведенні випробування 2, винаходом, оскільки він значною мірою сприяє включеного в розділ ПРИКЛАДИ поліпшенню прокалюваності Якщо вміст мангану становитиме менше за приблизно 0,2%, тоді його У таблиці 8 наведені дані з мікроструктури мавплив на прокалюваність буде слабким Для марок рок сталі, які випробовувалися при проведенні сталі з високим опором до розриву, які відповідавипробування 2, включеного в розділ ПРИКЛАДИ ють цьому винаходові, бажано було б, щоб вміст У таблиці 9 наведені дані з експлуатаційних Мг| у них становив, щонайменше, приблизно 0,2% якостей марок сталі, що випробовувалися при Якщо ж вміст мангану перевищує приблизно 2,5%, проведенні випробування 2, включеного в розділ тоді можна спостерігати прискорення сегрегації ПРИКЛАДИ біля центральної лінії під час лиття, що призвоНижче цей винахід розглядається в зв'язку з дить до зменшення ударної в'язкості ВІДПОВІДНО, кращими варіантами його здійснення, проте варто для сталі з високим опором до розриву, що має розуміти, що цей винахід не обмежується лише ММР (межа МІЦНОСТІ до розриву), щонайменше, цими варіантами Навпаки, цей винахід варто розприблизно 900МПа (ІЗОтис, фунтів на кв дюйм), глядати як такий, що охоплює ВСІЛЯКІ альтернатибажано було б, щоб вміст Мп у ній становив менвні, видозмінені й еквівалентні технічні рішення, ше за приблизно 2,5% або ж у крайньому випадку що можуть бути запропоновані в межах суті, а тадорівнював цьому значенню Крім того, якщо вміст кож обсягу цього винаходу, визначеного в формулі мангану буде обмежений значенням менше за винаходу, що додається 16 15 57775 приблизно 1,7%, тоді спостерігатимуть зменшення в'язкості сталі Для того, щоб досягти цього ресегрегації біля центральної лінії завдяки контрозультату, бажано було б, щоб АІ був присутній в люванню значення Vs, як вказано в цьому описі КІЛЬКОСТІ щонайменше, приблизно 0,005% Оскільки надлишок АІ може викликати укрупнення вклюПри обмеженні вмісту Мп менше за приблизно чень, що може, у свою чергу, призвести до змен1,7%, забезпечують ефективне стримування упошення ударної в'язкості сталі, бажано було б вільненої руйнації під час зварювання Крім того, встановити верхню межу вмісту алюмінію приблипри цьому також зведена до мінімуму сегрегація зно 0,1%, а бажаніше - приблизно 0,075% У данобіля центральної лінії під час безперервного розму випадку, АІ не обмежується тільки лише розливу Таким чином, при обмеженні вмісту мангану чинним у кислотах АІ, а включає також і не менше за приблизно 1,7%, спостерігають тенденрозчинний у кислотах АІ, наприклад, присутній у цію до забезпечення підвищеної ударної в'язкості вигляді оксидів марок сталі з високим опором до розриву, що відповідають цьому винаходові N від 0/001% до 0,006% Ni від 0,2% до 1,2% Нітроген разом із Ті намагається утворити TiN, що уповільнює укрупнення зерен (під час повторНікель ефективний стосовно підвищення МІЦного нагрівання плоскої прокатної заготовки і при НОСТІ, забезпечуючи при цьому також і поліпшення проведенні зварювання Для того, щоб одержати ударної в'язкості Особливо ефективний Ni стосоцей результат, бажано було б, щоб N був присутвно поліпшення здатності до припинення пошиній в КІЛЬКОСТІ, щонайменше, приблизно 0,001%, N рення тріщини Крім того, нікель також нейтралізує у КІЛЬКОСТІ більш, ніж приблизно 0,001% може приШКІДЛИВІ впливи з боку Си при її наявності, які мозводити до одержання підвищеної КІЛЬКОСТІ розчижуть призводити до утворення тріщин на поверхні неного в сталі N, що загрожує виникненням тендепід час гарячої прокатки ВІДПОВІДНО, бажано було нції до погіршання якості плоскої прокатної б забезпечити вміст нікелю, щонайменше, приблизаготовки, а також до зменшення ударної в'язкості зно 0,2% Проте, якщо вміст нікелю перевищував ЗТВ (зоні термічного впливу), 3 цієї причини батиме приблизно 1,2%, тоді можна спостерігати жано було б встановити верхню межу вмісту нітрозменшення ударної в'язкості кільцевих швів, викогену приблизно 0,006% нуваних при з'єднанні між собою труб із марок сталі з високим опором до розриву згідно з винаДалі, наводиться опис елементів, застосовуходом під час будівництва магістральних трубованих необов'язково проводів ВІДПОВІДНО, бажано було б установити Си від 0% до 0,6% верхню межу вмісту нікелю приблизно 1,2% Марки сталі згідно з винаходом можуть бути Nb від 0,01% до 0,1% виготовлені без введення в них добавок купруму Проте, у зв'язку з тим, що при введенні Си спостеНіобій є ефективним елементом стосовно рігають тенденцію до підвищення МІЦНОСТІ без ісзменшення розміру зерна аустеніту (який далі, тотного погіршення ударної в'язкості, до складу позначають"/) під час контрольованої прокатки З сталі з метою підвищення її МІЦНОСТІ при зберецією метою бажано було б встановити вміст ніоженні опору утворенню тріщин у зварному шві в бію, щонайменше, приблизно 0,01% Проте, якщо міру необхідності вводять Си Купрум при ВМІСТІ у вміст ніобію перевищує 0,1%, може відбутися істоКІЛЬКОСТІ менше за приблизно 0,2%, залишається тне погіршання зварюваності при проведенні звапо суті неефективним стосовно підвищення МІЦНОрювальних робіт на будівельному майданчику і СТІ ВІДПОВІДНО, КОЛИ СИ треба ввести як добавку, зниження ударної в'язкості 3 цієї причини бажано бажано було б забезпечити вміст купруму, щонайбуло б установити верхню межу вмісту ніобію применше, приблизно 0,2% Проте, при ВМІСТІ купруму близно 0,1% більш, ніж приблизно 0,6%, спостерігають тенденТі ВІД 0,005% до 0,03% цію до різкого зниження ударної в'язкості 3 цієї Титан ефективний стосовно зменшення розміпричини, бажано було б встановити верхню межу ру зерна у під час повторного нагрівання плоскої вмісту купруму приблизно 0,6% Але бажаніше прокатної заготовки, і тому бажано було б, щоб було б встановити вміст купруму в межах від прицей елемент був присутній в КІЛЬКОСТІ не менше за близно 0,3% до приблизно 0,5% приблизно 0,005% В присутності ніобію, Ті особливо ефективний стосовно уповільнення утворення тріщин на поверхні плоских прокатних заготовок, одержуваних у процесі безперервного розливу Проте, якщо вміст титану перевищує 0,03%, виникає тенденція до укрупнення часток TiN, що може призвести до росту аустенітного зерна ВІДПОВІДНО, бажано було б встановити верхню межу вмісту титану приблизно 0,03%, а бажаніше приблизно 0,018% Сг від 0% до 0,8% Марки сталі згідно з винаходом можуть бути виготовлені без введення в них добавок хрому Проте, у зв'язку з тим, що Сг ефективний стосовно підвищення МІЦНОСТІ, до складу сталі в міру необхідності вводять Сг з метою одержання високої АІ не більше за 0,1% АЛЮМІНІЙ звичайно додають в якості розкислювача Коли АІ залишається в сталі С в ІНШІЙ формі, а не у вигляді оксиду, спостерігають тенденцію до з'єднання АІ і N з утворенням виділень АІ, що запобігають росту зерен у, завдяки чому забезпечують рафінування мікроструктури ВІДПОВІДНО, АІ також корисний і стосовно поліпшення ударної коли Сг введений як добавка, бажано було б забезпечити вміст хрому не менше за приблизно 0,2% Проте, якщо вміст хрому буде більше за приблизно 0,8%, тоді буде спостерігатися тенденція до утворення крупних часток карбідів на межах зерен, у результаті чого зменшиться ударна в'язкість 3 цієї причини бажано було б встановити верхню межу вмісту хрому приблизно 0,8% Але МІЦНОСТІ Хром при ВМІСТІ його в КІЛЬКОСТІ менше за приблизно 0,2%, залишається по суті неефективним стосовно підвищення МІЦНОСТІ ВІДПОВІДНО, 18 17 57775 бажаніше було б встановити вміст хрому в межах зерен, що викличе виникнення тенденції до істотвід приблизно 0,3% до приблизно 0,7% ного зменшення ударної в'язкості Позначення М у виразі М2з(С,В)є відноситься до металевих ІОНІВ, Мо від 0% до 0,6% наприклад, таких як Fe, Cr та інших аналогічних Марки сталі згідно з винаходом можуть бути ІОНІВ ВІДПОВІДНО, бажано було б встановити верхвиготовлені без введення в них добавок молібденю межу вмісту бору, рівну 0,0025% Але бажаніше ну Проте, у зв'язку з тим, що Мо ефективний стобуло б встановити вміст бору в межах від приблисовно підвищення МІЦНОСТІ, з цією метою до склазно 0,0003% до приблизно 0,002% ду