Процес отримання брикетів
Номер патенту: 26139
Опубліковано: 10.09.2007
Автори: Біленький Валерій Валентинович, Рябко Олександр Іванович, Малишев Євген Миколайович, Манянін Геннадій Миколайович, Ткачев Генадій Іванович, Альбертін Андреас, Лебан Сергій Степанович, Пилипенко-Шеховцева Надія Павлівна
Формула / Реферат
Процес отримання брикетів, що включає завантаження початкової сировини в бункер з дозатором, просування маси сировини, що переробляється, по довжині каналу преса подавальним шнеком, що обертається, нагрів маси, що переробляється, і її ущільнення пресуючим шнеком на конічній ділянці каналу через формуючу матрицю в брикет з циліндровим отвором уздовж його осі, який відрізняється тим, що в каналі екструдування додатково між зоною завантаження початкової сировини і зоною конічного пресуючого шнека послідовно формують спочатку зону подрібнення, а потім зону попереднього пресування і розігрівання маси, що переробляється, за рахунок сил внутрішнього тертя, в яких одночасно здійснюється віджимання надмірної вологи і виведення її з порожнини каналу через проникні для рідини і пари стінки, а необхідні споживчі параметри брикетів з кожного виду сировини підбирають комбінацією величини швидкості обертання шнека, кількістю сировини, що подається дозатором, величини зазорів між внутрішньою конічною поверхнею каналу екструдування і зовнішніми конічними поверхнями шнека попереднього пресування і розігрівання маси, що переробляється, а також зовнішніми поверхнями витків конічного пресуючого шнека.
Текст
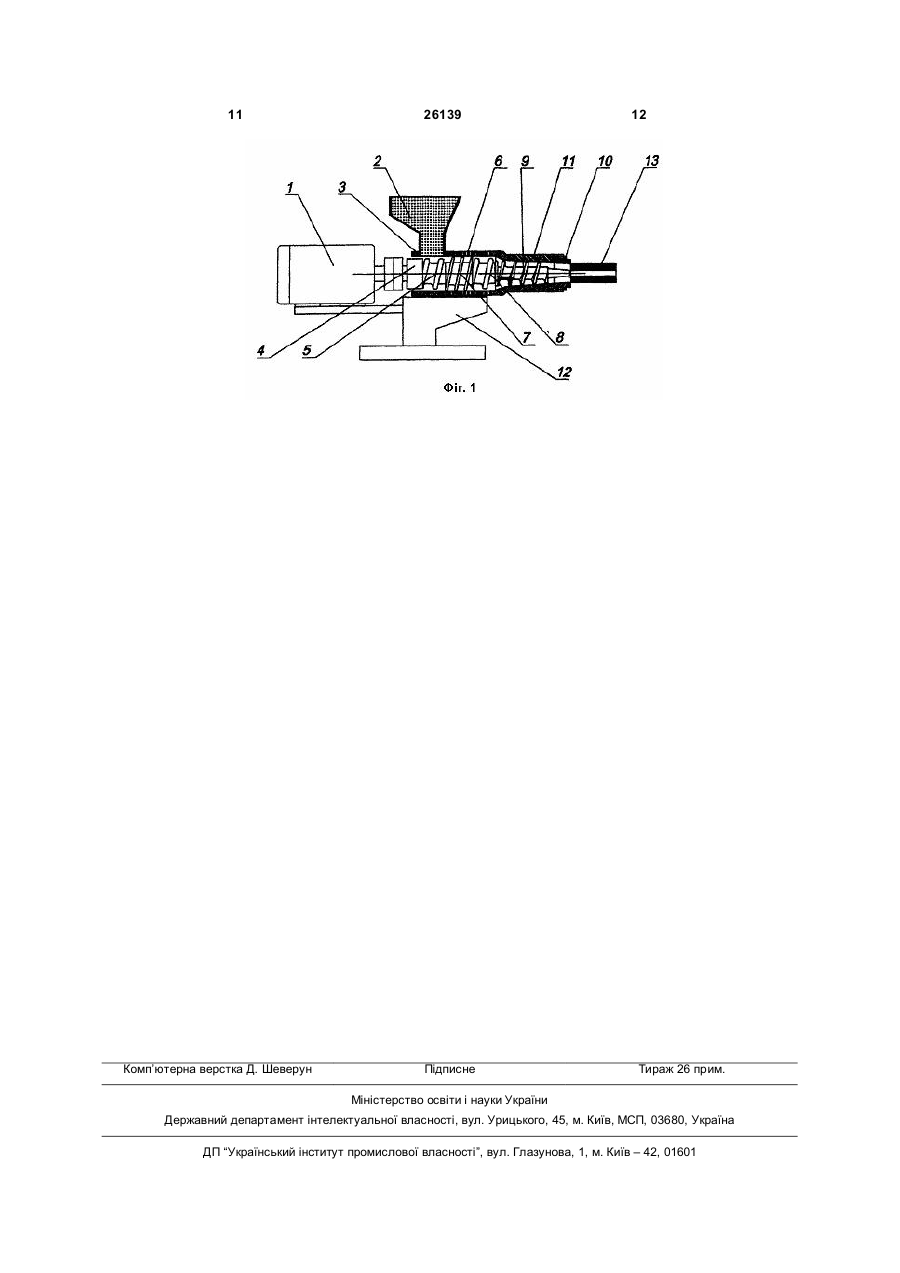
Процес отримання брикетів, що включає завантаження початкової сировини в бункер з дозатором, просування маси сировини, що переробляється, по довжині каналу преса подавальним шнеком, що обертається, нагрів маси, що переробляється, і її ущільнення пресуючим шнеком на конічній ділянці каналу через формуючу матрицю в брикет з циліндровим отвором уздовж його осі, 3 Більшість заявлених рішень мають добре перевірені на практиці конструктивні загальновідомі елементи прес-екструдера: корпус, завантажувальний пристрій з дозатором; привід, пов'язаний з шнеком, встановленим в профільованому циліндроконічному каналі (робочій камері) преса уздовж його осі; блок нагріву маси, що переробляється, камеру для віджимання масла і відведення його з каналу преса через проникні кожухи, зеерні планки і т.п.; змонтований на вихідному кінці шнека пристрій для виходу макухи і засіб для регулювання зусилля пресування. Як правило, істотні зміни при удосконаленні цих пристроїв вносяться тільки в окремі вузли і деталі. Так по патенту України № 46873 для забезпечення процесу віджимання масла при оптимальних значеннях температури, робоча камера і приводний вал розміщені вертикально. Відомий шнековий прес-екструдер ПШ-1 і його модифікації, що виготовляються КорсуньШевченківським заводом «Агрореммаш» РПО Украгропромреммаш (технічний опис і інструкція з експлуатацій преса ПШ-1-00.00.000 ТЕ) для отримання макухи і масла з насіння рапсу і соняшнику. Прес містить завантажувальний бункер, привід валу, на якому розміщені подаючий шнек, шнек для подрібнення сировини, що переробляється, що пресує шнек, що формує шайбу, камеру для виходу масла і вологи з щілиновидними отворами, утворюваними укладеними по внутрішньому кругу камери зеерними планками, виступ яких направлений по ходу обертання валу і шнеків для запобігання закупорюванню зеерних щілин сировиною, що переробляється, регулюючу гайку на виході камери, що дозволяє змінювати ступінь виходу масла і нагріву пресованої макухи. Макуха