Гибочно-гартовочна установка для виготовлення листових ресор
Номер патенту: 2430
Опубліковано: 26.12.1994
Автори: Шепеляковський Костянтин Захарович, Вишневецький Микола Іванович, Литвин Олександр Миколайович
Формула / Реферат
Гибочно-закалочная установка для изготовления листовых рессор, содержащая механизм формовки с верхним и нижним штампами, устройство для исправления ребровой кривизны листов рессор, транспортеры, механизм подачи и выдачи листов, отличающаяся тем, что, с целью повышения качества обработки путем равномерной закалки по длине изделия и исправления ребровое, кривизны, механизм формовки выполнен в виде боковин с прорезями в нижних их частях и расположенными в середине боковин каналами для подачи хладагента, сужающимися к периферии, устройства для исправления ребровой кривизны выполнены в виде скосов в нижней части боковин, а механизм подачи и выдачи листов выполнен в виде захватов, при этом захваты выдачи листов расположены по дуге с кривизной, равной кривизне рабочей поверхности штампов.
Текст
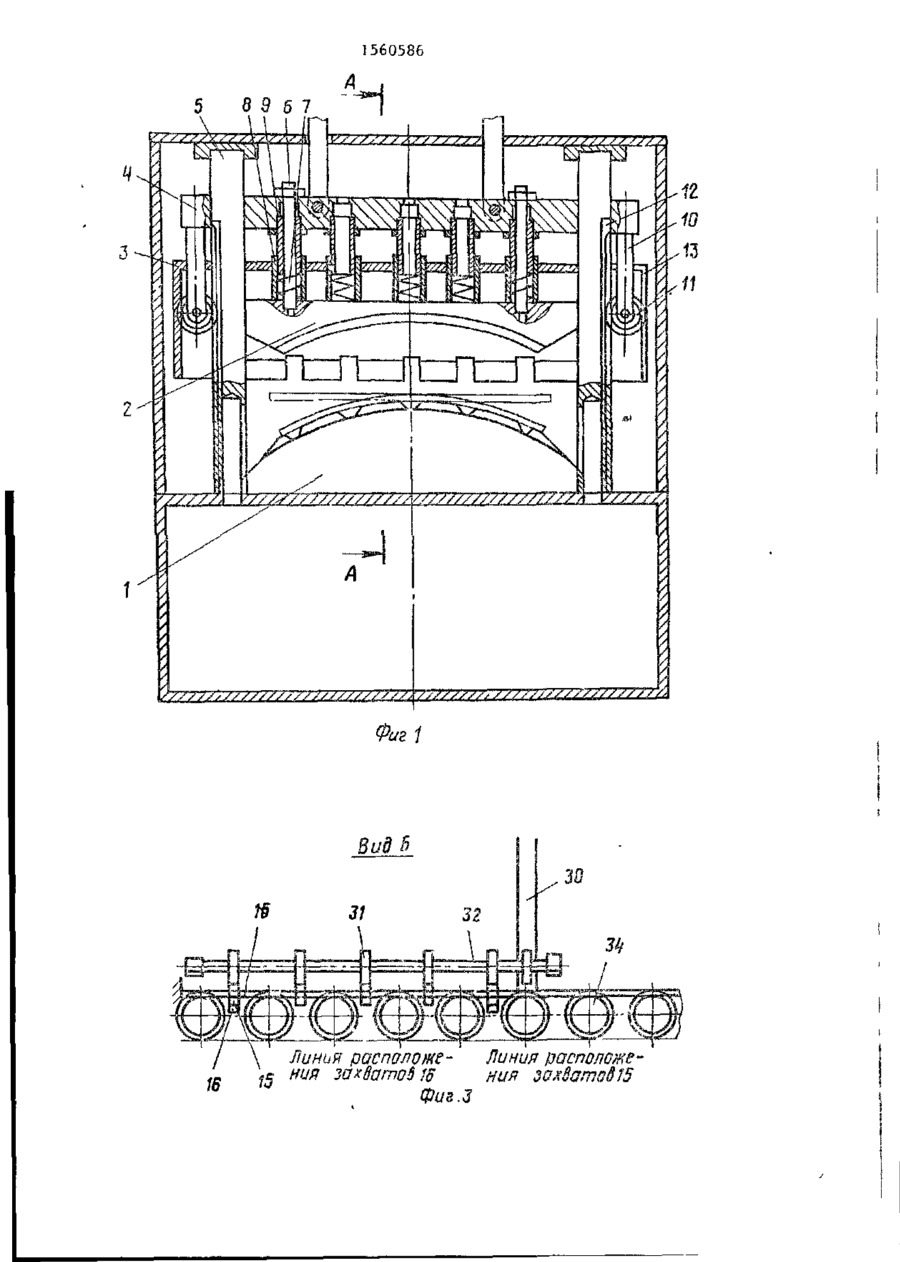
СОЮЗ СОВЕТСКИХ СОЦИЛЛИСТМЧЕСНИХ РЕСПУБЛИН (19) (И) Д **' (51)5 С 21 D 9/46 ГОСУДАРСТВЕННЫЙ НОМИТЬТ ПО ИЗОБРЕТЕНИЯМ И ОТКРЫТИЯМ ПРИ ГКНТ СССР (21) 4393809/23-02 (22) 25.12,87 (46) 30.04„90. Бюл. I 16 P (71) Синелькиковский рессорный завод им. Коминтерна (72) К.З.Шепеляковский, Н.И.Вишневец кий и А.И.Литвин (53) 621.783.223-272 (088.8) (56) Авторское свидетельство СССР № 401736, кл. С 21 D 1/06, 1981. Авторское свидетельство СССР fC 376461, кл. С 21 D 9/46, 1971. • (54] ГИБОЧНО-ЗАКАЛОЧНАЯ УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ЛИСТОВЫХ РЕССОР (57) Изобретение относится к установкам для производства листовых рессор из сталей с регламентируемой прокаливаемостью. Цель изобретения - повышение качества обработки путем обеспечения равномерной закалки по длине изделия и исправления ребровой кривизны. Установка включает механизм формовки, представляющий пресс гибки и закалки и состоящий из нижнего 1, верхнего 2 штампов, закрытых кожухом. Верхний штамп.2, кожух, траверса перемещаются по направляющим, Кожух имеет боковины 14, в нижней части которых выполнены прорези для захватов 15, 16 и скосы 17 для установки листа по центру штампа 1, а также правки (исправления) его ребровой кривизны (серповидности), Боковины 14 имеют каналы (пазы) 18, выполненные против рессорного листа • при закрытом штампе. Каналы 18 от центра кожуха (мес га подвода хладагента) сужаются по ширине и глубине Й-й J J ®иг? * і аттті 1560586 но мере приближения к сливным отверстиям (периферии кожуха). Захваты 15 предназначены для передачи на штамп ! прямого листа (заготовки) 20 и расположены по прямой линии г а захваты 16 - для снятия со штампа 1 готового листа 21 и расположены по дуге с кривизной рабочей поверхности штампов. Установка обеспечи- \ вает получение равномерной твердости на поверхности листа по всей его длине, а также одновременно с гибкой устранение ребровой кривизны рессорных листов. 6 ил. Изобретение относится к машинобоковины ]4, в нижней части которых строению, в частности к устройствам выполнены прорези для захватов 15 для производства листов рессор из и 16 и скосы 17 для установки листа сталей с регламентируемой прокаливаепо центру штампа 1, а также правки мостью. (исправления) его ребровой кривизны Целью изобретения является повы(серповидпостн). Боковины 14 имеют каналы (пазы) 18, а также одна из шение качества обработки путем обесбоковин 14 - штуцер 19 для подьода печения равномерной закалки по длине 2Q хладагента, Каналы 1.3^выполнены изделия и исправления ребровой критаким образом, что они находятся провизны. тив рессорного листа при закрытом На фиг.1 представлено сечение по итампе. Каналы от центра кожуха (мес механизму формовки; на фиг.2 - сечета подвода хладагента) сужаются ние А-А на фиг.1 при открытом штам25 по ширине и глубине по мере приближепе; на фиг.З - вид В на фиг.2; на ния к сливным отверстиям (периферии фиг.4 - сечение А-А на фиг.] при кожуха). частично опущенном штампе до ухода захватов; на фиг.5 - то же, при часТак при длине рессорного листа тично опущенном штампе после ухода 1500 мм, расходе воды 12-15 м/с и захватов; на фиг.6 - то же, при температуре закалки 800-850 С сумполностью закрытом штампе. марное поперечное сечение каналов 18 в середине кожуха (месте подвода Гибочно-закалочная установка вклюводы) составляет 1/3 суммарного сечает механизм формовки, к которому чения камеры, образованной штампами подаются листы с транспортера с по1 и 2 выше и ниже листа 21. мощью механизма подачи листов. ПосНагретая заготовка 20 подается в ле штамповки этим же механизмом с гибочный пресс захватами 15, а форпомощью захватов выдали готовый мованный и закаленный рессорный лист лист подается на разгрузочный транспортер. 