Спосіб виготовлення об’ємної корпусної конструкції крилового профілю з тришаровою обшивкою з армованого пластика
Номер патенту: 75649
Опубліковано: 15.05.2006
Автори: Богатов Ленінар Іванович, Павлов Геннадій Олексійович, Поспєлов Михайло Володимирович
Формула / Реферат
1. Спосіб виготовлення об'ємної корпусної конструкції крилового профілю з тришаровою обшивкою з армованого пластика, що включає формування внутрішнього несучого шару тришарової обшивки конструкції, формування суцільного шару заповнювача тришарової обшивки з покладених упритул один до одного трубчастих елементів, формування зовнішнього несучого шару тришарової обшивки конструкції й затвердівання заготівки об'ємної корпусної конструкції в прес-формі, який відрізняється тим, що спочатку в кожній з матриць, що утворюють прес-форму, формують розташовані уздовж носової і хвостової крайок крилового профілю сполучні елементи, у проміжках між ними формують заготівку суцільного шару заповнювача тришарової обшивки панелі і отверджують її, поверх суцільного шару отвердженого заповнювача формують внутрішній несучий шар тришарової обшивки панелі, потім до внутрішнього несучого шару тришарової обшивки однієї з панелей об'ємної корпусної конструкції приформовують заздалегідь відформовані і затверділі елементи внутрішнього набору об'ємної корпусної конструкції, заготівки обох панелей об'ємної корпусної конструкції, шляхом їх склеювання в прес-формі по носовому і хвостовому сполучних елементах і приформування елементів внутрішнього набору до внутрішнього несучого шару в заготівці другої панелі об'ємної корпусної конструкції, з'єднують між собою, а отриману в такий спосіб заготівку об'ємної корпусної конструкції обформовують по всій її зовнішній поверхні з утворенням монолітного зовнішнього несучого шару її тришарової обшивки.
2. Спосіб виготовлення об'ємної корпусної конструкції за п. 1, який відрізняється тим, що заготівку суцільного шару заповнювача тришарової обшивки кожної панелі об'ємної корпусної конструкції формують у матриці шляхом укладання попередньо відформованих і затверділих трубчастих елементів з армованого пластика і склеювання їх між собою з раніше відформованими сполучними елементами.
Текст
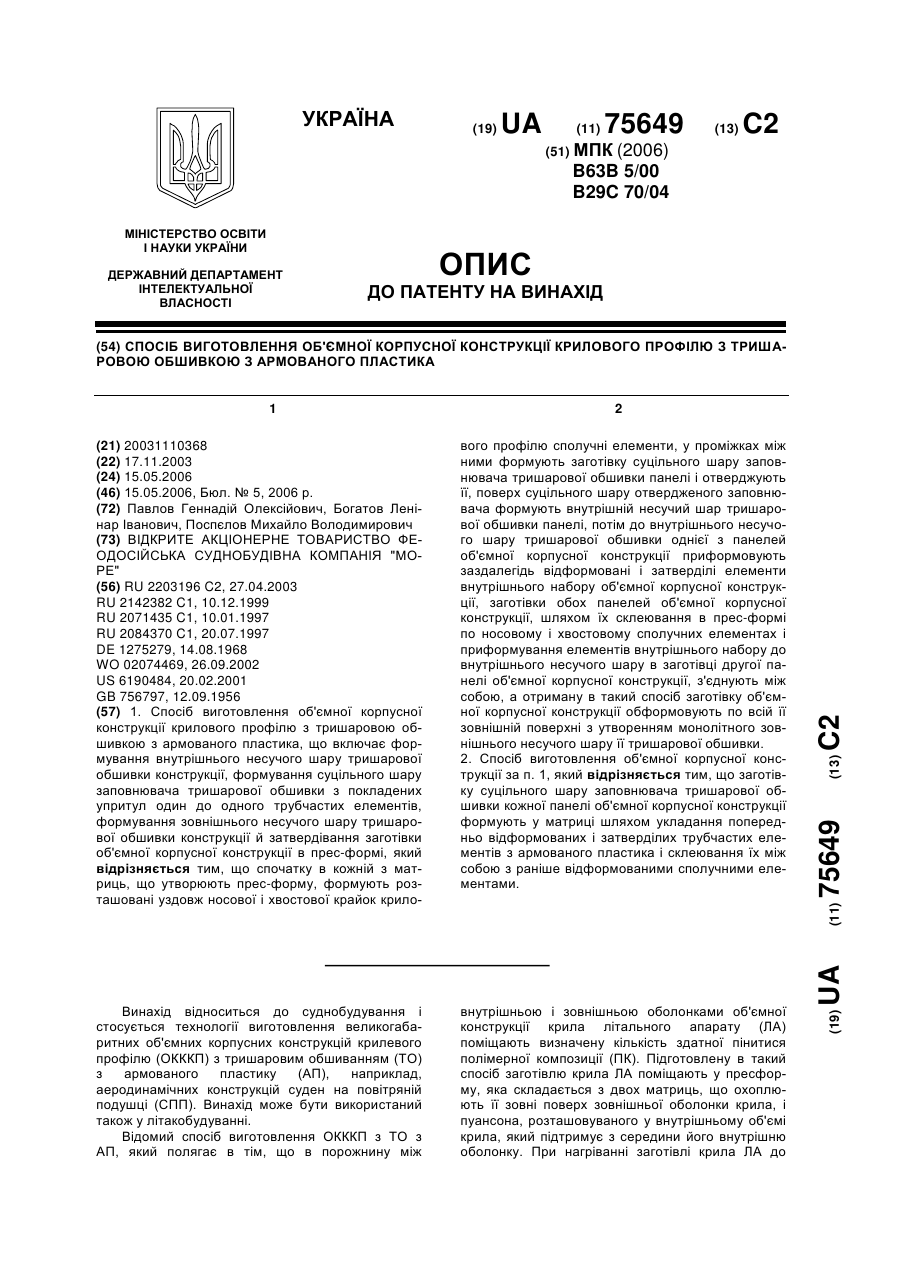
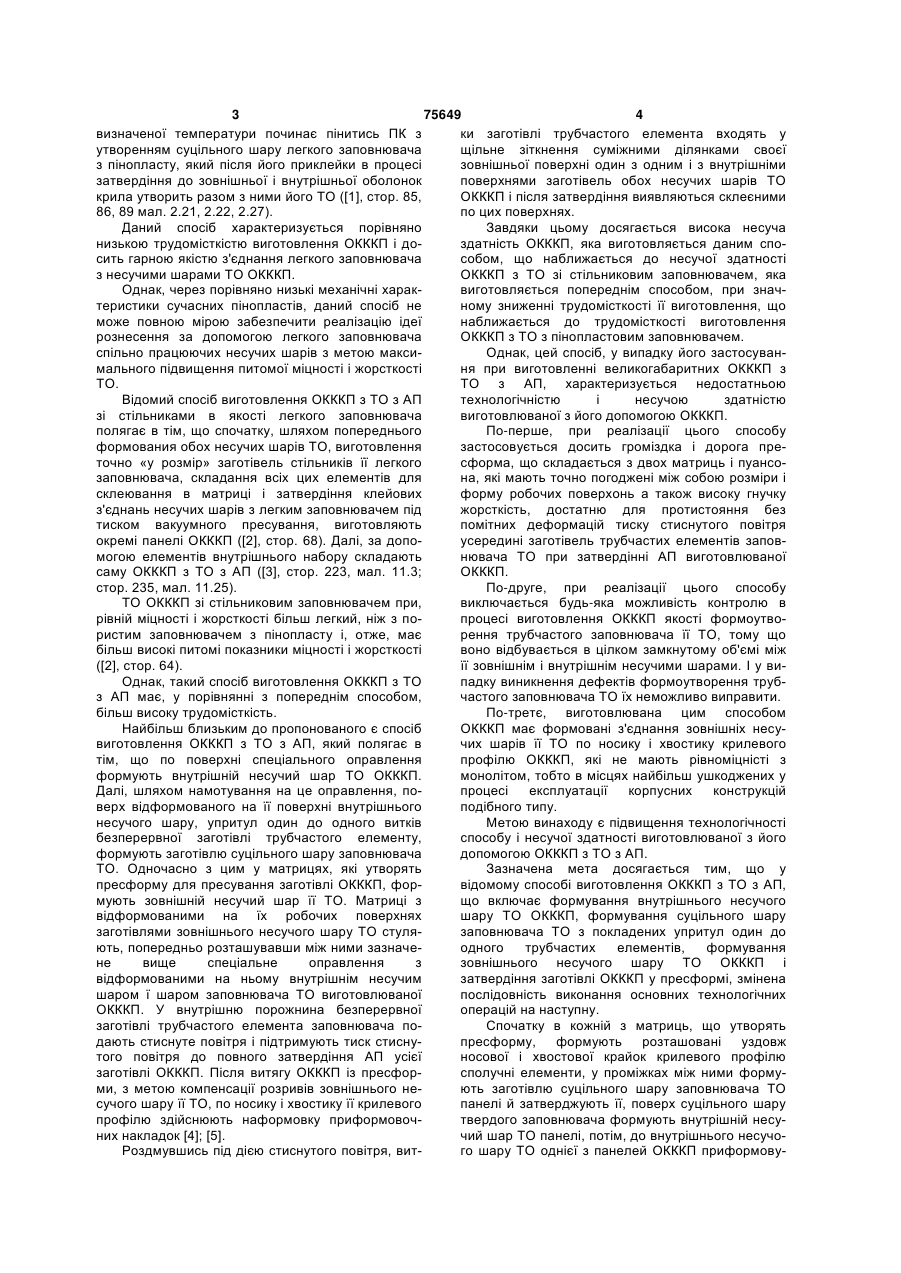
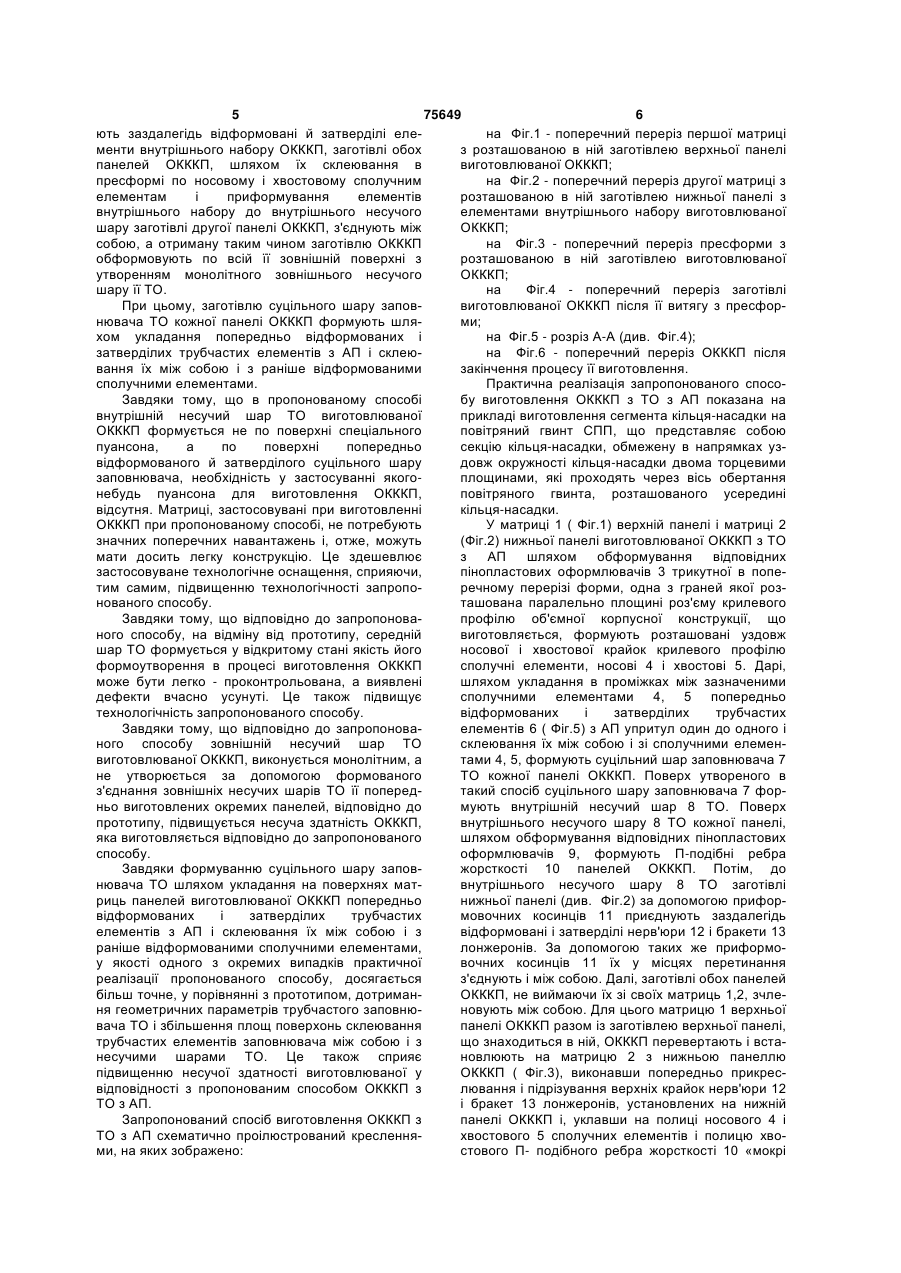
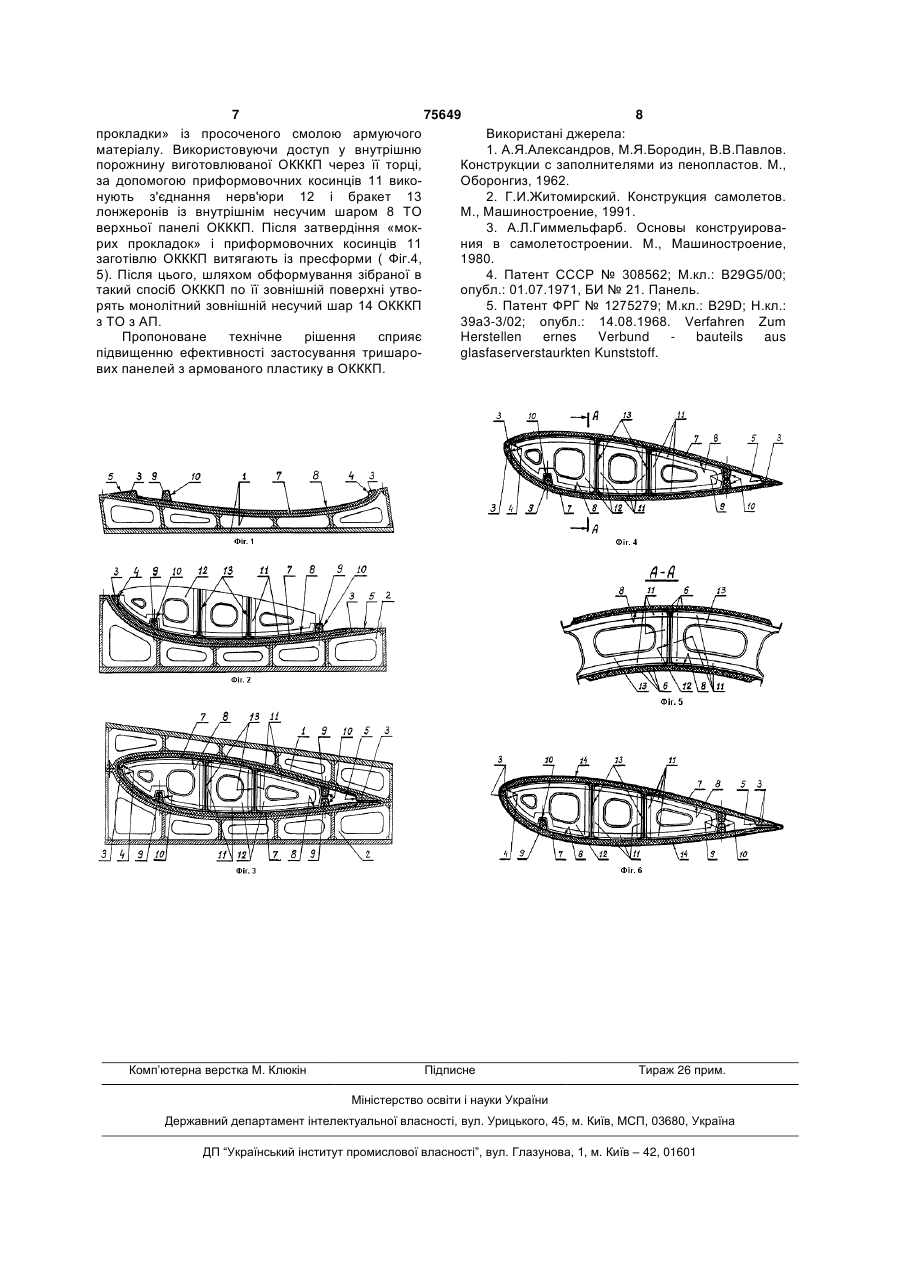
