Кільце-насадка крилового профілю для гвинтового рушія
Формула / Реферат
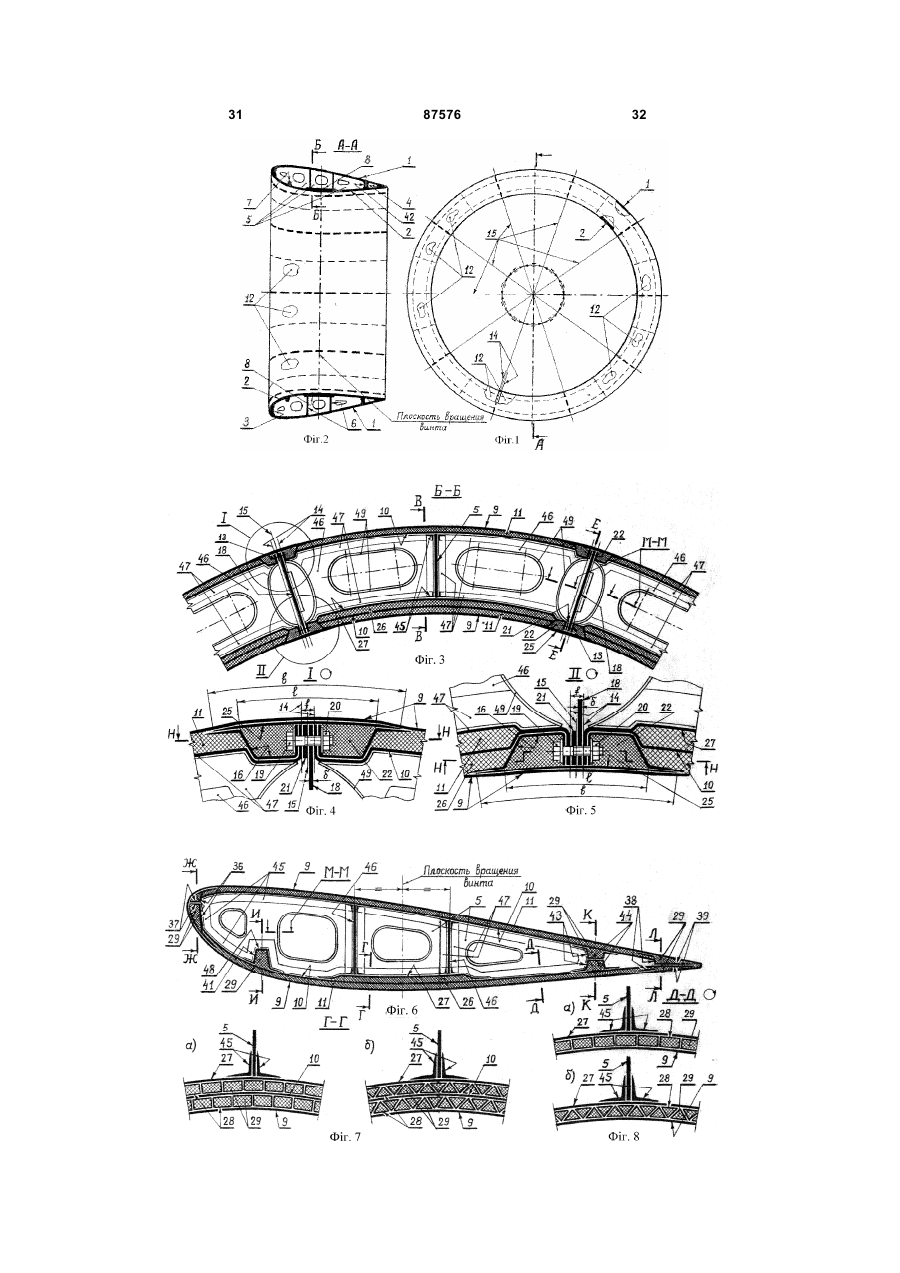
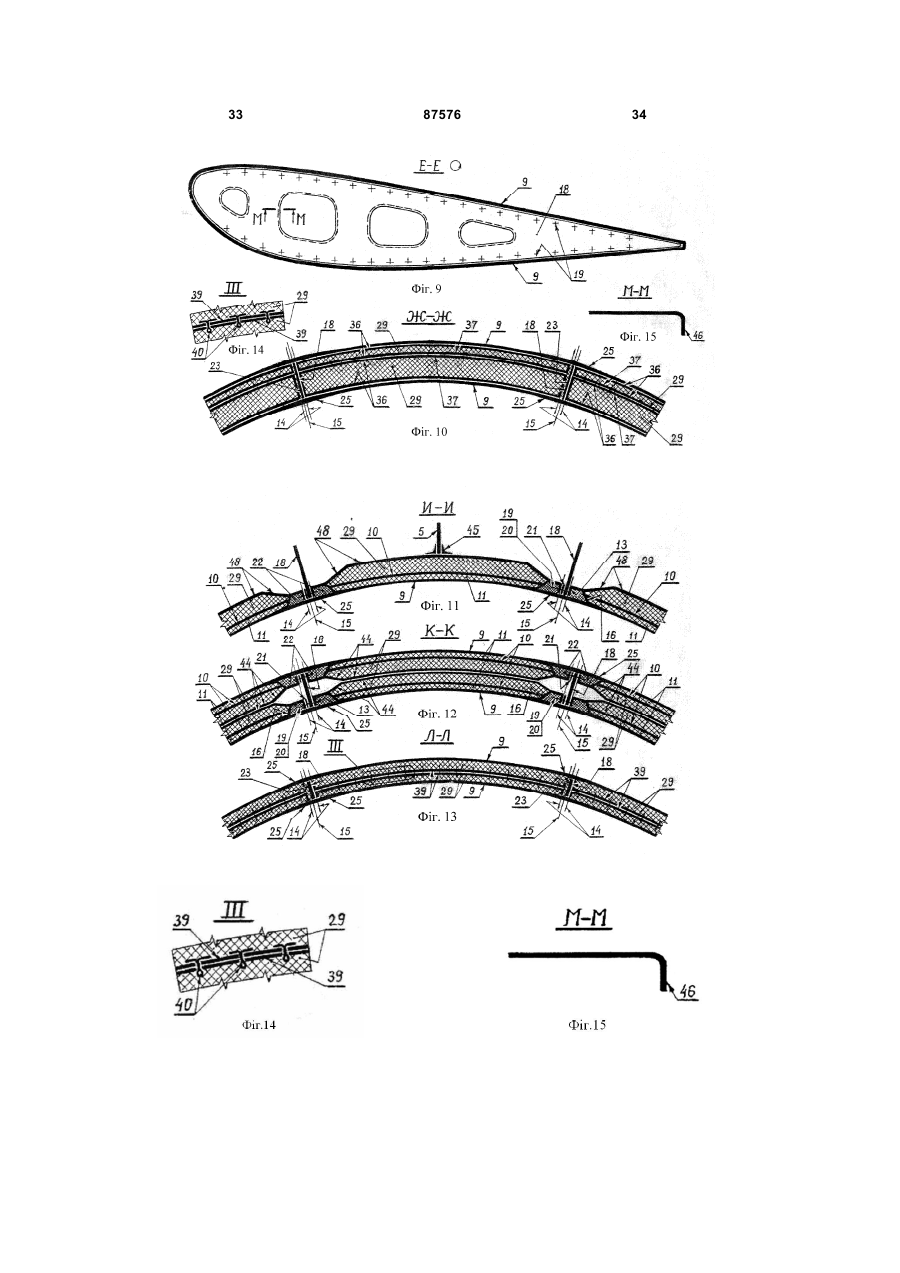
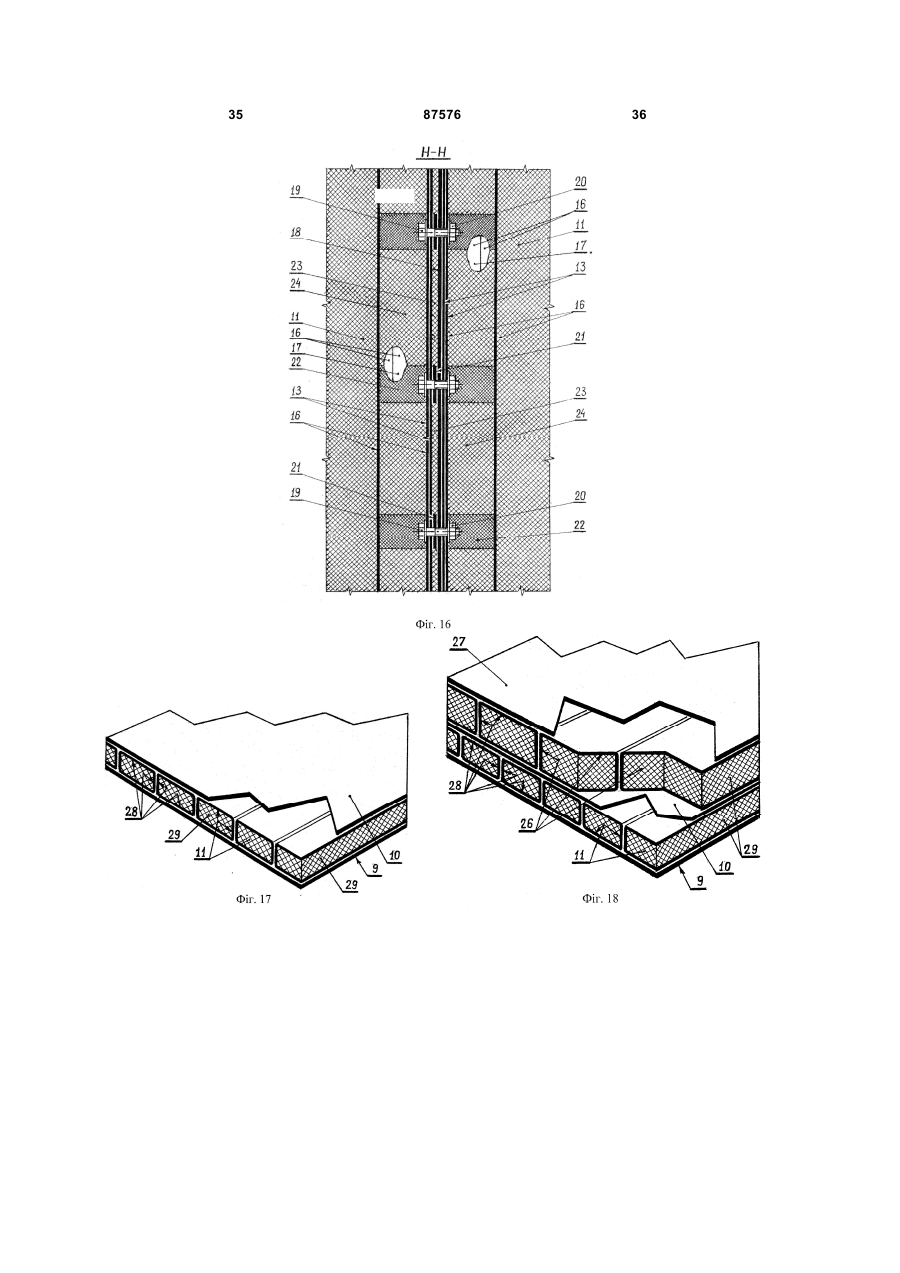
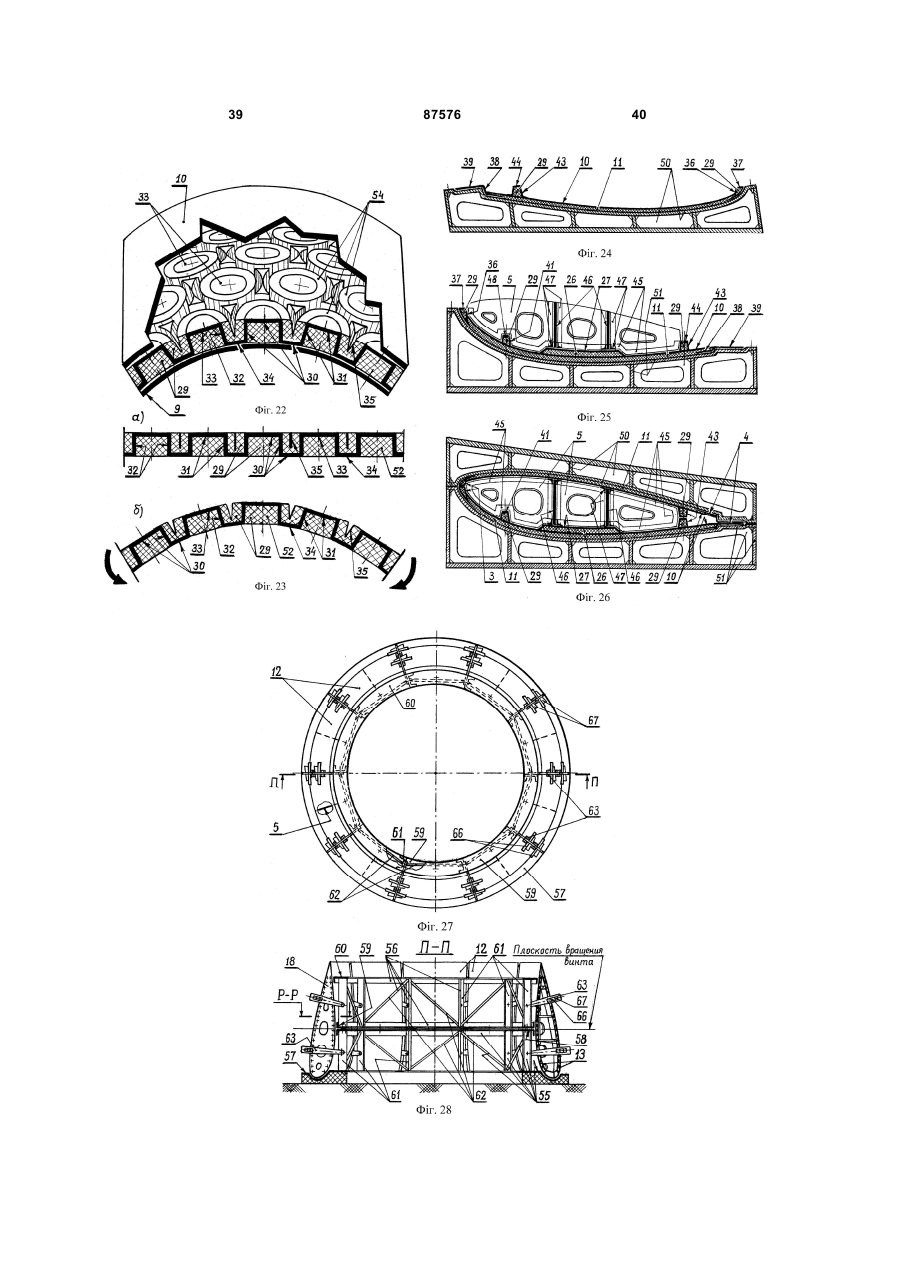
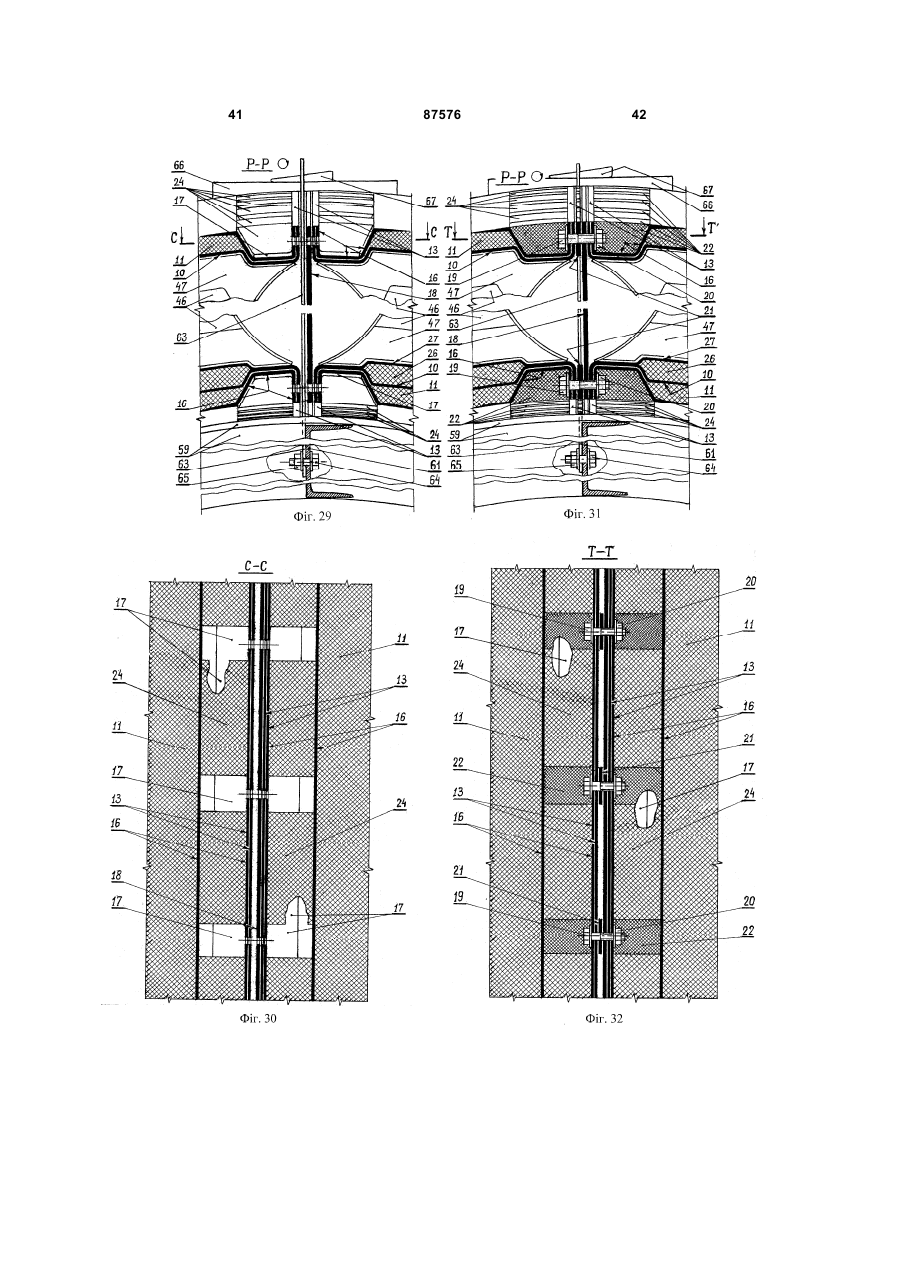
1. Кільце-насадка крилового профілю для гвинтового рушія, що містить зовнішню й внутрішню оболонки, з'єднані між собою по носку й хвостику крилового профілю за допомогою об'ємних профільних елементів, а в проміжку між ними - за допомогою плоских діафрагм, що полегшені розташованими в середній по їхній висоті зоні вирізами та утворюють основний внутрішній набір кільця-насадки з розташованих у площинах, що проходять через вісь кільця-насадки, стінок нервюр і розташованих у площинах, перпендикулярних осі кільця-насадки, стінок лонжеронів, причому внутрішня оболонка кільця-насадки додатково підкріплена окремими внутрішніми ребрами жорсткості, що не доходять по висоті до його зовнішньої оболонки, та в районі розташування площини обертання гвинта виконана зі стовщенням, яке відрізняється тим, що його зовнішня й внутрішня оболонки виконані тришаровими із зовнішнім й внутрішнім несучими шарами з армованого пластику й шаром заповнювача між ними, зовнішній несучий шар обох тришарових оболонок виконаний безперервним по всій поверхні кільця-насадки, а внутрішній несучий шар і шар заповнювача виконані переривчастими, де окремі, відповідні один одному й з'єднані між собою, ділянки внутрішніх несучих шарів і шарів заповнювача зовнішньої і внутрішньої тришарових оболонок утворюють окремі внутрішні об'ємні сегменти кільця-насадки, що обмежені по ширині утвореними їх внутрішніми несучими шарами Г-подібними фланцями зі спрямованими в сторони зовнішніх несучих шарів відповідних тришарових оболонок торцевими стінками, зовнішні поверхні яких розташовані в площинах, паралельних відповідним площинам, що проходять через вісь кільця-насадки й ділять весь внутрішній обсяг кільця-насадки на рівні частини, окремі внутрішні об'ємні сегменти забезпечені розташованим уздовж кожного їхнього Г-подібного фланця силовим елементом з армованого пластику, що має в поперечному перерізі форму перекинутої набік букви "S" і приформований одним кінцем до внутрішньої поверхні торцевої стінки Г-подібного фланця і прилеглої до нього ділянки внутрішньої поверхні внутрішнього несучого шару, а іншим кінцем - до внутрішньої поверхні зовнішнього несучого шару відповідної тришарової оболонки кільця-насадки, з утворенням із внутрішньої сторони Г-подібного фланця жолоба, вільного від заповнювача цієї тришарової оболонки, причому по одному зі своїх торців кожний окремий внутрішній об'ємний сегмент забезпечений торцевою нервюрою, приклеєною до зовнішніх поверхонь торцевих стінок його відповідних Г-подібних фланців, окремі внутрішні об'ємні сегменти розташовані один щодо одного із зазором між зовнішніми поверхнями торцевих стінок їх суміжних Г-подібних фланців, що має величину більше товщини відповідної торцевої нервюри, через торцеві стінки кожних двох суміжних Г-подібних фланців сусідніх окремих внутрішніх об'ємних сегментів кільця-насадки й розташовану між ними торцеву нервюру пропущені кріпильні болти з гайками, що з'єднують ці сегменти між собою, у місцях установки кріпильних болтів з гайками зазори між торцевою нервюрою одного окремого внутрішнього об'ємного сегмента й зовнішніх поверхонь торцевих стінок Г-подібних фланців сусіднього окремого внутрішнього об'ємного сегмента кільця-насадки заповнені твердими прокладками, а жолоби, що розташовані із внутрішніх сторін суміжних Г-подібних фланців цих сегментів, заповнені в цих місцях твердим заповнювачем, що охоплює головки кріпильних болтів з однієї сторони й гайки з іншої сторони кріпильного з'єднання по всіх їхніх зовнішніх поверхнях, а в проміжках між кріпильними болтами з гайками зазор між торцевою нервюрою одного окремого внутрішнього об'ємного сегмента й зовнішніми поверхнями торцевої стінки Г-подібних фланців сусіднього окремого внутрішнього об'ємного сегмента, а також жолоби, що розташовані із внутрішніх сторін суміжних Г-подібних фланців цих сегментів, заповнені легким пінопластом, причому зовнішні несучі шари обох тришарових оболонок кільця-насадки на стиках між його сусідніми окремими внутрішніми об'ємними сегментами забезпечені потовщеннями.