сталі в міру необхідності вводять Мо Перевага, отримана при введенні добавок молібдену з меСа від 0% до 0,006% тою підвищення МІЦНОСТІ, полягає в тому, що при Марки сталі згідно з винаходом можуть бути цьому може бути зменшений вміст карбону, що виготовлені і без введення в них добавок Са Продає сприятливий ефект із погляду зварюваності те, кальцій робить ефективний вплив стосовно Як пояснюють при розгляді додавання карбону, регулювання морфології включень MnS (сульфіду при ВМІСТІ карбону більш, ніж приблизно 0,1%, момангану), що сприяє поліпшенню ударної в'язкості же виникати підвищена схильність до утворення в напрямку, перпендикулярному до напрямку прохолодних тріщин при проведенні монтажних робіт катки сталі Якщо вміст кальцію буде становити на будівельному майданчику, тобто, під час зваменше за приблизно 0,001%, особливо, утих вирювання Молібден, при ВМІСТІ його в КІЛЬКОСТІ мепадках, коли вміст сульфуру (S) буде менше за нше за приблизно 0,1%, залишається по суті неприблизно 0,003%, що, як буде пояснено нижче, ефективним стосовно підвищення МІЦНОСТІ, бажано було б забезпечити для марок сталі згідно ВІДПОВІДНО, коли в якості добавки вводять Мо, баз винаходом, то ефект регулювання форми сульжано було б забезпечити вміст молібдену, щонайфіду, який спостерігають при цьому, буде виявляменше, приблизно 0,1% Проте, якщо вміст молібтися лише слабко ВІДПОВІДНО, КОЛИ В ЯКОСТІ добавдену буде більше за приблизно 0,6%, тоді можна ки вводять Са, тоді бажано було б забезпечити спостерігати зменшення ударної в'язкості ВІДПОВІвміст кальцію, щонайменше, приблизно 0,001% ДНО, бажано було б забезпечити вміст молібдену Якщо ж вміст кальцію буде більше за приблизно менше за приблизно 0,6% Але бажаніше було б 0,006%, тоді спостерігатиметься підвищений вміст встановити вміст молібдену в межах від приблизно неметалевих включень у сталі Ці включення ви0,3% до приблизно 0,5% ступають центрами зародження для крихкого зламу і, таким чином, призводять до зменшення удаV від 0% до 0,1% рної в'язкості 3 ЦІЄЇ причини бажано було б Марки сталі згідно з винаходом можуть бути встановити вміст кальцію менше за приблизно виготовлені без введення в них добавок ванадію 0,006% Проте, у зв'язку з тим, що V навіть у дуже невеликих кількостях спроможний значно підвищити МІЦVs від 0,15 до 0,42 НІСТЬ, до складу сталі в міру необхідності вводять У цьому винаході, крім контролю вмісту окреV з метою одержання високої МІЦНОСТІ Ванадій мих легуючих елементів, здійснюваного ВІДПОВІДНО при ВМІСТІ його в КІЛЬКОСТІ менше за приблизно до наведеного вище опису, передбачають також 0,01%, залишається по суті неефективним стосовздійснювати і контроль значення індексу Vs, щоб но підвищення МІЦНОСТІ ВІДПОВІДНО, КОЛИ В ЯКОСТІ забезпечити поліпшення сегрегації біля центральдобавки вводять V, бажано було б забезпечити ної лінії Якщо значення Vs буде більше за припри цьому вміст ванадію, щонайменше, приблизно близно 0,42, тоді для плоских прокатних заготовок, 0,01% Проте, при ВМІСТІ ванадію більш, ніж приодержуваних у процесі безперервного розливу близно 0,1%, спостерігають тенденцію до істотнобуде спостерігатися тенденція до виникнення знаго зменшення ударної в'язкості ВІДПОВІДНО, бажачної сегрегації біля центральної лінії, Таким чином, но було б встановити верхню межу вмісту ванадію коли виробництво сталі з високим опором до розприблизно 0,1% риву, що має межу МІЦНОСТІ до розриву (ММР), щонайменше, приблизно 900МПа (ІЗОтис фунтів В від 0% до 0,0025% на кв дюйм), буде вестися із застосуванням проМарки сталі згідно з винаходом можуть бути цесу безперервного розливу, тоді для центральної виготовлені без введення в них добавок бору частини одержуваної з цієї сталі плоскої прокатної Проте, у зв'язку з тим, що В навіть у дуже невелизаготовки буде спостерігатися тенденція до зменких кількостях спроможний істотно підвищити прошення ударної в'язкості ЯКЩО Ж значення Vs буде калюваність сталі згідно з винаходом, він може становити менше за приблизно 0,15, тоді буде сприяти забезпеченню бажаних для одержання забезпечений малий ступінь сегрегації біля підвищеної МІЦНОСТІ і ударної в'язкості мікрострукцентральної лінії, але при цьому неможливо буде тур ВІДПОВІДНО, В вводять до складу сталі, зокредосягти одержання ММР (межі МІЦНОСТІ ДО розрима втих випадках, коли потрібно зменшити карбову), рівного приблизно 900МПа (ІЗОтис фунтів на новий еквівалент (Ceq) з погляду зварюваності кв дюйм) ВІДПОВІДНО, бажано було б установити Бор, при ВМІСТІ його в КІЛЬКОСТІ менше за приблизнижню межу для значення Vs, рівну приблизно но 0,0003%, залишається по суті неефективним 0,15, а бажаніше, приблизно 0,28 стосовно підвищення прокалюваності марок сталі згідно з винаходом ВІДПОВІДНО, КОЛИ бор введений Карбоновий еквівалент (Ceq) як добавка, тоді бажано було б забезпечити вміст Якщо значення Ceq для сталі, визначене з рібору, щонайменше, приблизно 0,0003% Проте, вняння (2) у такий спосіб якщо вміст бору буде більшим, ніж приблизно Ceq= С (Mn/6) + [(Си + Ni)/15) + (Cr + Mo + V)/5], (2) 0,0025%, тоді буде спостерігатися збільшення буде меншим, ніж приблизно 0,4, тоді важко розміру часток М2з(С,В)є, що утворяться на межах буде досягти межі МІЦНОСТІ до розриву (ММР), що 19 57775 найменше, приблизно 900МПа (ІЗОгис фунтів на кв дюйм), особливо в ЗТВ (зоні термічного впливу) Таким чином, бажано було б встановити нижню межу для значення Ceq, рівну приблизно 0,4 Якщо ж значення Ceq буде більше за приблизно 0,7, тоді виникає можливість утворення тріщин при зварюванні унаслідок водневої крихкості У такий спосіб бажано було б встановити верхню межу для значення Ceq, рівну приблизно 0,7 Для марок сталі, для яких значення Ceq становить більше за приблизно 0,7, небезпека утворення тріщин при зварюванні унаслідок водневої крихкості може бути зменшена за допомогою застосування металу зварного шва, що містить менше за приблизно 5мл водню на 100г металу зварного шва, завдяки забезпеченню належної чистоти поверхні, а також якщо уникати проведення зварювання в атмосфері при наявності високої вологості, тобто, якщо уникати проведення зварювання там, де вологість становить більше за приблизно 75%, а особливо там, де вона перевищує приблизно 80% Коли в сталі утримується істотна КІЛЬКІСТЬ В, тобто, коли вміст бору знаходиться в межах від приблизно 0,0003% до приблизно 0,0025%, тоді спостерігають поліпшення прокалюваності, але при цьому бажано було б знизити верхню межу для значення Ceq до приблизно 0,58 Якщо значення Ceq буде обмежуватися значенням менше за приблизно 0,4%,тоді, як уже було згадано вище, важко буде досягти значення ММР (межі МІЦНОСТІ ДО розриву), щонайменше, приблизно 900МПа Якщо ж значення Ceq буде перевищувати приблизно 0,58, то тоді буде спостерігатися істотне зменшення опору утворенню тріщин при зварюванні Коли сталь по суті не містить бору, тобто, коли вміст бору знаходиться в межах від 0% (включно) до приблизно 0,0003% (винятково), тоді бажано було б встановити значення Ceq у межах від приблизно 0,53 до приблизно 0,7 Якщо ж значення Ceq буде становити менше за приблизно 0,53, тоді важко буде досягти ММР (межі МІЦНОСТІ до розриву), щонайменше, приблизно ЭООМПа в центральній зоні товщини звичайної товстолистової сталі, призначеної для застосування при будівництві магістральних трубопроводів, а якщо значення Ceq буде становити понад, ніж приблизно 0,7,тоді виникає, як уже було згадано тут вище, небезпека утворення тріщин при зварюванні унаслідок водневої крихкості Р не більш, ніж 0,015% Для сталі, виготовленої згідно з винаходом, при ВМІСТІ в ній фосфору в КІЛЬКОСТІ більш, ніж приблизно 0,015%, спостерігають тенденцію до виникнення сегрегації біля центральної лінії в плоскій прокатній заготовці, а також сегрегації на межах зерен, що призводить до крихкості меж зерен ВІДПОВІДНО, бажано було б встановити вміст фосфору менше за приблизно 0,015%, а бажаніше менше за приблизно 0,008% S не більш, ніж 0,003% S осаджується в сталі у вигляді включень MnS, які під час прокатки, набувають видовженої форми, особливо при відсутності Са Ці включення мають