1. Спосіб виготовлення об'ємної корпусної конструкції крилового профілю з тришаровою обшивкою з армованого пластика, що включає формування внутрішнього несучого шару тришарової обшивки конструкції, формування суцільного шару заповнювача тришарової обшивки з покладених упритул один до одного трубчастих елементів, формування зовнішнього несучого шару тришарової обшивки конструкції й затвердівання заготівки об'ємної корпусної конструкції в прес-формі, який відрізняється тим, що спочатку в кожній з матриць, що утворюють прес-форму, формують розташовані уздовж носової і хвостової крайок крило C2 2 (19) 1 3 75649 4 визначеної температури починає пінитись ПК з ки заготівлі трубчастого елемента входять у утворенням суцільного шару легкого заповнювача щільне зіткнення суміжними ділянками своєї з пінопласту, який після його приклейки в процесі зовнішньої поверхні один з одним і з внутрішніми затвердіння до зовнішньої і внутрішньої оболонок поверхнями заготівель обох несучих шарів ТО крила утворить разом з ними його ТО ([1], cтop. 85, ОКККП і після затвердіння виявляються склеєними 86, 89 мал. 2.21, 2.22, 2.27). по цих поверхнях. Даний спосіб характеризується порівняно Завдяки цьому досягається висока несуча низькою трудомісткістю виготовлення ОКККП і доздатність ОКККП, яка виготовляється даним спосить гарною якістю з'єднання легкого заповнювача собом, що наближається до несучої здатності з несучими шарами ТО ОКККП. ОКККП з ТО зі стільниковим заповнювачем, яка Однак, через порівняно низькі механічні хараквиготовляється попереднім способом, при значтеристики сучасних пінопластів, даний спосіб не ному зниженні трудомісткості її виготовлення, що може повною мірою забезпечити реалізацію ідеї наближається до трудомісткості виготовлення рознесення за допомогою легкого заповнювача ОКККП з ТО з пінопластовим заповнювачем. спільно працюючих несучих шарів з метою максиОднак, цей спосіб, у випадку його застосуванмального підвищення питомої міцності і жорсткості ня при виготовленні великогабаритних ОКККП з ТО. ТО з АП, характеризується недостатньою Відомий спосіб виготовлення ОКККП з ТО з АП технологічністю і несучою здатністю зі стільниками в якості легкого заповнювача виготовлюваної з його допомогою ОКККП. полягає в тім, що спочатку, шляхом попереднього По-перше, при реалізації цього способу формования обох несучих шарів ТО, виготовлення застосовується досить громіздка і дорога преточно «у розмір» заготівель стільників її легкого сформа, що складається з двох матриць і пуансозаповнювача, складання всіх цих елементів для на, які