2. Кільце-насадка за п. 1, яке відрізняється тим, що потовщення його внутрішньої тришарової оболонки в районі розташування площини обертання гвинта виконано у вигляді приклеєних або приформованих до її внутрішнього несучого шару однієї або двох пар додаткових шарів, що складаються кожна із шару заповнювача й приформованого до нього несучого шару з армованого пластику, з утворенням у цьому місці п'ятишарової або семишарової ділянки внутрішньої оболонки, що простирається уздовж хорди крилового профілю, як мінімум, за лінії притикання до внутрішньої оболонки найближчих стінок лонжеронів, що розташовані, приблизно, на однакових відстанях, по обох сторонах від площини обертання гвинта стінок кільця-насадки.
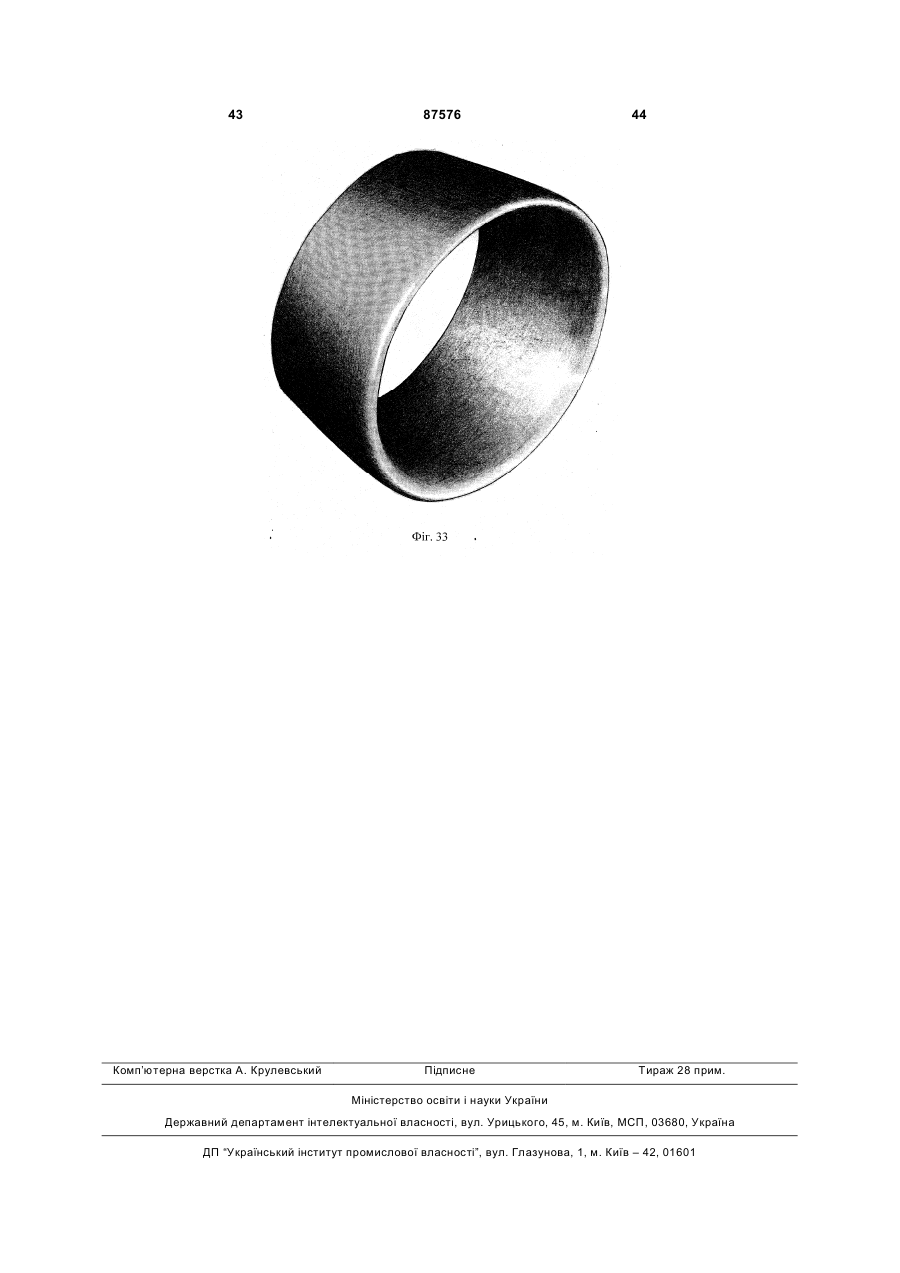
3. Кільце-насадка за п. 2, яке відрізняється тим, що шари заповнювача його шаруватих оболонок утворені розташованими впритул один до одного й склеєними між собою по суміжних плоских бічних гранях трубчастими елементами з армованого пластику із прямокутним або трикутним поперечним перерізом, внутрішні порожнини яких заповнені легким пінопластом.
4. Кільце-насадка за п. 3, яке відрізняється тим, що поздовжні криволінійні осі трубчастих елементів шарів заповнювача його шаруватих оболонок спрямовані уздовж хорди крилового профілю кільця-насадки.
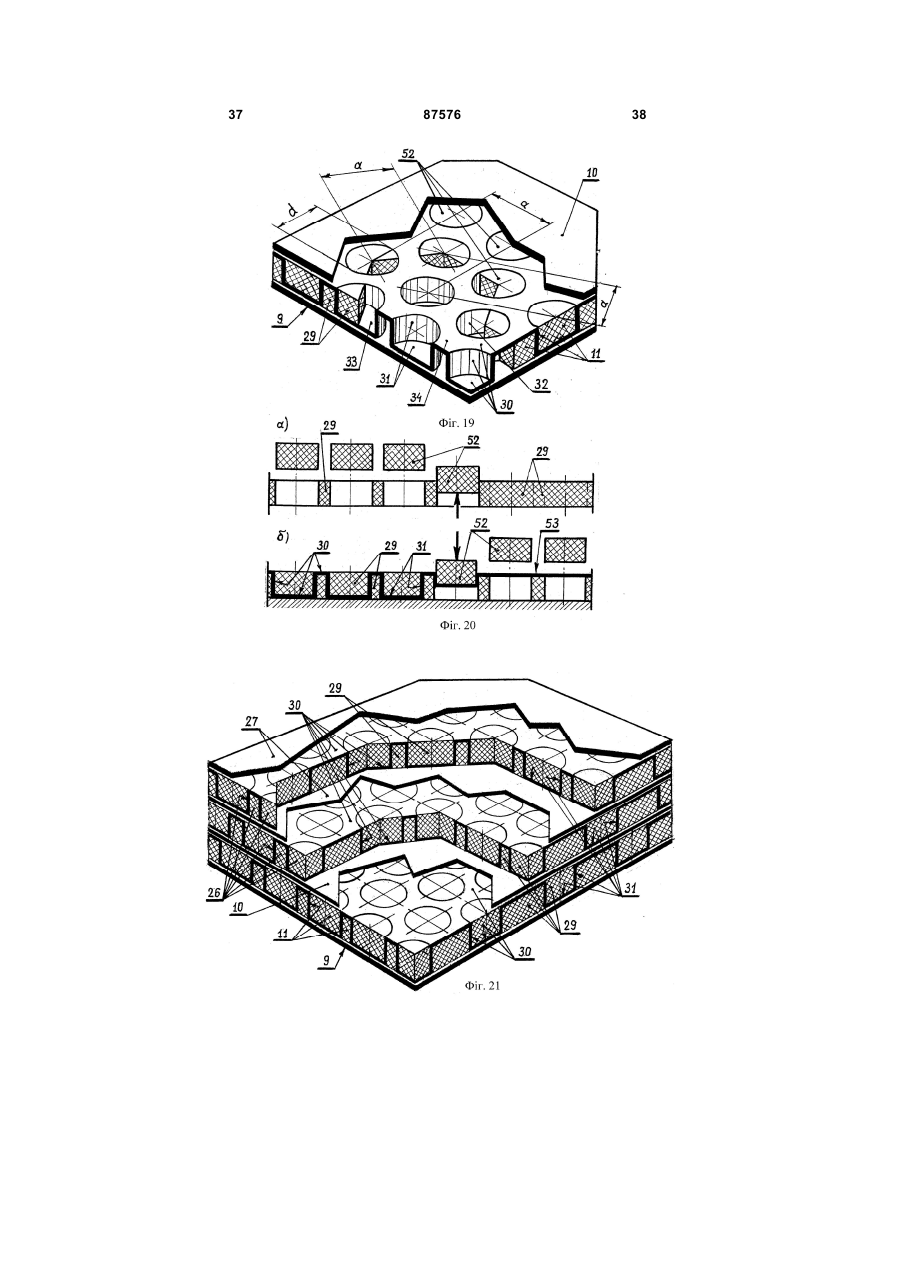
5. Кільце-насадка за п. 2, яке відрізняється тим, що шари заповнювача його шаруватих оболонок утворені легким пінопластом, посиленим комірчастої структурою з армованого пластику, яка виконана у вигляді безперервного просторового полотнища, забезпеченого спрямованими в одну сторону щільно впакованими стаканоподібними висадженнями, що мають бічні поверхні у вигляді циліндричних оболонок з осями, спрямованими поперек пінопластової плити заповнювача, де плоскі денця висаджень приформовані до відповідного несучого шару відповідної шаруватої оболонки з однієї сторони пінопластової плити заповнювача, а ділянки безперервного просторового полотнища комірчастої структури з армованого пластику, що розташовані в проміжках між стаканоподібними висадженнями, приформовані до відповідного несучого шару відповідної шаруватої оболонки з іншої сторони пінопластової плити заповнювача.
6. Кільце-насадка за п. 5, яке відрізняється тим, що діаметр (d) стаканоподібних висаджень безперервного просторового полотнища комірчастої структури з армованого пластику і відстань (а) між їхніми центрами при їхньому гексагональному пакуванні в плані перебувають між собою в співвідношенні:
![]() .
.
7. Кільце-насадка за п. 5, яке відрізняється тим, що пінопластові плити заповнювача його шаруватих оболонок з боку денець стаканоподібних висаджень забезпечені кільцевими, стичними один з одним та концентричними стаканоподібним висадженням надрізами, що мають глибину на 1-2 мм менше, ніж товщина відповідної первинної пінопластової плити заповнювача відповідної шаруватої оболонки.
8. Кільце-насадка за п. 1, яке відрізняється тим, що об'ємний профільний елемент, що з'єднує його зовнішню й внутрішню тришарові оболонки по носку його крилового профілю, виконаний у вигляді окремих, розташованих у межах кожного окремого внутрішнього об'ємного сегмента кільця-насадки, співвісних, складових профільних елементів з поздовжніми криволінійними осями, розташованими в одній загальній, перпендикулярній осі кільця-насадки площини, де кожний згаданий елемент утворений із двох трикутникоподібних у поперечному перерізі трубчастих профілів з армованого пластику, внутрішні порожнини яких заповнені легким пінопластом, де кожен профіль приформований до своєї тришарової оболонки, профілі склеєні між собою по їхніх примикаючих одна до одної стінках, що мають циліндричні поверхні із загальною віссю, що збігається з віссю кільця-насадки.
