Спосіб і пристрій для регулювання потоків рідкого металу у кристалізаторі для безперервного розливання тонких слябів
Номер патенту: 108656
Опубліковано: 25.05.2015
Автори: Мінен Мікеле, Веккьет Фабіо, Кодутті Андреа, Гуастіні Фабіо
Формула / Реферат
1. Спосіб регулювання потоків рідкого металу при безперервному розливанні тонких слябів, для якого передбачені:
- кристалізатор (1), який включає в себе периметричні стінки (16, 16', 17, 18), які визначають об'єм, призначений для вміщення ванни рідкого металу,
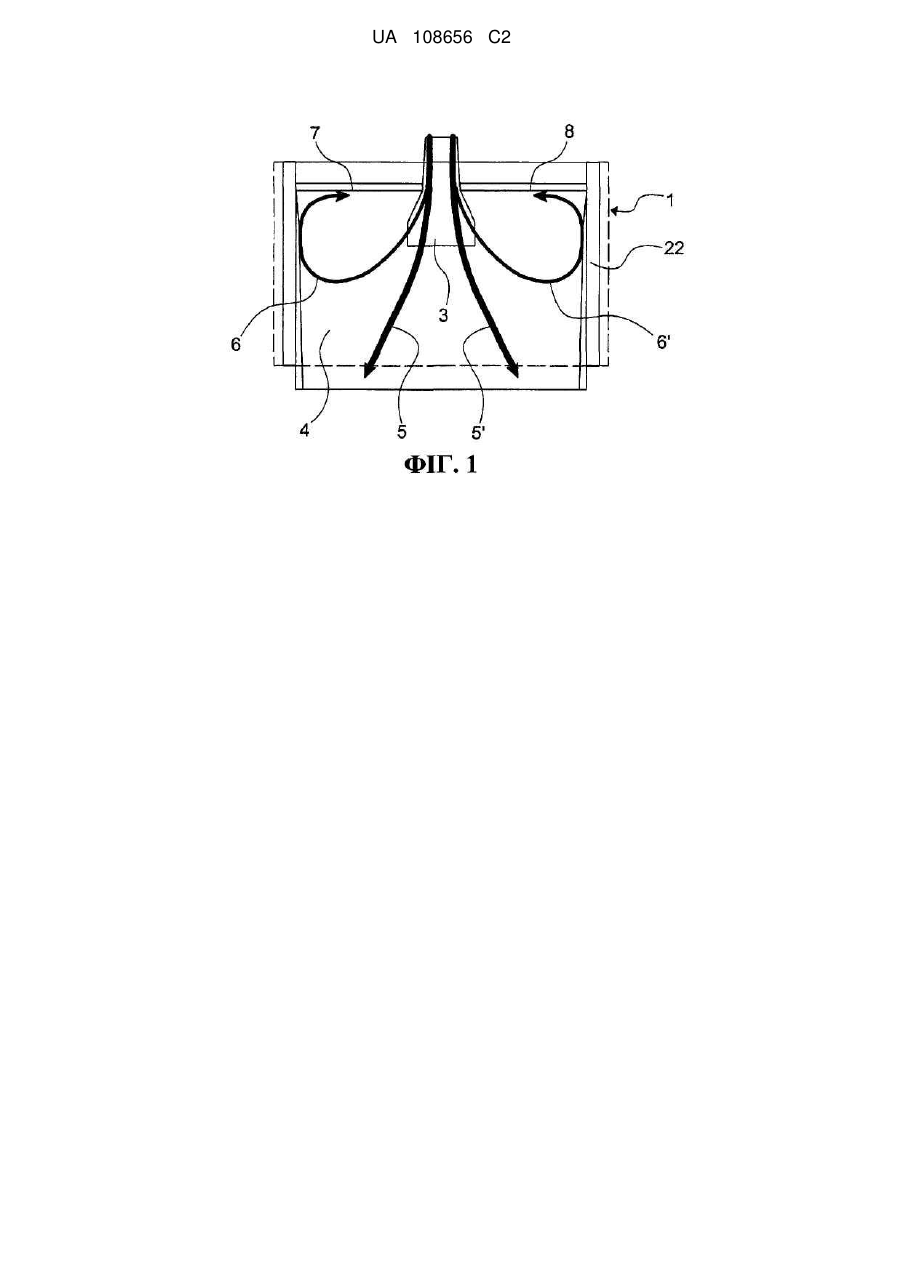
- труба (3) для введення металу, розміщена по центру згаданої ванни (4), призначена для введення згаданого рідкого металу,
- перше електромагнітне гальмо (10') для створення першої гальмівної зони (10) у центральній частині (41) згаданої ванни (4) у безпосередній близькості від вихідної зони (27) згаданого рідкого металу зі згаданої труби (3) для введення металу, при цьому згадана центральна частина (41) розміщена між двома периметричними передніми стінками (16, 16') згаданого кристалізатора (1),
- друге електромагнітне гальмо (11') для створення другої гальмівної зони (11) у згаданій центральній частині (41) згаданої ванни (4) у положенні під згаданою першою гальмівною зоною (10),
- третє електромагнітне гальмо (12') для створення третьої гальмівної зони (12) у першій бічній частині (42) згаданої ванни (4) між згаданою центральною частиною (41) та першою периметричною бічною стінкою (17), по суті перпендикулярною згаданим переднім стінкам (16, 16'),
- четверте електромагнітне гальмо (13') для створення четвертої гальмівної зони (13) у межах другої бічної частини (43) згаданої ванни (4), яка є симетричною згаданій першій бічній частині (42) згаданої ванни (4) відносно площини симетрії (А-А), по суті перпендикулярної згаданим переднім периметричним стінкам (16, 16'),
- п'яте електромагнітне гальмо (14') для створення п'ятої гальмівної зони (14) переважно у згаданій першій бічній частині (42) згаданої ванни (4) у положенні переважно під згаданою третьою гальмівною зоною (12),
- шосте електромагнітне гальмо (15') для створення шостої гальмівної зони (15) у згаданій другій бічній частині (43) згаданої ванни (4) у положенні переважно під згаданою четвертою гальмівною зоною (13), при цьому згадані електромагнітні гальма (10', 11', 12', 13', 14', 15') включають в себе пару магнітних полюсів, симетрично розміщених відносно площини симетрії (В-В) згаданого кристалізатора (1), яка є по суті паралельною згаданим переднім стінкам (16, 16') згаданого кристалізатора, кожний магнітний полюс включає в себе осердя і котушку, яка живиться постійним струмом, згаданим магнітним полюсам (10', 11', 12', 13', 14', 15') надана така форма, щоб вони створювали магнітне поле, яке пересікає згадану ванну (4) відповідно до напрямків, по суті перпендикулярних згаданим переднім стінкам (16, 16') згаданого кристалізатора (1), та згадана машина включає в себе пару зміцнювальних стінок (20, 20'), кожна з яких із зовнішнього боку прилягає до однієї зі згаданих передніх стінок (16, 16') згаданого кристалізатора, при цьому згадана машина включає в себе пару феромагнітних пластин (21, 21'), кожна з яких розміщена паралельно одній зі згаданих зміцнювальних стінок (20, 20'), так що згадані магнітні полюси, які знаходяться на одному й тому самому боці відносно згаданої площини симетрії (В-В), розміщені між однією зі згаданих зміцнювальних стінок (20, 20') і однією зі згаданих феромагнітних пластин (21, 21'), причому згаданий спосіб включає приведення в дію згаданих гальмівних зон (10, 11, 12, 13, 14, 15) незалежно або групами, відповідно до характеристичних параметрів гідродинамічних умов згаданого рідкого металу у згаданій ванні (4).
2. Спосіб за п. 1, який відрізняється тим, що приведення в дію згаданої першої гальмівної зони (10) виконують, коли швидкість згаданого рідкого металу у безпосередній близькості до поверхні (7) згаданої ванни (4) є нижчою за перше еталонне значення, а також приведення в дію згаданої п'ятої гальмівної зони (14) і згаданої шостої гальмівної зони (15), якщо після приведення в дію згаданої першої гальмівної зони (10) згадана швидкість згаданого рідкого металу є нижчою ніж друге еталонне значення, більш високе, аніж згадане перше еталонне значення.
3. Спосіб за п. 1, який відрізняється тим, що приведення в дію гальмівних зон (12, 14, 13, 15), розміщених у першій з бічних частин (43, 42) згаданої ванни (4) виконують, якщо інтенсивність подавання рідкого металу у напрямку першої з бічних частин (43, 42) є більш високою, аніж інтенсивність подавання у напрямку другої з бічних частин (42, 43).
4. Спосіб за п. 3, який відрізняється тим, що гальмівні зони (13, 15), які мають відношення до бічної частини (43) з найвищою інтенсивністю подавання рідкого металу, приводять в дію для створення більш високої гальмівної дії відносно гальмівних зон (12, 14), які мають відношення до іншої бічної частини (42) з найнижчою інтенсивністю подавання.
5. Спосіб за п. 1, який відрізняється тим, що приведення в дію гальмівних зон (12, 14, 13, 15), які мають відношення до бічних частин (43, 42) згаданої ванни (4), виконують, коли швидкість і хвилястість згаданого рідкого металу у безпосередній близькості до поверхні (7) згаданої ванни (4) перевищує заздалегідь визначене еталонне значення, згадану третю гальмівну зону (12) і згадану четверту гальмівну зону (13) приводять в дію для створення більш високої гальмівної дії відносно згаданої п'ятої гальмівної зони (14) і шостої гальмівної зони (15).
6. Спосіб за п. 5, який відрізняється тим, що виконують приведення в дію згаданої другої гальмівної зони (11).
7. Спосіб за п. 1, який відрізняється тим, що приведення в дію гальмівних зон (12, 14, 13, 15), які мають відношення до бічних частин (43, 42) згаданої ванни (4), виконують, коли швидкість згаданого рідкого металу у безпосередній близькості до поверхні (7) згаданої ванни (4) перевищує заздалегідь визначене еталонне значення.
8. Спосіб за п. 7, який відрізняється тим, що виконують приведення в дію згаданої другої гальмівної зони (11).
9. Спосіб за п. 1, який відрізняється тим, що приведення в дію згаданої третьої гальмівної зони (12) і згаданої четвертої гальмівної зони (13) виконують, коли швидкість (V) згаданого потоку металу на меніску згаданої ванни (4) є більшою за заздалегідь визначене значення.
10. Спосіб за п. 9, який відрізняється тим, що також виконують приведення в дію згаданої другої гальмівної зони (11).
11. Спосіб за п. 1, який відрізняється тим, що виконують приведення в дію:
- групи гальмівних зон (12, 14), які призначені для приведення в дію у згаданій першій бічній частині (42) згаданої ванни (4), і/або
- групи гальмівних зон (13, 15), які призначені для приведення в дію у згаданій другій бічній частині (43) згаданої ванни (4).
12. Спосіб за п. 1, який відрізняється тим, що виконують групове приведення в дію першої гальмівної зони (10), третьої гальмівної зони (12) і четвертої гальмівної зони (13) та/або групове приведення в дію другої гальмівної зони (11), п'ятої гальмівної зони (14) і шостої гальмівної зони (15).
