Установка для виготовлення стента(варіанти)
Формула / Реферат
1. Установка для виготовлення стента, що включає засоби для розміщення плоского листа металу, сердечник, що має у цілому циліндричну зовнішню поверхню, пристрій для встановлення сердечника перед основною поверхнею плоского листа металу і засоби для деформування листа металу, яка відрізняється тим, що засоби для розміщення плоского листа металу, включають платформу, пристосовану для. розміщення плоского листа металу для формування стента, при цьому плоский лист металу має подовжню вісь, першу основну поверхню, другу основну поверхню, першу довгу сторону і другу дрвгу сторону, де перша і згадана друга довгі сторони у цілому паралельні подовжній осі листа, сердечник, що має у цілому циліндричну зовнішню поверхню, має перший кінець і другий кінець, які визначають подовжню вісь, при цьому сердечник має такі розміри, що діаметр його поперечного перелізу у цілому дорівнює внутрішньому діаметру поперечного переріз стента або менше цього внутрішнього діаметра, має засоби для деформування листа металу, що включають множину розміщених по периметру сердечника деформуючих лез для деформування плоского листа металу навколо зовнішньої поверхні сердечника таким чином, щоб плоский лист металу деформувався в у цілому трубчасту форму, при цьому леза розміщені між першим і другим кінцями сердечника, і кожне із деформуючих лез пристосоване для незалежного і вибіркового руху в першому напрямі до сердечника і у другому напрямі від сердечника так, щоб вибірково ударятися об сердечник або об дільницю листа, розташовану між сердечником і кожним із деформуючих лез, крім того, кожне із деформуючих лез пристосоване таким чином, що при деформуванні, стента в трубчасту форму перша довга сторона і друга довга сторона листа залишаються практично паралельними одна одній, засоби для вибіркового переміщення кожного із деформуючих лез в першому напрямі до сердечника і у другому напрямі від сердечника, і засоби для кріплення першої довгої сторони до згаданої другої довгої сторони, де множина деформуючих лез пристосована. таким чином, щоб фіксувати першу довгу сторону до другої довгої сторони на зовнішній поверхні сердечника і забезпечити контакт лазера до першої довгої сторони і другої довгої сторони для скріплення першої, довгої сторони до другої довгої сторони, і де множина деформуючих лез забезпечені множиною фестончастих апертур, ці апертури мають такі розміри і розташовані таким чином, щоб забезпечити можливість множині лез фіксувати першу довгу сторону до другої довгої сторони на зовнішній, поверхні сердечника при забезпеченні доступу лазера до заданої ділянщй першої довгої сторони і другої довгої сторони для скріплення першої довгої сторони до другої довгої сторони.
2. Установка для виготовлення стента, що включає корпус лазера, лазер, розташований всередині корпусу і вибірковопереміщуваний в корпусі, рухливий стіл, сердечник, що має практично циліндричну зовнішню поверхню, засоби для встановлення сердечника і комп'ютер, яка відрізняється тим, що рухливий стіл має перший і другий торці і пристосований для вибіркового руху всередину корпусу лазера і із нього і пристосований таким чином, що коли перший торець стола знаходиться всередині корпусу лазера, другий торець стола знаходиться зовні корпусу, а коли другий торець стола знаходиться всередині корпусу лазера, перший торець стола знаходиться зовні корпусу лазера, множину згинальних пристосувань для стеніа, розташованих біля першого торця згаданого стола, і має множину згинальних пристосувань для стеніа, розташованих біля другого торця згаданого стола, де кожне із згинальних пристосувань. містить основу, що має платформу, пристосовану для розміщення плоского листа металу, який буде формуватися в стент, при цьому плоский лист металу має подовжню вісь, першу основну поверхню, другу основну поверхню, першу довгу сторону і другу довгу сторону, де перша і друга довгі сторони у цілому паралельні подовжній осі, крім того, лист забезпечений множиною орієнтовних апертур, множину орієнтовних штифтів, виступнійі з кожної платформи, при цьому розміри штифтів такі, щоб входити в орієнтовні апертури для орієнтації листа на платформі, сердечник, що має практично циліндричну зовнішню поверхню має перший і другий кінці, що визначають подовжню вісь, при цьому сердечник має такі розміри, що діаметр його поперечного переріз у цілому рівний внутрішньому діаметру стента, який повинен бути виготовлений, або менше цього внутрішнього діаметра, а платформа має перший угнутий паз для розміщення першого кінця сердечника і другий угнутий паз для розміщення другого кінця сердечника, де засоби для встановлення сердечника, виконані у вигляді важеля з шарнірним кріпленням до платформи, пристосованого для руху в першому напрямі до платформи і у другому напрямі від платформи, призначений для фіксації сердечника на основній поверхні плоского листа металу, перше деформуюче лезо, забезпечене першим деформуючим наконечником, друге деформуюче лезо, забезпечене другим деформуючим наконечником, третє деформуюче лезо, забезпечене третім деформуючим наконечником, четверте деформуюче лезо, забезпечене четвертим деформуючим наконечником, п'яте деформуюче лезо, забезпечене п'ятим деформуючим наконечником, і шосте деформуюче лезо, забезпечене шостим деформуючим наконечником, при цьому леза розташовані навколо зовнішньої поверхні сердечника, а наконечники деформуючих лез пристосовані таким чином, щоб деформувати плоский лист металу навколо зовнішньої поверхні сердечника в у цілому трубчасту форму, у цілому відповідну зовнішній поверхні, деформуючі леза розташовані між першим кінцем і згаданим другим кінцем сердечника, і кожне із деформуючих лез пристосоване для незалежного і вибіркового руху в першому напрямі до сердечника і у другому напрямі від сердечника так, щоб наконечники деформуючих лез вибірйоао ударялися об сердечник або об дільницю листа, розташовану між сердечником і кожним із наконечників деформуючих лез, крім того, кожне із деформуючих лез пристосоване таким чином, що при деформуванні стента в трубчасту форму перша довга сторона і друга довга сторона залишаються практично паралельними одна одній, наконечники третього і шостого деформуючих лез забезпечені множиною фестончастих лазерних апертур, які мають такі розміри і розміщення, щоб забезпечити фіксацію наконечниками третього і шостого деформуючих лез першої довгої сторони і другої довгої сторони на зовнішній. поверхні сердечника при забезпеченні доступу лазера до заданих дільниць першої довгої сторони і другої довгої сторони, щоб зробити зварйіння першої довгої сторони із другою довгою стороною, перший мотор, приєднаний до першого деформуючого леза, другий мотор, приєднаний до другого деформуючого леза, третій мотор, приєднаний до третього деформуючого леза, четвертий мотор, приєднаний до четвертого деформуючого леза, п'ятий мотор, приєднаний до п'ятого деформуючого леза, і шостий мотор, приєднаний до шостого деформуючого леза, при цьому кожний мотор пристосований до вибіркового переміщення кожного деформуючого леза, до якого він приєднаний, у першому напрямі до сердечника і у другому напрямі від сердечника, комп'ютер управляє послідовністю, в якій перший торець стола і другий торець стола розміщуються всередині корпусу лазера, управляє послідовністю і мірою, з якої кожний із множини наконечників деформуючих лез ударяється об сердечник або об дільницю листа, розташовану між сердечником і кожним із наконечників деформуючих лез, і управляє послідовністю, схемою, розміщенням і кількістю енергії, що прикладається лазером до кожної із першої і другої довгих сторін кожного із листів, розташованих на кожному з множини згинальних пристосувань для стентів.
3. Установка за п. 2, яка відрізняється тим, що кожний із наконечників деформуючих лез має довжину, у цілому рівну першій і другій довгим сторонам плоского листа металу.
4. Установка за п. 2, яка відрізняється тим, що наконечники деформуючих лез угнуті.
5. Установка за п. 2, яка відрізняється тим, що наконечник· третього деформуючого леза практично ідентичний наконечнику шостого деформуючого леза, наконечник другого деформуючого леза практично ідентичний наконечнику п'ятого деформуючого леза, а наконечник першого деформуючого леза практично ідентичний наконечнику четвертого деформуючого леза.
Текст
1 Установка для виготовлення стента, що включає засоби для розміщення плоского листа металу, сердечник, що має у цілому циліндричну зовнішню поверхню, пристрій для встановлення сердечника перед основною поверхнею плоского листа металу і засоби для деформування листа металу, яка відрізняється тим, що засоби для розміщення плоского листа металу, включають платформу, пристосовану для розміщення плоского листа металу для формування стента, при цьому плоский лист металу має подовжню вісь, першу основну поверхню, другу основну поверхню, першу довгу сторону і другу дрвгу сторону, де перша і згадана друга довгі сторони у цілому паралельні подовжній осі листа, сердечник, що має у цілому циліндричну зовнішню поверхню, має перший кінець і другий кінець, які визначають подовжню вісь, при цьому сердечник має такі розміри, що діаметр його поперечного перелізу у цілому дорівнює внутрішньому діаметру поперечного переріз стента або менше цього внутрішнього діаметра, має засоби для деформування листа металу, що включають множину розміщених по периметру сердечника деформуючих лез для деформування плоского листа металу навколо зовнішньої поверхні сердечника таким чином, щоб плоский лист металу деформувався в у цілому трубчасту форму, при цьому леза розміщені між першим і другим кінцями сердечника, і кожне із деформуючих лез пристосоване для незалежного і вибіркового руху в першому напрямі до сердечника і у другому напрямі від сердечника так, щоб вибірково ударятися об сердечник або об дільницю листа, розташовану між сердечником і кожним із деформуючих лез, крім того, кожне із деформуючих лез пристосоване таким чином, що при деформуванні, стента в трубчасту форму перша довга сторона і друга довга сторона листа залишаються практично паралельними одна одній, засоби для вибіркового переміщення кожного із деформуючих лез в першому напрямі до сердечника і у другому напрямі від сердечника, і засоби для кріплення першої довгої сторони до згаданої другої довгої сторони, де множина деформуючих лез пристосована таким чином, щоб фіксувати першу довгу сторону до другої довгої сторони на ЗОВНІШНІЙ поверхні сердечника і забезпечити контакт лазера до першої довгої сторони і другої довгої сторони для скріплення першої, довгої сторони до другої довгої сторони, і де множина деформуючих лез забезпечені множиною фестончастих апертур, ці апертури мають такі розміри і розташовані таким чином, щоб забезпечити можливість множині лез фіксувати першу довгу сторону до другої довгої сторони на ЗОВНІШНІЙ, поверхні сердечника при забезпеченні доступу лазера до заданої ділянщй першої довгої сторони і другої довгої сторони для скріплення першої довгої сторони до другої довгої сторони 2 Установка для виготовлення стента, що включає корпус лазера, лазер, розташований всередині корпусу і вибірковопереміщуваний в корпусі, рухливий стіл, сердечник, що має практично циліндричну зовнішню поверхню, засоби для встановлення сердечника і комп'ютер, яка відрізняється тим, що рухливий стіл має перший і другий торці і пристосований для вибіркового руху всередину корпусу лазера і із нього і пристосований таким чином, що коли перший торець стола знаходиться всередині корпусу лазера, другий торець стола знаходиться зовні корпусу, а коли другий торець стола знаходиться всередині корпусу лазера, перший торець стола знаходиться зовні корпусу лазера, множину згинальних пристосувань для стеніа, розташованих біля першого торця згаданого стола, і має множину згинальних пристосувань для стеніа, розташованих біля другого торця згаданого стола, де кожне із згинальних пристосувань містить основу, що має платформу, пристосовану для розміщення плоского листа металу, який буде формуватися в стент, при цьому плоский лист металу має подовжню вісь, першу основну поверхню, другу основну поверхню, першу довгу сторону і другу довгу сторону, де перша і друга довгі сторони у цілому паралельні подовжній осі, крім того, лист о СО СЧ О> СО 43923 забезпечений множиною орієнтовних апертур, множину орієнтовних штифтів, виступнійі з кожної платформи, при цьому розміри штифтів такі, щоб входити в орієнтовні апертури для орієнтації листа на платформі, сердечник, що має практично циліндричну зовнішню поверхню має перший і другий КІНЦІ, що визначають подовжню вісь, при цьому сердечник має такі розміри, що діаметр його поперечного переріз у цілому рівний внутрішньому діаметру стента, який повинен бути виготовлений, або менше цього внутрішнього діаметра,а платформа має перший угнутий паз для розміщення першого кінця сердечника і другий угнутий паз для розміщення