Булатна сталь та спосіб її одержання
Номер патенту: 30078
Опубліковано: 15.06.2001
Автори: Бондаренко Леонід Іванович, Кренделєв Василь Миколаєвич, Остапович Володимир Володимирович, Кийко Геннадій Васильович, Назаренко Василь Романович, Казаков Сергій Сергійович, Сокольчук Костянтин Юрієвич



Формула / Реферат
1. Булатна сталь, що містить вуглець, кремній, марганець, алюміній, церій і залізо, яка відрізняється тим, що додатково містить бор і мікролегуючі добавки, при наступному співвідношенні компонентів, мас. %:
вуглець 0,1-6,67
кремній 0,01-0,10
марганець 0,005-0,15
алюміній 0,01-0,09
церій 0,01-0,08
бор 0,001-0,002
мікролегуючі добавки 0,3-0,8
залізо решта.
2. Булатна сталь за п. 1, яка відрізняється тим, що містить мікролегуючі добавки трьох або більше наступних елементів: мідь, нікель, ванадій, ніобій, цирконій, титан, хром, вольфрам, молібден, берилій.
3. Спосіб виготовлення булатної сталі, що включає розплавлення шихти в індукційній або електродуговій печах до стану рідкого металу, термообробку в залежності від кількості вуглецю в сталі і охолодження зливків, який відрізняється тим, що рідкий метал в індукційних або електродугових печах піддають перегріву на 55-65° С вище температури утворення рідкого металу і витримують у цьому стані впродовж 8-12 хвилин.
4. Спосіб за п. 3, який відрізняється тим, що сталь з кількістю вуглецю 0,1-0,8 мас. % мікролегують міддю, нікелем, хромом, вольфрамом, молібденом і берилієм, а сталь з більшою кількістю вуглецю - додатково рештою елементів.
5. Спосіб за п. 3, який відрізняється тим, що мікролегуючі елементи вводять в рідку сталь до процесу перегріву розплаву, а бор - в його кінці.
Текст
1. Булатна сталь, що містить вуглець, кремній, марганець, алюміній, церій і залізо, яка відрізняється тим, що додатково містить бор і мікролегуючі добавки, при наступному співвідношенні компонентів, мас. %: Вуглець 0,1-6,67 Кремній 0,01-0,10 Марганець 0,005-0,15 Алюміній 0,01-0,09 Церій 0,01-0,08 Бор 0,001-0,002 30078 кислювачів і модифікаторів, наявність процесу старіння металу або короблення конструкційних деталей. Задачею винаходу є удосконалення "Булату Назаренка та способу його одержання", в якому за рахунок введення додаткових елементів, що підвищують гартування сталі (сплаву) підвищуються фізико-механічні властивості та зносостійкість за рахунок збільшення загартованого шару на поверхні виробу, а також зменшується короблення деталей та старіння металу. Задачею винаходу є також удосконалення способу виготовлення булату, що включає короткочасний перегрів рідкого металу для прискорення розпаду складних комплексів і вспливанню неметалевих домішок з рідкого металу в шлак. Поставлена задача досягається тим, що запропонована булатна сталь вміщує вуглець, кремній, марганець, алюміній, церій і залізо, та додатково містить мікролегуючі елементи, підвищуючі гартування булатної сталі; мідь, нікель, ванадій, ніобій, цирконій, титан, хром, вольфрам, молібден, берилій, бор