13. Машина безперервного розливання тонких слябів, яка включає в себе:
- кристалізатор (1),
- трубу (3) для введення металу, призначену для введення рідкого металу у згаданий кристалізатор (1),
- пристрій для регулювання потоків рідкого металу у згаданому кристалізаторі (1), при цьому згаданий пристрій включає в себе множину електромагнітних гальм (10', 11', 12', 13', 14', 15'), кожне з яких призначене для приведення в дію для створення відповідних гальмівних зон (10, 11, 12, 13, 14, 15) у ванні рідкого металу, межі якої визначені двома передніми стінками (16, 16') згаданого кристалізатора (1), які є протилежними одна одній, і двома бічними стінками (17, 18) згаданого кристалізатора (1), які є протилежними одна одній і перпендикулярними згаданим переднім стінкам (16, 16'), при цьому згадані електромагнітні гальма (10', 11', 12', 13', 14', 15') включають в себе пару магнітних полюсів, симетрично розміщених відносно площини симетрії (В-В) згаданого кристалізатора (1), яка є по суті паралельною згаданим переднім стінкам (16, 16'), кожний магнітний полюс включає в себе осердя і котушку, яка живиться постійним струмом, згаданим магнітним полюсам надана така форма, щоб вони створювали магнітне поле, яке пересікає згадану ванну (4) відповідно до напрямків, по суті перпендикулярних згаданим переднім стінкам (16, 16') згаданого кристалізатора (1), та згадана машина включає в себе пару зміцнювальних стінок (20, 20'), кожна з яких із зовнішнього боку прилягає до однієї зі згаданих передніх стінок (16, 16') згаданого кристалізатора, при цьому згадана машина включає в себе пару феромагнітних пластин (21, 21'), кожна з яких розміщена паралельно одній зі згаданих зміцнювальних стінок (20, 20'), так що магнітні полюси, які знаходяться на одному й тому самому боці відносно згаданої площини симетрії (В-В), розміщені між однією зі згаданих зміцнювальних стінок (20, 20') і однією зі згаданих феромагнітних пластин (21, 21'), причому:
- перше електромагнітне гальмо (10'), у разі приведення в дію, створює першу гальмівну зону (10) у центральній частині (41) згаданої ванни (4) у безпосередній близькості від вихідної зони (27) згаданого рідкого металу зі згаданої труби (3) для введення металу, при цьому згадана центральна частина (41) розміщена між згаданими передніми стінками (16, 16') згаданого кристалізатора (1),
- друге електромагнітне гальмо (11'), у разі приведення в дію, створює другу гальмівну зону (11) у згаданій центральній частині (41) згаданої ванни (4) у положенні переважно під згаданою першою гальмівною зоною (10),
- третє електромагнітне гальмо (12'), у разі приведення в дію, створює третю гальмівну зону (12) у першій бічній частині (42) згаданої ванни (4) між згаданою центральною частиною (41) та першою периметричною бічною стінкою (17), розміщеною по суті між згаданими передніми стінками (16, 16'),
- четверте електромагнітне гальмо (13'), у разі приведення в дію, створює четверту гальмівну зону (13) у межах другої бічної частини (43) згаданої ванни (4), яка є симетричною згаданій першій центральній частині (41) згаданої ванни (4) відносно площини симетрії (А-А), по суті перпендикулярної згаданим переднім стінкам (16, 16'),
- п'яте електромагнітне гальмо (14'), у разі приведення в дію, створює п'яту гальмівну зону (14) у згаданій першій бічній частині (42) згаданої ванни (4) у положенні переважно під згаданою третьою гальмівною зоною (12),
- шосте електромагнітне гальмо (15'), у разі приведення в дію, створює шосту гальмівну зону (15) у згаданій другій бічній частині (43) згаданої ванни (4) у положенні переважно під згаданою четвертою гальмівною зоною (13),
та згадані електромагнітні гальма (10', 11', 12', 13', 14', 15') приводяться в дію та виводяться з дії незалежно одне від іншого або групами, при цьому будь-яке одне, будь-яке два або будь-які три зі згаданих електромагнітних гальм (10', 11', 12', 13', 14', 15') є необов’язковими, залежно від конкретних умов розливання.
14. Машина за п. 13, яка відрізняється тим, що кожне зі згаданих електромагнітних гальм (10', 11', 12', 13', 14', 15') включає в себе пару магнітних полюсів, симетрично розміщених відносно площини симетрії (В-В) згаданого кристалізатора (1), яка є по суті паралельною згаданим переднім стінкам (16, 16').
15. Машина за п. 13 або 14, яка відрізняється тим, що згадані електромагнітні гальма (12', 13', 14', 15'), які мають відношення до бічних частин (43, 42) згаданої ванни (4), приводяться в дію, коли швидкість і хвилястість згаданого рідкого металу у безпосередній близькості до поверхні (7) згаданої ванни (4) перевищує заздалегідь визначене еталонне значення, згадане третє електромагнітне гальмо (12') і згадане четверте електромагнітне гальмо (13') приводяться в дію для створення більш високої гальмівної дії відносно згаданого п'ятого електромагнітного гальма (14') і згаданого шостого електромагнітного гальма (15'), причому згадане друге електромагнітне гальмо також приводиться в дію.
16. Машина за п. 13 або 14, яка відрізняється тим, що згадані електромагнітні гальма (12', 14', 13', 15'), які мають відношення до бічних частин (43, 42) згаданої ванни (4), та згадане друге гальмо (11') приводяться в дію, коли швидкість згаданого рідкого металу у безпосередній близькості до поверхні (7) згаданої ванни (4) перевищує заздалегідь визначене еталонне значення.
17. Машина за п. 13 або 14, яка відрізняється тим, що згадане третє електромагнітне гальмо (12'), згадане четверте електромагнітне гальмо (13') та згадане друге електромагнітне гальмо (11') приводяться в дію, коли швидкість (V) згаданого потоку металу на меніску згаданої ванни (4) є більшою за заздалегідь визначене значення.
18. Машина за п. 13 або 14, яка відрізняється тим, що згадане перше електромагнітне гальмо (10') приводиться в дію, коли швидкість (V) згаданого рідкого металу у безпосередній близькості до поверхні (7) згаданої ванни (4) є нижчою за перше еталонне значення, а також згадане п'яте електромагнітне гальмо (14') та згадане шосте електромагнітне гальмо (15') приводяться в дію, якщо після приведення в дію згаданого першого електромагнітного гальма (10') згадана швидкість згаданого рідкого металу є нижчою ніж друге еталонне значення, більш високе, аніж згадане перше еталонне значення.
19. Машина за п. 15 або 16, яка відрізняється тим, що згадане перше електромагнітне гальмо (10') не встановлене.
20. Машина за п. 17, яка відрізняється тим, що встановлені лише згадане друге електромагнітне гальмо (11'), згадане третє електромагнітне гальмо (12') та згадане четверте електромагнітне гальмо (13').
21. Машина за п. 18, яка відрізняється тим, що встановлені лише згадане перше електромагнітне гальмо (10'), згадане п'яте електромагнітне гальмо (14') та згадане шосте електромагнітне гальмо (15').
Текст
Реферат: Цей винахід стосується способу регулювання розподілу потоків рідкого металу у кристалізаторі для безперервного розливання тонких слябів. Зокрема, згаданий спосіб здійснюється у кристалізаторі, який включає в себе периметричні стінки, які визначають об'єм, призначений для вміщення ванни рідкого металу, який вводиться через трубу для введення металу, розміщену у середній частині згаданої ванни. Цей спосіб включає розміщення множини електромагнітних гальм, кожне для створення гальмівної зони у межах згаданої ванни, і приведення в дію цих електромагнітних гальм незалежно або групами у відповідності з характеристичними параметрами гідродинамічних умов рідкого металу у межах ванни. UA 108656 C2 (12) UA 108656 C2 UA 108656 C2 5 10 15 20 25 30 35 40 45 50 55 60 Галузь техніки Цей винахід стосується галузі процесів безперервного розливання для виробництва металевих тіл. Зокрема, цей винахід стосується способу регулювання розподілу потоків рідкого металу у кристалізаторі для безперервного розливання тонких слябів. Також цей винахід стосується машини для реалізації такого способу. Рівень техніки Як відомо, технологія безперервного розливання широко застосовується для виробництва металевих виробів різних форм та розмірів, у тому числі тонких сталевих слябів товщиною менше ніж 150 мм. З посиланням на фіг. 1, безперервне розливання цих напівфабрикатів включає застосування мідного кристалізатора 1, який визначає об'єм ванни 4 рідкого металу. Такий об'єм, як правило, включає центральний резервуар для розміщення труби 3 для введення металу, яка має відносно великий переріз у порівнянні з ванною рідкого металу, для зведення до мінімального рівня швидкості сталі, що вводиться. Відомо також, що досягнення оптимального розподілу плинного середовища у кристалізаторі при розливанні такого типу є головною вимогою для забезпечення лиття з високою швидкістю (наприклад, більшою за 4,5 м/хв), а отже забезпечення високої продуктивності. Правильний розподіл плинного середовища є необхідним також для забезпечення відповідного змащування зливка із застосуванням розплавлених порошків і запобігання ризиків "прилипання", тобто ризиків розривання кірки 22 зливка, яка твердне на внутрішніх стінках кристалізатора, аж до можливого небезпечного витікання рідкого металу з кристалізатора ("прориву"), що спричинює зупинку лінії розливання. Як відомо, можливі явища прилипання значно знижують якість напівфабрикату. Як описано, наприклад, в US 6464154, і показано на фіг. 1, більшості труб для введення рідкого металу у кристалізатор надана така форма, яка забезпечує створення двох центральних струменів 5, 5 рідкої сталі, спрямованих донизу, і двох вторинних рециркуляційних потоків 6, 6, спрямованих у напрямку поверхні 7 ванни, яку також називають меніском, яка, як правило, вкрита шаром різних ливарних порошків на основі оксидів, які розплавляються і захищають саму поверхню від окиснення. Розплавлена частина такого шару порошку, введена між внутрішньою поверхнею мідної стінки кристалізатора та кіркою зливка, також забезпечує змащування зливка. Відомо, що для одержання відмінних внутрішніх гідродинамічних умов, необхідно забезпечити, щоб максимальні швидкості рідкого металу у середньому становили менше ніж приблизно 0,5 м/с на меніску 7, для уникання захоплення ливарного порошку твердою або рідкою фазою, що спричинило б дефекти готового продукту. Однак ці швидкості не мають становити менше ніж приблизно 0,08 м/с для уникання утворення "непрогрітих ділянок", які будуть перешкоджати плавленню ливарного порошку зі створенням тим самим можливих містків твердіння, зокрема між трубою для введення металу та стінками кристалізатора, а також невідповідного плавлення шару порошку, результатом чого є недостатнє змащення зливка. Очевидним результатом цього було б виникнення проблем з рідкоплинністю. На додаток до цих обмежень, що стосуються швидкості, також відома необхідність обмеження хвилястості рідкого металу у безпосередній близькості до меніска, яка спричинюється головним чином вторинними рециркуляційними потоками 6, 6. Така хвилястість за варіантом, якому віддається перевага, має максимальну миттєву ширину, яка становить менше ніж 15 мм, і середню ширину, яка становить менше ніж 10 мм, для запобігання виникненню дефектів готового продукту, що спричинюються включенням згаданого порошку, а також труднощів зі змащенням зливка розплавленим порошком. Остання згадана проблема може навіть спричинити явище прориву. Ці оптимальні параметри лиття можуть спостерігатись на поверхні меніска у разі застосування звичайних способів та пристроїв для безперервного розливання. Таким чином, регулювання потоків рідкого металу у кристалізаторі відіграє головну роль у процесі безперервного розливання. З огляду на це, застосовувані труби для введення металу мають оптимізовану геометричну форму для регулювання потоку, як правило, у межах певного діапазону інтенсивностей подавання та при заздалегідь визначених розмірах кристалізатора. За межами цих умов кристалізатори не забезпечують відповідних гідродинамічних характеристик в усіх численних умовах розливання, які можуть виникати. Наприклад, у разі високих інтенсивностей подавання, спрямовані донизу потоки 5, 5 і спрямовані догори вторинні рециркуляційні потоки 6, 6 можуть бути надмірно інтенсивними зі спричиненням тим самим виникнення високих швидкостей і неоптимальної хвилястості меніска 7. У протилежність до цього, у разі низьких інтенсивностей подавання, спрямовані догори вторинні рециркуляційні потоки 6, 6 можуть бути занадто слабкими, зі спричиненням тим самим проблем рідкоплинності. 