40 21 снимается с нижнего штампа 1 заМеханизм формовки представляет хватами 16. собой пресс гибки и закалки и состоНад захватами 3 5 имеются зажимы ит из нижнего і и верхнего 2 штампов 22 заготовки 20. После обработки и закрыт кожухом 3. готовый яист 21 со штампа 1 переноВерхний штамп 2 и кожух 3, а так- 45 сится на транспортер 23 с упорами же траверса 4 перемещаются по направ24. Захваты 15 предназначены для ляющим 5, имеющим в нижней части передачи на штамп Ї прямого листа сливные отверстия. Траверса 4 сое(заготовки) и расположены по прямой динена с верхним штампом 2 с помощью линии, а захваты 16 - для снятия со тяг 6 и распорных пружин 7, установштампа 1 готового листа 21 и распо50 ложены по дуге (фиг.З). Захваты 15 ленных Б стаканах 8. и 16 жестко соединены с Н-образнои Для регулирования степени сжатия направляющей 25, внутри которой пружин 7 и усилия прижатия верхнего размещается репка 26, СБЯчанная 2 штампа к нижнего І з траверсу 4 через серьгу 27 с зажимом 22. Зажим ввернуты резьбовые втулки 9. Кожух 55 22 прикреплен к направляющей 25 с 3 соединен с траверсой 4 через тяги помощью шпильки 28 > Гейка. 26 свя10 и зубчатые колеса 11, рейки 12, зана с направляющей 25 пружиной 29. выполненной заодно с направляющими Рьйки 26 перемещаются от рейки 30 5 и рейки 13 кожуха 3, Кожух 3 имеет' 1560586 результате производится правка ребчерез шестерни 31, насаженные на вал ровой кривизны с одновременной гиб32, направляющая 25 упирается своим торцом в упор 33. Нагретые заготовки кой верхним 2 и нижним 1 штампами. подаются от линии индукционного нагреПо окончании гибки через штуцер ва с помощью роликов 34. 19 под давлением подается вода в таУстановка работает следующим обком количестве, чтобы расход был разом. не ниже 12 м/с, что позволяет исклюОт линии индукционного нагрева чить образование паровой рубашки по роликам 34 поступает набор загото- і на поверхности закаливаемого листа, вок 20, уложенных в один ряд друг а следовательно, брака. По мере удаза другом. При этом направляющая 25 ления от точки подвода в зону листа упирается своим торцом V B упор 33 