при наступному співвідношенні компонентів (% мас.): вуглець 0,1-6,67; кремній 0,010,10; марганець 0,005-0,15; алюміній 0,01-0,09; церій 0,01-0,08; сума мікролегуючих елементів 0,30,8; бор 0,001-0,002 з розрахунку на масу рідкого металу без визначення залишкової маси в твердому металі; решта - залізо. Більшу кількість мікролегуючих елементів (0,8-0,5%) вводять в булатну сталь з меншою кількістю вуглецю (0,1-0,8%), меншу кількість (0,5-0,3%) - в сплав з кількістю вуглецю більше 0,8%. Кількість мікролегуючих добавок і їх склад не регламентується, але обов'язковою умовою є те, що ефективність мікролегування в усіх випадках має бути рівноцінною, виходячи з того, що вплив легуючих елементів на гартовування сталі не однаковий і збільшується від міді до бора. Враховуючи те, що шихтові матеріали, брухт чи спеціальні злитки, приготовлені для виплавки булатної сталі, в своєму складі, як правило, мають легуючі елементи, то кількість введених мікролегуючих елементів зменшується на ту кількість, яка є в шихті, але залишкова маса елементів в булатній сталі має бути в межах 0,3-0,8 %мас. Більша кількість мікролегуючих елементів ніж 0,8% значно впливає на властивості сталі, роблячи її легованою з іншими властивостями, ніж булатна сталь. Крім того, необхідно в булатну сталь з меншою кількістю вуглецю вводити мікролегуючі елементи з більшим впливом на прогартовування сталі (хром, вольфрам, молібден, берилій). Дуже підвищується прогартовування сталі особливо при одночасному введенні мікролегуючих елементів, один з яких розширює область g - заліза, а другий уповільнює швидкість дифузії вуглецю. Наприклад, нікель розширює g - область заліза, а хром і молібден уповільнюють дифузію вуглецю. При цьому досягається значний ефект: булатна сталь з кількістю вуглецю 0,4% прогартовувається у воді наскрізь в розрізі зразка діаметром до 10 мм. Рідкі металеві розплави мають мікронеоднорідну будову, в якій можливо визначити три структурні зони: зону кластерів, генетично пов'язаних з структурою твердої речовини; зону активованих атомів, володіючих підвищеною енергією і рухливістю; зону вільного об'єму чи простору, заповнюючу область міжкластерних розривів. При малих температурах перегріву металу виникаючі зановоутворені сполуки, наприклад, окисли, внаслідок розкислення чи модифікування рідкого металу, затримуються між кластерами, утворюючи комплекси, і не спливають з рідкого металу. Підвищення температури (перегрів) металу на 60°С (5565°С) від точки плавлення перед зливом металу в зливниці і витримка при цій температурі впродовж 10 (8-12) хвилин сприяє розпаду комплексів, розширенню відстані між кластерами, або зменшенню самих кластерів, що полегшує спливанню новоутвореним сполукам і домішкам із рідкого металу. Мікролегуючі елементи вводять в рідку сталь перед підвищенням температури, а бор - в кінці витримки металу при підвищеній температурі. Проведені дослідження засвідчили, що найбільш