другого кінця сердечника, де засоби для встановлення сердечника, виконані у вигляді важеля з шарнірним кріпленням до платформи, пристосованого для руху в першому напрямі до платформи і у другому напрямі від платформи, призначений для фіксації сердечника на основній поверхні плоского листа металу, перше деформуюче лезо, забезпечене першим деформуючим наконечником, друге деформуюче лезо, забезпечене другим деформуючим наконечником, третє деформуюче лезо, забезпечене третім деформуючим наконечником, четверте деформуюче лезо, забезпечене четвертим деформуючим наконечником, п'яте деформуюче лезо, забезпечене п'ятим деформуючим наконечником, і шосте деформуюче лезо, забезпечене шостим деформуючим наконечником, при цьому леза розташовані навколо зовнішньої поверхні сердечника, а наконечники деформуючих лез пристосовані таким чином, щоб деформувати плоский лист металу навколо зовнішньої поверхні сердечника в у цілому трубчасту форму, у цілому відповідну ЗОВНІШНІЙ поверхні, деформуючі леза розташовані між першим кінцем і згаданим другим кінцем сердечника, і кожне із деформуючих лез пристосоване для незалежного і вибіркового руху в першому напрямі до сердечника і у другому напрямі від сердечника так, щоб наконечники деформуючих лез вибірйоао ударялися об сердечник або об дільницю листа, розташовану між сердечником і кожним із наконечників деформуючих лез, крім того, кожне із деформуючих лез пристосоване таким чином, що при деформуванні стента в трубчасту форму перша довга сторона і друга довга сторона залишаються практично паралельними одна одній, наконечники тре тього і шостого деформуючих лез забезпечені множиною фестончастих лазерних апертур, які мають такі розміри і розміщення, щоб забезпечити фіксацію наконечниками третього і шостого деформуючих лез першої довгої сторони і другої довгої сторони на ЗОВНІШНІЙ поверхні сердечника при забезпеченні доступу лазера до заданих дільниць першої довгої сторони і другої довгої сторони, щоб зробити зварйшня першої довгої сторони із другою довгою стороною, перший мотор, приєднаний до першого деформуючого леза, другий мотор, приєднаний до другого деформуючого леза, третій мотор, приєднаний до третього деформуючого леза, четвертий мотор, приєднаний до четвертого деформуючого леза, п'ятий мотор, приєднаний до п'ятого деформуючого леза, і шостий мотор, приєднаний до шостого деформуючого леза, при цьому кожний мотор пристосований до вибіркового переміщення кожного деформуючого леза, до якого він приєднаний, у першому напрямі до сердечника і у другому напрямі від сердечника, комп'ютер управляє ПОСЛІДОВНІСТЮ, в якій перший торець стола і другий торець стола розміщуються всередині корпусу лазера, управляє ПОСЛІДОВНІСТЮ І мірою, з якої кожний із множини наконечників деформуючих лез ударяється об сердечник або об дільницю листа, розташовану між сердечником і кожним із наконечників деформуючих лез, і управ Даний винахід відноситься в основному до установок для виготовлення стентів, які застосовують у медицині Стенти вже ВІДОМІ в даній області Звичайно вони складаються з циліндричної металевої сітки, яка може розгортатися під впливом внутрішнього тиску У альтернативному варіанті вони можуть складатися з дроту, згорненого у вигляді циліндра Як описано в патенті США 4,776,337, Palmaz, циліндричну форму металевої решітки отримують шляхом лазерного зрізу тонкостінної металевої трубки Лазером зрізають з трубки все, залишаючи тільки прямі і криві контури сітки Спосіб по США 4,776,337 застосується для відносно великої різноманітності форм сітки і для сіток, контури яких відносно широкі Однак, для більш тонких і/або складних форм, розмір променя лазера дуже великий Найбільш близьке рішення застосовується у патенті США 3,802,239, де описана установка для виготовлення порожнистої конічної труби з плоского листа металу трапецієподібної форми, що включає засоби для розміщення плоского листу металу, сердечник, що має практично циліндричну зовнішню поверхню, пристрій для встановлення сердечника перед основною поверхню плоского ляє ПОСЛІДОВНІСТЮ, схемою, розміщенням і КІЛЬКІС ТЮ енергії, що прикладається лазером до кожної із першої і другої довгих сторін кожного із листів, розташованих на кожному з множини згинальних пристосувань для стентів 3 Установка за п 2, яка відрізняється тим, що кожний із наконечників деформуючих лез має довжину, у цілому рівну першій і другій довгим сторонам плоского листа металу 4 Установка за п 2, яка відрізняється тим, що наконечники деформуючих лез угнуті 5 Установка за п 2, яка відрізняється тим, що наконечник третього деформуючого леза практично ідентичний наконечнику шостого деформуючого леза, наконечник другого деформуючого леза практично ідентичний наконечнику п'ятого деформуючого леза, а наконечник першого деформуючого леза практично ідентичний наконечнику четвертого деформуючого леза 43923 листа металу, шарнірне з'єднані засоби для деформування листа металу і засоби для транспортування сформованого листа із згаданого сердечника Описана установка хоч і дозволяє виробляти трубчасті форми, але и застосування для виготовлення сітчастого стента виконаного із тонкого листа металу є проблематичним із за можливості пошкодження поверхні або структури стенту, у тому числі і із за необхідності просування заготовки вдовж сердечника Інше близьке рішення застосовується у патенті США 5,421,955, де описана установка для виготовлення стента, що включає корпус лазера, лазер, розташований всередині корпусу і виборче перемішуваний в корпусі, рухливий стіл, сердечник, що має у цілому циліндричну зовнішню поверхню, засоби для встановлення сердечника і комп'ютер, завдяки якому виконують позиціонування лазеру Описана установка хоч і дозволяє вирізати сітчасту структуру на циліндричній поверхні, але зрозуміло, що для виготовлення досить складної і/або тонкої сітчастої структури стенту, найбільш доцільним є виготовлення цієї структури на плоскій поверхні, крім того для застосування даної установки потребує попереднє виконання металевої циліндричної заготовки трубчастої форми Таким чином, задачею винаходу є створення установки для виготовлення стента, що включає засоби для розміщення плоского листу металу, сердечник, що має у цілому циліндричну зовнішню поверхню, пристрій для встановлення сердечника перед основною поверхню плоского листа металу і засоби для деформування листа металу, яка дозволяє виготовляти сітчастий стент із тонкого листа металу Іншою, задачею винаходу є створення установки для виготовлення стента, що включає корпус лазера, лазер, розташований всередині корпусу і виборче перемішуваний в корпусі, рухливий стіл, сердечник, що має практично циліндричну зовнішню поверхню, засоби для встановлення сердечника і комп'ютер, яка дозволяє виготовляти стенти відносно складних і/або тонких конструкцій Поставлена задача вирішується тим, що установка для виготовлення стента, що включає засоби для розміщення плоского листу металу, сердечник, що має у цілому циліндричну зовнішню поверхню, пристрій для встановлення сердечника перед основною поверхню плоского листа металу і засоби для деформування листа металу, має засоби для розміщення плоского листу металу, що включають платформу, пристосовану для розміщення плоского листу металу для формування стенту, при цьому плоский лист металу має подовжню вісь, першу основну поверхню, другу основну поверхню, першу довгу сторону і другу довгу сторону, де перша і згадана друга довгі сторони у цілому паралельні подовжній осі листа, сердечник, який має у цілому циліндричну зовнішню поверхню, що має перший кінець і другий кінець, які визначають подовжню вісь, при цьому сердечник має такі розміри, що діаметр його поперечного перетину у цілому дорівнює внутрішньому діаметру поперечного перетину стенту або менше цього внутрішнього діаметра, засоби для деформування листа металу, що включають множину розміщених по периметру сердечника деформуючих лез для деформування плоского листа металу навколо зовнішньої поверхні сердечника таким чином, щоб плоский лист металу деформувався в у цілому трубчасту форму, при цьому леза розміщені між першим і другим кінцями сердечника, і кожне із деформуючих лез пристосоване для незалежного і виборчого руху в першому напрямі до сердечника і у другому напрямі від сердечника так, щоб виборче ударятися об сердечник або об дільницю листа, розташовану між сердечником і кожним із деформуючих лез, крім того, кожне із деформуючих лез пристосоване таким чином, що при деформуванні стента в трубчасту форму перша довга сторона і друга довга сторона листа залишаються практично паралельними одна одній, засоби для виборчого переміщення кожного із деформуючих лез в першому напрямі до сердечника і у другому напрямі від сердечника, і засоби для кріплення першої довгої сторони до згаданої другої довгої сторони, де множина деформуючих лез пристосованітаким чином, щоб фіксувати першу довгу сторону до другої довгої сторони на зовнішньої поверхні сердечника і забезпечити контакт лазеру до першій довгої сторони і другої довгої сторони для скріплення першій довгої сторони до другої довгої сторони, і де множина деформуючих лез забезпечені множиною фестончастих апертур, ці апертури мають такі розміри і розташовані таким чином, щоб забезпечити можливість множині лез фіксувати першу довгу сторони до другої довгої сторони на зовнішньої поверхні сердечника при забезпеченні доступу лазеру до заданої ДІЛЯНЦІ першій довгої сторони і другої довгої сторони для скріплення першій довгої сторони до другої довгої сторони Інша задача вирішується тим, що установка для виготовлення стента, що включає корпус лазера, лазер, розташований всередині корпусу і виборче перемішуваний в корпусі, рухливий стіл, сердечник, що має практично циліндричну зовнішню поверхню, засоби для встановлення сердечника і комп'ютер, має рухливий стіл, що має перший і другий торці і пристосований для виборчого руху всередину корпусу лазера і із нього і пристосований таким чином, що коли перший торець стола знаходиться всередині корпусу лазера, другий торець стола знаходиться зовні корпусу, а коли другий торець стола знаходиться всередині корпусу лазера, перший торець стола знаходиться зовні корпусу лазера, множину згинальних пристосувань для стенту, розташованих біля першого торця згаданого стола, множину згинальних пристосувань для стенту, розташованих біля другого торця згаданого стола, де кожне із згинальних пристосування містить основу, що має платформу, пристосовану для розміщення плоского листа металу, який буде формуватися в стент, при цьому плоский лист металу має подовжню вісь, першу основну поверхню, другу основну поверхню, першу довгу сторону і другу довгу сторону, де перша і друга довгі сторони у цілому паралельні подовжній осі, крім того, лист забезпечений множиною орієнтовних апертур, множину орієнтовних штифтів, виступаючих з кожної платформи, при цьому роз 43923 міри штифтів такі, щоб входити в орієнтовні апертури для орієнтації листа на платформі, сердечник, що має практично циліндричну зовнішню поверхню має перший і другий КІНЦІ, ЩО визначають подовжню вісь, при цьому сердечник має такі розміри, що діаметр його поперечного перетину у цілому рівний внутрішньому діаметру стента, який бути виготовлений, або менше цього внутрішнього діаметра, а платформа має перший угнутий паз для розміщення першого кінця сердечника і другий угнутий паз для розміщення другого кінця сердечника, засоби для встановлення сердечника, виконані у вигляді важеля з шарнірним кріпленням до платформи, пристосованого для руху в першому напрямі до платформи і у другому напрямі від платформи, призначений для фіксації сердечника на основної поверхні плоского листа металу, перше деформуюче лезо, забезпечене першим деформуючим наконечником, друге деформуюче лезо, забезпечене другим деформуючим наконечником, третє деформуюче лезо, забезпечене третім деформуючим наконечником, четверте деформуюче лезо, забезпечене четвертим деформуючим наконечником, п'яте деформуюче лезо, забезпечене п'ятим деформуючим наконечником, і шосте деформуюче лезо, забезпечене шостим деформуючим наконечником, при цьому леза розташовані навколо зовнішньої поверхні сердечника, а наконечники деформуючих лез пристосовані таким чином, щоб деформувати плоский лист металу навколо зовнішньої поверхні сердечника в у цілому трубчасту форму, у цілому відповідну ЗОВНІШНІЙ поверхні, деформуючі леза розташовані між першим кінцем і згаданим другим кінцем сердечника, і кожне із деформуючих лез пристосоване для незалежного і виборчого руху в першому напрямі до сердечника і у другому напрямі від сердечника так, щоб наконечники деформуючих лез виборче ударялися об сердечник або об дільницю листа, розташовану між сердечником і кожним із наконечників деформуючих лез, крім того, кожне із деформуючих лез пристосоване таким чином, що при деформуванні стента в трубчасту форму перша довга сторона і друга довга сторона залишаються практично паралельними