виходить з щілини між регулюючою гайкою і формуючою шайбою у вигляді «панчохи» завтовшки 1-3 м і зовнішнім діаметром 140мм. При використанні насіння підвищеної вологості, зайва волога йде у вигляді пари як з отворів камери разом з видавлюваним маслом, так і разом з макухою. Відомі численні конструктивні рішення, що відносяться до шнекових пресів, призначених для отримання масла і макухи з масломіского насіння, придатні, як показує аналіз, і в брикетировочних екструдерах пресу. При використанні вище вказаних шнекових пресів для віджимання масла неможливо одержати макуху у вигляді високощільних брикетів певної форми, оскільки для цього потрібний на кінцевій стадії пресування створення високого тиску і відповідних умов для пресування брикетів. Конструктивні особливості шнекових прессекструдерів для виготовлення щільних паливних брикетів з сипких і волокнистих матеріалів без використання зв'язуючих речовин, визначаються необхідністю, по-перше, створювати пресуючим шнеком високий тиск в пресованій масі перед формуючою матрицею, і по-других забезпечувати температуру нагріву за допомогою різних нагрівачів маси, що переробляється, в межах 250350°С. Крім того, вологість використовуваної сировини не повинна перевищувати 10-12% для отримання якісного брикета і стійкого технологічного 26139 4 процесу його пресування, тому вологу сировину заздалегідь висушують за допомогою енергетичних теплоносіїв або за допомогою відповідних електронагрівачів. Відомі преси ТОВ «Еко» в Черкасах (Україна ekko@ekko.ch.ua), за допомогою яких можна одержувати пресовані брикети з «сухих» волокнистих матеріалів. Відомі також преси, як гідравлічні, так і шнекові, німецької фірми «Nestro Lufttechnik GrBH» (mfo@nestro.de) для пресування ошурків, відходів переробки сільськогосподарської продукції, металевої стружки і т.п. Це пресове устаткування достатньо металоємне і энергозатратне, а також працює на, так званому, «сухій» сировині, вологість якої не перевищує 10-12%. Вказані пристрої мають, як правило, завантажувальний бункер, привід валу (штока) преса, камеру з шнеком, що знаходиться в ній, або штоком, що формує матрицю. За допомогою таких пресів одержують як брикети, так і паллети (пігулки), наприклад з деревних ошурків вологістю не більше 10-12%. Вища вологість сировини приводить до отримання брикетів тих, що погано тримають задану форму і що швидко розсипаються на складові при зберіганні. Скупчення пари, що виділяється, в камері при пресуванні вологої сировини приводить, як правило, до «пострілів» еструдата і навіть до руйнування робочих частин преса. В Україні розроблені і затверджені технічні умови для виготовлення паливних брикетів, наприклад, з деревних ошурків і лушпиння соняшнику ТУ У 10.3-14063949-001-2001. Аналіз інформаційних джерел показує, що при використанні вологої сировини для отримання брикетів за допомогою шнекових прес-екструдерів застосовують різноманітні методи сушки, що ілюструється наступними прикладами. По патенту України № 38877 [В27N3/00, 3/08, бюл. №4, 2001] на спосіб виготовлення паливних брикетів з відходів деревини, відходи заздалегідь сушать до вологості 8-10%. Пропонується цілий міні завод по піролізної деструкції зношених автомобільних покришок. Одержану газову суміш спалюють для обігріву наступних партій деструктируючих гумових виробів, а сушку відходів деревини здійснюють газоповітряною сумішшю в барабанній сушарці при температурі 220-250°С. По патенту РФ № 2185420 [опубл. 