Спосіб заміни робочих та опорних валків прокатних клітей кварто та пристрій для його здійснення
Номер патенту: 12946
Опубліковано: 28.02.1997
Автори: Ільїн Володимир Петрович, Тіунов Володимир Миколайович, Плугатар Віктор Семенович


Формула / Реферат
(57) 1.Способ замены рабочих и опорних валков прокатных клетей кварто, включающий вывалку изношенных рабочих валков из клети на тележку боковой сдвижки, подвижную вдоль оси прокатки, первое перемещение этой тележки в положение приема из клети изношенных опорных валков, завалку в клеть вставки для перевалки верхнего опорного валка, вывалку изношенных опорных валков из клети на тележку боковой сдвижки, второе перемещение этой теліжки до совмещения оси новых опорных валков с осью клети и завалку их в клеть, вывалку из клети вставки, установку новых робочих валков на ось клети и завалку их в клеть, о т личающийся тем, что после першого перемещения тележки боковой сдвижки производят удаление с тележки изношенных рабочих валков одновременно с вывалкой из клети изношенных опорных валков, после второго перемещения тележки боковой сдвижки производят установку новыхрабочих валков на освободившееся на тележке место одновременно с завалкой в клеть новых опорных валков, а установку новых рабочих валков на ось клети выполняют перемещением этой же тележки в направлении двух предыдущих перемещений до совмещения с осью соседней клети.
2. Устройство для замены рабочих и опорных валков прокатных клетей кварто, содержащее приводы перевалки рабочих и опорных валков, L-образную тележку боковой сдвижки, подвижную вдоль оси прокатки и снабженную двумя парами направляющих перемещения нижнего опорного валка и одной парой направляющих перемещения рабочих валков, расположенной на вертикальной стойке тележки, вставку для перевалки верхнего опорного валка, платформу, подвижную в направлении перевалки и снабженную направляющими перемещения вставки и рабочих валков, подъемно-опускающуюся раму, поворотную подъемно-опускающуюся плиту, шарнирно закрепленную на вертикальной стойке тележки и расположенную между стойкой и платформой с возможностью взаимодействия с последней, отличающееся тем, что оно снабжено двумя парами дополнительных направляющих перемещения рабочих валков, приводами их перемещения по этим направляющим, и дополнительной поворотной подъемно-опускающейся плитой, при этом дополнительные пары направляющих и приводы размещены сбоку от подъемно-опускающейся рамы и соосно с направляющими на тележке боковой сдвижки в любом из ее фиксированных положений, а дополнительная поворотная плита шарнирно закреплена симметрично основной поворотной плите на противоположной стороне вертикальной стойки тележки.
Текст
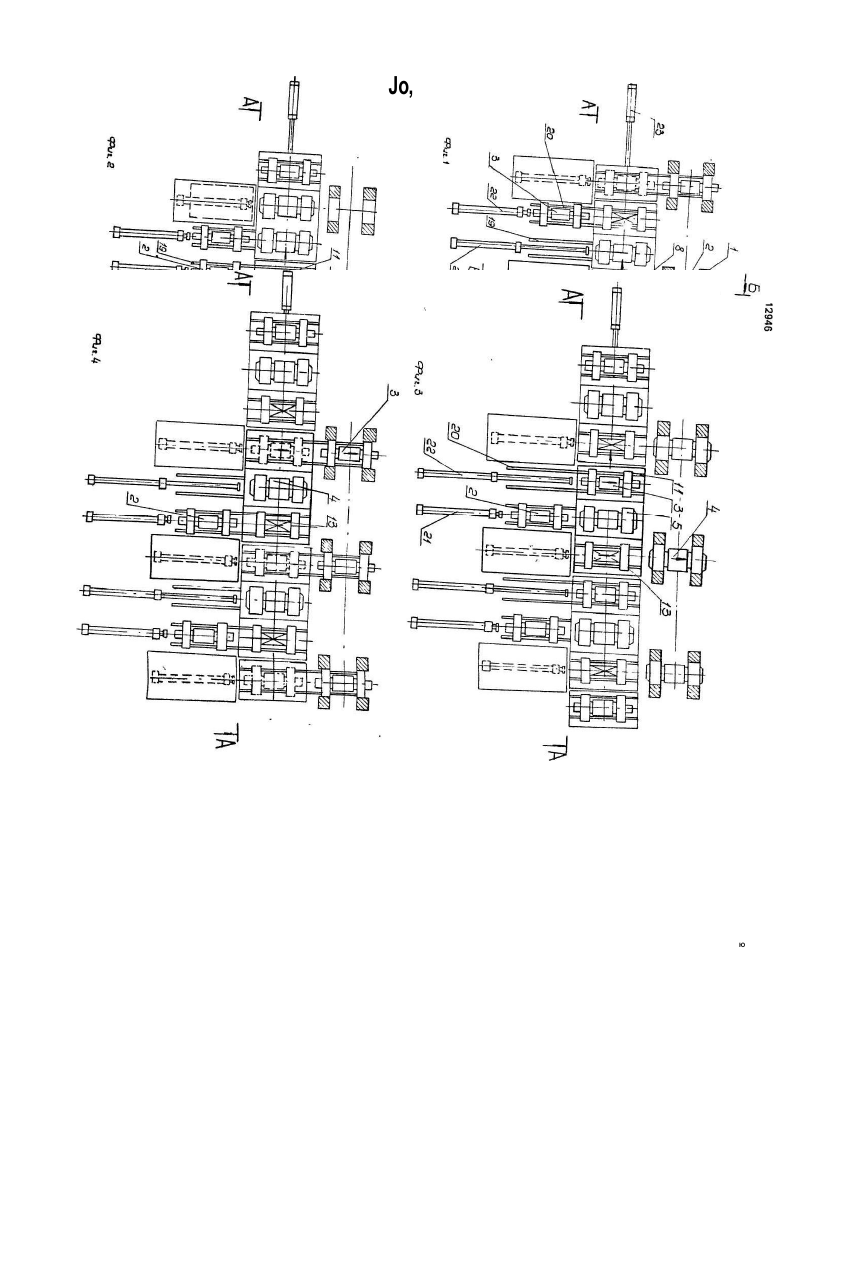
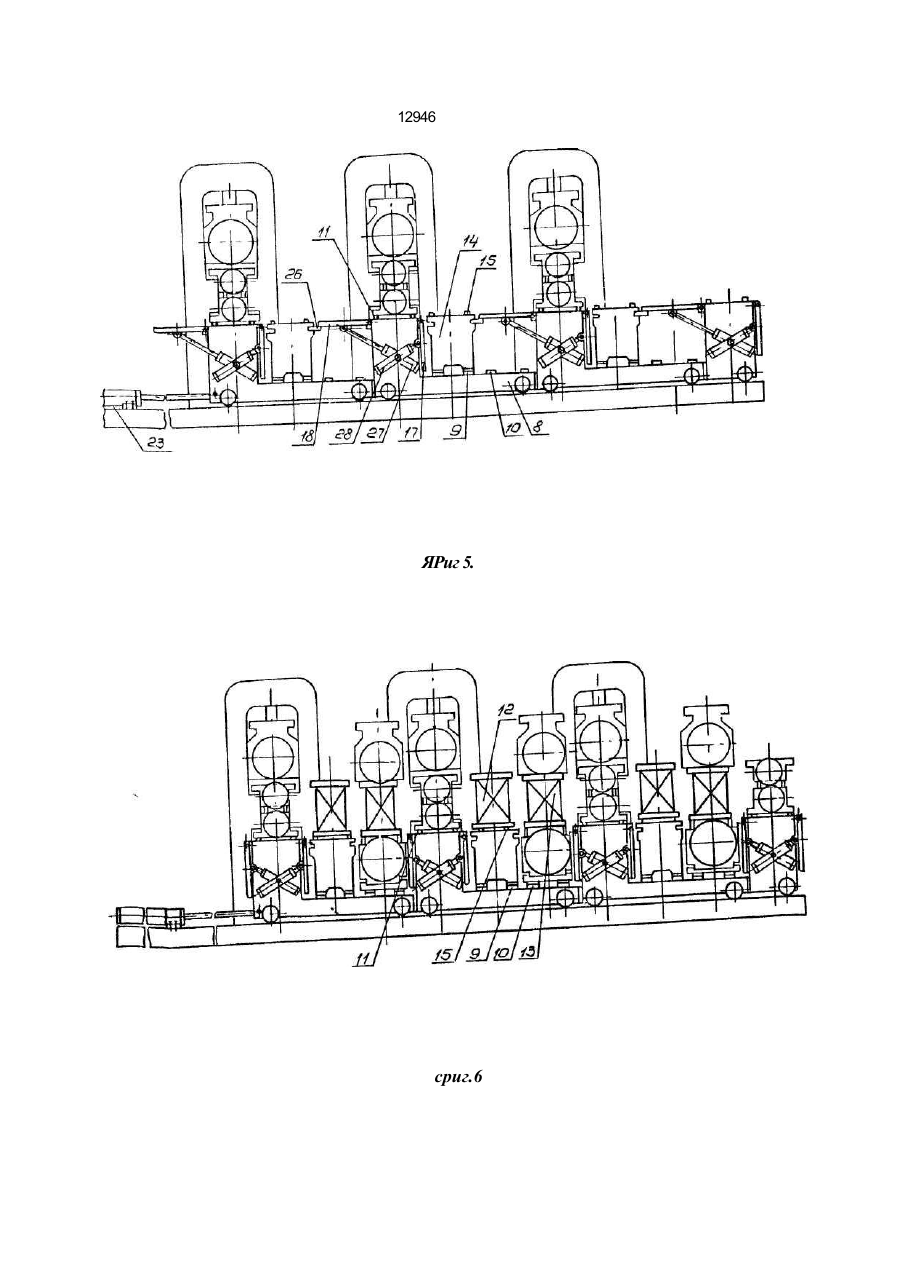
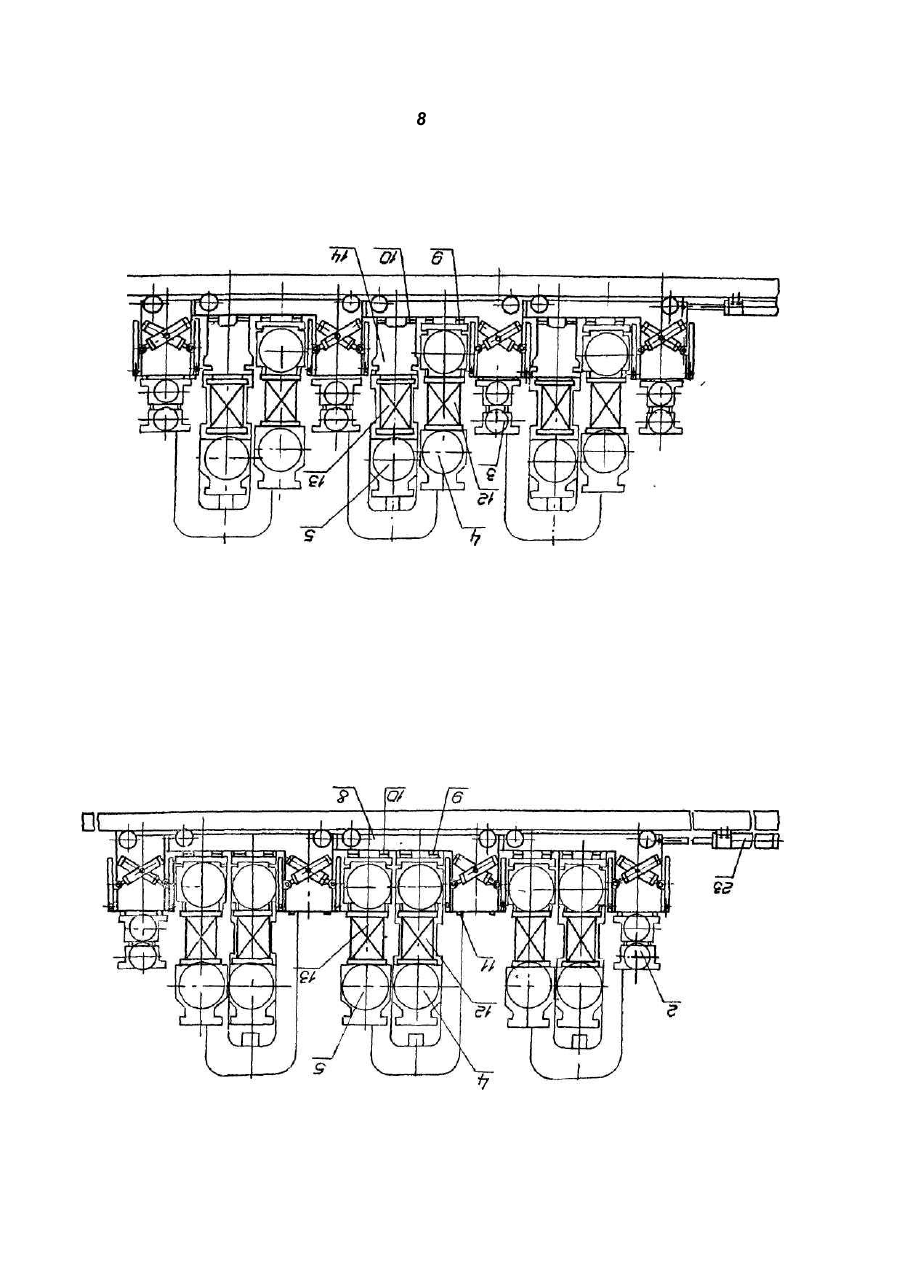
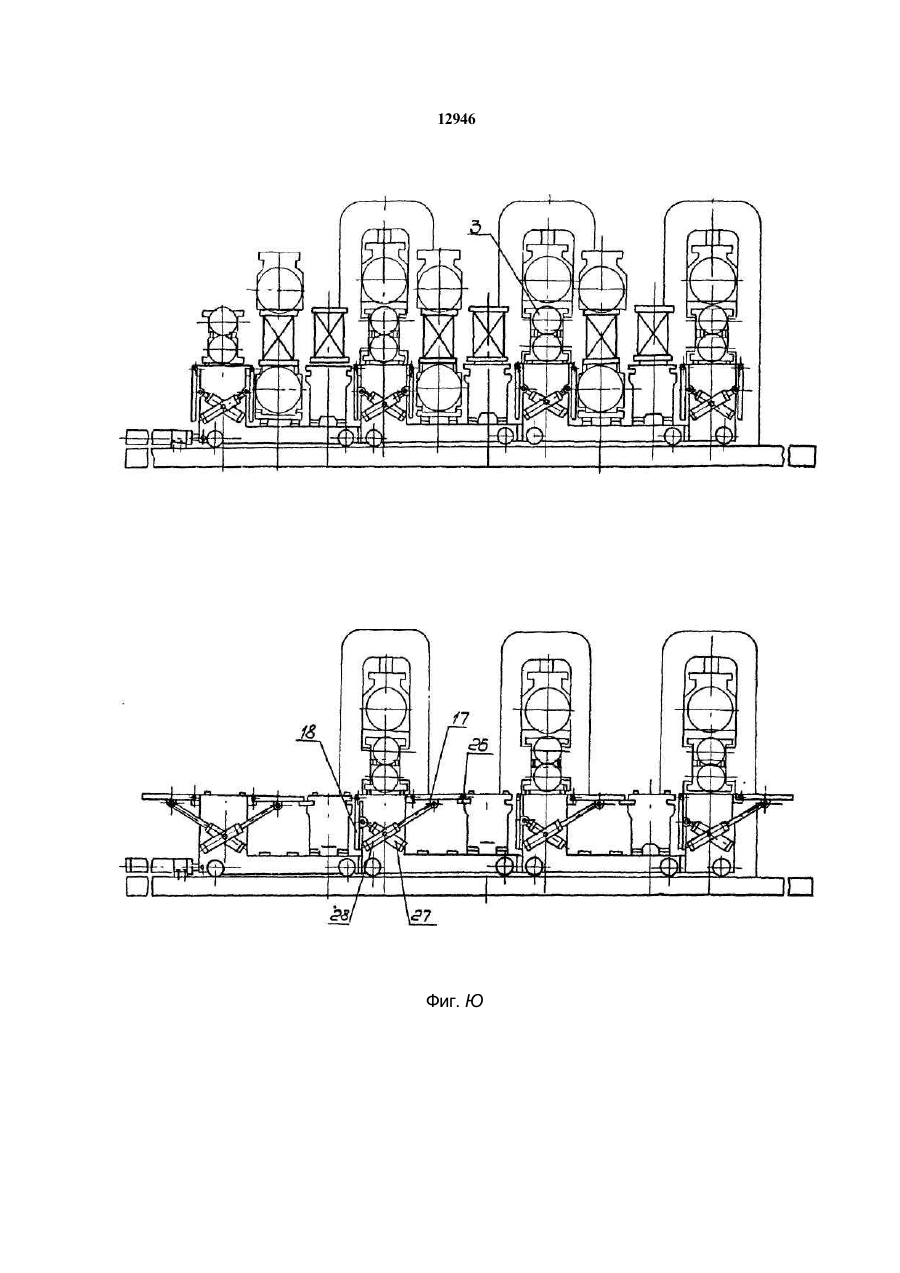
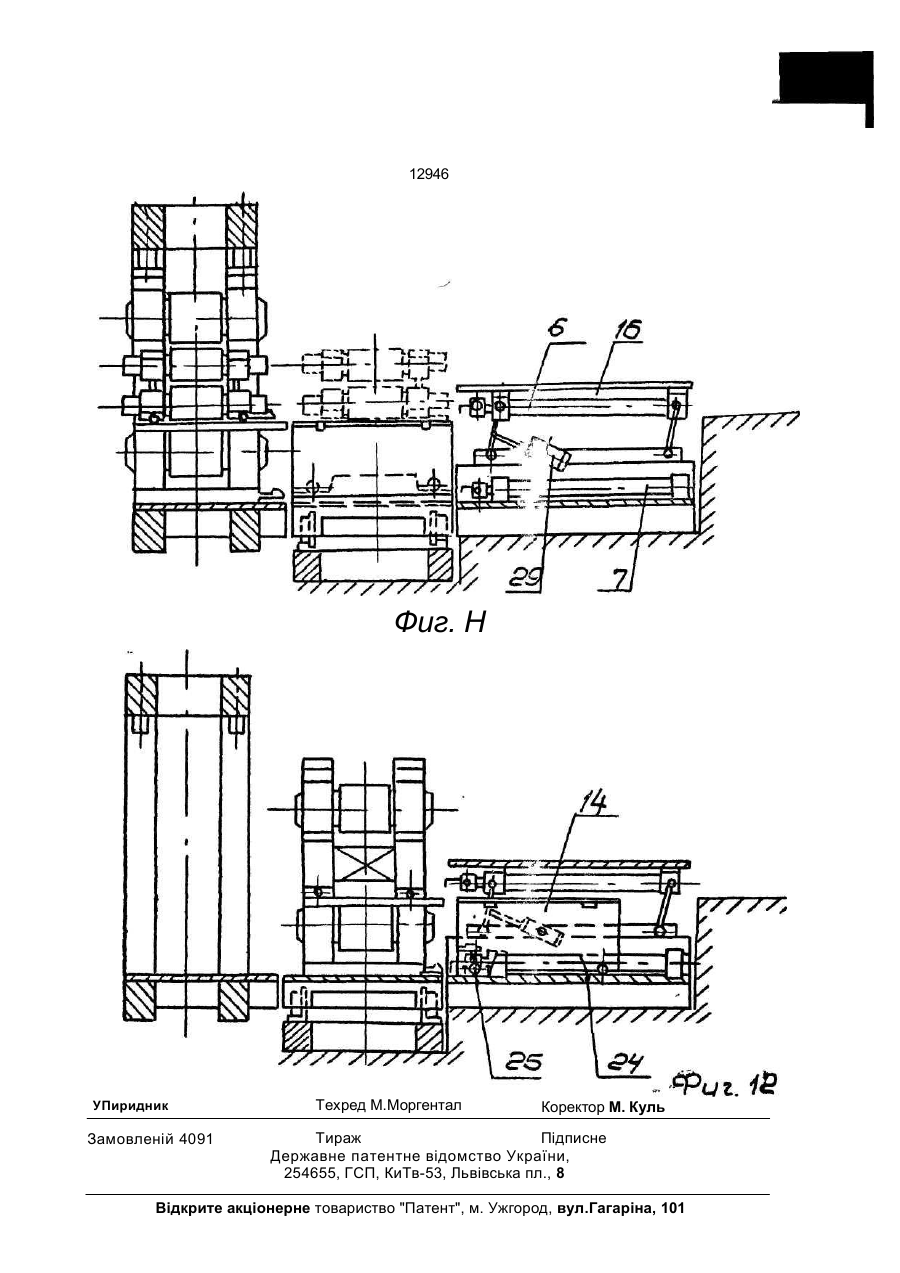
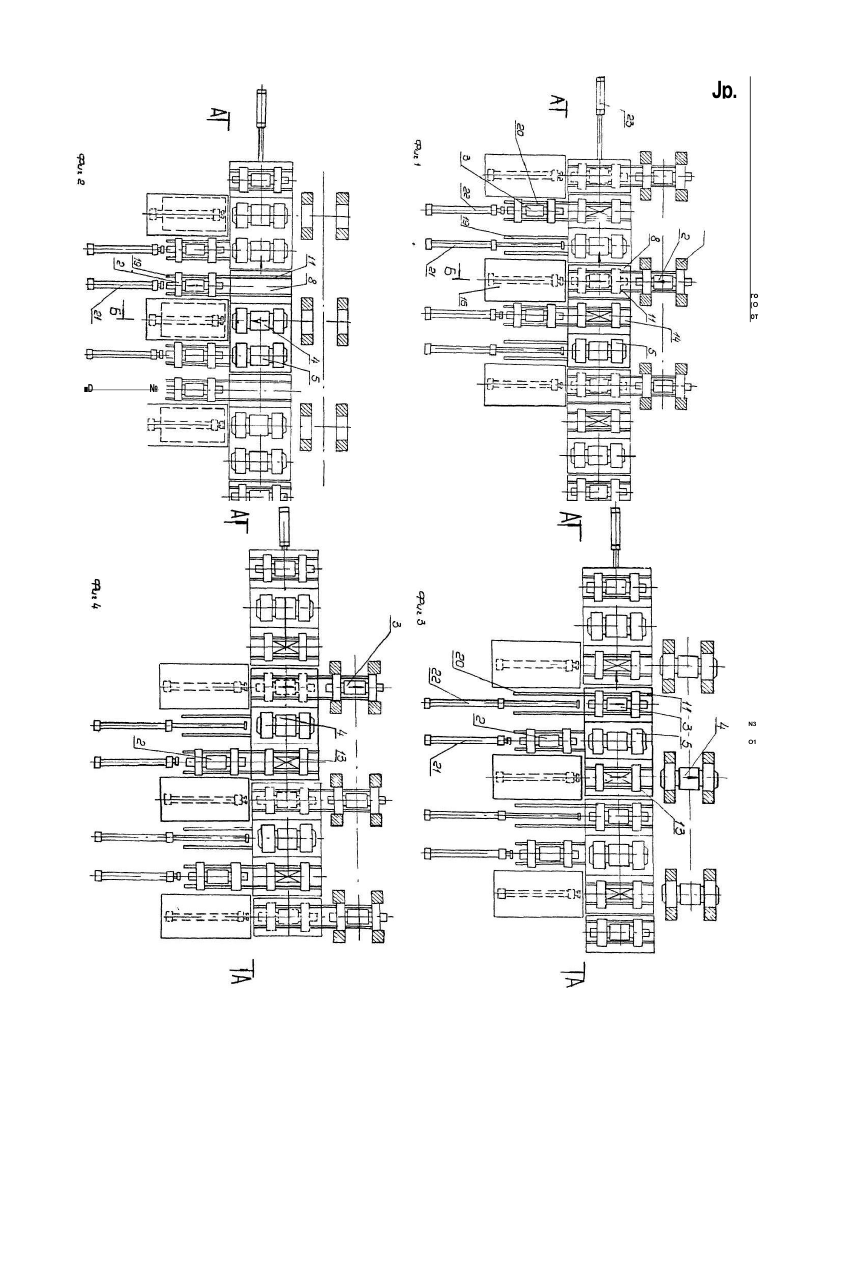
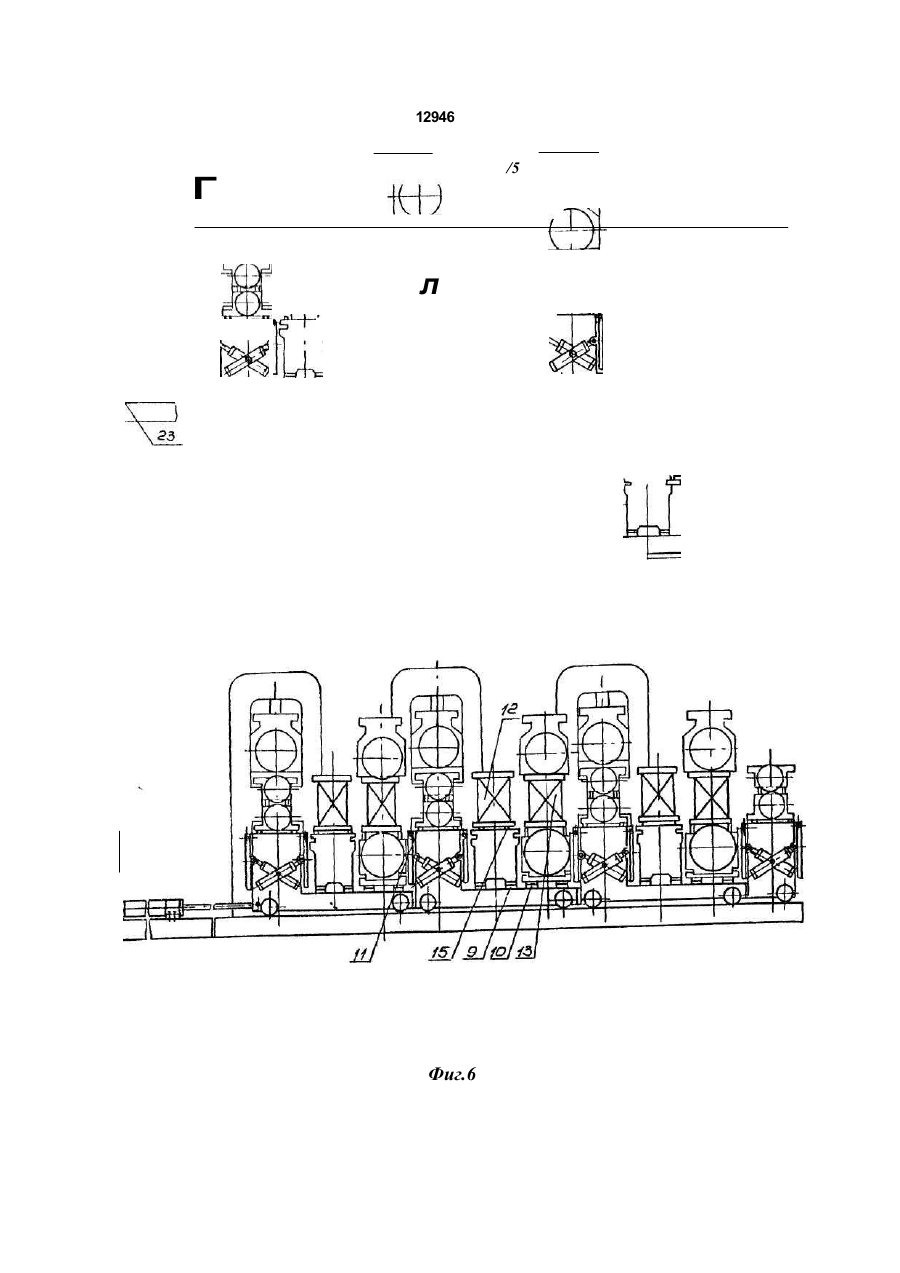
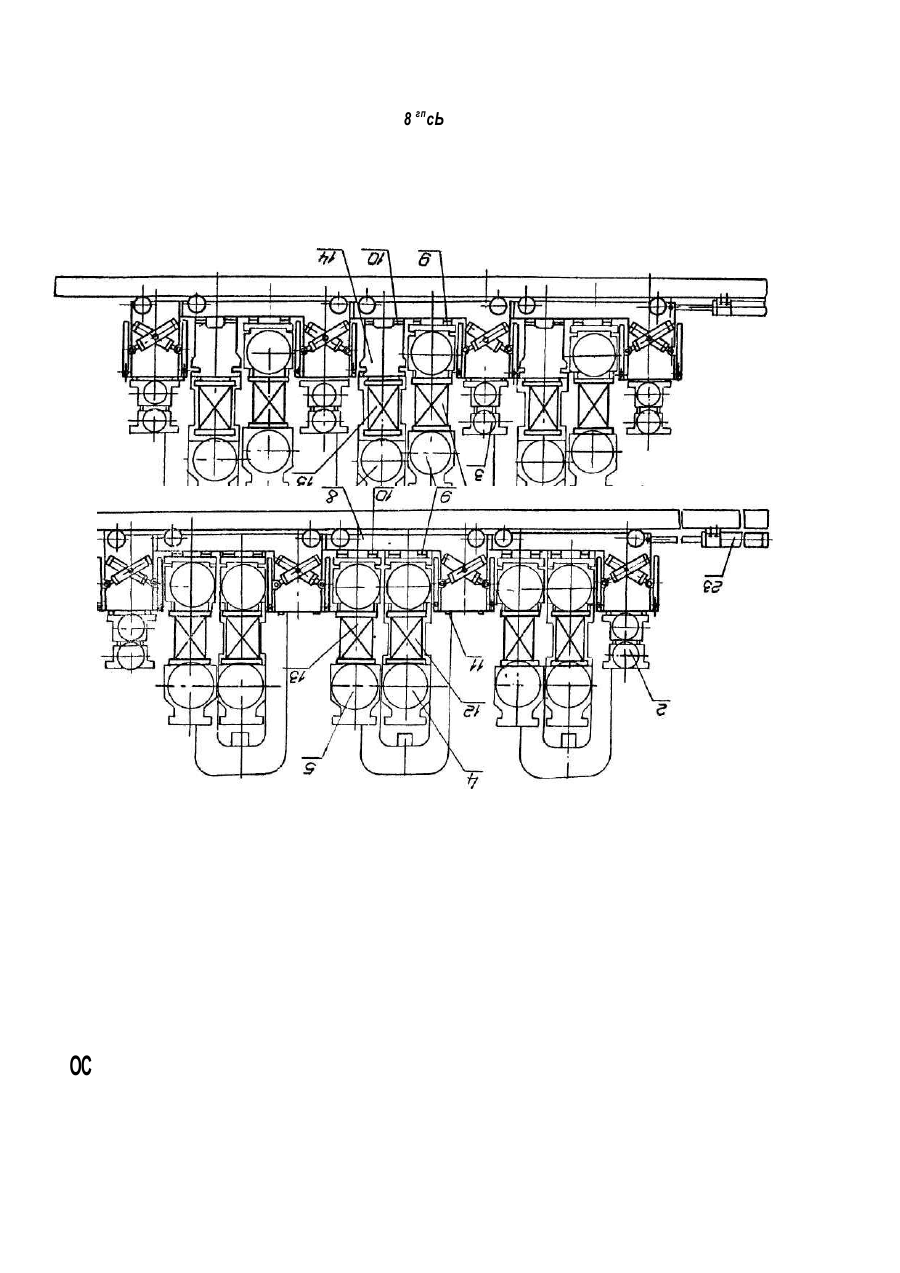
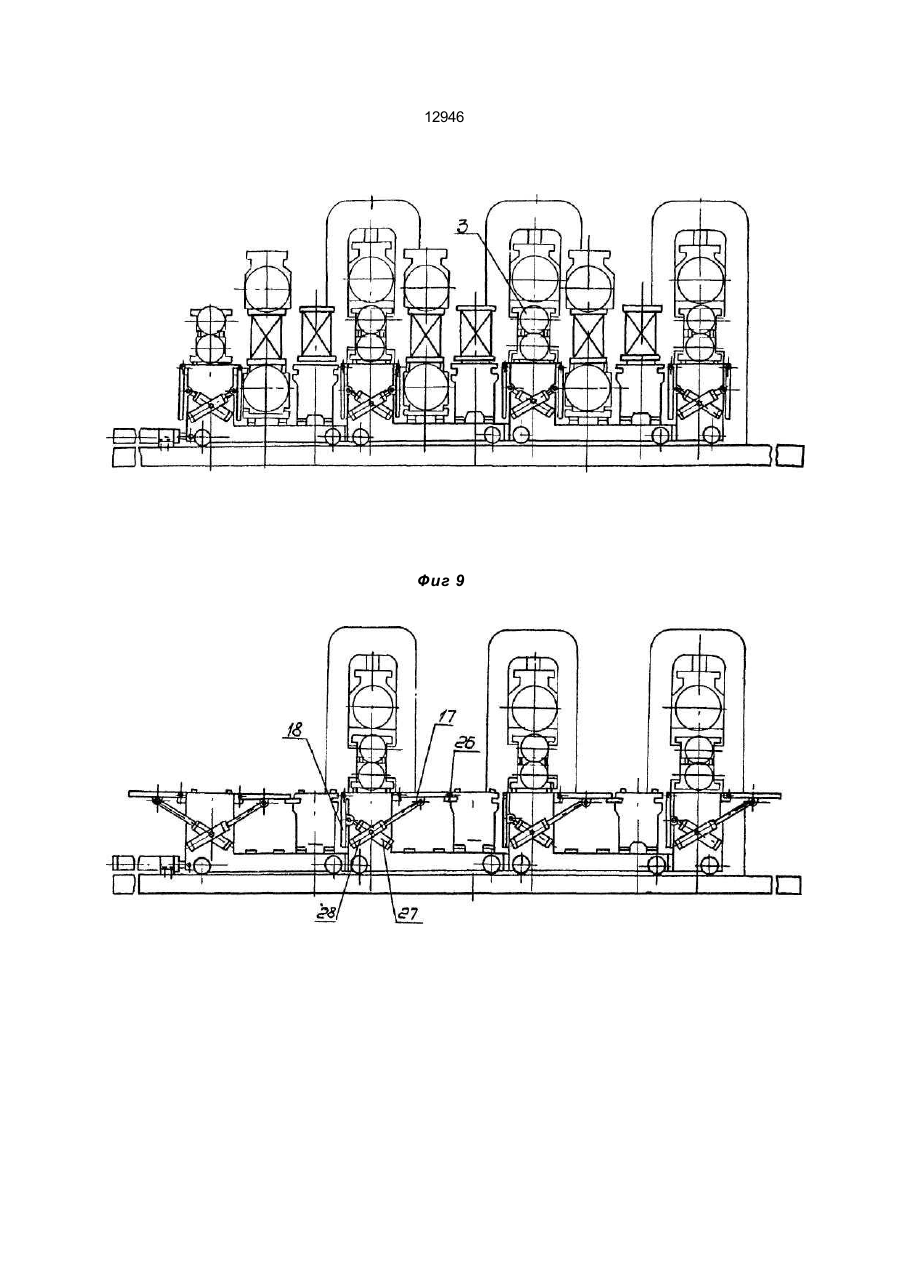
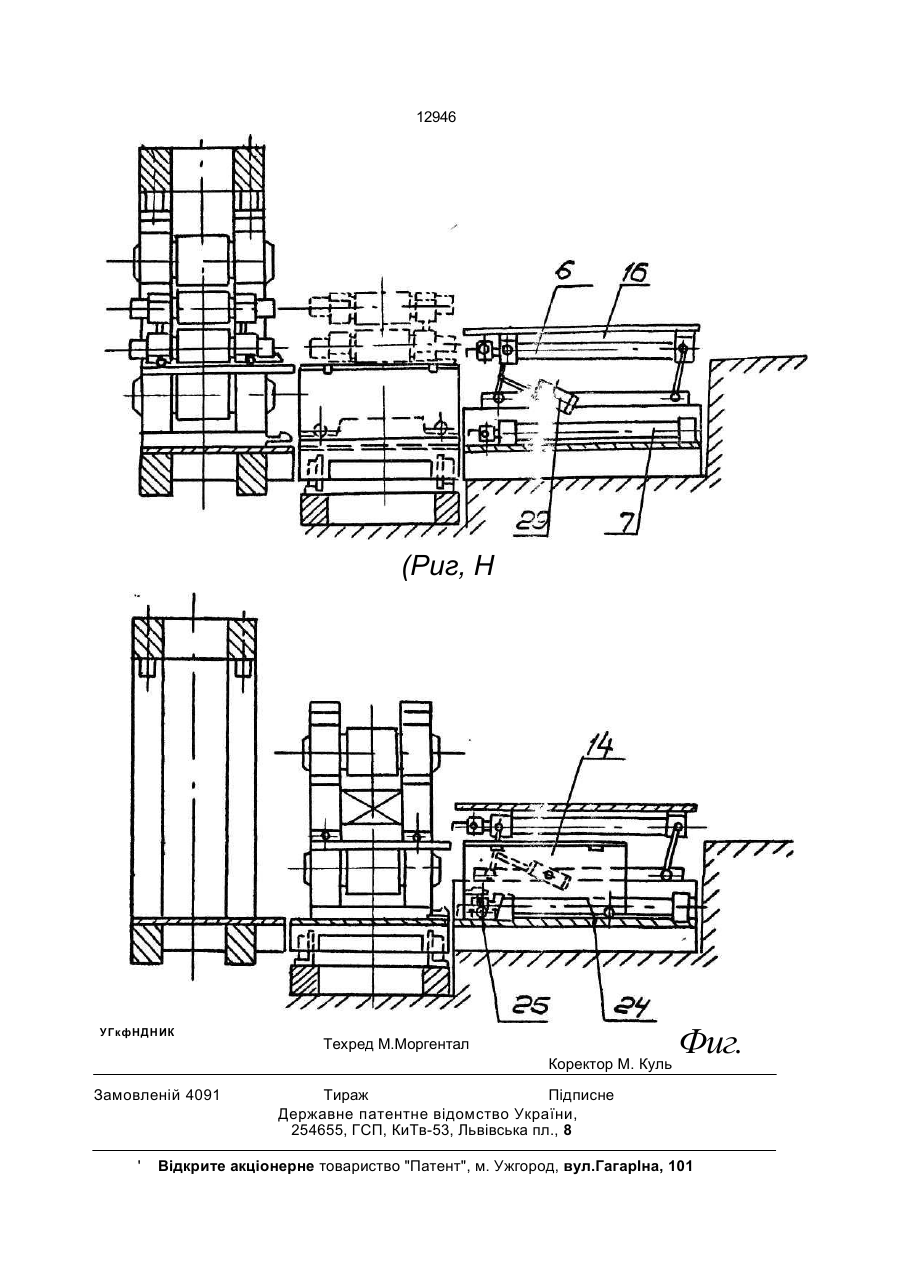
1.Способ замены рабочих и опорных валков прокатных клетей кварто, включаю щий вывалку изношенных рабочих валков из клети на тележку боковой сдвижки, по движную вдоль оси прокатки, первое пере мещение этой тележки в положение приема из клети изношенных опорных валков, завал ку в клеть вставки для перевалки верхнего опорного валка, вывалку изношенных опор ных валков из клети на тележку боковой сдвижки, второе перемещение этой тележки до совмещения оси новых опорных валков с осью клети и завалку их в клеть, вывалку из клети вставки, установку новых рабочих валков на ось клети и завалку их в клеть, о тл и ч а ю щ и й с я тем, что после первого перемещения тележки боковой сдвижки производят удаление с тележки изношен ных рабочих валков одновременно с вывал кой из клети изношенных опорных валков, после второго перемещения тележки боко вой сдвижки производят установку новых рабочих валков на освободившееся на те лежке место одновременно с завалкой в клеть новых опорных валков, а установку новых рабочих валков на ось клети выполняют перемещением этой же тележки в направлении двух предыдущих перемещений до совмещения с ось'О соседней клети. 2.Устройство для замены рабочих и опорных валков прокатных клетей кварто, содержащее приводы перевалки рабочих и опорных валков, L-образную тележку боковой сдвижки, подвижную вдоль оси прокатки и снабженную двумя парами направляющих перемещения нижнего опорного валка и одной парой направляющих перемещения рабочих валков, расположенной на вертикальной стойке тележки, вставку для перевалки верхнего опорного валка, платформу, подвижную в направлении перевалки и снабженную нап рагляющ ими п еремещения вставки и рабочих валков, подъемно-опускающуюся раму, поворотную подъемно-опускающуюся плиту, иарнирно закрепленную на вертикальной стойке тележки и расположенную между стойкой и платформой с возможностью взаимодействия с последней, о т л и ч а ю щ е е с я тем, что оно снабжено двумя парами дополнительных направляющих перемещения рабочих валков, приводами их перемещения по этим направляющим, и дополнительной поворотной подъемно-опускающейся плитой, при этом дополнительные пары направляющих и приводы размещены сбоку от подъемноопускающейся рамы и соосно с направляющими на тележке боковой сдвижки в любом из ее фиксированных положений, а дополнительная поворотная плита шарнирно закреплена симметрично основной поворотной плите на противоположной стороне вертикальной стойки тележки. с > ю ON км ы о 12946 Изобретение относится к области прокатного производства, а точнее к способам и устройствам для замены валков клетей прокатных станов. Известны способ и устройство для замены рабочих и опорных валков клети кварто [1]. Способ включает в себя вывалку изношенных рабочих валков из клети на платформу, установленную на тележке боковой сдвижки, съем валков с платформы, перемещение тележки вдоль оси прокатки до совмещения с осью клети вставки для перевалки верхнего опорного валка, завалку вставки в клеть, перемещение тележки в исходное положение, подъем подъемно-опускающейся рамы, вывалку изношенных опорных валков из клети на тележку, перемещение тележки вдоль оси прокатки до совмещения оси новых опорных валков с осью клети и последующую завалку их в клеть, опускание рамы, вывалку вставки из клети на