одна одній, наконечники третього і шостого деформуючих лез забезпечені множиною фестончастих лазерних апертур, які мають такі розміри і розміщення, щоб забезпечити фіксацію наконечниками третього і шостого деформуючих лез першої довгої сторони і другої довгої сторони на зовнішньої поверхні сердечника при забезпеченні доступу лазера до заданих дільниць першої довгої сторони і другої довгої сторони, щоб зробити зварення першої довгої сторони із другою довгою стороною, перший мотор, приєднаний до першого деформуючого леза, другий мотор, приєднаний до другого деформуючого леза, третій мотор, приєднаний до третього деформуючого леза, четвертий мотор, приєднаний до четвертого деформуючого леза, п'ятий мотор, приєднаний до п'ятого деформуючого леза, і шостий мотор, приєднаний до шостого деформуючого леза, при цьому кожний мотор пристосований до 8 виборчого переміщення кожного деформуючого леза, до якого він приєднаний, у першому напрямі до сердечника і у другому напрямі від сердечника, комп'ютер, що управляє ПОСЛІДОВНІСТЮ, В ЯКІЙ пе рший торець стола і другий торець стола розміщуються всередині корпусу лазера, управляє ПОСЛІДОВНІСТЮ І мірою, з якої кожний із множини наконечників деформуючих лез ударяється об сердечник або об дільницю листа, розташовану між сердечником і кожним із наконечників деформуючих лез, і управляє ПОСЛІДОВНІСТЮ, схемою, розміщенням і КІЛЬКІСТЮ енергії, що прикладається лазером до кожної із першої і другої довгих сторін кожного із листів, розташованих на кожному з множини згинальних пристосувань для стентів Поставлена задача також вирішується тим, що кожний із наконечників деформуючих лез має довжину, у цілому рівну першій і другій довгим сторонам плоского листа металу Переважно, коли наконечники деформуючих лез угнуті Найбільш переважно, коли наконечник третього деформуючого леза практично ідентичний наконечнику шостого деформуючого леза, наконечник другого деформуючого леза практично ідентичний наконечнику п'ятого деформуючого леза, а наконечник першого деформуючого леза практично ідентичний наконечнику четвертого деформуючого леза Таким чином, по-перше, створюють плоский варіант бажаного шаблона стента з шматка тонкого листа металу Плоский шаблон може бути отриманий за допомогою будь-якої відповідної технологи, такій як витравлення контуру на листі металу або шляхом вирізування дуже тонким лазерним променем, якщо він доступний, або по будь-якій ІНШІЙ технології Після розрізання листа металу його деформують таким чином, щоб його краї співпали Для створення циліндричного стента з плоского, приблизно прямокутного металевого шаблона, плоский метал згортають таким чином, щоб його краї співпали Поєднані краї з'єднують, наприклад, крапковим зварюванням Після цього стент полірують механічним або електрохімічним способом Винахід також описує затискний пристрій для поєднання і зварювання стента, що включає а) основу, що має перший і другий КІНЦІ, першу стінку, що має перший і другий КІНЦІ, а також першу основну поверхню і другу основну поверхню, другу стінку, що має перший і другий КІНЦІ, а також першу основну поверхню і другу основну поверхню, де друга основна поверхня першої стінки і перша основна поверхня другої стінки утворять подовжній U-образний канал, що має подовжню вісь в основі, перша стінка забезпечена множиною прорізів, що визначають множину перших затискних дільниць, що мають верхній край і нижній край, а також першу основну поверхню і другу основну поверхню, при цьому кожний з перших затискних дільниць забезпечений першим угнутим каналом, розташованим у верхнього краю другої основної поверхні першої затискної ДІЛЬНИЦІ, І другим угнутим каналом, розташованим у нижнього краю другої основної поверхні першої затискної ДІЛЬНИЦІ, причому перший і другий угнуті канали практично 43923 10 та опорного важеля сердечника, коли опорний важіль сердечника розташований на другій СТІНЦІ Процес виготовлення стента, включає наступні етапи а) вироблення множини шаблонів стента в плоскому шматку металу, при цьому кожний з шаблонів має першу довгу сторону і другу довгу сторону, де перша довга сторона містить множину пар точок зачеплення, друга довга сторона містить множину пар точок зачеплення, і множини пар точок зачеплення розташовані практично навпроти одна одній, точки зачеплення мають такі розміри і розташування, щоб входити в контакт при деформуванні шаблона і згортанні його в трубчасту форму, кожна пара точок зачеплення першої довгої сторони містить місток, розташований між кожною з точок зачеплення першої довгої сторони, створюючих пару, при цьому ширина містка менше, ніж ширина інших дільниць стента, б) розміщення сердечника, що має практично циліндричну зовнішню поверхню і подовжню вісь, між першою довгою стороною і другою довгою стороною листа, при цьому подовжня вісь практично паралельна першій довгій стороні і другій довгій стороні, в) деформування шаблона в трубчасту форму таким чином, що пари точок зачеплення першої довгої сторони входять в контакт з парами точок зачеплення другої довгої сторони, в) пристрій зміщення, розташований між перг) розрізання містка, і шою основною поверхнею другої стінки і другою д) скріплення кожної з точок зачеплення з точосновною поверхнею кожного з множини других кою зачеплення, з якою вона увійшла в контакт, з затискних дільниць, призначений для зміщення утворенням стента, що розгортається першої основної поверхні кожного з других затискОтриманий таким чином стент може бути відних дільниць до другої основної поверхні кожного з полірован, наприклад за допомогою електрополіперших затискних дільниць, що знаходяться у взарування, що включає наступні етапи ємозв'язку один з одним, а) установку стента на стойку, що має перший і другий КІНЦІ і множину електрополірувальних кріг) перший настановний штифт опорного важеплень для стента, кожне з яких має основу, електля сердечника, виступаючий з третьої малої поверопровідний перший елемент, що має перший кірхні, і другий настановний штифт опорного важеля нець, з'єднаний з основою, і другий кінець сердечника, виступаючий з четвертої малої поверпристосований таким чином, щоб виборче стикахні кожного з других затискних дільниць, причому тися із зовнішньою поверхнею трубчастого стента, настановні штифти опорного важеля сердечника не ушкоджуючи зовнішньої поверхні, електропропрактично паралельні подовжній осі U-образного відний другий елемент, що має перший кінець, каналу, з'єднаний з основою, і другий кінець, пристосовад) пристрій регулювання зміщення для виборний таким чином, щоб виборче розміщуватися чого регулювання відстані між другою основною всередині подовжньої внутрішньої порожнини степоверхнею кожного з перших затискних дільниць і нта, не ушкоджуючи внутрішньої порожнини, крім першою основною поверхнею кожного з других того, перший елемент і другий елемент пристосозатискних дільниць, вані таким чином, що другий кінець другого елеє) утримуючий сердечник, розташований у мента зміщається до другого кінця першого еледругому угнутому каналі першої стінки і у другому мента настільки, щоб в достатній мірі закріпити угнутому каналі кожного з других затискних дільстент між першим і другим елементами, ниць, і ж) опорний важіль сердечника для підтримки б) занурення стента в електрополірувальну стента під час поєднання першої довгої сторони ванну і підключення електричного струму до перлиста з другою довгою стороною листа, при цьому шого елемента на заздалегідь заданий період чаважіль забезпечений першим опорним пазом для су, і підтримки першого кінця сердечника, другим опорв) зміну точки, в якій другий кінець першого ним пазом для підтримки другого кінця сердечниелемента стикається із зовнішньою поверхнею ка, поверхнею зачеплення першого настановного стента, до закінчення заздалегідь заданого періштифта опорного важеля сердечника для зачеподу часу лення першого настановного штифта опорного Процес виготовлення стента, може також важеля сердечника і поверхнею зачеплення друговключати наступні етапи го настановного штифта опорного важеля сердеча) вироблення множини шаблонів стента в ника для зачеплення другого настановного штифплоскому листі металу, при цьому кожний з ша паралельні подовжній осі U-образного каналу, перша стінка кожної з множини перших затискних дільниць забезпечена компенсаційними прорізами, розташованими між першим угнутим каналом і другим угнутим каналом, причому компенсаційний проріз практично паралельний подовжній осі Uобразного каналу, б) множину других затискних дільниць, розташованих в U-образному каналі між другою основною поверхнею першої стінки і першою основною поверхнею другої стінки, причому кожний з других затискних дільниць розташований в певному зв'язку з однією з перших затискних дільниць, кожний з других затискних дільниць має верхній край і нижній край, а також першу основну поверхню і другу основну поверхню, першу малу поверхню, розташовану у верхнього краю, другу малу поверхню, розташовану у нижнього краю, третю малу поверхню, розташовану між нижнім і верхнім краями, і четверту малу поверхню, розташовану навпроти третьої малої поверхні між нижнім і верхнім краями, кожний з других затискних дільниць оснащений першим угнутим каналом, розташованим у верхнього краю першої основної поверхні другої затискної ДІЛЬНИЦІ, і другим угнутим каналом, розташованим у нижнього краю першої основної поверхні другої затискної ДІЛЬНИЦІ, причому перший і другий угнуті канали практично паралельні подовжній осі U-образного каналу, 12 11 43923 блонів має першу довгу сторону і другу довгу г) множину згинальних пристосувань для сторону, де перша довга сторона містить мностентів, розташованих у першого торця стола, і жину пар точок зачеплення, друга довга сторона множину згинальних пристосувань для стентів, містить множину пар точок зачеплення, і множирозташованих у другого торця стола, де кожне з ни пар точок зачеплення розташовані практично згинальних пристосувань включає навпроти одна одній, точки зачеплення мають а) основу, що має платформу, пристосовану такі розміри і розташування, щоб входити в кондля прийняття плоского листа металу, який буде такт при деформуванні шаблона і згортанні його формуватися в стент, при цьому плоский лист в трубчасту форму, кожна пара точок зачепленметалу має подовжню вісь, першу основну поня першої довгої сторони містить місток, розтаверхню, другу основну поверхню, першу довгу шований між кожною з точок зачеплення першої сторону і другу довгу сторону, де перша і друга довгої сторони, створюючих пару, при цьому довгі сторони практично паралельні подовжній ширина містка менше, ніж ширина інших дільосі листа, крім того, лист забезпечений множиниць стента, ною орієнтовних апертур, б) розміщення сердечника, що має практичб) множину орієнтовних штифтів, виступаюно циліндричну зовнішню поверхню і подовжню чих з кожної платформи, розміри яких відповівісь, між першою довгою стороною і другою довдають розмірам орієнтовних апертур, що передгою стороною листа, при цьому подовжня вісь бачено для вирівнювання листа на платформі, практично паралельна першій довгій стороні і в) сердечник, що має практично циліндричну другій довгій стороні, зовнішню поверхню і що має перший і другий КІНЦІ, що визначають подовжню вісь, при цьому в) деформування шаблона в трубчасту фосердечник має такі розміри, що діаметр його рму таким чином, що пари точок зачеплення поперечного перетину практично рівний внутріпершої довгої сторони входять в контакт з парашньому діаметру поперечного перетину стента, ми точок зачеплення другої довгої сторони, а який повинен бути виготовлений, або менше частина стента залишається прикріпленою до цього внутрішнього діаметра, а платформа має листа металу, перший угнутий паз для прийняття першого кінг) розрізання містка, ця сердечника і другий угнутий паз для прийнятд) скріплення кожної з точок зачеплення з тя другого кінця сердечника, точкою зачеплення, з якою вона увійшла в контакт, з утворенням стента, г) важіль з шарнірним кріпленням, пристосований для руху в першому напрямі (до платфоє) прикріплення електрода до листа металу, рми) і у другому напрямі (від платформи), приж) електрополірування стента, і значений для прикріплення сердечника до з) від'єднання стента від листа основної поверхні плоского листа металу, Крім того, винахід описує створення листа для виготовлення стента, що має подовжній д) перше деформуюче лезо, забезпечене просвіт Плоский шматок листового металу, монаконечником, друге деформуюче лезо, забезже містити множину шаблонів стента, де кожен з печене наконечником, третє деформуюче лезо, шаблонів має першу довгу сторону і другу довгу забезпечене наконечником, четверте деформусторону, причому перша довга сторона має юче лезо, забезпечене наконечником, п'яте демножину пар точок зачеплення, друга довга стоформуюче лезо, забезпечене наконечником, і рона має множину пар точок зачеплення, і мношосте деформуюче лезо, забезпечене наконечжини пар точок зачеплення