Пристрій для вимірювання і регулювання рідкої фази металу в кристалізаторі машин безперервного лиття заготовок
Номер патенту: 21625
Опубліковано: 15.03.2007
Автори: Мельник Микола Іванович, Сидоров Сергій Михайлович, Остапенко Сергій Дмитрович, МАКІЄНКО Володимир Григорович, Токій Анатолій Миколайович, Ларіонов Олександр Олексійович, Козловський Віктор Семенович, Івашина Володимир Володимирович, Малишев Віталій Олександрович, Русецький Ігор Анатолійович, Климанчук Владислав Владиславович
Формула / Реферат
Пристрій для вимірювання і регулювання рівня рідкої фази металу в кристалізаторі машин безперервного лиття заготовок, що містить струмовихровий датчик рівня рідкої фази металу, прецизійний шарнірний механізм його позиціювання в кристалізаторі, вимірювальну, перетворювальну апаратуру та апаратуру керування приводом стопора, який відрізняється тим, що струмовихровий датчик рівня рідкої фази металу виконаний з трьох мідних обмоток, дві з яких намотані назустріч одна одній, а третя є вимірювальною мідною обмоткою струмовихрового датчика рівня металу, який додатково оснащений чутливим елементом вимірювання температури обмоток, причому позиціюється струмовихровий датчик рівня рідкого металу в кристалізаторі за допомогою прецизійного шарнірного механізму, який виконаний у вигляді паралелограма і є безлюфтовою несучою струмовихрового датчика рівня рідкого металу, а прецизійний шарнірний механізм закріплений на поворотному столі машини безперервного лиття заготовок поза межами рухомих частин устаткування кристалізатора.
Текст
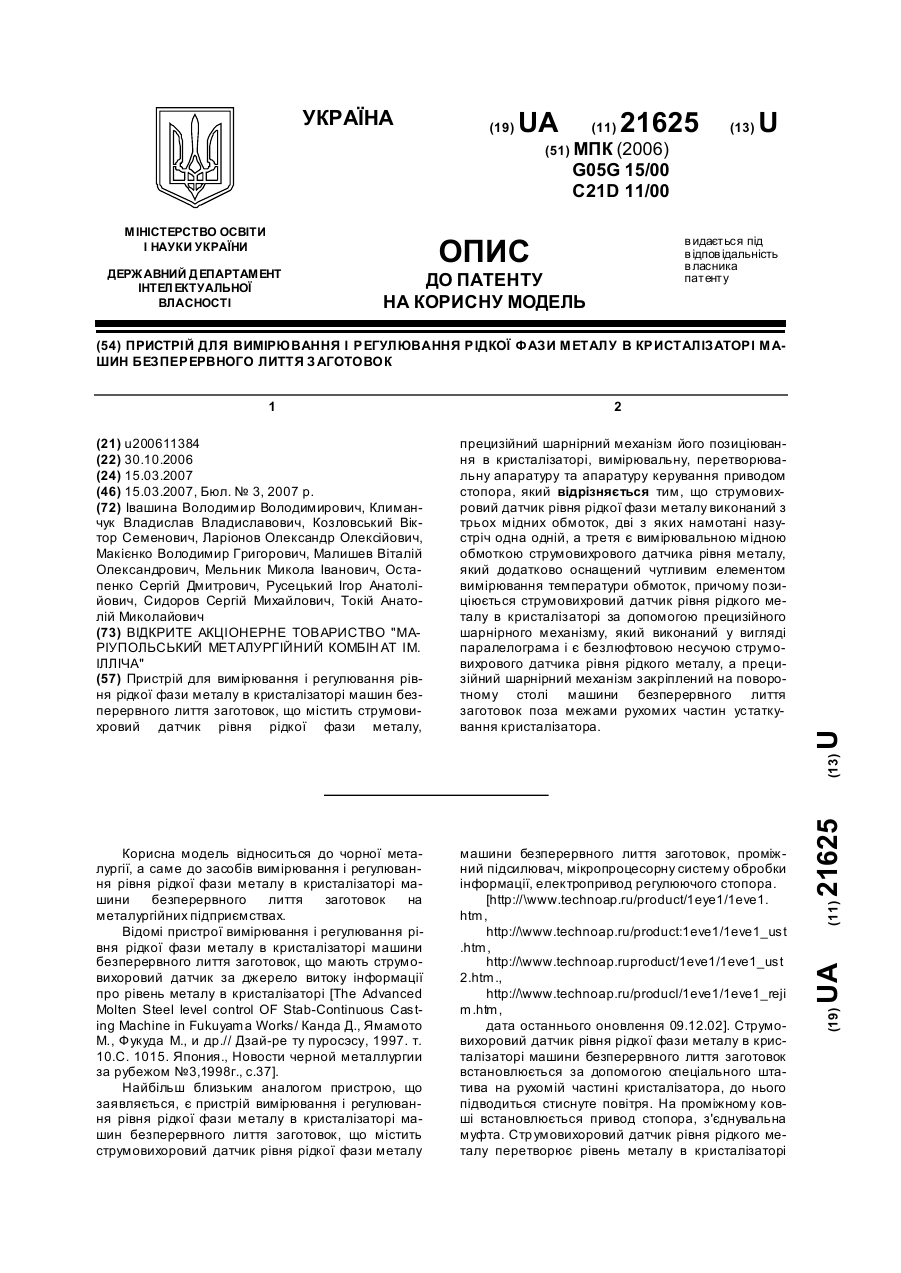
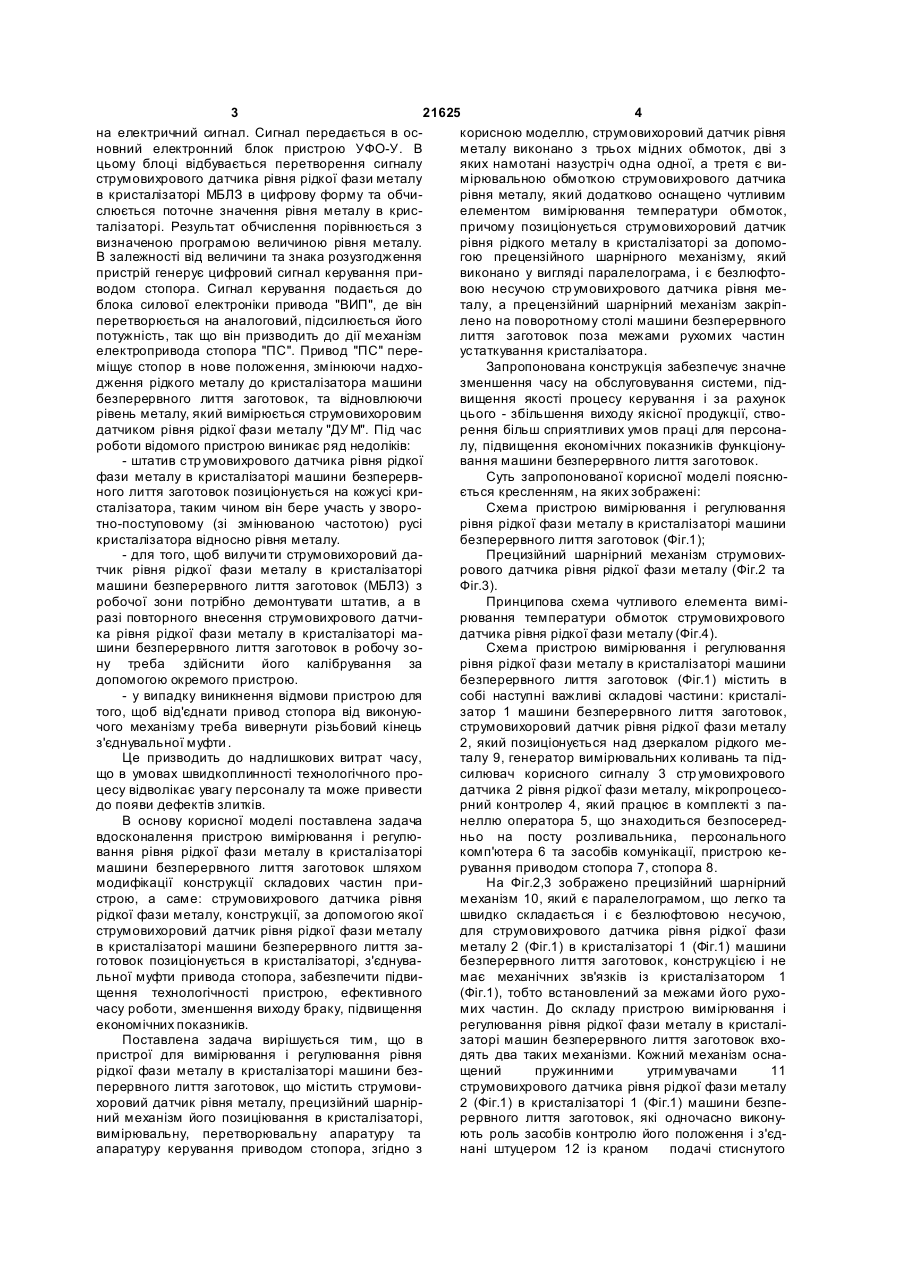
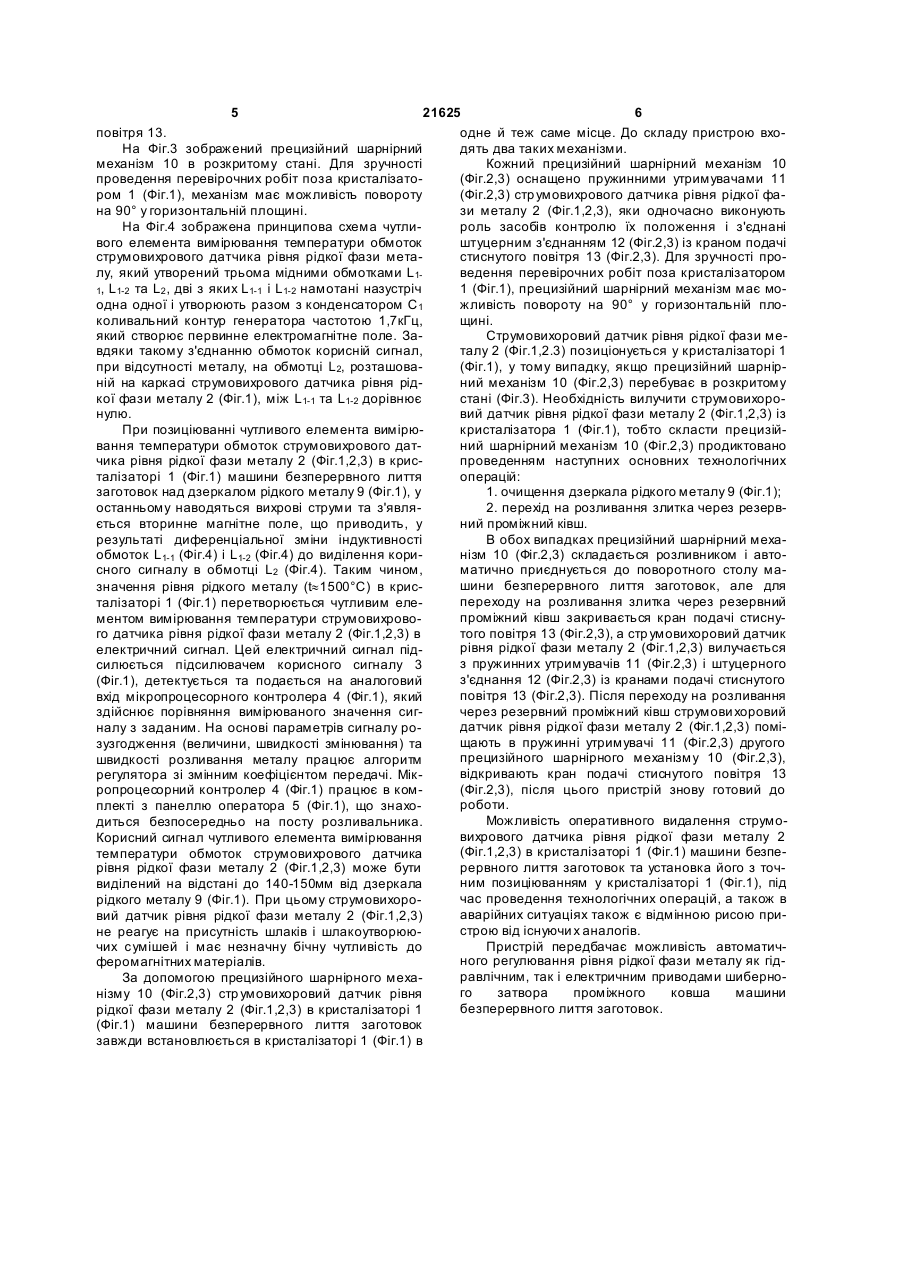
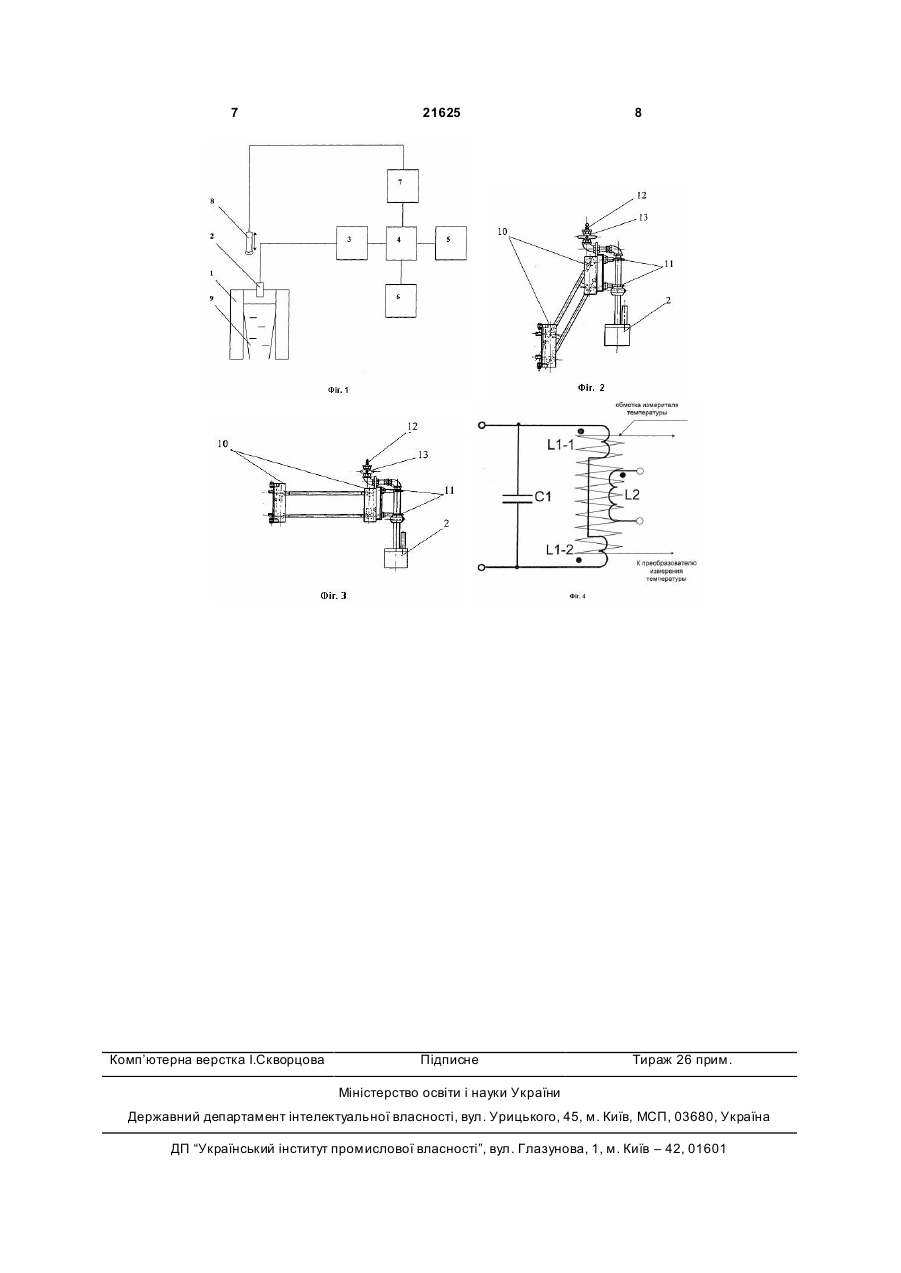
Пристрій для вимірювання і регулювання рівня рідкої фази металу в кристалізаторі машин безперервного лиття заготовок, що містить струмовихровий датчик рівня рідкої фази металу, U 1 3 21625 4 на електричний сигнал. Сигнал передається в оскорисною моделлю, струмовихоровий датчик рівня новний електронний блок пристрою УФО-У. В металу виконано з трьох мідних обмоток, дві з цьому блоці відбувається перетворення сигналу яких намотані