20.07.2002] на спосіб отримання паливних брикетів і установку для їх пресування розв'язується завдання по промисловій переробці відходів деревообробки при виробництві екологічно чистих паливних брикетів для побутових потреб. Спосіб включає подрібнення, сушку, змішення компонентів і подальше пресування. Деревні відходи подрібнюють до розміру не більше половини вільного простору канавки шнека до фракцій близько 30мм, потім висушують до вологості 18-20%, після чого подрібнюють в стружку завдовжки 1-8мм. Остаточну сушку до вологості 3-7% здійснюють без доступу кисню при температурі 180-210°С, потім пресують при температурі 190-250°С у брикети щільністю 1150-1400кг/мі, на які наноситься захисне покриття з парафіну. 5 По патенту РФ №2046821 на спосіб виготовлення паливних брикетів здійснюють подрібнення деревних відходів, обробку перегрітою водяною парою з температурою до 300°С шару частинок деревних відходів розміром 0,4-11мм в режимі фільтрування пара і подальше пресування паливних брикетів, причому при обробці використовується перегріта пара з температурою 100-300°С і швидкості фільтрації його через шар відходів приблизно 2,5 м/сек. Відомий патент РФ № 2203806 [В30В11/24, опубл. 20.06.2001] на конструкцію шнекового пресекструдера для отримання формованого палива методом пресування композиційних матеріалів, переважно з сумішей торфу і відходів деревообробки (ошурків, стружок, дробленки, тріски т.п.) Для полегшення транспортування формованої маси з включеннями по каналу преса шнек має ту, що направляє і робочу зони і виконаний з переважним кутом конусності 3-5 градусів. Робоча частина ущільнюючої зони шнека має витки змінного перетину і профіль з глибиною канавки, що зменшується, від 20 до 15мм, що дозволяє досягати необхідного зусилля пресування. На мундштуку формуючої частини розміщується електронагрівальний елемент, що забезпечує температуру випалення зовнішньої частини брикета до 250 300°С, що дозволяє створювати прикордонний шар що полегшує проштовхування брикета. Для цієї ж мети всі елементи шнека і внутрішньої частини робочої камери відполіровані. Після закінчення операції пресування брикети піддаються додатковій сушці, щоб забезпечити необхідний рівень їх якості. Відомі два технічні взаємозв'язані рішення за авторськими свідченнями СРСР №1629191 і №1629192 [В27N3/28, бюл. №7, 1991], які вирішують задачу підвищення якості брикетів, що одержуються з сировини підвищеної вологості за рахунок забезпечення виходу зайвої вологи із зони пресування шнекового преса. Шнековий прес по а.с. СРСР № 1629191 виконаний у вигляді корпусу, забезпеченого завантажувальним приймальним отвором, приводним валом з гвинтовими витками, сполученими конічним шнеком, розміщеним в пресуючій втулці, і формуючою брикет втулкою, яка нагрівається до 300-350°С розміщеними по її поверхні електронагрівачами. Конічний пресуючий шнек має хвостовик, виконаний у вигляді еліптичного конуса, що дозволяє в отвір, що утворився, при його обертанні в центральній частині брикета випаровуватися волозі, що виділяється при пресуванні. Шнековий прес по а.с. СРСР № 1629192, СРСР складається із завантажувального бункера, сполученого з конічним корпусом, усередині якого розміщений конусний гвинтовий шнек. Стінки конічного корпусу мають циліндрові перфораційні отвори, розташовані рядами один за одним уздовж осі обертання шнека. Отвори прикриті з внутрішньої сторони поверхні корпусу козирками для запобігання забиванню отворів пресованою масою і забезпеченню виходу вологи, що виділяється, при пресуванні із зони пресування. Шнек має виїмки в місцях протилежних розташу 26139 6 ванню козирків. Для полегшення виходу вологи з сировини