Спосіб виготовлення внутрішньої карти та внутрішня карта для ламінату
Номер патенту: 112147
Опубліковано: 25.07.2016
Автори: Ваннемагер Курт, Мюльхаузер Мартін, Анноун Закарія, Нойман Крістіан
Формула / Реферат
1. Спосіб виготовлення внутрішньої карти (20) для ламінату (58), причому внутрішня карта (20) має пластинчасту систему (18) з принаймні одним шаром (16а-с), який характеризується тим, що включає принаймні такі етапи:
a) забезпечення переробленої волоконної суміші, яка має принаймні такі характеристики:
тонка фракція за класифікатором Brecht-Holl становить щонайбільше 50 % за масою;
фракція довгих волокон за класифікатором Brecht-Holl становить принаймні 10 % за масою;
фракція коротких волокон за класифікатором Brecht-Holl становить щонайбільше 60 % за масою; і
зольна фракція згідно з ISO 1762 становить щонайбільше 20 % за масою,
b) виготовлення принаймні однієї волоконної суспензії, яка включає принаймні частку передбаченої волоконної суміші,
c) обробки принаймні однієї волоконної суспензії шляхом здійснення принаймні одного знезолювання волоконної суспензії, доки зольна фракція сухого компонента волоконної суспензії не становитиме щонайбільше 15 % за масою, і шляхом додавання принаймні однієї домішки до принаймні однієї волоконної суспензії, причому домішка є вибраною з групи, до якої належать утримувальні агенти та агенти для забезпечення вологостійкості; та
d) виготовлення пластинчастої системи з принаймні однієї волоконної суспензії.
2. Спосіб за п. 1, який відрізняється тим, що на етапі а) макулатуру, зокрема сорти макулатури основної групи 4, які містять крафт-папір, та/або старий гофрований картон застосовують як перероблену волоконну суміш.
3. Спосіб за п. 1 або 2, який відрізняється тим, що виготовляється пластинчаста система (18), яка має зольну фракцію щонайбільше 15 мас. %, зокрема щонайбільше 8 мас. %, в оптимальному варіанті - щонайбільше 4 мас. %, і/або яка має фракцію принаймні 80 %, в оптимальному варіанті - принаймні 95 % передбаченої макулатури.
4. Спосіб за будь-яким з пп. з 1 по 3, який відрізняється тим, що щойно одержані волокна, зокрема целюлозу, змішують з принаймні однією волоконною суспензією перед виготовленням пластинчастої системи, у якій фракція щойно одержаних волокон серед усіх волокон волоконної суспензії в оптимальному варіанті складає щонайбільше 20 мас. %.
5. Спосіб за будь-яким з пп. з 1 по 4, який відрізняється тим, що для обробки волоконної суспензії застосовують сортувальний пристрій (28) та/або, в оптимальному варіанті, систему багатоступеневого очищення (30), та/або диспергатор (44), та/або флотаційний пристрій (32), та/або варіоспліт-пристрій (38).
6. Спосіб за будь-яким з пп. з 1 по 5, який відрізняється тим, що принаймні одну волоконну суспензію концентрують перед виготовленням пластинчастої системи (18).
7. Спосіб за будь-яким з пп. з 1 по 6, який відрізняється тим, що принаймні частину принаймні однієї волоконної суспензії розділяють на фракцію довгих волокон та фракцію коротких волокон перед виготовленням пластинчастої системи (18).
8. Спосіб за п. 7, який відрізняється тим, що фракцію довгих волокон та/або фракцію коротких волокон подають з водяною парою і/або гомогенізують, і/або диспергують.
9. Спосіб за п. 7 або 8, який відрізняється тим, що фракцію довгих волокон та фракцію коротких волокон змішують з волоконною суспензією у заданому співвідношенні після фракціонування.
10. Спосіб за будь-яким з пп. з 1 по 9, який відрізняється тим, що пластинчасту систему (18) виготовляють з принаймні двома, в оптимальному варіанті - з принаймні трьома, шарами (16а-с).
11. Спосіб за будь-яким з пп. з 1 по 10, який відрізняється тим, що принаймні дві виготовлені різними способами і/або оброблені різними способами волоконні суспензії та/або принаймні дві ідентично виготовлені і/або ідентично оброблені волоконні суспензії застосовують для виготовлення пластинчастої системи (18).