9. Кільце-насадка за п. 1, яке відрізняється тим, що об'ємний профільний елемент, що з'єднує його зовнішню й внутрішню тришарові оболонки по хвостику його крилового профілю, виконаний у вигляді окремих, розташованих у межах кожного окремого внутрішнього об'ємного сегмента кільця-насадки, співвісних, складових профільних елементів з поздовжніми криволінійними осями, розташованими в одній перпендикулярній осі кільця-насадки площини, де кожний профільний елемент утворений із двох Z-подібних у поперечному перерізі профілів з армованого пластику та одною зі своїх полиць приформований до своєї тришарової оболонки, причому згадані профілі з'єднані між собою по їхніх примикаючих одна до одної інших полицях із циліндричними поверхнями, що мають загальну вісь, що збігається з віссю кільця-насадки, за допомогою клейомеханічного з'єднання із прошиванням просоченим зв'язувальною речовиною джгутом армуючого волокна, причому трикутникоподібні у поперечному перерізі замкнені об'єми між примикаючими одна до одної полицями Z-подібних профілів і відповідними кожному з них ділянками зовнішніх несучих шарів зовнішньої й внутрішньої тришарових оболонок кільця-насадки заповнені легким пінопластом.
10. Кільце-насадка за п. 1, яке відрізняється тим, що окремі додаткові внутрішні ребра жорсткості, що підкріплюють його внутрішню тришарову оболонку, виконані у вигляді розташованих у межах кожного окремого внутрішнього об'ємного сегмента, у проміжку між носком його крилового профілю й стінкою найближчого до нього лонжерона, співвісних, П-подібних у поперечному перерізі профілів з армованого пластику із заповнювачем з легкого пінопласту, приформованих до внутрішньої тришарової оболонки кільця-насадки, з поздовжніми криволінійними осями, розташованими в одній загальній площині, перпендикулярній осі кільця-насадки.
11. Кільце-насадка за п. 1, яке відрізняється тим, що воно в районі хвостика його крилового профілю забезпечено додатковим лонжероном, виконаним у вигляді окремих, розташованих у межах кожного окремого внутрішнього об'ємного сегмента кільця-насадки, співвісних, складених профілів з поздовжніми криволінійними осями, розташованими в одній загальній площині, перпендикулярній осі кільця-насадки, де кожний складений профіль утворений із двох П-подібних у поперечному перерізі профілів з армованого пластику із заповнювачем з легкого пінопласту, які приформовані своїми стінками кожний до своєї тришарової оболонки, складені профілі склеєні між собою по їхніх примикаючих одна до одної полицях, що мають циліндричні поверхні з поздовжніми осями, що збігаються з віссю кільця-насадки.
12. Кільце-насадка за п. 8 або 11, яке відрізняється тим, що стінки нервюр його основного внутрішнього набору виконані безперервними по всій своїй довжині, причому стінки торцевих нервюр простираються на всю довжину хорди крилового профілю кільця-насадки, а стінки нервюр, розташованих у межах окремих внутрішніх об'ємних сегментів кільця-насадки, посередині їхньої ширини, по одній на кожний сегмент, простираються від об'ємного профільного сполучного елемента в носку до додаткового лонжерона у хвостику й приєднані по всьому своєму контуру до внутрішніх несучих шарів зовнішньої і внутрішньої шаруватих оболонок, до відповідних зовнішніх поверхонь складених профілів об'ємного профільного сполучного елемента в носку та до додаткового лонжерона у хвостику його крилового профілю за допомогою приформувальних косинців з армованого пластику, а стінки лонжеронів його основного внутрішнього набору утворені з окремих ділянок, кожна з яких належить своєму окремому внутрішньому об'ємному сегменту кільця-насадки, де згадані ділянки розташовані в одній, перпендикулярній осі кільця-насадки, площині, що відповідає цьому лонжерону, причому кожна окрема ділянка кожного лонжерона утворена двома симетричними щодо площини нервюри, розташованої посередині ширини цього сегмента, бракетами, приєднаними до стінки цієї нервюри й внутрішніх несучих шарів зовнішньої і внутрішньої шаруватих оболонок за допомогою приформувальних косинців з армованого пластику.
13. Кільце-насадка за п. 10 або 11, яке відрізняється тим, що П-подібні профілі з армованого пластику, що утворюють окремі додаткові внутрішні ребра жорсткості і окремі складені профілі додаткового лонжерона, які розташовані в межах кожного окремого внутрішнього об'ємного сегмента, виконані на кінцях з поступовим зниженням своєї висоти у міру наближення до торців окремих внутрішніх об'ємних сегментів до нуля в місцях притикання їхніх полиць до ділянок внутрішніх несучих шарів зовнішньої і внутрішньої шаруватих оболонок, що безпосередньо прилягають до торцевих стінок утворених ними Г-подібних фланців.
14. Кільце-насадка за п. 12, яке відрізняється тим, що вільні крайки бракет окремих ділянок стінок лонжеронів кільця-насадки, що звернені в сторони торців його окремих внутрішніх об'ємних сегментів, мають форму кривої типу півеліпса з опуклістю у бік середини ширини відповідного окремого внутрішнього об'ємного сегмента, що примикає своїми кінцями до тих ділянок внутрішніх несучих шарів зовнішньої і внутрішньої шаруватих оболонок кільця-насадки, які безпосередньо прилягають до торцевих стінок утворених ними Г-подібних фланців.
15. Кільце-насадка за п. 14, яке відрізняється тим, що полегшуючі вирізи в стінках його нервюр і лонжеронів, а також вільні крайки бракет стінок лонжеронів, що звернені в сторони відповідних торців окремих внутрішніх об'ємних сегментів кільця-насадки, забезпечені по їхніх контурах Г-подібними фланцями.
16. Кільце-насадка за п. 1, яке відрізняється тим, що потовщення зовнішніх несучих шарів його обох шаруватих оболонок на стиках сусідніх окремих внутрішніх об'ємних сегментів у районах розташування суміжних Г-подібних фланців мають ширину, як мінімум, більшу, ніж відстань між лініями притикання до зовнішніх несучих шарів відповідних шаруватих оболонок S-подібних силових елементів, розташованих уздовж цих Г-подібних фланців.
Текст
1. Кільце-насадка крилового профілю для гвинтового рушія, що містить зовнішню й внутрішню оболонки, з'єднані між собою по носку й хвостику крилового профілю за допомогою об'ємних профільних елементів, а в проміжку між ними - за допомогою плоских діафрагм, що полегшені розташованими в середній по їхній висоті зоні вирізами та утворюють основний внутрішній набір кільцянасадки з розташованих у площинах, що проходять через вісь кільця-насадки, стінок нервюр і розташованих у площинах, перпендикулярних осі кільця-насадки, стінок лонжеронів, причому внутрішня оболонка кільця-насадки додатково підкріплена окремими внутрішніми ребрами жорсткості, що не доходять по висоті до його зовнішньої оболонки, та в районі розташування площини обертання гвинта виконана зі стовщенням, яке відрізняється тим, що його зовнішня й внутрішня оболонки виконані тришаровими із зовнішнім й внутрішнім несучими шарами з армованого пластику й шаром заповнювача між ними, зовнішній несучий шар обох тришарових оболонок виконаний безперервним по всій поверхні кільця-насадки, а внутрішній несучий шар і шар заповнювача виконані переривчастими, де окремі, відповідні один одному й з'єднані між собою, ділянки внутрішніх 2 (19) 1 3 вки кріпильних болтів з однієї сторони й гайки з іншої сторони кріпильного з'єднання по всіх їхніх зовнішніх поверхнях, а в проміжках між кріпильними болтами з гайками зазор між торцевою нервюрою одного окремого внутрішнього об'ємного сегмента й зовнішніми поверхнями торцевої стінки Гподібних фланців сусіднього окремого внутрішнього об'ємного сегмента, а також жолоби, що розташовані із внутрішніх сторін суміжних Г-подібних фланців цих сегментів, заповнені легким пінопластом, причому зовнішні несучі шари обох тришарових оболонок кільця-насадки на стиках між його сусідніми окремими внутрішніми об'ємними сегментами забезпечені потовщеннями. 2. Кільце-насадка за п. 1, яке відрізняється тим, що потовщення його внутрішньої тришарової оболонки в районі розташування площини обертання гвинта виконано у вигляді приклеєних або приформованих до її внутрішнього несучого шару однієї або двох пар додаткових шарів, що складаються кожна із шару заповнювача й приформованого до нього несучого шару з армованого пластику, з утворенням у цьому місці п'ятишарової або семишарової ділянки внутрішньої оболонки, що простирається уздовж хорди крилового профілю, як мінімум, за лінії притикання до внутрішньої оболонки найближчих стінок лонжеронів, що розташовані, приблизно, на однакових відстанях, по обох сторонах від площини обертання гвинта стінок кільця-насадки. 3. Кільце-насадка за п. 2, яке відрізняється тим, що шари заповнювача його шаруватих оболонок утворені розташованими впритул один до одного й склеєними між собою по суміжних плоских бічних гранях трубчастими елементами з армованого пластику із прямокутним або трикутним поперечним перерізом, внутрішні порожнини яких заповнені легким пінопластом. 4. Кільце-насадка за п. 3, яке відрізняється тим, що поздовжні криволінійні осі трубчастих елементів шарів заповнювача його шаруватих оболонок спрямовані уздовж хорди крилового профілю кільця-насадки. 5. Кільце-насадка за п. 2, яке відрізняється тим, що шари заповнювача його шаруватих оболонок утворені легким пінопластом, посиленим комірчастої структурою з армованого пластику, яка виконана у вигляді безперервного просторового полотнища, забезпеченого спрямованими в одну сторону щільно впакованими стаканоподібними висадженнями, що мають бічні поверхні у вигляді циліндричних оболонок з осями, спрямованими поперек пінопластової плити заповнювача, де плоскі денця висаджень приформовані до відповідного несучого шару відповідної шаруватої оболонки з однієї сторони пінопластової плити заповнювача, а ділянки безперервного просторового полотнища комірчастої структури з армованого пластику, що розташовані в проміжках між стаканоподібними висадженнями, приформовані до відповідного несучого шару відповідної шаруватої оболонки з іншої сторони пінопластової плити заповнювача. 6. Кільце-насадка за п. 5, яке відрізняється тим, що діаметр (d) стаканоподібних висаджень безпе 87576 4 рервного просторового полотнища комірчастої структури з армованого пластику і відстань (а) між їхніми центрами при їхньому гексагональному пакуванні в плані перебувають між собою в співвідношенні: 1/ 2 a æ p ö ÷ . = ç d ç 3÷ è ø 7. Кільце-насадка за п. 5, яке відрізняється тим, що пінопластові плити заповнювача його шаруватих оболонок з боку денець стаканоподібних висаджень забезпечені кільцевими, стичними один з одним та концентричними стаканоподібним висадженням надрізами, що мають глибину на 1-2 мм менше, ніж товщина відповідної первинної пінопластової плити заповнювача відповідної шаруватої оболонки. 8. Кільце-насадка за п. 1, яке відрізняється тим, що об'ємний профільний елемент, що з'єднує його зовнішню й внутрішню тришарові оболонки по носку його крилового профілю, виконаний у вигляді окремих, розташованих у межах кожного окремого внутрішнього об'ємного сегмента кільця-насадки, співвісних, складових профільних елементів з поздовжніми криволінійними осями, розташованими в одній загальній, перпендикулярній осі кільцянасадки площини, де кожний згаданий елемент утворений із двох трикутникоподібних у поперечному перерізі трубчастих профілів з армованого пластику, внутрішні порожнини яких заповнені легким пінопластом, де кожен профіль приформований до своєї тришарової оболонки, профілі склеєні між собою по їхніх примикаючих одна до одної стінках, що мають циліндричні поверхні із загальною віссю, що збігається з віссю кільця-насадки. 9. Кільце-насадка за п. 1, яке відрізняється тим, що об'ємний профільний елемент, що з'єднує його зовнішню й внутрішню тришарові оболонки по хвостику його крилового профілю, виконаний у вигляді окремих, розташованих у межах кожного окремого внутрішнього об'ємного сегмента кільця-насадки, співвісних, складових профільних елементів з поздовжніми криволінійними осями, розташованими в одній перпендикулярній осі кільця-насадки площини, де кожний профільний елемент утворений із двох Z-подібних у поперечному перерізі профілів з армованого пластику та одною зі своїх полиць приформований до своєї тришарової оболонки, причому згадані профілі з'єднані між собою по їхніх примикаючих одна до одної інших полицях із циліндричними поверхнями, що мають загальну вісь, що збігається з віссю кільця-насадки, за допомогою клейомеханічного з'єднання із прошиванням просоченим зв'язувальною речовиною джгутом армуючого волокна, причому трикутникоподібні у поперечному перерізі замкнені об'єми між примикаючими одна до одної полицями Z-подібних профілів і відповідними кожному з них ділянками зовнішніх несучих шарів зовнішньої й внутрішньої тришарових оболонок кільця-насадки заповнені легким пінопластом. 10. Кільце-насадка за п. 1, яке відрізняється тим, що окремі додаткові внутрішні ребра жорсткості, що підкріплюють його внутрішню тришарову оболонку, виконані у вигляді розташованих у межах 5 87576 6 кожного окремого внутрішнього об'ємного сегмента, у проміжку між носком його крилового профілю й стінкою найближчого до нього лонжерона, співвісних, П-подібних у поперечному перерізі профілів з армованого пластику із заповнювачем з легкого пінопласту, приформованих до внутрішньої тришарової оболонки кільця-насадки, з поздовжніми криволінійними осями, розташованими в одній загальній площині, перпендикулярній осі кільцянасадки. 11. Кільце-насадка за п. 1, яке відрізняється тим, що воно в районі хвостика його крилового профілю забезпечено додатковим лонжероном, виконаним у вигляді окремих, розташованих у межах кожного окремого внутрішнього об'ємного сегмента кільцянасадки, співвісних, складених профілів з поздовжніми криволінійними осями, розташованими в одній загальній площині, перпендикулярній осі кільця-насадки, де кожний складений профіль утворений із двох П-подібних у поперечному перерізі профілів з армованого пластику із заповнювачем з легкого пінопласту, які приформовані своїми стінками кожний до своєї тришарової оболонки, складені профілі склеєні між собою по їхніх примикаючих одна до одної полицях, що мають циліндричні поверхні з поздовжніми осями, що збігаються з віссю кільця-насадки. 12. Кільце-насадка за п. 8 або 11, яке відрізняється тим, що стінки нервюр його основного внутрішнього набору виконані безперервними по всій своїй довжині, причому стінки торцевих нервюр простираються на всю довжину хорди крилового профілю кільця-насадки, а стінки нервюр, розташованих у межах окремих внутрішніх об'ємних сегментів кільця-насадки, посередині їхньої ширини, по одній на кожний сегмент, простираються від об'ємного профільного сполучного елемента в носку до додаткового лонжерона у хвостику й приєднані по всьому своєму контуру до внутрішніх несучих шарів зовнішньої і внутрішньої шаруватих оболонок, до відповідних зовнішніх поверхонь складених профілів об'ємного профільного сполучного елемента в носку та до додаткового лонжерона у хвостику його крилового профілю за допомогою приформувальних косинців з армованого пластику, а стінки лонжеронів його основного внутрішнього набору утворені з окремих ділянок, кожна з яких належить своєму окремому внутрішньому об'ємному сегменту кільця-насадки, де згадані ділянки розташовані в одній, перпендикулярній осі кільця-насадки, площині, що відповідає цьому лонжерону, причому кожна окрема ділянка кожного лонжерона утворена двома симетричними щодо площини нервюри, розташованої посередині ширини цього сегмента, бракетами, приєднаними до стінки цієї нервюри й внутрішніх несучих шарів зовнішньої і внутрішньої шаруватих оболонок за допомогою приформувальних косинців з армованого пластику. 