зовні робочої камери і її формуючої частини розміщені по всій довжині електронагрівачі. Кількість перфораційних отворів в зоні найбільшого тиску пресування і найбільших внутрішніх напруг у формованому брикеті, де відбувається істотне скупчення вологи (пара) збільшено. На зовнішній поверхні витків конічного шнека виконані виїмки в місцях розташування козирків. Всі козирки, особливо останні формують на поверхні брикета канали, які також служать для додаткового відведення вологи, що виділяється при пресуванні. Істотними недоліками обох пристроїв є конструктивна складність як при виготовленні конічного шнека з виїмками і внутрішньої поверхні робочої камери з козирками, так і при виготовленні конусно-еліптичного хвостовика шнека. Також не указується гранично допустимий ступінь вологості використовуваної початкової сировини. З представленого детального огляду вищенаведених технічних рішень, що відносяться до технології і конструктивного оформлення шнекового пресування сипких і волокнистих відходів для отримання щільних високоякісних брикетів з різної сировини, витікає, що сировина для пресування повинна мати, як правило, низьку початкову вологість (10-12%), що досягається або попередньою сушкою, або витяганням зайвої вологи безпосередньо в процесі пресування. Як показує аналіз, нагрівальні елементи, вживані в пресах, забезпечують в основному нагрів і випалення одержуваних брикетів на виході формуючої частини преса. Тепло ж, що виділяється унаслідок сил внутрішнього тертя при переміщенні сировини, що переробляється, по каналу шнекового преса або зовсім не використовується, або використовується частково. Крім того, практично відсутні технічні рішення, направлені на забезпечення універсальності шнекових прес-екструдерів, в частині швидкої їх переналадки для брикетування різних видів сировини, що відрізняються окрім ступеня вологості і іншими фізико-механічними властивостями, наприклад, коефіцієнтом тертя об внутрішні поверхні каналу шнекового преса і його поверхня. Як прототип, співпадаючий з рішенням в частині пристрою, що заявляється, за призначенням і ряду істотних ознак прийнятий працездатний шнековий прес-екструдер, рекламно-технічний опис і фотографія загального виду якого приведені в російському журналі «Винахідник і раціоналізатор» № 10, 2006, як успішний експонат на виставці «Лесдревбуммаш-2006» в м. Москва. На вказаний прес-екструдер, розробки ПКБ ТПО Новосибірськместпром є «Інструкція з експлуатацій КД 50-4013.000.000». Прес-екструдер серійно виготовляється ТОВ «Центавр», Росія, 400042, м. Волгоград, шосе Авіаторів, тел. 8-10-7-844-296-39-69, дозволяє одержувати без зв'язуючих речовин високоякісні брикети з деревних ошурків з початковою вологістю до 15% з продуктивністю до 500кг виробів на годину. Прес забезпечений електронагрівачем на формуючій частині, дозволяє проводити випалення поверхні одержуваного брикета 7 при температурі 200-300°С. Вироби, що одержуються за допомогою цього преса, мають щільність 1100-1200кг/м3, стійкі до непрямої дії атмосферної вологи і можуть тривало зберігатися в складських приміщеннях не втрачаючи первинної форми. При згоранні вони не розпадаються на складові, згораючи по типу коксового палива. До недоліків прототипу слід віднести наступне: - неможливість використання сировини із ступенем вологості більше 12-15%, оскільки порушується стійкість форми брикета, відбуваються його розриви, а також можливі «постріли» пресованого матеріалу унаслідок скупчення пари в робочій камері; - застосування електронагрівача для прогрівання екструдованої маси до