розташовані практиником, при цьому леза розташовані навколо зочно навпроти одна одній, точки зачеплення внішньої поверхні сердечника, а наконечники мають такі розміри і розташування, щоб входити деформуючих лез пристосовані таким чином, в контакт при деформуванні шаблона і згортанні щоб деформувати плоский лист металу навколо його в трубчасту форму, кожна пара точок зачезовнішньої поверхні сердечника в практично плення першої довгої сторони містить місток, трубчасту форму, практично відповідну ЗОВНІШрозташований між кожною з точок зачеплення НІЙ поверхні, деформуючі леза розташовані між першої довгої сторони, створюючих пару, при першим і другим кінцями сердечника, і кожне з цьому ширина містка менше, ніж ширина інших деформуючих лез пристосоване для незалежнодільниць стента го і виборчого руху в першому напрямі (до сердечника) і у другому напрямі (від сердечника) Виготовлення стента, що має подовжній так, щоб виборче ударятися об сердечник або просвіт, включає наступні етапи об дільницю листа, розташовану між сердечниа) споруду установки, що включає ком і кожним з наконечників деформуючих лез, а) корпус лазера, крім того, кожне з деформуючих лез пристособ) лазер, розташований всередині корпусу і ване таким чином, що при деформуванні плосвиборче переміщується в ньому, кого листа металу в трубчасту форму перша в) рухливий стіл, що має перший і другий довга сторона і друга довга сторона залишаються торці і пристосований для виборчого руху в лапрактично паралельними одна одній, наконечники зерний корпус і із нього, стіл також пристосоватретього і шостого деформуючих лез забезпечені ний таким чином, що, коли перший торець стола множиною фестончастих лазерних апертур, які знаходиться всередині лазерного корпусу, друмають такі розміри і розміщення, щоб забезпечити гий торець стола знаходиться зовні лазерного закріплення наконечниками третього і шостого корпусу, а коли другий торець стола знаходитьдеформуючих лез першої довгої сторони і другої ся всередині лазерного корпусу, перший торець довгої сторони до зовнішньої поверхні сердечника, стола знаходиться зовні лазерного корпусу, 14 13 43923 із забезпеченням доступу лазера до заздалегідь напрямі в достатній мірі, для того, щоб наконечник визначених дільниць першої довгої сторони і друшостого деформуючого леза увійшов в контакт із гої довгої сторони листа, щоб зробити зварення зовнішньою поверхнею сердечника і закріпив серпершої довгої сторони з другою довгою стороною, дечник на листі, є) перший мотор, приєднаний до першого деб) запуск мотора першого деформуючого леза формуючого леза, другий мотор, приєднаний до так, щоб мотор першого деформуючого леза педругого деформуючого леза, третій мотор, приєдреміщував перше деформуюче лезо в першому наний до третього деформуючого леза, четвертий напрямі в достатній мірі, для того, щоб наконечник мотор, приєднаний до четвертого деформуючого першого деформуючого леза увійшов в контакт з леза, п'ятий мотор, приєднаний до п'ятого дефорпершою основною поверхнею листа і деформував муючого леза, і шостий мотор, приєднаний до шолист навколо зовнішньої поверхні сердечника, стого деформуючого леза, при цьому кожний мов) запуск мотора другого деформуючого леза тор пристосований до виборчого переміщення так, щоб мотор другого деформуючого леза перекожного деформуючого леза, до якого він приєдміщував друге деформуюче лезо в першому нананий, в першому напрямі (до сердечника) і у друпрямі в достатній мірі, для того, щоб наконечник гому напрямі (від сердечника), і другого деформуючого леза увійшов в контакт з першою основною поверхнею листа і деформував ж) комп'ютер для управління ПОСЛІДОВНІСТЮ, В лист навколо зовнішньої поверхні сердечника, ЯКІЙ перший торець стола і другий торець стола розміщуються всередині лазерного корпусу, ПОСЛІг) запуск мотора третього деформуючого леза ДОВНІСТЮ і мірою, до якої кожний з множини накотак, щоб мотор третього деформуючого леза пенечників деформуючих лез ударяється об сердечреміщував третє деформуюче лезо в першому ник або об дільницю листа, розташовану між напрямі в достатній мірі, для того, щоб наконечник сердечником і кожним з наконечників деформуютретього деформуючого леза увійшов в контакт з чих лез, а також ПОСЛІДОВНІСТЮ, схемою, розміпершою основною поверхнею листа і деформував щенням і КІЛЬКІСТЮ енергії, що прикладається лалист навколо зовнішньої поверхні сердечника, при зером до кожної з першої і другої довгих сторін одночасному запуску мотора шостого деформуюкожного з листів, розташованих на кожному з мночого леза так, щоб мотор шостого деформуючого жини згинальних пристосувань для стентів, леза переміщував шосте деформуюче лезо у другому напрямі (від сердечника), б) вирізування множини шаблонів стента в плоскому шматку металу, де кожний з шаблонів д) запуск мотора четвертого деформуючого має першу основну поверхню, другу основну полеза так, щоб мотор четвертого деформуючого верхню, першу довгу сторону і другу довгу сторолеза переміщував четверте деформуюче лезо в ну, де перша довга сторона містить множину пар першому напрямі в достатній мірі, для того, щоб точок зачеплення, друга довга сторона містить наконечник четвертого деформуючого леза множину пар точок зачеплення, і множини пар тоувійшов в контакт з першою основною поверхнею чок зачеплення розташовані практично навпроти листа і деформував лист навколо зовнішньої поодна одній, точки зачеплення мають такі розміри і верхні сердечника, розташування, щоб входити в контакт при дефорє) запуск мотора п'ятого деформуючого леза муванні шаблона і згортанні його в трубчасту фотак, щоб мотор п'ятого деформуючого леза перерму, кожна пара точок зачеплення першої довгої міщував п'яте деформуюче лезо в першому насторони містить місток, розташований між кожною прямі в достатній мірі, для того, щоб наконечник з точок зачеплення першої довгої сторони, ствоп'ятого деформуючого леза увійшов в контакт з рюючих пару, при цьому ширина містка менше, ніж першою основною поверхнею листа і деформував ширина інших дільниць стента, лист забезпечений лист навколо зовнішньої поверхні сердечника, множиною орієнтовних апертур, які мають такі ж) запуск мотора шостого деформуючого леза розміри і розташування, щоб входити в зачеплентак, щоб мотор шостого деформуючого леза пеня з орієнтовними штифтами, розташованими на реміщував шосте деформуюче лезо в першому основі, напрямі в достатній мірі, для того, щоб наконечник шостого деформуючого леза увійшов в контакт з в) розміщення листа на основі таким чином, першою основною поверхнею листа і деформував щоб перша основна поверхня листа стикалася з лист навколо зовнішньої поверхні сердечника, основою, г) розміщення сердечника, що має практично з) одночасний запуск моторів третього і шостоциліндричну зовнішню поверхню і подовжню вісь, го деформуючих лез так, щоб мотори третього і на другій основній поверхні листа між першою довшостого деформуючих лез переміщували третє і гою стороною і другою довгою стороною листа, шосте деформуючі леза в першому напрямі в дотаким чином, що його подовжня вісь практично статній мірі, для того, щоб наконечники третього і паралельна першій довгій стороні і другій довгій шостого деформуючих лез увійшли в контакт з стороні, першою основною поверхнею листа і деформували лист навколо зовнішньої поверхні сердечника, д) деформування шаблона в трубчасту форму таким чином, що пари точок зачеплення першої є) використання лазера для розрізання містка, довгої сторони входять в контакт з парами точок і зачеплення другої довгої сторони, при цьому етап ж) використання лазера для зварювання кождеформування включає наступні етапи ної точки зачеплення з тією точкою зачеплення, з якою вона входить в контакт, з утворенням стента, а) запуск мотора шостого деформуючого леза що розгортається так, щоб мотор шостого деформуючого леза переміщував шосте деформуюче лезо в першому Отже описується створення стента, що має 15 подовжній просвіт, що включає першу довгу сторону і другу довгу сторону, де перша довга сторона містить множину пар точок зачеплення, друга довга сторона містить множину пар точок зачеплення, при цьому множина пар точок зачеплення першої довгої сторони і множина пар точок зачеплення другої довгої сторони розташовані практично навпроти одна одній і з'єднуються одна з одній шляхом зварювання, причому дільниця зварювання ширше, ніж ІНШІ ДІЛЬНИЦІ стента Більш повне уявлення про даний винахід дає нижченаведений докладний опис в поєднанні з малюнками, на яких Фіг 1 являє собою блок-схему способу виготовлення стента по даному винаходу, Фіг 2А, 2В І 2С представляють три різні шаблони стента для витравлення, у ВІДПОВІДНОСТІ ЗІ способом по Фіг 1, в плоскому листі металу, Фіг 3 ЯВЛЯЄ собою ізометричний вигляд деформованого стента, пояснюючий спосіб по Фіг 1, Фіг 4 являє собою ізометричний вигляд стента, отриманого способом по Фіг 1, Фіг 5А І 5В ЯВЛЯЮТЬ собою вигляд збоку і вигляд зверху, ВІДПОВІДНО, розміщення з'єднань в стенті по Фіг 4, Фіг 6 являє собою вигляд збоку розміщення одного з'єднання в стенті по Фіг 4, яке виконане подібно цвяховому з'єднанню, Фіг 7 показує шматок листового металу з множиною шаблонів, виконаних ВІДПОВІДНО ДО винаходу, Фіг 8 показує деталізований вигляд одного з шаблонів, показаних на Фіг 7, Фіг 9 показує деталізований вигляд пари впадин для зачеплення, показаних на Фіг 8, Фіг 10 показує деталізований вигляд пари виступів для зачеплення, показаних на Фіг 8, Фіг 11 показує западини і виступи для зачеплення по Фіг 9 І 10, В положенні зачеплення, Фіг 12 показує зварювальний шов, вироблений ВІДПОВІДНО до винаходу, Фіг 13 являє собою деталізований вигляд зварювального шва, показаного на Фіг 12, Фіг 14 являє собою деталізований вигляд комірки стента, виконаного ВІДПОВІДНО ДО даного винаходу, Фіг 15 являє собою деталізований вигляд комірки, виконаної ВІДПОВІДНО до даного винаходу, Фіг 16 являє собою деталізований вигляд комірки стента, виконаного ВІДПОВІДНО ДО даного винаходу, Фіг 17 являє собою збільшений вигляд комірки, показаної на Фіг 16, Фіг 18 являє собою поперечний перетин подовжнього елемента стента, виконаного ВІДПОВІДНО до даного винаходу, Фіг 19 являє собою поперечний перетин стента, виконаного ВІДПОВІДНО ДО даного винаходу, Фіг 20 являє собою трьохмірний вигляд стента, виконаного ВІДПОВІДНО ДО даного винаходу, Фіг 21 являє собою фронтальний поперечний перетин нерозгорненого стента, виконаного ВІДПОВІДНО до даного винаходу, Фіг 22 являє собою фронтальний поперечний перетин стента, показаного на Фіг 2 1 , після його розгортання, 43923 16 Фіг 23 являє собою фронтальний поперечний перетин нерозгорненого стента, виконаного шляхом вирізування шаблона в трубці, Фіг 24 являє собою фронтальний поперечний перетин нерозгорненого стента, показаного на Фіг 23, після розгортання, Фіг 25 показує установку для побудови конструкції стента, що виконується ВІДПОВІДНО ДО даного винаходу, Фіг 26 показує установку для побудови конструкції стента, що виконується ВІДПОВІДНО ДО даного винаходу, Фіг 27 являє собою збільшений вигляд частини установки, показаної на Фіг 26, Фіг 28 показує точки зачеплення ВІДПОВІДНО ДО конструкції по винаходу, Фіг 29 показує точки зачеплення ВІДПОВІДНО ДО конструкції по винаходу, Фіг 30А-30І показують ПОСЛІДОВНІСТЬ виготовлення стента з використанням установки по Фіг 25 і 26, Фіг 31 показує деталі v-образноі виїмки і зазору, виконаних ВІДПОВІДНО до винаходу, Фіг 32 показує деталі двох наконечників деформуючих лез, виконаних ВІДПОВІДНО ДО даного винаходу, Фіг 33 показує альтернативний варіант зачеплення точок зачеплення ВІДПОВІДНО ДО конструкції по винаходу, Фіг 34 показує альтернативний варіант зачеплення точок зачеплення ВІДПОВІДНО ДО конструкції по винаходу, Фіг 35 показує сердечник, що використовується ВІДПОВІДНО до винаходу, Фіг 36 показує приймальну поверхню сердечника, виконану ВІДПОВІДНО до винаходу, Фіг 37 показує альтернативний варіант установки ВІДПОВІДНО до конструкції по винаходу, Фіг 38 являє собою вигляд зверху установки по Фіг 37, Фіг 39 показує пристрій деформування стента, що виконується ВІДПОВІДНО до варіанту, показаного на Фіг 37 і 38, Фіг 40 являє собою вигляд збоку пристрою деформування, показаного на Фіг 39, Фіг 41 показує затискний пристрій для поєднання і зварювання стента, виконаного ВІДПОВІДНО до винаходу, Фіг 42 показує опорний важіль сердечника, Фіг 43 являє собою фронтальний вигляд затискного пристрою, показаного на Фіг 4 1 , Фіг 44 являє собою вигляд зверху затискного пристрою, показаного на Фіг 4 1 , Фіг 45 показує опорний важіль сердечника по Фіг 42, розташований на затискному пристрої по Фіг 4 1 , Фіг 46 показує кріплення для електрополірування стента, Фіг 47 показує кріплення по Фіг 46, коли стент здвинутий в подовжньому напрямі, Фіг 48 показує стойку для електрополірування стента, що передбачає видалення у відходи матеріалу, розташованого у КІНЦІВ, Ф І Г 49 показує стент, все ще прикріплений до листа металу для електрополірування, здійснюваного