12. Спосіб за п. 10 або 11, який відрізняється тим, що принаймні один зовнішній шар (16а, 16b) пластинчастої системи (18) виготовляють більш пористим, ніж розташований під ним внутрішній шар (16с) пластинчастої системи (18), і/або принаймні один внутрішній шар (16с) пластинчастої системи (18) виготовляють більш пористим, ніж шар (16а, 16b) пластинчастої системи (18), розташований ще далі у зовнішньому напрямку, і/або усі шари (16а, 16b, 16с) пластинчастої системи (18) виготовляють з принаймні по суті ідентичною пористістю.
13. Спосіб за п. 12, який відрізняється тим, що принаймні один шар (16а, 16b) пластинчастої системи (18) має ступінь помелу щонайбільше 25°SR, зокрема ступінь помелу від 20°SR до 8°SR, і/або принаймні один шар (16с) пластинчастої системи (18) має ступінь помелу принаймні 8°SR, зокрема ступінь помелу від 15°SR до 60°SR.
14. Спосіб за будь-яким з пп. з 1 по 13, який відрізняється тим, що домішку до волоконної суспензії додавали у перерахунку на суху речовину у масовій частці щонайбільше 5,0 %, і/або домішка включає утримувальний агент, який додають до суспензії у масовій частці щонайбільше 1,2 %, зокрема від 0,2 % до 0,9 % у перерахунку на суху речовину, і/або домішка включає вологостійкий агент, який додають до суспензії у масовій частці щонайбільше 2,2 %, зокрема від 0,5 % до 2,0 % у перерахунку на суху речовину.
15. Спосіб за будь-яким з пп. з 1 по 14, який відрізняється тим, що як домішку застосовують принаймні один утримувальний агент з групи, до якої належать поліакриламіди, поліетиленіміни та поліамідіміни, та/або принаймні один вологостійкий агент з групи, до якої належать поліамідоамін-епіхлоргідринові смоли, епоксидні смоли, поліамінні смоли, ізоціанатні смоли, меламінформальдегідні смоли, сечовиноформальдегідні смоли, формальдегідні смоли, діальдегідний крохмаль, гліоксаль, глутаральдегід та/або співполімер принаймні двох з перелічених речовин.
16. Спосіб за будь-яким з пп. з 1 по 15, який відрізняється тим, що як домішку додатково застосовують принаймні одну кислоту та/або принаймні одну основу та/або СO2.
17. Спосіб за будь-яким з пп. з 1 по 16, який відрізняється тим, що технологічну воду з машини для виготовлення карт (22), яка утворюється у процесі виготовлення пластинчастої системи (18), очищують, зокрема знезолюють за допомогою мікрофлотаційного пристрою, і/або зокрема, принаймні значною мірою, звільняють від тонких матеріалів і/або використовують для виготовлення принаймні однієї волоконної суспензії.
18. Спосіб за будь-яким з пп. з 1 по 17, який відрізняється тим, що включає визначення принаймні одного параметра з групи, до якої належать грамаж, вологовміст, густина, розривна довжина у сухому стані, розривна довжина у вологому стані, повітропроникність, зольна фракція, здатність до просочування та пористість виготовленої внутрішньої карти (20).
19. Спосіб за п. 18, який відрізняється тим, що здатність внутрішньої карти до просочування (20) визначають за допомогою ультразвукового вимірювання.
20. Спосіб за будь-яким з пп. з 1 по 19, який відрізняється тим, що принаймні одну внутрішню карту (20) використовують для виготовлення ламінату (58), зокрема HPL-ламінату (58) та/або CPL-ламінату (58), та/або компактної плити, і/або як матеріал підкладки, зокрема для смоли або смолоподібних речовин.
21. Спосіб за п. 20, який відрізняється тим, що принаймні одну внутрішню карту (20) для виготовлення ламінату (58) просочують смолою та/або смолоподібною речовиною і/або попередньо просочують смолою та/або смолоподібною речовиною і/або піддають висушуванню та/або нарізанню, та/або пресуванню з принаймні одним попереднім просочуванням.
22. Спосіб за п. 21, який відрізняється тим, що смолу вибирають з групи, до якої належать фенольні смоли, фенолформальдегідні смоли, меламінові смоли та меламінформальдегідні смоли, і/або внутрішню карту (20) просочують смолою у кількості від 30 мас. % до 100 мас. %.
23. Спосіб за будь-яким з пп. з 20 по 22, який відрізняється тим, що принаймні дві внутрішні карти (20) розташовують одна на одній, зокрема стосом, для виготовлення ламінату (58).