рейки 'дополнительно подводится свежая вода 26, сжимая пружины 29, поднимая заиз каналов 18, в результате чего жимы 22 через серьгу 27. „ 15 обеспечиваемая ' твердость на поверхДля подачи заготовок в штамп рейности листа по всей длине одинакова. ка 30 движется вниз и через шестерни Кроме того, на установке одно31 с валом 32 подают вперед рейки 26 временно с гибкой устраняется криПод действием сил трения и пружин визна рессорных листов. 29 некоторое время движение направ20 ляющих 25 задерживается, а в это Ф о р м у л а и з о б р е т е н и я время рейки 26 через серьги 27 зажимают заготовки 20 зажимом 22 на заГибочно-закалочная установка для хватах 15, После зажатия заготовки изготовления листовых рессор, содер20 подаются в зону штампа, а готовый 25 жащая механизм формовки с верхним и лист 21 захватами 16, расположенными нижним штампами, устройство для испо дуге, переносится на транспортер правления ребровой кривизны листов 23, где собачками 24 снимается с рессод, транспортеры, механизм позахватов 16 и подается вперед. Чтобы дачи и выдачи листов, о т л и ч а ю снять заготовку 20, опускается частич-зо щ а я с я тем, что, с целью повыно траверса 4 и штамп 2 на определеншения качества обработки путем равную величину (в данном случае на номерной закалки по длине изделия и 35 м м ) . Через тяги 10, зубчатые колеисправления ребровой кривизны, меса 1 1 и рейки 12 и 13 кожух 3 опускаханизм формовки выполнен в виде бокоется на двойную величину (на 70 м м ) . вин с прорезями в нижних их частях 35 и расположенными в середине боковин Захваты 15 оказываются в прорезях боковин 14 (фиг.4). Затем захваты 15 каналами для подачи хладагента, сууходят назад в исходное положение жающимися к периферии, устройства при движении рейки 30 вверх (фиг.5). для исправления ребровой кривизны Траверса 4, штамп 2 и кожух 3 опускаются до конца (фиг.6). При движении 40 выполнены в виде скосов в нижней части боковин, а механизм подачи и- выскосы 17 боковин 14 сдвигают заготовдачи листов выполнен в виде захватов, ку на середину штампа 1. При дальнейпри этом захваты выдачи листов расшем движении заготовка оказывается положены по дуге с кривизной, равной зажатой между боковинами 14 и в 45 кривизне рабочей поверхности штампов. 