шляхом прикріплення електрода до листа, і 17 Фіг 50 являє собою вигляд збоку по Фіг 49, показуючий стент і іншу частину листа Насамперед необхідно розглянути Фіг 1, яка представляє 1, 2, 3, 4, 5 етапи виготовлення стента по даному винаходу, і Фіг 2А, 2В, 2С, 3 і 4, які наочно пояснюють спосіб по Фіг 1 У способі виготовлення стента по даному винаходу розробник стента спочатку готує креслення бажаного шаблона стента в плоскій формі (етап 1) Фіг 2А, 2В І 2С показують три зразкових варіанти шаблона стента Шаблон по Фіг 2А містить два типи секцій 6 і 7 Кожна секція 6 містить дві протилежних структури що періодично повторюються, а кожна секція 7 містить множину з'єднувальних ЛІНІЙ 8 Шаблон по Фіг 2А може мати будьякі розміри, переважно ширина кожної секції 6 складає від 1 до 6мм, а довжина з'єднувальних ЛІНІЙ 8 в кожній секції 7 становить 1-6мм При таких розмірах шаблон по Фіг 2А не може бути вирізаний за допомогою лазерної системи Шаблон по Фіг 2В подібний шаблону по Фіг 2А і також містить секцію 6, що складається з протилежних періодичних структур Шаблон по Фіг 2В також містить з'єднувальні секції, позначені позицією 9, які мають Z-образну форму Шаблон по Фіг 2С не містить з'єднувальних секцій Замість них він містить ряд структур, що чергуються, позначених 10 і 11 Шаблони по Фіг 2А, 2В І 2С можуть також, можливо, містити множину невеликих виступів 12, які беруть участь в формуванні стента, як описано нижче На етапі 2 по Фіг 1 шаблон стента вирізають в плоскому шматку металу («листовому металі») Цим металом може бути будь-який биосумісний матеріал, такий як неіржавіюча сталь, або матеріал, на який можна нанести покриття з биосумісного матеріалу Операція вирізування може бути виконана будь-яким з множини способів, таких як травлення, або вирізування точним ріжучим інструментом, або вирізування дуже точним лазером, якщо він доступний для придбання Якщо етап 2 виконують шляхом травлення, то в цьому випадку розробляють технологічний процес розрізання листового металу Цей процес відомий, однак, для повноти опису він буде стисло викладений нижче Креслення шаблона зменшують і друкують на прозорій ПЛІВЦІ Оскільки бажано прорізати товщину металу повністю, креслення друкують на дві плівки, які з'єднують разом в декількох місцях по їх краях Лист металу з обох сторін покривають шаром фоторезисту і вміщують між двома прозорими друкованими плівками Цю структуру освітлюють з обох сторін, що спричиняє зміну властивостей тих дільниць фоторезисту, на які попало світло (тобто, всіх пустих проміжків шаблона, таких як проміжки 13 на Фіг 2А) Лист металу вміщують в кислоту, яка роз'їдає ті ДІЛЬНИЦІ фоторезисту, які змінили властивості Потім ЛИСТ металу вміщують в травильний розчин, який витравляє весь матеріал, на якому не міститься розчину, що видаляє фоторезист, залишаючи в результаті бажаний шаблон стента На етапі 3 металевий шаблон деформують та 43923 18 ким чином, щоб сумістити його довгі сторони (позначені позицією 14 на Фіг 2А, 2В і 2С) один з одним Фіг 3 показує процес деформування Для циліндричних стентів процес деформування являє собою процес згортання, як показаний на малюнку Якщо в шаблоні передбачені виступи 12, то після деформування металевого шаблона виступи 12 видаються назовні над кромкою 14, до якої вони не прикріплені Це показане на Фіг 5А На етапі 4 кромки 14 з'єднують разом за допомогою будь-якої відповідної технологи, наприклад, крапковим зварюванням Якщо були зроблені виступи 12, то їх приєднують до протилежних кромок 14, наприклад, шляхом зварювання, склеювання або, як показано на Фіг 6, за допомогою цвяхоподібного елемента 15 Фіг 5В показує з'єднання виступу з протилежною кромкою 14 Оскільки виступ 12 звичайно відповідає ширині витка 16, шаблон практично законсервований Це показане на Фіг 5В У альтернативному варіанті кромки 14 можуть бути зведені разом і з'єднані в призначених для цього місцях Фіг 4 показує стент 17, отриманий по методиці, що включає етапи 1-4, з шаблона по Фіг 2А Потрібно ВІДМІТИТИ, що такий стент має точки зчленування 10, отримані при з'єднанні точок 9 Нарешті, стент 17 полірують для видалення зайвого матеріалу, який не був повністю видалений при вирізуванні (етап 2) Полірування може проводитися механічно, обробкою полірувальним стержнем, що містить на ЗОВНІШНІЙ поверхні алмазний пил, об внутрішню поверхню стента 17 Може також застосовуватися електрополірування Фіг 7 показує альтернативний варіант здійснення винаходу, в якому множину шаблонів 18 протравлюють і вирізають в листі металу 19, як описано вище Фіг 8 являє собою збільшений вигляд однієї з множини шаблонів 18, показаних на Фіг 7 Фіг 9 являє собою збільшений вигляд однієї пари 20 з множини впадин для зачеплення 21 і 22, показаних на Фіг 8 Фіг 10 являє собою збільшений вигляд однієї пари 23 з множини виступів для зачеплення 24 і 25, показаних на Фіг 8 Лист металу 19 і кожний з шаблонів 18 мають множину апертур 26 і 26' для входження в них зірочок (не показані), які забезпечують точне пересування і точне розміщення листа металу 19 і шаблонів 18 на різних стадіях виробництва Кожний шаблон 18 має першу довгу сторону 27 і другу довгу сторону 28, першу коротку сторону 29 і другу коротку сторону ЗО Перша довга сторона 27 містить множину пар 20, 20 і 20" западин для зачеплення 21 і 22 (більш детально показаних на Фіг 9) Кожна пара 20, 20' і 20" западин для зачеплення містить першу западину 21 і другу западину 22 Друга довга сторона 28 містить множину пар 23, 23' і 23" виступів для зачеплення (більш детально показаних на Фіг 10) Кожна пара 23, 23' і 23" виступів для зачеплення має перший виступ 24 і другий виступ 25 Пари виступів для зачеплення 23, 23' і 23" розташовуються практично навпроти пар впадин для зачеплення 20, 20' і 20" Западини для зачеплення 21 і 22 мають таку 19 43923 конфігурацію і розташування, щоб приймати виступи 24 і 25 і входити з ними в зачеплення таким чином, щоб підтримувати поєднання кромок стента при деформуванні шаблона 18 і згортанні листового металу, тобто щоб перша довга сторона 27 і друга довга сторона 28 співпадали один з одним з утворенням трубки, як показано на Фіг 19 і 20 Між КОЖНОЮ парою 20, 20' і 20" впадин для зачеплення 21 і 22 розташований місток 31 з матеріалу Цей місток 31 додає додаткову стабільність і полегшує поєднання кромок при виробництві стента, а також додає додаткову МІЦНІСТЬ зварювальним швам готового стента, як описане нижче Після згортання листа в трубчастий стент і поєднання впадин 21 і 22 з виступами 24 і 25 здійснюють спеціальний пристрій (не показано) для підтримки поєднання, і місток 31 розрізають на дві практично рівні частини Місток 31 може бути розрізаний різними способами, добре відомими спеціалістам в даній області, однак, в переважному варіанті використовується лазер Западину для зачеплення 21 зварюють з виступом для зачеплення 24, а западину для зачеплення 22 зварюють з виступом для зачеплення 25, як показано на Фіг 12 і 13 Це можна здійснити різними способами, добре відомими спеціалістам в даній області, однак, в переважному варіанті використовують множину крапкових зварок У найбільш переважному варіанті кожний зварювальний шов включає біля п'яти крапкових зварок, як показано на Фіг 12 і 13 При зварюванні тепло розплавляє матеріал розрізаного містка 31, і цей розплавлений матеріал всмоктується в напрямі западини для зачеплення 21 або 22, до якої матеріал прикріплений, і затікає в область, що зварюється між западиною і виступом для зачеплення, де матеріал додаткового містка стає частиною зварювального шва і додає йому додаткову МІЦНІСТЬ Потім стент може бути відполірований, як описане раніше Фіг 13 являє собою збільшений вигляд області зварювання, показаної на Фіг 12 У переважному варіанті здійснення зварювальний шов зміщений відносно точки контакту западини для зачеплення і виступу для зачеплення У найбільш переважному варіанті зварювальний шов зміщений приблизно на 0,01 мм Фіг 14 ЯВЛЯЄ собою деталізований вигляд шаблона, показаного на Фіг 8 Як показано на Фіг 14 і 20, винахід може бути також описаний як стент, що розгортається, що обкреслює подовжню апертуру 32, що має подовжню вісь або протяжність 33 і вісь кола або протяжність 34, який включає множину гнучких сполучених вічок 35, кожна з яких має перший осьовий кінець 36 і другий осьовий кінець 37 Кожне вічко 35 також має першу осьову вершину 38, розташовану у першого осьового кінця 36, і другу осьову вершину 39, розташовану у другого осьового кінця 37 Кожне вічко 35 також включає перший елемент 40, що має подовжній компонент з першим кінцем 41 і другим кінцем 42, другий елемент 43, що має подовжній компонент з першим кінцем 44 і другим кінцем 45, третій елемент 46 маючий подовжній компонент з першим кінцем 47 і другим кінцем 48, і четвертий елемент 49, що має подовжній компонент з першим кінцем 50 і другим кінцем 51 Стент також включає першу 20 петлю 52, створюючу перший кут 53, яка розташована між першим кінцем 41 першого елемента 40 і першим кінцем 44 другого елемента 43 Друга петля 54, створююча другий кут 55, розташована між другим кінцем 48 третього елемента 46 і другим кінцем 51 четвертого елемента 49 і розміщується практично навпроти першої петлі 52 Перший гнучкий компенсаційний елемент або гнучкий зв'язок 56, що має перший кінець 57 і другий кінець 58, розташована між першим елементом 40 і третім елементом 46, при цьому перший кінець 57 першого гнучкого компенсаційного елемента або гнучкого зв'язку 56 з'єднується з другим кінцем 42 першого елемента 40, а другий кінець 58 першого гнучкого компенсаційного елемента або гнучкого зв'язку 56 з'єднується з першим кінцем 47 третього елемента 46 Перший кінець 57 і другий кінець 58 розташовані на ЗМІННІЙ відстані 59 один від одного вздовж подовжньої осі Другий гнучкий компенсаційний елемент 60, що має перший кінець 61 і другий кінець 62, розташований між другим елементом 43 і четвертим елементом 49 Перший кінець 61 другого гнучкого компенсаційного елемента або гнучкого зв'язку 60 з'єднується з другим кінцем 45 другого елемента 43, а другий кінець 62 другого гнучкого компенсаційного елемента або гнучкого зв'язку 60 з'єднується з першим кінцем 50 четвертого елемента 49 Перший кінець 61 і другий кінець 62 розташовані на ЗМІННІЙ відстані 63 один від одного вздовж подовжньої осі У переважному варіанті здійснення, перший і другий гнучкі компенсаційні елементи або гнучкі зв'язки 56 і 60 дугоподібні Перший і другий гнучкі компенсаційні елементи або гнучкі зв'язки 56 і 60 володіють різною здібністю розтягуватися або стискуватися, коли стент згинається по кривій лінії відносно подовжньої осі 33 апертури 32 (Показано на Фіг 20) Перший елемент 40, другий елемент 43, третій елемент 46 і четвертий елемент 49, перша петля 52 і друга петля 54, а також перший гнучкий компенсаційний елемент або гнучкий зв'язок 56 і другий гнучкий компенсаційний елемент або гнучкий зв'язок 60 розташовані таким чином, що при розгортанні стента відстань між першим гнучким компенсаційним елементом або гнучким зв'язком 56 і другим гнучким компенсаційним елементом або гнучким зв'язком 60 збільшується, а подовжній компонент першого елемента 40, другого елемента 43, третього елемента 46 і четвертого елемента 49 меншає, в той час як перша петля 52 і друга петля 54 залишаються практично навпроти одна одній, КІНЦІ 57 і 58 перших гнучких компенсаційних елементи або гнучкого зв'язку 56 і КІНЦІ 61 і 62 других гнучких компенсаційних елемента або гнучкого зв'язку 60 відкриті таким чином, щоб збільшити змінну подовжню відстань 59 між першим кінцем 57 і другим кінцем 58 першого гнучкого компенсаційного елемента або гнучкого зв'язку 56 і таким чином, щоб збільшити змінну подовжню відстань 63 між першим кінцем 61 і другим кінцем 62 другого гнучкого компенсаційного елемента або гнучкого зв'язку 60 Це компенсує зменшення подовжнього компонента першого елемента 40, другого елемента 43, третього елемента 46 і четвертого елемента 49 і значно знижує попереднє скорочення стента після його розгортання Після розгор 21 43923 22 тання перший гнучкий компенсаційний елемент компенсаційні елементи переміщаються до поабо гнучкий зв'язок 56 і другий гнучкий компенсадовжньої осі або просвіту стента доти, поки не ційний елемент або гнучкий зв'язок 60 додають станеться їх вирівнювання з іншими дільницями опору трубчастому органу, що оперується стента Таким чином, просвіт розгорненого стента Фіг 15 показує розміри найбільш переважного має практично круглу форму поперечного перетиваріанту здійснення даного винаходу Місця прону, без яких не будь виступів всередину просвіту гиба, тобто перша і друга петлі 52 і 54 і перший і або у напрямі до подовжньої осі розгорненого стедругий компенсаційні елементи 56 і 60, виконують нта ширше, ніж перший, другий, третій і четвертий Фіг 23 подібний Фіг 21, за винятком того, що елементи 40, 43, 46 і 49, так що зусилля прогиба шаблон в цьому випадку вирізаний в трубчастому після розгортання