1 UA 108656 C2 5 10 15 20 25 30 35 40 45 50 55 60 За інших умов розливання, схематично представлених на фіг. 1А, труба для введення металу може бути розміщена невідповідним чином, і, унаслідок цього, інтенсивність подавання рідкого металу є несиметричною або, наприклад, інтенсивність подавання є несиметричною унаслідок присутності часткових несиметричних включень, що спричинюються оксидами, які накопичуються на внутрішніх стінках труб для введення металу. В цих умовах швидкість та інтенсивність подавання потоків, спрямованих у напрямку першої половини ванни рідкого металу, відрізняються від швидкості та інтенсивності подавання потоків, спрямованих у напрямку другої половини. Ця загрозлива ситуація може призвести до утворення стаціонарних хвиль, які перешкоджають створенню відповідного шару порошку на меніску, що спричинює тим самим явища захоплення зі шкідливими наслідками для якості зливка і навіть явища прориву унаслідок невідповідного змащення. Для поліпшення гідродинамічного розподілу у ванні рідкого металу були розроблені різні способи та пристрої, які принаймні частково вирішують цю проблему, але тільки при розливанні традиційних слябів, товщина яких перевищує 150 мм. Способи першого типу включають, наприклад, застосування лінійних електродвигунів, магнітне поле яких використовують для гальмування та/або пришвидшення внутрішніх потоків розплавленого металу. Однак було виявлено, що застосування лінійних електродвигунів є не дуже ефективним у разі безперервного розливання тонких слябів, де мідні пластини, які, як правило, утворюють кристалізатор, є більше ніж удвічі товщими за традиційні сляби, відіграючи, таким чином, роль щита проти проникнення змінних магнітних полів, створених цими лінійними електродвигунами, що робить їх доволі неефективними для утворенням гальмівних сил у ванні рідкого металу. Способи другого типу включають застосування електромагнітних гальм змінного струму, яким, зазвичай, надана форма для гальмування та регулювання внутрішнього розподілу рідкого металу виключно у разі наявності точно визначених гідродинамічних умов. У разі рішення, опис якого наведений у US 6557623 B2, наприклад, застосування електромагнітного гальма є корисним для уповільнення потоку лише у разі високих інтенсивностей подавання. Пристрій, опис якого наведений у заявці на патент JP4344858, замість цього надає можливість уповільнення рідкого металу у разі як високої, так і низької інтенсивності подавання, але він не забезпечує можливості виправлення ймовірної несиметричності. Деякі пристрої, наприклад, такі як пристрій, описаний у заявці EP09030946, надає можливість виправлення ймовірної несиметричності потоку (схематично показано на Фіг. 1А), але він виявляється повністю неефективним у разі здійснення розливання при низьких інтенсивностях подавання. У пристрої, опис якого наведений у заявці FR 2772294, запропоноване застосування електромагнітних гальм, які, як правило, мають форму дво- або трифазних лінійних електродвигунів. Зокрема, такі гальма складаються з корпусу (ярма) з феромагнітного матеріалу у формі пластини, яка визначає межі порожнин усередині, у яких розміщені провідники струму, що живляться, усупереч традиційній практиці, постійним струмом. Згаданий феромагнітний корпус (ярмо) розміщений у безпосередній близькості від стінок кристалізатора, так що провідники, які живляться постійним струмом, створюють статичне магнітне поле, яке, за твердженням винахідника, може пересуватись у межах ванни рідкого металу виключно шляхом диференційованого живлення різних провідників струму. Однак видно, що це технічне рішення не є ефективним, оскільки магнітний потік, що утворюється згаданими провідниками, через шлях найменшого магнітного опору обов'язково замикається на феромагнітному корпусі (ярмі), таким чином знову пересікаючи ванну рідкого металу. Це має негативний вплив внаслідок утворення небажаних гальмівних зон у згаданій ванні рідкого металу. Іншими словами, за допомогою рішення, опис якого наведений у FR 2772294, неможливо одержати гальмівну зону, зосереджену на одній ділянці, але, навпаки, магнітне поле, що утворюється згаданими провідниками, по суті перерозподіляється у більшій частині ванни з розплавленим металом, результатом чого є більша або менша локальна інтенсивність. Інший недолік, тісно пов'язаний з недоліком, вказаним вище, що стосується рішення, опис якого наведений у FR 2772294, і інших подібних рішень, стосується неможливості диференціювання гальмівних зон у межах ванни рідкого металу з точки зору протяжності та геометричної форми. Цей недолік обумовлюється головним чином тим, що усі провідники мають однаковий геометричний переріз, і тим, що феромагнітний корпус (ярмо), у якому вони розміщені, має прямокутну і, в усіх випадках, правильну форму. Таким чином, узагальнюючи наведене вище, за рішенням, опис якого наведений у FR 2772294, у ванні рідкого металу неможливо не лише одержати специфічні повністю ізольовані гальмівні зони, тобто зони, оточені ділянкою, на якій магнітне поле не діє, але і геометрично диференціювати ці специфічні гальмівні зони. Вони мають однакову геометричну форму, тобто 2 UA 108656 C2 5 10 15 20 25 30 35 40 45 50 55 60 однакову протяжність у просторі. У патенті Японії JP61206550A згадане застосування генераторів електромагнітної сили для зменшення коливань хвиль у меніску ванни розплавленого металу. Такі генератори приводять в дію за допомогою системи управління, яка приводить в дію згадані генератори у залежності від ширини хвиль/коливань з метою обмеження останніх. Оскільки ця система управління є активною, струм, що прикладається, не залишається постійним в умовах, які є характерними для розливання, але, навпаки, буде постійно змінюватись у залежності від хвилястості. Через неперервне змінювання струму, рішення, опис якого наведений у JP61206550A, не забезпечує можливості здійснення ефективного контролю на внутрішніх, тобто відносно віддалених від меніска, ділянках ванни рідкого металу. Суть винаходу Головна мета цього винаходу полягає у наданні способу регулювання потоків рідкого металу у кристалізаторі для безперервного розливання тонких слябів, який дозволяє подолати вищезгадані недоліки. У межах обсягу цієї мети задачею цього винаходу є надання способу, який є функціонально пристосовуваним, тобто таким, що надає можливість регулювання потоків рідкого металу в різних гідродинамічних умовах, які можуть розвинутись під час процесу розливання. Інша задача полягає у наданні способу, який є надійним та простим у здійсненні при конкурентоспроможних витратах. Таким чином, цей винахід стосується способу регулювання потоків рідкого металу у кристалізаторі для безперервного розливання тонких слябів, розкритого у п. 1. Зокрема, цей спосіб здійснюється у кристалізаторі, який включає в себе периметричні стінки, які визначають об'єм, призначений для вміщення ванни рідкого металу, який вводиться через трубу для введення металу, розміщену по центру згаданої ванни. Цей спосіб включає створення множини гальмівних зон у потоках згаданого рідкого металу у межах згаданої ванни, кожну з яких створюють за допомогою електромагнітного гальма. Зокрема, цей спосіб включає: - перше електромагнітне гальмо для створення першої гальмівної зони у центральній частині ванни у безпосередній близькості від вихідної зони рідкого металу з труби для введення металу, при цьому згадана центральна частина розміщена між двома периметричними передніми стінками згаданого кристалізатора; - друге електромагнітне гальмо для створення другої гальмівної зони у центральній частині ванни у положенні переважно під першою гальмівною зоною; - третє електромагнітне гальмо для створення третьої гальмівної зони у першій бічній частині ванни між згаданою центральною частиною та першою периметричною бічною стінкою, по суті перпендикулярною згаданим переднім стінкам; - четверте електромагнітне гальмо для створення четвертої гальмівної зони у межах другої бічної частини ванни рідкого металу, яка є симетричною першій бічній частині ванни відносно площини симетрії, по суті перпендикулярної переднім периметричним стінкам кристалізатора; - п'яте електромагнітне гальмо для створення п'ятої гальмівної зони у першій бічній частині ванни у положенні переважно під згаданою третьою гальмівною зоною; - шосте електромагнітне гальмо для створення шостої гальмівної зони у згаданій другій бічній частині згаданої ванни у положенні переважно під згаданою четвертою гальмівною зоною. Спосіб включає приведення в дію згаданих гальмівних зон незалежно або групами, відповідно до характеристичних параметрів гідродинамічних умов рідкого металу у згаданій ванні. Цей винахід також стосується пристрою для регулювання потоків рідкого металу у кристалізаторі для безперервного розливання тонких слябів, який надає можливість здійснення способу за цим винаходом. Короткий опис фігур Відмітні ознаки та переваги цього винаходу будуть очевидними у світлі докладного опису варіантів виконання, яким віддається перевага, але які не є виключними, кристалізатора, на якому здійснюється спосіб за цим винаходом, та машини, яка включає в себе такий кристалізатор, ілюстрованого як необмежувальний приклад фігурами, що додаються, на яких: - фіг. 1 і фіг. 2 являють собою зображення кристалізатора відомого типу і показують ванну рідкого металу, вміщену в кристалізатор, яка зазнає впливу перших і других можливих гідродинамічних умов, відповідно; - фіг. 3 і фіг. 4 являють собою вигляд спереду і вигляд зверху, відповідно, кристалізатора, на якому може бути здійснений спосіб за цим винаходом; - фіг. 5 являє собою вигляд спереду кристалізатора, зображеного на Фіг. 3, де показані гальмівні зони відповідно до можливого варіанта здійснення способу за цим винаходом; 3 UA 108656 C2 5 10 15 20 25 30 35 40 45 50 55 60 - фіг. 6 являє собою вигляд ванни рідкого металу у кристалізаторі, зображеному на Фіг. 5, де показані гальмівні зони рідкого металу, приведені в дію у перших гідродинамічних умовах; - фіг. 7 являє собою вигляд ванни рідкого металу у кристалізаторі, зображеному на Фіг. 5, де показані гальмівні зони рідкого металу, приведені в дію у других гідродинамічних умовах; - фіг. 8 являє собою вигляд ванни рідкого металу у кристалізаторі, зображеному на Фіг. 5, де показані гальмівні зони рідкого металу, приведені в дію у третіх гідродинамічних умовах; - фіг. 8А являє собою вигляд ванни рідкого металу у кристалізаторі, зображеному на Фіг. 5, де показані групи гальмівних зон; - фіг. 8В являє собою вигляд ванни рідкого металу у кристалізаторі, зображеному на Фіг. 5, де показані додаткові групи гальмівних зон; - фіг. 9 і Фіг. 10 являють собою вигляди ванни рідкого металу у кристалізаторі, зображеному на Фіг. 5, де показані гальмівні зони рідкого металу, приведені в дію у четвертих гідродинамічних умовах; - фіг. 11 і фіг. 12 являють собою вигляди ванни рідкого металу у кристалізаторі, зображеному на Фіг. 5, де показані гальмівні зони рідкого металу, приведені в дію у додаткових гідродинамічних умовах; - фіг. 13 являє собою вигляд спереду першого варіанта виконання машини для здійснення способу за цим винаходом; - фіг. 14 являє собою вигляд зверху машини, зображеної на Фіг. 13; - фіг. 15 являє собою вигляд машини, зображеної на Фіг. 13, з точки спостереження, протилежної до точки спостереження, представленої на Фіг. 14; - фіг. 16 