температури 200300°С; - вузька спеціалізація шнекового преса, призначеного для переробки тільки сухих ошурків з відходів паркетного виробництва з використанням ошурків розміром до 4мм з деревини дуба; - відсутність регулювання тиску пресування і швидкості обертання шнека; - прес-екструдер, не дивлячись на достатньо невеликі габарити, має вагу близько 1 тони і енергоозброєності 50кВт. Загальними ознаками способу пресування по рішенню, що заявляється, і прототипу є наступні дії-операції: - завантажують початкову сировину в бункер з дозатором; - просувають сировину по довжині каналу екструдування подавальним шнеком, що обертається; - маса, що переробляється, нагрівається: - ущільнення відбувається на конічній ділянці каналу екструдування пресуючим шнеком через формуючу матрицю в брикет з центральним циліндровим отвором уздовж його осі. В основу корисної моделі поставлене завдання удосконалення відомого способу і пристрою отримання якісних брикетів з різних видів сировини, придатних до брикетування, шляхом модифікації режимів екструдування по довжині каналу шнекового прес-екструдера по витраті, тиску, і температурі маси, що переробляється, залежно від її фізико-механічних характеристик при будьякому початковому ступені вологості. За рахунок цього виключається необхідність попередньої сушки сировини до величини 10-12%, виключається необхідність у використанні електронагріву сировини, знижуються вимоги до особливої міцності використовуваних деталей корпусу і, отже, знижується його матеріаломісткість. Одночасно забезпечується можливість універсального застосування модифікованих шнекових екструдерів пресу для переробки розширеної сировинної бази дисперсних відходів, придатних для отримання міцних брикетів, а також використання пресекструдера для переробки масломіської сировини для отримання масла і шроту у вигляді брикетів. Рішення цієї задачі обумовлене тим, що в способі отримання брикетів, що включає завантаження початкової сировини в бункер з дозатором, просування маси сировини, що переробляється, 26139 8 по довжині каналу преса подавальним шнеком, що обертається, нагрів маси, що переробляється, і її ущільнення пресуючим шнеком на конічній ділянці каналу через формуючу матрицю в брикет з циліндровим отвором уздовж його осі, згідно корисної моделі, в каналі екструдування додатково між зоною .завантаження початкової сировини і зоною конічного пресуючого шнека послідовно формують спочатку зону подрібнення, а потім зону попереднього пресування і розігрівання маси, що переробляється, за рахунок сил внутрішнього тертя, в яких одночасно здійснюється віджимання надмірної вологи і виведення її з порожнини каналу через проникні для рідини і пара стінки, а необхідні споживчі параметри брикетів з кожного виду сировини підбирають комбінацією величини швидкості обертання шнека, кількістю сировини, що подається, дозатором, величини зазорів між внутрішньою конічною поверхнею каналу екструдування і зовнішніми конічними поверхнями шнека попереднього пресування і розігрівання маси, що переробляється, а також зовнішніми поверхнями витків конічного пресуючого шнека. Причинно-наслідковий зв'язок відмітних ознак і технічного результату, що досягається, полягає в наступному. При використанні початкової сировини підвищеної вологості пропонований пресекструдер дозволяє істотно понизити потужність, що підводиться, на вал приводу преса за рахунок виключення витрат енергії на подолання сил опору при скупченні вологи і пари в робочій камері тієї, що не має проникних стінок. При цьому знижуються осьові і радіальні