назустріч одна одної, а третя є виструмовихрового датчика рівня рідкої фази металу мірювальною обмоткою струмовихрового датчика в кристалізаторі МБЛЗ в цифрову форму та обчирівня металу, який додатково оснащено чутливим слюється поточне значення рівня металу в криселементом вимірювання температури обмоток, талізаторі. Результат обчислення порівнюється з причому позиціонується струмовихоровий датчик визначеною програмою величиною рівня металу. рівня рідкого металу в кристалізаторі за допомоВ залежності від величини та знака розузгодження гою прецензійного шарнірного механізму, який пристрій генерує цифровий сигнал керування привиконано у вигляді паралелограма, і є безлюфтоводом стопора. Сигнал керування подається до вою несучою стр умовихрового датчика рівня меблока силової електроніки привода "ВИП", де він талу, а прецензійний шарнірний механізм закріпперетворюється на аналоговий, підсилюється його лено на поворотному столі машини безперервного потужність, так що він призводить до дії механізм лиття заготовок поза межами рухомих частин електропривода стопора "ПС". Привод "ПС" переустаткування кристалізатора. міщує стопор в нове положення, змінюючи надхоЗапропонована конструкція забезпечує значне дження рідкого металу до кристалізатора машини зменшення часу на обслуговування системи, підбезперервного лиття заготовок, та відновлюючи вищення якості процесу керування і за рахунок рівень металу, який вимірюється струмовихоровим цього - збільшення виходу якісної продукції, стводатчиком рівня рідкої фази металу "ДУ М". Під час рення більш сприятливих умов праці для персонароботи відомого пристрою виникає ряд недоліків: лу, підвищення економічних показників функціону- штатив стр умовихрового датчика рівня рідкої вання машини безперервного лиття заготовок. фази металу в кристалізаторі машини безперервСуть запропонованої корисної моделі пояснюного лиття заготовок позиціонується на кожусі криється кресленням, на яких зображені: сталізатора, таким чином він бере участь у звороСхема пристрою вимірювання і регулювання тно-поступовому (зі змінюваною частотою) русі рівня рідкої фази металу в кристалізаторі машини