Спосіб отримання стальної стрічки або листа, придатних для використання як сталі для глибокої витяжки


Формула / Реферат
1. Спосіб отримання стальної стрічки або листа, придатних для використання як сталі для глибокої витяжки та виготовлення корпусів консервних банок шляхом глибокої витяжки і витяжки з стоншенням, що включає етапи формування рідкої низьковуглецевої сталі в ливарний сляб, що має товщину менше за 100 мм, за допомогою ливарної машини безперервної дії, плющення сляба в аустенітній області при використанні тепла лиття для зменшення його товщини до перехідної товщини, охолоджування прокатаного сляба, що має перехідну товщину, до феритної області, плющення прокатаного сляба в феритній області до кінцевої товщини, який відрізняється тим, що згадана перехідна товщина менша за 1,5 мм, а загальне зменшення товщини в феритній області від згаданої перехідної товщини до згаданої кінцевої товщини складає менше за 90 % і більше за 75 %.
2. Спосіб по п. 1, який відрізняється тим, що згадане загальне зниження товщини в феритній області складає менше за 87 %.
3. Спосіб по п. 1 або п. 2, який відрізняється тим, що згадане плющення в феритній області являє собою принаймні часткове холодне плющення.
4. Спосіб по п. З, який відрізняється тим, що на етапі плющення в феритній області сталь, що прокатується, проходить через розташовані послідовно першу лінію холодного плющення, перекристалізаційну піч і другу лінію холодного плющення.
5. Спосіб по п. 4, який відрізняється тим, що згадана перша лінія холодного плющення містить як мінімум одну кліть, яка дає коефіцієнт обтиснення як мінімум 30 % за один прохід.
6. Спосіб по п. 4 або п. 5, який відрізняється тим, що згадана друга лінія холодного плющення дає обтиснення до згаданої кінцевої товщини менше за 0,14 мм.
7. Спосіб по будь-якому з пп. 1-6, який відрізняється тим, що згаданий етап формування рідкої низьковуглецевої сталі в ливарний сляб включає безперервне лиття розплавленої низьковуглецевої сталі в сляб і плющення згаданого сляба в аустенітній області до згаданої перехідної товщини, без охолоджування згаданого сляба до меж аустенітної області.
8. Спосіб по п. 7, який відрізняється тим, що згаданий сляб після ствердження при згаданому безперервному литті має товщину меншу за 100 мм, а вищеописаний етап плющення сляба в аустенітній області включає плющення сляба в аустенітній області в проміжний сляб, намотування згаданого проміжного сляба в намотувальному пристрої, операцію температурної гомогенізації згаданого проміжного сляба як мінімум в одній пічній установці, розташованій перед намотувальним пристроєм і, після розмотування із згаданого намотувального пристрою, плющення згаданого проміжного сляба в аустенітній області до згаданої перехідної товщини.
9. Спосіб по п. 8, який відрізняється тим, що згаданий проміжний сляб має товщину в діапазоні від 5 до 25 мм, переважно від 5 до 20 мм.
10. Спосіб по будь-якому з пп. 1-9, який відрізняється тим, що протягом принаймні частини часу, протягом якого згаданий сляб знаходиться в аустенітній області, підтримується неокислююча газоподібна атмосфера.
11. Спосіб по п. 8 або п. 9, який відрізняється тим, що неокислююча газоподібна атмосфера підтримується принаймні в одному з пристроїв - пічному або намотувальному, поки згаданий проміжний сляб знаходиться в цьому пристрої.
Текст
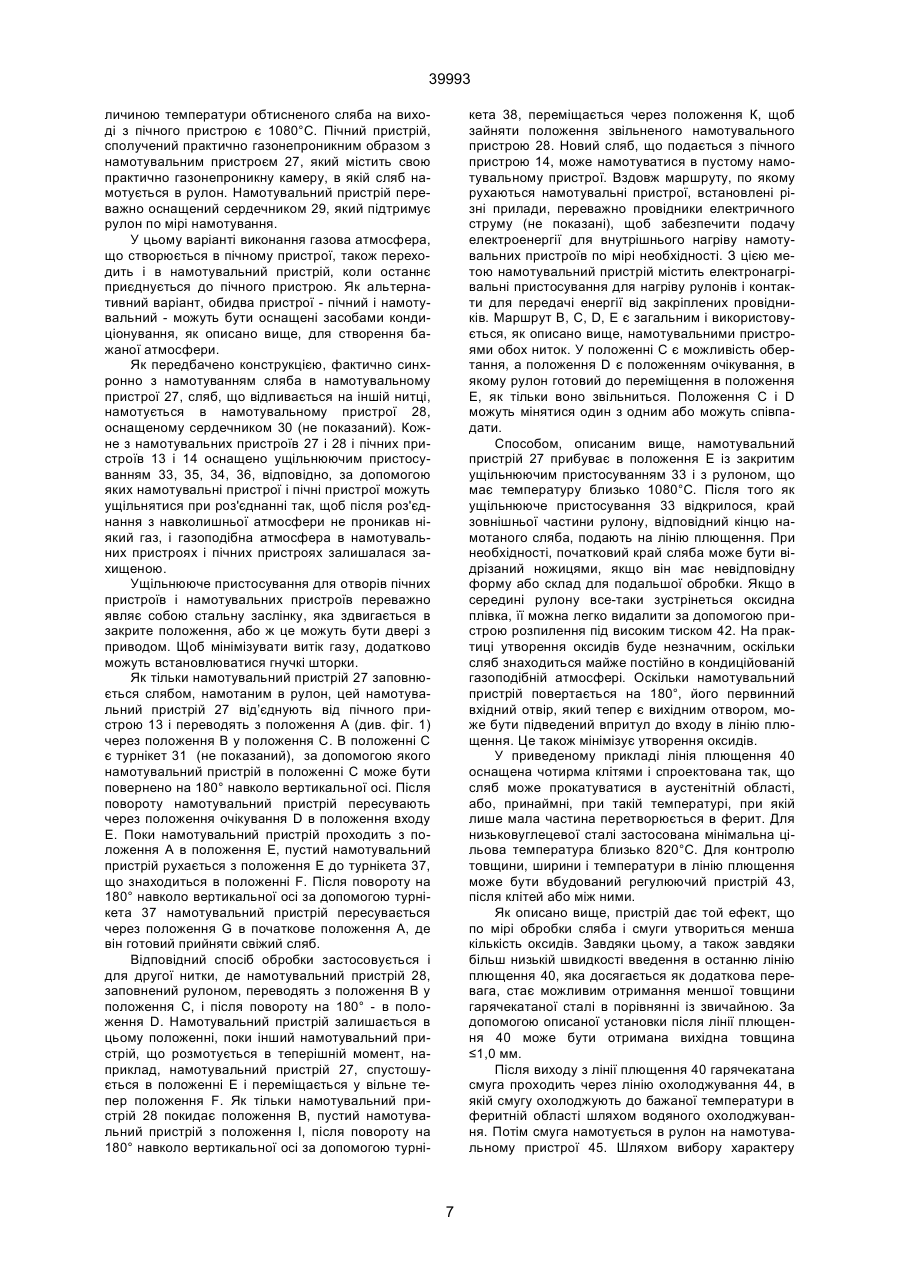
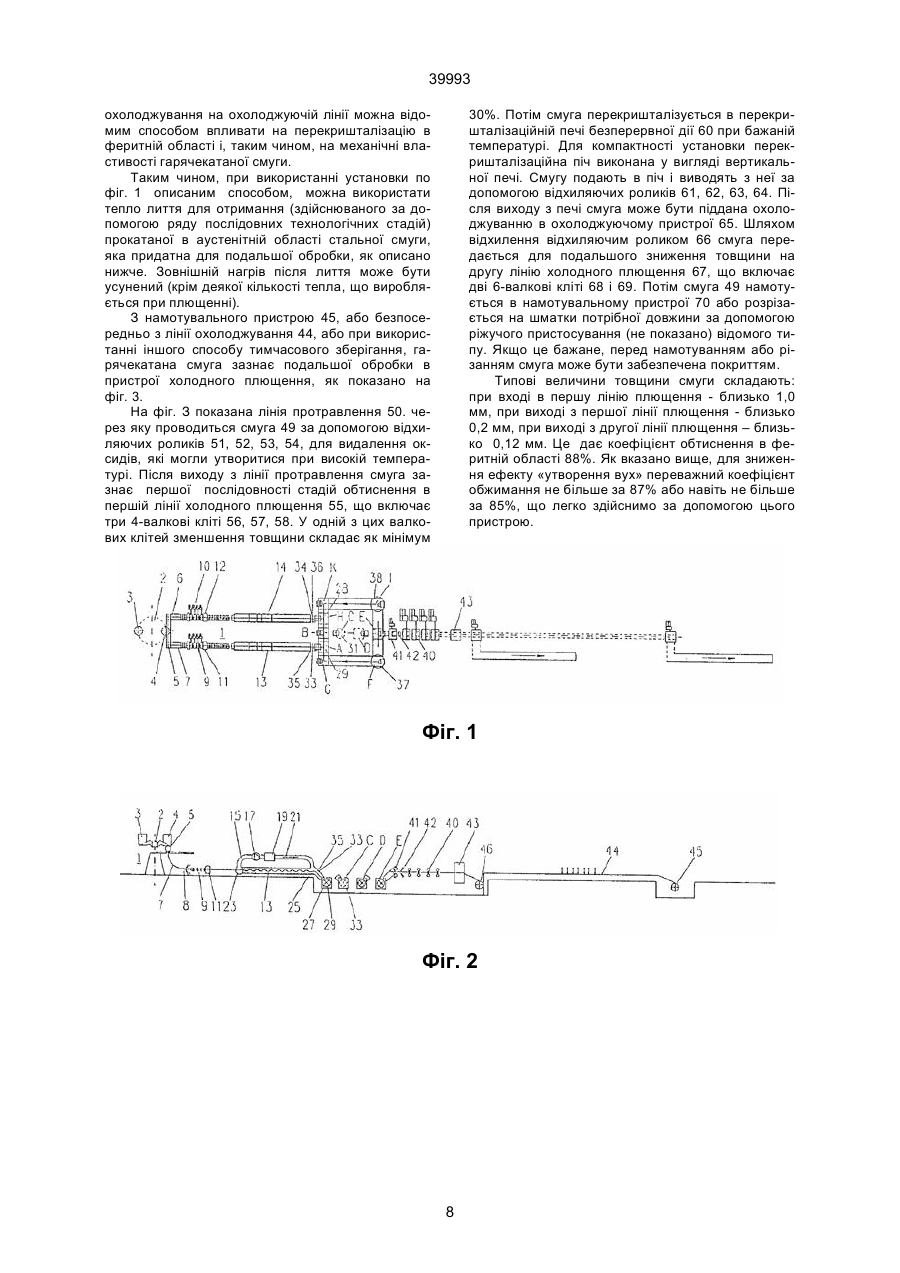
1. Спосіб отримання стальної стрічки або листа, придатних для використання як сталі для глибокої витяжки та виготовлення корпусів консервних банок шляхом глибокої витяжки і витяжки з стоншенням, що включає етапи формування рідкої низьковуглецевої сталі в ливарний сляб, що має товщину менше за 100 мм, за допомогою ливарної машини безперервної дії, плющення сляба в аустенітній області при використанні тепла, лиття для зменшення його товщини до перехідної товщини, охолоджування прокатаного сляба, що має перехідну товщину, до феритної області, плющення прокатаного сляба в феритній області до кінцевої товщини, який відрізняється тим, що згадана перехідна товщина менша за 1,5 мм, а загальне зменшення товщини в феритній області від згаданої перехідної товщини до згаданої кінцевої товщини складає менше за 90% і більше за 75%. 2. Спосіб за п. 1, який відрізняється тим, що згадане загальне зниження товщини в феритній області складає менше за 87%. 3. Спосіб за п. 1 або п. 2, який відрізняється тим, що згадане плющення в феритній області являє собою принаймні часткове холодне плющення. 4. Спосіб за п. З, який відрізняється тим, що на етапі плющення в феритній області сталь, що прокатується, проходить через розташовані послідовно першу лінію холодного плющення, перекристалізаційну піч і другу лінію холодного плющення. 5. Спосіб за п. 4, який відрізняється тим, що згадана перша лінія холодного плющення містить як C2 (54) СПОСІБ ОТРИМАННЯ СТАЛЬНОЇ СТРІЧКИ АБО ЛИСТА, ПРИДАТНИХ ДЛЯ ВИКОРИСТАННЯ ЯК СТАЛІ ДЛЯ ГЛИБОКОЇ ВИТЯЖКИ 39993 Для того щоб бути придатною в якості сталі для глибокого витягу, марка сталі повинна задовольняти ряду вимог, найважливіші з яких розглядаються далі. Щоб отримати закриту, так звану складову банку з двох деталей, перша з яких являє собою корпус, який має основу, а друга - кришку, для першої деталі беруть плоску заготовку, з якої спочатку шляхом глибокого витягу виготовляють чашку діаметром, наприклад, 90 мм і висотою 30 мм, а потім з цієї чашки шляхом витягу з стоншенням виготовляють банку з діаметром, наприклад, 66 мм і висотою 115 мм. Характерними величинами товщини стального матеріалу на різних стадіях виготовлення є: початкова товщина заготовки 0,26 мм, товщина основи і стінок чашки 0,26 мм, товщина основи банки 0,26 мм, товщина стінки банки на половині висоти 0,09 мм, товщина верхньої кромки банки 0,15 мм. Як показує цей приклад, при виготовленні консервних банок сталь для глибокого витягу повинна володіти хорошою формуємістю і зберігати цю властивість у часі, щоб забезпечити можливість зберігання і транспортування. Іншими словами, сталь для