навантаження на робочу камеру і шнеки. Зниження механічних навантажень дозволяє істотно понизити металоємність, виготовити компактний пристрій вагою, що легко транспортується, 150 кг (без урахування ваги приводу). За рахунок використання можливості регулювання числа оборотів електродвигуна приводу валу і електродвигуна дозатора в комбінації з можливістю зміни зазорів між зовнішніми поверхнями шнеків і робочої камери за допомогою її переміщення в осьовому напрямі, а також виконання шнека складеним і роз'ємним, забезпечується універсальність прес-екструдера, що заявляється, як в частині отримання якісних брикетів з сировинних відходів, що суттєво відрізняються по своїм фізико-механічним характеристикам, так і в частині використання прес-екструдера, що заявляється, для переробки маслосоміської сировини при отриманні рослинних масел. Суть запропонованої корисної моделі пояснюється кресленням на фіг. 1 конструктивної схеми прес-екструдера, де: 1 - привід на базі електродвигуна; 2 - завантажувальний бункер з дозатором (не показаний); 3 - корпус преса; 4 - вал, сполучений з шнеком; 5 - шнек, що подає; 6 - камера з отворами (щілинна зеерная камера); 7 - шнек подрібнювач; 9 8 - шнек попереднього пресування і нагріву маси; 9 - шнек конічний, що пресує; 10 - формуюча матриця; 11 - робоча камера, встановлена з можливістю переміщення уздовж осі; 12 - опора преса; 13 - пресований виріб (брикет) з отвором уздовж його осі. Пристрій працює таким чином: У бункер 2, подається сировина, наприклад, деревні ошурки або стружка, практично з необмеженим ступенем вологості, і розміром менше половини поперечного перетину канавки подаючого шнека, які за допомогою дозатора (на мал. не показаний), розташованого в бункері 2, потрапляють на подаючий шнек 5, розташований на валу 4, що приводиться в обертання приводом 1. У камері 6, сировина додатково подрібнюється, розігрівається за рахунок внутрішнього тертя до температури 100-400°С і заздалегідь пресується шнеками 7 і 8, при цьому відбувається як віджимання надмірної вологи, так і видалення її через зеерні отвори в камері 6 у вигляді крапель і пари. Далі маса поступає на пресуючий шнек 9, що знаходиться в камері 11, де відбувається остаточне пресування маси. На виході з камери розташована формуюча матриця, що надає потрібну форму брикета (круг, квадрат, шестигранник і т. п.). Кінцева частина пресуючого шнека у вигляді конуса дозволяє формувати в брикеті центральний отвір до діаметру 25мм, що створює додаткову можливість для виходу надлишку вологи. Температура пресування для сировини різної вологості і щільності вибирається в діапазоні 150-300°С, що приводить до виділення смоляних речовин в деревині, при цьому брикет після охолодження додатково компаундує цими смолами і стає стійким до впливу атмосферної вологи при зберіганні. Для вибраної швидкості обертання валу, обумовленої конкретним вмістом вологи в початковій сировині, ступінь розігрівання сировини, що переробляється, і щільність одержуваного брикета регулюється за рахунок зміни зазора між пресуючим шнеком 9 виконаним у вигляді конуса, крайової конусної частини шнека попереднього пресування 8 і внутрішньою поверхнею робочої камери, зв'язаної з поверхнями шнеків 8 і 9. Зміна зазора забезпечується переміщенням робочої камери 11 за 26139 10 допомогою різьбового регулюючого пристрою і фіксатора уздовж осі приводного валу. Виготовлений дослідний зразок такого універсального шнекового пресу-екструдера. Випробування пристрою показали Можливість пресування брикетів з різної сировини довільної вологості до