стента розподіляється по розелементі з використанням звичних способів вигоширеній площі Місця прогиба можуть бути викотовлення стентів Як показано на Фіг 23, гнучкі нані ширше, ніж перший, другий, третій і четвертий компенсаційні елементи не розширяються назовні елементи, на різні величини, так що прогиб буде від подовжньої осі нерозгорненого стента 69 Пісвідбуватися на більш вузьких дільницях, насампеля розгортання стента, показаного на Фіг 23, у ред, через знижений опір У переважному варіанті напрямі до стінок кровоносної судини 68 перший і перший і другий компенсаційні елементи ширше, другий гнучкі компенсаційні елементи 56' і 60' праніж перший, другий, третій і четвертий елементи, а гнуть до «розширення всередину» відносно проперша і друга петлі ширше, ніж перший і другий світу 70 розгорненого стента 69 і виступають в цей компенсаційні елементи Одна з переваг таких просвіт розмірів першої і другий петель, коли вони ширше, Фіг 24 показує стент 69 по Фіг 23 після його ніж перший і другий компенсаційні елементи, полярозгортання в просвіті 70 кровоносної судини 68 гає в тому, що стент буде значною мірою компенГнучкі компенсаційні елементи 56' і 60' не вирівсувати попереднє скорочення по мірі його розгорнюються з іншими дільницями стента і утворять тання У варіанті виконання, показаному на Фіг 15, діаметр, який менше діаметра інших дільниць степерший, другий, третій і четвертий елементи 40, нта Виступи, які утворюються всередину просвіту 43, 46 і 49 мають ширину біля 0,1мм Перша і друстента, створюють завихрення в рідині, поточній га петлі 52 і 54 мають ширину біля 0,14мм Первздовж осі розгорненого стента, і можуть викликаший і другий компенсаційні елементи 56 і 60 мають ти виникнення тромбу потовщені ДІЛЬНИЦІ 64 і 65 із завширшки біля Винахід авторів також відноситься до 0,12мм Таким чином, в цьому найбільш переважустановки для виготовлення стенту, який включає ному варіанті перша і друга петлі мають ширину, платформу, сердечник і пристрій деформування яка приблизно на 40% більше ширини першого, листа металу навколо сердечника другого, третього і четвертого елементів, а перший Платформа пристосована для прийняття плоі другий гнучкі компенсаційні елементи мають шиского листа металу, який буде формуватися в рину приблизно на 20% більше ширини першого, стент У переважному варіанті виконання плоский другого, третього і четвертого елементів лист металу має перший торець, другий торець, що визначає подовжню вісь, першу основну повеФіг 16-20 показують деталі стента, виконаного рхню, другу основну поверхню, першу довгу стопо винаходу рону, другу довгу сторону, де перша і друга довгі Ще одна перевага даного винаходу показана сторони практично паралельні подовжній осі лисна Фіг 21-24 Для простоти розміри і ступеня зміта Сердечник має практично циліндричну зовнішщення компонентів стентів, показаних на Фіг 21ню поверхню, а також перший і другий КІНЦІ, ЩО 24, навмисно перебільшені визначають подовжню вісь Сердечник має такі Фіг 21 являє собою фронтальний поперечний розміри, що діаметр його поперечного перетину перетин по лінії А-А нерозгорненого стента, який практично рівний внутрішньому діаметру поперечвиконаний по винаходу і показаний на Фіг 20 Неного перетину стента, який повинен бути виготоврозгорнений стент 66 на Фіг 21 розміщений вселений, або менше цього внутрішнього діаметра Є редині просвіту 67 кровоносної судини 68 перед також пристрій для прикріплення сердечника до розгортанням Як згадувалося вище, цей стент основної поверхні плоского листа металу Крім виготовлений шляхом вирізування шаблона в плотого, є пристрій деформування плоского листа скому шматку листового металу і потім згортання металу навколо зовнішньої поверхні сердечника листа металу в трубку з утворенням трубчастого таким чином, щоб плоский лист металу деформустента Як показано на Фіг 21, після згортання вався в практично трубчасту форму, відповідну перший і другий гнучкі компенсаційні елементи 56 і ЗОВНІШНІЙ поверхні сердечника У переважному 60 нерозгорнених стентів мають тенденцію до варіанті виконання пристрій деформування при«розширення назовні» відносно подовжньої осі стосований так, що при деформуванні плоского або просвіту стента Таким чином, гнучкі компенлиста металу в трубчасту форму перша довга стосаційні елементи 56 і 60 визначають ЗОВНІШНІ діарона і друга довга сторона залишаються практичметри, які більше ЗОВНІШНІХ діаметрів, визначених но паралельними одна одній Спеціальними засоіншими дільницями стента Фіг 22 показує стент бами, такими як зварювальний апарат, лазер, клей по Фіг 21 після його розгортання в просвіті, проти або гвинт, перша довга сторона листа прикріплявнутрішньої стінки кровоносної судини Як показається до другої довгої сторони листа но на Фіг 22, після розгортання нерозгорненого стента у напрямі до стінки кровоносної судини стіВІДПОВІДНО ДО переважного варіанту здійсненнки судини чинять механічний тиск на перший і ня, в плоскому шматку металу вирізають або видругий гнучкі компенсаційні елементи 56 і 60, і травляють множину шаблонів стента Кожний з 23 шаблонів має першу довгу сторону і другу довгу сторону, де перша довга сторона містить множину пар точок зачеплення, друга довга сторона містить множину пар точок зачеплення, і множини пар точок зачеплення розташовані практично навпроти одна одній, точки зачеплення мають такі розміри і розташування, щоб входити в контакт при деформуванні шаблона і згортанні його в трубчасту форму Кожна пара точок зачеплення першої довгої сторони містить місток, розташований між кожною з точок зачеплення першої довгої сторони, створюючих пару, при цьому ширина містка менше, ніж ширина інших дільниць стента Сердечник розташований між першою і другою довгими сторонами листа Сердечник має практично циліндричну зовнішню поверхню і подовжню вісь, практично паралельну першій довгій стороні і другій довгій стороні Шаблон деформують в трубчасту форму таким чином, що пари точок зачеплення першої довгої сторони входять в контакт з парами точок зачеплення другої довгої сторони Місток розрізають, і кожну з точок зачеплення скріпляють з точкою зачеплення, з якою вона увійшла в контакт, внаслідок чого утвориться стент, що розгортається Фіг 25-28 показують переважний варіант установки для виготовлення стента і стент, виконаний ВІДПОВІДНО до винаходу авторів Установка включає лазерний корпус 71, лазер 72, рухливий стіл 73 і множину угинальних пристосувань для стентів 74, розміщених на столі Лазер 72 розташований всередині корпусу 71 і може виборче переміщатися в ньому Рухливий стіл 73 має перший торець 75 і другий торець 76 Рухливий стіл пристосований для виборчого переміщення всередину лазерного корпусу 71 і назовні з нього Стіл 73 пристосований таким чином, що, коли перший торець 75 стола 73 знаходиться всередині лазерного корпусу 71, другий торець стола 76 знаходиться зовні згаданого лазерного корпусу 71, а коли згаданий другий торець 76 стола 73 знаходиться всередині лазерного корпусу 71, перший торець 75 стола 73 знаходиться зовні лазерного корпусу 71 У першого торця 75 стола розташована множина згинальних пристосування 74, і у другого торця 76 стола 73 розташована множина згинальних пристосувань 74 Як показано на Фіг 26 і 27, кожне з згинальних пристосувань включає основу 77, що має платформу 78, пристосовану для прийняття плоского листа металу 18, який буде формуватися в стент Плоский лист металу 18 має подовжню вісь, першу основну поверхню, другу основну поверхню, першу довгу сторону і другу довгу сторону, де перша і друга довгі сторони практично паралельні подовжній осі листа Лист також забезпечений множиною орієнтовних апертур 26, множину орієнтовних штифтів 79, виступаючих з кожної платформи Орієнтовні штифти 79 по розмірах відповідають розмірам орієнтовних апертур 26, що передбачено для вирівнювання листа на платформі, сердечник 80, має практично циліндричну зовнішню поверхню 81 і має перший кінець 82, другий кінець 83 і подовжню вісь 84, як показано на Фіг 35 Сердечник 80 має такі розміри, що діаметр його поперечного перетину D практично рівний 43923 24 внутрішньому діаметру поперечного перетину стента, який повинен бути виготовлений, або менше цього внутрішнього діаметра Платформа 78 має перший угнутий паз 85 для прийняття першого кінця 82 сердечника і другий угнутий паз 86 для прийняття другого кінця 83 сердечника 80, як показано на Фіг 36, важіль 87 з шарнірним кріпленням пристосований для руху в першому напрямі (до платформи 78) і у другому напрямі (від платформи 78) для прикріплення сердечника 80 до основної поверхні плоского листа металу, коли він знаходиться на платформі, кожне згинальне пристосування 74 включає перше деформуюче лезо 88, забезпечене наконечником 88', друге деформуюче лезо 89, забезпечене наконечником 89', третє деформуюче лезо 90, забезпечене наконечником 90', четверте деформуюче лезо 91, забезпечене наконечником 91', п'яте деформуюче лезо 92, забезпечене наконечником 92', і шосте деформуюче лезо 93, забезпечене наконечником 93' Леза розташовані навколо зовнішньої поверхні 81 сердечника 80 і пристосовані таким чином, щоб деформувати плоский лист металу навколо зовнішньої поверхні 81 сердечника 80 в практично трубчасту форму, якої відповідають зовнішньої поверхні 81 сердечника 80 Деформуючі леза розташовані між першим кінцем 82 і другим кінцем 83 сердечника 80 Кожне з деформуючих лез пристосоване для незалежного і виборчого руху в першому напрямі (до сердечника 80) і у другому напрямі (від сердечника 80) так, щоб наконечники деформуючих лез 88', 89', 90', 91', 92' і 93' виборче ударялися об сердечник або об дільницю листа, розташовану між сердечником і кожним з наконечників деформуючих лез Крім того, кожне з деформуючих лез пристосоване таким чином, що при деформуванні плоского листа металу в трубчасту форму перша довга сторона і друга довга сторона залишаються практично паралельними одна одній Наконечники третього і шостого деформуючих лез 90' і 93' мають множину фестончастих лазерних апертур 94, як показано на Фіг 32, які мають такі розміри і розміщення, щоб забезпечити закріплення наконечниками третього і шостого деформуючих лез першої довгої сторони і другої довгої сторони до зовнішньої поверхні сердечника, із забезпеченням доступу лазера 72 до заздалегідь визначених дільниць першої довгої сторони і другої довгої сторони листа, щоб зробити зварення першої довгої сторони з другою довгою стороною, перший мотор 95, приєднаний до першого деформуючого леза, другий мотор 96, приєднаний до другого деформуючого леза, третій мотор 97, приєднаний до третього деформуючого леза, четвертий мотор 98, приєднаний до четвертого деформуючого леза, п'ятий мотор 99, приєднаний до п'ятого деформуючого леза, і шостий мотор 100, приєднаний до шостого деформуючого леза Кожний мотор пристосований до виборчого переміщення кожного деформуючого леза, до якого він приєднаний, в першому напрямі (до сердечника) і у другому напрямі (від сердечника), комп'ютер 101 для управління ПОСЛІДОВНІСТЮ, в якій перший торець стола і другий торець стола 25 26 Мотор першого деформуючого леза запускають так, щоб мотор першого деформуючого леза переміщував перше деформуюче лезо в першому напрямі в достатній мірі, для того, щоб наконечник першого деформуючого леза увійшов в контакт з першою основною поверхнею листа і деформував лист навколо зовнішньої поверхні сердечника, як показано на Фіг ЗОС Потім запускають мотор другого деформуючого леза так, щоб мотор другого деформуючого леза переміщував друге деформуюче лезо в першому напрямі в достатній мірі, для того, щоб наконечник другого деформуючого леза увійшов в контакт з першою основною поверхнею листа і деформував лист навколо зовнішньої поверхні сердечника, як показано на Фіг 30D Потім запускають мотор третього деформуючого леза так, щоб мотор третього деформуючого леза переміщував третє деформуюче лезо в першому напрямі в достатній мірі, для того, щоб наконечник третього деформуючого леза увійшов в контакт з першою основною поверхнею листа і деформував лист навколо зовнішньої поверхні сердечника, при одночасному запуску мотора шостого деформуючого леза так, щоб мотор шостого деформуючого леза переміщував шосте деформуюче лезо у другому напрямі (від сердечника), як показано на Фіг ЗОЕ Потім запускають мотор четвертого деформуючого леза так, щоб мотор четвертого деформуючого леза переміщував четверте деформуюче лезо в першому напрямі в достатній мірі, для того, щоб наконечник четвертого деформуючого леза увійшов в контакт з першою основною поверхнею листа і деформував лист навколо зовнішньої поверхні сердечника, як показано на Фіг 30F Потім запускають мотор п'ятого деформуючого леза так, щоб мотор п'ятого деформуючого леза переміщував п'яте деформуюче лезо в першому напрямі в достатній мірі, для того, щоб наконечник п'ятого деформуючого леза увійшов в контакт з першою основною поверхнею листа і деформував лист навколо зовнішньої поверхні сердечника, як