платформу, установку на платформу новых рабочих валков, перемещение тележки вдоль оси прокатки до совмещения новых рабочих валков с осью клети и завалку их в клеть. При вывалке изношенных опорных валков из клети платформа автоматически задвигается под подъемно-опускающуюся раму, а при завалке в клеть новых опорных валков выдвигается из под рамы на тележку. Устройство для реализации способа содержит приводы перевалки рабочих и опорных валков, выполненные, соответственно в виде приводной каретки и длинноходового гидроцилиндра, тележку боковой сдвижки, подвижную в направлении оси прокатки и снабженную двумя парами направляющих перемещения нижнего опорного валка, вставку для перевалки верхнего опорного валка, установленную на тележке платформу, подвижную в направлении перевалки и снабженную двумя парами направляющих перемещения рабочих валков и вставки, подъемно-опускающуюся раму, снабженную направляющими перемещения приводной каретки. Недостатком способа и устройства является необходимость в крановых операциях съема с платформы изношенных рабочих валков и установки на платформу новых рабочих валков при комплексной смене. Еще одним недостатком способа и устройства является большое число (четыре) перемещений тележки. Наиболее близким к предлагаемому изобретению является способ и устройство для замены рабочих и опорных валков прокатной клети кварто [2], в котором способ включает вывалку изношенных рабочих валков из клети на тележку боковой сдвижки, перемещение этой тележки вдоль оси прокатки в положение приема из клети изношенных опорных валков, завалку в клеть вставки для перевалки верхнего опорного 5 валка, подъем подъемно-опускающейся рамы, вывалку изношенных опорных валков из клети на тележку боковой сдвижки, перемещение этой тележки до совмещения оси новых опорных валков с осью клети и 10 завалку их в клеть, опускание рамы, вывалку вставки из клети на платформу и ее дальнейшую транспортировку с платформы на вспомогательную тележку на которой заранее установлены новые рабочие валки, 15 перемещение вспомогательной тележки вдоль оси прокатки до установки новых рабочих валков на ось клети, транспортировку новых рабочих валков со вспомогательной тележки на основную и завалку их в клеть. 20 Как и в аналоге, при вывалке из клети изношенных опорных валков платформа автоматически заезжает под подъемно-опускающуюся раму, а при завалке в клеть новых опорных валков - выдвигается из-под 25 рамы на тележку. Устройство для реализации способа содержит приводы перевалки рабочих и опорных валков, выполненные соответственно в виде приводной каретки и длинноходового 30 гмдроцилиндра, L-образную тележку боковой сдвижки, подвижную в направлении оси прокатки и снабженную двучя парами направляющих перемещения нижнего опорного валка и одной парой направляющих 35 перемещения рабочих валков, размещенной на вертикальной стойке тележки, вставку для перевалки верхнего опорного валка, установленную на тележке платформу, подвижную в направлении перевалки и снаб40 женную направляющими пе ремещения рабочих валков и вставки, подъемно-опу'скающуюся раму, установленную на этой раме вспомогательную тележку, подвижную вдоль оси прокатки и снабженную дву45 мя парами направляющих перемещения рабочих валков и вставки, поворотную подъемно-опускающуюся плиту, шарнирно закрепленную на вертикальной стойке L-образной тележки между стойкой и платфор50 мой с возможностью взаимодействия с последней и снабженную дополнительной парой направляющих перемещения рабочих валков. Недостатком способа и устройства явке ляется, как и для аналога, наличие операций подъема и опускания рамы, что увеличивает продолжительность перевалки. Недостатком устройства является также то, что поворотная подъемно-опускающаяся плита перекрывает проем между вертикаль 12946 ной стойкой L-образной тележки и платформой только тогда, когда платформа занимает на тележке исходное положение. В основу изобретения положена задача сокращение времени комплексной замены рабочих и опорных валков. Для достижения этого технического результата в способе замены рабочих и опорных валков прокатных клетей кварто после первого перемещения тележки боковой сдвижки производят удаление с тележки изношенных рабочих валков одновременно с вывалкой из клети изношенных опорных валков, после второго перемещения тележки боковой сдвижки производят установку новых рабочих валков на освободившееся на тележке место одновременно с завалкой в клеть новых опорных валков, а установку новых рабочих валков на ось клети выполняют перемещением этой же тележки в направлении двух предыдущих перемещений до совмещения с осью соседней клети. При этом устройство для замены рабочих и опорных валков прокатных клетей кварто снабжено двумя парами дополнительных направляющих перемещения рабочих валков, приводами их перемещения по этим направляющим и дополнительной поворотной подъемно-опускающейся плитой, при этом дополнительные пары направляющих и приводы размещены сбоку от подъемно-опускающейся рамы и соосно с направляющими на тележке боковой сдвижки в любом из ее фиксированных положений, а дополнительная поворотная плита шарнирно закреплена симметрично основной поворотной плите на противоположной стороне вертикальной стойки тележки. ^ Между отличительными признаками изобретения и достигаемым техническим результатом имеется причинно-следственная связь: - одновременное выполнение операций удаления с тележки боковой сдвижки изно шенных рабочих валков и вывалки из клети изношенных опорных валков, а также одно временное выполнение операций установки на тележку боковой сдвижки новых рабочих валков и завалки в клеть новых опорных валков, позволяет без дополнительных за трат времени освободить на тележке место для новых рабочих валков и исключить опе рации транспортировки вставки с платфор мы на вспомогательную тележку и новых рабочих валков со вспомогательной на ос новную тележку, которые в способе-прото типе выполнялись последовательно с другими операциями и увеличивали время замены валков; - выполнение операции по установке новых.