тенденцію до погіршення ударної в'язкості сталі Для того, щоб уникнути надмірного вмісту таких включень, бажано було б встановити вміст 20 сульфуру менше за приблизно 0,003% Але бажаніше було б встановити вміст сульфуру менше за приблизно 0,0015% Інші елементи, що відносяться до домішок, крім Р і S, можуть міститись в звичайних межах, характерних для їхнього вмісту Кращим є мінімально можливий вміст домішок РІЗНІ марки сталі, виготовлені згідно з винаходом, можуть містити також і ІНШІ легуючі елементи, які застосовуються з метою одержання такого ефекту, що звичайно очікують одержати в результаті введення до складу сталі будь-якого з таких легуючих елементів, не виходячи при цьому за межі змісту й обсягу цього винаходу Мікроструктура (а) Карбід Карбіди, що присутні в марках сталі, виготовлених згідно з винаходом, містять, головним чином, цементит (Fe3C) і М2з(С,У)б Як зазначено в наведених вище міркуваннях, позначення «М» у виразі М2з(С,У)б відносять до металевих ІОНІВ, наприклад, до таких як Fe, Cr і інших аналогічних ІОНІВ Коли розмір більшої осі часток цих карбідів буде довший за приблизно 5 мікрон, виникає імовірність зниження ударної в'язкості сталі Отже, при цьому не можуть бути забезпечені бажані для неї експлуатаційні якості у відношенні ударної в'язкості ВІДПОВІДНО, розмір часток карбіду, згідно наведеному в даному описі винаходу визначенню, або середнє значення для часток карбіду, що мають максимальний розмір, або ж середнє значення максимального розміру в подовжньому напрямку по всій товщині різних сортів товстолистової сталі, виготовлених згідно з винаходом, при усередненні цих значень за результатами вимірів, проведених, щонайменше, для 10 різних полів зору електронного мікроскопу, переважно повинен складати менше за приблизно 5 мікрон Бажаний розмір, зазначений для більшої осі часток карбідів, може бути витриманий по всій товщині різних марок сталі, виготовлених згідно з винаходом за допомогою добору ВІДПОВІДНИХ меж вмісту кожного з легуючих елементів, наприклад, таких, як С, Сг, Мо, В та інших подібних їм елементів, а також за допомогою ВІДПОВІДНОГО регулювання технологічного процесу, згідно наведеного нижче більш докладного опису (б) Змішана структура і співвідношення довжини до ширини для колишнього у зерна У марках сталі, виготовлених згідно з винаходом, утворюється переважно змішана мікроструктура, що містить нижній бейніт і мартенсит, при цьому краще було б, щоб ця змішана мікроструктура складала, щонайменше, приблизно 90об % всієї мікроструктури сталі У цьому описі винаходу, нижній бейніт відноситься до мікроструктурної складової, де цементит осаджується в межах пластинчастого фериту бейніту Причина того, чому ця змішана структура забезпечує відмінну МІЦНІСТЬ І ударну в'язкість, полягає в тому, що нижній бейніт, який утворюється перед тим, як відбудеться утворення мартенситу, являє собою ніби «стінку», яка ВІДДІЛЯЄ аустенітне зерно під час охолодження Завдяки цьому, він обмежує ріст мартенситу й укрупнення мартенситної маси Розмір мартенситноі маси корелюється з ділянками зламу, що спо 22 21 57775 стерігають на поверхнях крихкого зламу Для того, ніж приблизно 950°С (1742°F), тоді твердий розчин щоб досягти такого регулювання розміру маси за Mb у більшості випадків недостатній допомогою нижнього бейніту, бажано було б, щоб Знаходячись у твердому розчині Mb уповільпроцентний вміст нижнього бейніту в змішаній мікнює рекристалізацію, яка відбувається при наступроструктурі складав, щонайменше, приблизно ному виконанні операції гарячої прокатки В ре2об % Оскільки МІЦНІСТЬ НИЖНЬОГО бейніту нижча, зультаті можуть спостерігатися недостатня ніж МІЦНІСТЬ мартенситу, то тоді у випадку, якщо МІЦНІСТЬ, а також недостатнє рафінування структувідсотковий вміст нижнього бейніту буде занадто ри, що перетворюється, обумовлені недостатнім високим, буде спостерігатися тенденція до знидисперсійним твердінням під час процесу переження МІЦНОСТІ сталі в цілому ВІДПОВІДНО, бажано творення або ж під час відпуску Якщо ж темперабуло б, щоб відсотковий вміст нижнього бейніту в тура нагрівання буде перевищувати приблизно змішаній мікроструктурі складав менше за прибли1250°С (2228Т), тоді відбуватиметься укрупнення зно 80об %, а краще, менше за приблизно 70об % зерен у, в результаті чого відбудеться зниження При цьому краще було б, щоб бажаний відсоткоударної в'язкості, особливо - біля центральної лінії вий вміст змішаної мікроструктури в межах усієї за товщиною товстолистової сталі мікроструктури в цілому, а також бажаний відсотПри гарячій прокатці бажано було б, щоб заковий вміст нижнього бейніту в межах цієї змішаної безпечувався сукупний ступінь обтиснення, щомікроструктури були витримані у кожній із таких найменше, приблизно 25% у межах температурнозон у центральній зоні або, по суті, в центральній го інтервалу від приблизно 950°С (1742°F) або зоні товщини товстолистової сталі, у зонах на глинижче цього значення і до температури, при якій бині однієї четвертої частини товщини товстолисзакінчується гаряча прокатка, завдяки чому здійстової сталі, найближчих до поверхневих прошарнюється рафінування мартенситної фази і нижків, а також у поверхневих прошарках, тобто, у ньобейнітної фази, що утворюються при наступмежах усієї товщини товстолистової сталі ному виконанні операції охолодження Бажаніше було б забезпечити сукупний ступінь обтиснення, Для того, щоб досягти бажаної МІЦНОСТІ змішащонайменше, приблизно 50% у межах температуної мікроструктури, що складається з нижнього рного інтервалу від приблизно 950°С (1742°F) або бейніту і мартенситу, краще було б піддати аустенижче цього значення і до температури, при якій ніт ВІДПОВІДНІЙ обробці, а потім перетворити з обзакінчується гаряча прокатка При температурі робленого і нерекристалізованого стану Після приблизно 950°С (1742°F) стає помітною затримка такої обробки бажано було б, щоб аустеніт у нерев рекристалізації сталі, що містить Mb, Здійснюючи кристалізованому стані мав високу ЩІЛЬНІСТЬ прокатку при температурах у межах зони відсутноцентрів зародження нижнього бейніту ВІДПОВІДНО, сті рекристалізації, що не перевищують приблизно бажано було б, щоб нижній бейніт утворився з ве950°С (1742°F), можна забезпечити ефект накопиликого числа розсіяних центрів зародження, причення деформацій при обробці Поняття «сукупний сутніх на межах зерен, а також усередині зерен ступінь обтиснення, у тому сенсі, який мається на аустеніту, що знаходиться в нерекристалізованому увазі в цьому описі винаходу, наприклад, із посистані Для того, щоб забезпечити одержання таколанням на прокатку при температурі не вищій за го ефекту, бажано було б достатньою мірою деприблизно 950°С (1742°F), визначається таким формувати аустенітні зерна в нерекристалізоварівнянням Сукупний ступінь обтиснення = [(товному стані Бажаний ступінь деформації щина при 950°С (1742°F) - товщина товстолистовизначають співвідношенням довжини до ширини, вої сталі в готовому виді), товщина при 950°С що складає, щонайменше, приблизно 3 Згідно (1742°F)], Верхня межа сукупного ступеня обтисвизначенню, прийнятому в цьому описі винаходу і нення, зокрема, не обмежена Проте, якщо сукупу формулі винаходу, що прикладається до нього, ний ступінь обтиснення буде перевищувати приспіввідношення довжини до ширини для аустенітблизно 90%, тоді форма сталі не може ного зерна в нерекристалізованому стані характеконтролюватися в достатній мірі, що призводить, ризують таким чином співвідношення довжини до наприклад, до порушення площинності 3 цієї приширини = діаметру (довжині) витягнутого зерна в чини бажано було б встановити сукупний ступінь напрямі прокатки, поділеному на діаметр (ширину) обтиснення не більш, ніж приблизно 90%, Крім аустенітного зерна, що вимірюють у напрямі за того, бажано також, щоб температура, при якій товщиною товстолистової сталі закінчується гаряча прокатка, була не нижчою, ніж З Спосіб виробництва приблизно температура фазового перетворення Коли температура сталевої плоскої прокатної Агз при охолодженні або ж 700°С (1292°F), залежзаготовки стає нижчою за приблизно 