мають точно погоджені між собою розміри і склеювання в матриці і затвердіння клейових форму робочих поверхонь а також високу гнучку з'єднань несучих шарів з легким заповнювачем під жорсткість, достатню для протистояння без тиском вакуумного пресування, виготовляють помітних деформацій тиску стиснутого повітря окремі панелі ОКККП ([2], стор. 68). Далі, за допоусередині заготівель трубчастих елементів заповмогою елементів внутрішнього набору складають нювача ТО при затвердінні АП виготовлюваної саму ОКККП з ТО з АП ([3], стор. 223, мал. 11.3; ОКККП. cтop. 235, мал. 11.25). По-друге, при реалізації цього способу ТО ОКККП зі стільниковим заповнювачем при, виключається будь-яка можливість контролю в рівній міцності і жорсткості більш легкий, ніж з попроцесі виготовлення ОКККП якості формоутвористим заповнювачем з пінопласту і, отже, має рення трубчастого заповнювача її ТО, тому що більш високі питомі показники міцності і жорсткості воно відбувається в цілком замкнутому об'ємі між ([2], стор. 64). її зовнішнім і внутрішнім несучими шарами. І у виОднак, такий спосіб виготовлення ОКККП з ТО падку виникнення дефектів формоутворення трубз АП має, у порівнянні з попереднім способом, частого заповнювача ТО їх неможливо виправити. більш високу трудомісткість. По-третє, виготовлювана цим способом Найбільш близьким до пропонованого є спосіб ОКККП має формовані з'єднання зовнішніх несувиготовлення ОКККП з ТО з АП, який полягає в чих шарів її ТО по носику і хвостику крилевого тім, що по поверхні спеціального оправлення профілю ОКККП, які не мають рівноміцністі з формують внутрішній несучий шар ТО ОКККП. монолітом, тобто в місцях найбільш ушкоджених у Далі, шляхом намотування на це оправлення, попроцесі експлуатації корпусних конструкцій верх відформованого на її поверхні внутрішнього подібного типу. несучого шару, упритул один до одного витків Метою винаходу є підвищення технологічності безперервної заготівлі трубчастого елементу, способу і несучої здатності виготовлюваної з його формують заготівлю суцільного шару заповнювача допомогою ОКККП з ТО з АП. ТО. Одночасно з цим у матрицях, які утворять Зазначена мета досягається тим, що у пресформу для пресування заготівлі ОКККП, форвідомому способі виготовлення ОКККП з ТО з АП, мують зовнішній несучий шар її ТО. Матриці з що включає формування внутрішнього несучого відформованими на їх робочих поверхнях шару ТО ОКККП, формування суцільного шару заготівлями зовнішнього несучого шару