кристалізатора відносно рівня металу. безперервного лиття заготовок (Фіг.1); - для того, щоб вилучи ти струмовихоровий даПрецизійний шарнірний механізм струмовихтчик рівня рідкої фази металу в кристалізаторі рового датчика рівня рідкої фази металу (Фіг.2 та машини безперервного лиття заготовок (МБЛЗ) з Фіг.3). робочої зони потрібно демонтувати штатив, а в Принципова схема чутливого елемента виміразі повторного внесення струмовихрового датчирювання температури обмоток струмовихрового ка рівня рідкої фази металу в кристалізаторі мадатчика рівня рідкої фази металу (Фіг.4). шини безперервного лиття заготовок в робочу зоСхема пристрою вимірювання і регулювання ну треба здійснити його калібрування за рівня рідкої фази металу в кристалізаторі машини допомогою окремого пристрою. безперервного лиття заготовок (Фіг.1) містить в - у випадку виникнення відмови пристрою для собі наступні важливі складові частини: кристалітого, щоб від'єднати привод стопора від виконуюзатор 1 машини безперервного лиття заготовок, чого механізму треба вивернути різьбовий кінець струмовихоровий датчик рівня рідкої фази металу з'єднувальної муфти . 2, який позиціонується над дзеркалом рідкого меЦе призводить до надлишкових витрат часу, талу 9, генератор вимірювальних коливань та підщо в умовах швидкоплинності технологічного просилювач корисного сигналу 3 стр умовихрового цесу відволікає увагу персоналу та може привести датчика 2 рівня рідкої фази металу, мікропроцесодо появи дефектів злитків. рний контролер 4, який працює в комплекті з паВ основу корисної моделі поставлена задача неллю оператора 5, що знаходиться безпосередвдосконалення пристрою вимірювання і регулюньо на посту розливальника, персонального вання рівня рідкої фази металу в кристалізаторі комп'ютера 6 та засобів комунікації, пристрою кемашини безперервного лиття заготовок шляхом рування приводом стопора 7, стопора 8. модифікації конструкції складових частин приНа Фіг.2,3 зображено прецизійний шарнірний строю, а саме: струмовихрового датчика рівня механізм 10, який є паралелограмом, що легко та рідкої фази металу, конструкції, за допомогою якої швидко складається і є