13. Кільце-насадка за п. 10 або 11, яке відрізняється тим, що П-подібні профілі з армованого пластику, що утворюють окремі додаткові внутрішні ребра жорсткості і окремі складені профілі додаткового лонжерона, які розташовані в межах кожного окремого внутрішнього об'ємного сегмента, виконані на кінцях з поступовим зниженням своєї висоти у міру наближення до торців окремих внутрішніх об'ємних сегментів до нуля в місцях притикання їхніх полиць до ділянок внутрішніх несучих шарів зовнішньої і внутрішньої шаруватих оболонок, що безпосередньо прилягають до торцевих стінок утворених ними Г-подібних фланців. 14. Кільце-насадка за п. 12, яке відрізняється тим, що вільні крайки бракет окремих ділянок стінок лонжеронів кільця-насадки, що звернені в сторони торців його окремих внутрішніх об'ємних сегментів, мають форму кривої типу півеліпса з опуклістю у бік середини ширини відповідного окремого внутрішнього об'ємного сегмента, що примикає своїми кінцями до тих ділянок внутрішніх несучих шарів зовнішньої і внутрішньої шаруватих оболонок кільця-насадки, які безпосередньо прилягають до торцевих стінок утворених ними Гподібних фланців. 15. Кільце-насадка за п. 14, яке відрізняється тим, що полегшуючі вирізи в стінках його нервюр і лонжеронів, а також вільні крайки бракет стінок лонжеронів, що звернені в сторони відповідних торців окремих внутрішніх об'ємних сегментів кільця-насадки, забезпечені по їхніх контурах Гподібними фланцями. 16. Кільце-насадка за п. 1, яке відрізняється тим, що потовщення зовнішніх несучих шарів його обох шаруватих оболонок на стиках сусідніх окремих внутрішніх об'ємних сегментів у районах розташування суміжних Г-подібних фланців мають ширину, як мінімум, більшу, ніж відстань між лініями притикання до зовнішніх несучих шарів відповідних шаруватих оболонок S-подібних силових елементів, розташованих уздовж цих Г-подібних фланців. Винахід відноситься до суднобудування, зокрема, до питань створення несучих корпусних конструкцій з армованих пластиків (АП) для гвинто-кільцевих комплексів амфібійних судів на повітряній подушці (АСПП). У цілому ряді випадків гвинтові рушії всіляких судів доцільно розміщати в кільцях-насадках (KH). Це відноситься як до гідравлічних, так і до повітряних гвинтів. Установка KH крилового профілю на гідравлічні гвинти буксирів або промислових судів, що буксирують за собою в процесі експлуатації занурені у воду знаряддя лову, дозволяє істотно підвищити їхні тягові характеристики ([1], стор. 254). А установка KH крилового профілю на повітряні гвинти АСВП дозволяє збільшити ідеальний коефіцієнт їхньої корисної дії, орієнтовно, на 3035% і, що особливо важливо, істотно збільшити тягу повітряних гвинтів при розгоні АСВП у районі "горба" кривій його буксировочного опору ([2], стор. 367). 7 Найближчим, по конструкції, до пропонованого є KH крилового профілю для гвинтового рушія промислового судна ([1], стор. 254-256 мал. 164), що містить зовнішню й внутрішню оболонки, що з'єднані між собою по носку й хвостику крилового профілю за допомогою об'ємних профільних елементів. У проміжку між ними зовнішня й внутрішня оболонки KH з'єднані між собою за допомогою плоских діафрагм, полегшених розташованими в середньої, по їхній висоті, зоні вирізами. Зазначені діафрагми утворять собою основний внутрішній набір KH із розташованих у площинах, що проходять через вісь KH, стінок нервюр і розташованих у площинах, що перпендикулярні вісі KH, стінок лонжеронів. Внутрішня оболонка KH додатково підкріплена окремими ребрами жорсткості, що не доходять, по висоті, до його зовнішньої оболонки. У районі розташування площини обертання гвинта внутрішня оболонка KH виконана зі стовщенням. При цьому, зовнішня й внутрішня оболонки KH виконані одношаровими зі сталевих аркушів. Об'ємні профільні елементи, що з'єднують зовнішню й внутрішню оболонки KH по носку й хвостику його профілю, виконані у вигляді сталевих прутків круглого поперечного перерізу. Окремі ребра жорсткості, що додатково підкріплюють внутрішню оболонку KH і не доходять, по висоті, до його зовнішньої оболонки, виконані у вигляді сталевих смуг, розташованих у площинах, що проходять через вісь KH. Стовщення внутрішньої оболонки KH у районі розташування площини обертання гвинта виконано зі сталевого аркуша збільшеної товщини. З'єднання всіх сталевих елементів конструкції KH здійснено за допомогою зварювання. Недоліком зазначеної конструкції KH є те, що в умовах дії на неї циклічних навантажень, створюваних обертовим гвинтом, вона має недостатню міцність і довговічність. А спроба усунення цього недоліку шляхом збільшення товщини її міцних зв'язків приводить до надмірного збільшення її маси й значному зниженню її технологічності, обумовленому технічними труднощами в процесі додання відносно товстим сталевим аркушам зовнішньої й внутрішньої оболонок KH необхідної двоякої кривизни. Метою винаходу є підвищення циклічної міцності й довговічності конструкції KH при одночасному зниженні її маси й підвищенні її технологічності. Зазначена мета досягається тим, що в конструкцію KH крилового профілю для гвинтового рушія, що містить зовнішню й внутрішню оболонки, що з'єднані між собою по носку й хвостику крилового профілю за допомогою об'ємних профільних елементів, а в проміжку між ними за допомогою плоских діафрагм, полегшених розташованими в середньої, по їхній висоті, зоні вирізами, що утворять основний внутрішній набір KH із розташованих у площинах, що проходять через вісь KH, стінок нервюр і розташованих у площинах, що перпендикулярні вісі KH, стінок лонжеронів, причому, внутрішня оболонка KH додатково підкріплена окремими внутрішніми ребрами жорсткості, що не доходять, по висоті, до його зовнішньої оболонки, а в районі розташування площини обер 87576 8 тання гвинта виконана зі стовщенням, уведена нова сукупність істотних відмітних ознак. Нова сукупність істотних відмітних ознак пропонованої конструкції KH полягає в тому, що його зовнішня й внутрішня оболонки виконані тришаровими із зовнішніми й внутрішнім несучими шарами з АП і шаром заповнювача між ними. Зовнішній несучий шар обох тришарових оболонок (ТО) виконаний безперервним по всій поверхні KH, а внутрішній несучий шар і шар заповнювача виконані переривчастими. Окремі, відповідні один одному й з'єднані між собою ділянки внутрішніх несучих шарів і шарів заповнювача зовнішньої і внутрішньої ТО KH утворять окремі внутрішні об'ємні сегменти (ОВОС) KH, що обмежені, по ширині, утвореними їх внутрішніми несучими шарами Г-подібними фланцями зі спрямованими в сторони зовнішніх несучих шарів відповідних ТО торцевими стінками. Зовнішні поверхні цих торцевих стінок розташовані в площинах, паралельних відповідним площинам, що проходять через вісь KH і ділять весь внутрішній обсяг KH на рівні частини. OBOC KH забезпечені розташованими уздовж кожного їхнього Гподібного фланця спеціальним силовим елементом з АП, що має в поперечному перерізі форму перекинутої набік букви "S" і приформований одним кінцем до внутрішньої поверхні торцевої стінки Г-подібного фланця й прилягаючий до нього ділянці внутрішньої поверхні внутрішнього несучого шару, а іншим кінцем - до внутрішньої поверхні зовнішнього несучого шару відповідної ТО KH, з утворенням із внутрішньої сторони Г-подібного фланця спеціального жолоба, вільного від заповнювача цієї ТО. По одному зі своїх торців кожний OBOC KH забезпечений торцевою нервюрою, приклеєної до зовнішніх поверхонь торцевих стінок їх відповідних Г-подібних фланців. OBOC KH розташовані друг щодо друга із зазором між зовнішніми поверхнями торцевих стінок їх суміжних Г-подібних фланців, що мають величину, більше товщини відповідної торцевої нервюри. Через торцеві стінки кожних двох суміжних Г-подібних фланців сусідніх OBOC KH і розташовану між ними торцеву нервюру пропущені кріпильні болти з гайками, що з'єднують ці OBOC KH між собою. У місцях установки кріпильних болтів з гайками зазори між торцевою нервюрою одного OBOC KH і зовнішніми поверхнями торцевих стінок Г-подібних фланців сусіднього OBOC KH заповнені твердими прокладками, а спеціальні жолоби, що розташовані із внутрішніх сторін суміжних Г-подібних фланців цих OBOC KH, заповнені, у цих місцях, твердим заповнювачем, що охоплює голівки кріпильних болтів з однієї сторони й гайки з іншої сторони кріпильного з'єднання по всіх їхніх зовнішніх поверхнях. У проміжках між кріпильними болтами з гайками зазор між торцевою нервюрою одного OBOC KH і зовнішніми поверхнями торцевих стінок Г-подібних фланців сусіднього OBOC KH і спеціальні жолоби, що розташовані із внутрішніх сторін суміжних Гподібних фланців цих OBOC KH, заповнені легким пінопластом. Зовнішні несучі шари обох ТО KH на стиках між його сусідніми OBOC забезпечені стовщеннями. 9 При цьому, стовщення внутрішньої ТО KH у районі розташування площини обертання гвинта виконано у вигляді приклеєних або приформованих до її внутрішнього несучого шару однієї або двох пар додаткових шарів, що складаються кожна із шару заповнювача й приформованого до нього несучого шару з АП, з утворенням у цьому місці п'ятишарової або семишарової ділянки внутрішньої оболонки KH, що простирається уздовж хорди крилового профілю KH, як мінімум, за лінії притикання до його внутрішньої оболонки найближчих стінок лонжеронів KH, розташованих приблизно на однакових відстанях по обох сторони від площини обертання гвинта. При цьому, шари заповнювача шаруватих оболонок (ШО) KH можуть бути утворені розташованими впритул друг до друга й склеєними між собою по суміжних плоских бічних гранях трубчастими елементами з АП із прямокутним або трикутним поперечним перерізом, внутрішні порожнини яких заповнені легким пінопластом. При цьому, поздовжні криволінійні осі трубчастих елементів шарів заповнювача ШО KH спрямовані уздовж хорди крилового профілю KH. При цьому, шари заповнювача ШО KH можуть бути утворені легким пінопластом, посиленим комірчастою структурою з АП, виконаної у вигляді безперервного просторового полотнища, забезпеченого спрямованими в одну сторону щільно впакованими стаканоподібними висадженнями, що мають бічні поверхні у вигляді циліндричних оболонок з осями, спрямованими поперек пінопластової плити заповнювача, плоскі денця яких приформовані до відповідного несучого шару відповідної ШО KH із однієї сторони пінопластової плити заповнювача, а ділянки безперервного просторового полотнища комірчастої структури з АП, розташовані в проміжках між стаканоподібними висадженнями, приформовані до відповідного несучого шару відповідної ШО KH із іншої сторони пінопластової плити заповнювача. При цьому, діаметр (d) стаканоподібних висаджень безперервного просторового полотнища комірчастої структури з АП, що підсилює легкий пінопласт заповнювача ШО KH, і відстань ( а ) між їхніми центрами при їхньому гексагональному впакуванні в плані перебувають між собою в співвідношенні: 1/ 2 a æ p ö ÷ =ç (1) d ç 2÷ è ø При цьому, пінопластові плити заповнювача ШО KH із боку денець стаканоподібних висаджень безперервного просторового полотнища комірчастої структури з АП забезпечені кільцевими дотичними один з одним надрізами, що концентричним стаканоподібним висадженням, глибиною на 12мм менші товщини відповідної первинної пінопластової плити заповнювача відповідної ШО KH. При цьому, об'ємний профільний елемент, що з'єднує зовнішню й внутрішню ТО KH по носку його крилового профілю, виконаний у вигляді окремих, розташованих у межах кожного OBOC KH, співвісних, складових профільних елементів, з поздовжніми криволінійними осями, розташованими в од 87576 10 ній загальній, перпендикулярній осі KH площини, утворених, кожний, із двох трикутноподібних, у поперечному перерізі, трубчастих профілів з АП, внутрішні порожнини яких заповнені легким пінопластом, приформованих, кожний, до своєї ТО й склеєних між собою по їхнім примикаючим друг до друга стінкам, що мають циліндричні поверхні із загальною віссю, що збігається з віссю KH. При цьому, об'ємний профільний елемент, що з'єднує зовнішню й внутрішню ТО KH по хвостику його крилового профілю, виконаний у вигляді окремих, розташованих у межах кожного OBOC KH, співвісних, складових профільних елементів з поздовжніми криволінійними осями, розташованими в одній перпендикулярній осі KH площини, утворених, кожний, із двох Z-подібних, у поперечному перерізі, профілів з АП, однієї зі своїх полиць приформованих, кожний, до своєї ТО й з'єднаних між собою по їхнім примикаючим друг до друга другим полицям із циліндричними поверхнями, що мають загальну вісь, що збігається з віссю KH, за допомогою клейо-механічного з'єднання із прошиванням просоченим зв'язуючої речовиною джгутом армуючого волокна, як механічна частина з'єднання, причому, трикутноподібні, у поперечному перерізі, замкнуті обсяги між примикаючими друг до друга полками Z-подібних профілів і відповідними кожному з них ділянками зовнішніх несучих шарів зовнішньої й внутрішньої ТО KH заповнені легким пінопластом. При цьому, окремі додаткові внутрішні ребра жорсткості, що підкріплюють внутрішню ТО KH, виконані у вигляді розташованих у межах кожного OBOC KH, у проміжку між носком його крилового профілю й стінкою найближчого до нього лонжерона співвісних, П-подібних, у поперечному перерізі, профілів з АП із заповнювачем з легкого пінопласту, приформованих до внутрішньої ТО KH, з поздовжніми криволінійними осями, розташованими в одній загальній площині, перпендикулярній осі KH. При цьому, KH у районі хвостика його крилового профілю забезпечено додатковим лонжероном, виконаним у вигляді окремих, розташованих у межах кожного OBOC KH, співвісних, складових профілів, з поздовжніми криволінійними осями, розташованими в одній загальній площині, перпендикулярній осі KH, утворених, кожний, із двох Пподібних, у поперечному перерізі, профілів з АП із заповнювачем з легкого пінопласту, приформованих своїми стінками, кожний, до своєї ТО й склеєних між собою по їхнім примикаючим друг до друга полицям, що мають циліндричні поверхні з поздовжніми осями, що збігаються з віссю KH. При цьому, стінки нервюр основного внутрішнього набору KH виконані безперервними по всій своїй довжині, причому, стінки торцевих нервюр простираються на всю довжину хорди крилового профілю KH, а стінки нервюр, розташованих у межах OBOC KH, посередині їхньої ширини, по однієї на кожний OBOC KH, простираються від об'ємного профільного сполучного елемента в носку крилового профілю KH до додаткового лонжерона у хвостику його крилового профілю й приєднані по всьому своєму контурі до внутрішніх несучих шарів 11 зовнішньої й внутрішньої ШО KH і до відповідних зовнішніх поверхонь складених профілів об'ємного профільного сполучного елемента в носку крилового профілю KH і додаткового лонжерона у хвостику його крилового профілю за допомогою приформовочних косинців з АП, а стінки лонжеронів основного внутрішнього набору KH утворені з окремих приналежних, кожний, свій OBOC KH ділянок, розташованих в одній перпендикулярній осі KH площини, що відповідає цьому лонжерону, причому, окремі ділянки кожного лонжерона утворені, кожний, двома симетричними щодо площини нервюри, розташованої посередині ширини цього OBOC KH, бракетами, приєднаними до стінки цієї нервюри й внутрішніх несучих шарів зовнішньої й внутрішньої ШО KH за допомогою приформовочних косинців з АП. При цьому, П-подібні профілі з АП, що утворять окремі додаткові внутрішні ребра жорсткості й окремі складені профілі додаткового лонжерона, що розташовані в межах кожного OBOC KH, виконані на кінцях з поступовим зниженням своєї висоти, у міру наближення до торців OBOC KH, до нуля в місцях притикання їхніх полиць до ділянок внутрішніх несучих шарів зовнішньої й