рабочих валков на ось клети путем 10 15 20 25 30 35 40 45 50 55 перемещения тележки боковой сдвижки в направлении двух предыдущих перемещений до совмещения с осью соседней клети позволяет сократить суммарную величину перемещений тележки и, следовательно, уменьшить время замены валков, так как установленные на тележке новые рабочие валки после предшествующих перемещений тележки оказываются ближе к соседней клети, чем к той, откуда началась перевалка; - установка дополнительных направля ющих рабочих валков и приводов их пере мещения сбоку от подъемно-опускающейся рамы и соосно с направляющими на тележ ке боковой сдвижки в любом из ее фиксированных положений позволяет удалять изношенные рабочие валки с тележки на до полнительные направляющие одновременно с вывалкой из клети изношенных опорных валков, а также позволяет устанавливать новые рабочие валки с дополнительных на правляющих на тележку одновременно с завалкой в клеть новых опорных валков, т.е., без дополнительных затрат времени произ водить замену рабочих валков на тележке боковой сдвижки и отказаться от использо вания для этой цели вспомогательной те лежки; -кроме этого, установка дополнительных направляющих рабочих валков и приводов их перемещения по этим направляющим сбоку от подъемно-опускающейся рамы позволяет отказаться от размещения направляющих на подъемно-опускающейся раме, наличие которых в устройстве-прототипе вызывало необходимость производить подъем и опускание рамы в середине процесса перевалки последовательно с другими операциями, чтобы при перевалке из клети опорных валков дать возможность платформе заехать под раму, а при завалке в клеть рабочих валков -совместить уровни направляющих на раме и платформе. В данном изобретении на раме направляющих нет, поэтому подъем рамы осуществляется заранее, до остановки стана на перевалку, а опускание - после окончания перевалки и пуска стана, что позволяет сократить продолжительность остановки стана для замены валков; - установка на тележке боковой сдвижкидополнительной поворотной плиты, шар нирно закрепленной симметрично основной поворотной плите на противопо ложной стороне вертикальной стойки те лежки, позволяет ке только перекрывать проем между платформой и вертикальной стойкой тележки, как в устройстве-прототи пе, но и перекрывать проем, образующийся с противоположной стороны платформы по сле того, как в процессе перевалки опорных 12946 валков платформу перемещают из исходного положения на вторую пару направляющих тележки. Таким образом, отпадает необходимость возвращения платформы в исходное положение после окончания перевалки опорных валков и сокращается общее количество перевалочных операций по сравнению с прототипом. На фиг. 1 изображен вид в плане на прокатные клети и устройство для замены валков в исходном положении тележек боковой сдвижки при вывалке из клетей изношенных рабочих валков; на фиг.2 - ю же, в положении после первого перемещения тележек боковой сдвижки и вывалки из клетей изношенных опорных валков; на фиг.З - то же, в положении после второго перемещения тележек боковой сдвижки, завалки в клети новых опорных валков и вывалки из клетей вставки; на фиг.4 - то же, в положении третьего перемещения тележек боковой сдвижки и завалки в клети новых рабочих валков; на фиг.5 - разрез по устройству в нерабочем положении перед перевалкой; ) \ а фиг.б - разрез А-Л на фиг.1 (положение при вывалке изношенных рабочих валков); на фиг.7 - разрез А-Л по фиг.2 (положение после первой боковой сдвижки и аыаалки изношенных опорных валков); на фиг.8 - разрез А-А на фиг.З (положение после второй боковой сдвижки и завалки новых опорных валков\ ча фиг.9 - разрез А-А на фиг.4 (положение после третьей боковой сдвижки и завалки новых опорных валков); на фиг. 10 - разрез по устройству в нерабочем положении после перевалки валков; на фиг.11 - разрез Б-Б на фиг.1; ча фиг. 12 разрез Б-Б на фиг.2. Способ замены валков реализуется на установленных в пинию стана прокатных клетях 1, имеющих основные 2 и сменные 3 комплекты рабочих валков, а также основные 4 и сменные 5 комплекты опорных валков, с помощью устройства, смонтированного в зоне обслуживания стана. Устройство для замены валков на каждой клети содержит гидроцилиндр б перевалки рабочих валков, гидроцилиндр 7 перевалки опорных валков, L-обрззную тележку боковой сдвижки 8, снабженную двумя парами направляющих 9 и 10 перемещения нижнего опорного валка и одной парой направляющих 11 перемещения рабочих валков, распол оженных ка вертикальной стойке тележки 8, вставки 12 и 13 для перевалки верхнего опорного валка, платформу 14, снабженную направляющими 15 перемещения рабочих валков и вставки, подъемно-опускающуюся раму 16, две поворотные подъемно-опускающиеся плиты 17 и 18, шарнирно закрепленные на противополож 10 15 20 25 30 35 40 45 50 55 8 мых сторонах вертикальной стойки тележки 8, две пары дополнительных направляющих 19 и 20 перемещения рабочих валков и приводы 21 и 22 их перемещения по этим направляющим. Тележка 8 выполнена подвижной вдоль оси прдкатки с приводом от гидроцилиндра 23 и может занимать три фиксированных положения, соответствующих совмещению направляющих 9, 10 и 11 с осью клети, и четвертое фиксированное положение, соответствующее совмещению направляющих 11с осью соседней клети. Платформа 14 выполнена подвижной в направлении перевалки по направляющим 9 и 10 тележки 8 и стационарным направляющим 24, расположенным под подъемноопускающейся рамой 16 и служ ащим продолжением направляющих 9 и 10 при их совмещении с осью клети. Платформа 14 оснащена приспособлением 25 для сцепки со штоком гидроцилиндра 7. Поворотные подъемно-опускающиеся плиты 17 и 18 в поднятом положении перекрывают проемы между вертикальной стойкой тележки 8 и платформам и 14, относящимися к соседним клетям. Опорой для плит 17 и 18 о поднятом положении служат поворотные кронштейны 26 на платформах 14. Подъем и опускание плит 17 и 18 производится гидроцилиндрами 27 и 28, шарнирно закрепленными на тележке 8. Подъемно-опускающаяс* рама 16 перекрывает перевалочный проем над гидроцилиндром 7 и в опущенном положении совпадает с полом цеха в зоне обслуживания. На нижней поверхности рамы 16 закреплен гидроцилиндр 6 перевалки рабочих валков. В поднятом положении рамы 16 гидроцилиндр б поднят выше уровня пола и готов к перемещению рабочих валков и вставки, а платформа 14 может быть установлена под рамой 16. Подъем и опускание рамы 16 осуществляется стационарными гидроцилиндрами 29. Дополнительные направляющие 19 и 20 расположены сбоку от рамы 16 и являются продолжением направляющих 11 на тележке 8 в ее фиксированных положениях при перемещении вдоль оси прокатки. Дополнительные приводы 21 и 22 перемещения рабочих валков расположены соосно с направляющими 19 и 