ТО стулязаповнювача ТО з покладених упритул один до ють, попередньо розташувавши між ними зазначеодного трубчастих елементів, формування не вище спеціальне оправлення з зовнішнього несучого шару ТО ОКККП і відформованими на ньому внутрішнім несучим затвердіння заготівлі ОКККП у пресформі, змінена шаром ї шаром заповнювача ТО виготовлюваної послідовність виконання основних технологічних ОКККП. У внутрішню порожнина безперервної операцій на наступну. заготівлі трубчастого елемента заповнювача поСпочатку в кожній з матриць, що утворять дають стиснуте повітря і підтримують тиск стиснупресформу, формують розташовані уздовж того повітря до повного затвердіння АП усієї носової і хвостової крайок крилевого профілю заготівлі ОКККП. Після витягу ОКККП із пресфорсполучні елементи, у проміжках між ними формуми, з метою компенсації розривів зовнішнього неють заготівлю суцільного шару заповнювача ТО сучого шару її ТО, по носику і хвостику її крилевого панелі й затверджують її, поверх суцільного шару профілю здійснюють наформовку приформовочтвердого заповнювача формують внутрішній несуних накладок [4]; [5]. чий шар ТО панелі, потім, до внутрішнього несучоРоздмувшись під дією стиснутого повітря, витго шару ТО однієї з панелей ОКККП приформову 5 75649 6 ють заздалегідь відформовані й затверділі елена Фіг.1 - поперечний переріз першої матриці менти внутрішнього набору ОКККП, заготівлі обох з розташованою в ній заготівлею верхньої панелі панелей ОКККП, шляхом їх склеювання в виготовлюваної ОКККП; пресформі по носовому і хвостовому сполучним на Фіг.2 - поперечний переріз другої матриці з елементам і приформування елементів розташованою в ній заготівлею нижньої панелі з внутрішнього набору до внутрішнього несучого елементами внутрішнього набору виготовлюваної шару заготівлі другої панелі ОКККП, з'єднують між ОКККП; собою, а отриману таким чином заготівлю ОКККП на Фіг.3 - поперечний переріз пресформи з обформовують по всій її зовнішній поверхні з розташованою в ній заготівлею виготовлюваної утворенням монолітного зовнішнього несучого ОКККП; шару її ТО. на Фіг.4 - поперечний переріз заготівлі При цьому, заготівлю суцільного шару заповвиготовлюваної ОКККП після її витягу з пресфорнювача ТО кожної панелі ОКККП формують шлями; хом укладання попередньо відформованих і на Фіг.5 - розріз А-А (див. Фіг.4); затверділих трубчастих елементів з АП і склеюна Фіг.6 - поперечний переріз ОКККП після вання їх між собою і з раніше відформованими