показано на Фіг 30G Потім запускають мотор шостого деформуючого леза так, щоб мотор шостого деформуючого леза переміщував шосте деформуюче лезо в першому напрямі в достатній мірі, для того, щоб наконечник шостого деформуючого леза увійшов в контакт з першою основною поверхнею листа і деформував лист навколо зовнішньої поверхні сердечника, як показано на Фіг ЗОН Потім одночасно запускають мотори третього і шостого деформуючих лез так, щоб мотори третього і шостого деформуючих лез переміщували третє і шосте деформуючі леза в першому напрямі в достатній мірі, для того, щоб наконечники третього і шостого деформуючих лез увійшли в контакт з першою основною поверхнею листа і деформували лист навколо зовнішньої поверхні сердечника, як показано на Фіг ЗОЇ За допомогою лазера розрізають місток Потім лазер використовують для зварювання кожної точки зачеплення з тією точкою зачеплення, з якою вона входить в контакт, з отриманням стента, що розгортається 43923 розміщуються всередині лазерного корпусу, ПОСЛІДОВНІСТЮ і мірою, до якої кожний з множини наконечників деформуючих лез ударяється об сердечник або об дільницю листа, яка розташована між сердечником і кожним з наконечників деформуючих лез, а також ПОСЛІДОВНІСТЮ, схемою, розміщенням і КІЛЬКІСТЮ енергії, що прикладається лазером до кожної з першої і другої довгих сторін кожного з листів, розташованих на кожному з множини згинальних пристосувань Кожний з наконечників деформуючих лез має довжину, практично рівну першій і другій довгим сторонам плоского листа металу, і в переважному варіанті конструкції наконечники деформуючих лез угнуті, як показано на Фіг 27 У особливо переважному варіанті, як показано на Фіг 27, наконечник третього деформуючого леза практично ідентичний наконечнику шостого деформуючого леза, наконечник другого деформуючого леза практично ідентичний наконечнику п'ятого деформуючого леза, і наконечник першого деформуючого леза практично ідентичний наконечнику четвертого деформуючого леза На практиці установка, яка показана на Фіг 2527 і описана вище, працює як єдина конструкція Множину шаблонів стента вирізають в плоскому шматку металу, де кожний з шаблонів має першу основну поверхню, другу основну поверхню, першу довгу сторону і другу довгу сторону Перша довга сторона і друга довга сторона містять множину пар точок зачеплення 101, 102, 103 і 104, як показано на Фіг 28 і 29, які розташовані практично навпроти одна одній і мають такі розміри і розташування, щоб входити в контакт при деформуванні шаблона і згортанні його в трубчасту форму Кожна пара точок зачеплення першої довгої сторони містить місток 105, розташований між кожною з точок зачеплення першої довгої сторони 101 і 102, створюючих пару Переважно, ширина містка 105 менше, ніж ширина інших дільниць стента Лист також забезпечений множиною орієнтовних апертур 26, які мають такі розміри і розташування, щоб входити в зачеплення з орієнтовними штифтами 79, розташованими на основі 77 Лист розміщують на основі таким чином, щоб перша основна поверхня листа стикалася з основою Сердечник 80 з практично циліндричною зовнішньою поверхнею 81 і подовжньою віссю 84, розташовують на другій основній поверхні листа між першою довгою стороною і другою довгою стороною листа, таким чином, що його подовжня вісь практично паралельна першій довгій стороні і другій довгій стороні, як показано на Фіг ЗОА Шаблон деформують в трубчасту форму таким чином, що пари точок зачеплення першої довгої сторони входять в контакт з парами точок зачеплення другої довгої сторони, як показано на Фіг 29 Етап деформування включає наступні етапи а) запуск мотора шостого деформуючого леза так, щоб мотор шостого деформуючого леза переміщував шосте деформуюче лезо в першому напрямі в достатній мірі, для того, щоб наконечник шостого деформуючого леза увійшов в контакт із зовнішньою поверхнею сердечника і закріпив сердечник на листі, як показано на Фіг 30В 27 43923 У переважному варіанті здійснення місток має ширину, яка приблизно рівна 25 - 50% ширини інших дільниць стента, а в особливо переважному варіанті місток має ширину біля 40 мікрон Розміри і розміщення точок зачеплення, як показано на Фіг 28 і 29, допускають їх переміщення в мірі достатній для того, щоб знизити можливість виникнення напружень в матеріалі під час циклів нагріву і охолоджування при зварюванні Між першою довгою стороною і другою довгою стороною після деформування стента може бути утворена V-образна виїмка 106 для забезпечення більш надійного зварювання, як показано на Фіг 31 Крім того, як показано на Фіг 31, між точками зачеплення і зовнішньою поверхнею сердечника 80 на етапі деформування може бути виконаний зазор 107 Зазор 107 забезпечує збільшену площу для зварювального матеріалу і, таким чином, зміцнює зварювання і знижує розсіювання тепла через сердечник під час зварювання, отже, знижується КІЛЬКІСТЬ енергії, необхідна для зварювання Збоку кожної точки зачеплення, практично навпроти містка, може бути введений додатковий заповнюючий зварювальний матеріал 108, як показано на Фіг 33 і 34 Заповнюючий зварювальний матеріал 108 має такі розміри і розміщення, щоб під час зварювання він міг втягуватися в точку зварювання Після ТОГО ЯК стент деформований і точки зачеплення увійшли в контакт один з одним, місток розрізають за допомогою лазера Потім з використанням лазера першу і другу довгі сторони з'єднують з утворенням зварювальної ДІЛЬНИЦІ, яка переважно ширше за ІНШІ ДІЛЬНИЦІ стента У особливо переважному варіанті здійснення зварювальна дільниця приблизно на 20% ширше за ІНШІ ДІЛЬНИЦІ стента і має ширину біля 140 мікрон Зварювання переважно виконують в напрямі зовні всередину У переважному варіанті використовують множину зварювальних швів, а в особливо переважному варіанті використовують два зварювальних шви Зварювальний шов може бути зміщений від точки, в якої точки зачеплення входять в контакт один з одним, а в переважному варіанті він зміщений від точки, в якої точки зачеплення входять в контакт один з одним, приблизно на 0,01мм Зварювання може являти собою крапкове зварювання, множину крапкових зварок, а в переважному варіанті зварювання включає 5 крапкових зварок У переважному варіанті здійснення шаблон вирізають в листі з використанням множинного травлення зверху, а потім здійснюють етап огляду обох сторін листа після травлення і перед тим, як лист розмішують на основі У особливо переважному варіанті етап огляду здійснюють з використанням автоматизованого оптичного контрольного приладу У особливо переважному варіанті шаблони стента пристосовані таким чином, що після розгортання стента у напрямі до внутрішньої стінки судини практично жодна частина стента не виступає в його подовжній просвіт Остаточна обробка стента може бути зроблена шляхом електрополірування 28 На Фіг 37-40 показаний інший варіант виконання установки для виготовлення стента, сконструйованої по винаходу Основа 109 має приймальний майданчик для листа 110, пристосований для прийняття плоского листа металу, який буде формуватися в стент Приймальня майданчик для листа 110 також має приймальну канавку для сердечника 111 У переважному варіанті виконання плоский лист металу має подовжню вісь, першу основну поверхню, другу основну поверхню, першу довгу сторону і другу довгу сторону, де перша і друга довгі сторони практично паралельні подовжній осі Є також важіль 112 з першим кінцем 113 і другим кінцем 114 Перший кінець 113 важеля пристосований для виборчого втримання сердечника 115, що має практично циліндричну зовнішню поверхню Другий кінець 114 важеля шарнірно з'єднаний з основою 109 і пристосований для руху в першому напрямі (до основи 109) і у другому напрямі (від основи 109) для прикріплення сердечника 115 до основної поверхні плоского листа металу Сердечник 115 має такі розміри, що діаметр його поперечного перетину практично рівний внутрішньому діаметру поперечного перетину стента, який повинен бути виготовлений, або менше цього внутрішнього діаметра Пристрій деформування 116 призначений для деформування плоского листа металу навколо зовнішньої поверхні сердечника таким чином, щоб плоский лист металу деформувався в практично трубчасту форму, практично відповідну ЗОВНІШНІЙ поверхні сердечника, причому перша довга сторона і друга довга сторона практично паралельні одна одній На Фіг 39 показаний вигляд зверху варіанту здійснення, в якому пристрій деформування 116 являє собою деталь, забезпечену деформуючим наконечником 117, довжина якого практично рівна довжині першої і другої довгих сторін листа металу У переважному варіанті здійснення деформуючий наконечник вгнутий, як показано на Фіг 40 Для здійснення технологічного процесу лист вміщують на приймальний майданчик 110 Сердечник 115 прикріпляють до першого кінця 113 важеля 112, і важіль 112 переміщують в першому напрямі, так що сердечник стикається з листом Потім введуть в дію пристрій деформування, що деформує лист навколо сердечника, як описано вище Потім важіль 112 переміщують у другому напрямі, і сердечник 115 з обгорненим навколо нього листом від'єднують від першого кінця 113 важеля 112 Після ЦЬОГО першу і другу довги сторони з'єднують, як описано вище, з утворенням стента У переважному варіанті здійснення сердечник з обгорненим навколо нього листом передають в затиск для поєднання і зварювання стента, показаний на Фіг 41-45 Затиск для поєднання і зварювання стента, показаний на Фіг 41-45, включає основу 118, що має перший торець і другий торець і забезпечену першою стінкою 119, що має перший торець і другий торець, а також першу основну поверхню 120 і другу основну поверхню 121, і другою стінкою 122, що має перший торець і другий торець, а також першу основну поверхню 123 і другу основну по 29 верхню 124 Друга основна поверхня 121 першої стінки 119 і перша основна поверхня 123 другої стінки 122 визначають подовжній U-образний канал 125, що має подовжню вісь в основі 118 Перша стінка 119 забезпечена множиною прорізів 126, які визначають множину перших затискних дільниць 127, що мають верхній кінець 128 і нижній кінець 129, а також першу основну поверхню 120 і другу основну поверхню 121 Кожний з перших затискних дільниць 127 забезпечений першим угнутим каналом 130, розташованим у верхнього кінця 128 другої основної поверхні 121 першої затискної ДІЛЬНИЦІ 127, і другим угнутим каналом 131, розташованим у нижнього кінця 129 другої основної поверхні 121 першої затискної ДІЛЬНИЦІ 127 Перший і другий угнуті канали 130 і 131 практично паралельні подовжній осі U-образного каналу 125 Друга основна поверхня 121 кожного з множини перших затискних дільниць 127 також забезпечена компенсаційним прорізом 132, розташованим між першим угнутим каналом 130 і другим угнутим каналом 131 і практично паралельним подовжньої осі U-образного каналу 125 Множина других затискних дільниць 133 розташована в U-образному каналі 125 між другою основною поверхнею 121 першої стінки 119 і першою основною поверхнею 123 другої стінки 122 Кожний з других затискних дільниць 133 розташований у взаємозв'язку з однією з перших затискних дільниць 127 Кожний з других затискних дільниць 133 має верхній кінець 134 і нижній кінець 135, першу основну поверхню 136, другу основну поверхню 137, першу малу поверхню, розташовану у верхнього кінця, другу малу поверхню, розташовану у нижнього кінця, третю малу поверхню, розташовану між верхнім кінцем і нижнім кінцем, і четверту малу поверхню, розташовану навпроти третьої малої поверхні між верхнім кінцем 134 і нижнім кінцем 135 Кожна з других затискних дільниць 133 забезпечена першим угнутим каналом 138, розташованим у верхнього кінця 134 першої основної поверхні 136 другої затискної ДІЛЬНИЦІ 133, і другим угнутим каналом 139, розташованим у нижнього кінця 135 першої основної поверхні 136 другої затискної ДІЛЬНИЦІ 133 Перший і другий угнуті канали 138 і 139 практично паралельні подовжній осі U-образного каналу 125 Пристрої зміщення 140 розташовані між першою основною поверхнею 123 другої стінки 122 і другою основною поверхнею 121 кожного з других затискних дільниць 133 і призначені для зміщення першої основної поверхні 136 кожного з других затискних дільниць 133 до другої основної поверхні 121 кожного з перших затискних дільниць 127, що знаходяться у взаємозв'язку один з одним Перший настановний штифт опорного важеля сердечника 141 виступає з третьої малої поверхні 142, а другий настановний штифт опорного важеля сердечника 138 виступає з четвертої малої поверхні кожного з других затискних дільниць 133 Настановні штифти опорного важеля сердечника 141 і 138 практично паралельні подовжній осі Uобразного каналу Пристрій регулювання зміщення 139 призначений для виборчого регулювання відстані між другою основною поверхнею 121 кожного з пер 43923 30 ших затискних дільниць 127 і першою основною поверхнею 136 кожного з других затискних дільниць 133 Утримуючий сердечник 140 розташований у другому угнутому каналі 131 першої стінки 119 і у другому