ефективний спосіб виведення новоутворених сполук і неметалевих домішок є в описаному режимі. Якщо сталь нагріти вище лінії GSE (згідно діаграми залізо-вуглець), то вона матиме аустенітну структуру. Аустеніт є твердим розчином вуглецю в g-залізі, який має решітку куба з центрованими гранями і найбільш щільною упаковкою атомів. Загартована сталь маєструктуру мартенситу, який має решітку a-заліза. Перетворювання решітки аустеніту в решітку мартенситу пов'язане з великим розширенням в об'ємі, що сприяє виникненню тріщин і коробленню при гартуванні, а також старінню по часі. Особливо це відчутно в булатній сталі, в якій відсутні легуючі елементи і, в першу чергу, марганець та нікель. Для усунення цих недоліків або пом'якшення негативних явищ булатна сталь піддається відпалу до гартування і відпуску після гартування, температура якого визначається твердістю металу і знаходиться в межах 180-600°С. При відпуску 600°С досягається структура подібна структурі відпаленої сталі. Винахід використовується наступним чином. В таблиці наведений хімічний склад булатної сталі. Наявність хімічних елементів, мас.% С Мn Si Аl Се В 0,4 0,15 0,10 0,09 0,08 0,002 1,45 0,05 0,03 0,06 0,055 0,0017 0,3 3,20 0,008 0,025 0,049 0,04 0,0014 0,2 6,67 0,005 0,01 0,01 0,01 0,001 0,1 Примітка: 1. Бор вводиться з розрахунком на кількість рідкого металу. 2. Можливі інші варіанти введення мікролегуючих елементів. 2 Cu, Ni, V, W, Cr, Mo 0,3 0,2 0,3 0,1 0,1 0,2 0,1 0,1 0,1 30078 В основу винаходу покладена мета удосконалити "Булат Назаренка та спосіб його одержання" при виплавці металу в електродугових та індукційних печах шляхом додаткового введення мікролегуючих елементів, перегріву металу перед його розливкою, а також проведення додаткового відпуску готових виробів з метою усунення старіння. Приклад 1. Після розплавлення чистої спеціальної шихти в електродуговій печі і проведення металургійних процесів з метою одержання сплаву відповідної якості в ванну печі вводять нікель, хром і молібден. Потім здійснюють перегрів металу, доводячи його до температури 1565°С (температура плавлення сталі з кількістю вуглецю 0,4 мас. % дорівнює 1505°С), витримують при цій температурі 10 хвилин (в цей період вводиться бор в кількості 0,002 мас.%) і розливають в виливниці. Зливки піддавались відпалу. З поковок або прокату (листа, круга, квадрату) виробляли різні деталі: оснастку, інструмент, холодне озброєння. Приклад 2. Після розплавлення чистої спеціальної шихти в електродуговій печі і проведення металургійних процесів з метою одержання сплаву відповідної якості в ванну печі вводять мідь, ванадій і молібден. Потім здійснюють перегрів металу, доводячи його до температури 1500°С (температура плавлення сталі з кількістю вуглецю 1,45 мас.% дорівнює 1435°С), витримують при цій температурі 12 хвилин (в цей період вводиться бор в кількості 0,0017 мас.