20. Способ замены рабочих и опорных валков и работа устройства осуществляется следующим образом. Перед началом перевалки (фиг.1,5,6) опускают поворотную плиту 18, новые рабочие валки 3 устанавливают на дополнительные направляющие 20, новые опорные валки 5 со вставкой 13 устанавливают на 12946 направляющие 10 тележки 8, вставку 12 устанавливают на направляющие 15 платформы 14, раму 16 поднимают в верхнее положение. Эти операции не входят во время перевалки, так как выполняются до остановки стана. Затем останавливают стан и гидроцили«дром 6 вываливают изношенные рабочие валки 2 из клети на направляющие 11 тележки 8. Гидроцилиндром 23 производят (фиг.2,7) первое перемещение тележки 8 вдоль оси прокатки в положение приема из клети изношенных опорных валков 4, при этом направляющие 9 на тележке 8 и направляющие 15 на платформе 14 совмещаются с соответствующими направляющими в клети, а направляющие 11 на тележке 8 совмещаются с дополнительными направляющими 19. Гидроцилиндром 6 заваливают в клеть вставку 12. Затем гидроцилиндром 7 вываливают из клети изношенные опорные валки 4 со вставкой 12, при этом платформа 14, соединенная с помощью сцепного приспособления 25 со штоком гидроцилиндра 7, перемещается с направляющих 9 тележки 8 на стационарные направляющие 24 под поднятую раму 16. Одновременно с вывалкой из клети изношенных опорных валков 4 производят перемещение изношенных рабочих валков 2 с направляющих 11 тележки 8 на дополнительные направляющие 19 с помощью привода 21. Про и зв од ят вт о ро е пе рем ещ ен ие (фиг.3,8) тележки 8 вдоль оси прокатки до совмещения оси новых опорных валков 5 с осью клети, при этом направляющие 10 на тележке 8 совмещают с соответствующими направляющими в клети, а направляющие 11 на тележке 8 совмещаются с дополнительными направляющими 20. Гидроіуипиндром 7 заваливают в клеть новые опорные валки 5 со вставкой 13, при этом платформа 14, соединенная со штоком гидроцилиндра 7, выдвигается из-под рамы 16 на направляющие 10 тележки 8. Одновременно с завалкой в клеть новых опорных валков 5 производят перемещение новых ргбочих валков 3 с дополнительных направляющих 20 на освободившиеся направляющие 11 тележки 8 с помощью привода 22. Затем гидроцилиндром 6 вываливают из клети вставку 13 на направляющие 15 платформы 14. Производят третье перемещение (фиг.4, 9)тележки 8 в направлении двух предыдущих перемещений до совмещения оси новых рабочих валкла 3 с осью соседней клети и заваливают их в эту клеть с помощью гидроцилиндра 6, относящегося к соседней клети, 10 30 35 40 45 5Q 10 а в рассматриваемую клеть заваливаются рабочие валки, установленные на аналогичной тележке соседней клети. После окончания перевалки и пуска стана убирают изношенные опорные валки 4 со вставкой 12 с тележки 8, изношенные рабочие валки 2 с дополнительных направляющих 19 и вставку 13 с платформы 14, опускают раму 16 на уровень пола цеха и поднимают поворотную плиту 17, закрывая проем между платформой 14 и вертикальной стойкой тележки б. Эти операции так же, как и подготовительные, не вхідят во время перевалки, так как выполняются после пуска стана. Таким образом, в данном способе реализуется одновременное выполнение операций вывал ки из кл ети изнош енны х опорных валков и удаления с тележки изношенных рабочих валков, а также одновременное выполнение операций завалки в клеть новых опорных валков и установки на тележку новых рабочих валков, что позволяет сократ ить время комплексной замены рабочих и опорных валков. Кроме того, в данном способе установка новых рабочих валков на ось клети осуществляется кратчайшим путем, то есть перемещением тележки в направлении предыдущих перемещений до совмещения оси новых рабочих валков с осью соседней клети, что также сокращает время замены валков. Реализация данного способа возможна благодаря наличию в устройстве двух пар дополнительных направляющих для рабочих валков и приводов их перемещения по этим направляющим, расположенным сбоку от подъемно-опускающейся рамы и соосно с направляющими на тележке в любом из ее фиксированиях положений. Наличие в устройстве этих элементов позволило также отказаться от размещения направляющих на подъемно-опускающейся раме и не производить ее подъем и опускание в процессе перевалки, и, следовательно, сократить время перевалки. Наличие в устройстве дополнительной поворотной плиты, шарнирно закрепленной на вертикальной стойке L-образной тележки симметрично основной поворотной ппите, позволяет перекрывать проем между платформой и вертикальной стойкой тележки не только в исходном положении платформы, но и после ее перемещения на вторую пару направляющих тележки, при этом отпадает необходимость в возвращении платформы в исходное положение после перевалки опорных валков и, следовательно, сокращается общее количество перевалочных операций. Jo, Ю 12946 ЯРиг 5. сриг.6 8 12946 Фиг. Ю 12946 Фиг. Н УПиридник Замовленій 4091 Техред М.Моргентал Коректор М. Куль Тираж Підписне Державне патентне відомство України, 254655, ГСП, КиТв-53, Львівська пл., 8 Відкрите акціонерне товариство "Патент", м. Ужгород, вул.Гагаріна, 101 1 УКРАЇНА (19) (505 В-21 В 31/10 12946 (13) С1 ОПИС ДО ПАТЕНТУ ДЕРЖАВНЕ ПАТЕНТНЕ ВІДОМСТВО НА ВИНАХІД (54) СПОСІБ ЗАМІНИ РОБОЧИХ ТА ОПОРНИХ ВАЛКІВ ПРОКАТНИХ КЛІТЕЙ КВАРТО ТА ПРИСТРІЙ ДЛЯ ЙОГО ЗДІЙСНЕННЯ 1 (20) 95320438, 07.09.93 (21)5013643/SU (22)01.07.91 (24)28.02.97 (46)28.02.97. Бюл. № 1 (56) 1.Заявка Японии № 49-14984, кл. В 21 В 31/10, 1974. 2.Авторское свидетельство СССР № 158455, кл. В 21 В 31/10,1990 (прототип). (72) Ільїн Володимир Петрович, Тіунов Воло димир Миколайович, Плугатар Віктор Семе нович (73) Акціонерне товариство "Новокраматорський машинобудівний завод" (UA) (57) 1.Способ замены рабочих и опорных валков прокатных клетей кварто, включаю щий вывалку изношенных рабочих валкое из клети на тележку боковой сдвижки, по движную вдоль оси прокатки, первое пере мещение этой тележки в положение приема из клети изношенных опорных валков, завал ку в клеть вставки для перевалки верхнего опорного валка, вывалку изношенных опор ных валков из клети на тележку боковой сдвижки, второе перемещение этой тележки до совмещения оси новых опорных валков с осью клети и завалку их в клеть, вывалку из клети вставки, установку новых рабочих валков на ось клети и завалку их в клеть, о тл и ч а ю щ и й с я тем, что после первого перемещения тележки боковой сдвижки производят удаление с тележки изношен ных рабочих валков одновременно с вывал кой из клети изношенных опорных валков, после второго перемещения тележки боко вой сдвижки производят установку новых рабочих валков на освободившееся на те лежке место одновременно с завалкой в клеть новых опорных валков, а установку новых рабочих валков на ось клети выполняют перемещением этой же тележки в направлении двух предыдущих перемещений до совмещения с осью соседней клети. 