щільності 1100-1300кг/м3 (деревні ошурки і стружка, лушпиння соняшнику, гречки і проса, вугільний шлам). Залежно від виду використовуваної сировини споживана потужність в сталому режимі складала 8-18кВт, число оборотів валу змінювалося від 100об/хв. при високій вологості сировини або високому коефіцієнті тертя пресованої маси до 800 об/хв. для «сухої» і легкосипкої сировини. Продуктивність складала в різних режимах від 200 до 400кг брикетів на годину. При отриманні рослинного масла з насіння соняшнику максимальний вихід масла склав близько 35% з отриманням макухи у вигляді брикета щільністю 1200-1300кг/м3. Вихід на температурний режим 200-300°С складає 10-15мин. Вага пристрою без приводу близько 150кг. Були одержані брикети з деревних ошурків і лушпиння соняшнику згідно ТУ В 10.3-14063949001-2001, що мають наступні характеристики: Початкова вологість сировини 25-35%, визначена по ГОСТ 11305. Круглий перетин: зовнішній діаметр 60мм, центральний отвір діаметром 18-20мм. Правильний шестигранник: велика діагональ 61мм, центральний отвір 18-20мм. Щільність брикетів в обох випадках складала 1100-1260кг/мі. Теплотворення при згоранні, визначене по ГОСТ 147 склала: деревні ошурки 4000-4800ккал/кг лушпиння соняшнику 4800-5200ккал/кг Масова частка загальної вологи в брикеті через 1 годину після пресування при атмосферній вологості не більше 90% складала не більше 810%, що відповідає вимогам вищезгаданим технічним умовам в Україні на паливні брикети з відходів сільськогосподарського виробництва. Також проведено пресування сипких конкрецій алюміносилікатів, вживаних для розкислювання сталі. Щільність монолітного брикета склала близько 3500кг/м3. Таким чином, спосіб отримання брикетів, що заявляється, відповідає нормативним вимогам, що пред'являються до новизни і промислової застосовності. 11 Комп’ютерна верстка Д. Шеверун 26139 Підписне 12 Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюProcess for obtaining briquettes
Автори англійськоюMalyshev Yevhen Mykolaiovych, Bilenkyi Valerii Valentynovych, Riabko Oleksandr Ivanovych, Manianin Hennadii Mykolaiovych, Pylypenko-Shekhovtseva Nadia Pavlivna, Leban Serhii Stepanovych, Tkachev Henadii Ivanovych, Albertin Andreas
Назва патенту російськоюПроцесс получения брикетов
Автори російськоюМалышев Евгений Николаевич, Беленький Валерий Валентинович, Рябко Александр Иванович, Манянин Геннадий Николаевич, Пилипенко-Шеховцева Надежда Павловна, Лебан Сергей Степанович, Ткачев Геннадий Иванович, Альбертин Андреас
МПК / Мітки
МПК: B30B 11/00, B27N 3/00
Мітки: брикетів, отримання, процес
Код посилання
<a href="https://ua.patents.su/6-26139-proces-otrimannya-briketiv.html" target="_blank" rel="follow" title="База патентів України">Процес отримання брикетів</a>
Спосіб отримання паливних брикетів із відходів вугільної або деревообробної промисловості
Номер патенту: 50313
Опубліковано: 15.10.2002
Автори: Павлюк Світлана Миколаївна, Гордієнко Петро Валентинович, Процишин Борис Миколайович
МПК: C10L 5/00
Мітки: промисловості, брикетів, паливних, вугільної, відходів, спосіб, деревообробної, отримання
Формула / Реферат:
Спосіб отримання паливних брикетів із відходів вугільної або деревообробної промисловості, що включає добавлення до відходів при перемішуванні зв'язуючого, нагрітого вище температури його плавлення, пресування і охолодження брикетів, який відрізняється тим, що використовують пилоподібні поганозаймисті відходи з високою вологістю, як зв'язуюче застосовують відходи нафтопереробки - нафтовий шлам або петролатум або їх композиції, у кількості...