%) і розливають сталь в виливниці. Зливки піддавались відпалу. З поковок або прокату (листа, круга, квадрату) виробляли різні деталі: оснастку, інструмент, холодне озброєння. Приклад 3. Після розплавлення чистої спеціальної шихти в індукційній тигельній печі і проведення металургійних процесів з метою одержання сплаву відповідної якості в тигель печі вводять мідь, ванадій, хром. Потім здійснюють перегрів металу, доводячи його до температури 1350°С (температура плавлення сплаву з кількістю вуглецю 3,2 мас.% дорівнює 1290°С), витримують сплав при цій температурі 8 хвилин (в цей період вводять бор в кількості 0,0014 мас.%) і розливають метал в виливниці. Зливки піддавались відпалу. З поковок або прокату (листа, круга, квадрату) виробляли різні деталі: оснастку, інструмент, холодне озброєння. У зв'язку з тим, то як шихту використовували армко-залізо та інші чисті матеріали, металургійні процеси, при яких значно перегрівається метал, не проводяться (наприклад, знесіркування). При вводі Cr, W, Mo, Be, В зразок товщиною 10 мм гартувався наскрізь. Окрім того, мікролегуючі елементи впливають на зменшення залишкових шкідливих напруг, виникнення тріщин і короблення деталей, а також зменшують процес старіння металу. Наприклад, виготовлені мечі довжиною 950 мм з булатної сталі з кількістю вуглецю 1,45 % з мікролегуючими добавками і без них досліджувались на процес старіння. Як було зафіксовано, обидва мечі не мали залишкової деформації після найбільшого вигіну: висота хорди дорівнювала 150 мм. Повторний вигін мечів, через півроку після їх виготовлення на таку ж величину, засвідчив, що булатна сталь без мікролегуючих елементів мала залишкову деформацію - висоту хорди після вигіну 3 мм, в той час, коли меч із сталі з мікролегуючими елементами залишкової деформації не мав. Дослідження на вплив мікролегуючих елементів на короблення виробів засвідчило, що ножі, довжиною 750 мм, шириною 120 мм і товщиною з мікролегуючими елементами після загартування у воді короблення не мали, в той час, коли ножі без мікролегуючих елементів виявляли сліди короблення. Аналогічне твердження можна припустити про вплив мікролегуючих добавок на процес виникнення тріщин. Однак, необхідно зазначити, що найбільший вплив на процеси залишкової шкідливої напруги, виникнення тріщин або короблення має вуглець в кількості 0,8-2,0 %, тому мікролегування сталі має тут бути. На 5-10% збільшились фізико-механічні властивості сталі. Вплив мікролегуючих елементів на загартовування сталі, тобто збільшення твердості майже не виявлено, в той час, коли прогартовуваність сталі, тобто збільшення величини загартованого шару, зросла. Запропоновані процеси мікролегування, підвищення температури рідкого металу, дозволили підвищити і стабілізувати фізико-механічні властивості, усунути процеси виникнення короблення, тріщин, старіння, а також збільшити зносостійкість сталі за рахунок кращої прогартовуваності сталі: збільшення прогартовуваного шару. Кількість мікролегуючих добавок має знаходитись: 0,8 % для сталі з найменшою кількістю