безлюфтовою несучою, струмовихоровий датчик рівня рідкої фази металу для струмовихрового датчика рівня рідкої фази в кристалізаторі машини безперервного лиття заметалу 2 (Фіг.1) в кристалізаторі 1 (Фіг.1) машини готовок позиціонується в кристалізаторі, з'єднувабезперервного лиття заготовок, конструкцією і не льної муфти привода стопора, забезпечити підвимає механічних зв'язків із кристалізатором 1 щення технологічності пристрою, ефективного (Фіг.1), тобто встановлений за межами його рухочасу роботи, зменшення виходу браку, підвищення мих частин. До складу пристрою вимірювання і економічних показників. регулювання рівня рідкої фази металу в кристаліПоставлена задача вирішується тим, що в заторі машин безперервного лиття заготовок вхопристрої для вимірювання і регулювання рівня дять два таких механізми. Кожний механізм оснарідкої фази металу в кристалізаторі машини безщений пружинними утримувачами 11 перервного лиття заготовок, що містить струмовиструмовихрового датчика рівня рідкої фази металу хоровий датчик рівня металу, прецизійний шарнір2 (Фіг.1) в кристалізаторі 1 (Фіг.1) машини безпений механізм його позиціювання в кристалізаторі, рервного лиття заготовок, які одночасно виконувимірювальну, перетворювальну апаратуру та ють роль засобів контролю його положення і з'єдапаратуру керування приводом стопора, згідно з нані штуцером 12 із краном подачі стиснутого 5 21625 6 повітря 13. одне й теж саме місце. До складу пристрою вхоНа Фіг.3 зображений прецизійний шарнірний дять два таких механізми. механізм 10 в розкритому стані. Для зручності Кожний прецизійний шарнірний механізм 10 проведення перевірочних робіт поза кристалізато(Фіг.2,3) оснащено пружинними утримувачами 11 ром 1 (Фіг.1), механізм має можливість повороту (Фіг.2,3) стр умовихрового датчика рівня рідкої фана 90° у горизонтальній площині. зи металу 2 (Фіг.1,2,3), яки одночасно виконують На Фіг.4 зображена принципова схема чутлироль засобів контролю їх положення і з'єднані вого елемента вимірювання температури обмоток штуцерним з'єднанням 12 (Фіг.2,3) із краном подачі струмовихрового датчика рівня рідкої фази метастиснутого повітря 13 (Фіг.2,3). Для