глибокого витягу не повинна зазнавати старіння. Старіння приводить до підвищення формуючих зусиль, тріщин при формуванні і поверхневих дефектів через лінії ковзання. Спосіб визначення міри старіння являє собою так зване перестаріння, коли вуглець, участь якого в процесі старіння найбільш велика, регульованим чином відділяється і після цього вже не може проникнути на свої колишні місця в структурі сталі. Бажання зекономити матеріал за рахунок максимального зниження ваги банок також може бути здійснено при виконанні вимоги високої формуємості, тобто повинна існувати можливість, при даній початковій товщині заготовки, отримати найменшу кінцеву товщину стінки банки і верхньої кромки банки. Верхня кромка банки потребує особливої якості сталі для глибокого витягу. Після того як банку відформовано шляхом витягу з стоншенням, верхня кришка меншає в діаметрі, тобто проводиться так зване утворення горловини, щоб отримати можливість використання кришки меншого діаметра і зекономити матеріал, що йде на виготовлення кришки. Після утворення горловини вздовж краю верхньої кромки, виконується фланець, щоб можна було прикріпляти кришку. Утворення горловини, а також виконання фланця особливо являють собою такі технологічні процеси, які висувають високі вимоги по додатковій формуємості сталі для глибокого витягу, яка вже формувалася раніше, при виготовленні корпусу. Крім формуємості, важлива також чистота сталі. Чистота в цьому випадку означає міру відсутності головним чином окисних і газоподібних включень. Такі включення виникають при отриманні сталі в кисневих установках і утворюються від ливарного пилу, який використовується при безперервному литті стальних слябів, які є основним матеріалом для виробництва сталі для глибокого витягу. При формуванні горловини або фланця включення підвищують ризик утворення тріщин, які, в свою чергу, стають причиною протікання заповненої і закритої банки при її подальшому використанні. При зберіганні і транспортуванні витік вмісту з пошкодженої банки може викликати псування, зокрема, через забруднення інших банок або товарів, що знаходиться поблизу, і збиток може у багато разів перевищити вартість пошкодженої банки і її вмісту. Чим менше товщина кромки банки, тим вище ризик появи тріщин через включення. Тому сталь для глибокого витягу повинна бути позбавлена будь-яких включень. Оскільки при існуючому в цей час способі отримання сталі наявність включень неминуча, вони повинні принаймні бути мінімальними і зустрічатися в якомога менших кількостях. Наступна вимога відноситься до міри анізотропії сталі для глибокого витягу. У технології виготовлення складових банок з двома деталями способом глибокого витягу, витягу з стоншенням стінок верхня кромка банки не виступає в горизонтальній площині, але по периметру банки утворить хвилеподібну поверхню. У промисловості ці хвилеподібні виступи відомі як вуха. Тенденція до утворення вух є слідством анізотропії сталі для глибокого витягу. Щоб отримати рівну верхню кромку банки, яку потім можна відформувати у фланець, вуха доводиться зрізати до самої глибокої точки; це приводить до втрати матеріалу. Для даного технологічного процесу звичайно застосовують гарячекатані листи або смуги з початковою товщиною не менше за 1,8 мм. При близько 85%-ному утоншенні кінцева товщина складає близько 0,27 мм. З метою економії матеріалу на одну банку, бажано зменшити кінцеву товщину, переважно до величини менше за 0,21 мм. Вже були названі стандартні величини близько 0,17 мм. Таким чином, для даної стартової товщини близько 1,8 мм потрібно утоншення більш ніж на 90%. При звичайних концентраціях вуглецю це приводить до сильного утворення вух, необхідність зрізання яких, в свою чергу, приводить до надмірних втрат матеріалу і знижує вигоду, що отримується за рахунок зменшення товщини. Рішення знайдене у використанні наднизьковуглецевої сталі (сталі ННВ). Така сталь з допустимими концентраціями вуглецю від 0,01% до 0,001% виготовляється в кисневих установках шляхом надува в стальну ванну більшої кількості кисню і спалення більшої кількості вуглецю. Після цього, якщо потрібно, може проводитися обробка у вакуумному ковші для подальшого зниження концентрації вуглецю. При подачі в стальну ванну більшої кількості кисню в ній утворяться також небажані металеві оксиди, які залишаються у вигляді включень в стальному слябі, а потім - в холоднокатаній смузі. Вплив включень при зменшенні кінцевої товщини холоднокатаної сталі посилюється. Як вже згадувалося, включення шкідливі, оскільки вони приводять до розтріскування. Як наслідок зменшення кінцевої товщини, цей недолік більш характерний для сталі ННВ. У результаті продуктивність при виготовленні тари із наднизьковуглецевих марок сталі низька через великий процент браку. У ЕР-А - 521808 описаний спосіб отримання сталі, призначеної для виготовлення консервних банок, яка в приведеному прикладі має кінцеву товщину 0,18 мм. Цей спосіб включає гаряче плющення в аустенітній області з подальшим холодним плющенням, з підігріванням, наприклад, до 660 °С між двома стадіями холодного плющен 2 39993 ня. Сталь, яка використовується, має зміст вуглецю 0,005-0,15%. Товщина сталі при аустенітному плющенні не вказана. У ЕР-А - 504999 описаний спосіб, в якому безперервно відливається сляб при товщині, яка отримується після «стиснення» до отвердіння серцевини, тобто 45 мм. На одновалковій установці ця товщина знижується до 15 мм. Потім цей сляб може бути знов нагрітий і намотаний в рулон. Після цього він зазнає безперервного плющення, спочатку в аустенітній області до 1,5 мм, а потім у феритній області до 0,7 мм. Така сталь виявилася дуже товстою для використання в якості сталі для глибокого витягу при виготовленні корпусів банок. У ЕР-А - 0370575 описаний спосіб отримання стальних смуг, що формуються, в яких розплавлену сталь безперервно відливають в сляб товщиною менше за 100 мм, потім цей сляб (якщо необхідно - після попереднього витягу) охолоджують у феритній області і в цій області прокатують до кінцевої товщини 0,5-1,5 мм. Найбільш близьке рішення