внутрішньої ШО KH, що безпосередньо прилягають до торцевих стінок утворених ними Г-подібних фланців. При цьому, вільні крайки бракет відповідних окремих ділянок стінок лонжеронів OBOC KH, що звернені в сторони їхніх торців, мають форму кривої, на зразок напівеліпса з опуклістю убік середини ширини відповідного OBOC KH, що примикає своїми кінцями до ділянок внутрішніх несучих шарів зовнішньої й внутрішньої оболонок KH, що безпосередньо прилягають до торцевих стінок утворених ними Г-подібних фланців. При цьому, полегшуючі вирізи в стінках нервюр і лонжеронів KH, а також вільні крайки бракет стінок лонжеронів, що звернені в сторони відповідних торців OBOC KH, забезпечені по їхніх контурах Г-подібними фланцями. При цьому, стовщення зовнішніх несучих шарів обох ШО KH на стиках його сусідніх OBOC у районах розташування суміжних Г-подібних фланців цих OBOC мають ширину, як мінімум, більше відстані між лініями притикання до зовнішніх несучих шарів відповідних ШО спеціальних S-подібних силових елементів, розташованих уздовж цих Гподібних фланців. Завдяки тому, що зовнішня й внутрішня оболонки пропонованої конструкції KH виконані тришаровими із зовнішніми й внутрішнім несучими шарами з АП і шаром заповнювача між ними, забезпечується істотне підвищення циклічної міцності й довговічності KH, тому що міцність і довговічність тришарових панелей при дії на них змінних навантажень, внаслідок властивого їм більше високого коефіцієнта внутрішнього поглинання енергії, вище, ніж листового матеріалу або зварених одношарових панелей, утворених аркушами, підкріпленими ребрами жорсткості ([3], стор. 7 мал. 1.3). Одночасно із цим, виконання зовнішньої й внутрішньої оболонок KH тришаровими дозволяє істотно знизити їхню масу, тому що рознесення двох тонких несучих шарів у тришаровій панелі, 87576 12 завдяки розміщенню між ними товстого шару легкого заповнювача, дозволяє в кілька разів підвищити її момент опору при вигині в порівнянні з одним аркушем, товщина якого дорівнює сумарній товщині двох тонких несучих шарів розглянутої тришарової панелі ([4], стор. 223-225). Завдяки тому, що зовнішній несучий шар обох ТО пропонованої конструкції KH виконаний безперервним по всій поверхні KH, а внутрішній несучий шар і шар заповнювача виконані переривчастими, причому, окремі, відповідні один одному й з'єднані між собою ділянки внутрішніх несучих шарів і шарів заповнювача цих ТО утворять однакові, за формою й розмірами, OBOC KH, забезпечується виготовлення за допомогою однієї й того ж технологічного оснащення декількох однакових, за формою й розмірами, ОВОС, їхня монтажна зборка за допомогою щодо простого, по конструкції, кондуктора з утворенням внутрішньої частини всієї конструкції KH і наступна її обформовка з утворенням безперервного зовнішнього несучого шару обох ТО KH, що вимагає в сумі значно меншого технологічного оснащення, чим для виготовлення KH відразу цілком без розбивки його внутрішньої конструкції на окремі однакові частини. Одночасно із цим, при виготовленні кожного OBOC KH, відкритого з обох своїх торців, забезпечується зручний доступ до всіх місць його внутрішнього обсягу, у яких необхідне виконання приформовочних косинців, міцно з'єднуючих його зовнішню й внутрішню оболонки з елементами його основного внутрішнього набору. Все це сприяє значному підвищенню технологічності пропонованої конструкції KH. Завдяки тому, що OBOC пропонованої конструкції KH обмежені по ширині, утвореними їх внутрішніми несучими шарами Г-подібними фланцями зі спрямованими в сторони зовнішніх несучих шарів відповідних ТО торцевими стінками, зовнішні поверхні яких розташовані в площинах, паралельних відповідним площинам, що проходять через вісь KH і ділить весь його внутрішній обсяг на рівні частини, а через торцеві стінки кожних двох суміжних Г-подібних фланців сусідніх OBOC KH пропущені кріпильні болти з гайками, що з'єднують ці OBOC KH між собою, забезпечується міцне з'єднання OBOC KH між собою шляхом виконання всіх монтажно-складальних операцій зовні OBOC KH, що сполучаються. Це також сприяє підвищенню технологічності пропонованої конструкції KH. Завдяки тому, що OBOC пропонованої конструкції KH забезпечені розташованими уздовж кожного їхнього Г-подібного фланця спеціальним силовим елементом з АП, що має в поперечному перерізі форму перекинутої набік букви "S", пріформованим одним кінцем до внутрішньої поверхні торцевої стінки Г-подібного фланця й ділянці, що примикає до нього, внутрішньої поверхні внутрішнього несучого шару, а іншим кінцем - до внутрішньої поверхні зовнішнього несучого шару відповідної ТО KH із утворенням із внутрішньої сторони Г-подібного фланця спеціального жолоба, вільного від заповнювача цієї ТО, забезпечується міцне з'єднання OBOC KH між собою, тому що, з одного боку, зазначені вище спеціальні жолоби, вільні від 13 заповнювача відповідних ТО KH, уможливлюють саме кріпильне з'єднання OBOC KH між собою, а з іншого боку, за допомогою S-подібних силових елементів, що утворять ці жолоби, здійснюється більше рівномірний розподіл зусиль, що передаються від одного OBOC до іншому OBOC KH через кріпильні болти з гайками між внутрішніми й зовнішніми несучими шарами відповідних ТО KH без значної концентрації внутрішніх напружень у них. Це також сприяє підвищенню циклічної міцності й довговічності конструкції KH. Завдяки тому, що по одному зі своїх торців кожний OBOC пропонованої конструкції KH забезпечений торцевою нервюрою, приклеєної до зовнішніх поверхонь торцевих стінок його відповідних Гподібних фланців, забезпечується додаткове міцне з'єднання зовнішньої й внутрішньої ТО KH між собою. Це також сприяє підвищенню циклічної міцності й довговічності конструкції KH. Завдяки тому, що OBOC пропонованої конструкції KH розташовані друг щодо друга із зазором між зовнішніми поверхнями торцевих стінок їх суміжних Г-подібних фланців, що мають величину, більше товщини відповідної торцевої нервюри, забезпечується гарантована можливість установки кожного OBOC KH у своє штатне положення в спеціальному кондукторі в процесі зборки всієї внутрішньої конструкції KH незалежно від можливих погрішностей у їхніх розмірах по ширині, допущених у процесі їхнього виготовлення. Це сприяє підвищенню технологічності конструкції KH. Завдяки тому, що в місцях установки кріпильних болтів з гайками зазори між торцевою нервюрою одного OBOC KH і зовнішніми поверхнями торцевих стінок Г-подібних фланців сусіднього OBOC KH заповнені твердими прокладками, а спеціальні жолоби, що розташовані із внутрішніх сторін суміжних Г-подібних фланців цих OBOC KH, заповнені в цих місцях твердим заповнювачем, що охоплює голівки кріпильних болтів з однієї сторони й гайки з іншої сторони кріпильного з'єднання по всіх їхніх зовнішніх поверхнях, забезпечується, у перших, необхідні міцність і жорсткість кріпильного з'єднання між сусідніми OBOC KH як при розтягуючих, так і при стискаючих внутрішніх напруженнях, що виникають у ньому під дією зовнішніх експлуатаційних навантажень на KH, а в других, необхідна контровка цього нарізного сполучення, що повністю виключає можливість його розкручування під дією вібрації. І те й інше сприяє підвищенню циклічної міцності й довговічності конструкції KH. Завдяки тому, що в проміжках між болтами з гайками кріпильного з'єднання між собою OBOC пропонованої конструкції KH зазор між торцевою нервюрою одного OBOC і зовнішніми поверхнями торцевих стінок Г-подібних фланців сусіднього OBOC KH і спеціальні жолоби, що розташовані із внутрішніх сторін суміжних Г-подібних фланців цих ОВОС, заповнені легким пінопластом, забезпечується зниження маси зазначеного кріпильного з'єднання за рахунок тих місць, у яких через нього не здійснюється передача внутрішніх зусиль між сусідніми OBOC KH, що виникають під дією зовнішніх навантажень, що випробовує KH у процесі 87576 14 експлуатації. Це сприяє зниженню маси конструкції KH без якої-небудь втрати її несучої здатності. Завдяки тому, що зовнішні несучі шари обох ТО пропонованої конструкції KH на стиках між його OBOC забезпечені стовщеннями, забезпечується компенсація конструктивного розриву на цих стиках внутрішніх несучих шарів обох ТО KH. Це сприяє підвищенню циклічної міцності й довговічності конструкції KH. Завдяки тому, що стовщення внутрішньої ТО пропонованої конструкції KH у районі розташування площини обертання гвинта виконано у вигляді приклеєних або приформованих до її внутрішнього несучого шару однієї або двох пар додаткових шарів, що складаються кожна із шару заповнювача й приформованого до нього несучого шару з АП, з утворенням у цьому місці п'ятишарової або семишарової ділянки внутрішньої оболонки KH, що простирається уздовж хорди його крилового профілю, як мінімум, за лінії притикання до внутрішньої оболонки найближчих стінок лонжеронів KH, що розташовані, приблизно, на однакових відстанях по обох сторони від площини обертання гвинта, забезпечується так само, як і при застосуванні ТО, за рахунок ще більшого рознесення крайніх несучих шарів з АП, істотне підвищення вигинистої міцності найбільш навантаженої в процесі роботи гвинта ділянки внутрішньої оболонки KH без значного збільшення її маси. Одночасно із цим, за рахунок розташування площини обертання гвинта, приблизно, посередині між найближчими до нього стінками лонжеронів, що є опорами для відповідних пластин п'ятишарової або семишарової ділянки внутрішньої оболонки KH, досягається максимальне загасання виникаючих у них внутрішніх циклічних напруг ще до їхньої передачі на більше жорсткі зв'язки основного внутрішнього набору конструкції KH. Все це також сприяє підвищенню циклічної міцності й довговічності конструкції KH при значно меншому, у порівнянні із прототипом, відносному збільшенні її маси. Завдяки тому, що шари заповнювача ШО пропонованої конструкції KH утворені розташованими впритул друг до друга й склеєними між собою по суміжних плоских бічних гранях трубчастими елементами з АП із прямокутним або трикутним поперечним перерізом, внутрішні порожнини яких заповнені легким пінопластом, забезпечується максимальна міцність з'єднання між несучими шарами й шарами заповнювача ШО KH, тому що воно здійснюється шляхом приклейки заповнювача з АП до несучих шарів з АП по 100% їхніх зовнішніх поверхонь, у відмінність, наприклад, від коробчатого, гофрованого або стільникового заповнювачів ШО. Це також сприяє підвищенню циклічної міцності й довговічності конструкції KH. При цьому, застосування трубчастих елементів з АП із трикутним поперечним перерізом додатково сприяє підвищенню несучої здатності ШО KH у поперечному стосовно їхніх поздовжніх осей напрямку. Завдяки тому, що поздовжні криволінійні осі трубчастих елементів шарів заповнювача ШО пропонованої конструкції KH спрямовані уздовж хорди крилового профілю KH, забезпечується однакова кривизна блоків трубчастих елементів, що 15 утворять собою заповнювач ШО KH, що дозволяє використати для їхнього виготовлення одну пресформу, що має відносно малі габарити. Це сприяє підвищенню технологічності конструкції KH. Завдяки тому, що шари заповнювача ШО пропонованої конструкції KH утворені легким пінопластом, посиленим комірчастою структурою з АП, виконаної у вигляді безперервного просторового полотнища, забезпеченого спрямованими в одну сторону щільно впакованими стаканоподібними висадженнями, що мають бічні поверхні у вигляді циліндричних оболонок з осями, спрямованими упоперек пінопластової плити заповнювача, плоскі денця яких приформовані до відповідного несучого шару відповідної ШО KH із однієї сторони пінопластової плити заповнювача, а ділянки безперервного просторового полотнища комірчастої структури з АП, що розташовані в проміжках між стаканоподібними висадженнями, приформовані до відповідного несучого шару відповідної ШО KH із іншої сторони пінопластової плити заповнювача, забезпечується альтернативний варіант виконання ШО пропонованої конструкції KH. Якщо зазначений вище трубчастий заповнювач ШО KH має явно виражену анізотропію своїх механічних характеристик і його міцність і жорсткість при зрушенні, що є основними механічними характеристиками для будь-якого заповнювача шаруватого композиційного матеріалу, у напрямку уздовж осей трубчастих елементів значно вище, ніж у поперечному напрямку, то даний заповнювач із легкого пінопласту, посиленого комірчастою структурою з АП з гексагональним упакуванням стаканоподібних висаджень, можна віднести до ортотропних композиційних матеріалів, у яких механічні характеристики, у тому числі міцність і жорсткість при зрушенні, у всіх напрямках, розташованих у поверхні розглянутої ШО, більш-менш однакові. Це, у випадках, коли силовий каркас, що підкріплює ШО KH, розбиває їх на осередки зі співвідношенням довжин сторін, по абсолютній величині, більше 1/3, дозволяє, за рахунок виникнення, під дією зовнішніх експлуатаційних навантажень, більше вираженого двохосьового напруженого стану, більш ефективно використати матеріал конструкції KH для забезпечення її необхідної несучої здатності. Це також сприяє зниженню маси конструкції KH без шкоди для її циклічної міцності й довговічності. Завдяки тому, що діаметр ( d ) стаканоподібних висаджень безперервного просторового полотнища комірчастої структури з АП, що підсилює легкий пінопласт заповнювача ШО пропонованої конструкції KH, і відстань ( а ) між їхніми центрами при їхньому гексагональному впакуванні в плані перебувають між собою в співвідношенні (1), забезпечується рівність сумарної площі поверхонь денець стаканоподібних висаджень комірчастої структури з АП, розташованих з однієї сторони пінопластової плити заповнювача, із загальною площею просторового полотнища комірчастої структури з АП, розташованої між стаканоподібними висадженнями з іншої сторони пінопластової плити заповнювача. Але, тому що основну роль у забезпеченні міцності зв'язків між всіма шарами 87576 16 ШО KH у трансверсальном напрямку грає формоване з'єднання між АП несучих шарів і АП комірчастих структур, що підсилюють пінопласт їхніх шарів заповнювача, то рівність площ поверхонь просторового полотнища, що утворює комірчасту структуру з АП, що виходять на протилежні сторони пінопластової плити заповнювача, забезпечує, у свою чергу, і рівність міцностів цих зв'язків між всіма шарами ШО KH. Це також сприяє більше ефективному використанню АП для забезпечення необхідної несучої здатності ШО KH, а отже, і зниженню маси KH без шкоди для її циклічної міцності й довговічності. Завдяки тому, що пінопластові плити заповнювача ШО пропонованої конструкції KH із боку денець стаканоподібних висаджень безперервного просторового полотнища комірчастої структури з АП забезпечені кільцевими дотичними один з одним надрізами, що концентричним стаканоподібним висадженням, глибиною на 1-2мм менші товщини первинної пінопластової плити заповнювача ШО, забезпечується в процесі формування ШО KH можливість додання заготівлям блоків їхнього заповнювача, виконаних у вигляді плоских пінопластових плит, посилених комірчастою структурою з АП, будь-якої кривизни, включаючи й двояку. Справа в тому, що в результаті виконання дотичних один з одним кільцевих надрізів пінопластова плита заготівлі заповнювача ШО розпадається на окремі циліндричні стовпчики, що містять, кожний, одну стаканоподібну висадження комірчастої структури з АП, що з'єднані воєдино лише дуже тонким шаром легкого пінопласту, що залишився від його неповного розрізу, й розташованими між стаканоподібними висадженнями ділянками комірчастої структури з АП. Це дозволяє зазначені вище заготівлі заповнювача, незалежно від їхньої товщини, легко згинати при укладанні на заготівлю нижче розташованого несучого шару з АП при формуванні ШО KH, що істотно підвищує