24. Спосіб за будь-яким з пп. з 20 по 23, який відрізняється тим, що принаймні одна внутрішня карта (20) має покриття, причому, зокрема, принаймні одна плівка (68) з полімеру та/або принаймні одного декоративного паперу (70) в оптимальному варіанті має друкований малюнок, і/або принаймні один прокладний папір є нанесеним на внутрішню карту (20).
25. Спосіб за будь-яким з пп. з 20 по 24, який відрізняється тим, що принаймні одну внутрішню карту (20), просочену і/або попередньо просочену смолою, нагрівають принаймні до температури, що перевищує точку плавлення смоли, піддають пресуванню, охолодженню до температури, принаймні нижчої за точку плавлення смоли, та, необов'язково, подальшій обробці для виготовлення ламінату (58).
26. Внутрішня карта (20) для виготовлення ламінату (58), яка характеризується тим, що внутрішня карта (20) має пластинчасту систему (18) з принаймні одним шаром (16а-с), і пластинчаста система (18) принаймні пропорційно складається з переробленої волоконної суміші, причому пластинчаста система (18) має зольну фракцію щонайбільше 15 мас. %, і принаймні один шар (16а-с) пластинчастої системи (18) включає:
a) принаймні частку переробленої волоконної суміші, яку, перед обробкою, було вибрано з групи, яка має:
тонку фракцію за класифікатором Brecht-Holl щонайбільше 50 % за масою;
фракцію довгих волокон за класифікатором Brecht-Holl принаймні 10 % за масою;
фракцію коротких волокон за класифікатором Brecht-Holl щонайбільше 60 % за масою; та
зольну фракцію згідно з ISO 1762 щонайбільше 20 % за масою; і
b) принаймні одну домішку, вибрану з групи, до якої належать утримувальні агенти та агенти для забезпечення вологостійкості.
27. Внутрішня карта (20) за п. 26, яка відрізняється тим, що може бути одержана і/або одержується з застосуванням способу за будь-яким з пп. з 1 по 25.
28. Внутрішня карта (20) за будь-яким з пп. 26 або 27, яка відрізняється тим, що пластинчаста система (18) має зольну фракцію щонайбільше 8 мас. %, в оптимальному варіанті - щонайбільше 4 мас. %, та/або фракцію щойно одержаних волокон щонайбільше 20 мас. % та/або фракцію переробленої волоконної суміші принаймні 80 %, зокрема принаймні 95 %.
29. Внутрішня карта (20) за будь-яким з пп. з 26 по 28, яка відрізняється тим, що пластинчаста система (18) є виготовленою без поверхнево-активних речовин.
30. Внутрішня карта (20) за будь-яким з пп. з 26 по 29, яка відрізняється тим, що пластинчаста система (18) має принаймні два, в оптимальному варіанті - принаймні три, зокрема чотири шари (16а-с).
31. Внутрішня карта (20) за п. 30, яка відрізняється тим, що принаймні один зовнішній шар (16а, 16b) пластинчастої системи (18) є більш пористим, ніж розташований під ним внутрішній шар (16с) пластинчастої системи (18), і/або принаймні один внутрішній шар (16с) пластинчастої системи (18) є більш пористим, ніж шар (16а, 16b) пластинчастої системи (18), розташований ще далі у зовнішньому напрямку, і/або усі шари (16а, 16b, 16с) пластинчастої системи (18) мають принаймні по суті ідентичну пористість.
32. Внутрішня карта (20) за будь-яким з пп. з 26 по 31, яка відрізняється тим, що кожен шар (16а-с) пластинчастої системи (18) має зольну фракцію щонайбільше 15 мас. % та/або фракцію щойно одержаних волокон щонайбільше 20 мас. %.
33. Застосування внутрішньої карти (20), яка може бути одержана і/або одержується за допомогою способу за будь-яким з пп. з 1 по 25, та/або внутрішньої карти (20) за будь-яким з пп. з 26 по 32 для виготовлення шаруватого та/або нешаруватого ламінату (58).
34. Застосування за п. 33, яке відрізняється тим, що ламінат (58) є виготовленим з кількох шарів внутрішньої карти (20).
35. Застосування за п. 33 або 34, яке відрізняється тим, що виготовляється ламінат (58) з групи HPL-ламінатів (58), CPL-ламінатів (58), компактних плит, зовнішніх шарів, декоративних паперів, декоративних карток, декоративних картонів, плівок, нетканих матеріалів, попереднього просочування, несучих плит, волоконних композитів, протинатягів та матеріалів підкладки.