описано у ЕР-А0306076. Даний спосіб отримання стальної смуги або листа, придатних для використання в якості сталі для глибокого витягу з метою виготовлення корпусів консервних банок шляхом глибокого витягу і витягу з стоншенням, включає етапи формування рідкої низьковуглецевої сталі в ливарний сляб, що має товщину менше за 100 мм, переважно за допомогою ливарної машини безперервної дії, плющення сляба в аустенітній області переважно при використанні тепла лиття, для зменшення його товщини до перехідної товщини, тобто до смуги товщиною 2-5 мм, охолоджування прокатаного слябу, що має перехідну товщину, до феритної області вище за 300°С і плющення прокатаного сляба в феритній області до кінцевої товщини 0,5-1,5 мм. Але смуга або лист, отримані цим способом, мають схильність до утворення вух при подальшому глибокому витягу і витягу з стоншенням, що, в свою чергу, приводить до небажаних втрат матеріалу. В основу винаходу поставлено задачу створити спосіб отримання стальної смуги або листа, придатних для використання в якості сталі для глибокого витягу, переважно марок сталі, що мають зміст вуглецю від 0,1% до 0,01%, з метою виготовлення корпусів консервних банок шляхом глибокого витягу і витягу з стоншенням, що забезпечує можливість при високому виробленні матеріалу досягнути малої кінцевої товщини, запобігти утворення вух та небажаних втрат матеріалу. Відповідно до винаходу, поставлена задача вирішується тим, що у способі отримання стальної смуги або листа, придатних для використання в якості сталі для глибокого витягу з метою виготовлення корпусів консервних банок шляхом глибокого витягу і витягу з стоншенням, що включає такі етапи: (і) формування рідкої низьковуглецевої сталі в ливарний сляб, що має товщину менше за 100 мм, за допомогою ливарної машини безперервної дії; (іі) плющення сляба в аустенітній області при використанні тепла лиття, з метою зменшення його товщини до перехідної товщини; (ііі) охолоджування прокатаного сляба з етапу (іі), що має перехідну товщину, до феритної області; (iv) плющення прокатаного сляба з етапу (ііі) в феритній області до кінцевої товщини; перехідна товщина складає менше за 1,5 мм, а загальне зниження товщини в феритній області від перехідної товщини до вказаної кінцевої товщини складає менше за 90% і більше за 75%. Смуга або лист, отримана цим способом, володіє перевагою зниженої схильності до утворення вух при подальшому глибокому витягу і витягу з стоншенням. Міра анізотропії залежить від концентрації вуглецю і загального коефіцієнта обтиснення при плющенні, якого сталь для глибокого витягу зазнала в феритній області. Винахід заснований на розумінні того факту, що загальний коефіцієнт обтиснення в феритній області після переходу з аустенітної області є важливим чинником для утворення вух і що утворення вух можна запобігти або обмежити шляхом підтримки в деяких границях коефіцієнта обтиснення при холодному плющенні в феритній області при даній кількості вуглецю. Це можна зробити за допомогою введення в феритну область досить тонкої смуги. У переважному варіанті здійснення способу по винаходу загальний коефіцієнт обтиснення при плющенні в феритній області складає не більше за 88%, переважніше - не більше за 87%. Величина коефіцієнта обтиснення при плющенні, при якому спостерігається мінімум анізотропії, залежить від концентрації вуглецю і зростає із зменшенням концентрації вуглецю. У випадку низьковуглецевої сталі коефіцієнт обтиснення при холодному плющенні для отримання мінімальної анізотропії і, отже, для мінімального утворення вух знаходиться в діапазоні менше за 87% або, що більш переважно, менше за 85%. Для хорошої формуємості переважно, щоб загальний коефіцієнт обжимання був більше 75%, ще переважніше - більше за 80%. Кінцева товщина сталі може складати менше за 0,20 мм і навіть менше за 0,15 мм. Витяг, який повинен провестися в феритній області, може підтримуватися в малому діапазоні з малою кінцевою товщиною у разі переважного варіанту винаходу, в якому перехідна товщина складає менше за 1,5 мм. Спосіб за винаходом забезпечує отримання сталі для глибокого витягу з використанням звичайної технології і звичайного обладнання, а також дає можливість вироблення більш тонкої сталі для глибокого витягу, ніж було можливо досі. Зокрема, для плющення і подальшої обробки в феритній області може використовуватися звичайне обладнання і технологія. Звичайно виробництво стальних смуг починають з ливарного стального сляба товщиною від 50 до 250 мм, яка варіюється в залежності від технології лиття, що застосовується. Такий спосіб може бути застосований і в даному винаході. Можливо, після попереднього витягу, такий ливарний сляб охолоджується до температури навколишнього середовища, тимчасово зберігається і, можливо, відновлюється, а потім знов нагрівається до температури аустенітної області. Сляб піддають гарячому плющенню в аустенітній області до бажаної 3 39993 перехідної товщини. При застосуванні звичайної технології на практиці вона становить ³1,8 мм. Потім сляб прокатують в феритній області в смугу з бажаною кінцевою товщиною. У переважному варіанті здійснення способу за винаходом стальну смугу виробляють шляхом безперервного лиття розплавленої низьковуглецевої сталі в сляб і плющення згаданого сляба в аустенітній області до перехідної товщини, без охолоджування згаданого сляба до меж аустенітної області. Переважно у цьому способі використовують в безперервному технологічному процесі тепло лиття, тобто сталь загалом не піддають повторному нагріву принаймні доти, поки не буде досягнута проміжна товщина, за винятком нагріву за рахунок яких-небудь теплових процесів при плющенні. Даний варіант здійснення володіє тією перевагою, що він містить малу кількість окремих стадій технологічного процесу. Це приводить до підвищеного вироблення кінцевого продукту, оскільки усуваються стадії введення і виведення. Крім того, коли для плющення сляба в аустенітній області використовується тепло лиття, забезпечується більша ефективність використовування енергії. Далі, оскільки даний спосіб