вуглецю; 0,3% - з найбільшою кількістю вуглецю. При цьому мікролегуючі добавки з найбільш ефективним впливом (Сг, W, Mo, Be) застосовуються для сталі з малою кількістю вуглецю, з меншим впливом (V, Nb, Zr, Ті) для високовуглецевої сталі. Нікель бажано вводити в маловуглецеві сталі як метал, який розширює g-область заліза. Мідь бажано вводити також в маловуглецеву сталь як метал, підвищуючий міцність фериту. До елементів, які підвищують прогартовуваність сталі, відносяться: Cu, Si, Ni, V, Nb, Zr, Ті, Сг, V, Mo, Mn, Be, В). Однак застосування кремнію і марганцю вище зазначених меж не бажано. Кремній сприяє утворенню силікатних плівок, включень моноокисі кремнію, значно погіршуючих фізико-механічні і технологічні властивості сталі; Тому в останні роки металургами розробляються процеси безкремністої виплавки ряду марок якісних сталей, до яких можна віднести і булатну сталь. Марганець послабляє зв'язки міх атомами заліза внаслідок утворення мікроугруповувань із атомів заліза і марганцю з більш Для порівняння впливу мікролегуючих елементів на загартовуваність сталі дослідні зразки булатної сталі з кількістю вуглецю 0,4 % з добавкою мікролегуючих елементів (Cu, Ni, V, Nb, Zr, Ті, Cr, Mo, Be, В) і без їх добавки діаметром 10 мм гартували в воді і досліджували товщину загартованого шару. Виявлено; що в зразках без добавки мікролегуючих елементів товщина загартованого шару дорівнює 2,0-2,1 мм, а в зразках з мікролегуючими елементами найменша товщина загартованого шару при вводі міді, нікелю, ванадію і ніобію, тобто елементів з найменшим впливом на прогартовуваність сталі, дорівнювала 2,8-2,0 мм. 3 30078 міцним зв'язком, ніж між атомами заліза, що відбивається на пластичності, особливо при гарячій обробці сталі. В залежності від отриманих властивостей в процесі виробництва булатна сталь має широке коло призначень. Якщо булатна сталь з кількістю вуглецю більше 0,4 % застосовується для виробів, що мають після гартування високі фізико-механічні властивості і твердість (інструмент, оснастка, конструкційні деталі машин та інше), то булатна сталь з кількістю вуглецю 0,1-0,25 % застосовується в основному з цементованим поверхневим шаром. Виплавлена булатна сталь в індукційній чи електродуговій печах після переробки на лист застосовувалась для виготовлення, наприклад холодного озброєння: мечів, табель, кортиків з найвищою якістю - булату "мадхлі" з зображенням тварин, рослин чи людини. Булатна сталь з кількістю вуглецю 0,25-0,40 % застосовується для виробів, які мають невелику твердість поверхневого шару (25-50 HRC) і м'яку серцевину. Тираж 50 екз. Відкрите акціонерне товариство «Патент» Україна, 88000, м. Ужгород, вул. Гагаріна, 101 (03122) 3 – 72 – 89 (03122) 2 – 57 – 03 4 30078 5
ДивитисяДодаткова інформація
Назва патенту англійськоюDamask steel and method for producing the same