являє собою вигляд зверху другого варіанта виконання машини за цим винаходом; - фіг. 17 являє собою вигляд зверху третього варіанта виконання машини за цим винаходом; - фіг. 18 являє собою вигляд зверху четвертого варіанта виконання машини за цим винаходом; - фіг. 19, фіг. 20 і фіг. 21, відповідно, показують три можливі варіанти розміщення пристрою для регулювання потоків рідкого металу у кристалізаторі машини за цим винаходом. Однакові позиції та літери на фігурах означають однакові конструктивні елементи або складові частини. Докладний опис винаходу З посиланням на згадані фігури, спосіб за цим винаходом надає можливість привести в належний стан і контролювати потоки рідкого металу у кристалізаторі для безперервного лиття тонких слябів. Такий кристалізатор 1 визначений периметричними стінками, виготовленими з металу, за варіантом, якому віддається перевага, міді, які визначають внутрішній об'єм, призначений для розміщення ванни 4 рідкого металу, за варіантом, якому віддається перевага, сталі. Фіг. 3 і фіг. 4 показують можливий варіант виконання такого кристалізатора 1, межі якого позначені штрих-пунктирною лінією, який включає в себе дві взаємно протилежні передні стінки 16, 16 і дві взаємно паралельні бічні стінки 17, 18, по суті перпендикулярні переднім стінкам 16, 16. Внутрішній об'єм, межі якого визначені периметричними стінками 16, 16, 17, 18, має першу поздовжню площину симетрії В-В, паралельну переднім стінкам 16, 16, і поперечну площину симетрії А-А, перпендикулярну поздовжній площині В-В. Внутрішній об'єм, межі якого визначені кристалізатором 1, є відкритим у верхній частині для забезпечення можливості введення рідкого металу і є відкритим у нижній частині для забезпечення можливості виходу самого металу у формі по суті прямокутного напівфабрикату після ствердіння зовнішньої кірки 22 зливка на внутрішній поверхні периметричних стінок 16, 16, 17, 18. Передні периметричні стінки 16, 16 мають центральну збільшену частину 2, яка визначає межі центрального резервуара, розмір якого є відповідним для забезпечення можливості введення труби 3 для введення металу, через яку рідкий метал безперервно вводять у ванну 4. Така труба 3 для введення металу занурена у внутрішній об'єм кристалізатора на глибину Р (дивись фіг. 3), величина якої вимірюється від верхньої кромки 1В стінок 16, 16, 17, 18 кристалізатора 1. Труба 3 для введення металу має вихідну зону 27, яка симетрично розширюється як відносно поперечної площини симетрії А-А, так і відносно поздовжньої площини симетрії В-В. Вихідна зона 27 визначає межі одного або декількох отворів, через які у ванну 4 подають рідкий метал, наприклад, з ковша. І знову з посиланням на вигляд, представлений на фіг. 3, внутрішній об'єм кристалізатора 1, тобто ванна 4 рідкого металу, яка розміщена у ньому, поділяється на центральну частину 41 і дві бічні частини 42 і 43, симетричні відносно центральної частини 41. Зокрема, термін "центральна частина 41" означає частину, яка простягається у поздовжньому напрямку (тобто паралельно напрямку площини В-В) на відстань LS, яка відповідає протяжності розширених 4 UA 108656 C2 5 10 15 20 25 30 35 40 45 50 55 60 частин 2 стінок 16, 16, які визначають межі центрального резервуара, як показано на фіг. 4, симетрично відносно вертикальної осі А-А. Більше того, центральна частина 41 у вертикальному напрямку простягається вздовж усієї протяжності кристалізатора 1. Термін "бічні частини 42, 43", натомість, означають дві частини ванни 4, кожна з яких простягається від однієї з бічних стінок 17, 18 кристалізатора 1 і центральної частини 41, як було визначено вище. Зокрема, частина між центральною частиною 41 і першою бічною стінкою 17 (зліва на фіг. 3) буде позначена як перша бічна частина 42, а частина, симетрично протилежна відносно поперечної площини А-А, між центральною частиною 41 і другою бічною стінкою 18, буде позначена як друга бічна частина 43. Спосіб за цим винаходом включає створення множини гальмівних зон 10, 11, 12, 13, 14, 15 у межах ванни 4 рідкого металу, кожну з яких створюють за допомогою електромагнітних гальм 10, 11, 12, 13, 14, 15. Спосіб також включає приведення в дію цих гальмівних зон 10, 11, 12, 13, 14, 15 відповідно до характеристичних параметрів гідродинамічних умов рідкого матеріалу у межах ванни 4. Зокрема, гальмівні зони приводять в дію незалежно одна від іншої, а також групами, відповідно до параметрів, пов'язаних зі швидкістю і хвилястістю рідкого металу у безпосередній близькості до поверхні 7 (або меніска 7) ванни 4. На додаток до цього гальмівні зони також приводять в дію відповідно до інтенсивності подавання рідкого металу у різні частини 41, 42, 43 ванни 4 рідкого металу, як більш детально пояснено нижче. Таким чином, межі кожної гальмівної зони 10, 11, 12, 13, 14, 15 визначені ділянкою ванни 4 рідкого металу, яка пересікається магнітним полем, що утворюється відповідним електромагнітним гальмом 10, 11, 12, 13, 14, 15, розміщеним із зовнішнього боку кристалізатора 1, як показано на фіг. 13 і фіг. 14. Більш конкретно, електромагнітні гальма 10, 11, 12, 13, 14, 15 розміщені на зовнішньому боці зміцнювальних стінок 20 і 20, які прилягають до передніх стінок 16, 16. Електромагнітним гальмам 10, 11, 12, 13, 14, 15 надана така форма, завдяки якій магнітне поле, створюване ними, пересікає ванну 4, за варіантом, якому віддається перевага, у напрямках, по суті перпендикулярних поздовжній площині В-В. Це рішення забезпечує більшу гальмівну дію у ванні рідкого металу з одночасним наданням корисної можливості обмеження розміру самих гальм 10, 11, 12, 13, 14, 15. Однак цим електромагнітним гальмам 10, 11, 12, 13, 14, 15 може бути надана така форма, яка забезпечує можливість створення магнітних полів з лініями, які проходять у межах ванни 4, по суті у вертикальному напрямку, тобто паралельно поперечній площині симетрії А-А, або альтернативно – з горизонтальними лініями, тобто перпендикулярними поперечній площині А-А і паралельними поздовжній площині В-В. У подальшому для цілей цього винаходу термін "приведена в дію гальмівна зона" у ванні 4 рідкого металу означає стан, відповідно до якого приводиться в дію електромагнітне поле, створене відповідним електромагнітним гальмом, яке визначає гальмівну дію у ванні 4 рідкого металу, яка стосується самої зони. Термін "приведена в неробочий стан гальмівна зона" означає натомість стан, відповідно до якого таке поле "вимкнене" для припинення такої гальмівної дії принаймні до нового повторного приведення в дію відповідного електромагнітного гальма. Як зазначено нижче, кожна з гальмівних зон 10, 11, 12, 13, 14, 15 може бути приведена в дію у поєднанні з іншими гальмівними зонами 10, 11, 12, 13, 14, 15, або вони можуть бути приведені в дію по одній за один раз, тобто з одночасним "приведенням в неробочий стан" інших гальмівних зон 10, 11, 12, 13, 14, 15. Фіг. 5 являє собою вигляд збоку кристалізатора 1, на якому може бути реалізований спосіб за цим винаходом. Зокрема, ця фігура показує гальмівні зони 10, 11, 12, 13, 14, 15, які можуть бути приведені в дію відповідно до гідродинамічних умов усередині ванни 4. Відповідно до цього винаходу перше електромагнітне гальмо 10 розміщене так, щоб створювати першу гальмівну зону 10 у центральній частині 41 ванни 4 у безпосередній близькості від вихідної зони 27 труби 3 для введення металу. Більш конкретно, перша гальмівна зона 10 простягається симетрично відносно поперечної площини симетрії А-А і має бічну протяжність (яка визначається у напрямку, паралельному бічній площині В-В), яка є меншою за бічну протяжність згаданої вихідної зони 27. Як показано знову ж таки на фіг. 5, положення першої гальмівної зони є таким, що у разі її приведення в дію головні потоки 5, 5 рідкого металу уповільнюються точно у безпосередній близькості від вихідної зони 27 труби 3 для введення металу на користь вторинних рециркуляційних потоків 6, 6, які, завдяки цьому, посилюються і підвищують свою швидкість. Термін "у безпосередній близькості від вихідної зони 27" означає частину ванни рідкого металу, яка знаходиться безпосередньо поряд зі згаданою вихідною зоною, як показано, наприклад, на фіг. 5. Як докладніше визначено нижче з посиланням на фіг. 6, приведення в дію першої гальмівної зони 10, таким чином, є особливо корисним у разі відносно низької інтенсивності 5 UA 108656 C2 5 10 15 20 25 30 35 40 45 50 55 60 подавання, яка може визначати повільну швидкість рідкого металу у безпосередній близькості від меніска 7 ванни 4. За рішенням, якому віддається перевага, розмір першої гальмівної зони 10 (показаної на фіг. 6) встановлений так, що відношення бічної протяжності L10 першої гальмівної зони 10 до бічного розміру L27 вихідної зони 27 труби 3 для введення металу становить від 1/3 до 1. На додаток до цього, відношення вертикальної протяжності V10 першої гальмівної зони 10 (над вихідною зоною 27) до відстані V27 між вихідною зоною 27 і поверхнею 7 ванни 4 за варіантом, якому віддається перевага, становить від 0 до 1. На додаток до цього, відношення вертикальної протяжності V9 першої гальмівної зони 10 (під згаданою вихідною зоною 27) до бічної протяжності L27 труби 3 для введення металу становить від 0 до 1, і за варіантом, якому віддається перевага, дорівнює 2/3. Відповідно до цього винаходу друге електромагнітне гальмо 11 розміщене для створення другої гальмівної зони 11 у положенні переважно під першою гальмівною зоною 10. Таким чином, друга гальмівна зона 11 простягається симетрично відносно поперечної площини симетрії А-А і за варіантом, якому віддається перевага, розміщена у центральній частині 41 ванни 4. Відношення бічної протяжності L11 другої гальмівної зони 11 до бічного розміру LS центральної частини 41 за варіантом, якому віддається перевага, становить від 1/8 до 2/3 (дивись фіг. 8). Друга гальмівна зона 11 може простягатись у вертикальному напрямку від дна 28 кристалізатора 1 до вихідної зони 27 труби 3 для введення металу, за варіантом, якому віддається перевага, – від 1/6 висоти Н кристалізатора 1 до відстані D11 від вихідної зони 27 труби 3 для введення металу, що відповідає приблизно 1/4 ширини L27 тієї самої вихідної зони 27. Третє електромагнітне гальмо 12 розміщене для створення третьої гальмівної зони 12 у першій бічній частині 42 ванни 4 так, щоб у поздовжньому напрямку розміщуватись між внутрішньою поверхнею першої периметричної стінки 17 і поперечною площиною симетрії А-А. Таким чином, третя гальмівна зона 12 за варіантом, якому віддається перевага, простягається у поздовжньому напрямку між внутрішньою поверхнею першої бічної стінки 17 і першим бічним краєм 19 труби 3 для введення металу, спрямованим у бік тієї самої першої бічної стінки 17. Третя гальмівна зона 12 може розгортатись у вертикальному напрямку від 1/3 висоти Н кристалізатора 1 до меніска 7 ванни 4, за варіантом, якому віддається перевага, – від половини висоти Н кристалізатора 1 до відстані D12 від поверхні 7 ванни 4, що дорівнює 1/6 бічного розміру L27 труби 3 для введення металу. Четверте електромагнітне гальмо 13 розміщене для створення четвертої гальмівної зони 13 у положенні, що по суті віддзеркалює третю гальмівну зону 12 відносно поперечної осі симетрії А-А. Більш точно, згадана четверта гальмівна зона 13 простягається у другій бічній частині 43 ванни 4 так, щоб у поздовжньому напрямку розміщуватись між внутрішньою поверхнею другої бічної стінки 18 і поперечною площиною симетрії А-А кристалізатора 1, і за варіантом, якому віддається перевага, – між згаданою внутрішньою поверхнею і другим бічним краєм 19 труби 3 для введення металу, спрямованим у бік згаданої другої бічної стінки 18. Як і у разі третьої гальмівної зони 12, четверта гальмівна зона 13 також може розгортатись у вертикальному напрямку від 1/3 висоти кристалізатора 1 до меніска 7 ванни 4, за варіантом, якому віддається перевага, – від половини висоти кристалізатора 1 