має підвищену міру безперервності, він може здійснюватися за допомогою більш простої за конструкцією установки. У цьому контексті під безперервним процесом також розуміється процес, що включає тимчасове зберігання стального сляба в намотувальному пристрої, також званому намотувальним ящиком, в аустенітній області і, таким чином, при використанні тепла лиття. Проблема гарячого плющення сляба полягає в тому, що під час плющення температура сляба падає через втрати випромінюванням та розсіванням тепла за напрямком до охолоджених валків. Падіння температури в аустенітній області небажане через погіршення якості продукту і регульованості процесу плющення; будь-яке збільшення вхідної температури з метою запобігання протіканню процесу аустенітної області обмежено через прискорене створення оксидів. Збільшення швидкості плющення обмежене через те, що при великій швидкості смуга починає злітати. Для гарантії того, що сляб буде повністю прокатаний до встановленої перехідної товщини в аустенітній області, в переважному варіанті здійснення способу сляб після отвердіння при безперервному литті має товщину менше за 100 мм, а вищеописаний етап (іі) включає плющення сляба в аустенітній області в проміжний сляб, намотування проміжного сляба в намотувальному пристрої, операцію температурної гомогенізації проміжного сляба як мінімум в одній пічній установці, розташованій до намотувального пристрою, і, після розмотування з намотувального пристрою, плющення проміжного сляба в аустенітній області до перехідної товщини. Під час обробки в пічному пристрої, такому як індукційна піч, втрати тепла, які виникають в основному на поверхні, при відповідній настройці можуть бути компенсовані. У разі необхідності, тепло також може віддалятися, якщо піч обладнана для намотування. Як альтернативний варіант, піч може бути призначена для температурної гомогенізації. У намотувальному пристрої відбувається додаткове вирівнювання температури між поверхнею сляба і його серцевиною. Сляб також гомогенізується вздовж його ширини для створення кращого профілю і кращої гомогенності властивостей. Фахівцеві буде зрозуміло, що навіть при використанні тільки пічного пристрою або тільки намотувально-пічного пристрою, ця перевага може бути досягнута принаймні частково, і що винахід не обмежується поєднанням цих двох пристроїв. Через кількість і розміри стадій плющення, що проводиться в аустенітній області, переважно здійснювати спосіб таким чином, щоб проміжний сляб мав товщину від 5 до 25 мм, більш переважно від 5 до 20 мм. Це дає можливість розміщення оптимальної кількості клітей в обжимній установці, розташованій до намотувального пристрою і в установці для відпуску, розташованій після нього, а також організації оптимальної потужності прокатної установки. Особливою перевагою володіє варіант здійснення способу, в якому на поверхні сталі підтримується неокислювальна газоподібна атмосфера принаймні частину того часу, протягом якого сталь знаходиться в аустенітній області. Серйозна проблема при плющенні в аустенітній області полягає в тому, що утворення оксидів на поверхні сляба відбувається тим швидше, ніж більше підвищується температура, внаслідок чого формується межа максимальної вхідної температури для аустенітного плющення. При обробці сляба принаймні частково в неокислюючій газоподібній атмосфері утворення оксидного шару, принаймні, обмежується. Це означає, що може бути вибрана більш висока вхідна температура або більш короткий період знаходження в аустенітній області. Отже, з'являється можливість відносно простим шляхом досягнути бажаної перехідної товщини менше за 1,8 мм і навіть менше за 1,3 мм. У малому масштабі виявилося можливим досягнення перехідної товщини близько 1,0 мм. У особливо ефективному варіанті здійснення способу за винаходом неокислююча газоподібна атмосфера підтримується принаймні в одному з пристроїв - пічному або намотувальному, або в них обох. У звичайному пічному пристрої сляб знаходиться в навколишній газоподібній атмосфері протягом відносно довгого часу і без захисту. Придання цій газоподібній атмосфері неокислюючих властивостей дає той ефект, що принаймні в пічному пристрої утвориться менше оксидів або вони не утворяться зовсім. Намотаний сляб залишається в намотувальному пристрої протягом відносно довгого часу при відносно високій температурі. Підтримка в намотувальному пристрої неокислюючої атмосфери дає той ефект, що на слябі не може утворюватися оксидна окалина, яка в іншому випадку була б досить значною, особливо через високу температуру сляба. Винахід може бути здійснений в установці для отримання стальних смуг або листів, що має: (а) ливарну машину безперервної дії для лиття стального сляба; (б) пічний пристрій для регулювання температури сляба з ливарної машини безперервної дії, що має камеру з вхідним отвором, вихідним отвором і каналом для передачі сляба від вхідного отвору до згаданого вихідного отвору, при цьому в 4 39993 згаданій камері вздовж каналу підтримується бажана атмосфера; (в) намотувальний пристрій для намотування сляба з пічного пристрою, що має камеру, створюючу закритий простір, для намотування і підтримки в цьому закритому просторі бажаної атмосфери, при цьому намотувальний пристрій має вхідний отвір для сляба; (г) аустенітна прокатна установка для плющення сляба, після розмотування з намотувального пристрою, в аустенітній області до перехідної товщини, і (д) феритна прокатна установка для плющення сляба, що має перехідну товщину, в феритній області в смугу або лист з бажаною кінцевою товщиною, в якій вихідний отвір пічного пристрою є практично газонепроникним і роз'ємним образом сполучено з вхідним отвором згаданого намотувального пристрою. Установка може також містити пристосування для зменшення товщини сляба між ливарною машиною безперервної дії і пічним пристроєм. Установка переважно містить засоби для створення неокислюючої атмосфери, що контактує із згаданим слябом принаймні в одному з пристроїв - пічному або намотувальному. Така установка та її переваги, а також специфічні варіанти