1560586 T^zz^lzzzzzzzzzzzmzzzzzzzzzzzzm '777л ///////// / / //772-/L/.Z, Фиг і f§ -ПЗ 16 Линия расположЛиния расположения за^ 8ато5 IS ния зал8атодГ5 15 Фиг.З 1560586 /7/77///////////////77777777777777///////Ш/7771 Фиг Л є Фиг 5 1560586 A-A Фив. 6 Редактор Т.Лазоренко Составитель ТО. Усатый Техред М.Дидык Корректор С.Шекмар Заказ 953 Тираж Подписное 509 ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 11303S. Москва, Ж-35, Раушская наб., д. к/5 Производственно-издательский комбинат "Патент", г. Ужгород, ул. Гагарина, 101
ДивитисяДодаткова інформація
Назва патенту англійськоюBending-hardening plant for production of plate springs
Автори англійськоюShepeliakovskyi Kostiantyn Zakharovych, Vyshnevetskyi Mykola Ivanovych, Lytvyn Oleksandr Mykolaiovych
Назва патенту російськоюГибочно-закалочная установка для изготовления листовых рессор
Автори російськоюШепеляковский Константин Захариевич, Вишневецкий Николай Иванович, Литвин Александр Николаевич
МПК / Мітки
МПК: C21D 9/46
Мітки: установка, виготовлення, ресор, гибочно-гартовочна, листових
Код посилання
<a href="https://ua.patents.su/6-2430-gibochno-gartovochna-ustanovka-dlya-vigotovlennya-listovikh-resor.html" target="_blank" rel="follow" title="База патентів України">Гибочно-гартовочна установка для виготовлення листових ресор</a>
Установка для виготовлення та вибивки форм із сипучого матеріалу при литті по моделям, що газифікуються
Номер патенту: 1402
Опубліковано: 25.03.1994
Автори: Хотян Владімір Ільіч, Черненко Надія Георгієвна, Лозенко Віктор Іванович, Сінчугов Олександр Юр'євич, Шульга Василь Тимофійович, Шинський Олег Йосипович, Валігура Анатолій Іванович
МПК: B22C 7/00, B22C 9/04, B22D 29/00
Мітки: установка, форм, газифікуються, сипучого, моделям, виготовлення, литті, матеріалу, вибивки
Формула / Реферат:
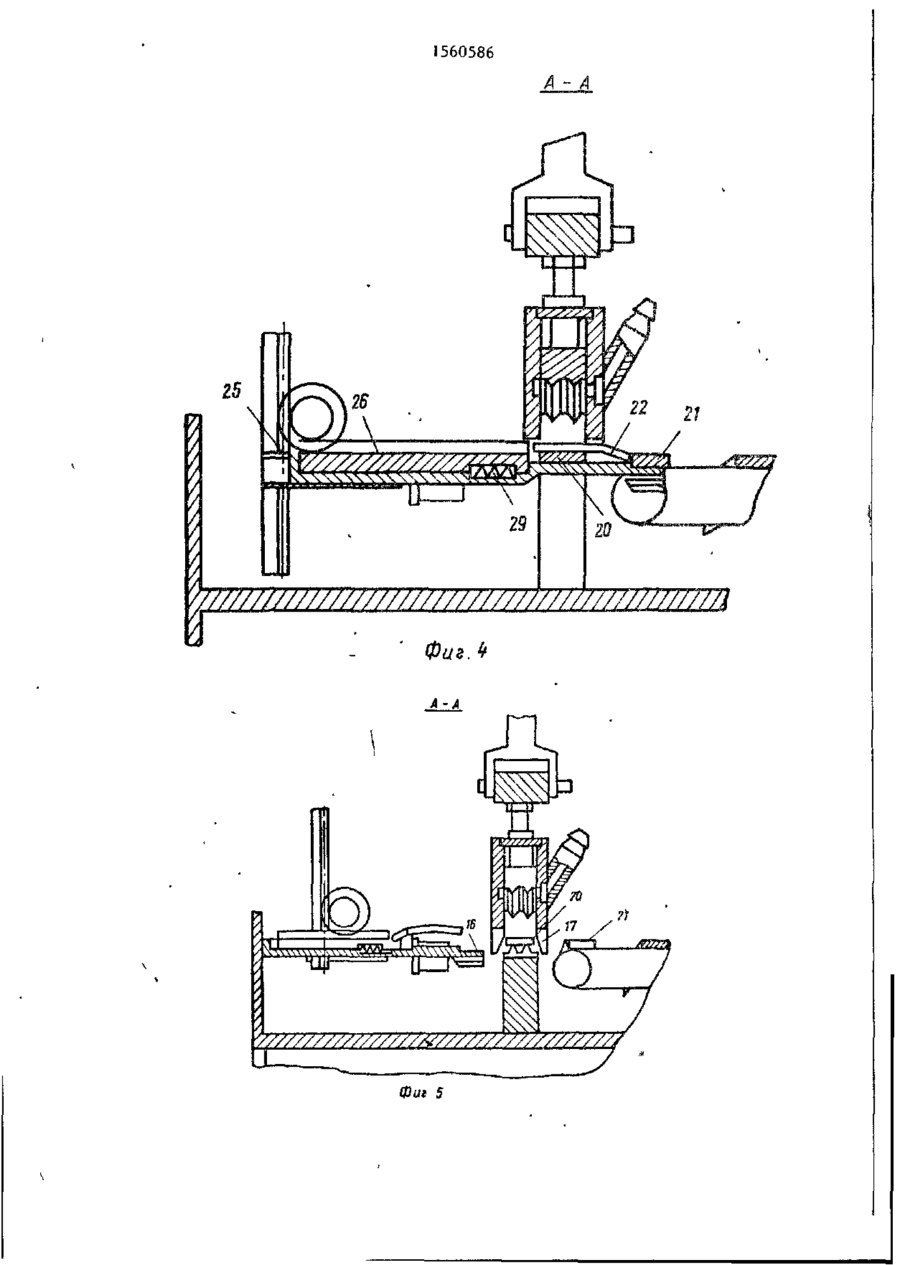
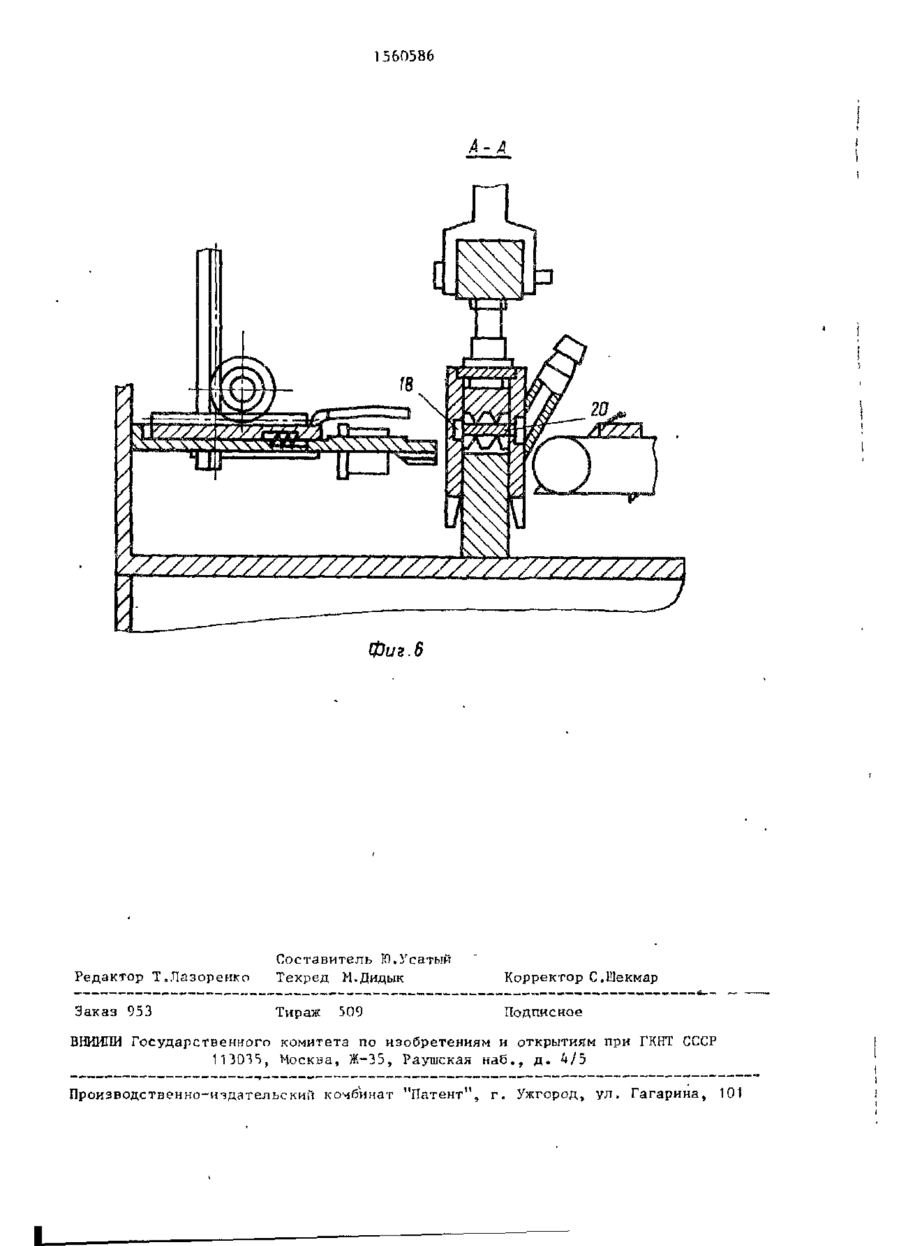
Установка для изготовления и выбивки форм из сыпучего материала при литье по газифицируемым моделям, содержащая от крытый с торца контейнер, бункер для песка, в днище которого выполнены отверстия, установленный над контейнером с возможностью вертикального перемещения, и зажим для модельного блока, отличающаяся тем, что она снабжена механизмом стыковки контейнера с бункером, представляющим собой направляющие, захватные органы и герметизирующий...