закінчення процесу її виготовлення. сполучними елементами. Практична реалізація запропонованого спосоЗавдяки тому, що в пропонованому способі бу виготовлення ОКККП з ТО з АП показана на внутрішній несучий шар ТО виготовлюваної прикладі виготовлення сегмента кільця-насадки на ОКККП формується не по поверхні спеціального повітряний гвинт СПП, що представляє собою пуансона, а по поверхні попередньо секцію кільця-насадки, обмежену в напрямках узвідформованого й затверділого суцільного шару довж окружності кільця-насадки двома торцевими заповнювача, необхідність у застосуванні якогоплощинами, які проходять через вісь обертання небудь пуансона для виготовлення ОКККП, повітряного гвинта, розташованого усередині відсутня. Матриці, застосовувані при виготовленні кільця-насадки. ОКККП при пропонованому способі, не потребують У матриці 1 ( Фіг.1) верхній панелі і матриці 2 значних поперечних навантажень і, отже, можуть (Фіг.2) нижньої панелі виготовлюваної ОКККП з ТО мати досить легку конструкцію. Це здешевлює з АП шляхом обформування відповідних застосовуване технологічне оснащення, сприяючи, пінопластових оформлювачів 3 трикутної в попетим самим, підвищенню технологічності запропоречному перерізі форми, одна з граней якої рознованого способу. ташована паралельно площині роз'єму крилевого Завдяки тому, що відповідно до запропоновапрофілю об'ємної корпусної конструкції, що ного способу, на відміну від прототипу, середній виготовляється, формують розташовані уздовж шар ТО формується у відкритому стані якість його носової і хвостової крайок крилевого профілю формоутворення в процесі виготовлення ОКККП сполучні елементи, носові 4 і хвостові 5. Дарі, може бути легко - проконтрольована, а виявлені шляхом укладання в проміжках між зазначеними дефекти вчасно усунуті. Це також підвищує сполучними елементами 4, 5 попередньо технологічність запропонованого способу. відформованих і затверділих трубчастих Завдяки тому, що відповідно до запропоноваелементів 6 ( Фіг.5) з АП упритул один до одного і ного способу зовнішній несучий шар ТО склеювання їх між собою і зі сполучними елеменвиготовлюваної ОКККП, виконується монолітним, а тами 4, 5, формують суцільний шар заповнювача 7 не утворюється за допомогою формованого ТО кожної панелі ОКККП. Поверх утвореного в з'єднання зовнішніх несучих шарів ТО її попередтакий спосіб суцільного шару заповнювача 7 форньо виготовлених окремих панелей, відповідно до мують внутрішній несучий шар 8 ТО. Поверх