950°С но від того, яке з цих двох значень буде вищим (1742°F), потужності звичайного прокатного стану Якщо температура буде нижчою за приблизно в більшості випадків буває недостатньо для того, 700°С 1292°F), тоді зросте опір сталі деформації, щоб забезпечити необхідне обтиснення цієї стащо призведе до недостатнього контролю форми левої плоскої прокатної заготовки В результаті, під час обробки Бажано було б, щоб верхня межа неможливо буде одержати дрібнозернисту структемператури при припиненні прокатки складала туру за допомогою деформації литої структури приблизно 850°С (1562°F) для того, щоб забезпеВІДПОВІДНО, температура нагрівання, яку варто чити одержання сукупного ступеня обтиснення не використовувати, становить приблизно 950°С менше за приблизно 25% (1742°F) або вище цього значення, а бажано приблизно 1000°С (1832°F) або ж вище цього знаБажано було б, щоб температура, при якій почення Якщо температура нагрівання буде нижча, чинається охолодження, складала приблизно 700°С (1292°F) або ж була вище цього значення з 23 такої причини Якщо ця температура буде нижчою, ніжприблизно 700°С (1292°F), тоді наявність якогось проміжку часу з моменту закінчення прокатки і до моменту початку охолодження призведе до погіршення прокалюваності під час наступного охолодження, в результаті чого буде спостерігатися істотне зниження ударної в'язкості Бажано було б, щоб верхня межа цієї температури складала приблизно 850°С (1562°F) для того, щоб забезпечити одержання бажаного сукупного ступеню обтиснення Якщо швидкість охолодження в центральній зоні або по суті центральній зоні сталі буде обмежена значенням меншим, ніж приблизно 10°С/сек (18°F за секунду), тоді в центральній зоні товщини товстолистової сталі не зможе бути отримана бажана мікроструктура, необхідна для забезпечення межі МІЦНОСТІ до розриву (ММР), щонайменше, приблизно 900МПа (ІЗОтис фунтів на кв дюйм), а також гарної ударної в'язкості А саме при цьому утворюється верхній бейніт у супроводі грубозернистих карбідів або ж інша аналогічна мікроструктура, таким чином, не витримується бажаний максимальний розмір часток карбідів у подовжньому напрямку, що складає не більш, ніж приблизно 5мкм При швидкостях охолодження, що перевищують приблизно 45°С/сек (81 °F за секунду) при вимірі температур у центральній зоні товщини сталі, можна спостерігати підвищення твердості в безпосередній близькості від поверхневого прошарку, в результаті чого відбудеться відповідне зниження ударної в'язкості поверхневого прошарку 3 цієї причини бажано було б у центральній зоні або по суті центральній зоні встановити швидкість охолодження в межах від приблизно 10°С/сек до приблизно 45°С/сек (від приблизно 18°F за секунду до приблизно 81 °F за секунду) Проте, для марок сталі, що мають ХІМІЧНИЙ склад, що знаходиться в межах, вказаних у цьому винаході, можуть використовуватися і більш високі швидкості охолодження, що досягають значень приблизно 70°С/сек (158°F за секунду), а бажаніше, приблизно 65°С/сек (149°F за секунду) Якщо температура, при якій закінчується охолодження, буде вища, ніж приблизно 450°С (842°F) при вимірі її в центральній зоні або по суті центральній зоні товщини сталі, тоді стає недостатнім утворення мартенситу або інших аналогічних мікроструктур у центральній зоні товщини товстолистової сталі, у результаті чого не зможе бути отримана бажана МІЦНІСТЬ Таким чином, бажано було б, щоб у центральній зоні або по суті центральній зоні товщини товстолистової сталі, коли закінчується охолодження, встановилася температура не вища, ніж приблизно 450°С (842°F) Нижньою межею цієї температури може бути значення, яке відповідає кімнатній температурі Проте, якщо нижня межа цієї температури буде встановлена на рівні нижче, ніж приблизно 100°С (212°F), тоді може стати недостатньо дегідрування, яке відбувається при повільному охолодженні, при якому використовується внутрішня теплота сталі, а також при правці в теплому стані, здійснюваної в правильній машині По завершенні вищеописаної стадії охолодження бажано було б катану сталь остудити до 57775 24 кімнатної температури в атмосферному повітрі Проте, для того, щоб забезпечити протікання процесу дегідрування з метою запобігання утворення дефектів, що викликаються воднем, які можуть, цілком ймовірно, виникати в сталі, що має високий опір до розриву, бажано було б, щоб температура, при якій закінчується охолодження, знаходилася на рівні, більш високому, ніж кімнатна температура, а також щоб після вищезгаданої стадії прискореного охолодження катана сталь повільно остудилася при кімнатній температурі Бажано було б, щоб швидкість такого повільного охолодження складала не більше за приблизно 50°С/за хвилину Повільне охолодження може здійснюватися з застосуванням будь-яких, придатних для використання з цієї метою засобів, які ВІДОМІ спеціалістам у даній області техніки, наприклад, розміщення теплоізоляційного покрову поверх товстолистової сталі Для того, щоб надати сталі велику в'язкість або ж забезпечити більш надійне її дегідрування, проводиться відпустка, температура під час якого в кращому випадку не перевищує приблизно 675°С (1247°F) 3 метою запобігання виникненню дефектів, що викликаються воднем, після проведення вищезгаданої стадії прискореного охолодження, бажано було б катану сталь відразу ж нагріти до температури відпуску без попереднього охолодження и до кімнатної температури Нижня межа температури відпуску може знаходитися на рівні нижче, ніж приблизно 500°С (932°F) протягом усього періоду часу, поки по суті здійснюють стадію відпуску Проте, якщо температура відпуску буде знаходитися на рівні нижче, ніж приблизно 500°С(932°F), тоді не можна буде забезпечити гарну ударну в'язкість Таким чином, бажано було б встановити нижню межу температури відпуску, що складає приблизно 500°С (932°F) На противагу цьому, якщо температура відпуску буде знаходитися на рівні вище, ніж приблизно 675°С (1247°F), тоді будуть спостерігатися укрупнення часток карбідів і зменшення ЩІЛЬНОСТІ дислокацій, у результаті чого не зможе бути забезпечена бажана МІЦНІСТЬ 3 цієї причини бажано було б встановити верхню межу температури відпуску, що складає приблизно 675°С (1247°F) Марки сталі, згідно з винаходом, бажано було б піддавати нагріванню або ж повторному нагріванню за допомогою придатних до використання з цією метою засобів, призначених для підвищення температури по суті всієї плоскої прокатної заготовки в цілому, а бажано, усієї плоскої прокатної заготовки в цілому до бажаної температури нагрівання, наприклад, помістивши сталеву плоску прокатну заготовку в піч на якійсь час Конкретне значення температури нагрівання, що варто призначити для кожного складу стал і, що знаходиться в межах, позначених цим винаходом, може бути легко визначене спеціалістом у даній області техніки або експериментальним шляхом, або за допомогою проведення ВІДПОВІДНОГО розрахунку з використанням прийнятних для цієї мети моделей Крім того, для спеціаліста в даній області техніки буде неважко також визначити і температуру в печі і час нагрівання, необхідних для того, щоб забезпечити підвищення температури по суті всієї плоскої прокат 25 ПРИКЛАДИ Нижче наводиться опис цього винаходу, поданий у вигляді приклада його здійснення Випробування 1 У таблицях 1 і 2 приводяться дані з ХІМІЧНОГО складу різноманітних марок сталі згідно з винаходом Товстолистова сталь, піддана випробуванням, була зроблена в такий спосіб Сталь, що має ХІМІЧ 26 ний склад, наведений у таблицях 1 і 2, була вироблена в розплавленому виді звичайним способом Розлив розплавленої сталі вели безперервно за допомогою вертикальної установки типу С С безперервного розливу сталі з вигином злитка, що має рідку серцевину, де з застосуванням процесу безперервного розливу була отримана сталева плоска прокатна заготовка, що має товщину 200мм Ця сталева плоска прокатна заготовка охолоджувалася до кімнатної температури Потім зазначена сталева плоска прокатна заготовка нагрівалася знову і піддавалася прокатці в різноманітних умовах, після чого охолоджувалася, у результаті чого була отримана