Спосіб виготовлення шаруватого листового матеріалу

Номер патенту: 90
Опубліковано: 30.04.1993
Автори: Порошин Григорій Васильович, Півень Євген Григорович, Кокурін Олександр Миколайович
МПК: B29C 69/00, B32B 37/00
Мітки: шаруватого, виготовлення, матеріалу, листового, спосіб
Формула / Реферат:
Способ изготовления слоистого листового материала, при котором в металлическом листе выполняют параллельные симметрично чередующиеся прорези, вытягивают металлический лист в направлении, перпендикулярном расположению прорезей, затем соединяют одну его сторону с плоским эластичным листом и формуют слоистую листовую заготовку, отличающийся тем, что используют дополнительный плоский эластичный лист, который при соединении слоев накладывают на...
Установка для індукційного нагрівання смуги
Номер патенту: 2429
Опубліковано: 26.12.1994
Автори: Шепеляковський Костянтин Захарович, Литвин Олександр Миколайович, Вишневецький Микола Іванович
Мітки: смуги, нагрівання, установка, індукційного
Формула / Реферат:
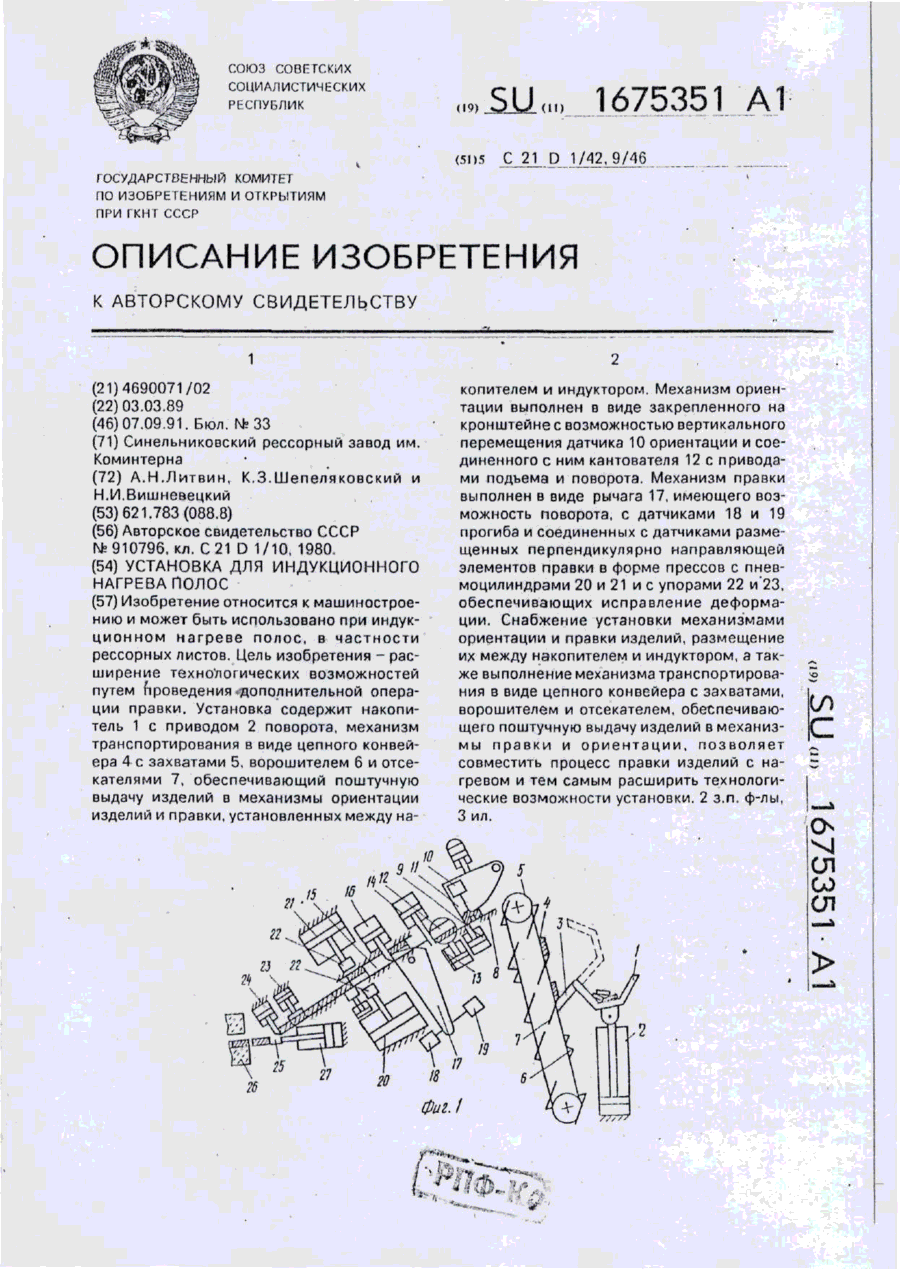
1. Установка для индукционного нагрева полос, содержащая накопитель, механизм поштучной подачи заготовок, индуктор с направляющей для перемещения заготовок и механизм загрузки заготовок в индуктор, отличающаяся тем, что, с целью расширения технологических возможностей путем проведения дополнительной операции правки, она снабжена установленными последовательно между механизмом поштучной подачи заготовок и индуктором механизмами ориентации...