зручності пролу, який утворений трьома мідними обмотками L1ведення перевірочних робіт поза кристалізатором 1 (Фіг.1), прецизійний шарнірний механізм має мо1, L 1-2 та L 2 , дві з яких L 1-1 і L 1-2 намотані назустріч одна одної і утворюють разом з конденсатором С 1 жливість повороту на 90° у горизонтальній плоколивальний контур генератора частотою 1,7кГц, щині. який створює первинне електромагнітне поле. ЗаСтрумовихоровий датчик рівня рідкої фази мевдяки такому з'єднанню обмоток корисній сигнал, талу 2 (Фіг.1,2.3) позиціонується у кристалізаторі 1 при відсутності металу, на обмотці L2, розташова(Фіг.1), у тому випадку, якщо прецизійний шарнірній на каркасі струмовихрового датчика рівня рідний механізм 10 (Фіг.2,3) перебуває в розкритому кої фази металу 2 (Фіг.1), між L1-1 та L1-2 дорівнює стані (Фіг.3). Необхідність вилучити струмовихоронулю. вий датчик рівня рідкої фази металу 2 (Фіг.1,2,3) із При позиціюванні чутливого елемента вимірюкристалізатора 1 (Фіг.1), тобто скласти прецизійвання температури обмоток струмовихрового датний шарнірний механізм 10 (Фіг.2,3) продиктовано чика рівня рідкої фази металу 2 (Фіг.1,2,3) в криспроведенням наступних основних технологічних талізаторі 1 (Фіг.1) машини безперервного лиття операцій: заготовок над дзеркалом рідкого металу 9 (Фіг.1), у 1. очищення дзеркала рідкого металу 9 (Фіг.1); останньому наводяться вихрові струми та з'явля2. перехід на розливання злитка через резервється вторинне магнітне поле, що приводить, у ний проміжний ківш. результаті диференціальної зміни індуктивності В обох випадках прецизійний шарнірний мехаобмоток L1-1 (Фіг.4) і L1-2 (Фіг.4) до виділення коринізм 10 (Фіг.2,3) складається розливником і автосного сигналу в обмотці L2 (Фіг.4). Таким чином, матично приєднується до поворотного столу машини безперервного лиття заготовок, але для значення рівня рідкого металу (t»1500°С) в криспереходу на розливання злитка через резервний талізаторі 1 (Фіг.1) перетворюється чутливим елепроміжний ківш закривається кран подачі стиснументом вимірювання температури струмовихрового датчика рівня рідкої фази металу 2 (Фіг.1,2,3) в того повітря 13 (Фіг.2,3), а