прототипу, підвищується несуча здатність ОКККП, внутрішнього несучого шару 8 ТО кожної панелі, яка виготовляється відповідно до запропонованого шляхом обформування відповідних пінопластових способу. оформлювачів 9, формують П-подібні ребра Завдяки формуванню суцільного шару заповжорсткості 10 панелей ОКККП. Потім, до нювача ТО шляхом укладання на поверхнях матвнутрішнього несучого шару 8 ТО заготівлі риць панелей виготовлюваної ОКККП попередньо нижньої панелі (див. Фіг.2) за допомогою прифорвідформованих і затверділих трубчастих мовочних косинців 11 приєднують заздалегідь елементів з АП і склеювання їх між собою і з відформовані і затверділі нерв'юри 12 і бракети 13 раніше відформованими сполучними елементами, лонжеронів. За допомогою таких же приформоу якості одного з окремих випадків практичної вочних косинців 11 їх у місцях перетинання реалізації пропонованого способу, досягається з'єднують і між собою. Далі, заготівлі обох панелей більш точне, у порівнянні з прототипом, дотриманОКККП, не виймаючи їх зі своїх матриць 1,2, зчленя геометричних параметрів трубчастого заповнюновують між собою. Для цього матрицю 1 верхньої вача ТО і збільшення площ поверхонь склеювання панелі ОКККП разом із заготівлею верхньої панелі, трубчастих елементів заповнювача між собою і з що знаходиться в ній, ОКККП перевертають і встанесучими шарами ТО. Це також сприяє новлюють на матрицю 2 з нижньою панеллю підвищенню несучої здатності виготовлюваної у ОКККП ( Фіг.3), виконавши попередньо прикресвідповідності з пропонованим способом ОКККП з лювання і підрізування верхніх крайок нерв'юри 12 ТО з АП. і бракет 13 лонжеронів, установлених на нижній Запропонований спосіб виготовлення ОКККП з панелі ОКККП і, уклавши на полиці носового 4 і ТО з АП схематично проілюстрований кресленняхвостового 5 сполучних елементів і полицю хвоми, на яких зображено: стового П- подібного ребра жорсткості 10 «мокрі 7 75649 8 прокладки» із просоченого смолою армуючого Використані джерела: матеріалу. Використовуючи доступ у внутрішню 1. А.Я.Александров, М.Я.Бородин, В.В.Павлов. порожнину виготовлюваної ОКККП через її торці, Конструкции с заполнителями из пенопластов. М., за допомогою приформовочних косинців 11 викоОборонгиз, 1962. нують з'єднання нерв'юри 12 і бракет 13 2. Г.И.Житомирский. Конструкция самолетов. лонжеронів із внутрішнім несучим шаром 8 ТО М., Машиностроение, 1991. верхньої панелі ОКККП. Після затвердіння «мок3. А.Л.