товстолистова сталь, що має товщину 25мм 57775 HOI заготовки в цілому, а бажано, усієї плоскої прокатної заготовки в цілому до бажаної температури нагрівання, для чого він може звернутися за довідками до ВІДПОВІДНИХ стандартних промислових публікацій Для будь-якого складу сталі, що знаходиться в межах, позначених цим винаходом, температура фазового перетворення Агз при охолодженні (тобто, температура, при якій аустеніт починає перетворюватися у ферит під час охолодження) залежить від ХІМІЧНОГО складу сталі і, особливо, від таких показників, як температура нагрівання перед прокатуванням, концентрація карбону, концентрація ніобію і розмір обтиснення, який забезпечується за прохід під час прокатки Спеціалісти в цій області техніки можуть визначити цю температуру для кожного складу сталі або експериментальним шляхом, або за допомогою проведення розрахунку з використанням ВІДПОВІДНИХ математичних моделей Отримане при цьому значення температури нагрівання або повторного нагрівання відноситься по суті до всієї сталі або ж сталевої плоскої прокатної заготовки в цілому Для температур, що вимірюються на поверхні сталі, вимірювання значень температури може здійснюватися з застосуванням оптичного пірометра або ж, наприклад, за допомогою будь-якого іншого пристрою, придатного для використання з метою виміру температури на поверхні сталі Швидкості охолодження при загартуванні або ж швидкості охолодження, що вказуються в даному описі винаходу, відносяться до таких швидкостей, які спостерігаються в центральній зоні або ж по суті центральній зоні товщини товстолистової сталі У одному з варіантів цього винаходу, при обробці експериментальних плавок сталі, що має склад згідно з винаходом запропоновано, у центральну зону або ж по суті центральну зону товщини товстолистової сталі була поміщена термопара, призначена для проведення вимірів температури в центральній зоні, у той час як виміри температури на поверхні проводилися з використанням оптичного пірометра В результаті проведення цих вимірів був встановлений взаємозв'язок між температурою в центральній зоні і температурою на поверхні, причому отримана залежність призначається для використання її під час наступної обробки сталі, що має цілком такий же або ж по суті такий же склад, з метою визначення температури в центральній зоні за результатами безпосереднього виміру температури на поверхні Необхідні температура і величина витрат рідини, яку використовують для охолодження або загартування, при яких прискорене охолодження здійснюється з бажаною швидкістю, можуть бути визначені спеціалістом у даній області техніки, для чого він може звернутися за довідками до ВІДПОВІДНИХ стандартних промислових публікацій У таблиці 3 наводяться дані про умови прокатки, що використовували, і термічної обробки Зразок для випробувань був отриманий із центральної частини кожного з отриманих у такий спосіб зразків товстолистової сталі Ці призначені для випробувань зразки були піддані випробуванню на розтяг (у ВІДПОВІДНОСТІ зі стандартом JIS Z 2241 Японського комітету з промислових стандартів, зразок для випробування №4 у ВІДПОВІДНОСТІ ЗІ стандартом JIS Z 2201 Японського комітету з промислових стандартів), а також випробування на ударну в'язкість за способом Шарпі при наявності на зразку 2-міліметрового V-образного надрізу (у ВІДПОВІДНОСТІ зі стандартом JIS Z 2242 Японського комітету з промислових стандартів, зразок для випробування №4 у ВІДПОВІДНОСТІ ЗІ стандартом JIS Z 2202 Японського комітету з промислових стандартів) Крім того, були проведені також випробування на розтяг і випробування на ударну в'язкість за способом Шарпі для зони зварного шва у зварному з'єднанні Призначене для використання при проведенні випробування на розтяг зварне з'єднання було отримане за допомогою дугового зварювання під флюсом, проведеного з наплавленням 4-х прошарків, (КІЛЬКІСТЬ тепла на одиницю довжини шва 4кДж/мм) на вищезгаданих пластинах із товстолистової сталі, що мають товщину 25мм, із Vобразним підготуванням із скосом двох крайок Зварне з'єднання, призначене для використання при проведенні випробування на ударну в'язкість за способом Шарпі, було отримане за допомогою дугового зварювання під флюсом, проведеного з наплавленням 4-х прошарків, (КІЛЬКІСТЬ тепла на одиницю довжини шва 4кДж/мм) на вищезгаданих пластинах із товстолистової сталі, що мають товщину 25мм, із V-образним підготуванням із скосом однієї крайки Зразки для випробування були отримані з цих зварних з'єднань При цьому для зварювання були застосовані такий флюс і такий зварювальний дріт, які у великих кількостях є в наявності і призначені для застосування при зварюванні сталі з високим опором до розриву, що має межу МІЦНОСТІ до розриву, рівну ЮОтис фунтів на кв дюйм (690МПа) Зразок для випробування, що використовували при проведенні випробування на розтяг, являв собою зразок №1 у ВІДПОВІДНОСТІ ЗІ стандартом JIS Z 3121 Японського комітету з промислових стандартів Зразок для випробування, що використовували для проведення випробування на ударну в'язкість за Шарпі, був отриманий, 27 у ВІДПОВІДНОСТІ зі стандартом JIS Z 3128 Японського комітету з промислових стандартів, із матеріалу, узятого з 1/2 глибини за товщиною товстолистової сталі з таким розрахунком, щоб вершина надрізу збігалися з межею проплавлення, що спостерігають при макроскопічному травленні Температура при проведенні випробування на ударну в'язкість за способом Шарпі складала -40°С для основної маси сталі і -20°С для зони зварного шва Для того, щоб оцінити такий показник, як зварюваність при проведенні монтажних робіт на будівельному майданчику, було проведено випробування на схильність до утворення тріщин у закріпленому зразку, що має канавку V-подібного перетину (у ВІДПОВІДНОСТІ зі стандартом JIS Z 3158 Японського комітету з промислових стандартів), умови проведення якого були еквівалентні найбільш важким умовам проведення зварювання на будівельному майданчику Із застосуванням присадного прутка, призначеного для зварювання сталі з високим опором до розриву, був наплавлений валик без попереднього підігрівання металу (при температурі навколишнього атмосферного повітря, рівної 25°С) КІЛЬКІСТЬ ВОДНЮ складала при цьому 1,2куб см/ЮОг при вимірі його способом газової хроматографії У таблиці 4 наведені результати, отримані при проведенні описаних вище випробувань При проведенні випробувань №№ Х1-Х12 у прикладі, наведеному для порівняння, в усіх без винятку випадках були відзначені низька ударна в'язкість у центральній зоні товщини пластини основного металу товстолистової сталі і низька ударна в'язкість зварного з'єднання У деяких отриманих із серцевини зразках для проведення випробування на ударну в'язкість на поверхні зламу спостерігалися сліди розтріскування, викликані сегрегацією в центральній зоні при безперервному розливанні При проведенні випробувань №№ Х9 і Х11 спостерігали виникнення тріщин у зварному шві На противагу цьому, при проведенні випробувань №№1-12 у прикладах, наведених по цьому винаходу, для основної маси сталі були отримані значення ММР (межі МІЦНОСТІ до розриву), щонайменше, приблизно 900МПа (ІЗОгис фунтів на кв дюйм), а КІЛЬКІСТЬ поглиненої енергії склала не менше за приблизно 200Дж (отримане при проведенні випробування №10 значення 198Дж вважається приблизно рівним 200Дж для мети даного винаходу), а для зварних з'єднань були показані гарні значення з показників МІЦНОСТІ Й ударної в'язкості Крім того, дослідження поверхонь зламу показало також відсутність яких-небудь аномалій, що виникли внаслідок застосування процесу безперервного розливу Щодо зварюваності в умовах, характерних для будівельного майданчика, слід зазначити, що при проведенні випробування на схильність до утворення тріщин у закріпленому зразку, що має канавку V-подібного перетину ніякого розтріскування виявлено не було навіть у тих випадках, коли попереднє підігрівання металу не проводилося Випробування 2 В таблицях 5 і 6 наведені дані з ХІМІЧНОГО складу підданих випробуванню пластин, виробле 57775 28 них із товстолистової сталі Ця товстолистова сталь