технологічність конструкції KH. Завдяки тому, що об'ємний профільний елемент, що з'єднує зовнішню й внутрішню ТО пропонованої конструкції KH по носку його крилового профілю, виконаний у вигляді окремих, розташованих у межах кожного OBOC KH, співвісних, складових профільних елементів, з поздовжніми криволінійними осями, розташованими в одній загальній, перпендикулярній осі KH площини, утворених, кожний, із двох трикутноподібних, у поперечному перерізі, трубчастих профілів з АП, внутрішні порожнини яких заповнені легким пінопластом, приформованих, кожний, до своєї ТО й склеєних між собою по їхнім примикаючим друг до друга стінкам, що має циліндричні поверхні із загальною віссю, що збігається з віссю KH, а об'ємний профільний елемент, що з'єднує зовнішню й внутрішню ТО пропонованої конструкції KH по хвостику його крилового профілю, виконаний у вигляді окремих, розташованих у межах кожного OBOC KH, співвісних, складових профільних елементів з поздовжніми криволінійними осями, розташованими в одній перпендикулярній осі KH площини, утворених, кожний, із двох Z-подібних, у поперечному перерізі, профілів з АП, однієї зі своїх 17 полиць приформованих, кожний, до своєї ТО й з'єднаних, між собою, по їхнім примикаючим друг до друга другим полицям із циліндричними поверхнями, що мають загальну вісь, що збігається з віссю KH, за допомогою клейово-механічного з'єднання із прошиванням просоченим сполучним джгутом армуючого волокна, як механічна частина з'єднання, забезпечується можливість з'єднання попередньо виготовлених окремо друг від друга зовнішньої й внутрішньої панелей OBOC KH шляхом простої склейки їх по примикаючим друг до друга циліндричним поверхням їхніх об'ємних профілів з АП, розташованих у носку й хвостику крилового профілю KH. Це також сприяє підвищенню технологічності конструкції KH. Застосування ж прошивання клейового з'єднання Zподібних профілів, що використаються для з'єднання зовнішньої й внутрішньої панелей OBOC KH по хвостику його крилового профілю, сприяє підвищенню циклічної міцності й довговічності конструкції KH, тому що саме в цьому місці найчастіше спостерігаються усталостні руйнування конструкції KH внаслідок високих вібраційних навантажень, випробовуваних нею в процесі експлуатації. Завдяки тому, що трикутноподібні, у поперечному перерізі, замкнуті обсяги між примикаючими друг до друга полицями Z-подібних профілів і відповідними кожному з них ділянками зовнішніх несучих шарів зовнішньої й внутрішньої ТО пропонованої конструкції KH заповнені легким пінопластом, забезпечується гладкість зовнішньої поверхні в районі хвостика крилового профілю внутрішньої частини конструкції KH перед її обформовкою з метою утворення монолітного зовнішнього несучого шару його зовнішньої й внутрішньої ТО. Це сприяє підвищенню технологічності конструкції KH. Завдяки тому, що окремі додаткові ребра жорсткості, що підкріплюють внутрішню ТО пропонованої конструкції KH, виконані у вигляді розташованих у межах кожного OBOC KH, у проміжку між носком його крилового профілю й стінкою найближчого до нього лонжерона співвісних, П-подібних, у поперечному перерізі, профілів з АП із заповнювачем з легкого пінопласту, що приформовані до внутрішньої ТО KH, з поздовжніми криволінійними осями, що розташовані в одній загальній площині, перпендикулярній осі KH, забезпечується підкріплення внутрішньої ТО KH у районі піка епюри розрідження, створюваного потоком повітря, що втягується працюючим гвинтом усередину KH. Одночасно із цим забезпечується виготовлення додаткових ребер жорсткості, що підкріплюють внутрішню ТО KH, шляхом простої обформовки попередньо зафіксованих на ній відповідних пінопластових оформлювачів. Це сприяє як підвищенню циклічної міцності й довговічності конструкції KH, так і підвищенню її технологічності. Завдяки тому, що пропонована конструкція KH у районі хвостика його крилового профілю забезпечена додатковим лонжероном, виконаним у вигляді окремих, розташованих у межах кожного OBOC KH, співвісних, складових профілів, з поздовжніми криволінійними осями, розташованими в одній загальній площині, перпендикулярній осі 87576 18 KH, утворених, кожний, із двох П-подібних, у поперечному перерізі, профілів з АП із заповнювачем з легкого пінопласту, приформованих своїми стінками, кожний, до своєї ТО й склеєних між собою по їхнім примикаючим друг до друга полицям, що мають циліндричні поверхні з поздовжніми осями, що збігаються з віссю KH, забезпечується можливість виготовлення повноцінного, з погляду несучої здатності, лонжерона у хвостовій частині крилового профілю KH, куди в процесі зборки кожного OBOC KH, через малу будівельну висоту крилового профілю KH у цьому місці, доступ істотно утруднений. Так само, як і у випадку з об'ємними сполучними профілями в носку й хвостику крилового профілю KH, кожний окремий приналежний свій OBOC KH ділянка розглянутого лонжерона утворюється при з'єднанні між собою попередньо виготовлених окремо друг від друга зовнішньої й внутрішньої панелей OBOC KH шляхом простої склейки попередньо приформованих кожного до своєї панелі двох П-подібних профілів з АП по примикаючим друг до друга циліндричним поверхням їхніх полиць. Це також сприяє підвищенню технологічності конструкції KH. Завдяки тому, що стінки нервюр основного внутрішнього набору пропонованої конструкції KH виконані безперервними по всій своїй довжині, причому, стінки торцевих нервюр простираються на всю довжину хорди крилового профілю KH, а стінки нервюр, розташованих у межах OBOC KH, посередині їхньої ширини, по однієї на кожний ОВОС, простираються від об'ємного профільного сполучного елемента в носку крилового профілю KH до додаткового лонжерона у хвостику його крилового профілю й приєднані по всьому своєму контурі до внутрішніх несучих шарів зовнішньої й внутрішньої ШО KH і до відповідних зовнішніх поверхонь складених профілів об'ємного профільного сполучного елемента в носку крилового профілю KH і додаткового лонжерона у хвостику його крилового профілю за допомогою приформовочних косинців з АП, а стінки лонжеронів основного внутрішнього набору KH утворені з окремих приналежних, кожний, свій OBOC KH ділянок, розташованих в одній, що відповідає цьому лонжерону, перпендикулярній осі KH площини, причому, окремі ділянки кожного лонжерона, утворені, кожний, двома симетричними щодо площини нервюри, розташованої посередині ширини цього OBOC KH, бракетами, приєднаними до стінки цієї нервюри й внутрішніх несучих шарів зовнішньої й внутрішньої ШО KH за допомогою приформовочних косинців з АП, забезпечується зручний доступ до елементів основного внутрішнього набору кожного OBOC KH у процесі їхньої установки й приформовки до внутрішніх несучих шарів зовнішньої й внутрішньої ШО KH. Безперервність по всій своїй довжині стінок нервюр, розташованих посередині ширини OBOC KH, визначає їхню установку й приформовку до внутрішніх несучих шарів ШО KH у першу чергу, коли бракет, що утворить стінки лонжеронів, ще немає й ніщо не заважає вільному доступу через обоє відкритих торців OBOC KH до обох її сторін для виконання приформовочних косинців. Наступна приформовка окремих бракет лонжеронів 19 до вже встановленої стінки нервюри й до внутрішніх несучих шарів ШО KH уже не вимагає для її виконання такого широкого простору, як для приформовки стінки нервюри й легко може бути здійснена в проміжках між ними. Приклейка ж торцевих нервюр до зовнішніх поверхонь торцевих стінок Гподібних фланців OBOC KH взагалі здійснюється зовні OBOC Все це, також, сприяє підвищенню технологічності конструкції KH. Завдяки тому, що П-подібні профілі з АП, що утворять окремі додаткові ребра жорсткості й окремі складені профілі додаткового лонжерона, що розташовані в межах кожного OBOC пропонованої конструкції KH, виконані на кінцях з поступовим зниженням своєї висоти, у міру наближення до торців OBOC KH, до нуля в місцях притискання їхніх полиць до ділянок внутрішніх несучих шарів зовнішньої й внутрішньої оболонок KH, що безпосередньо прилягають до торцевих стінок утворених ними Г-подібних фланців, забезпечується не різке, а поступове зменшення площ поперечних перерізів переривчастих зв'язків, якими, власне кажучи, є окремі додаткові ребра жорсткості в носовій частині внутрішньої ТО KH і окремі складені профілі додаткового лонжерона у хвостовій частині крилового профілю KH, на їхніх кінцях. Це істотно знижує рівень концентрації внутрішніх напружень у місцях переривання зазначених переривчастих зв'язків у відповідних поперечних перерізах сусідніх з ними безперервних зв'язків конструкції KH і сприяє, тим самим, підвищенню циклічної міцності й довговічності конструкції KH. Завдяки тому, що звернені в сторони торців OBOC пропонованої конструкції KH вільні крайки бракет відповідних окремих ділянок стінок його лонжеронів мають форму кривої, на зразок напівеліпса з опуклістю убік середини ширини відповідного OBOC KH, що примикає своїми кінцями до ділянок внутрішніх несучих шарів зовнішньої й внутрішньої ШО KH, що безпосередньо прилягає до торцевих стінок утворених ними Г-подібних фланців, також, забезпечується не різке, а поступове зменшення площ поперечних перерізів переривчастих зв'язків, якими, власне кажучи, є окремі ділянки стінок лонжеронів, що розташовані в межах своїх OBOC KH, на їхніх кінцях. Це, також, істотно знижує рівень концентрації внутрішніх напружень у місцях переривання зазначених переривчастих зв'язків у відповідних поперечних перерізах сусідніх з ними безперервних зв'язків конструкції KH і сприяє, тим самим, підвищенню циклічної міцності й довговічності конструкції KH. Завдяки тому, що полегшуючі вирізи в стінках нервюр і лонжеронів, а також звернені в сторони відповідних торців OBOC вільні крайки бракет стінок лонжеронів пропонованої конструкції KH забезпечені по їхніх контурах Г-подібними фланцями, забезпечуються підвищення їхньої стійкості при стиску й зрушенні. Це, також, сприяє підвищенню циклічної міцності й довговічності конструкції KH. Завдяки тому, що стовщення зовнішніх несучих шарів обох ШО пропонованої конструкції KH на стиках його сусідніх OBOC у районах розташування суміжних Г-подібних фланців цих OBOC 87576 20 мають ширину, як мінімум, більше відстані між лініями притискання до зовнішніх несучих шарів відповідних ШО спеціальних S-подібних силових елементів, розташованих уздовж цих Г-подібних фланців, забезпечується наявність стовщень зовнішніх несучих шарів обох ШО на кожному стику між OBOC KH на всьому протязі відповідних суміжних ділянок їх внутрішніх несучих шарів, що належать сусіднім OBOC KH, на яких вони, через наявність різких вигинів своєї конфігурації, не повною мірою здатні передавати один одному внутрішні напруження, що виникають у них під дією зовнішніх експлуатаційних навантажень у напрямку упоперек зазначених стиків. Пропонована конструкція KH схематично проілюстрована кресленнями, на яких зображене: Фіг.1 - вид на KH попереду; Фіг.2 - розріз A-A (див. Фіг.1); Фіг.3 - розріз Б-Б (див. Фіг.2); Фіг.4 - вузол І (див. Фіг.3); Фіг.5 - вузол II (див. Фіг.3); Фіг.6 - розріз В (див. Фіг.3); Фіг.7 - переріз Г-Г (див. Фіг.6); Фіг.8 - переріз Д-Д (див. Фіг.6); Фіг.9 - переріз E-E (див. Фіг.3); Фіг.10 - переріз Ж-Ж (див. Фіг.6); Фіг.11 - переріз И-И (див. Фіг.6); Фіг.12 - переріз K-K (див. Фіг.6); Фіг.13 - переріз Л-Л (див. Фіг.6); Фіг.14 - вузол III (див. Фіг.13); Фіг.15 - переріз M-M (див. Фіг.3, 6 і 9); Фіг.16 - переріз H-H (див. Фіг.4 і 5); Фіг.17 - фрагмент ТО KH із трубчастим заповнювачем в ізометрії (умовно показаний плоским); Фіг.18 - фрагмент п'ятишарової ділянки внутрішньої ШО KH із трубчастим заповнювачем в ізометрії (умовно показаний плоским); Фіг.19 - фрагмент ТО KH із заповнювачем з легкого пінопласту, посиленого комірчастої структурою з АП, в ізометрії (умовно показаний плоским); Фіг.20 - фрагмент плоскої плити заповнювача ШО KH у процесі формування комірчастої структури з АП, що підсилює її пінопласт: а) процес виконання в пінопластової плиті отворів з витягом з них циліндричних блоків; б) процес формування в отворах у пінопластової плиті за допомогою циліндричних блоків комірчастої структури з АП, що підсилює її; Фіг.21 - фрагмент семишарової ділянки внутрішньої ШО KH із заповнювачем з легкого пінопласту, посиленого комірчастої структурою з АП, в ізометрії (умовно показаний плоским); Фіг.22 - об'ємне зображення фрагмента зовнішньої ТО KH із кільцевими надрізами в пінопласті її заповнювача; Фіг.23 - фрагмент плити заповнювача, що складає з легкого пінопласту, посиленого комірчастої структурою з АП, у процесі додання їй кривизни відповідної ШО KH: а) плоска плита заповнювача після виконання в її пінопласті кільцевих надрізів; б) плита заповнювача після додання їй кривизни відповідної ШО KH; Фіг.24 - поперечний переріз заготівлі зовнішньої ТО OBOC KH, що перебуває у своїй матриці; 21 Фіг.25 - поперечний переріз заготівлі внутрішньої ШО OBOC KH, що перебуває у своїй матриці; Фіг.26 - поперечний переріз OBOC KH у зборі, що перебуває у своєї прес-формі; Фіг.27 - вид зверху на кондуктор для монтажної зборки KH зі встановленими в ньому OBOC KH; Фіг.28 - розріз П-П (див. Фіг.27); Фіг.29 - розріз P-P (див. Фіг.28) перед початком виконання монтажного з'єднання OBOC KH між собою; Фіг.30 - переріз C-C (див. Фіг.29); Фіг.31 - розріз P-P (див. Фіг.28) після виконання монтажного з'єднання OBOC KH між собою; Фіг.32 - переріз T-T (див. Фіг.31); Фіг.33 - KH у готовому виді. Практична здійсненність пропонованого винаходу знайшла своє підтвердження при створенні великогабаритних високонавантажених конструкцій KH зі склопластику із зовнішнім діаметром біля 7м для повітряних гвинтів, використовуваних у гвинто-кільцевих комплексах самих великих у світі АСПП "Зубр", що мають повну водотоннажність біля 550т, довжину корпуса біля 57,3м і максимальну швидкість ходу на повітряній подушці понад 60узл. (110км/година). Пропонована конструкція KH крилового профілю для гвинтового рушія містить зовнішню 1 (див. Фіг.1, 2) і внутрішню 2 оболонки, що з'єднані між собою по носку й хвостику крилового профілю за допомогою носового 3 і хвостового 4 об'ємних профільних елементів, а в проміжку між ними - за допомогою плоских діафрагм, що утворять основний внутрішній набір KH із розташованих у площинах, що проходять через вісь KH, стінок нервюр 5 і розташованих у площинах, перпендикулярних осі KH, стінок лонжеронів 6. Внутрішня оболонка 2 KH додатково підкріплена окремими внутрішніми ребрами жорсткості 7, що не доходять, по висоті, до його зовнішньої оболонки 1, а в районі розташування площини обертання гвинта виконана зі стовщенням 8. Зовнішня 1 і внутрішня 2 оболонки KH виконані тришаровими із зовнішнім 9 (див. Фіг.3, 6) і внутрішнім 10 несучими шарами з АП і шаром заповнювача 11 між ними. Зовнішній несучий шар 9 обох ТО 1, 2 (див. Фіг.3) виконаний безперервним по всій поверхні KH, а внутрішній несучий шар 10 і шар заповнювача 11 виконані переривчастими. Окремі, відповідні один одному й з'єднані між собою ділянки внутрішніх несучих шарів 10 і шарів заповнювача 11 зовнішньої 1 і внутрішньої 2 ТО KH утворять OBOC 12 (див. Фіг.1, 2) KH, що обмежені по ширині утвореними їх внутрішніми несучими шарами 10 Г-подібними фланцями зі спрямованими в сторони зовнішніх несучих шарів 9 відповідних ТО 1, 2 торцевими стінками 13 (див. Фіг.3, 11, 12). Зовнішні поверхні торцевих стінок 13 Г-подібних фланців розташовані в площинах 14 (див. Фіг.3-5, 11, 12), паралельних відповідним площинам 15 (див. Фіг.1, 3-5, 11, 12), що проходять через вісь KH і ділять весь внутрішній обсяг KH на рівні частини. OBOC 12 KH забезпечені розташованими уз 87576 22 довж кожного їхнього Г-подібного фланця спеціальним силовим елементом 