2.Устройство для замены рабочих и опорных валков прокатных клетей кварто, содержащее приводы перевалки рабочих и опорных валков, L-образную тележку боковой сдвижки, подвижную вдоль оси прокатки и снабженную двумя парами направляющих перемещения нижнего опорного валка и одной парой направляющих перемещения рабочих валков, расположенной на вертикальной стойке тележки, вставку для перевалки верхнего опорного валка, платформу, подвижную в направлении перевалки и снабженную направляющими перемещения вставки и рабочих валков, подъемно-опускающуюся раму, поворотную подъемно-опускающуюся плиту, шарнирно закрепленную на вертикальной сбойке тележки и расположенную между стойкой и платформой с возможностью взаимодействия с последней, о т л и ч а ю щ е е с я тем, что оно снабжено двумя парами дополнительных направляющих перемещения рабочих валков, приводами их перемещения по этим направляющим, и дополнительной поворотной подъемно-опускающейся плитой, при этом дополнительные пары направляющих и приводы размещены сбоку от подъемноопускающейся рамы и соосно с направляющими на тележке боковой сдвижки в любом из ее фиксированных положений, а дополнительная поворотная плита шарнирно закреплена симметрично основной поворотной плите на противоположной стороне вертикальной стойки тележки. с > ю ON » • О 12946 Изобретение относится к области прокатного производства, а точнее к способам и устройствам для замены валков клетей прокатных станов. Известны способ и устройство для замены рабочих и опорных валков клети кварто [1]. Способ включает в себя вывалку изношенных рабочих валков из клети на платформу, установленную на тележке боковой сдвижки, съем валков с платформы, перемещение тележки вдоль оси прокатки до совмещения с осью клети вставки для перевалки верхнего опорного валка, завалку вставки в клеть, перемещение тележки в исходное положение, подъем подъемно-опускающейся рамы, вывалку изношенных опорных валков из клети на тележку, перемещение тележки вдоль оси прокатки до совмещения оси новых опорных валков с осью клети и последующую завалку их в клеть, опускание рамы, вывалку вставки из клети на платформу, установку на платформу новых рабочих валков, перемещение тележки вдоль оси прокатки до совмещения новых рабочих валков с осью клети и завалку их в клеть. При вывалке изношенных опорных валков из клети платформа автоматически задвигается под подъемно-опускающуюся раму, а при завалке в клеть новых опорных валков выдвигается из под рамы на тележку. Устройство для реализации способа содержит приводы перевалки рабочих и опорных валков, выполненные, соответственно в виде приводной каретки и длин неходового гидроцилиндра, тележку боковой сдвижки, подвижную в направлении оси прокатки и снабженную двумя парами направляющих перемещения нижнего опорного валка, вставку для перевалки верхнего опорного валка, установленную на тележке платформу, подвижную в направлении перевалки и снабженную двумя парами направляющих перемещения рабочих валков и вставки, подъемно-опускающуюся раму, снабженную направляющими перемещения приводной каретки. Недостатком способа и устройства является необходимость в крановых операциях съема с платформы изношенных рабочих валков и установки на платформу новых рабочих валков при комплексной смене. Еще одним недостатком способа и устройства является большое число (четыре) перемещений тележки. Наиболее близким к предлагаемому изобретению является способ и устройство для замены рабочих и опорных валков прокатной клети кварто [2], в котором способ включает вывалку изношенных рабочих валков из клети на тележку боковой сдвижки, 10 20 25 30 35 40 45 50 се перемещение этой тележки вдоль оси прокатки в положение приема из клети изношенных опорных валков, завалку в клеть вставки для перевалки верхнего опорного валка, подъем подъемно-опускающейся рамы, вывалку изношенных опорных валков из клети на тележку боковой сдвижки, перемещение этой тележки до совмещения оси новых оп орных вал ков с осью кл ети и завалку их в клеть, опускание рамы, вывалку вставки из клети на платформу и ее дальнейшую транспортировку с платформы на вспомогательную тележку на которой заранее установлены новые рабочие валки, перемещение вспомогательной тележки вдоль оси прокатки до установки новых рабочих валков на ось клети, транспортировку новых рабочих валков со вспомогательной тележки на основную и завалку их в клеть. Как и в аналоге, при вывалке из клети изношенных опорных валков платформа автоматически заезжает под подъемно-опускающуюся раму, а при завалке в клеть новых опорных валков - выдвигается из-под рамы на тележку. Устройство для реализации способа содержит приводы перевалки рабочих и опорных валков, выполненные соответственно в виде приводной каретки и длинноходового гмдроцилиндра, L-образную тележку боковой сдвижки, подвижную в направлении оси прокатки и снабженную дву-ія парами направляющих перемещения нижнего опорного валка и одной парой направляющих перемещения рабочих валков, размещенной на вертикальной стойке тележки, вставку для перевалки верхнего опорного валка, установленную на тележке платформу, подвижную в направлении перевалки и снабженную направляющими перемещения рабочих валков и вставки, подъемно-опускающуюся раму, установленную на этой раме вспомогательную тележку, подвижную вдоль оси прокатки и снабженную двумя парами направляющих перемещения рабочих валков и вставки, поворотную подъемно-опускающуюся плиту, шарнирно закрепленную на вертикальной стойке L-образной тележки между стойкой и платформой с возможностью взаимодействия с последней и снабженную дополнительной парой направляющих перемещения рабочих валков. Недостатком способа и устройства является, как и для аналога, наличие операций подъема и опускания рамы, что увеличивает продолжительность перевалки. Недостатком устройства является также то, что поворотная подъемно-опускающаяся плита перекрывает проем между вертикаль 12946 ной стойкой L-образной тележки