угнутому каналі 139 кожного з других затискних дільниць 133 Опорний важіль сердечника 143, як показано на Фіг 42, призначений для підтримки стента під час поєднання першої довгої сторони листа з другою довгою стороною листа Важіль 143 забезпечений першим опорним пазом 144 для підтримки першого кінця сердечника і другим опорним пазом 145 для підтримки другого кінця сердечника Поверхня зачеплення першого настановного штифта опорного важеля сердечника 146 призначена для зачеплення першого настановного штифта опорного важеля сердечника 141, а поверхня зачеплення другого настановного штифта опорного важеля сердечника 147 призначена для зачеплення другого настановного штифта опорного важеля сердечника 138, коли опорний важіль сердечника розташований на другій СТІНЦІ 122 Потрібно ВІДМІТИТИ, що для цієї мети можуть використовуватися різні ВІДПОВІДНІ еластичні матеріали, ВІДОМІ спеціалістам в даній області, такі як пружина, однак в особливо переважному варіанті здійснення еластичний матеріал являє собою гуму У переважному варіанті здійснення пристрій регулювання зміщення 139 являє собою нарізний гвинт, розташований в кожному з перших затискних дільниць 127, при цьому кожний з гвинтів 139 сполучається з першою основною поверхнею 120 і другою основною поверхнею 121 кожного з перших затискних дільниць 127 Гвинти 139 є виборче жвавими в напрямі до першої основної поверхні 136 другої затискної ДІЛЬНИЦІ 133 і від неї, з метою виборчого переміщення другої затискної ДІЛЬНИЦІ 133 в напрямі до перших затискних дільниць 127 і від них, а отже, виборчої зміни відстані між другою основною поверхнею 121 кожного з перших затискних дільниць 127 і першою основною поверхнею 136 кожного з других затискних дільниць 133 Для здійснення технологічного процесу сердечник з обгорненим навколо нього листом закріпляють в перших угнутих каналах 130 і 138 Пристрій регулювання зміщення 139, наприклад, гвинт, регулюють так, щоб закріпити сердечник в перших угнутих каналах, але при цьому дозволити деяке переміщення першої і другої довгих сторін листа, щоб точки контакту можна було суміщати бажаним образом У переважному варіанті здійснення для підтримки сердечника під час операції поєднання використовують опорний важіль сердечника, показаний на Фіг 42 Як показано на Фіг 45, перший опорний паз сердечника підтримує перший кінець сердечника, а другий опорний паз підтримує другий кінець сердечника Поверхня зачеплення першого настановного штифта опорного важеля сердечника 146 забезпечує зачеплення першого настановного штифта опорного важеля сердечника 141, а поверхня зачеплення другого настановного штифта опорного важеля сердечника 147 забезпечує зачеплення другого настановного штифта опорного важеля сердечника 138 таким 31 чином, щоб вирівняти опорний важіль сердечника 143, коли він підтримує сердечник Фіг 46-48 показують затиск 148 для електрополірування трубчастого стента, що включає стойку 149, що має перший кінець 150, другий кінець 151 і множину електрополірувальних кріплень для стента 152 Кожне з кріплень 152 має основу 153 і електропровідний перший елемент 154, що має перший кінець 155, з'єднаний з основою 153, і другий кінець 156, пристосований таким чином, щоб виборче стикатися із зовнішньою поверхнею трубчастого стента, не ушкоджуючи його зовнішньої поверхні Кріплення 152 також мають електропровідний другий елемент 157, що має перший кінець 158, з'єднаний з основою, і другий кінець 159, пристосований таким чином, щоб виборче розміщуватися всередині подовжньої внутрішньої порожнини стента, не ушкоджуючи поверхні, що визначає внутрішню порожнину Перший елемент 154 і другий елемент 157 пристосовані таким чином, що другий кінець 159 другого елемента 157 зміщається до другого кінця 156 першого елемента 154 настільки, щоб в достатній мірі закріпити стент між згаданими першим і другим елементами 154 і 157 Перевага кріплення, виконаного по винаходу авторів, полягає втому, що електропровідной елемент 154 контактує із зовнішньою поверхнею стента Це знижує можливість появи хвильності і ЛІНІЙ ерозії на поверхні, що визначає внутрішню порожнину Такі лінії ерозії часто зустрічаються в стентах, оброблених електрополіруванням з використанням звичних кріплень, які розміщують електропровідний елемент на поверхні, що визначає внутрішню порожнину Електрополірування стента з використанням кріплення авторів знижує можливість того, що подовжній просвіт стента буде мати нерівномірну поверхню, яка може привести до турбулентності в потоку рідини, що, в свою чергу, може привести до тромбозу або агрегації тромбоцитів У переважному варіанті здійснення стент вміщують на стойку вищеописаній конструкції Спосіб включає занурення стента в електрополірувальну ванну і підключення електричного струму до першого елемента на заздалегідь заданий період часу, а також зміну точки, в якій другий кінець першого елемента стикається із зовнішньою поверхнею стента, до витікання заздалегідь заданого періоду часу Зміна точки контакту мінімізує концентрацію хвильностей і ЛІНІЙ ерозії в будь-якій даній точці поверхні стента поблизу точки контакту з електро 43923 32 провідним елементом Точка контакту може змінюватися шляхом повороту стента У особливо переважному варіанті точка контакту змінюється шляхом варіювання відстані міжстентом і основою за рахунок подовжнього переміщення стента до основи 153 або від нього, як показано на Фіг 46 і 47 Точка контакту зміняється після закінчення приблизно половини заздалегідь заданого часу У особливо переважному варіанті обробка уривається до витікання заздалегідь заданого часу, ефект електрополірування, проведеного до етапу переривання, оцінюється, і частина заздалегідь заданого часу, що залишилася регулюється з метою компенсації яких-небудь коливань в КІЛЬКОСТІ матеріалу, фактично видаленого до етапу переривання Обробка може бути перервана в будь-який час, однак переважно переривання в момент біля половини витікання заздалегідь заданого часу У першого кінця 150 і другого кінця 151 стойки 149 можуть додаватися шматочки збиткового матеріалу 160 для компенсації додаткового матеріалу, що звичайно знищується зі стентів, розміщених у першого і другого КІНЦІВ стойки, як показано на Фіг 48 Матеріал вибирається і додається в КІЛЬКОСТІ, достатній для вирівнювання КІЛЬКОСТІ додаткового матеріалу, що звичайно знищується зі стентів, розміщених у першого і другого КІНЦІВ стойки У іншому переважному способі електрополірування стента стент виготовляють вищеописаним способом, однак на етапі, коли шаблон деформують в трубчасту форму і пари точок зачеплення першої довгої сторони входять в контакт з парами точок зачеплення другої довгої сторони, частина стента залишається прикріпленою до листа металу, як показано на Фіг 49 і 50 (Фіг 50 є виглядом з торця вздовж лінії А-А по Фіг 49) Потім розрізають місток, точки зачеплення з'єднують, утворюючи стент, стент електрополірують шляхом приєднання електрода до листа, а потім стент ВІДДІЛЯЮТЬ від листа Це знижує можливість пошкодження стента, оскільки залишок листа, до якого прикріплений стент, йде потім у відходи Цей спосіб також дає додаткову перевагу за рахунок того, що лист, що викидається, до якого прикріплений стент, працює як збитковий матеріал, як описане раніше Спеціалістам повинне бути ясно, що цей час винахід не обмежено описаними і зображеними вище варіантами Область, що охоплюється винаходом, визначається пунктами формули винаходу 33 34 43923 Підготовка креслення плоского шаблона 12 7 12 Т 12 І 7 14 127 127 12 7 Фіг.2С И Вирізування шаблона в плоскому листі металу 12 12 Деформування листа до поєднання кромок Скріплення кромок як мінімум в одній точці Полірування стента ФІГ.1 Фіг. 5 А 12 7 35 D A*. І) B 1 Y 4 С _£ 1 2 43923 36 Фіг.9 Фіг.5В 15 14 ФІГ.6 Фіг. 12 Фіг.7 2 3 о о \/Т7оо о 20" зо 26 Фіг.8 Фіг. 14 37 60 -* ^ 65 Фіг. 15 ФІГ. 16 ФігЛ7 ФІГ. 19 43923 38 43923 40 71 £Г 74 Фіг.25 Фіг.27 105 Фіг.26 Фіг.29 41 42 43923 Фіг.Зі Фіг.ЗОН 'іг.ЗОВ Фіг.ЗОІ 106 Фіг.ЗОС Фіг.31 94 93 і 90* Фіг.ЗОЕ іг.32 Фіг.ЗОБ Фіг.ЗОО 43 44 43923 116 Фіг.4О ФІГ.34 Фн\37 1 і no • -111 ІА, Фіг.38 115 *jJ Фіг 43 117 43923 46 ДП «Український інститут промислової власності» (Укрпатент) вул Сім'ї Хохлових, 15, м Київ, 04119, Україна (044) 456 - 20 - 90
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B23K 26/00, A61F 2/00
Мітки: стента(варіанти, виготовлення, установка
Код посилання
<a href="https://ua.patents.su/23-43923-ustanovka-dlya-vigotovlennya-stentavarianti.html" target="_blank" rel="follow" title="База патентів України">Установка для виготовлення стента(варіанти)</a>
Спосіб установлення стента в стовбурі лівої коронарної артерії в зоні відходження від основної артерії бічної судини
Номер патенту: 41222
Опубліковано: 15.08.2001
Автори: Соколов Юрий Миколайович, Соколов Максим Юрьйович, Костенко Леонид Миколайович
МПК: A61F 2/06, A61M 25/10
Мітки: артерії, основної, стента, лівої, бічної, стовбурі, спосіб, установлення, коронарної, судині, відходження, зони
Формула / Реферат:
Спосіб установлення стента в стовбурі лівої коронарної артерії в зоні відходження від основної артерії бічної судини, що передбачає установлення інтрадюсора, уведення провідникового катетера, використовуючи коронарний провідник, проведення через провідниковий катетер до устя артерії заздалегідь підготовленої системи стент на балоні і проведення її через просвіт артерії в зону ураження до місця імплантації, позиціонування стента, роздування...
Брезент, оздоблений матеріалом, що відбиває світло (варіанти), та спосіб його виготовлення (варіанти)
Номер патенту: 43315
Опубліковано: 17.12.2001
Автор: Оппенхейм Ульріх
Мітки: матеріалом, спосіб, світло, відбиває, брезент, оздоблений, варіанти, виготовлення
Формула / Реферат:
1. Брезент со светоотражательным декорированием, содержащий ткань, покрытую пластмассовым материалом, предпочтительно поливинилхлоридом, полиамидом или полипреном, а декорирование выполнено светоотражательным листом, отличающийся тем, что содержит соединенный с брезентом кусок брезентовой ткани с закрепленным на нем светоотражательным листом, при этом пластмассовое покрытие куска брезентовой ткани является материалом того же типа или...
Спосіб прямого відновлювання матеріалу, що містить оксиди заліза (варіанти), і установка для його здійснення (варіанти)
Номер патенту: 27017
Опубліковано: 28.02.2000
Автори: УІПП Рой Хуберт мол., Гушех Мортеза Садат, МІЛІОНІС Константин, ЦІП Герхальд
МПК: C21B 13/02, C21B 13/00
Мітки: містить, варіанти, здійснення, матеріалу, відновлювання, заліза, установка, спосіб, оксиди, прямого
Формула / Реферат:
1. Способ прямого восстановления содержащего оксиды железа материала, в котором газ синтеза смешивают с колошниковым газом, образующимся при прямом восстановлении содержащего оксиды железа материала, и используют для прямого восстановления в качестве восстановительного газа, который не разлагается при температуре восстановления, отличающийся тем, что объемное содержание Н2О в восстановительном газе поддерживают равным от 1 до 2%,...
Спосіб виробництва сечовини з високою продуктивністю синтезу і низьким енергоспоживанням, установка для його реалізації (варіанти) і спосіб модернізації існуючої установки (варіанти)
Номер патенту: 42814
Опубліковано: 15.11.2001
Автори: ЗАРДІ УМБЕРТО, ПАГАНІ Джорджіо
МПК: C07C 273/04, C07C 275/00
Мітки: енергоспоживанням, синтезу, виробництва, високою, сечовини, низьким, існуючої, продуктивністю, варіанти, установки, установка, модернізації, спосіб, реалізації
Формула / Реферат:
1. Спосіб виробництва сечовини з високою продуктивністю синтезу та низьким енергоспоживанням, за яким провадять синтез між аміаком та діоксидом вуглецю до одержання продукту, що містить сечовину, карбамат і вільний аміак у водному розчині, піддають згадуваний продукт частковому розкладу карбамату і частковому відділенню згадуваного вільного аміаку у водному розчині для одержання першого потоку з аміаком і діоксидом вуглецю в паровій фазі і...
Гибочно-гартовочна установка для виготовлення листових ресор
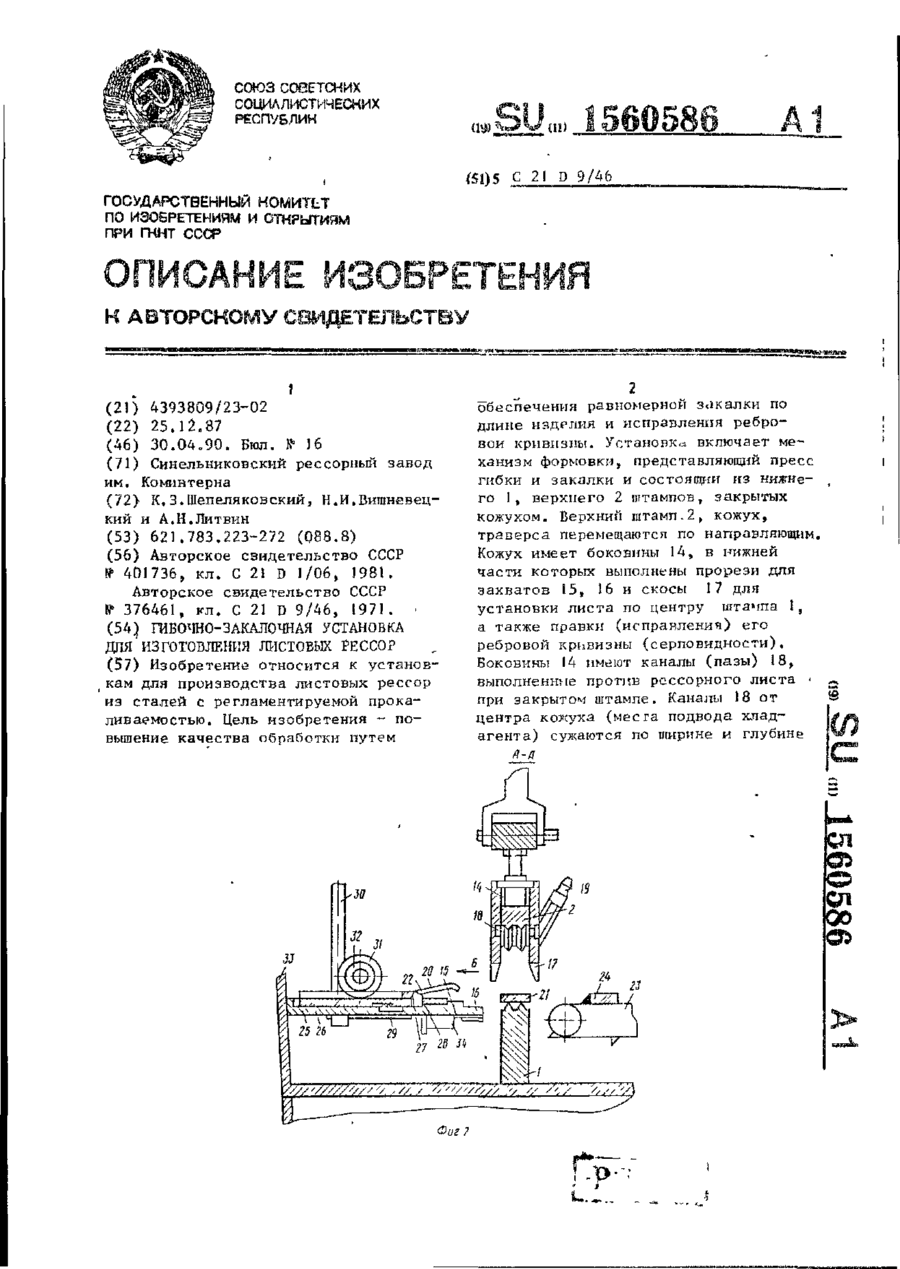
Номер патенту: 2430
Опубліковано: 26.12.1994
Автори: Шепеляковський Костянтин Захарович, Литвин Олександр Миколайович, Вишневецький Микола Іванович
МПК: C21D 9/46
Мітки: установка, гибочно-гартовочна, виготовлення, листових, ресор
Формула / Реферат:
Гибочно-закалочная установка для изготовления листовых рессор, содержащая механизм формовки с верхним и нижним штампами, устройство для исправления ребровой кривизны листов рессор, транспортеры, механизм подачи и выдачи листов, отличающаяся тем, что, с целью повышения качества обработки путем равномерной закалки по длине изделия и исправления ребровое, кривизны, механизм формовки выполнен в виде боковин с прорезями в нижних их частях и...
Попередній патент: Спосіб захисту металів від корозії в хлоровмісних розчинах
Наступний патент: Міський автобус великої місткості
Випадковий патент: Спосіб обгортання пухлини шлунка тонкою кишкою