стр умовихоровий датчик рівня рідкої фази металу 2 (Фіг.1,2,3) вилучається електричний сигнал. Цей електричний сигнал підз пружинних утримувачів 11 (Фіг.2,3) і штуцерного силюється підсилювачем корисного сигналу 3 з'єднання 12 (Фіг.2,3) із кранами подачі стиснутого (Фіг.1), детектується та подається на аналоговий повітря 13 (Фіг.2,3). Після переходу на розливання вхід мікропроцесорного контролера 4 (Фіг.1), який здійснює порівняння вимірюваного значення сигчерез резервний проміжний ківш струмови хоровий датчик рівня рідкої фази металу 2 (Фіг.1,2,3) поміналу з заданим. На основі параметрів сигналу рощають в пружинні утримувачі 11 (Фіг.2,3) другого зузгодження (величини, швидкості змінювання) та прецизійного шарнірного механізму 10 (Фіг.2,3), швидкості розливання металу працює алгоритм відкривають кран подачі стиснутого повітря 13 регулятора зі змінним коефіцієнтом передачі. Мікропроцесорний контролер 4 (Фіг.1) працює в ком(Фіг.2,3), після цього пристрій знову готовий до роботи. плекті з панеллю оператора 5 (Фіг.1), що знахоМожливість оперативного видалення струмодиться безпосередньо на посту розливальника. вихрового датчика рівня рідкої фази металу 2 Корисний сигнал чутливого елемента вимірювання (Фіг.1,2,3) в кристалізаторі 1 (Фіг.1) машини безпетемператури обмоток струмовихрового датчика рівня рідкої фази металу 2 (Фіг.1,2,3) може бути рервного лиття заготовок та установка його з точним позиціюванням у кристалізаторі 1 (Фіг.1), під виділений на відстані до 140-150мм від дзеркала час проведення технологічних операцій, а також в рідкого металу 9 (Фіг.1). При цьому струмовихороаварійних ситуаціях також є відмінною рисою привий датчик рівня рідкої фази металу 2 (Фіг.1,2,3) строю від існуючи х аналогів. не реагує на присутність шлаків і шлакоутворюючих сумішей і має незначну бічну чутливість до Пристрій передбачає можливість автоматичного регулювання рівня рідкої фази металу як гідферомагнітних матеріалів. равлічним, так і електричним приводами шиберноЗа допомогою прецизійного шарнірного мехаго затвора проміжного ковша машини нізму 10 (Фіг.2,3) стр умовихоровий датчик рівня безперервного лиття заготовок. рідкої фази металу 2 (Фіг.1,2,3) в кристалізаторі 1 (Фіг.1) машини безперервного лиття заготовок завжди встановлюється в кристалізаторі 1 (Фіг.1) в 7 Комп’ютерна верстка І.