була виготовлена в такий спосіб Марки сталі, що мають ХІМІЧНИЙ склад, наведений у таблицях 5 і 6, були вироблені в розплавленому вигляді звичайним способом Потім проводили розлив розплавленої сталі Отримана в такий спосіб лита сталь піддавали прокатці в різноманітних умовах, у результаті чого з товстолистової сталі були отримані пластини товщиною в межах від 12 до 35мм В таблиці 7 наведені дані з умов прокатки і термічної обробки В таблиці 8 наведені дані з мікроструктури в центральній зоні товщини товстолистової сталі ВІДПОВІДНО для кожного випробування, зазначеного під своїм номером Зразок для випробування був отриманий із центральної частини кожного з отриманих у такий спосіб зразків товстолистової сталі (зразок для випробування з метою визначення МІЦНОСТІ ДО розриву зразок для випробування №10 у ВІДПОВІДНОСТІ ЗІ стандартом JIS Z 2201 Японського комітету з промислових стандартів, зразок для випробування на ударну в'язкість зразок для випробування №4 у ВІДПОВІДНОСТІ ЗІ стандартом JIS Z 2202 Японського комітету з промислових стандартів) Ці зразки, призначені для проведення випробування були піддані випробуванню на розтяг (у ВІДПОВІДНОСТІ зі стандартом JIS Z 2241 Японського комітету з промислових стандартів), а також випробуванню на ударну в'язкість за способом Шарпі при наявності на зразку 2-міліметрового Vподібного надрізу (у ВІДПОВІДНОСТІ ЗІ стандартом JIS Z 2242 Японського комітету з стандартів) Зварні з'єднання були зроблені за допомогою дугового зварювання під флюсом із застосуванням флюсу і зварювального дроту, які випускають у промислових масштабах Ці зварні з'єднання були піддані випробуванню на розтяг, а також випробуванню на ударну в'язкість за способом Шарпі, Для того, щоб оцінити такий показник, як зварюваність при проведенні монтажних робіт на будівельному майданчику, було проведене випробування на схильність до утворення тріщин у закріпленому зразку, що має канавку V-подібного перетину (у ВІДПОВІДНОСТІ зі стандартом JIS Z 3158 Японського комітету з промислових стандартів), із застосуванням присадного прутка, який випускають в промислових масштабах, призначеного для ДЗМППЕ (дугового зварювання металевим покритим електродом, що плавиться ручне зварювання) При цьому для присадних прутків були встановлені ПОСТІЙНІ гігроскопічні умови з таким розрахунком, щоб одержати дифузійний водень у КІЛЬКОСТІ 1,5куб см/ЮОг У таблиці 9 наведені результати, отримані при проведенні описаних вище випробувань При проведенні випробувань №№11 і 12 у прикладі, наведеному для порівняння, сталь, піддана випробуванню, мала ХІМІЧНИЙ склад у ВІДПОВІДНОСТІ З ЦИМ винаходом, але показала низьку ударну в'язкість через недостатній сукупний ступінь обтиснення в зоні, у межах якої не досягнута температура рекристалізації При проведенні випробування №13 було показано, що в серцевині зразка не була отримана необхідна межа МІЦНОСТІ ДО розриву внаслідок низької швидкості охолодження При 29 57775 проведенні випробування №14 була встановлена низька ударна в'язкість, обумовлена надмірно високим вмістом карбону, а при проведенні випробування №15 низька ударна в'язкість була обумовлена надмірно високим вмістом СИЛІЦІЮ, крім того, низьку ударну в'язкість спостерігали також при проведенні випробування №16 внаслідок надмірно високого вмісту мангану, при проведенні випробування №17 внаслідок надмірно високого вмісту купруму, при проведенні випробування №19 внаслідок надмірно високого вмісту хрому, при проведенні випробування №20 внаслідок надмірно високого вмісту молібдену і при проведенні випробування №21 внаслідок надмірно високого вмісту ванадію При проведенні випробування №18 був установлений поганий показник ударної в'язкості, тому що в зразку для цього випробування був відсутній Ni При проведенні випробування №22 була встановлена низька ударна в'язкість, тому що в зразку для цього іспиту був відсутнім Nb, а при проведенні випробування №23 низька ударна в'язкість була обумовлена надмірно високим вмістом ніобію, крім того, низьку ударну в'язкість спостерігали також і при проведенні випробування №24 внаслідок надмірно високого вмісту титану При проведенні випробування №25 не були отримані необхідні показники МІЦНОСТІ, тому що занадто низьким було значення Ceq для сталі, що не містить бору При проведенні випробування №26 була встановлена низька ударна в'язкість, обумовлена надмірно високим вмістом бору, а при проведенні випробування №28 низька ударна в'язкість була обумовлена надмірно високим вмістом нітрогену, крім того, низьку ударну в'язкість спостерігали також при проведенні випробування №30 внаслідок надмірно високого значення Ceq і при проведенні випробування №32 внаслідок надмірно високого значення Vs При проведенні випробування №27 не була отримана задана ударна в'язкість внаслідок надмірно високого вмісту алюмінію Значення ММР (межі МІЦНОСТІ ДО розриву), рівне, щонайменше, 900МПа, не було отримано при проведенні випробування №29 внаслідок надмірно низького значення Ceq При проведенні випробування №31 не вдалося виконати вимоги щодо мікроструктури, висунуті згідно з винаходом Утворення тріщин у зварному шві спостерігалося при проведенні випробування № 14 внаслідок надмірно високого вмісту карбону, при проведенні випробування №30 - внаслідок надмірно високого значення Ceq, а також при проведенні ЗО випробування №32 - внаслідок надмірно високого значення Vs При проведенні випробувань №№110 у прикладах, наведених згідно з винаходом, було отримано значення ММР, щонайменше, приблизно 900МПа, а КІЛЬКІСТЬ поглиненої енергії склала, щонайменше, 120Дж при температурі 40°С, Крім того, для зварних з'єднань була показана КІЛЬКІСТЬ поглиненої енергії, що складає, щонайменше, ЮОДж при температурі -20°С Крім того, у зварних з'єднаннях не було виявлено ніякого розтріскування навіть утих випадках, коли зварювання проводилося без попереднього підігрівання металу, а відповідне випробування на схильність до утворення тріщин проводилося з використанням закріпленого зразка, що має канавку V-подібного перетину, у таких умовах, що еквівалентні найбільш суворим умовам проведення зварювальних робіт на будівельному майданчику Згідно З винаходом, сталь із високим опором до розриву, що має ММР (межа МІЦНОСТІ ДО розриву), щонайменше, 900МПа, при вимірі цього параметру як для базового металу, так і для зварного з'єднання, що показує КІЛЬКІСТЬ енергії, що поглинається, щонайменше, 120Дж, і яка має відмінну зварюваність, що виявляється при проведенні монтажних робіт на будівельному майданчику, може бути вироблена навіть із застосуванням процесу безперервного розливу Крім цього, такі марки сталі мають енергію удару при температурі -20°С (наприклад, vE при -20°С) у зоні термічного впливу (ЗТВ), або у зварному з'єднанні, що перевищує значення приблизно 70Дж (52футо-фунти) В результаті цього, можливим стає будівництво трубопроводів, що мають високий робочий тиск, при порівняно низьких витратах на проведення будівельно-монтажних робіт без зниження при цьому продуктивності зварювального виробництва Таким чином, цей винахід сприяє підвищенню ефективності транспортування різноманітних речовин по трубопроводах Тоді ЯК марки сталі, що пройшли технологічну обробку у ВІДПОВІДНОСТІ зі способом, запропонованим згідно з винаходом, придатні для застосування при спорудженні магістральних трубопроводів, застосування таких марок сталі не обмежується тільки лише магістральними трубопроводами Такі марки сталі придатні для використання і в інших галузях, наприклад, таких як будівництво різноманітних резервуарів високого тиску й аналогічних споруд 57775 31 32 Таблиця 1 Прикладу для цього винаходу Прикладу для порівняння № випробування 1 2 3 4 5 6 7 8 9 10 11 12 Х1 Х2 ХЗ Х4 Х5 Х6 Х7 Х8 Х9 хю Х11 Х12 Знак значень ХІМІЧНИЙ склад /1 / /мас % / С Si Мп Ni Nb Ті АІ N 0 080 0 081 0 088 0 077 0 082 0 070 0 081 0 069 0 071 0 072 0 080 0 081 *0 120 0 081 0 088 0 077 0 082 0 080 0 081 0 079 0 082 0 062 0 081 0 081 0 31 0 32 0 32 0 09 0 33 0 45 0 06 0 31 0 22 0 35 0 44 012 0 31 *0 88 0 22 0 09 0 33 0 45 0 06 0,31 0 35 0,21 0,12 012 1 46 1 46 