до відстані D12 від поверхні 7 ванни 4, що дорівнює 1/6 бічного розміру L27 труби 3 для введення металу. П'яте електромагнітне гальмо 14 розміщене для створення п'ятої гальмівної зони 14 переважно у першій бічній частині 42 ванни 4 і переважно у положенні під третьою гальмівною зоною 12, визначеною вище. П'ята гальмівна зона 14 за варіантом, якому віддається перевага, простягається так, щоб повністю знаходитись між першою бічною стінкою 17 і центральною частиною 41. П'ята гальмівна зона 14 може простягатись у вертикальному напрямку між нижнім краєм 28 кристалізатора 1 і вихідною зоною 27 труби 3 для введення металу, за варіантом, якому віддається перевага, – від висоти d, що становить приблизно 1/7 висоти Н кристалізатора 1, до відстані D14 (на фіг. 6) від вихідної зони 27 труби 3 для введення металу, що дорівнює приблизно 1/3 ширини L27 самої труби 3 для введення металу. Шосте електромагнітне гальмо 15 розміщене для створення шостої гальмівної зони 15 у положенні, що по суті віддзеркалює п'яту гальмівну зону 14 відносно поперечної осі симетрії АА. Таким чином, шоста гальмівна зона 15 розміщена у другій бічній частині 43 ванни 4 рідкого металу і переважно простягається у положенні під четвертою гальмівною зоною 13. Шоста гальмівна зона 15 за варіантом, якому віддається перевага, повністю розміщена у межах другої бічної частини 43 ванни 4, тобто між другою бічною стінкою 18 і центральною частиною 41. Як і у разі п'ятої гальмівної зони 14, шоста гальмівна зона 15 також може простягатись у вертикальному напрямку між нижнім краєм 28 кристалізатора 1 і нижньою зоною 27 труби 3 для 6 UA 108656 C2 5 10 15 20 25 30 35 40 45 50 55 60 введення металу, за варіантом, якому віддається перевага, – від висоти, що дорівнює приблизно 1/7 висоти Н кристалізатора 1, до відстані D14 від вихідної зони 27, що дорівнює приблизно 1/3 ширини самої труби для введення металу. Як видно, розміщення шести гальмівних зон 10, 11, 12, 13, 14, 15 надає можливість корисного коригування численних гідродинамічних ситуацій, які, за інших обставин, призвели б до дефектів напівпродуктів, навіть до явища руйнівного прориву. Слід звернути увагу на те, що приведення в дію першої гальмівної зони 10 і другої гальмівної зони 11 надає можливість здійснення корисного уповільнення центральних потоків 5, 5 рідкого металу у безпосередній близькості від вихідної зони 27 труби 3 для введення металу та у нижній ділянці поблизу дна 28 кристалізатора 1, відповідно. Приведення в дію третьої гальмівної зони 12 і четвертої гальмівної зони 13 (які у подальшому згадуються як "верхні гальмівні зони") надасть натомість можливість уповільнення потоків 6, 6 металу, які спрямовані у напрямку меніска 7, у той час як приведення в дію п'ятої гальмівної зони 14 і шостої гальмівної зони 15 (на які у подальшому посилаються як на "нижні гальмівні зони") надасть можливість уповільнення потоків поблизу дна ванни 4. Як докладніше розкрито нижче, гальмівні зони можуть чинити різну гальмівну дію у залежності від напруженості магнітного поля, яке створюється відповідними електромагнітними гальмами. Зокрема, кожна з гальмівних зон 10, 11,12, 13, 14, 15 може бути корисно ізольована відносно решти гальмівних зон 10, 11, 12, 13, 14, 15, тобто може бути оточена ділянкою "незагальмованого" рідкого металу. В усіх випадках можливість взаємного перекриття магнітних полів у межах ванни 4, з визначенням, таким чином, взаємного перекриття гальмівних зон 10, 11, 12, 13, 14, 15, розглядається у межах обсягу цього винаходу. Фіг. 6 стосується першої гідродинамічної ситуації, у якій інтенсивність подавання, здійснюваного трубою 3 для введення металу, є відносно низькою, а отже визначає надмірно слабкі вторинні рециркуляційні потоки 6, 6 у напрямку меніска 7, що не надає відповідної швидкості меніска для функціонування з відповідною швидкістю лиття і відповідною кінцевою якістю. За такої ситуації, тобто коли швидкість V рідкого металу у безпосередній близькості до меніска 7 є нижчою за перше еталонне значення, приводять в дію першу гальмівну зону 10 для створення гальмівної дії у ванні 4 у центральній зоні поблизу від вихідної зони 27 труби 3 для введення металу. Термін "у безпосередній близькості до меніска 7" означає ванну рідкого металу, яка простягається по суті між меніском 7 і еталонною площиною, по суті паралельною меніску 7, де фактично розміщена вихідна зона труби для введення металу. Шляхом підвищення гідродинамічного опору, у цій зоні здійснюють посилення вторинних рециркуляційних потоків 6, 6, тобто підвищують швидкість V у безпосередній близькості до поверхні 7. У разі, якщо швидкість V у безпосередній близькості до поверхні 7 є меншою за друге еталонне значення, хоча вона і є більшою за перше значення, приводять в дію п'яту гальмівну зону 14 і шосту гальмівну зону 15 для додаткового посилення вторинних рециркуляційних потоків 6, 6, тобто для відновлення швидкості V на меніску 7. Фіг. 7 стосується другої можливої гідродинамічної ситуації, у якій очевидною є несиметричність інтенсивності подавання металу трубою 3 для введення металу до бічних частин 42, 43 ванни 4. У цих умовах приводять в дію гальмівні зони, розміщені у бічних частинах 42, 43 ванни 4, до яких спрямовується потік з більшою інтенсивністю подавання. У ситуації, зображеній на фіг. 7, потоки 5, 6, спрямовані до другої бічної частини 43 ванни 4 рідкого металу, є більш інтенсивними (тобто мають більшу швидкість) аніж потоки, спрямовані до іншої частини. У цих умовах приводять в дію переважно четверту гальмівну зону 13 і шосту гальмівну зону 15, які переважно розміщені точно у другій частині 43. Завдяки цьому рішенню підвищується гідродинамічний опір для найбільш інтенсивних потоків 5, 6 із забезпеченням більш симетричного перерозподілу інтенсивності подавання у ванні 4 рідкого металу. Знову ж таки з посиланням на фіг. 7, якщо інтенсивність подавання в усіх випадках була надмірною, для створення оптимальних умов, як правило, можуть бути приведені в дію бічні гальмівні зони, розміщені у бічній частині, до якої спрямовується потік із більш низькою інтенсивністю подавання. У цьому випадку інтенсивність гальмівної дії у останніх згаданих зонах встановлена так, щоб бути нижчою, аніж інтенсивність гальмівної дії у інших бічних зонах. У ситуації, зображеній на фіг. 7, наприклад, гальмівна інтенсивність у третій гальмівній зоні 12 і у п'ятій гальмівній зоні 14 встановлена нижчою за гальмівну інтенсивність у четвертій гальмівній зоні 13 і у шостій гальмівній зоні 15, у яких діють найбільш інтенсивні потоки 5, 6. Фіг. 8 стосується третьої можливої умови, де є присутніми високі, майже симетричні, інтенсивності подавання, результатом чого є надмірна швидкість і хвилястість меніска 7, що не забезпечує оптимальних умов для процесу лиття. У таких умовах, коли швидкість V і хвилястість згаданого рідкого металу у безпосередній близькості до поверхні 7 перевищує заздалегідь визначене еталонне значення, приводять в дію усі відповідні бічні зони (третя 7 UA 108656 C2 5 10 15 20 25 30 35 40 45 50 55 60 гальмівна зона 12, четверта гальмівна зона 13, п'ята гальмівна зона 14 і шоста гальмівна зона 15). Окрім того, у цих умовах інтенсивність гальмівної дії диференціюється так, що верхні гальмівні зони (третя гальмівна зона 12 і четверта гальмівна зона 13) розвивають більш інтенсивну гальмівну дію у порівнянні з гальмівною дією, що розвивається нижніми гальмівними зонами (п'ята гальмівна зона 14 і шоста гальмівна зона 15). З метою поліпшення процесу і умов лиття, друга нижня центральна гальмівна зона (тобто друга гальмівна зона 11) також активується для уповільнення потоків у середній частині. У гідродинамічних умовах (фіг. 9 і фіг. 10), в яких особливо інтенсивними (тобто швидкість V на меніску 7 є більшою за заздалегідь визначене значення) у безпосередній близькості до поверхні 7 ванни є лише вторинні рециркуляційні потоки 6, 6, можуть бути приведені в дію лише верхні гальмівні зони (третя гальмівна зона 12 і четверта гальмівна зона 13). Ймовірне приведення в дію другої гальмівної зони 11 також надає можливість гальмування потоків 5, 5 рідкого металу у середній частині ванни 4, з повторним встановленням тим самим оптимальних гідродинамічних умов. Дійсно, у безпосередній близькості до другої гальмівної зони 11 на потоки металу може впливати попереднє приведення в дію третьої гальмівної зони 12 та четвертої гальмівної зони 13. Фіг. 11 стосується можливих гідродинамічних умов, у яких особливо потребують гальмування головні потоки 5, 5, тобто умов, у яких інтенсивність подавання у центральній частині 41 ванни 4 перевищує заздалегідь встановлене значення. З метою відновлення відповідного перерозподілу внутрішніх пересувань можуть бути приведені в дію нижні гальмівні зони (п'ята гальмівна зона 14 і шоста гальмівна зона 15). З метою оптимізування розподілу може бути приведена в дію друга бічна гальмівна зона 11 у межах тієї самої центральної частини 41 ванни 4, як показано на фіг. 12. Як було зазначено вище, кожна з гальмівних зон 10, 11, 12, 13, 14, 15 може бути приведена в дію незалежно від інших, але альтернативно може бути приведена в дію і у складі груп, що означає можливість сумісного приведення в дію декількох гальмівних зон, так що певні зони, принаймні частково, об'єднуються у одній зоні дії. З посиланням на фіг. 8А, наприклад, бічні гальмівні зони (позначені позиціями 12, 14, 13, 15), переважно розміщені у тій самій бічній частині 42, 43 ванни 4 рідкого металу, можуть бути приведені в дію разом, щоб створювати єдину бічну гальмівну зону (межі якої на фіг. 8А визначені штрих-пунктирною лінією). У ситуації, зображеній на фіг. 8А, третя гальмівна зона 12 і п'ята гальмівна зона 14 приведені в дію разом, щоб створити першу бічну гальмівну зону 81, у той час як четверта гальмівна зона 13 і шоста гальмівна зона 15 приведені в дію разом, щоб створити другу бічну гальмівну зону 82, що віддзеркалює першу бічну гальмівну зону 82 відносно поперечної площини симетрії А-А. З посиланням на фіг. 8В, гальмівні зони (позначені позиціями 10, 12 і 13) у положенні, найближчому до поверхні 7 ванни (позначені позиціями 10, 12 і 13, можуть бути функціонально об'єднані, щоб створити єдину верхню гальмівну зону 83, у той час як гальмівні зони (позначені позиціями 11, 14, 15) у положенні, найближчому до дна ванни 4, можуть бути у свою чергу об'єднані, щоб створити єдину нижню гальмівну зону 84. Приведення в дію нижньої гальмівної зони здійснюють, наприклад, у разі особливо інтенсивного потоку 5, як описано вище з посиланням на фіг. 11 і фіг. 12, у той час як приведення в дію верхньої гальмівної зони є особливо корисним у разі особливо інтенсивних вторинних рециркуляційних потоків 6, 6. Цей винахід також стосується машини безперервного розливання тонких слябів, яка включає в себе кристалізатор 1, трубу 3 для введення металу і пристрій для регулювання потоків рідкого металу у кристалізаторі 1. Зокрема, такий пристрій включає в себе множину електромагнітних гальм 10, 11, 12, 13, 14, 15, кожне з яких, у разі приведення в дію, створює гальмівну зону 10, 11, 12, 13, 14, 15 у межах ванни 4 рідкого металу, межі якої визначені периметричними стінками 16, 16, 17, 18 кристалізатора 1. Згадані електромагнітні гальма 10, 11, 12, 13, 14, 15 можуть бути приведені в дію і приведені в неробочий стан незалежно одне від іншого, або альтернативно – групами. Відповідно до цього винаходу існує шість електромагнітних гальм, кожне з яких призначене для створення, у разі приведення в дію, гальмівної зони, як описано вище. За варіантом, якому віддається перевага, кожне з електромагнітних гальм 10, 11, 12, 13, 14, 15 включає в себе щонайменше одну пару магнітних полюсів, симетрично розміщених із зовнішнього боку кристалізатора 1, і кожне з них розміщене поблизу від і зовні відносно термомеханічної зміцнювальної стінки 20 або 20, прилеглої до відповідної передньої