Пристрій для формовки і обрізки виводів радіоелементів
Номер патенту: 1826
Опубліковано: 20.12.1994
Автор: Гаркавий Віктор Васильович
МПК: H05K 13/00
Мітки: формовки, радіоелементів, виводів, обрізки, пристрій
Формула / Реферат:
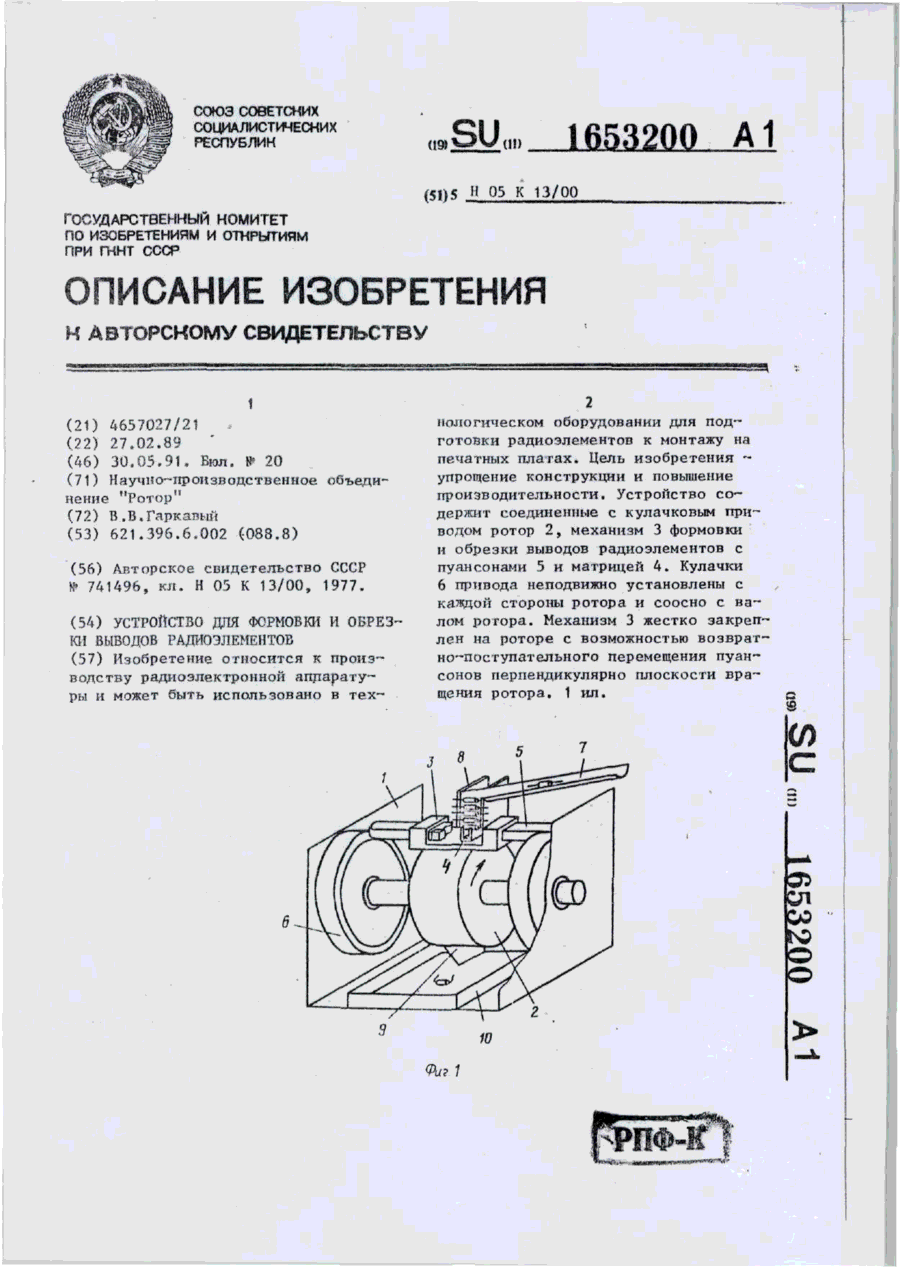
Устройство для формовки и обрезки выводов радиоэлементов, содержащее соединенные с кулачковым приводом ротор, механизм формовки и обрезки выводов радиоэлементов с пуансонами и матрицей, отличающееся тем, что, с целью упрощения конструкции и повышения производительности, кулачки привода неподвижно установлены с каждой стороны ротора и соосно с валом ротора, при этом механизм формовки и обрезки выводов жестко закреплен на роторе с...