Скворцова 21625 8 Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for measuring and regulating the metal liquid phase in crystallizer of the machine for continuous melting the billets
Автори англійськоюIvashyna Volodymyr Volodymyrovych, Klymanchuk Vladyslav Vladyslavovych, Larionov Oleksandr Oleksiiovych, Sydorov Serhii Mykhailovych, Tokii Anatolii Mykolaiovych
Назва патенту російськоюУстройство для измерения и регулирования жидкой фазы металла в кристаллизаторе машин непрерывного литья заготовок
Автори російськоюИвашина Владимир Владимирович, Климанчук Владислав Владиславович, Ларионов Александр Алексеевич, Макиенко Владимир Григорьевич, Сидоров Сергей Михайлович, Токий Анатолий Николаевич
МПК / Мітки
МПК: G05G 15/00, C21D 11/00
Мітки: фазі, лиття, металу, машин, пристрій, рідкої, кристалізаторі, регулювання, вимірювання, безперервного, заготовок
Код посилання
<a href="https://ua.patents.su/4-21625-pristrijj-dlya-vimiryuvannya-i-regulyuvannya-ridko-fazi-metalu-v-kristalizatori-mashin-bezperervnogo-littya-zagotovok.html" target="_blank" rel="follow" title="База патентів України">Пристрій для вимірювання і регулювання рідкої фази металу в кристалізаторі машин безперервного лиття заготовок</a>
Пристрій для безперервного лиття заготовок із розплаву
Номер патенту: 4463
Опубліковано: 17.01.2005
Автори: Ажажа Володимир Михайлович, Свердлов Василь Якович, Кондратов Олександр Олександрович
МПК: B22D 27/00, B22D 11/00
Мітки: заготовок, лиття, безперервного, розплаву, пристрій
Формула / Реферат:
Пристрій для безперервного лиття заготовок із розплаву, що містить установлену в нагрівачі ємність із вихідним отвором, кристалізатор, установлений своєю впускною частиною у вихідному отворі, охолодний пристрій, що охоплює випускну частину кристалізатора, який відрізняється тим, що кристалізатор має охоплюючий його додатковий нагрівач, установлений між охолодним пристроєм та ємністю, а також теплоізолюючий екран, розміщений між додатковим...