16 (див. Фіг.4, 5) з АП, що має в поперечному перерізі форму перекинутої набік букви "S", проформованим одним кінцем до внутрішньої поверхні торцевої стінки 13 Гподібного фланця й ділянці внутрішньої поверхні внутрішнього несучого шару 10, що прилягають до нього, а іншим кінцем - до внутрішньої поверхні зовнішнього несучого шару 9 відповідної ТО KH, з утворенням із внутрішньої сторони Г-подібного фланця спеціального жолоба 17 (див. Фіг.4, 5, 16), вільного від заповнювача 11 цієї ТО. По одному зі своїх торців кожний OBOC 12 KH забезпечений торцевою нервюрою 18 (див. Фіг.3-5, 9), приклеєної до зовнішніх поверхонь торцевих стінок 13 його Г-подібних фланців. OBOC 12 KH розташовані друг щодо друга із зазором між зовнішніми поверхнями торцевих стінок 13 їх суміжних Г-подібних фланців, що мають величину (f), більше товщини (d) відповідної торцевої нервюри 18 (f > 5) (див. Фіг.4, 5). Через торцеві стінки 13 кожних двох суміжних Г-подібних фланців сусідніх OBOC 12 KH і розташовану між ними торцеву нервюру 18 пропущені кріпильні болти 19 з гайками 20, що з'єднують ці OBOC 12 між собою ( д ив . Фіг.4, 5, 16). У місцях установки кріпильних болтів 19 з гайками 20 зазори між торцевою нервюрою 18 одного OBOC 12 KH і зовнішніми поверхнями торцевих стінок 13 Гподібних фланців сусіднього OBOC 12 KH заповнені твердими прокладками 21, а спеціальні жолоби 17, що розташовані із внутрішніх сторін суміжних Г-подібних фланців цих OBOC 12, заповнені в цих місцях твердим заповнювачем 22, що охоплює голівки кріпильних болтів 19 з однієї сторони й гайки 20 з іншої сторони кріпильного з'єднання по всіх їхніх зовнішніх поверхнях. У проміжках між кріпильними болтами 19 з гайками 20 зазор між торцевою нервюрою 18 одного OBOC 12 KH і зовнішніми поверхнями торцевих стінок 13 Г-подібних фланців сусіднього OBOC 12 KH заповнені прокладками 23 (див. Фіг.16) з легкого пінопласту. Спеціальними вкладишами 24 з легкого пінопласту заповнені й спеціальні жолоби 17, що розташовані із внутрішніх сторін суміжних Г-подібних фланців цих OBOC 12 у проміжках між твердим заповнювачем 22. Зовнішні несучі шари 9 обох ТО 1, 2 KH у районах стиків між його сусідніми OBOC 12 забезпечені стовщеннями 25 (див. Фіг.3-5). Стовщення 8 (див. Фіг.2) внутрішньої ТО 2 KH у районі розташування площини обертання гвинта може бути виконане у вигляді приклеєних або приформованих до її внутрішнього несучого шару 10 однієї або двох пар додаткових шарів, що складаються кожна із шару 26 заповнювача й приформованого до нього несучого шару 27 з АП, з утворенням у цьому місці п'ятишарового або семишарової ділянки внутрішньої оболонки 2 KH (див. Фіг.3, 6, 18, 21), що простирається уздовж хорди крилового профілю KH, як мінімум, за лінії притискання до його внутрішньої оболонки 2 найближчих, розташованих, приблизно, на однакових відстанях по обох сторони від площини обертання гвинта стінок 6 лонжеронів KH (див. Фіг.6). 23 Шари 11, 26 (див. Фіг.6-8, 17, 18) заповнювача зовнішньої 1 і внутрішньої 2 ШО KH можуть бути утворені розташованими впритул друг до друга й склеєними між собою по суміжних плоских бічних гранях трубчастими елементами 28 з АП із прямокутним (див. Фіг.7а, 8а, 17, 18) або трикутним (див. Фіг.76, 86) поперечним перерізом. При цьому, їхні внутрішні порожнини заповнені легким пінопластом 29, а поздовжні криволінійні осі (див. Фіг.6-8) спрямовані уздовж хорди крилового профілю KH. Шари 11, 26 (див. Фіг.6, 19, 21) заповнювача зовнішньої 1 і внутрішньої 2 ШО KH можуть бути утворені також легким пінопластом 29, посиленим комірчастої структурою 30 з АП, виконаної у вигляді безперервного просторового полотнища, забезпеченого спрямованими в одну сторону щільно впакованими стаканоподібними висадженнями 31, що мають бічні поверхні у вигляді циліндричних оболонок 32 з осями, спрямованими поперек пінопластової плити 29 заповнювача. Плоскі денця 33 стаканоподібних висаджень даної комірчастої структури 30 з АП приформовані до відповідного несучого шару відповідної ШО KH із однієї сторони пінопластової плити 29 заповнювача, а ділянки 34 безперервного просторового полотнища комірчастої структури 30 з АП, що розташовані в проміжках між стаканоподібними висадженнями 31, приформовані до відповідного несучого шару відповідної ШО KH із іншої сторони пінопластової плити 29 заповнювача. При цьому, доцільно, щоб діаметр ( d ) стаканоподібних висаджень 31 безперервного просторового полотнища комірчастої структури 30 з АП і відстань ( а ) між їхніми центрами при їхньому гексагональному впакуванні в плані перебували між собою в співвідношенні: 1/ 2 a æ p ö ÷ =ç d ç 2÷ è ø Пінопластові плити 29 заповнювача ШО 1, 2 KH, що посилені комірчастої структурою 30 з АП, з боку денець 33 стаканоподібних висаджень 31 можуть бути забезпечені кільцевими дотичними один з одним концентричними стаканоподібним висадженням 31 надрізами 35 глибиною на 1-2мм менші товщини первинної пінопластової плити 29 заповнювача відповідної ШО KH. Об'ємний профільний елемент 3 (див. Фіг.2), що з'єднує зовнішню 1 і внутрішню 2 ТО KH по носку його крилового профілю, виконаний у вигляді окремих, розташованих у межах кожного OBOC 12 KH, співвісних, складових профільних елементів, з поздовжніми криволінійними осями, розташованими в одній загальній перпендикулярній осі KH площини. Кожний із цих складених профільних елементів утворений із двох трикутноподібних, у поперечному перерізі, трубчастих профілів 36 (див. Фіг.6, 10) з АП, внутрішні порожнини яких заповнені легким пінопластом 29. Кожний із трикутноподібних трубчастих профілів 36 приформований до своєї ТО. Відповідні один одному трикутноподібні трубчасті профілі 36 зовнішньої 1 і внутрішньої 2 ТО KH склеєні між собою по їх примикаючим друг до друга стінкам 37 із циліндричними поверхнями, що мають загальну вісь, що збігається з віссю KH. 87576 24 Об'ємний профільний елемент 4 (див. Фіг.2), що з'єднує зовнішню 1 і внутрішню 2 ТО KH по хвостику його крилового профілю, виконаний у вигляді окремих, розташованих у межах кожного OBOC 12 KH, співвісних, складових профільних елементів з поздовжніми криволінійними осями, розташованими в одній загальній перпендикулярній осі KH площини. Кожний із цих складених профільних елементів утворений із двох Z-подібних, у поперечному перерізі, профілів 38 (див. Фіг.6, 13) з АП. Кожний з Z-подібних профілів 38 однієї зі своїх полиць приформований до своєї ТО. Відповідні один одному Z-подібні профілі 38 зовнішньої 1 і внутрішньої 2 ТО KH з'єднані між собою по їхнім примикаючим друг до друга другим полицям 39 із циліндричними поверхнями, що мають загальну вісь, що збігається з віссю KH, за допомогою клейово-механічного з'єднання із прошиванням просоченим сполучним джгутом 40 (див. Фіг.14) армуючого волокна як механічна частина з'єднання. Трикутноподібні у поперечному перерізі, замкнуті обсяги між примикаючими друг до друга полицями 39 Z-подібних профілів 38 і відповідними кожному з них ділянками зовнішніх несучих шарів 9 зовнішньої 1 і внутрішньої 2 ТО KH заповнені легким пінопластом 29. Окремі додаткові внутрішні ребра жорсткості 7, що підкріплюють внутрішню ТО 2 (див. Фіг.2) KH, виконані у вигляді розташованих у межах кожного OBOC 12 KH, у проміжку між носком його крилового профілю й стінкою 6 найближчого до нього лонжерона співвісних, П-подібних, у поперечному перерізі, профілів 41 (див. Фіг.6, 11) з АП із заповнювачем з легкого пінопласту 29, приформованих до внутрішнього ТО 2 KH, з поздовжніми криволінійними осями, розташованими в одній загальній площині, перпендикулярної осі KH. У районі хвостика свого крилового профілю KH забезпечено додатковим лонжероном 42 (див. Фіг.2), виконаним у вигляді окремих, розташованих у межах кожного OBOC 12 KH, співвісних, складових профілів, з поздовжніми криволінійними осями, розташованими в одній загальній площині, перпендикулярній осі KH. Кожний із цих складених профілів утворений із двох П-подібних, у поперечному перерізі, профілів 43 (див. Фіг.6, 12) з АП із заповнювачем з легкого пінопласту 29, приформованих своїми стінками, кожний, до своєї ТО й склеєних між собою по їх примикаючим друг до друга полицям 44, що мають циліндричні поверхні із поздовжніми осями, що збігаються з віссю KH. Стінки 5, 18 нервюр основного внутрішнього набору KH виконані безперервними по всій своїй довжині. При цьому, стінки 18 (див. Фіг.9) торцевих нервюр простираються на всю довжину хорди крилового профілю KH, а стінки 5 (див. Фіг.6) нервюр, розташованих у межах OBOC 12 KH, посередині їхньої ширини, по однієї на кожний ОВОС, простираються від об'ємного профільного сполучного елемента 3 (див. Фіг.2) у носку крилового профілю KH до додаткового лонжерона 42 у хвостику його крилового профілю. Стінки 5 нервюр, розташованих у межах OBOC 12 KH, приєднані по всьому своєму контурі до внутрішніх несучих шарів 9 зовнішньої 1 і внутрішньої 2 ШО KH і до відпові 25 дних зовнішніх поверхонь складених профілів об'ємного профільного сполучного елемента 3 у носку крилового профілю KH і додаткового лонжерона 42 у хвостику його крилового профілю за допомогою приформовочних косинців 45 (див. Фіг.6-8) з АП. Стінки 6 (див. Фіг.2) лонжеронів основного внутрішнього набору KH утворені з окремих приналежних, кожний, свій OBOC 12 KH ділянок, розташованих в одній перпендикулярній осі KH площини, що відповідає цьому лонжерону. При цьому, окремі ділянки кожного лонжерона, утворені, кожний, двома симетричними щодо площини нервюри, розташованої посередині ширини цього OBOC 12 KH, бракетами 46 (див. Фіг.3), приєднаними до стінки 5 цієї нервюри й до внутрішніх несучих шарів 10 зовнішньої 1 і внутрішньої 2 ШО KH, також, за допомогою приформовочних косинців 47 з АП. П-подібні профілі з АП, що утворять окремі додаткові внутрішні ребра жорсткості 7 (див. Фіг.6, 11) і окремі складові профілі додаткового лонжерона 42, що розташовані в межах кожного OBOC 12 KH, виконані на кінцях (див. Фіг.11, 12) з поступовим зниженням своєї висоти, у міру наближення до торців OBOC 12 KH, до нуля в місцях притикання їхніх полиць 48, 44, відповідно, до ділянок внутрішніх несучих шарів 10 зовнішньої 1 і внутрішньої 2 ШО KH, що безпосередньо прилягає до торцевих стінок 13 утворених ними Г-подібних фланців. Вільні крайки бракет 46 (див. Фіг.3) відповідних окремих ділянок стінок 6 лонжеронів, що звернені в сторони торців OBOC 12 KH, мають форму кривої, на зразок напівеліпса з опуклістю убік середини ширини відповідного OBOC 12 KH, що примикає своїми кінцями до ділянок внутрішніх несучих шарів 10, 27 зовнішньої 1 і внутрішньої 2 ШО KH, що безпосередньо прилягають до торцевих стінок 13 утворених ними Г-подібних фланців. Полегшуючі вирізи в стінках 5, 18 (див. Фіг.6, 9) нервюр і бракет 46 (див. Фіг.3) лонжеронів, а також вільні крайки бракет 46 лонжеронів, що звернені в сторони відповідних торців OBOC 12 KH, забезпечені по їхніх контурах Г-подібними фланцями 49 (див. Фіг.3, 6, 15). Стовщення 25 (див. Фіг.3-5, 10-13) зовнішніх несучих шарів 10 зовнішньої 1 і внутрішньої 2 ШО KH на стиках сусідніх OBOC у районах розташування суміжних Г-подібних фланців цих OBOC мають ширину (b) (див. Фіг.4, 5), як мінімум, більше відстані ( l ) між лініями притискання до зовнішніх несучих шарів 9 відповідних ЗІ спеціальних Sподібних силових елементів 16, розташованих уздовж цих Г-подібних фланців (b > l ) . Робота пропонованої конструкції KH під навантаженнями, що виникають у процесі її експлуатації, не вимагає додаткових до того, що викладено вище, пояснень, тому що її конструктивно-силова схема нічим не відрізняється від традиційної для аеро-гідродинамичних конструкцій. Додаткових пояснень вимагає технологічний процес виготовлення пропонованої конструкції KH, опис якого дозволяє підтвердити практичну здійсненність і досить високу технологічність цієї складної і високонавантаженої корпусної конструкції із ПКМ. Виготовлення пропонованої конструкції KH починають із виготовлення необхідної кількості (у 87576 26 розглянутому варіанті, десяти) його OBOC12. При цьому, у спеціальних матрицях 50, 51 (див. Фіг.24, 25) з робочими поверхнями, що відповідають внутрішнім поверхням зовнішніх несучих шарів 9 зовнішньої 1 (див. Фіг.24) і внутрішньої 2 (див. Фіг.25) ТО KH, формують заготівлі відповідних цієї OBOC 12 панелей зовнішньої 1 і внутрішньої 2 ТО KH, що включають, кожна: трубчастий профіль 36 з АП носового об'ємного профільного елемента 3 з використанням виготовленого з легкого пінопласту 29 оформлювача, що виконує в готової конструкції функцію легкого заповнювача його внутрішнього обсягу; Z-подібний профіль 38 з АП хвостового об'ємного профільного сполучного елемента 4; шар заповнювача 11 відповідної ТО; S-подібні силові елементи 16 (див. Фіг.4, 5) з АП по обох її торцях; її внутрішній несучий шар 10 з АП; Пподібний профіль 43 з АП додаткового лонжерона 42 з використанням виготовленого з легкого пінопласту 29 оформлювача, що виконує в готовій конструкції функцію легкого заповнювача його внутрішнього обсягу. При цьому, при формуванні заготівель відповідних панелей внутрішньої 2 ТО KH додатково до перерахованого формують другий шар 26 (див. Фіг.25) заповнювача й третій несучий шар 27 з АП п'ятишарової ділянки (див. Фіг.18) внутрішньої 2 ШО KH, а також П-подібний профіль 41 з АП додаткового внутрішнього ребра жорсткості внутрішньої ТО 2 KH із використанням виготовленого з легкого пінопласту 29 оформлювача, що виконує в готовій конструкції функцію легкого заповнювача його внутрішнього обсягу. При необхідності утворення в районі розташування площини обертання гвинта семишарової ділянки (див. Фіг.21) внутрішньої ШО KH поверх третього несучого шару 27 з АП формують третій шар 26 заповнювача й четвертий несучий шар 27 з АП. При цьому, шари 11, 26 заповнювача ШО KH, що утворені трубчастими елементами 28 з АП, формують шляхом укладання на робочу поверхню відповідної матриці 50, 51 (див. Фіг.24, 25) або на заготівлю нижчерозташованого несучого шару 10, 27 з АП ШО KH (див. Фіг.25) впритул друг до друга заздалегідь відформованих і отверждених або отриманих з поставки трубчастих елементів 28, попередньо покритих по своїх суміжних бічних гранях полімерною композицією, що отверждається. Більш докладно цей технологічний процес викладений в описах до патентів [6], [7]. Більше докладних пояснень вимагає технологічний процес виготовлення шарів 11, 26 заповнювача ШО KH, утворених легким пінопластом 29, посиленим комірчастої структурою 30 з АП. У цьому випадку кожну плиту заповнювача ШО KH виготовляють по наступній оригінальній технології. У плоскій плиті легкого пінопласту 29 заданої товщини за допомогою спеціальних трубчастих ножів вирізують крізні отвори заданого діаметра з осями, розташованими "у шаховому порядку", у вершинах рівносторонніх трикутників (так називана, "гексагональне впакування") (див. Фіг.19). При цьому циліндричні блоки 52, що вирізані з отворів у пінопластової плиті 29, витягають (див. Фіг.20а). На верхню поверхню перфорованої в такий спосіб пінопластової плити 29 укладають просочену зв'язуючою 27 речовиною армуючу тканину 53 (див. Фіг.20б) з армуючих волокон об'ємного плетива (тобто, здатну в просоченому стані до розтягування). Далі, із цієї тканини формують стаканоподібні висадження 31 шляхом закладу її ділянок, розташованих над отворами в пінопластової плиті 29, у внутрішні порожнини отворів за допомогою пінопластових циліндричних блоків 52, раніше витягнутих із цих отворів. Після отверждения зв'язуючої речовини утворюється комірчаста структура 30 з АП, що підсилює легкий пінопласт 29 заготівлі заповнювача ШО KH. Процес безпосереднього формування шарів 11, 26 заповнювача ШО KH, утворених легким пінопластом 29, посиленим комірчастої структурою 30 з АП, також здійснюється шляхом укладання на робочу поверхню відповідної матриці 50, 51 або на заготівлю нижчерозташованого несучого шару 10, 27 з АП ШО KH впритул друг до друга попередньо виготовлених вищевказаним способом заготівель заповнювача. При цьому, для полегшення можливості додання заготівлям заповнювача гнучкості, необхідної для утворення з їхньою участю ШО двоякої кривизни, характерних для KH, у кожної пінопластової плиті 29 заповнювача з боку денець 33 стаканоподібних висаджень 31 безперервного просторового полотнища комірчастої структури 30 з АП, що підсилює її, виконують кільцеві, дотичні один з одним, концентричним стаканоподібним висадженням 31 надрізи 35 (див. Фіг.23а) глибиною, на 1-2мм меншої товщини відповідної первинної пінопластової плити 29. Завдяки цим кільцевим надрізам 35 пінопластові плити 29 заготівель заповнювача при їхньому згинанні в процесі формування ШО KH, як би, розпадаються на окремі циліндричні стовпчики 54, що з'єднані воєдино лише дуже тонким шаром легкого пінопласту 29, що залишився від його недореза, і ділянками 34 безперервного просторового полотнища комірчастої структури 30 з АП, що розташовані між її стаканоподібними висадженнями 31, і легко здобувають форму будь-якої криволінійної поверхні незалежно від своєї товщини (див. Фіг.23б). Надалі, при формуванні верхнього несучого шару з АП внутрішні порожнини кільцевих надрізів 35 заповнюються зв'язуючої речовиною, котре після своєї полімеризації додатково збільшує міцність формованого з'єднання заповнювача з відповідним несучим шаром з АП ШО KH. Далі, в одній з матриць (у розглянутому варіанті, у матриці 51 (див. Фіг.25) з робочою поверхнею, що відповідає внутрішньої поверхні зовнішнього несучого шару 9 внутрішньої ТО 2 KH) на внутрішній поверхні заготівлі ділянки відповідної ТО KH установлюють і приформовивають до неї елементи з АП основного внутрішнього набору KH. При цьому, спочатку в площині, що проходить через вісь KH посередині ширини відповідного OBOC 12 KH, установлюють і приформовивають за допомогою приформовочних косинців 45 з АП стінку 5 нервюри. Потім, у площинах, що проходять перпендикулярно осі KH, установлюють і приформовивають за допомогою приформовочних косинців 47 з АП бракети 46 лонжеронів. 