и платформой только тогда, когда платформа занимает на тележке исходное положение. В основу изобретения положена задача сокращение времени комплексной замены рабочих и опорных валков. Для достижения этого технического результата в способе замены рабочих и опорных валков прокатных клетей кварто после первого перемещения тележки боковой сдвижки производят удаление с тележки изношенных рабочих валков одновременно с вывалкой из клети изношенных опорных валков, после второго перемещения тележки боковой сдвижки производят установку новых рабочих валков на освободившееся на тележке место одновременно с завалкой в клеть новых опорных валков, а установку новых рабочих валков на ось клети выполняют перемещением этой же тележки в направлении двух предыдущих перемещений до совмещения с осью соседней клети. При этом устройство для замены рабочих и опорных валков прокатных клетей кварто снабжено двумя парами дополнительных направляющих перемещения рабочих валков, приводами их перемещения по этим направляющим и дополнительной поворотной подъемно-опускающейся плитой, при этом дополнительные пары направляющих и приводы размещены сбоку от подъемно-опускающейся рамы и соосно с направляющими на тележке боковой сдвижки в любом из ее фиксированных положений, а дополнительная поворотная плита шарнирно закреплена симметрично основной поворотной плите на противоположной стороне вертикальной стойки тележки. ^ Между отличительными признаками изобретения и достигаемым техническим результатом имеется причинно-следственная связь: -одновременное выполнение операций удаления с тележки боковой сдвижки изношенных рабочих валков и вывалки из клети изношенных опорных валков, а также одновременное выполнение операций установки на тележку боковой сдвижки новых рабочих валков и завалки в клеть новых опорных валков, позволяет без дополнительных затрат времени освободить на тележке место для новых рабочих валков и исключить операции транспортировки вставки с платформы на вспомогательную тележку и новых рабочих валков со вспомогательной на основную тележку, которые в способе-прототипе выполнялись последовательно с другими операциями и увеличивали время замены валков; - выполнение операции по установке новых рабочих валков на ось клети путем перемещения тележки боковой сдвижки в направлении двух предыдущих перемещений до совмещения с осью соседней клети позволяет сократить суммарную величину 5 перемещений тележки и, следовательно, уменьшить время замены валков, так как установленные на тележке новые рабочие валки после предшествующих перемещений тележки оказываются ближе к соседней 10 клети, чем к той, откуда началась уіеревалка; - установка дополнительных направляющих рабочих валков и приводов их перемещения сбоку от подъемно-опускающейся рамы и соосно с направляющими на тележ•J5 ке боковой сдвижки в любом из ее фиксированных положений позволяет удалять изношенные рабочие валки с тележки на до-. полнительные направляющие одновременно с вывалкой из клети изношенных опорных 20 валков, а также позволяет устанавливать новые рабочие валкие дополнительных направляющих на тележку одновременно с завалкой в клеть новых опорных валков, т.е., без дополнительных затрат времени производить замену рабочих валков на тележке ** боковой сдвижки и отказаться от использования для этой цели вспомогательной тележки; -кроме этого, установка дополнительных направляющих рабочих валков и приводов их 30 перемещения по этим направляющим сбоку от подъемно-опускающейся рамы позволяет отказаться от размещения направляющих на подъемно-опускающейся раме, наличие которых в устройстве-прототипе 35 вызывало необходимость производить подъем и опускание рамы в середине процесса перевалки последовательно с другими операциями, чтобы при перевалке из клети опорных валков дать возможность 40 платформе заехать под раму, а при завалке в клеть рабочих валков - совместить уровни направляющих на раме и платформе. В данном изобретении на раме направляющих нет, поэтому подъем рамы осуществляется 45 заранее, до остановки стана на перевалку, а опускание - после окончания перевалки и пуска стана, что позволяет сократить продолжительность остановки стана для замены валков; 50 ~ установка на тележке боковой сдвижки дополнительной поворотной плиты, шарнирно закрепленной симметрично основной поворотной плите на противоположной стороне вертикальной стойки тесе лежки, позволяет ке только перекрывать проем между платформой и вертикальной стойкой тележки, как в устройстве-прототипе, но и перекрывать проем, образующийся с противоположной стороны платформы после того, как в процессе перевалки опорных 12946 валков платформу перемещают из исходного положения на вторую пару направляющих тележки. Таким образом, отпадает необходимость возвращения платформы в исходное положение после окончания перевалки опорных валков и сокращается общее количество перевалочных операций по сравнению с прототипом. На фиг.1 изображен вид в плане на прокатные клети и устройство для замены валков в исходном положении тележек боковой сдвижки при вывалке из клетей изношенных рабочих валков; на фиг.2 - то же, в положении после первого перемещения тележек боковой сдвижки и вывалки из клетей изношенных опорных валкое; на фиг.З - то же, в положении после второго перемещения тележек боковой сдоижки, завалки в клети новых опорных валков и вывалки из клетей вставки; на фиг.4 - то же, в положении третьего перемещения тележек боковой сдвижки и завалки в клети новых рабочих валков; на фиг.5 - разрез по устройству в нерабочем положении перед перевалкой; на фиг.6 - разрез Л-Л на фиг.1 (положение при вывалке изношенных рабочих валков); на фиг.7 - разрез А-Л по фиг.2 (положение после первой боковой сдвижки и вывалки изношенных опорных валков); на фиг.8 - разрез А-А на фиг.