Спосіб та пристрій регулювання рівня меніска рідкого металу в кристалізаторі установки безперервного розливання металів
Номер патенту: 37227
Опубліковано: 15.05.2001
Автори: МУШЕТТ Алан, МАРТАН Жан-Франсуа, ДЮССЕ Ерве, ТОМАРДЕЛЬ Оділь, ДРЮО Жоель, БЕКЛЕ Дід'є, БАННІ Т'єрі, НАДІФ Мішель
МПК: F03B 15/00, B22D 11/16, B22D 11/14
Мітки: безперервного, кристалізаторі, металу, установки, спосіб, розливання, рідкого, меніска, регулювання, металів, рівня, пристрій
Формула / Реферат:
1. Способ регулирования уровня мениска жидкого металла в кристаллизаторе установки непрерывной разливки металла, в соответствии с которым принимаются электрические сигналы, выдаваемые по меньшей мере одной парой датчиков, расположенных непосредственно над мениском, причем электрические сигналы этих датчиков представляют собой функцию соответствующих расстояний h1, h2 между датчиками и мениском, осуществляется комбинирование двух этих...
Установка безперервного лиття металу
Номер патенту: 1278
Опубліковано: 17.06.2002
Автори: Купін Володимир Миколайович, КРАВЦОВ Владлен Васильович
МПК: B22D 11/16
Мітки: металу, безперервного, установка, лиття
Формула / Реферат:
Установка безперервного лиття металу, що включає металоприймач, з'єднаний з кристалізатором, пристрій нагрівання рідкого металу в металоприймачі, підключений до керованої системи підведення електричного струму, який відрізняється тим, що пристрій нагрівання рідкого металу в металоприймачі виконаний у вигляді трьох електродів з вузлами підведення електричного струму, електроди установлені вертикально по периметру металоприймача з можливістю...
Горизонтальна машина безперервного лиття заготовок

Номер патенту: 49205
Опубліковано: 16.09.2002
Автори: Поживанов Михайло Олександрович, Поживанов Олександр Михайлович, Якобше Ришард Якубович, Найдек Володимир Леонтійович, Скок Ювеналій Якович, Кучаєв Олександр Андрійович, Осіпов Володимир Прокопович, Дубодєлов Віктор Іванович
МПК: B22D 11/14
Мітки: лиття, безперервного, горизонтальна, заготовок, машина
Формула / Реферат:
1. Горизонтальна машина безперервного лиття заготовок, що містить горизонтально розташований кристалізатор, металоприймач із каналом для підведення металу в торцеву частину кристалізатора, яка відрізняється тим, що торцеву частину кристалізатора виконують з електропровідного вогнетривкого матеріалу.2. Машина за п.1, яка відрізняється тим, що в її торцевій частині встановлюють лінійні статори рухомого магнітного поля для індукційного...
Спосіб запобігання заростанню живильного стакана для безперервного лиття заготовок
Номер патенту: 66905
Опубліковано: 15.06.2004
Автори: Купін Володимир Миколайович, КРАВЦОВ Владлен Васильович
МПК: B22D 41/50, B22D 11/10
Мітки: стакана, запобігання, заготовок, живильного, лиття, спосіб, заростанню, безперервного
Формула / Реферат:
1. Спосіб запобігання заростанню живильного стакана для безперервного лиття заготовок, який відрізняється тим, що запобігання заростанню живильного стакана виконують шляхом періодичної зворотної подачі заготовки до виходу її за межі живильного стакана з боку надходження в живильний стакан розплавленого металу.2. Спосіб за п. 1, який відрізняється тим, що зворотну подачу заготовки виконують в імпульсному режимі з частотою імпульсів в...
Попередній патент: Спосіб вибухозахисту при експлуатації систем транспортування газів та пилогазових сумішей
Наступний патент: Тепловентилятор
Випадковий патент: Спосіб визначення ефективності селекції у рибництві