виконання описані в Міжнародній патентній заявці «Установка для виробництва стальної смуги» з тією ж датою подачі, що і справжня пропозиція, і від імені того ж заявника, наш номер НО 848. Зміст вказаної заявки вважається включеним в теперішню пропозицію за допомогою цього посилання. Типовий пічний пристрій споруджується як електрична піч, в якій, за допомогою резистивного або індуктивного нагріву, енергія подається до сляба таким чином, щоб після охолоджування через видалення окалини шляхом розбризкування води під високим тиском, а також через теплові втрати в довкілля, поверхня сляба знов нагрівалася. У разі звичайної установки під час цього нагріву поверхня стикається із звичайною зовнішньою атмосферою протягом відносно великої дільниці і, отже, протягом відносно довгого часу, так що на поверхні знов утвориться оксидна окалина, яка являє собою в таких умовах тонкий міцний шар, який практично неможливо видалити повністю за допомогою навіть дуже високого водяного тиску і який зрештою доводиться видаляти протравленням. Пічний пристрій може бути використаний тільки для гомогенізації температури стального сляба або може забезпечити зміну температури як мінімум серцевини сляба. В установці, організованій таким чином, запобігається контактування сляба із зовнішньою атмосферою при проходженні навіть через відносно довгий пічний пристрій, так що оксидна окалина, що утворюється в печі на зовнішній поверхні сляба, мінімізується. Як визначено раніше, намотувальний пристрій забезпечує закритий простір, тобто екранує пристосування, для підтримки бажаної газоподібної атмосфери в намотувальному пристрої. У разі звичайної установки сляб намотується в намоту вальному пристрої при відносно високій температурі і зберігається там деякий час до температурної гомогенізації або в очікуванні подальшої обробки в прокатній установці. В установці, в якій намотувальний пристрій містить неокислюючу атмосферу, запобігається окислення сляба або його додаткове окислення під час зберігання в намотувальному пристрої. Намотувальний пристрій переважно містить пристосування для ущільнення, таке як двері для замкнення вхідного отвору і підтримки в намотувальному пристрої бажаної атмосфери, коли воно від'єднується від пічного пристрою. Як було згадано, в даній установці вихід пічного пристрою практично газонепроникним і роз'ємним образом з'єднується з намотувальним пристроєм. Це дає також ту перевагу, що з того часу, коли він поступає в пічний пристрій, до того моменту, коли він передається в намотувальний пристрій, сляб не контактує із зовнішнім повітрям, а залишається оточений газоподібною атмосферою бажаного складу. При цьому газоподібна атмосфера в пічному пристрої і в намотувальному пристрої може бути однаковою або різною. Намотувальний пристрій переважно є мобільним і може переміщатися з положення з'єднання з пічним пристроєм в положення, в якому згаданий сляб розмотується в пристрій аустенітного плющення. Це також мінімізує час контакту з навколишньою атмосферою. Сляб, розмотаний з намотувального пристрою, прокатується на наступній далі чистовій лінії в гарячекатану смугу з товщиною менше за 1,8 мм, переважно менше за 1,5 мм. Щоб чистова лінія була якомога більш простою і малогабаритною, і щоб обмежити швидкість виходу з чистової лінії, переважно максимально знизити товщину розмотаного сляба. Щоб цей сляб добре намотувався, переважно, щоб намотувальний пристрій був оснащений сердечником, на який намотується рулон. Обрізний кінець сляба, неважливо підданий чорновому плющенню чи ні, закріпляється на сердечникові і потім намотується в намотувальному пристрої в рулон за траєкторією, визначуваною сердечником. Ця вимушена траєкторія дає можливість надійного намотування в широкому діапазоні товщини сляба. Такий спосіб надає велику свободу в тій частині технологічного процесу, яка здійснюється перед намотуванням, і робить можливою намотування тонких, прокочених слябів. Звичайна установка для подальшої обробки гарячекатаної смуги включає окремі пристрої для обтиснення в холодному стані і відпалу. Для тонкої і механічно міцної холоднокатаної сталі технологія така: прокочену один раз в холодному стані смугу в перший раз піддають відпалу, потім знов холодному плющенню, відпалу і дресируванню, з отриманням так званої сталі для глибокого витягу, отриманого способом подвійного холодного плющення (ПХП). Установка надає можливість отримання гарячекатаних смуг товщиною менше за 1,3 мм. Таку смугу можна ефективно обробляти далі в пристрої холодного плющення, який оснащений розташованими послідовно першою лінією холодного 5 39993 плющення, перекришталізаційною піччю і другою лінією холодного плющення. Оскільки початковий матеріал являє собою тонку гарячекатану смугу, пристрій може бути виконаний як ряд установок, розміщених послідовно, через які безперервно проходить смуга, що обробляється. У результаті виходить компактна установка, яка надає поліпшену можливість виробництва сталі ПХП безперервним способом. Така сталь ПХП та її прикладне використання вже відомі, наприклад, в пакувальній промисловості для виготовлення складових консервних банок з трьох деталей. Для отримання хорошої формуємості переважно, щоб перша лінія холодного плющення була придатна для обтиснення як мінімум 30% за один прохід як мінімум через одну кліть першої лінії. При такому обтисненні сталь зазнає достатньої деформації для подальшої перекришталізації. Крім того, можлива така міра обтиснення матеріалу, що після перекришталізації його можна прокатувати до кінцевої товщини у відносно простих клітях. Особливо компактний і легкий в керуванні пристрій виходить в такому варіанті виконання, в якому перша лінія холодного плющення включає три чотиривалкові кліті. Хороша формуємість при бажаному коефіцієнті обтиснення також досягається у варіанті виконання пристрою, в якому друга лінія холодного плющення включає дві кліті, переважно дві 6валкові кліті, хоч можливо також використання двох 4-валкових клітей. Друга лінія холодного плющення переважно придатна для обтиснення до кінцевої товщини