З (положение после второй боковой сдвижки и завалки новых опорных валков4: на фиг.9 - разрез А-А на фиг.4 (положение после третьей боковой сдвижки и завалки новых опорных валков); на фиг. 10 - разрез по устройству в нерабочем положении после перевалки валков; на фиг.11 - разрез Б-Б на фиг.1; на фиг. 12 разрез Б-Б на фиг.2. Способ замены валков реализуется на установленных в пинию стана прокатных клетях 1, имеющих основные 2 и сменные 3 комплекты рабочих валков, а также основные 4 и сменные 5 комплекты опорных валков, с помощью устройства, смонтированного в зоне обслуживания стана. Устройство для замены валков на каждой клети содержит гидроцилиндр б перевалки рабочих валков, гидроцилиндр 7 перевалки опорных валков, L-образную тележку боковой сдвижки 8, снабженную двумя парами направляющих 9 и 10 перемещения нижнего опорного валка и одной парой направляющих 11 перемещения рабочих валков, расп оложенных па вертикальн ой стойке тележки 8, вставки 12 и 13 для перевалки верхнего опорного валка, платформу 14, снабженную направляющими 15 перемещения рабочих валков и вставки, подъемно-опускающуюся раму 16, две поворотные подъемно-опускающиеся плиты 17 и 18, шарнирно закрепленные на противополож 10 15 20 25 30 35 40 45 50 55 8 ных сторонах вертикальной стойки тележки 8, две пары дополнительных направляющих 19 и 20 перемещения рабочих валков и приводы 21 и 22 их перемещения по этим направляющим. Тележка 8 выполнена подвижной вдоль оси прдкатки с приводом от гидроцилиндра 23 и может занимать три фиксированных положения, соответствующих совмещению направляющих 9, 10 и 11 с осью клети, и четвертое фиксированное положение, соответствующее совмещению направляющих 11с осью соседней клети. Платформа 14 выполнена подвижной в направлении перевалки по направляющим 9 и 10 тележки 8 и стационарным направляющим 24, расположенным под подъемноопускающейся рамой 16 и служ ащим продолжением направляющих 9 и 10 при их совмещении с осью клети. Платформа 14 оснащена приспособлением 25 для сцепки со штоком гидроцилиндра 7. Поворотные подъемно-опускающиеся плиты 17 и 18 в поднятом положении перекрывают проемы между вертикальной стойкой тел ежки 8 и платформами 14, относящимися к соседним клетям. Опорой для плит 17 и 18 в поднятом положении служат поворотные кронштейны 26 на платформах 14. Подъем и опускание плит 17 и 18 производится гидроцилиндрами 27 и 28, шарнирно закрепленными на тележке 8. Подъемно-опускающаясг рама 16 перекрывает перевалочный проем над гидроцилиндром 7 и в опущенном положении совпадает с полом цеха в зоне обслуживания. На нижней поверхности рамы 16 закреплен гидроцилиндр 6 перевалки рабочих валков. В поднятом положении рамы 16 гидроцилиндр 6 поднят выше уровня пола и готов к перемещению рабочих валков и вставки, а платформа 14 может быть установлена под рамой 16. Подъем и опускание рамы 16 осуществляется стационарными гидроцилиндрами 29. Дополнительные направляющие 19 и 20 расположены сбоку от рамы 16 и являются продолжением направляющих 11 на тележке 8 в ее фиксированных положениях при перемещении вдоль оси прокатки. Дополнительные приводы 21 и 22 перемещения рабочих валков расположены соосно с направляющими 19 и 20. Способ замены рабочих и опорных валков и работа устройства осуществляется следующим образом. Перед началом перевалки (фиг.1,5,6) опускают поворотную плиту 18, новые рабочие валки 3 устанавливают на дополнительные направляющие 20, новые опорные валки 5 со вставкой 13 устанаїливают на 12946 направляющие 10 тележки 8, вставку 12 устанавливают на направляющие 15 платформы 14, раму 16 поднимают в верхнее положение. Эти операции не входят во время перевалки, так как выполняются до оста- 5 новки стана. Затем останавливают стан и гидроцилиндром 6 вываливают изношенные рабочие валки 2 из клети на направляющие 11 тележки 8. Гидроцилиндром 23 производят (фиг.2,7) -JQ первое перемещение тележки 8 вдоль оси прокатки в положение приема из клети изношенных опорных валков 4, при этом направляющие 9 на тележке 8 и направляющие 15 на платформе 14 совмещаются с соответст- ^ вующими направляющими в клети, а направляющие 11 на тележке 8 совмещаются с дополнительными направляющими 19. Гидроцилиндром 6 заваливают в клеть вставку 12. Затем гидроцилиндром 7 выва- „л ливают из клети изношенные опорные валки 4 со вставкой 12, при этом платформа 14, соединенная с помощью сцепного приспособления 25 со штоком гидроцилиндра 7, перемещается с направляющих 9 тележки 8 на стационарные направляющие 24 под ^ поднятую раму 16. Одновременно с вывалкой из клети изношенных опорных валков 4 производят перемещение изношенных рабочих валков 2 с направляющих 11 тележки 8 на дополнительные направляющие 19 с 30 помощью привода 21. Производят второе перемещение (фиг.3,8) тележки 8 вдоль оси прокатки до совмещения оси новых опорных валков 5 с осью клети, при этом направляющие 10 на 35 тележке 8 совмещают с соответствующими направляющими в клети, а направляющие 11 на тележке 8 совмещаются с дополнительными направляющими 20. Гидроіу/линдром 7 заваливают в клеть новые оперные 40 валки 5 со вставкой 13, при этом платформа 14, соединенная со штоком гидроцилиндра 7, выдвигается из-под рамы 16 на направляющие 10 тележки 8. Одновременно с завалкой в клеть новых опорных валков 5 производят 45 перемещение новых рабочих валков 3 с дополнительных направляющих 20 на освободившиеся направляющие 11 тележки 8 с помощью привода 22. Затем гидроцилиндром 6 вываливают из клети вставку 13 на gQ направляющие 15 платформы 14. Производят третье перемещение (фиг.4, 9)тележки 8 в направлении двух предыдущих перемещений до совмещения оси новых рабочих взлкоа 3 с осью соседней клети и gg заваливают их в эту клеть с помощью гидроцилиндра 6, относящегося к соседней клети. 10 а в рассматриваемую клеть заваливаются рабочие валки, установленные на аналогичной тележке соседней клети. После окончания перевалки и пуска стана убирают изношенные опорные валки 4 со вставкой 12 с тележки 8, изношенные рабочие валки 2 с дополнительных направляющих 19 и вставку 13 с платформы 14, опускают раму 16 на уровень пола цеха и поднимают поворотную плиту 17, закрывая проем между платформой 14 и вертикальной стойкой тележки б. Эти операции так же, как и подготовительные, не входят во время перевалки, так как выполняются после пуска стана. Таким образом, в данном способе реализуется одновременное выполнение операций вывал ки из кл ети изношенн ых опорных валков и удаления с тележки изношенных рабочих валков, а также одновременное выполнение операций завалки в клеть новых опорных валков и установки на тележку новых рабочих валков, что позволяет сократить время комплексной замены рабочих и опорных валков. Кроме того, в данном способе установка новых рабочих валков на ось клети осуществляется кратчайшим путем, то есть перемещением тележки в направлении предыдущих перемещений до совмещения оси новых рабочих валков с осью соседней клети, что также сокращает время замены валков. Реализация данного способа возможна благодаря наличию в