Гиммельфарб. Основы конструироварих прокладок» і приформовочних косинців 11 ния в самолетостроении. М., Машиностроение, заготівлю ОКККП витягають із пресформи ( Фіг.4, 1980. 5). Після цього, шляхом обформування зібраної в 4. Патент СССР № 308562; М.кл.: B29G5/00; такий спосіб ОКККП по її зовнішній поверхні утвоопубл.: 01.07.1971, БИ № 21. Панель. рять монолітний зовнішній несучий шар 14 ОКККП 5. Патент ФРГ № 1275279; М.кл.: B29D; Н.кл.: з ТО з АП. 39а3-3/02; опубл.: 14.08.1968. Verfahren Zum Пропоноване технічне рішення сприяє Herstellen ernes Verbund bauteils aus підвищенню ефективності застосування тришароglasfaserverstaurkten Kunststoff. вих панелей з армованого пластику в ОКККП. Комп’ютерна верстка М. Клюкін Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for production of hull structures of wing section with the sandwich skin of reinforced plastic
Автори англійськоюPavlov Hennadii Oleksiiovych, Bohatov Leninar Ivanovych
Назва патенту російськоюСпособ изготовления объемной корпусной конструкции профиля крыла с трехслойной обшивкой из армированного пластика
Автори російськоюПавлов Геннадий Алексеевич, Богатов Ленинар Иванович
МПК / Мітки
МПК: B63B 5/00, B29C 70/04
Мітки: пластика, обшивкою, об'ємної, профілю, крилового, корпусної, конструкції, спосіб, тришаровою, армованого, виготовлення
Код посилання
<a href="https://ua.patents.su/4-75649-sposib-vigotovlennya-obehmno-korpusno-konstrukci-krilovogo-profilyu-z-trisharovoyu-obshivkoyu-z-armovanogo-plastika.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення об’ємної корпусної конструкції крилового профілю з тришаровою обшивкою з армованого пластика</a>
Засіб виготовлення суднової тришароватої з армованого пластика

Номер патенту: 8931
Опубліковано: 30.09.1996
Автор: Павлов Геннадій Олексійович
МПК: B63B 5/00
Мітки: тришароватої, армованого, суднової, засіб, пластика, виготовлення
Спосіб виготовлення тришарової панелі з армованого пластику з заповнювачем із трубчастих елементів
Номер патенту: 73608
Опубліковано: 15.08.2005
Автори: Поспєлов Михайло Володимирович, Павлов Геннадій Олексійович, Богатов Ленінар Іванович
МПК: B29C 69/00
Мітки: заповнювачем, трубчастих, спосіб, елементів, панелі, пластику, тришарової, виготовлення, армованого
Формула / Реферат:
1. Спосіб виготовлення тришарової панелі з армованого пластику з заповнювачем із трубчастих елементів, який включає формування нижнього несучого шару, укладання впритул один до одного трубчастих елементів заповнювача, формування поверх них верхнього несучого шару і затвердіння всіх елементів тришарової панелі, який відрізняється тим, що спочатку з попередньо відформованих і затверділих трубчастих елементів заповнювача виготовляють блоки, які...