менше за 0,14 мм. Перевага при цьому полягає в тому, що такий спосіб може використовуватися для виробництва холоднокатаних смуг або листів фактично безперервним способом з товщиною, яку інакше можна отримати тільки за допомогою складної технології подвійного холодного плющення. Фахівцеві буде зрозуміло, що компактна установка, яка включає першу лінію холодного плющення, перекришталізаційну піч і другу лінію холодного плющення, може бути використана як автономний пристрій, а також в поєднанні з відмінним від описаного в даній пропозиції пристроєм для виробництва гарячекатаної смуги в аустенітній області. Компактна установка здатна виробляти марки сталі ПХП малої товщини для відомих областей використання, наприклад, для пакувального матеріалу товщиною 0,14 мм або менше. Далі винахід пояснюється на прикладі установки для здійснення винаходу з посиланнями на відповідні креслення. Фіг. 1 являє собою схематичний вигляд зверху частини установки для здійснення винаходу, фіг. 2 - схематичний вигляд збоку установки по фіг. 1, і фіг. 3 - схематичний вигляд збоку іншої частини установки для здійснення винаходу. На фіг. 1 показана ливарна машина безперервної дії 1 для лиття в дві нитки. Ливарна машина безперервної дії 1 містить ківшеву вежу 2, на якій можуть розташовуватися два ковші 3 і 4. Кожний з двох ковшів може вміщати близько 300 тонн рідкої сталі. Ливарна машина безперервної дії оснащена розливним жолобом 5, який заповнюється з ковшів 3 і 4 і підтримується заповненим. Рідка сталь переходить з розливного жолоба в дві ливарні форми (не показані), з яких сталь, тепер вже в формі частково отверділого сляба з ще рідкою серцевиною, проходить між роликами зігнених рольгангів 6 і 7. Для деяких марок сталі може бути бажано зменшити товщину сляба на рольгангах 6 і 7, поки серцевина все ще рідка. Цей процес відомий як стиснення. Розпилювачі 8 для зняття окалини розташовані на вихідній стороні двох рольгангів 6 і 7. За їх допомогою оксидна окалина розпилюється з поверхні сляба за допомогою тиску води близько 200 бар. При початковій товщині відливання, наприклад, близько 60 мм сляб після стиснення звичайно все ще має товщину близько 45 мм. За допомогою 3-валкових ліній плющення 9 і 10 сляб зазнає подальшого обтиснення до товщини в діапазоні 10-15 мм. Якщо це бажане, передній і задній кінці можуть бути відрізані від сляба ножицями 11 і 12, або ж сляб розрізають на частини бажаної довжини. Замість відливання тонкого сляба з товщиною менше за 100 мм можливе відливання більш товстого сляба, а потім, за допомогою плющення, зокрема, реверсивного плющення, зменшення товщини сляба до величини в діапазоні від 10 до 15 мм. У способі за даним винаходом сляб, як правило, прокатують в проміжний сляб з товщиною від 10 до 15 мм, як вказаний вище. Цей прокатаний сляб транспортують в пічний пристрій 13 або 14. Кожний пічний пристрій оснащений нагрівальним пристроєм (не показано), наприклад, індукційним нагрівальним пристроєм, для нагріву прокатаного сляба до бажаної температури в аустенітній області. Пічні пристрої мають форму камер і оснащені засобами кондиціонування для створення і підтримки в пічному пристрої бажаної неокислюючої газоподібної атмосфери. У представленому варіанті виконання засоби кондиціонування пічного пристрою включають відсмоктуючу лінію 15, насос 17, газовимірювальні і газоочисні засоби 19, а також лінію подачі 21, по якій газ накачується в пічний пристрій. Якщо це бажано, газовимірювальні і газоочисні засоби 19 можуть також включати газонагрівальні пристрої для компенсації яких-небудь теплових втрат. Так, для регулювання температури газу можуть бути задіяні теплообмінники, що використовують для подачі тепла енергію згоряння газу, а для охолоджування - воду. Газова атмосфера, що утворюється в пічному пристрої і переважно також в намотувальному пристрої, є практично неокислюючою, хоч вона неминуче включатиме невелику кількість кисню через просочування повітря. Основою цієї атмосфери переважно є азот, хоч може бути використаний і інертний газ, такий як аргон, якщо його висока вартість не є перешкодою. Азот може містити добавку, інгібуючу азотування поверхні сталі, відому з технології періодичного відпалу сталі. Газова атмосфера може містити водяну пару. Пічний пристрій на вхідній і вихідній сторонах містить отвори 23, 25, що мають ущільнюючі пристосування, що запобігає небажаному проникненню газу з навколишньої атмосфери. Відповідною ве 6 39993 личиною температури обтисненого сляба на виході з пічного пристрою є 1080°С. Пічний пристрій, сполучений практично газонепроникним образом з намотувальним пристроєм 27, який містить свою практично газонепроникну камеру, в якій сляб намотується в рулон. Намотувальний пристрій переважно оснащений сердечником 29, який підтримує рулон по мірі намотування. У цьому варіанті виконання газова атмосфера, що створюється в пічному пристрої, також переходить і в намотувальний пристрій, коли останнє приєднується до пічного пристрою. Як альтернативний варіант, обидва пристрої - пічний і намотувальний - можуть бути оснащені засобами кондиціонування, як описано вище, для створення бажаної атмосфери. Як передбачено конструкцією, фактично синхронно з намотуванням сляба в намотувальному пристрої 27, сляб, що відливається на іншій нитці, намотується в намотувальному пристрої 28, оснащеному сердечником 30 (не показаний). Кожне з намотувальних пристроїв 27 і 28 і пічних пристроїв 13 і 14 оснащено ущільнюючим пристосуванням 33, 35, 34, 36, відповідно, за допомогою яких намотувальні пристрої і пічні пристрої можуть ущільнятися при роз'єднанні так, щоб після роз'єднання з навколишньої атмосфери не проникав ніякий газ, і газоподібна атмосфера в намотувальних пристроях і пічних пристроях залишалася захищеною. Ущільнююче пристосування для отворів пічних пристроїв і намотувальних пристроїв переважно являє собою стальну заслінку, яка здвигається в закрите положення, або ж це можуть бути двері з приводом. Щоб мінімізувати витік газу, додатково можуть встановлюватися гнучкі шторки. Як тільки намотувальний