1 45 1 20 1 22 1 90 1 52 2 24 1 55 1 45 1 54 1 58 1 46 1 46 *2 82 1 20 1 22 0 86 1 21 1 19 1 45 1 22 1 59 0 41 0 60 0 59 0 61 0 55 0 61 0 65 0 88 1 15 0 88 0 65 0 66 0 85 0 61 0 61 0 59 0,55 * 0 65 0 65 0 89 0 91 0 56 0 32 0 41 0,03 0 02 0 03 0,05 0 05 0 02 0 02 0 02 0 02 0 02 0 02 0 03 0 03 0 02 0 03 0 05 0 05 0 02 0 02 0 02 0 02 *0 008 0 03 0 03 0 012 0 012 0 012 0 012 0,012 0 012 0,012 0 012 0 012 0 012 0 012 0 012 0 012 0 012 0 012 0 012 0 012 0 012 0 012 0 012 *0 132 0 012 0 012 0 012 0 038 0 057 0 086 0 058 0 090 0 041 0 037 0 052 0 048 0 070 0 037 0 070 0 039 0 024 0 046 0 038 0 023 0 048 0 043 0 051 0,060 0 021 0 038 0 046 0 0041 0 0037 0,0039 0 0046 0 0043 0 0044 0 0042 0 0038 0 0033 0 0042 0 0042 0 0034 0 0046 0 0044 0,0045 0 0045 0 0043 0 0041 0 0044 0 0047 0 0044 0 0041 0 0041 0 0042 Vs 0 33 0 32 0 35 0 31 0 32 0 41 0 35 0 40 0 33 0 35 0 35 0 40 0 38 0 34 *0 61 0,41 0 36 0 20 0 26 0 28 0 33 0 30 *0 45 *0 44 біля числового значення вказує на те, що воно виходить за межі бажаних для цього винаходу Таблиця 2 Прикладу для цього винаходу Прикладу для порівняння № випробування 1 2 3 4 5 6 7 8 9 10 11 12 Х1 Х2 ХЗ Х4 Х5 Х6 Х7 Х8 Х9 ХЮ Х11 Х12 Си 0 23 0 31 0 32 0 28 0 31 0 21 0 54 *1 15 0 31 0 33 0 31 0 21 0 59 0 21 Сг 0 42 0 31 0 28 0 28 0,29 0 41 0 31 0 31 0 42 0 31 *0 89 0 28 0 29 0 31 0 31 0 48 0 21 ХІМІЧНИЙ Мо 0,51 0 51 0 49 012 0 47 0 46 0 51 0 47 0 38 0 44 0 45 0 41 0 51 0 51 0 49 012 0 47 0 46 *0 64 0 47 0 44 0 45 *0 62 0 25 склад 121 /решта Fe мас % / V В Са 0 001 0 001 0 001 0 04 0 001 0 003 0 05 0 001 0 03 0 001 0 03 0 003 0 03 0 004 0 03 0 03 0 04 0 002 0 001 0 001 0 003 0 004 0 001 0 005 0 001 0 03 0 004 0 03 0 001 0 003 *0 12 0 001 0 03 0 001 0 04 0 001 0 01 0 003 0 01 р 0 011 0 009 0 012 0 013 0 011 0 011 0 011 0 008 0 007 0 011 0 009 0,012 0 013 0 012 0 013 0 008 0 007 0 008 0 009 0 010 0 009 0 011 0 013 0 012 S 0 001 0 002 0,001 0 002 0,001 0 002 0 001 0 001 0 001 0 001 0 001 0 001 0 002 0 001 0 001 0 002 0 002 0 001 0 001 0 001 0 002 0 002 0 002 0 002 33 Знак значень 57775 34 біля числового значення вказує на те, що воно виходить за межі бажаних для цього винаходу Таблиця З Позначення для процесу термомеханічного контролювання температура нагрівання (°С) Сукупний ступінь обтиснення Прокатування (%) кінцева температура (°С) початкова температура (°С) Охолодження швидкість охолодження (°С/сек) кінцева температура (°С) Відпуск температура нагрівання (°С) А В С D 1160 1180 1140 1160 50 66 50 66 800 760 50 350 600 760 730 35 270 600 780 740 25 150 600 800 760 35 300 Таблиця 4 Зварюваність у польових умовах Середній Випроб Випроб, Випроб, Випробування № виВипроб, на розтяг Позначення більший за Шарпі на розтяг за Шарпі на утворення пробудля ПТМК діаметр тріщин з Vвання карбідів подібною канавМТ ММС vE-40 ММС vE-20 кою (без попе(МПа) (МПа) (МПа) (Дж) (Дж) реднього нагрівання) 1 А 37 860 947 251 929 211 Без тріщин 2 В 34 857 944 252 977 146 Без тріщин 3 С 16 862 948 255 954 217 Без тріщин 4 D 42 843 926 264 939 223 Без тріщин 5 В 12 889 983 228 942 179 Без тріщин Прикладу для цьо6 В 24 891 974 226 972 211 Без тріщин го вина7 С 29 908 1007 219 964 208 Без тріщин ходу 8 А 33 932 1030 221 978 191 Без тріщин 9 А 17 901 994 227 972 210 Без тріщин 10 D 10 863 956 198 941 192 Без тріщин 11 В 46 875 972 203 962 179 Без тріщин 12 С 36 862 948 216 951 208 Без тріщин С 35 891 983 *72 911 *62 Без тріщин Х1 Х2 D 21 859 941 *877 *58 Без тріщин *81 ХЗ D 10 852 942 *79 908 Без тріщин *61 Х4 A 36 890 976 *44 906 166 Без тріщин Х5 В 28 874 952 *26 *837 *26 Без тріщин Прикладу Х6 В *5 4 866 956 *78 916 72 Без тріщин для поріХ7 С 42 903 993 *73 912 94 Без тріщин вняння Х8 D 38 931 922 *57 917 181 Без тріщин Х9 D 32 953 1028 *41 912 *46 * тріщина A 22 772 *843 *112 915 *54 Без тріщин хю Х11 С 18 948 1087 *37 944 *20 * тріщина Х12 D 23 712 *807 *26 900 Без тріщин *31 Базова сталь Знак значень Зварне з'єднання біля числового значення вказує на те, що воно виходить за межі бажаних для цього винаходу 35 57775 36 Таблиця 5 № сталі Прикладу для цього винаходу Прикладу для порівняння Знак значень 1 2 3 4 5 6 7 8 9 10 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 ХІМІЧНИЙ склад /І/ /мас %/ С 0 05 0 06 0 08 0 04 0 07 0 06 0 04 0 09 0 09 0 05 *0 12 0 05 0 03 0 09 0 07 0,09 0 08 0 08 0 08 0 06 0 07 0 06 0 09 0 09 0 09 0,04 010 0 05 0 09 Si 0 21 018 0 22 0 29 011 0 21 0 51 0 07 019 0 22 0 21 *0 69 0 05 0 21 019 0 22 019 014 0 21 0 21 019 011 0 22 0 21 019 018 0 21 0 20 0 22 Мп 1 65 1 39 1 64 2 21 1 22 1 20 1 99 0 80 0 61 1 66 0 60 1 75 *2,5б 0 59 1 18 0 81 1 63 1 24 1 41 1 65 1 41 1 22 1 62 1 40 1 59 0 80 1 64 1 20 1 64 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 Р 011 009 012 007 011 011 011 012 013 011 012 011 007 012 011 012 011 011 011 011 010 011 012 012 012 012 011 009 012 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 S 001 001 002 001 001 001 002 002 001 001 001 002 001 001 001 001 002 001 001 001 002 001 002 002 001 002 001 001 002 Си 0 31 0 29 0 20 0 55 0 32 0 42 0 57 0 31 0 61 *0 89 0 31 0 61 0 22 0 53 0 55 0 34 0 35 0 55 019 0 20 0 42 0 31 0 40 Ni 0 60 0 81 0 61 0 60 0 81 0 61 1 15 0 81 0 30 0 61 0 29 1 12 1 18 0 31 * 0 29 0 60 0 80 0 81 0 60 0 58 0 81 0 61 0 41 0 30 *0 18 0 88 0 81 0 22 Сг 0 41 0 39 0 40 0 42 0 21 0 54 010 0 53 0 55 0 44 *0 88 0 41 0 40 0 41 0 41 0 40 0 40 0 39 0 44 0 39 0 39 Мо 0 48 0 41 0 20 0 54 0 46 0 51 0 46 0 31 0 44 0 30 0 41 0 54 0 31 0 46 0 31 *0 69 0 44 0 40 0 22 *0 64 0 57 0 52 0 41 0 20 біля числового значення вказує на те, що воно ВИХОДИТЬ за межі бажаних для цього винаходу Таблиця 6 4° стал Прикладу для цього винаходу 1 2 3 4 5 6 7 8 9 10 V 0 031 0 033 0,050 0 081 0 030 0 032 0 030 0 031 ХІМІЧНИЙ склад (2) (мас %) решта Ті В АІ 0 012 0 0009 0 028 0 011 0 0012 0 047 0 012 0 0013 0 076 0 012 0 0018 0 048 0 013 0 0007 0 080 0 011 0 0014 0 031 0 010 0 0009 0 027 0 015 0 0022 0 043 0 012 0 0010 0 038 0 013 0 0011 0 061 Nb 0 02 0 03 0 03 0 05 0 02 0 01 0 07 0 02 0 02 0 03 Fe 0 0 0 0 0 0 0 0 0 0 N 0041 0047 0042 0044 0048 0037 0035 0044 0045 0048 Са 0 003 0 004 0 004 0 004 0 004 Ceq Vs 0 57 0 53 0,46 0 57 0 44 0 50 0 56 0 43 0 43 0 50 0 37 0 30 0 41 0 42 0 34 0 30 0 34 0 29 0 28 0 38 37 38 57775 Продовження таблиці 6 4° стал Прикладу для порівняння 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 V 0 029 0 030 0 033 0 032 0 029 0 049 43 121 0 031 0 031 0 046 0 030 0 033 0 031 0 033 0 050 ХІМІЧНИЙ склад (2) (мас %) решта Ті В АІ 0 012 0 0011 0 041 0 010 0 0009 0 027 0 012 0 0018 0 048 0 012 0 0010 0,038 0 011 0 0014 0 031 0 012 0 0010 0 038 0 011 0 0012 0 076 0 013 0 0008 0 080 0 013 0 0007 0 080 0 012 0 0009 0 028 *0 035 0 0011 0 028 0 013 0 080 0 012 43 0034 0 076 0 015 0 0022 *0 114 0 012 0 0010 0 038 0 015 0 0022 0 043 0 012 0 0009 0 028 0 011 0 0012 0 047 0 012 0 0013 0 076 Nb 0 02 0 03 0 05 0 02 0 01 0 02 0 02 0 01 * *0 12 0 02 0 02 0 03 0 02 0 02 0 02 0 01 0 03 0 03 Fe N 0 0033 0 0035 0 0044 0 0045 0 0037 0 0045 0 0042 0 0048 0 0048 0 0041 0 0041 0 0048 0 0042 0 0044 *0 0078 0 0044 0 0041 0 0047 0 0042 Са 0 004 0 004 0 004 0 004 0 004 0 004 0 004 0 003 Ceq Vs *0 33 0 50 43 22 *0 39 0 47 0 35 0 42 0 46 0 49 0 57 0 54 *0 43 0,47 0 57 0 57 *0 31 43 64 0 47 0 45 019 0 32 43 009 0 22 0 36 0 32 0,42 0 36 0 39 0 39 0 35 0 33 0 42 0 37 0 40 0 28 0 39 0 23 *0 48 Знак * біля числового значення вказує на те, що воно виходить за межі бажаних для цього винаходу значень Таблиця 7 Позначення для процесу термомеханічного контролювання Температура нагрівання (°С) Прокатування Сукупний ступінь обтиснення (%) кінцева температура (°С) початкова температура (°С) Охолодження швидкість охолодження (°С/сек) кінцева температура (°С) температура нагрівання Відпуск (°С) А В С D Е F 1100 1100 1150 950 1150 1150 65 70 80 40 *20 70 750 750 780 740 840 750 710 710 740 710 800 710 27 48 62 29 56 *8 222 240 320 70 340 610 Знак * біля числового значення вказує на те, що воно виходить за межі бажаних для цього винаходу значень Таблиця 8 № випроПозначення № сталі бування для ПТМК Прикладу для цього винаходу 1 2 3 4 5 6 7 8 9 10 1 2 