Спосіб отримання паливних брикетів із відходів вугільної або деревообробної промисловості
Номер патенту: 50312
Опубліковано: 15.10.2002
Автори: Гордієнко Петро Валентинович, Процишин Борис Миколайович, Павлюк Світлана Миколаївна
МПК: C10L 5/00
Мітки: брикетів, деревообробної, промисловості, відходів, спосіб, отримання, паливних, вугільної
Формула / Реферат:
Спосіб отримання паливних брикетів із відходів вугільної або деревообробної промисловості, що включає добавлення до відходів при перемішуванні зв'язуючого, нагрітого вище температури його плавлення, сушіння, пресування і охолодження брикетів, який відрізняється тим, що використовують пилоподібні поганозаймисті відходи, як зв'язуюче застосовують відходи нафтопереробки - парафін або відпрацьоване машинне масло або їх композиції, у кількості...
Спосіб отримання паливних брикетів
Номер патенту: 28137
Опубліковано: 16.10.2000
Автори: Стисіна Олена Борисівна, Дюканов Анатолій Гаврилович, Кас'янов Юрій Олегович
МПК: C10L 5/00
Мітки: отримання, брикетів, паливних, спосіб
Текст:
...спосіб ілюструють наступні приклади його здійснення. Приклад 1. Вугільний шлам попередньо сушать до вологості 10-12%. Шихту для паливного брикета складають з вугільно го шлам у, до яко го дода ють 57 мас.% зв'язуючого. Пресування ведуть при тиску 50 МПа, термообробку отриманих брикетів - при температурі 320°С протягом 15 хвилин. Вугільний шлам має зольність не більше 44,5%. Породна частина шламу звичайно містить до 70% глинистих часток...
Процес одержання брикетів залізистих матеріалів
Номер патенту: 5550
Опубліковано: 15.03.2005
Автори: Буклан Ілля Зиновійович, Дикань Микола Анатолійович, Шабанов Андрій Леонідович
МПК: C22B 1/244, C22B 1/245, C22B 1/242, C22B 1/24
Мітки: залізистих, процес, брикетів, одержання, матеріалів
Формула / Реферат:
1. Процес одержання брикетів залізистих матеріалів, який включає розмел залізистих і інших необхідних компонентів до заданої крупності, попередній підігрів суміші зазначених компонентів до 30-60°С для забезпечення припустимої вологості, наприклад, у межах 6-8 %, змішування сипучих матеріалів зі зв'язувальною речовиною на основі продуктів нафтохімічного синтезу, які містять термопластичну смолу, пресування отриманої суміші при тиску...
Шихта для отримання брикетів для металургійного виробництва
Номер патенту: 7071
Опубліковано: 15.06.2005
Автори: Шишняк Юрій Трохимович, Крівченко Юрій Сергійович, Степанов Максим Федотович, Бичков Сергій Васильович, Банніков Юрій Григорович
МПК: C21C 5/52, C22B 1/14, C21B 3/02
Мітки: виробництва, шихта, отримання, брикетів, металургійного
Формула / Реферат:
1. Шихта для отримання брикетів для металургійного виробництва, яка містить окислений залізовмісний матеріал, карбюризатор, сполучне та легуючу добавку, яка відрізняється тим, що як окислений залізовмісний матеріал шихта містить знемаслену дрібнофракційну прокатну окалину, що містить фракції до 1,0 мм в кількості 70-90 % від своєї маси, а як карбюризатор вона містить пил колошниковий, металургійні шлами та коксовий дрібняк при наступному...
Попередній патент: Освітлювальний пристрій
Випадковий патент: Спосіб переробки насіння рицини на олію і кормову макуху