пристрій 27 заповнюється слябом, намотаним в рулон, цей намотувальний пристрій 27 від’єднують від пічного пристрою 13 і переводять з положення А (див. фіг. 1) через положення В у положення С. В положенні С є турнікет 31 (не показаний), за допомогою якого намотувальний пристрій в положенні С може бути повернено на 180° навколо вертикальної осі. Після повороту намотувальний пристрій пересувають через положення очікування D в положення входу Е. Поки намотувальний пристрій проходить з положення А в положення Е, пустий намотувальний пристрій рухається з положення Е до турнікета 37, що знаходиться в положенні F. Після повороту на 180° навколо вертикальної осі за допомогою турнікета 37 намотувальний пристрій пересувається через положення G в початкове положення А, де він готовий прийняти свіжий сляб. Відповідний спосіб обробки застосовується і для другої нитки, де намотувальний пристрій 28, заповнений рулоном, переводять з положення В у положення С, і після повороту на 180° - в положення D. Намотувальний пристрій залишається в цьому положенні, поки інший намотувальний пристрій, що розмотується в теперішній момент, наприклад, намотувальний пристрій 27, спустошується в положенні Е і переміщається у вільне тепер положення F. Як тільки намотувальний пристрій 28 покидає положення В, пустий намотувальний пристрій з положення І, після повороту на 180° навколо вертикальної осі за допомогою турні кета 38, переміщається через положення К, щоб зайняти положення звільненого намотувального пристрою 28. Новий сляб, що подається з пічного пристрою 14, може намотуватися в пустому намотувальному пристрої. Вздовж маршруту, по якому рухаються намотувальні пристрої, встановлені різні прилади, переважно провідники електричного струму (не показані), щоб забезпечити подачу електроенергії для внутрішнього нагріву намотувальних пристроїв по мірі необхідності. З цією метою намотувальний пристрій містить електронагрівальні пристосування для нагріву рулонів і контакти для передачі енергії від закріплених провідників. Маршрут В, С, D, Е є загальним і використовується, як описано вище, намотувальними пристроями обох ниток. У положенні С є можливість обертання, а положення D є положенням очікування, в якому рулон готовий до переміщення в положення Е, як тільки воно звільниться. Положення С і D можуть мінятися один з одним або можуть співпадати. Способом, описаним вище, намотувальний пристрій 27 прибуває в положення Е із закритим ущільнюючим пристосуванням 33 і з рулоном, що має температуру близько 1080°С. Після того як ущільнююче пристосування 33 відкрилося, край зовнішньої частини рулону, відповідний кінцю намотаного сляба, подають на лінію плющення. При необхідності, початковий край сляба може бути відрізаний ножицями, якщо він має невідповідну форму або склад для подальшої обробки. Якщо в середині рулону все-таки зустрінеться оксидна плівка, її можна легко видалити за допомогою пристрою розпилення під високим тиском 42. На практиці утворення оксидів буде незначним, оскільки сляб знаходиться майже постійно в кондиційованій газоподібній атмосфері. Оскільки намотувальний пристрій повертається на 180°, його первинний вхідний отвір, який тепер є вихідним отвором, може бути підведений впритул до входу в лінію плющення. Це також мінімізує утворення оксидів. У приведеному прикладі лінія плющення 40 оснащена чотирма клітями і спроектована так, що сляб може прокатуватися в аустенітній області, або, принаймні, при такій температурі, при якій лише мала частина перетворюється в ферит. Для низьковуглецевої сталі застосована мінімальна цільова температура близько 820°С. Для контролю товщини, ширини і температури в лінію плющення може бути вбудований регулюючий пристрій 43, після клітей або між ними. Як описано вище, пристрій дає той ефект, що по мірі обробки сляба і смуги утвориться менша кількість оксидів. Завдяки цьому, а також завдяки більш низькій швидкості введення в останню лінію плющення 40, яка досягається як додаткова перевага, стає можливим отримання меншої товщини гарячекатаної сталі в порівнянні із звичайною. За допомогою описаної установки після лінії плющення 40 може бути отримана вихідна товщина ≤1,0 мм. Після виходу з лінії плющення 40 гарячекатана смуга проходить через лінію охолоджування 44, в якій смугу охолоджують до бажаної температури в феритній області шляхом водяного охолоджування. Потім смуга намотується в рулон на намотувальному пристрої 45. Шляхом вибору характеру 7 39993 охолоджування на охолоджуючій лінії можна відомим способом впливати на перекришталізацію в феритній області і, таким чином, на механічні властивості гарячекатаної смуги. Таким чином, при використанні установки по фіг. 1 описаним способом, можна використати тепло лиття для отримання (здійснюваного за допомогою ряду послідовних технологічних стадій) прокатаної в аустенітній області стальної смуги, яка придатна для подальшої обробки, як описано нижче. Зовнішній нагрів після лиття може бути усунений (крім деякої кількості тепла, що виробляється при плющенні). З намотувального пристрою 45, або безпосередньо з лінії охолоджування 44, або при використанні іншого способу тимчасового зберігання, гарячекатана смуга зазнає подальшої обробки в пристрої холодного плющення, як показано на фіг. 3. На фіг. З показана лінія протравлення 50. через яку проводиться смуга 49 за допомогою відхиляючих роликів 51, 52, 53, 54, для видалення оксидів, які могли утворитися при високій температурі. Після виходу з лінії протравлення смуга зазнає першої послідовності стадій обтиснення в першій лінії холодного плющення 55, що включає три 4-валкові кліті 56, 57, 58. У одній з цих валкових клітей зменшення товщини складає як мінімум 30%. Потім смуга перекришталізується в перекришталізаційній печі безперервної дії 60 при бажаній температурі. Для компактності установки перекришталізаційна піч виконана у вигляді вертикальної печі. Смугу подають в піч і виводять з неї за допомогою відхиляючих роликів 61, 62, 63, 64. Після виходу з печі смуга може бути піддана охолоджуванню в охолоджуючому пристрої 