Автори англійськоюNazarenko Vasyl Romanovych, Ostapovych Volodymyr Volodymyrovych, Kyiko Hennadii Vasyliovych, Kazakov Serhii Serhiiovych, Bondarenko Leonid Ivanovych, Krendeliev Vasyl Mykolaievych, Sokolchuk Kostiantyn Yuriiovych
Назва патенту російськоюБулатная сталь и способ ее получения
Автори російськоюНазаренко Василий Романович, Остапович Владимир Владимирович, Кийко Геннадий Васильевич, Казаков Сергей Сергеевич, Бондаренко Леонид Иванович, Кренделев Василий Николаевич, Сокольчук Константин Юрьевич
МПК / Мітки
МПК: C22C 38/36, C22C 38/12, C22C 37/10, C22C 38/00
Мітки: сталь, одержання, спосіб, булатна
Код посилання
<a href="https://ua.patents.su/5-30078-bulatna-stal-ta-sposib-oderzhannya.html" target="_blank" rel="follow" title="База патентів України">Булатна сталь та спосіб її одержання</a>
Корозійностійка сталь
Номер патенту: 33376
Опубліковано: 15.02.2001
Автори: Король Леонід Наумович, Смірнов Володимир Миколайович, Паргамонов Евгеній Олександрович, Казаков Сергій Сергійович, Лейбензон Вадим Олександрович, Шуліка Миколай Олександрович, Шевченко Владіслав Олексійович, Кнохін Валерій Георгійович, Калегов Валерій Васильович, Гусев Володимир Іванович, Калабухов Віктор Іванович
МПК: C22C 38/00
Мітки: корозійностійка, сталь
Текст:
...фосфор - не більше 0,030 залізо - решта (2) - 2 ~ Недоліком відомої сталі є недостатня її корозійна стійкість . ' Найбільш близьким рішенням до пропонованої сталі за технічною суттю та досягненому результату є корозійностійка сталь , шо вмішує компоненти при наступному співвідношенні , мас* %: вуглець кремній 0,01 - 0,03 0,70-0,90 марганець 0,25 - 17,50 молібден 0,30 - 1,30 сірка 0,002 - 0,009 фосфор - не більше 0,030 ...
Воднестійка сталь

Номер патенту: 34572
Опубліковано: 15.03.2001
Автори: Гаврилюк Валентин Генадійович, Бугайчук Сергій Миколайович, Шиванюк Владислав Миколайович
МПК: C22C 38/50
Мітки: сталь, воднестійка
Формула / Реферат:
Воднестійка сталь, що містить кремній, марганець, хром, нікель, азот, залізо, яка відрізняється тим, що вона містить компоненти при такому співвідношенні, мас.%:
Hапівспокійна сталь
Номер патенту: 30586
Опубліковано: 15.12.2000
Автори: Пищіда Валерій Іванович, Шевченко Тарас Григорович, Альперович Яків Львович, Охотський Віктор Борисович, Шибко Олександр Васильович
МПК: C21C 1/04
Мітки: hапівспокійна, сталь
Формула / Реферат:
Напівспокійна сталь, розкислена марганцем і кремнієм без використання алюмінію, яка відрізняється тим, що співвідношення концентрацій марганцю і кремнію в сталі визначається концентрацією марганцю і складає: при
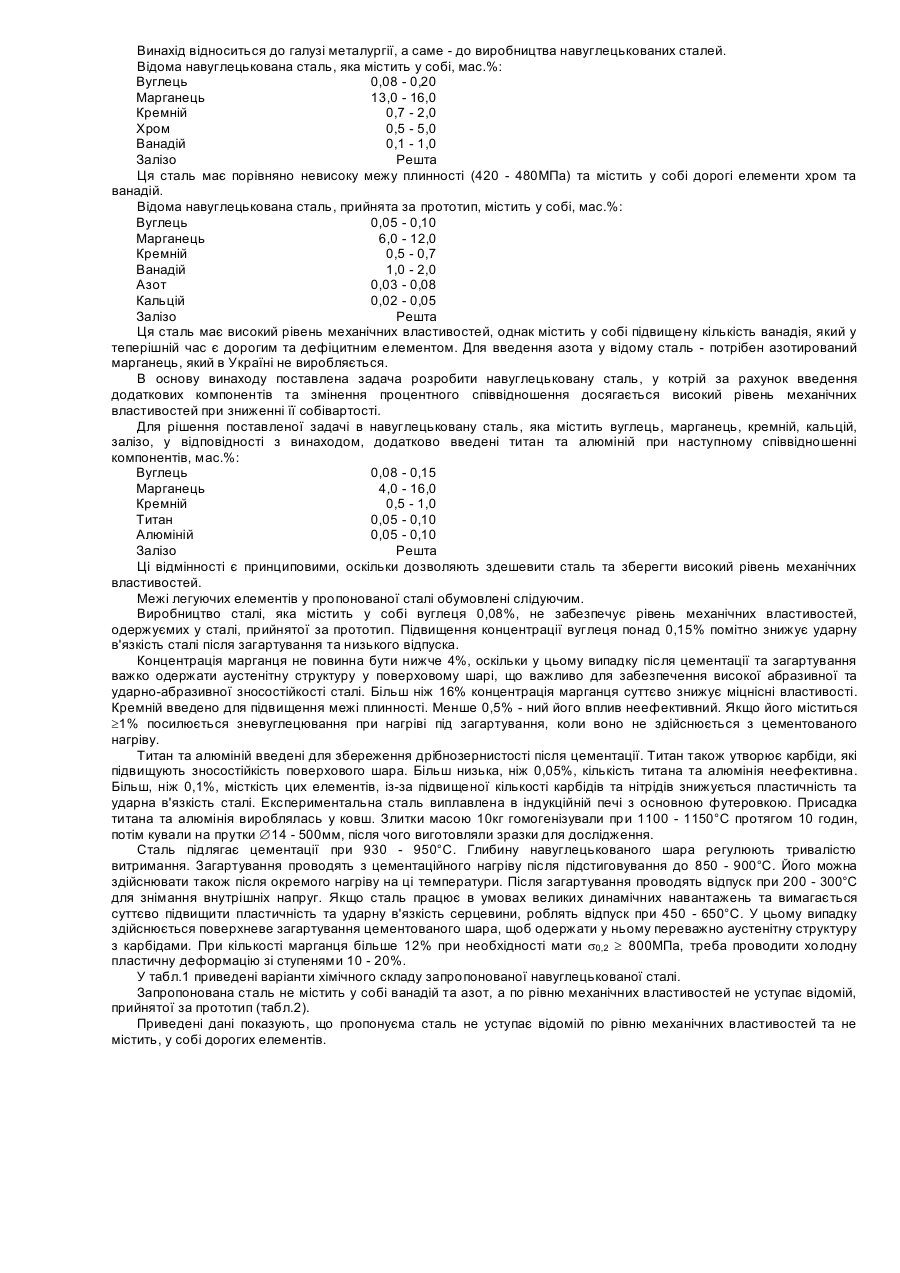
Сталь, що цементується
Номер патенту: 25266
Опубліковано: 30.10.1998
Автор: Малінов Леонід Соломонович
МПК: C22C 38/12
Мітки: цементується, сталь
Формула / Реферат:
Сталь, що цементується, яка містить у собі вуглець, марганець, кремній, залізо, яка відрізняється тим, що, в її склад введені титан та алюміній при наступному співвідношенні компонентів: Вуглець 0,08 - 0,15 Марганець 40 - 16,0 Кремній 05 - 1,0 Титан 05 - 0,10 Алюміній 0,05 -...