36. Ламінат (58), який включає принаймні одну внутрішню карту (20), яка може бути одержана і/або одержується за допомогою способу за будь-яким з пп. з 1 по 25, та/або принаймні одну внутрішню карту (20) за будь-яким з пп. з 26 по 32.
37. Ламінат (58) за п. 36, який відрізняється тим, що виготовляється у формі HPL-ламінату (58), CPL-ламінату (58), компактної плити, зовнішнього шару, декоративного паперу, декоративної картки, декоративного картону, плівки, нетканого матеріалу, попереднього просочування, несучої плити, волоконного композиту, протинатягу та/або матеріалу підкладки, зокрема для смоли та/або смолоподібних речовин.
38. Ламінат (58) за п. 36 або 37, який відрізняється тим, що включає принаймні 2 шари внутрішньої карти (20).
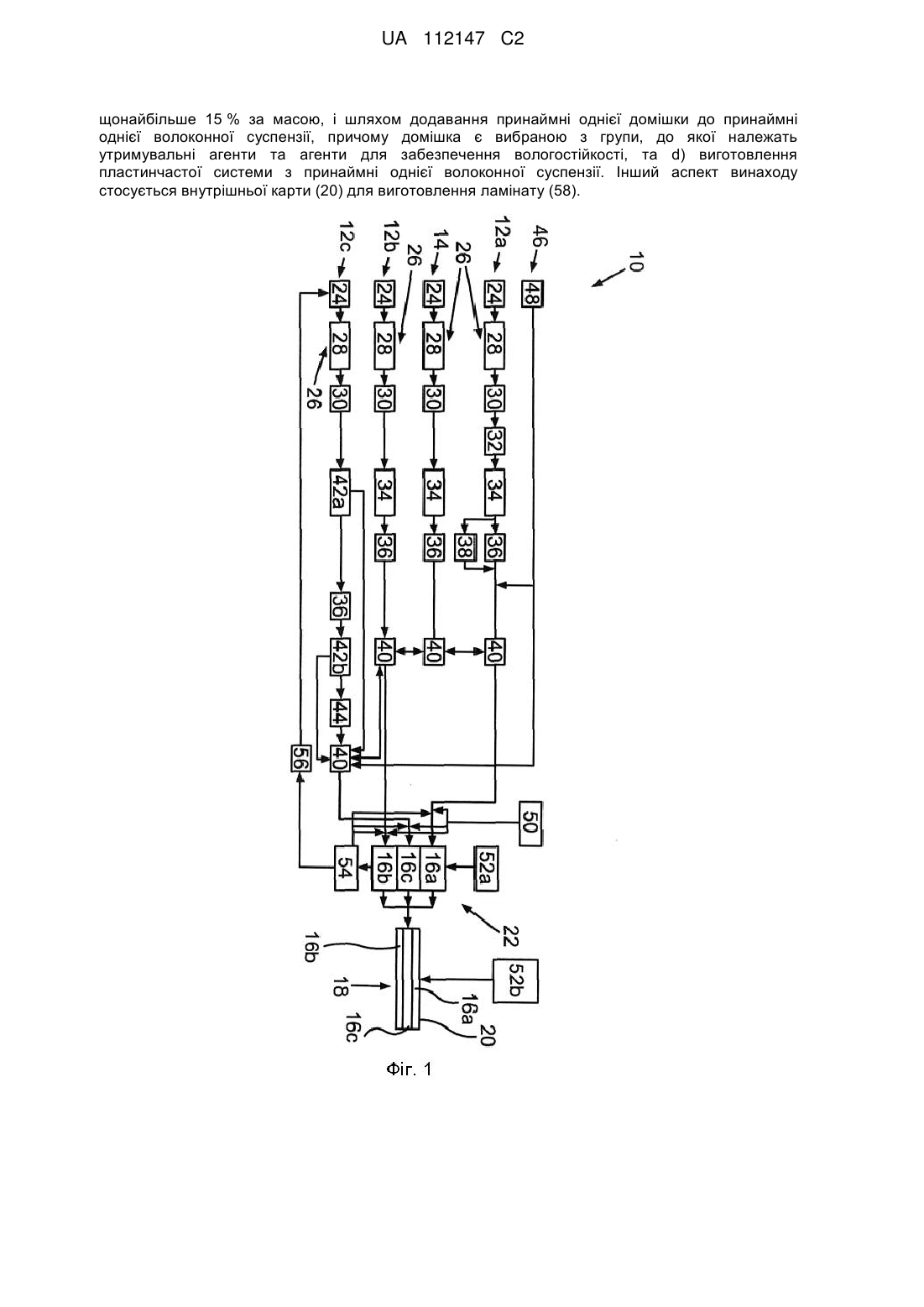
39. Пристрій (10) для виконання способу за будь-яким з пп. з 1 по 25 та/або виготовлення внутрішньої карти (20) за будь-яким з пп. з 26 по 32, який включає:
a) принаймні один пристрій (24) для одержання волоконної суспензії, який принаймні пропорційно складається з переробленої волоконної суміші;
b) принаймні один засіб обробки (26), за допомогою якого може виконуватися принаймні одне знезолювання волоконної суспензії, доки зольна фракція сухого компонента волоконної суспензії не становитиме щонайбільше 15 мас. %;
c) принаймні один засіб вимірювання (50), може бути виміряна принаймні одна домішка з групи, до якої належать утримувальні агенти та агенти для забезпечення вологостійкості, яку додають до волоконної суспензії; та
d) принаймні одну машину для виготовлення карт (22), за допомогою якої виготовляють принаймні пластинчасту систему (18) внутрішньої карти (20) з принаймні однієї волоконної суспензії.