стінки 16, 16. У варіанті виконання, якому віддається перевага, кожна пара полюсів (один з яких відіграє роль позитивного полюса, інший відіграє роль негативного полюса) створює, у разі приведення в дію, магнітне поле, яке пересікає ванну 4 рідкого металу у напрямках, по суті перпендикулярних переднім стінкам 16, 16 кристалізатора 1. У цьому варіанті виконання кожен 8 UA 108656 C2 5 10 15 20 25 30 35 40 45 50 55 магнітний полюс (позитивний і негативний) включає в себе осердя і котушку обмотки збудження, намотану навколо згаданого осердя. На котушки обмоток збудження, які знаходяться на магнітних полюсах одного гальма, одночасно подається живлення для створення відповідного магнітного поля (тобто для приведення в дію відповідної гальмівної зони), напруженість якого буде пропорційною струму живлення котушок. Магнітним полюсам кожного електромагнітного гальма може бути надана така форма, яка буде забезпечувати створення електромагнітного поля, лінії якого будуть пересікати ванну 4, за варіантом, якому віддається перевага, у напрямках, перпендикулярних переднім стінкам 16, 16. Альтернативно магнітні полюси можуть створювати магнітні поля, лінії яких пересікають вертикальний або горизонтальний магнітні потоки. У можливому варіанті виконання, наприклад, кожен з магнітних полюсів одного електромагнітного гальма (наприклад, магнітний полюс 10А і магнітний полюс 10В першого гальма 10, взаємно симетричні відносно площини В-В) може мати дві котушки обмотки збудження, розміщені так, щоб створювати магнітне поле, лінії якого пересікають ванну 4 у вертикальному або у горизонтальному напрямку. У іншому варіанті виконання магнітне поле, що пересікає ванну 4, може також бути створене взаємодією магнітних полюсів, які належать різним електромагнітним гальмам, але розміщені на одному боці відносно ванни 4. Наприклад, магнітному полюсу третього електромагнітного гальма 12 і магнітному полюсу четвертого гальма 13, розміщеним на одному боці відносно ванни 4, може бути надана така форма, щоб один із них відігравав роль позитивного, а другий – негативного полюсу для створення магнітного поля, лінії якого пересікають ванну 4. В усіх випадках застосування електромагнітних гальм 10, 11, 12, 13, 14, 15, утворених двома магнітними полюсами, які мають осердя і котушку обмотки збудження, намотану навколо згаданого осердя, надає можливість створення відповідних гальмівних зон 10, 11, 12, 13, 14, 15, кожна з яких може мати чітко визначені межі і бути ізольованою від інших зон. На додаток до цього, відповідно до інтенсивності, кожна з гальмівних зон 10, 11, 12, 13, 14, 15 може мати геометричну форму, що відрізняється від інших. По суті, на відміну від рішення, опис якого наведений у FR 2772294, електромагнітні гальма 10, 11, 12, 13, 14, 15, застосовані у пристрої за цим винаходом, надають можливість одержання гальмівних зон, при цьому кожна зі згаданих гальмівних зон ізольована від інших і кожна має специфічну геометричну форму. Фіг. 13 і фіг. 14 являють собою вигляд спереду і вигляд зверху, відповідно, першого можливого варіанта виконання пристрою за цим винаходом. Фіг. 15 являє собою інший вигляд такого пристрою з точки спостереження, протилежної до точки спостереження на фіг. 14. Зокрема, на фіг. 13 зображено вертикальне положення магнітних полюсів гальм 10, 11, 12, 13, 14, 15 для створення різних гальмівних зон 10, 11, 12, 13, 14, 15. Крім того, на фіг. 14 і фіг. 15 зображено симетричне розміщення із зовнішнього боку кристалізатора 1 магнітних полюсів кожного гальма відносно поздовжньої площини В-В. На фіг. 14, для спрощення, зображені лише полюси 10А, 10В, 12А, 12В, 13А, 13В першого 10, третього 12 і четвертого 13 електромагнітного гальма. Аналогічно, на фіг. 15, для спрощення, зображені лише магнітні полюси 11А, 11В, 14А, 14В, 15А, 15В, які належать другому електромагнітному гальму 11, третьому електромагнітному гальму 14 і шостому електромагнітному гальму 15. Розглядаючи, наприклад, перше електромагнітне гальмо 10, слід звернути увагу на те, що перший магнітний полюс 10А і другий магнітний полюс 10В розміщені симетрично відносно площини симетрії В-В і по центру відносно поперечної площини симетрії А-А. Аналогічно, пари магнітних полюсів 12А, 12В і 13А, 13В, що належать третьому 13 і четвертому 14 гальмам, відповідно, розміщені симетрично відносно площини В-В, але на різній висоті і у інших поздовжніх положеннях у порівнянні з положеннями полюсів 10А, 10В першого електромагнітного гальма 10. Відповідно до варіанта виконання, якому віддається перевага, згадана машина включає в себе пару зміцнювальних стінок 20, 20, кожна з яких контактує з передньою стінкою 16, 16 кристалізатора 1 для підвищення його термомеханічної міцності. Магнітні полюси 12А, 12В, 13А, 13В, 10А, 10В різних електромагнітних гальм розміщені у положенні, прилеглому до цих зміцнювальних стінок 20, 20, виготовлених з аустенітної сталі для надання можливості проходження у межах ванни 4 магнітному полю, що створюється полюсами. Машина за цим винаходом за варіантом, якому віддається перевага, також включає в себе пару феромагнітних пластин 21, 21, кожна з яких розміщена паралельно зміцнювальним стінкам 20, 20, так що кожен магнітний полюс кожного електромагнітного гальма 10, 11, 12, 13, 14, 15 знаходиться між феромагнітною пластиною 21, 21 і зміцнювальною стінкою 20, 20. З посиланням на фіг. 14, наприклад, слід звернути увагу на те, що магнітні полюси 10А, 12А, 9 UA 108656 C2 5 10 15 20 25 30 35 40 45 50 55 13А знаходяться між феромагнітною пластиною 21 і зміцнювальною стінкою 20, прилеглою до першої передньої стінки 16, у той час як магнітні полюси 10В, 12В, 13В знаходяться між феромагнітною пластиною 21 і іншою зміцнювальною стінкою 20, прилеглою до другої передньої стінки 16 кристалізатора 1. Застосування феромагнітних пластин 21, 21 надає можливість замикання магнітного потоку, створеного магнітними осердями, з боку, протилежного ванні 4 рідкого металу. Таким чином, магнітний опір мережі зменшується, спричинюючи зменшення електричної енергії, що споживається для приведення в дію полюсів, приймаючи напруженість магнітного потоку за константу. Якщо машину приводять у дію для виправлення гідродинамічних умов, зображених на фіг. 6, то магнітний потік через першу феромагнітну пластину 21 може замикатись переважно між полюсом 10А і полюсами 14А і 15А сукупно. Аналогічно на боці, протилежному поздовжній площині симетрії В-В, магнітний потік може замикатись переважно між полюсом 10В і полюсами 14В, 15В сукупно. У випадку, зображеному на фіг. 9, де здійснюється приведення в дію верхніх зон 12, 13, феромагнітні пластини 21, 21 забезпечують можливість замикання магнітного потоку, який створюється між полюсами електромагнітних гальм 12 і 13, у той час як для умов, зображених на фіг. 10, феромагнітні пластини 21, 21 забезпечують можливість замикання магнітного потоку, створеного між полюсами електромагнітних гальм 12, 13 і 11. У випадках, зображених на фіг. 8, фіг. 8А і фіг. 8В, магнітний потік між полюсами електромагнітних гальм може бути замкнутий різними способами. Наприклад, у випадку, зображеному на фіг. 8А, магнітний потік може частково замикатись між полюсами 13А, 13В гальма 13 і магнітними полюсами 15А, 15В гальма 15, приведеними в дію разом, і частково між магнітними полюсами 12А, 12В гальма 12 і полюсами 14А, 14В гальма 14, приведеними в дію разом. Аналогічно у випадку, зображеному на фіг. 8В, магнітний потік замикається між полюсами 10А, 10В, 12А, 12В, 13А, 13В електромагнітних гальм 10, 12, 13, приведених в дію групою, і полюсами 11А, 11В, 14А, 14В, 15А, 15В електромагнітних гальм 11, 14, 15, також приведених в дію групою. У разі, якщо масу і параметри необхідно зменшити та/або процес лиття не потребує усієї пристосовуваності та варіантів виконання, що забезпечуються пластинами 21, 21, виготовленими з феромагнітного матеріалу, тоді магнітний потік, створюваний полюсами, може замикатись за допомогою прямих феромагнітних з'єднань між різними полюсами. Для режиму приведення в дію, зображеного на фіг. 6, наприклад, та у разі лиття виключно з низькою інтенсивністю подавання, пара пластин, подібних до перевернутої літери Т, може бути розміщена паралельно зміцнювальним стінкам 20, 20 для забезпечення замикання між магнітними полюсами гальм 10, 14 і 15, які приведені в дію. Аналогічно, у разі режиму приведення в дію, зображеного на фіг. 10, що обумовлюється умовами лиття, які потребують уповільнення рециркуляційних потоків 6, 6, замість більших феромагнітних пластин 21, 21, можуть бути застосовані дві пластини, подібні до перевернутої літери Т. У цьому разі кожна пластина, подібна до перевернутої літери Т, буде забезпечувати можливість замикання магнітного потоку, що створюється магнітними полюсами, розміщеними на тому самому боці відносно поздовжньої площини симетрії В-В, які належать приведеним в дію електромагнітним гальмам 11, 12 і 13. Фіг. 16 стосується другого варіанта виконання машини за цим винаходом, в якому магнітний потік незалежно замикається між двома симетричними полюсами того самого електромагнітного гальма (наприклад, симетричні полюси 10А, 10В першого гальма 10, або полюси 12А, 12В третього гальма 12, або полюси 13А, 13В четвертого електромагнітного гальма 13), розміщеними у безпосередній близькості до двох зміцнювальних стінок 20, 20, виготовлених з аустенітної сталі. Цей варіант виконання можна здійснити шляхом застосування додаткової пари феромагнітних пластин 21, які у поперечному напрямку з'єднують дві пластини 21, 21 поблизу від бічних країв пластин 21, 21. Це рішення забезпечує можливість додаткового зменшення опору магнітної мережі. У деяких конкретних випадках ці дві пластини 21 можуть бути замінені механічною опорною конструкцією кристалізатора 1 та термомеханічними зміцнювальними стінками 20 і 20 (не показані). Фіг. 17 стосується іншого варіанта виконання машини за цим винаходом, в якому до кожної стінки 20, 20 включені феромагнітні вставки 10, 12, 13, вертикальні або бічні розміри яких є більшими за або такими, що дорівнюють розмірам магнітних полюсів магнітних гальм 10, 12, 13, і товщина яких є більшою або меншою, ніж товщина стінок 20, 20, виготовлених з аустенітної сталі, відповідно. Це рішення надає можливість корисного зменшення споживання електричної енергії для живлення котушок, які живлять магнітні полюси різних гальм 10, 11, 12, 13, 14, 15, з 10 UA 108656 C2 5 10 15 20 25 30 35 40 45 50 55 одержанням сили необхідної інтенсивності у різних гальмівних зонах 10, 11, 12, 13, 14, 15, які можуть бути приведені в дію у ванні 4. Фіг. 18 стосується іншого варіанта виконання машини за цим винаходом, який, подібно до рішення, зображеного на фіг. 16, надає можливість обмеження спожитої електричної енергії. У цьому випадку кожна зміцнювальна стінка 20, 20, виготовлена з аустенітної сталі, має отвори 10, 12, 13, через які відповідні магнітні полюси відповідних гальм 10, 12, 13, відповідно, встановлюють так, щоб розмістити їх у положенні поблизу периметричних стінок 16, 16 кристалізатора 1, виготовлених з міді. Зокрема, ці отвори 10, 12, 13 є більшими, аніж відповідні магнітні полюси, і за варіантом, якому віддається перевага, мають більший вертикальний розмір для забезпечення можливості здійснення вертикальних коливань, яких зазнає кристалізатор 1 у процесі лиття. Слід звернути увагу, що на фіг. 17 і фіг. 18 показані лише феромагнітні вставки 10, 12, 13 і отвори 10, 12, 13, що мають відношення до першого гальма 10, до третього гальма 12 і до четвертого гальма 13, відповідно, але відповідні вставки і відповідні отвори (яких не видно на цих фігурах) також передбачені для другого гальма 11, для п'ятого гальма 14 і для шостого електромагнітного гальма 15. Для усіх варіантів виконання, розкритих вище, пристрій для регулювання потоків може бути з'єднаний з кристалізатором 1, а отже коливатись у вертикального