87576 28 Після цього, обидві матриці 50, 51 (див. Фіг.26) разом з відформованими в них заготівлями ділянок зовнішньої 1 (див. Фіг.24) і внутрішньої 2 (див. Фіг.25) ТО KH зчленовують між собою. При цьому, за допомогою клейової композиції, що отверждається, попередньо нанесеної на відповідні поверхні примикаючих друг до друга елементів 37, 39, 44, відповідно, трубчастих профілів 36 носового об'ємного профільного сполучного елемента 3, Zподібних профілів 38 хвостового об'ємного профільного сполучного елемента 4 і П-подібних профілів 43 додаткового лонжерона 42 KH, забезпечується часткове з'єднання обох заготівель між собою. Повне з'єднання заготівель між собою здійснюють за допомогою приформовочних косинців 45, 47, що міцно з'єднують стінки 5 нервюр і бракети 46 лонжеронів із заготівлею відповідної ділянки зовнішньої ТО 1 KH і між собою. Виготовлення кожного OBOC 12 KH завершують приклеюванням до одному з його торців до зовнішніх поверхонь торцевих стінок 13 Г-подібних фланців, що утворені внутрішніми несучими шарами 10 відповідних заготівель ділянок зовнішньої 1 і внутрішньої 2 ТО KH, торцевої нервюри 18. При цьому, перед тим, як OBOC 12 KH, що попередньо виготовлені в необхідній кількості, передати на монтажну зборку самого KH, у торцевих стінках 13 зазначених вище Г-подібних фланців їх, а з тієї сторони OBOC 12 KH, з якої до них приклеєні торцеві нервюри 18, і в торцевих нервюрах 18, виконують отвору для монтажного з'єднання OBOC 12 KH між собою. Співвісність отворів у суміжних Гподібних фланцях, що належать сусіднім OBOC 12 KH, забезпечують шляхом застосування при виконанні свердлінь спеціального кондуктора. У проміжках між отворами в Г-подібних фланцях кожного OBOC 12 KH у жолобах 17 (див. Фіг.29, 30), утворених S-подібними силовими елементами 16, розташованими з їхніх внутрішніх сторін, вклеюють спеціальні вкладиші 24 з легкого пінопласту із зовнішніми поверхнями, що відповідають внутрішнім поверхням зовнішнього несучого шару 9 відповідної ТО KH. Монтажну зборку пропонованої конструкції KH здійснюють у спеціальному складальному кондукторі в положенні, коли вісь KH розташована вертикально (див. Фіг.27, 28). Для забезпечення можливості витягу зібраного KH зі складального кондуктора останній виконаний розбірним, що складається, як мінімум, із двох секцій по висоті: нижньої 55 і верхньої 56 (див. Фіг.28), з горизонтальною площиною рознімання, розташованої в площині обертання гвинта, де внутрішній діаметр KH мінімальний. Нижня секція 55 складального кондуктора утворена нижнім кільцевим склопластиковим жолобом 57 з робочою поверхнею, що відповідає зовнішньої поверхні KH у районі носка його крилового профілю, і верхнім кільцевим Гподібним склопластиковим профілем 58, зовнішня поверхня вертикальної полиці якого відповідає зовнішній поверхні внутрішньої ТО 2 KH у районі площини обертання гвинта. Верхня секція 56 складального кондуктора утворена двома кільцевими Г-подібними склопластиковими профілями: нижнім 59 і верхнім 60 з вертикальними полицями, 29 що мають зовнішні поверхні, що відповідають зовнішнім поверхням внутрішньої ТО 2 KH, відповідно, у районі розташування площини обертання гвинта і в районі розташування хвостика крилового профілю KH. Всі чотири кільцевих склопластикових профілі 57-60 складального кондуктора строго співвісні KH, що виготовляє. Верхні й нижні кільцеві склопластикові профілі кожної секції складального кондуктора з'єднані між собою вертикальними металевими стійками 61, розташованими в районах стиків між OBOC 12 KH (див. Фіг.27). По всьому периметрі складального кондуктора між вертикальними металевими стійками 61 установлені металеві розкоси 62, що надають йому необхідну стійкість і жорсткість при зсуві (див. Фіг.28). Нижня 55 і верхня 56 секції складального кондуктора з'єднані між собою за допомогою рознімного болтового з'єднання по горизонтальних фланцях їх суміжних кільцевих Г-подібних склопластикових профілів 58, 59, розташованих у площині обертання гвинта. Монтажну зборку пропонованої конструкції KH починають із установки OBOC 12 KH у складальному кондукторі шляхом розміщення носків їх крилового профілю в нижньому кільцевому склопластиковому жолобі 57 нижньої секції 55 складального кондуктора (див. Фіг.27, 28). При цьому OBOC 12 KH установлюють приблизно з однаковими зазорами між їхніми торцями. Для наступної фіксації їх між собою використовують спеціальні притиски 63. Ці притиски 63 можуть бути виконані у вигляді плоских тяг, що проходять через згадані зазори між сусідніми OBOC 12 KH. Одним кінцем ці притиски 63 за допомогою болтів 64 з гайками 65 кріпляться до відповідних вертикальних металевих стійок 61 складального кондуктора. Інший кінець кожного притиску 63 забезпечений спеціальним прорізом, у яку заводиться спеціальний башмак 66, робоча поверхня якого має форму поверхні відповідної ділянки зовнішнього несучого шару 9 зовнішньої ТО 1 KH. Шляхом введення в прорізі притисків 63 поверх башмаків 66 спеціальних клинів 67 домагаються щільного притиснення внутрішніх поверхонь OBOC 12 KH до зовнішніх поверхонь вертикальних полиць кільцевих Г-подібних склопластикових профілів 58-60 складального кондуктора й поєднання попередньо виконаних співвісних отворів у торцевих стінках 13 суміжних Г-подібних фланців сусідніх OBOC 12 KH. Далі здійснюють кріпильне з'єднання всіх OBOC 12 KH між собою за допомогою болтів 19 з гайками 20, пропущених через співвісні отвори в суміжних торцевих стінках 13 Г-подібних фланців сусідніх OBOC 12 KH і стінці торцевої нервюри 18, розташованої між ними (див. Фіг.31, 32). При цьому, між торцевими стінками 13 Г-подібних фланців одного OBOC 12 і суміжної з нею торцевою нервюрою 18 іншого із двох сусідніх OBOC 12 KH у місцях розташування кріпильних елементів 19, 20, попередньо, поміщають тверді прокладки 21 з товщиною, рівній фактичній величині зазору між ними. Після цього порожнини жолобів 17, розташованих із внутрішніх сторін суміжних Г-подібних 87576 30 фланців цих OBOC 12 KH, між раніше встановленими в них вкладишами 24 з легкого пінопласту, заповнюють твердої полімерною композицією, що після свого отверждения утворить твердий заповнювач 22. Кріпильна частина монтажного з'єднання всіх OBOC 12 KH між собою, достатня для жорсткої фіксації їх взаємного положення, на цьому завершується. Це дозволяє притиски 63 разом з башмаками 66 і клинами 67 демонтувати, а зазори між торцевими стінками 13 Г-подібних фланців одного OBOC 12 і суміжної з нею торцевою нервюрою 18 іншого із двох сусідніх OBOC 12 KH у проміжках між твердими прокладками 21, частина з яких до цього була зайнята зазначеними притисками 63, заповнити прокладками 23 з легкого пінопласту (див. Фіг.16). Формовану частину монтажного з'єднання всіх OBOC 12 KH між собою здійснюють шляхом наформовки на зовнішні поверхні твердих прокладок 21, твердого заповнювача 22, прокладок 23 і вкладишів 24 з легкого пінопласту й на прилягаючі до них поверхні Sподібних силових елементів 16 з АП приформовочних накладок 25 (див. Фіг.3-5) з АП, що утворять надалі стовщення зовнішніх несучих шарів 9 зовнішньої 1 і внутрішньої 2 ШО KH уздовж стиків утворюючих його OBOC 12. Для повного завершення процесу виготовлення пропонованої конструкції KH залишилося всю отриману в результаті попередніх операцій заготівлю KH обформовать зовні з утворенням, після його отверждения, безперервного по всій зовнішній поверхні зовнішнього несучого шару 9 зовнішньої 1 і внутрішньої 2 ТО KH. Після відповідної обробки зовнішньої поверхні безперервного зовнішнього несучого шару 9 зовнішньої 1 і внутрішньої 2 ТО й нанесення на неї захиснодекоративного покриття KH готово (див. Фіг.33) Використані джерела 1. Симанович А.И., Тристанов Б.А. Конструкция корпуса промысловых судов. Учебник. - Л., Судостроение, 1990. 2. Колызаев Б.А., Косоруков А.И., Литвиненко В.А. Справочник по проектированию судов с динамическими принципами поддержания. - Л., Судостроение, 1980. 3. Кобелев В.Н., Коварский Л.М., Тимофеев СИ. Расчёт трёхслойных конструкций. Справочник. - M., Машиностроение, 1984. 4. Гиммельфарб А.Л. Основы конструирования в самолётостроении. Учебное пособие для высших авиационных учебных заведений. - M., Машиностроение, 1980. 5. Благов В.А., Калмычков А.П., Кобелев В.Н., Прохоров Б.Ф. Лёгкие судовые конструкции из пластмасс. - Л., Судостроение, 1969. 6. Патент РФ №2250824; МПК: В29С 69/00; опубл. 27.04.2005, Бюл. 7. Патент України №73608; МПК: В29С 69/00; опубл. 15.08.2005, Бюл. №8. 8. Патент України №8927; МПК: В63У 5/24, В63У 3/12; опубл. 30.09.1996, Бюл. №3. 9. Патент України №75649; МПК: В63У 5/00, В29С 70/04; опубл. 15.05.2006, Бюл. №5. 31 87576 32 33 87576 34 35 87576 36 37 87576 38 39 87576 40 41 87576 42 43 Комп’ютерна верстка А. Крулевський 87576 Підписне 44 Тираж 28 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюRing-nozzle of wing profile for screw propeller
Автори англійськоюPavlov Henadii Oleksiiovych
Назва патенту російськоюКольцо-насадка крыльевого профиля для винтового движителя
Автори російськоюПавлов Геннадий Алексеевич
МПК / Мітки
Мітки: крилового, рушія, профілю, гвинтового, кільце-насадка
Код посилання
<a href="https://ua.patents.su/22-87576-kilce-nasadka-krilovogo-profilyu-dlya-gvintovogo-rushiya.html" target="_blank" rel="follow" title="База патентів України">Кільце-насадка крилового профілю для гвинтового рушія</a>
Спосіб виготовлення об’ємної корпусної конструкції крилового профілю з тришаровою обшивкою з армованого пластика
Номер патенту: 75649
Опубліковано: 15.05.2006
Автори: Павлов Геннадій Олексійович, Богатов Ленінар Іванович, Поспєлов Михайло Володимирович
МПК: B29C 70/04, B63B 5/00
Мітки: конструкції, корпусної, об'ємної, тришаровою, армованого, спосіб, крилового, виготовлення, пластика, обшивкою, профілю
Формула / Реферат:
1. Спосіб виготовлення об'ємної корпусної конструкції крилового профілю з тришаровою обшивкою з армованого пластика, що включає формування внутрішнього несучого шару тришарової обшивки конструкції, формування суцільного шару заповнювача тришарової обшивки з покладених упритул один до одного трубчастих елементів, формування зовнішнього несучого шару тришарової обшивки конструкції й затвердівання заготівки об'ємної корпусної конструкції в...
Кільце-насадка із полімерних композитних матеріалів на рушійний гвинт
Номер патенту: 36005
Опубліковано: 16.04.2001
Автор: Живило Володимир Сергійович
МПК: B63B 3/14, B60V 1/00, B63B 5/00
Мітки: матеріалів, гвинт, кільце-насадка, полімерних, композитних, рушійній
Формула / Реферат:
Кільце-насадка із полімерних композитних матеріалів на рушійний гвинт, яке складається із внутрішньої у розташованої зі сторони рушійного гвинта, і зовнішньої обшивних панелей, які з'єднуються в зоні носика і по хвостику кільця-насадки та внутрішнього фермового набору, розташованого по полицях поздовжніх та поперечних "П"-подібних ребер жорсткості обшивних панелей, яке відрізняється тим, що стійки та розкоси внутрішнього...
Робочий орган гвинтового транспортера-подрібнювача
Номер патенту: 59288
Опубліковано: 15.08.2003
Автори: Вовк Інна Володимирівна, Гевко Роман Богданович
МПК: B65G 33/26, B65G 33/16
Мітки: робочий, гвинтового, орган, транспортера-подрібнювача
Формула / Реферат:
Робочий орган гвинтового транспортера-подрібнювача, що містить вал, на якому закріплена суцільна спіраль змінного профілю, який відрізняється тим, що периферійна поверхня спіралі утворена у вигляді окремих пелюстків, торцеві поверхні яких виконані заточеними, причому робочі різальні кромки пелюстків зміщені відносно неробочих кромок наступних пелюстків.
Робочий орган гнучкого гвинтового конвеєра
Номер патенту: 28967
Опубліковано: 16.10.2000
Автори: Пік Андрій Іванович, Гевко Роман Богданович
МПК: B65G 33/16, B65G 33/26
Мітки: конвеєра, гвинтового, гнучкого, робочий, орган
Формула / Реферат:
1. Робочий орган гнучкого гвинтового конвейєра, що містить гнучкий вал, на якому секційно закріплені окремі гвинтові лопатки, який відрізняється тим, що гнучкий вал виконаний у вигляді П-подібних пружних пластин, жорстко закріплених між собою і зміщених одна відносно одної у коловому напрямку, причому між П-подібними пружними пластинами закріплені гвинтові лопатки.2. Робочий орган гнучкого гвинтового конвеєра по п. 1, який...
Арматурний стержень періодичного профілю
Номер патенту: 82725
Опубліковано: 12.05.2008
Автори: Мєшков Владімір Зусьєвіч, Тіхонов Ігорь Ніколаєвіч, Судаков Геральд Ніколаєвіч, Тіщєнко Владімір Андрєєвіч, Бондарєнко Алєксандр Ніколаєвіч, Звєздов Андрєй Івановіч, Маточкін Віктор Аркадієвіч, Мухамєдієв Тахір Абдурахмановіч, Андріанов Ніколай Вікторовіч
МПК: E04C 5/01
Мітки: профілю, стержень, арматурний, періодичного
Формула / Реферат:
1. Арматурний стержень періодичного профілю з осердям круглого перерізу і похилими серпоподібними поперечними виступами на поверхні, який відрізняється тим, що похилі серпоподібні поперечні виступи розміщені на поверхні з кутом обхвату стержня 140-180°, вершини суміжних поперечних виступів розміщені у взаємно перпендикулярних осьових площинах стержня, а відношення максимальної висоти поперечного виступу до кроку складає 0,12-0,3.2....
Попередній патент: Спосіб визначення технічного стану ділянок лінії головного приводу першої кліті при безперервній прокатці заготовки у двох суміжних клітях
Наступний патент: Каркас багатоповерхової будівлі
Випадковий патент: Ротаційна машина трафаретного друку