3 4 5 6 7 8 9 10 А А А В А С D А А В Мікроструктура базової сталі Відношення Нижній бейНижній бейніт довжини до Більший діаметр ніт+мартенсит карбідів (мкм) /об %/ ширини /об %/ 43 18 100 20 37 26 97 32 4d 29 92 54 43 25 100 19 4,2 19 92 58 47 28 96 40 3,9 27 99 24 42 26 91 61 4,2 24 90 63 41 29 95 40 39 40 57775 Продовження таблиці 8 № випроПозначення № сталі бування для ПТМК Прикладу для випробування 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 ЗО 31 32 3 6 8 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 Е Е F А А В В А А А С А D А А С А А С С А D Мікроструктура базової сталі Відношення Нижній бейНижній бейніт довжини до Більший діаметр ніт+мартенсит карбідів (мкм) /об %/ ширини /об %/ *2 2 26 96 42 18 29 98 34 37 *8 8 *76 82 34 26 92 55 46 34 96 40 37 33 100 5 34 28 92 57 37 21 94 49 41 29 97 32 46 23 99 4 46 22 94 47 13 25 94 45 51 26 100 19 34 27 98 ЗО 4,2 32 91 61 46 25 93 22 41 24 100 19 42 31 100 19 41 *6 2 *68 26 42 38 100 6 41 *6 9 *54 24 40 29 92 21 Знак * біля числового значення вказує на те, що воно виходить за межі бажаних для цього винаходу значень Таблиця 9 № виПозначення пробу- 4° сталі для ПТМК вання Прикладу для цього винаходу Прикладу для порівняння 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 1 2 3 4 5 6 7 8 9 10 3 6 8 *51 *52 *53 *54 *55 *56 *57 *58 *59 *60 А А А В А С D А А В *Е *Е *F А А В В А А А С А D Зварне з'єдн Базова сталь МТ (МПа) ММС (МПа) vE-40 (Дж) ММС (МПа) 1067 1010 899 1070 879 969 1047 863 852 966 921 978 724 974 969 1083 968 923 1005 1043 935 941 1072 1147 1086 967 1151 945 1041 1126 928 916 1039 978 1057 *786 1047 1042 1164 1041 993 1081 1122 1005 1012 1153 136 144 161 136 165 150 139 168 170 150 *81 *76 166 *61 *78 *57 *84 *55 *68 М2 *27 *97 М6 1181 1118 996 1186 974 1073 1160 956 944 1070 989 1074 966 1078 1073 1199 1072 1023 1114 1155 1036 1042 1188 Випробовування на утворення тріщин з VvE-40 подібною канавкою (без попереднього (Дж) нагрів) 102 без тріщин 108 без тріщин 121 без тріщин 102 без тріщин 124 без тріщин 112 без тріщин 104 без тріщин 126 без тріщин 128 без тріщин 113 без тріщин 128 без тріщин 121 без тріщин 124 без тріщин МЗ *тріщина *53 без тріщин *29 без тріщин М1 без тріщин *27 без тріщин *34 без тріщин *29 без тріщин М8 без тріщин *54 без тріщин *32 без тріщин 57775 41 42 Продовження таблиці 9 Базова сталь № випробуван- № Позначення ня сталі для ПТМК Приклади для порівняння 24 25 26 27 28 29 ЗО 31 32 *61 *62 *63 *64 *65 *66 *67 *68 *69 А А С А А С С А D МТ (МПа) ММС (МПа) 1015 728 997 1070 913 677 1086 820 895 1091 *783 1072 1150 982 *728 1168 *882 962 Зварне з'єдн Випробовування на утворення тріщин з vE-40 ММС vE-40 V-подібною канавкою (без попере(Дж) (МПа) (Дж) днього нагрів) *53 1124 *29 без тріщин 199 *806 149 без тріщин *69 1104 *36 без тріщин *97 1185 102 без тріщин *87 1011 *12 без тріщин 214 *750 161 без тріщин *72 1203 *тріщина *41 177 908 133 без тріщин *96 991 *52 *тріщина Знак * біля номера сталі або при позначенні для ПТМК вказує на те, що вони виходять за межі бажаних значень показників для цього винаходу, а такий же знак біля результатів випробувань вказує на те, що заданого рівня досягнуто не було Комп'ютерна верстка М Клюкш Підписано до друку 05 08 2003 Тираж39 прим Міністерство освіти і науки України Державний департамент інтелектуальної власності, Львівська площа, 8, м Київ, МСП, 04655, Україна ТОВ "Міжнародний науковий комітет", вул Артема, 77, м Київ, 04050, Україна
ДивитисяДодаткова інформація
Назва патенту англійськоюA high-tensile-strength steel and a process for producing the same
Назва патенту російськоюСталь с высоким сопротивлением разрыву и способ ее производства
МПК / Мітки
МПК: C21D 8/02, C22C 38/48, C22C 38/50
Мітки: одержання, спосіб, сталь, сталі, листа
Код посилання
<a href="https://ua.patents.su/21-57775-stal-i-sposib-oderzhannya-lista-iz-stali.html" target="_blank" rel="follow" title="База патентів України">Сталь і спосіб одержання листа із сталі</a>
Спосіб виготовлення листа високоміцної низьколегованої сталі і високоміцна низьколегована сталь
Номер патенту: 44290
Опубліковано: 15.02.2002
Автори: ЛАТОН Майкл Дж., КУ Джеюн
МПК: C22C 38/12, C22C 38/16, C22C 38/20, C21D 8/02, C21D 8/10
Мітки: високоміцної, виготовлення, листа, низьколегована, сталь, високоміцна, низьколегованої, спосіб, сталі
Формула / Реферат:
1. Способ изготовления листа высокопрочной низколегированной стали путем нагрева стальной заготовки, обжатия заготовки для образования листа и охлаждения листа, отличающийся тем, что для получения листа высокопрочной низколегированной стали с пределом текучести по меньшей мере около 830 МПа (120 ksi) осуществляют а) нагрев стальной заготовки до температуры, достаточной для расплавления по существу всех карбонитридов ванадия и карбонитридов...
Спосіб одержання листа з двофазної сталі
Номер патенту: 44265
Опубліковано: 15.02.2002
Автори: ГЕМРАДЖАНІ Рамеш Р., КУ Джайон
МПК: C21D 9/50, B21B 3/00, C22C 38/12, C21D 8/02, C22C 38/06, C21D 8/00
Мітки: одержання, двофазної, спосіб, листа, сталі
Формула / Реферат:
1. Способ получения листа из двухфазной стали, содержащей ферритную и мартенсит/бейнитную фазы, отличающийся тем, что для получения стали с пределом текучести по меньшей мере 689,4 МПа после 1-3% деформации осуществляют а) нагрев стального слитка до температуры, достаточной для растворения по существу всех карбонитридов ванадия и ниобия, б) прокатку слитка и формование листа за один или более проходов до первого уменьшения объема при...
Спосіб отримання стальної стрічки або листа, придатних для використання як сталі для глибокої витяжки
Номер патенту: 39993
Опубліковано: 16.07.2001
Автори: ДЕН ХАРТОГ Хьюберт Віллем, Пронк Корнеліс
МПК: B21B 1/46, C21D 8/04, B21B 1/24
Мітки: сталі, спосіб, отримання, глибокої, стрічки, витяжки, придатних, використання, стальної, листа
Формула / Реферат:
1. Спосіб отримання стальної стрічки або листа, придатних для використання як сталі для глибокої витяжки та виготовлення корпусів консервних банок шляхом глибокої витяжки і витяжки з стоншенням, що включає етапи формування рідкої низьковуглецевої сталі в ливарний сляб, що має товщину менше за 100 мм, за допомогою ливарної машини безперервної дії, плющення сляба в аустенітній області при використанні тепла лиття для зменшення його товщини до...
Булатна сталь та спосіб її одержання
Номер патенту: 30078
Опубліковано: 15.06.2001
Автори: Остапович Володимир Володимирович, Бондаренко Леонід Іванович, Казаков Сергій Сергійович, Сокольчук Костянтин Юрієвич, Кренделєв Василь Миколаєвич, Кийко Геннадій Васильович, Назаренко Василь Романович
МПК: C22C 38/00, C22C 37/10, C22C 38/12, C22C 38/36
Мітки: булатна, сталь, спосіб, одержання
Формула / Реферат:
1. Булатна сталь, що містить вуглець, кремній, марганець, алюміній, церій і залізо, яка відрізняється тим, що додатково містить бор і мікролегуючі добавки, при наступному співвідношенні компонентів, мас. %:вуглець 0,1-6,67кремній 0,01-0,10 марганець 0,005-0,15 алюміній ...
Дугова піч постійного струму для одержання сталі та спосіб одержання сталі
Номер патенту: 51849
Опубліковано: 16.12.2002
Автори: Ву Вей-Пінг, Плешіучнігг Фрітц-Петер
МПК: F27B 3/18, F27B 3/08, F27D 17/00, C21B 13/02, F27B 3/26, F27D 13/00, C21C 5/56, C21B 13/12, C21C 5/52
Мітки: струму, сталі, спосіб, постійного, одержання, дугова, піч
Формула / Реферат:
1. Дугова піч постійного струму для одержання сталі, яка містить плавильну місткість з електродами для створення дуг, отвори для випуску розплаву та шлаку, а також засоби для безпосереднього контролю відхідних газів, причому, щонайменше, два введених зверху у плавильну місткість електроди і, щонайменше, один подовий електрод розташовані так, що утворюються дві дуги, які проходять навскоси до центра поду плавильної печі, а плавильна місткість...
Попередній патент: Силовий напівпровідниковий модуль
Наступний патент: Спосіб відновлення тигля із молібден-вольфрамового сплаву для вирощування монокристалів корунду – a-оксид алюмінію
Випадковий патент: Багатофункціональний інгібітор солевідкладення