напрямку разом із ним. Однак, з метою обмеження рухливих мас, машина за варіантом, якому віддається перевага, залишається незалежною від кристалізатора 1 і зберігає фіксоване положення відносно останнього. На додаток до цього в усіх розглянутих випадках напруженість магнітного поля може бути незалежно встановлена для кожної гальмівної зони 10, 11, 12, 13, 14, 15, або декілька гальмівних зон можуть мати однакову напруженість. Така напруженість може досягати рівня 0,5 Т. Відмінні результати з точки зору характеристик та економії енергії, таким чином, досягаються у тому разі, коли напруженість магнітного поля становить від 0,01 Т до 0,3 Т. З посиланням на фіг. 19, фіг. 20, фіг. 21 конструкція пристрою може бути спрощена у залежності від змінності процесів безперервного розливання усередині труби 3 для введення металу. Зокрема, якщо умови лиття є стабільними, пристрій може включати в себе лише електромагнітні гальма 10, 11, 12, 13, 14, 15, які фактично є корисними для регулювання потоків рідкого металу. Це рішення надає можливість зменшення не лише експлуатаційних витрат, але, перед усім, загальної маси пристрою. Таким чином, розглядаючи у цьому сенсі, наприклад, умови лиття, схематично зображені на фіг. 6 (тобто низька швидкість і низька інтенсивність подавання), пристрій може включати в себе лише друге електромагнітне гальмо 11, третє електромагнітне гальмо 12 і четверте електромагнітне гальмо 13, як схематично показано на Фіг. 19. Аналогічно, у разі, якщо процес лиття і форма труби 3 для введення металу супроводжуються швидкостями вторинних рециркуляційних потоків 6, 6, відповідно до умов, схематично зображених на фіг. 9 і фіг. 10, пристрій може бути споряджений лише другим електромагнітним гальмом 11, третім електромагнітним гальмом 12, третім електромагнітним гальмом 13, відповідно до розміщення, схематично показаного на фіг. 20. За іншим випадком, у разі якого процес лиття супроводжується високими швидкостями потоків та високою хвилястістю меніска 7 (як схематично зображено на фіг. 8), пристрій може бути спрощений шляхом монтування другого електромагнітного гальма 11, третього електромагнітного гальма 12, четвертого електромагнітного гальма 13, п'ятого електромагнітного гальма 14 і шостого електромагнітного гальма 15 з "відмовою" монтування першого електромагнітного гальма 10. На кожній зі згаданих фіг. 19, фіг. 20, фіг. 21 показана специфічна конструкція пристрою, призначена для специфічних умов лиття. Слід звернути увагу на те, що на таких фігурах специфічна конструкція пристрою показана спрощено з позначенням першої феромагнітної пластини 21 і полюсів 10А, 11А, 12А, 13А, 14А, 15А кожного електромагніта 10, 11, 12, 13, 14, 15, розміщених на згаданій першій феромагнітній пластині. На таких фігурах прямокутники, зображені штрих-пунктирними лініями, означають електромагніти, які є "невстановленими", відносно шести конфігурацій електромагнітів, показаних, наприклад, на фіг. 13. Спосіб за цим винаходом надає можливість повного виконання визначених вище задач і мети. Зокрема, присутність множини гальмівних зон, які можуть бути приведені в дію/приведені в неробочий стан незалежно або групами, надає можливість регулювання розподілу потоків у межах ванни в будь-яких гідродинамічних умовах, які спостерігаються під час процесу лиття. Завдяки включенню диференційованих гальмівних зон, спосіб є пристосовуваним, надійним та легким у здійсненні. І, врешті-решт, слід звернути увагу на те, що пристрій для регулювання потоків металу у 11 UA 108656 C2 кристалізаторі 1 за цим винаходом надає можливість не лише одночасного приведення в дію декількох гальмівних зон, але також і приведення в дію поодиноких гальмівних зон. ФОРМУЛА ВИНАХОДУ 5 10 15 20 25 30 35 40 45 50 55 1. Спосіб регулювання потоків рідкого металу при безперервному розливанні тонких слябів, для якого передбачені: - кристалізатор (1), який включає в себе периметричні стінки (16, 16', 17, 18), які визначають об'єм, призначений для вміщення ванни рідкого металу, - труба (3) для введення металу, розміщена по центру згаданої ванни (4), призначена для введення згаданого рідкого металу, - перше електромагнітне гальмо (10') для створення першої гальмівної зони (10) у центральній частині (41) згаданої ванни (4) у безпосередній близькості від вихідної зони (27) згаданого рідкого металу зі згаданої труби (3) для введення металу, при цьому згадана центральна частина (41) розміщена між двома периметричними передніми стінками (16, 16') згаданого кристалізатора (1), - друге електромагнітне гальмо (11') для створення другої гальмівної зони (11) у згаданій центральній частині (41) згаданої ванни (4) у положенні під згаданою першою гальмівною зоною (10), - третє електромагнітне гальмо (12') для створення третьої гальмівної зони (12) у першій бічній частині (42) згаданої ванни (4) між згаданою центральною частиною (41) та першою периметричною бічною стінкою (17), по суті перпендикулярною згаданим переднім стінкам (16, 16'), - четверте електромагнітне гальмо (13') для створення четвертої гальмівної зони (13) у межах другої бічної частини (43) згаданої ванни (4), яка є симетричною згаданій першій бічній частині (42) згаданої ванни (4) відносно площини симетрії (А-А), по суті перпендикулярної згаданим переднім периметричним стінкам (16, 16'), - п'яте електромагнітне гальмо (14') для створення п'ятої гальмівної зони (14) переважно у згаданій першій бічній частині (42) згаданої ванни (4) у положенні переважно під згаданою третьою гальмівною зоною (12), - шосте електромагнітне гальмо (15') для створення шостої гальмівної зони (15) у згаданій другій бічній частині (43) згаданої ванни (4) у положенні переважно під згаданою четвертою гальмівною зоною (13), при цьому згадані електромагнітні гальма (10', 11', 12', 13', 14', 15') включають в себе пару магнітних полюсів, симетрично розміщених відносно площини симетрії (В-В) згаданого кристалізатора (1), яка є по суті паралельною згаданим переднім стінкам (16, 16') згаданого кристалізатора, кожний магнітний полюс включає в себе осердя і котушку, яка живиться постійним струмом, згаданим магнітним полюсам (10', 11', 12', 13', 14', 15') надана така форма, щоб вони створювали магнітне поле, яке пересікає згадану ванну (4) відповідно до напрямків, по суті перпендикулярних згаданим переднім стінкам (16, 16') згаданого кристалізатора (1), та згадана машина включає в себе пару зміцнювальних стінок (20, 20'), кожна з яких із зовнішнього боку прилягає до однієї зі згаданих передніх стінок (16, 16') згаданого кристалізатора, при цьому згадана машина включає в себе пару феромагнітних пластин (21, 21'), кожна з яких розміщена паралельно одній зі згаданих зміцнювальних стінок (20, 20'), так що згадані магнітні полюси, які знаходяться на одному й тому самому боці відносно згаданої площини симетрії (В-В), розміщені між однією зі згаданих зміцнювальних стінок (20, 20') і однією зі згаданих феромагнітних пластин (21, 21'), причому згаданий спосіб включає приведення в дію згаданих гальмівних зон (10, 11, 12, 13, 14, 15) незалежно або групами, відповідно до характеристичних параметрів гідродинамічних умов згаданого рідкого металу у згаданій ванні (4). 2. Спосіб за п. 1, який відрізняється тим, що приведення в дію згаданої першої гальмівної зони (10) виконують, коли швидкість згаданого рідкого металу у безпосередній близькості до поверхні (7) згаданої ванни (4) є нижчою за перше еталонне значення, а також приведення в дію згаданої п'ятої гальмівної зони (14) і згаданої шостої гальмівної зони (15), якщо після приведення в дію згаданої першої гальмівної зони (10) згадана швидкість згаданого рідкого металу є нижчою ніж друге еталонне значення, більш високе, аніж згадане перше еталонне значення. 3. Спосіб за п. 1, який відрізняється тим, що приведення в дію гальмівних зон (12, 14, 13, 15), розміщених у першій з бічних частин (43, 42) згаданої ванни (4) виконують, якщо інтенсивність подавання рідкого металу у напрямку першої з бічних частин (43, 42) є більш високою, аніж інтенсивність подавання у напрямку другої з бічних частин (42, 43). 12 UA 108656 C2 5 10 15 20 25 30 35 40 45 50 55 60 4. Спосіб за п. 3, який відрізняється тим, що гальмівні зони (13, 15), які мають відношення до бічної частини (43) з найвищою інтенсивністю подавання рідкого металу, приводять в дію для створення більш високої гальмівної дії відносно гальмівних зон (12, 14), які мають відношення до іншої бічної частини (42) з найнижчою інтенсивністю подавання. 5. Спосіб за п. 1, який відрізняється тим, що приведення в дію гальмівних зон (12, 14, 13, 15), які мають відношення до бічних частин (43, 42) згаданої ванни (4), виконують, коли швидкість і хвилястість згаданого рідкого металу у безпосередній близькості до поверхні (7) згаданої ванни (4) перевищує заздалегідь визначене еталонне значення, згадану третю гальмівну зону (12) і згадану четверту гальмівну зону (13) приводять в дію для створення більш високої гальмівної дії відносно згаданої п'ятої гальмівної зони (14) і шостої гальмівної зони (15). 6. Спосіб за п. 5, який відрізняється тим, що виконують приведення в дію згаданої другої гальмівної зони (11). 7. Спосіб за п. 1, який відрізняється тим, що приведення в дію гальмівних зон (12, 14, 13, 15), які мають відношення до бічних частин (43, 42) згаданої ванни (4), виконують, коли швидкість згаданого рідкого металу у безпосередній близькості до поверхні (7) згаданої ванни (4) перевищує заздалегідь визначене еталонне значення. 8. Спосіб за п. 7, який відрізняється тим, що виконують приведення в дію згаданої другої гальмівної зони (11). 9. Спосіб за п. 1, який відрізняється тим, що приведення в дію згаданої третьої гальмівної зони (12) і згаданої четвертої гальмівної зони (13) виконують, коли швидкість (V) згаданого потоку металу на меніску згаданої ванни (4) є більшою за заздалегідь визначене значення. 10. Спосіб за п. 9, який відрізняється тим, що також виконують приведення в дію згаданої другої гальмівної зони (11). 11. Спосіб за п. 1, який відрізняється тим, що виконують приведення в дію: - групи гальмівних зон (12, 14), які призначені для приведення в дію у згаданій першій бічній частині (42) згаданої ванни (4), і/або - групи гальмівних зон (13, 15), які призначені для приведення в дію у згаданій другій бічній частині (43) згаданої ванни (4). 12. Спосіб за п. 1, який відрізняється тим, що виконують групове приведення в дію першої гальмівної зони (10), третьої гальмівної зони (12) і четвертої гальмівної зони (13) та/або групове приведення в дію другої гальмівної зони (11), п'ятої гальмівної зони (14) і шостої гальмівної зони (15). 