Текст
Реферат: Спосіб виготовлення внутрішньої карти (20) складається з принаймні етапів а) забезпечення переробленої волоконної суміші, яка має принаймні такі властивості: тонка фракція за класифікатором Brecht-Holl становить щонайбільше 50 % за масою; фракція довгих волокон за класифікатором Brecht-Holl становить принаймні 10 % за масою; фракція коротких волокон за класифікатором Brecht-Holl становить щонайбільше 60 % за масою; і зольна фракція згідно з ISO 1762 становить щонайбільше 20 % за масою, b) виготовлення принаймні однієї волоконної суспензії, яка включає принаймні частку передбаченої волоконної суміші, с) обробки принаймні однієї волоконної суспензії шляхом здійснення принаймні одною знезолювання волоконної суспензії, доки зольна фракція сухого компонента волоконної суспензії не становитиме UA 112147 C2 (12) UA 112147 C2 щонайбільше 15 % за масою, і шляхом додавання принаймні однієї домішки до принаймні однієї волоконної суспензії, причому домішка є вибраною з групи, до якої належать утримувальні агенти та агенти для забезпечення вологостійкості, та d) виготовлення пластинчастої системи з принаймні однієї волоконної суспензії. Інший аспект винаходу стосується внутрішньої карти (20) для виготовлення ламінату (58). UA 112147 C2 5 10 15 20 25 30 35 40 45 50 55 60 Винахід стосується способу виготовлення внутрішньої карти для ламінату, внутрішньої карти з пластинчастою системою, застосування такої внутрішньої карти для виготовлення ламінату, ламінату з такою внутрішньою картою, а також пристрою для виготовлення такої внутрішньої карти. Шаруваті ламінати зазвичай складаються з кількох шарів внутрішньої карти, просочених смолою, які з'єднуються під високим тиском. Як сітчасті матеріали підкладки, такі ламінати складають основу для стільниць, підвіконь, облицювань, покриття для стін, перегородок і т. ін. Шари внутрішніх карт виготовляють з окремих шарів ідентичних або різних внутрішніх карт, які в принципі також можуть називатися внутрішнім папером або внутрішнім картоном, залежно від грамажу. У свою чергу, кожна внутрішня карта має пластинчасту систему з одним або кількома шарами волоконних матеріалів. Залежно від відповідної мети застосування шаруватого ламінату, також можуть бути передбачені додаткові шари або полотна інших матеріалів для відповідності певним характеристикам, крім шарів або внутрішніх карт. Крім того, також відомими є нешаруваті ламінати, у яких кілька шарів або полотен внутрішніх карт є спресованими між собою без застосування смол. Протягом тривалого часу внутрішні карти та папери виготовляли виключно зі щойно одержаного волоконного матеріалу для відповідності конкретним вимогам до внутрішніх карт стосовно міцності на розрив, здатності до просочування, придатності до подальшої обробки, оптичного відбитку і т. ін. Тим часом, для зменшення витрати природних ресурсів та вартості сировини у зв'язку з застосуванням щойно одержаного волоконного матеріалу деякі внутрішні карти принаймні пропорційно виготовляють з переробленого з макулатури паперу. Так внутрішня карта, а також відповідний спосіб виготовлення такої внутрішньої карти описуються, наприклад, у документі WO 2011/141355 A1. Описана в цьому джерелі внутрішня карта принаймні пропорційно складається з переробленої волоконної суміші і включає, зокрема, поверхнево-активні інгредієнти для збільшення капілярності внутрішньої карти як домішки, додаткові до агентів для забезпечення вологостійкості. Капілярність є важливим впливовим параметром для здатності до просочування внутрішніх карт смолами. Недоліком нині відомих внутрішніх карт, які принаймні пропорційно виготовляються з макулатури, виявляється те, що вони мають порівняно високу абразивність стосовно відокремлювальних інструментів, наприклад, для різання, пиляння і т. ін. Це негативно впливає на час простою інструментів, які застосовують для виготовлення