Установка для виготовлення об’ємних елементів
Номер патенту: 794
Опубліковано: 15.12.1993
Автори: Костіков Володимир Сергійович, Єндржеєвський Євген Васильович
МПК: B28B 7/22
Мітки: виготовлення, об'ємних, установка, елементів
Формула / Реферат:
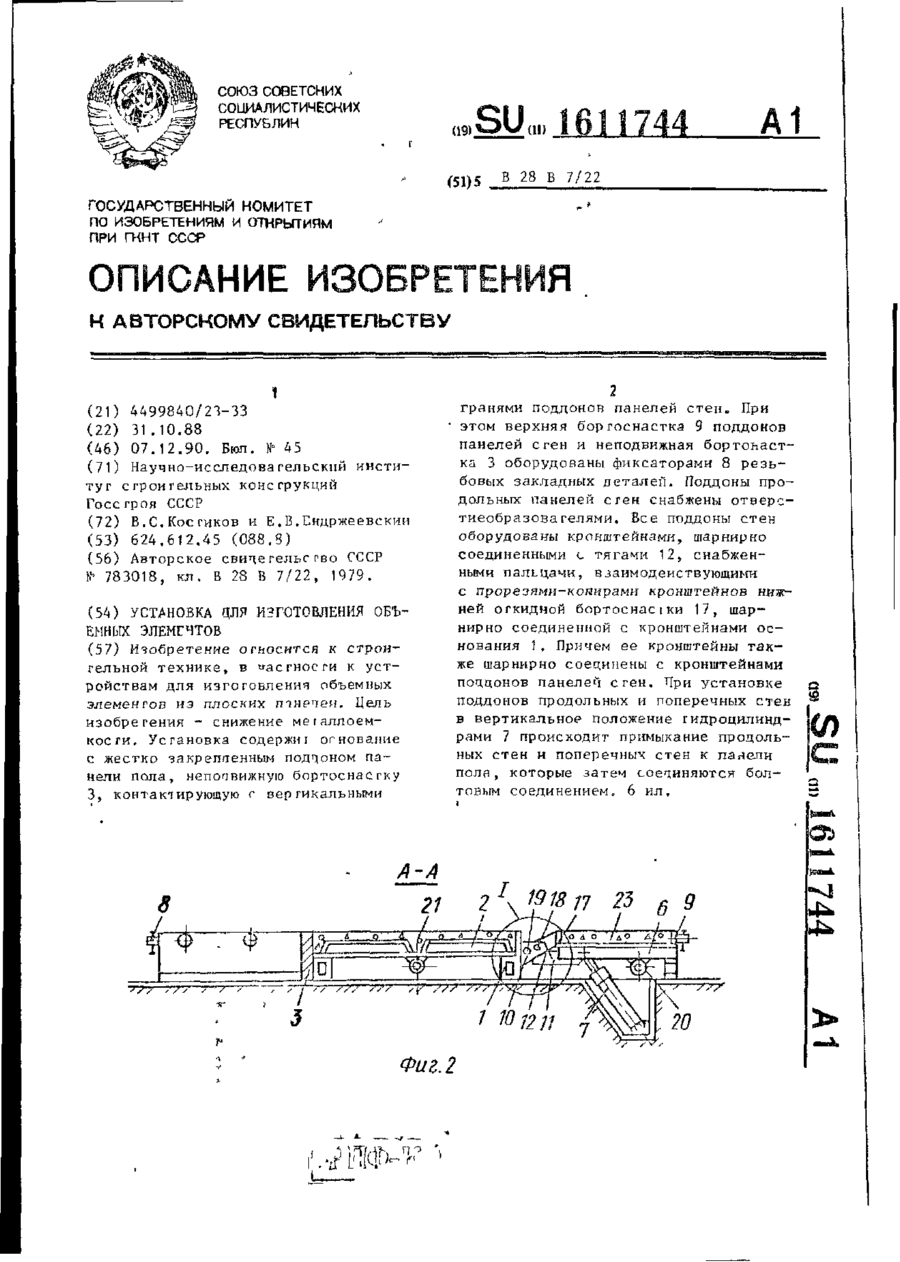
Установка для изготовления объемных элементов, содержащая основание, формы для изготовления панелей продольных и поперечных стен, состоящие из поддонов и бортоснастки, кронштейны, жестко закрепленные на основании и на поддонах форм и шарнирно связанные между собой вибраторы, закрепленные на формах, гидроцилиндры перевода форм из горизонтального в вертикальное положение, отличающаяся гем, что, с целью снижения металлоемкости установки, она...
Попередній патент: Установка для індукційного нагрівання смуги
Наступний патент: Багатолистова ресора
Випадковий патент: Кристалізатор для безперервного розливання рідких металів