Спосіб з’єднання сталевої деталі зі стержнем з армованого волокнами пластика

Номер патенту: 29783
Опубліковано: 15.11.2000
Автори: Гуменюк Сергій Богданович, Кіндрачук Сергій Мирославович, Копей Богдан Володимирович
МПК: F16B 11/00
Мітки: сталевої, армованого, спосіб, з'єднання, волокнами, стержнем, пластика, деталі
Формула / Реферат:
1. Спосіб з'єднання сталевої деталі зі стержнем з армованого волокнами пластика, згідно з яким стержень вставляють у сталеву деталь, на внутрішній поверхні якої виконують виступи для центрування стержня та кільцеві проточки, і утворений між ними зазор заповнюють клеєм, який відрізняється тим, що на дні гнізда сталевої деталі виконують конусну поверхню, до котрої приклеюють кінець стержня, який виконують з розпушеними, просоченими клеєм,...
Спосіб виготовлення армованого матеріалу
Номер патенту: 45148
Опубліковано: 15.03.2002
Автори: Рожнятовська Анна Олександрівна, Бендик Ольга Іванівна, Сорока Дмитро Борисович
МПК: D06N 3/00
Мітки: армованого, матеріалу, спосіб, виготовлення
Формула / Реферат:
1. Спосіб виготовлення армованого матеріалу, який полягає в нанесенні на основу з лицьового та зворотного боку нашарування із полівінілхлоридного пластикату, який відрізняється тим, що як основу використовують текстильний матеріал із наскрізними порами, при цьому полівінілхлоридний пластикат наносять на лицьовий та зворотний бік розм'якшеним із наступним вдавлюванням його в наскрізні пори нагрітими валами каландра.2. Спосіб по п. 1,...
Спосіб виготовлення профілю
Номер патенту: 12296
Опубліковано: 16.01.2006
Автори: Войцішевський Олександр Анатолійович, Науменко Володимир Миколайович
МПК: B21B 1/38
Мітки: профілю, виготовлення, спосіб
Формула / Реферат:
Спосіб виготовлення профілю, що включає деформування його плоскої заготовки прокаткою у рельєфних валках із формуванням заглибин на поверхні плоскої заготовки, який відрізняється тим, що заглибини формують у вигляді однорідних півсфер, а відстань між центрами цих півсфер вибирають із наступного співвідношення: L=(2-8)D де: L - відстань між центрами півсфер, мм; D - діаметр півсфери, мм.
Попередній патент: Гіротеодоліт
Наступний патент: Спосіб одержання ксантофілу
Випадковий патент: Фармацевтична композиція на основі похідних азетидину