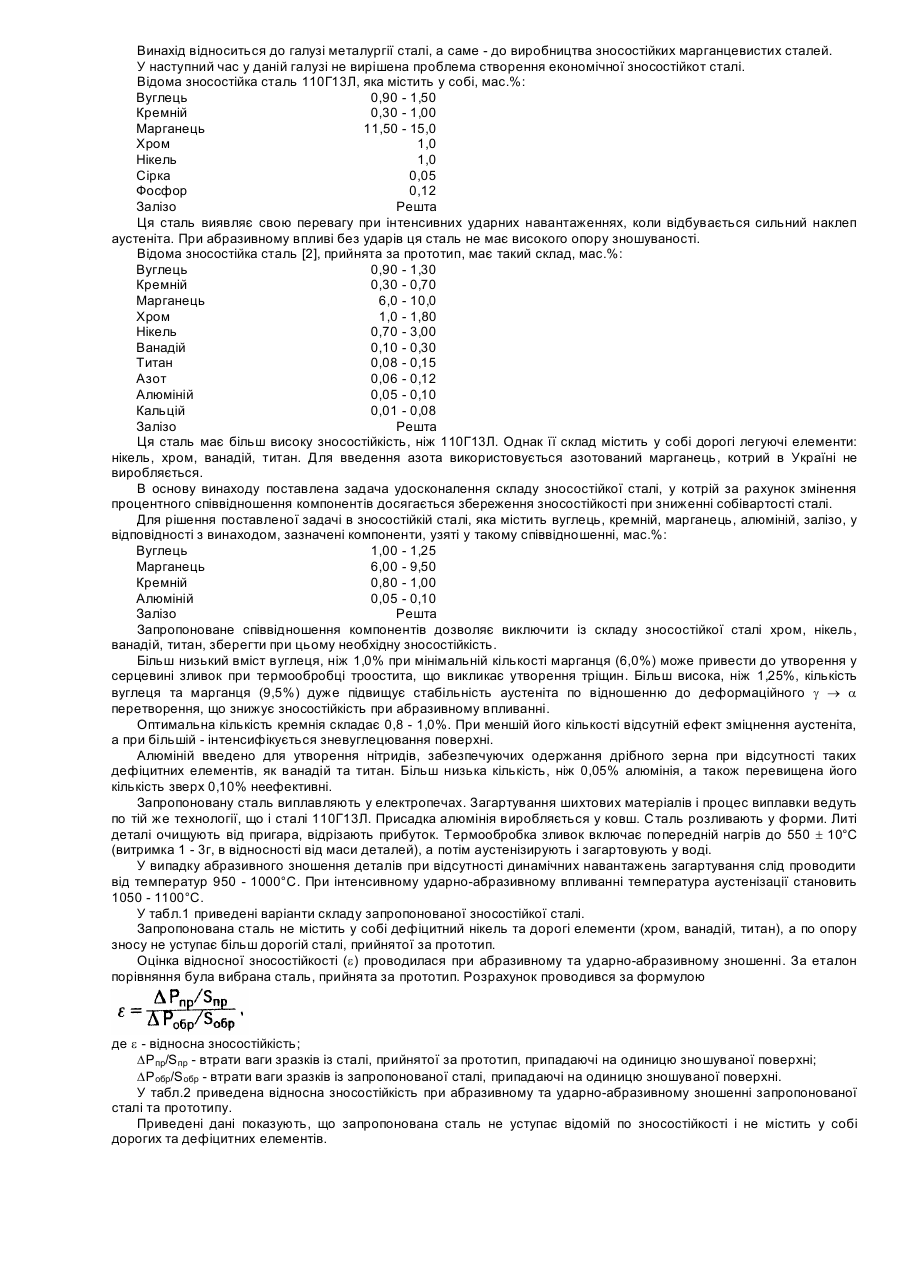
Зносостійка сталь
Номер патенту: 25268
Опубліковано: 30.10.1998
Автори: Малінов Леонід Соломонович, Малінов Володимир Леонідович
МПК: C22C 38/38
Мітки: сталь, зносостійка
Формула / Реферат:
Зносостійка сталь, яка містить у собі вуглець, марганець, кремній, алюміній, залізо, яка відрізняється тим, що компоненти узяті у такому співвідношенні, мас.%: Вуглець 1,00 - 1,25 Марганець 6,00 - 9,50 Кремній 0,80 - 1,00 Алюміній 0,05 - 0,10 Залізо Решта
Попередній патент: Транспортний засіб для складання , підготовки та транспортування до місця запуску ракети
Наступний патент: 0,s-етилен (0,0-диетилтіофосфорил)дипропілфосфат, володіючий інсектицидною активністю
Випадковий патент: Буровий амортизатор