65. Шляхом відхилення відхиляючим роликом 66 смуга передається для подальшого зниження товщини на другу лінію холодного плющення 67, що включає дві 6-валкові кліті 68 і 69. Потім смуга 49 намотується в намотувальному пристрої 70 або розрізається на шматки потрібної довжини за допомогою ріжучого пристосування (не показано) відомого типу. Якщо це бажане, перед намотуванням або різанням смуга може бути забезпечена покриттям. Типові величини товщини смуги складають: при вході в першу лінію плющення - близько 1,0 мм, при виході з першої лінії плющення - близько 0,2 мм, при виході з другої лінії плющення – близько 0,12 мм. Це дає коефіцієнт обтиснення в феритній області 88%. Як вказано вище, для зниження ефекту «утворення вух» переважний коефіцієнт обжимання не більше за 87% або навіть не більше за 85%, що легко здійснимо за допомогою цього пристрою. Фіг. 1 Фіг. 2 8 39993 Фіг. 3 __________________________________________________________ ДП "Український інститут промислової власності" (Укрпатент) Україна, 01133, Київ-133, бульв. Лесі Українки, 26 (044) 295-81-42, 295-61-97 __________________________________________________________ Підписано до друку ________ 2001 р. Формат 60х84 1/8. Обсяг ______ обл.-вид. арк. Тираж 50 прим. Зам._______ ____________________________________________________________ УкрІНТЕІ, 03680, Київ-39 МСП, вул. Горького, 180. (044) 268-25-22 ___________________________________________________________ 9
ДивитисяДодаткова інформація
Автори англійськоюDen Hartog Huibert Willem
Автори російськоюдэн Хартог Хьюберт Виллэм
МПК / Мітки
МПК: C21D 8/04, B21B 1/46, B21B 1/24
Мітки: глибокої, використання, придатних, витяжки, стальної, спосіб, листа, сталі, стрічки, отримання
Код посилання
<a href="https://ua.patents.su/9-39993-sposib-otrimannya-stalno-strichki-abo-lista-pridatnikh-dlya-vikoristannya-yak-stali-dlya-gliboko-vityazhki.html" target="_blank" rel="follow" title="База патентів України">Спосіб отримання стальної стрічки або листа, придатних для використання як сталі для глибокої витяжки</a>
Кристалізатор і спосіб безперевного вертикального лиття стальної стрічки
Номер патенту: 6339
Опубліковано: 29.12.1994
Автори: Ханс Штройбель, Манфред Колаковскі
МПК: B22D 11/04, B22D 11/00
Мітки: вертикального, кристалізатор, лиття, стрічки, стальної, безперевного, спосіб
Формула / Реферат:
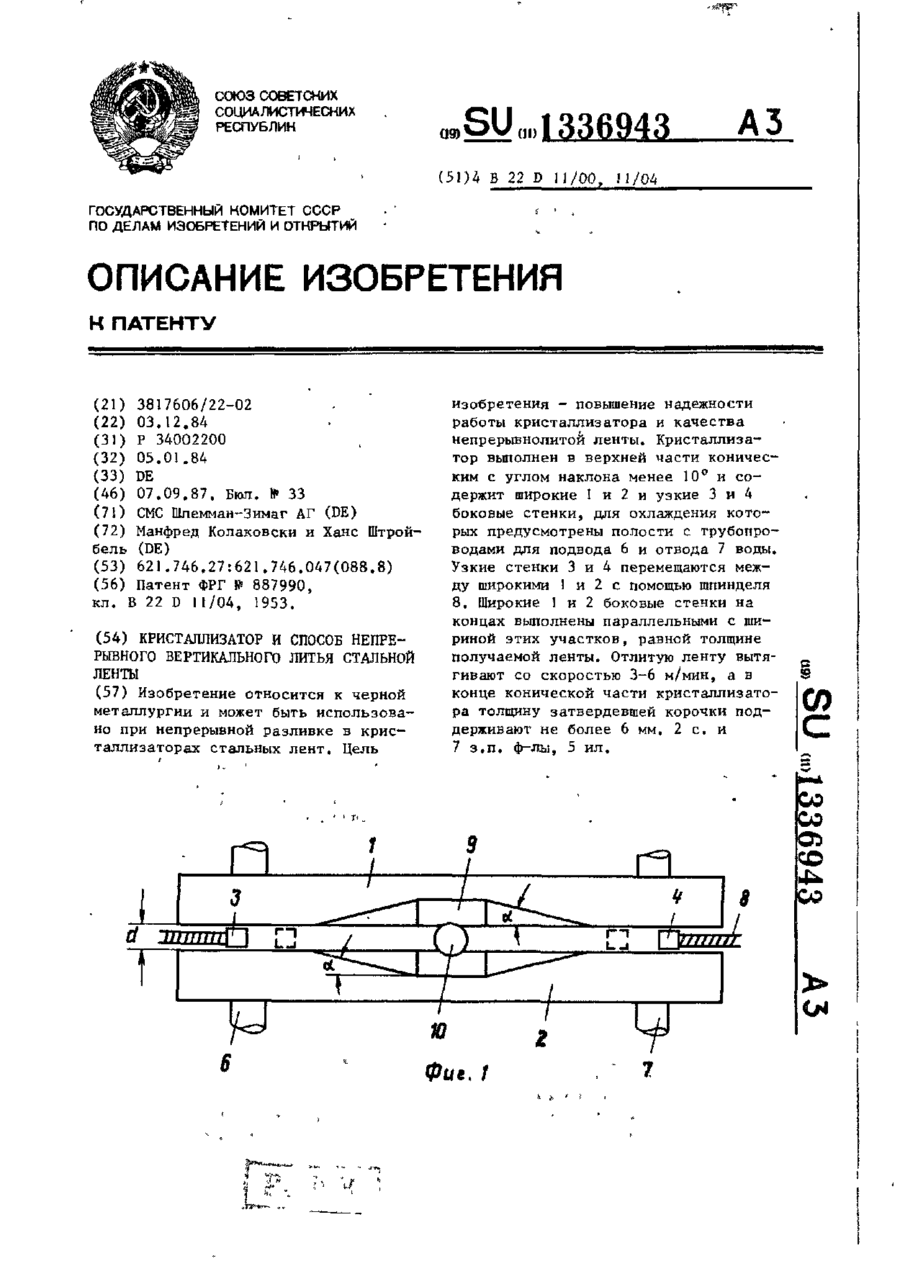
1. Кристаллизатор для непрерывного вертикального литья стальной ленты, содержащий охлаждаемые широкие и узкие боковые стенки, широкие боковые стенки которого в верхней части выполнены с углом наклона к вертикали менее 10°, сужеными книзу до размера получаемой ленты, и образуют рабочую полость конической формы, отличающийся тем, что, с целью повышения надежности работы кристаллизатора и качества непрерывнолитой ленты, концевые участки...
Пристрій для безперевного лиття стальної стрічки
Номер патенту: 6337
Опубліковано: 29.12.1994
Автори: Петер Безе, Хорст Гроте, Манфред Колаковскі, Херманн Лакс
МПК: B22D 11/08
Мітки: стальної, лиття, пристрій, безперевного, стрічки
Формула / Реферат:
1. Устройство для непрерывного литья стальной ленты, содержащее кристаллизатор и установленную с зазором относительно его стенок затравку, выполненную с хвостовой и головной частями, при этом головная часть затравки соединена с хвостовой посредством болтов, выполненных с возможностью их разъединения, между частями затравки размещено жаропрочное плоское уплотнение, закрепленное с помощью стальной плиты, а головная часть затравки выполнена...
Кристалізатор для безперевного вертикального лиття стальної стрічки
Номер патенту: 6338
Опубліковано: 29.12.1994
Автор: Ханс Штройбель
МПК: B22D 11/04
Мітки: безперевного, кристалізатор, вертикального, стрічки, стальної, лиття
Формула / Реферат:
1. Кристаллизатор для непрерывного вертикального литья стальной ленты, содержащий охлаждаемые широкие с параллельными конечными участками и узкие боковые рабочие стенки, при этом широкие боковые стенки выполнены в верхней зоне с расширением, а в нижней зоне - с форматоопределяющими участками, отличающийся тем, что, с целью уменьшения износа кристаллизатора и повышения качества отливаемых лент, широкие боковые стенки кристаллизатора в...
Кристалізатор для безперевного вертикального лиття стальної стрічки
Номер патенту: 6336
Опубліковано: 29.12.1994
Автори: Ханс Штройбель, Манфред Колаковскі, Райнер Голла
МПК: B22D 11/04
Мітки: безперевного, стрічки, кристалізатор, стальної, вертикального, лиття
Формула / Реферат:
Кристаллизатор для непрерывного вертикального литья стальной ленты, содержащий охлаждаемые широкие и узкие боковые стенки, причем широкие боковые стенки выполнены с наклоном к вертикали и образуют полость воронкообразной формы с сужением книзу до размера отливаемой ленты, отличающийся тем, что, с целью повышения качества поверхности отливаемых лент, широкие боковые стенки в верхнем начальном участке кристаллизатора на участке 150-350 мм...
Спосіб отримання нуклеозіду або його фармацевтично придатних солей
Номер патенту: 5955
Опубліковано: 29.12.1994
Автор: Ларрі Вейн Хертел
МПК: A61K 31/70, A61K 31/708, A61K 31/7064, C07D 317/30, A61K 31/7072, C07H 19/06, C07H 19/16, C07H 19/04, A61K 31/7052, C07H 5/00, A61P 31/12, A61K 31/7076, A61K 31/7068, C07H 11/00, C07D 307/33, A61K 31/7042
Мітки: спосіб, нуклеозиду, придатних, отримання, фармацевтично, солей
Формула / Реферат:
Способ получения нуклеозида общей формулыгде R - основание одной из формулгде R1 - водород, метил, фтор, или йод или их фармацевтически приемлемых солей, отличающийся тем, что соединение общей формулыгде Q - группа СНХ, где Х - отщепляемая группа, J1 и J2 - независимо гидроксизащитная группа, повергают взаимодействию с защищенным основанием формул, описанных выше, в среде инертного растворителя,...
Попередній патент: Гумотросова конвеєрна стрічка
Наступний патент: Модельна композиція м-5а для виготовлення виплавних моделей
Випадковий патент: Спосіб отримання фракції мононуклеарних клітин кісткового мозку кролів із високою проліферативною активністю