13. Машина безперервного розливання тонких слябів, яка включає в себе: - кристалізатор (1), - трубу (3) для введення металу, призначену для введення рідкого металу у згаданий кристалізатор (1), - пристрій для регулювання потоків рідкого металу у згаданому кристалізаторі (1), при цьому згаданий пристрій включає в себе множину електромагнітних гальм (10', 11', 12', 13', 14', 15'), кожне з яких призначене для приведення в дію для створення відповідних гальмівних зон (10, 11, 12, 13, 14, 15) у ванні рідкого металу, межі якої визначені двома передніми стінками (16, 16') згаданого кристалізатора (1), які є протилежними одна одній, і двома бічними стінками (17, 18) згаданого кристалізатора (1), які є протилежними одна одній і перпендикулярними згаданим переднім стінкам (16, 16'), при цьому згадані електромагнітні гальма (10', 11', 12', 13', 14', 15') включають в себе пару магнітних полюсів, симетрично розміщених відносно площини симетрії (В-В) згаданого кристалізатора (1), яка є по суті паралельною згаданим переднім стінкам (16, 16'), кожний магнітний полюс включає в себе осердя і котушку, яка живиться постійним струмом, згаданим магнітним полюсам надана така форма, щоб вони створювали магнітне поле, яке пересікає згадану ванну (4) відповідно до напрямків, по суті перпендикулярних згаданим переднім стінкам (16, 16') згаданого кристалізатора (1), та згадана машина включає в себе пару зміцнювальних стінок (20, 20'), кожна з яких із зовнішнього боку прилягає до однієї зі згаданих передніх стінок (16, 16') згаданого кристалізатора, при цьому згадана машина включає в себе пару феромагнітних пластин (21, 21'), кожна з яких розміщена паралельно одній зі згаданих зміцнювальних стінок (20, 20'), так що магнітні полюси, які знаходяться на одному й тому самому боці відносно згаданої площини симетрії (В-В), розміщені між однією зі згаданих зміцнювальних стінок (20, 20') і однією зі згаданих феромагнітних пластин (21, 21'), причому: - перше електромагнітне гальмо (10'), у разі приведення в дію, створює першу гальмівну зону (10) у центральній частині (41) згаданої ванни (4) у безпосередній близькості від вихідної зони (27) згаданого рідкого металу зі згаданої труби (3) для введення металу, при цьому згадана центральна частина (41) розміщена між згаданими передніми стінками (16, 16') згаданого кристалізатора (1), 13 UA 108656 C2 5 10 15 20 25 30 35 40 45 50 55 - друге електромагнітне гальмо (11'), у разі приведення в дію, створює другу гальмівну зону (11) у згаданій центральній частині (41) згаданої ванни (4) у положенні переважно під згаданою першою гальмівною зоною (10), - третє електромагнітне гальмо (12'), у разі приведення в дію, створює третю гальмівну зону (12) у першій бічній частині (42) згаданої ванни (4) між згаданою центральною частиною (41) та першою периметричною бічною стінкою (17), розміщеною по суті між згаданими передніми стінками (16, 16'), - четверте електромагнітне гальмо (13'), у разі приведення в дію, створює четверту гальмівну зону (13) у межах другої бічної частини (43) згаданої ванни (4), яка є симетричною згаданій першій центральній частині (41) згаданої ванни (4) відносно площини симетрії (А-А), по суті перпендикулярної згаданим переднім стінкам (16, 16'), - п'яте електромагнітне гальмо (14'), у разі приведення в дію, створює п'яту гальмівну зону (14) у згаданій першій бічній частині (42) згаданої ванни (4) у положенні переважно під згаданою третьою гальмівною зоною (12), - шосте електромагнітне гальмо (15'), у разі приведення в дію, створює шосту гальмівну зону (15) у згаданій другій бічній частині (43) згаданої ванни (4) у положенні переважно під згаданою четвертою гальмівною зоною (13), та згадані електромагнітні гальма (10', 11', 12', 13', 14', 15') приводяться в дію та виводяться з дії незалежно одне від іншого або групами, при цьому будь-яке одне, будь-яке два або будь-які три зі згаданих електромагнітних гальм (10', 11', 12', 13', 14', 15') є необов’язковими, залежно від конкретних умов розливання. 14. Машина за п. 13, яка відрізняється тим, що кожне зі згаданих електромагнітних гальм (10', 11', 12', 13', 14', 15') включає в себе пару магнітних полюсів, симетрично розміщених відносно площини симетрії (В-В) згаданого кристалізатора (1), яка є по суті паралельною згаданим переднім стінкам (16, 16'). 15. Машина за п. 13 або 14, яка відрізняється тим, що згадані електромагнітні гальма (12', 13', 14', 15'), які мають відношення до бічних частин (43, 42) згаданої ванни (4), приводяться в дію, коли швидкість і хвилястість згаданого рідкого металу у безпосередній близькості до поверхні (7) згаданої ванни (4) перевищує заздалегідь визначене еталонне значення, згадане третє електромагнітне гальмо (12') і згадане четверте електромагнітне гальмо (13') приводяться в дію для створення більш високої гальмівної дії відносно згаданого п'ятого електромагнітного гальма (14') і згаданого шостого електромагнітного гальма (15'), причому згадане друге електромагнітне гальмо також приводиться в дію. 16. Машина за п. 13 або 14, яка відрізняється тим, що згадані електромагнітні гальма (12', 14', 13', 15'), які мають відношення до бічних частин (43, 42) згаданої ванни (4), та згадане друге гальмо (11') приводяться в дію, коли швидкість згаданого рідкого металу у безпосередній близькості до поверхні (7) згаданої ванни (4) перевищує заздалегідь визначене еталонне значення. 17. Машина за п. 13 або 14, яка відрізняється тим, що згадане третє електромагнітне гальмо (12'), згадане четверте електромагнітне гальмо (13') та згадане друге електромагнітне гальмо (11') приводяться в дію, коли швидкість (V) згаданого потоку металу на меніску згаданої ванни (4) є більшою за заздалегідь визначене значення. 18. Машина за п. 13 або 14, яка відрізняється тим, що згадане перше електромагнітне гальмо (10') приводиться в дію, коли швидкість (V) згаданого рідкого металу у безпосередній близькості до поверхні (7) згаданої ванни (4) є нижчою за перше еталонне значення, а також згадане п'яте електромагнітне гальмо (14') та згадане шосте електромагнітне гальмо (15') приводяться в дію, якщо після приведення в дію згаданого першого електромагнітного гальма (10') згадана швидкість згаданого рідкого металу є нижчою ніж друге еталонне значення, більш високе, аніж згадане перше еталонне значення. 19. Машина за п. 15 або 16, яка відрізняється тим, що згадане перше електромагнітне гальмо (10') не встановлене. 20. Машина за п. 17, яка відрізняється тим, що встановлені лише згадане друге електромагнітне гальмо (11'), згадане третє електромагнітне гальмо (12') та згадане четверте електромагнітне гальмо (13'). 21. Машина за п. 18, яка відрізняється тим, що встановлені лише згадане перше електромагнітне гальмо (10'), згадане п'яте електромагнітне гальмо (14') та згадане шосте електромагнітне гальмо (15'). 14 UA 108656 C2 15 UA 108656 C2 16 UA 108656 C2 17 UA 108656 C2 18 UA 108656 C2 19 UA 108656 C2 20 UA 108656 C2 21 UA 108656 C2 Комп’ютерна верстка Л. Бурлак Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 22
ДивитисяДодаткова інформація
Назва патенту англійськоюProcess and apparatus for controlling the flows of liquid metal in a crystallizer for the continuous casting of thin flat slabs
Автори англійськоюGuastini, Fabio, Codutti, Andrea, Minen, Michele, Vecchiet, Fabio
Автори російськоюГуастини Фабио, Кодутти Андреа, Минен Микеле, Веккьет Фабио
МПК / Мітки
МПК: B22D 11/115
Мітки: потоків, рідкого, пристрій, слябів, безперервного, кристалізаторі, тонких, металу, спосіб, розливання, регулювання
Код посилання
<a href="https://ua.patents.su/24-108656-sposib-i-pristrijj-dlya-regulyuvannya-potokiv-ridkogo-metalu-u-kristalizatori-dlya-bezperervnogo-rozlivannya-tonkikh-slyabiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб і пристрій для регулювання потоків рідкого металу у кристалізаторі для безперервного розливання тонких слябів</a>
Спосіб та пристрій регулювання рівня меніска рідкого металу в кристалізаторі установки безперервного розливання металів
Номер патенту: 37227
Опубліковано: 15.05.2001
Автори: БЕКЛЕ Дід'є, БАННІ Т'єрі, МУШЕТТ Алан, ДРЮО Жоель, МАРТАН Жан-Франсуа, НАДІФ Мішель, ДЮССЕ Ерве, ТОМАРДЕЛЬ Оділь
МПК: B22D 11/14, B22D 11/16, F03B 15/00
Мітки: регулювання, пристрій, розливання, спосіб, установки, рідкого, меніска, металу, безперервного, кристалізаторі, металів, рівня
Формула / Реферат:
1. Способ регулирования уровня мениска жидкого металла в кристаллизаторе установки непрерывной разливки металла, в соответствии с которым принимаются электрические сигналы, выдаваемые по меньшей мере одной парой датчиков, расположенных непосредственно над мениском, причем электрические сигналы этих датчиков представляют собой функцию соответствующих расстояний h1, h2 между датчиками и мениском, осуществляется комбинирование двух этих...
Пристрій для вимірювання і регулювання рідкої фази металу в кристалізаторі машин безперервного лиття заготовок
Номер патенту: 21625
Опубліковано: 15.03.2007
Автори: Ларіонов Олександр Олексійович, Малишев Віталій Олександрович, Сидоров Сергій Михайлович, МАКІЄНКО Володимир Григорович, Русецький Ігор Анатолійович, Климанчук Владислав Владиславович, Мельник Микола Іванович, Козловський Віктор Семенович, Токій Анатолій Миколайович, Івашина Володимир Володимирович, Остапенко Сергій Дмитрович
МПК: G05G 15/00, C21D 11/00
Мітки: вимірювання, фазі, машин, лиття, регулювання, рідкої, пристрій, безперервного, заготовок, металу, кристалізаторі
Формула / Реферат:
Пристрій для вимірювання і регулювання рівня рідкої фази металу в кристалізаторі машин безперервного лиття заготовок, що містить струмовихровий датчик рівня рідкої фази металу, прецизійний шарнірний механізм його позиціювання в кристалізаторі, вимірювальну, перетворювальну апаратуру та апаратуру керування приводом стопора, який відрізняється тим, що струмовихровий датчик рівня рідкої фази металу виконаний з трьох мідних обмоток, дві з яких...
Пристрій для формування злитка з рідкого металу на вертикальній установці безперервного розливання сталі
Номер патенту: 82153
Опубліковано: 11.03.2008
Автори: Степнов Ксенофонт Ксенофонтович, Лук'янчиков Олександр Миколайович, Попов Анатолій Васильович, Бойко Володимир Семенович, Попов Борис Анатольович, Кирильченко Петро Миколайович, Фентісов Ігор Миколайович, Зеленський Віктор Євгенович
МПК: B22D 11/059, B22D 11/043, B22D 11/04, B22D 11/041, B22D 11/055
Мітки: злитка, розливання, безперервного, формування, установці, сталі, металу, пристрій, рідкого, вертикальний
Формула / Реферат:
Пристрій для формування злитка з рідкого металу на вертикальній установці безперервного розливання сталі, який містить чотири мідні стінки (1), робочі поверхні яких покриті матеріалом високої твердості і жаростійкості, канали (6) для охолоджувальної рідини та датчики контролю рівня рідкого металу, який відрізняється тим, що мідні стінки (1) виконано з декількох окремих секцій (13), які охолоджуються водою, набраних по периметру...
Стопорний стрижень для регулювання течії розплавленого металу з промковша в кристалізатор в процесі безперервного розливання, пристрій та спосіб для регулювання течії розплавленого металу з промковша з використ
Номер патенту: 100873
Опубліковано: 11.02.2013
Автори: Роджерс Норман Едвард, Нітцль Геральд
МПК: B22D 41/16, B22D 41/18
Мітки: кристалізатор, безперервного, використ, течії, розливання, промковша, стрижень, процесі, регулювання, металу, розплавленого, пристрій, стопорний, спосіб
Формула / Реферат:
1. Стопорний стрижень для регулювання течії розплавленого металу з промковша в кристалізатор в процесі його безперервного розливання, який містить:подовжену трубчасту частину, що має вхід на верхньому першому кінці і вихід на нижньому другому кінці, причому другий кінець подовженої трубчастої частини має носик для введення у вихідний отвір промковша,безперервний осьовий отвір, що проходить через згадану трубчасту частину від...
Заглибний стакан для заливання рідкого металу в кристалізатор для безперервного розливання металу у злитки
Номер патенту: 61931
Опубліковано: 15.12.2003
Автори: Гаше Лоран, Оріель Фабієнн, Рішо Жоан, Гонкальв Бернар, Дескав Фредерік
МПК: B22D 11/08, B22D 41/50, B22D 41/08, B22D 11/10
Мітки: злитки, розливання, стакан, металу, рідкого, заливання, кристалізатор, безперервного, заглибний
Формула / Реферат:
1. Заглибний стакан для заливання рідкого металу в кристалізатор для безперервного розливання металу у злитки, який включає першу трубчасту частину, один кінець якої призначений для сполучення з посудиною, що містить рідкий метал, а другий кінець сполучається з другою порожньою частиною подовженої форми, одна з ділянок внутрішнього простору якої розташована практично перпендикулярно до названої вище першої трубчастої частини, при цьому...
Попередній патент: Спосіб утилізації меблевих матеріалів, зокрема матраців, пружинних блоків, сидінь, лист матеріалу, одержаний таким способом та відповідна установка для утилізації
Наступний патент: Спосіб отримання препарату для інфузійної терапії і отриманий цим способом препарат для інфузійної терапії
Випадковий патент: Процес отримання брикетів