устройстве двух пар дополнительных направляющих для рабочих валков и приводов их перемещения по этим направляющим, расположенным сбоку от подъемно-опускающейся рамы и соосно с направляющими на тележке в любом из ее фиксированных положений. Наличие в устройстве этих эпементов позволило также отказаться от размещения направляющих на подъемно-опускающейся раме и не производить ее подъем и опускание в процессе перевалки, и, следовательно, сократить время перевалки. Наличие в устройстве дополнительной поворотной плиты, шарнирно закрепленной на вертикальной стойке L-образной тележки симметрично основной поворотной плите, позволяет перекрывать проем между платформой и вертикальной стойкой тележки не только в исходном положении платформы, но и после ее перемещения на вторую пару направляющих тележки, при этом отпадает необходимость в возвращении платформы в исходное положение после перевалки опорных валков и, следовательно, сокращается общее количество перевалочных операций. Jp. го (О от D № N3 О1 12946 /5 Г л Фиг.6 8 гпсЬ ОС 12946 Фиг 9 12946 (Риг, Н УГкфНДНИК Техред М.Моргентал Коректор М. Куль Замовленій 4091 ' Фиг. Тираж Підписне Державне патентне відомство України, 254655, ГСП, КиТв-53, Львівська пл., 8 Відкрите акціонерне товариство "Патент", м. Ужгород, вул.ГагарІна, 101
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod and device of replacement of working and backup rolls of four-high stands
Автори англійськоюIlin Volodymyr Petrovych, Tiunov Volodymyr Mykolaiovych, Pluhatar Viktor Semenovych
Назва патенту російськоюСпособ замены рабочих и опорных валков прокатных клетей кварто и устройство для его осуществления
Автори російськоюИльин Владимир Петрович, Тиунов Владимир Николаевич, Плугатар Виктор Семенович
МПК / Мітки
МПК: B21B 31/00
Мітки: робочих, пристрій, спосіб, кварто, прокатних, опорних, здійснення, валків, заміни, клітей
Код посилання
<a href="https://ua.patents.su/22-12946-sposib-zamini-robochikh-ta-opornikh-valkiv-prokatnikh-klitejj-kvarto-ta-pristrijj-dlya-jjogo-zdijjsnennya.html" target="_blank" rel="follow" title="База патентів України">Спосіб заміни робочих та опорних валків прокатних клітей кварто та пристрій для його здійснення</a>
Обладнання для перевалювання валків прокатних клітей кварто
Номер патенту: 372
Опубліковано: 30.04.1993
Автори: Коросташевський Володимир Павлович, Голубченко Анатолій Костянтинович, Барикін Віктор Іванович, Федоров Анатолій Михайлович, Руднев Анатолій Юхимович, Савенко Юрій Євдокимович, Коросташевський Павло Володимирович, Ісіров Дмитро Іванович
МПК: B21B 37/16
Мітки: клітей, обладнання, прокатних, валків, перевалювання, кварто
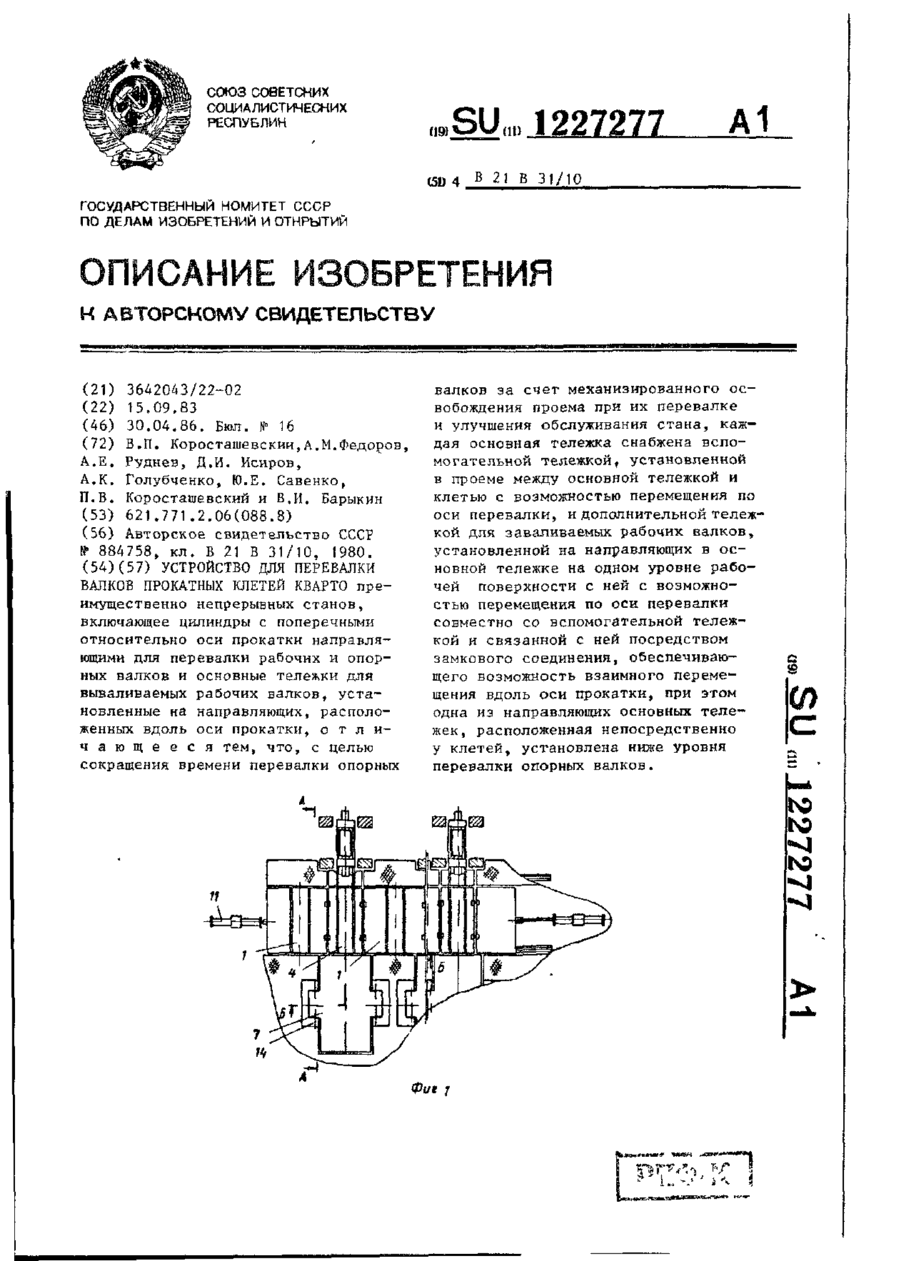
Формула / Реферат:
(57) Устройство для перевалки валков прокатных клетей кварто преимущественно непрерывных станов, включающее цилиндры с поперечными относительно оси прокатки направляющими для перевалки рабочих и опорных валков и основные тележки для вываливаемых рабочих валков, установленные на направляющих, расположенных вдоль оси прокатки, отличающееся тем, что, с целью сокращения времени перевалки опорных валков за счет механизированного освобождения...
Пристрій для заміни валків вертикальної прокатної кліті
Номер патенту: 12966
Опубліковано: 28.02.1997
Автори: Плугатар Віктор Семенович, Волченков Іван Григорович
МПК: B21B 31/00
Мітки: прокатної, заміни, кліті, валків, пристрій, вертикальної
Формула / Реферат:
(57) Устройство для замены валков вертикальной прокатной клети, содержащее расположенные с внешней стороны привода вертикальных валков механизм подъемавалков, включающий цилиндр подъема с обратным ходом и захватами, размещенный наконсоли приемных направляющих для вертикального валка, имеющих фиксирующие участки, взаимодействующие с Т-образными направляющими верхней м нижней подушек вертикального валка, а также механизм перемещения валка в...
Універсальна кліть подвійного призначення для прокатних станів та пристрій для заміни валків на таких клітях
Номер патенту: 12326
Опубліковано: 25.12.1996
Автори: Альфредо Полоні, Фаусто Дрігані
МПК: B21B 31/00, B21B 13/08
Мітки: таких, валків, прокатних, станів, кліть, призначення, універсальна, подвійного, пристрій, заміни, клітях
Формула / Реферат:
(57) 1. Универсальная клеть двойного назначения для прокатных станов, содержащая установленный на плитовине узел станин с нажимным устройством и средствами фиксации нажимных винтов, подушки с горизонтальными и вертикальными валками, средство фиксации станин, средство крепления станин к плитовине, отличающаяся тем, что узел станин выполнен в виде четырех стоек с наружными опорными выступами для установки средств крепления станин к плитовине, с...
Пристрій для заміни консольних валків та обладнання, яке до них відноситься, в прокатних станах

Номер патенту: 9875
Опубліковано: 30.09.1996
Автор: Фаусто Дрігані
МПК: B21B 31/00
Мітки: прокатних, пристрій, консольних, відноситься, заміни, них, станах, обладнання, валків, яке
Формула / Реферат:
(57) 1. Устройство для замены консольных валков и относящегося к ним оборудования в прокатных станах, содержащее опорное средство, установленное с возможностью перемещения относительно стана, поворотную платформу, размещенную в подшипниках на опорном средстве, установочный блок, расположенный на поворотной платформе с возможностью линейного перемещения относительно нее, и захваты валков, размещенные на установочном блоке, отличающееся тем,...
Пристрій для заміни робочих елементів кліті в станах холодної прокатки
Номер патенту: 12967
Опубліковано: 28.02.1997
Автори: Кагановський Йосип Ісаакович, Окунь Давид Ісакович, Новоселов Сергій Вікторович
МПК: B21B 31/00
Мітки: станах, елементів, робочих, холодної, кліті, прокатки, заміни, пристрій
Формула / Реферат:
(57)1. Устройство для смены рабочих элементов клети в станах холодной прокатки, содержащее основание, механизм захвата сменного рабочего элемента, связанный с механизмом захвата механизм перемещения сменного рабочего элемента в виде рабочего гидроцилиндра с корпусом и со штоком и систему направляющих, отличающееся тем, что механизм захвата сменного рабочего элемента выполнен в виде шарнирно установленной на основании рамы, связанной с рабочим...
Попередній патент: Глобоїдний роторний насос
Наступний патент: Проводка кліті штабового прокатного стану
Випадковий патент: Пристрій, система та спосіб телезв'язку з вдосконаленим пунктом передачі сигналів