ламінатів, оскільки відповідні шліфувальні та ріжучі інструменти, таким чином, мають скорочений термін служби і потребують частішої заміни. Ще один недолік полягає у застосуванні поверхнево-активних інгредієнтів, які створюють навантаження системи циркуляції води на папероробну машину, що може порушувати хімічну рівновагу машинного циклу машин для виготовлення карт, призводити до збільшення виробничих витрат і, зокрема, викликати навантаження на навколишнє середовище через стічні води. Метою даного винаходу є забезпечення способу, який дозволяє виготовляти внутрішню карту для ламінату, причому внутрішня карта має нижчу абразивність стосовно відокремлювальних інструментів при принаймні пропорційному застосуванні переробленої волоконної суміші, добрій повітропроникності, а також поліпшеній економічній ефективності та екологічному балансі. Інша мета винаходу полягає у забезпеченні внутрішньої карти, яка принаймні пропорційно складається з переробленої волоконної суміші, має низьку абразивність стосовно відокремлювальних інструментів, добру повітропроникність, а отже, здатність до просочування, а також поліпшену економічну ефективність та екологічний баланс. Крім того, метою даного винаходу є визначення застосування такої внутрішньої карти для виготовлення шаруватого або нешаруватого ламінат, відповідного ламінату, а також пристрою для виготовлення внутрішньої карти. Згідно з винаходом, цілі досягаються з застосуванням способу, який має особливості за пунктом 1 формули винаходу, за допомогою внутрішньої карти, яка має особливості за пунктом 26, з застосуванням такої внутрішньої карти за пунктом 33, за допомогою ламінату за пунктом 36, а також за допомогою пристрою, який має особливості за пунктом 39. Сприятливі конфігурації винаходу вказуються у відповідних залежних пунктах, причому сприятливі конфігурації способу можуть розглядатись як сприятливі конфігурації внутрішньої карти, і навпаки. Перший аспект винаходу стосується способу, який дозволяє виробляти внутрішню карту для ламінату, причому внутрішня карта має нижчу абразивність стосовно відокремлювальних інструментів при принаймні пропорційному застосуванні переробленої волоконної суміші, добрій повітропроникності, а отже, здатності до просочування, а також поліпшеній економічній ефективності та екологічному балансі. У цьому контексті обсяг способу згідно з винаходом 1 UA 112147 C2 5 10 15 20 25 30 35 40 45 50 55 60 охоплює виконання принаймні таких етапів: a) забезпечення переробленої волоконної суміші, яка має принаймні такі характеристики: - тонка фракція за класифікатором Brecht-Holl становить щонайбільше 50 % за масою; - фракція довгих волокон за класифікатором Brecht-Holl становить принаймні 10 % за масою; - фракція коротких волокон за класифікатором Brecht-Holl становить щонайбільше 60 % за масою; і - зольна фракція згідно з ISO 1762 становить щонайбільше 20 % за масою, b) виготовлення принаймні однієї волоконної суспензії, яка включає принаймні частку передбаченої волоконної суміші, c) обробки принаймні однієї волоконної суспензії шляхом здійснення принаймні одного знезолювання волоконної суспензії, доки зольна фракція сухого компонента волоконної суспензії не становитиме щонайбільше 15 % за масою, і шляхом додавання принаймні однієї домішки до принаймні однієї волоконної суспензії, причому домішка є вибраною з групи, до якої належать утримувальні агенти та агенти для забезпечення вологостійкості, та d) виготовлення пластинчастої системи з принаймні однієї волоконної суспензії. Іншими словами, згідно з винаходом, передбачається, що для виготовлення внутрішньої карти спочатку забезпечують перероблену волоконну суміш з вищезгаданими характеристиками, з якої принаймні пропорційно на наступному етапі виготовляють волоконну суспензію, яка містить принаймні одне волокно. При цьому зазначені граничні значення одержаної волоконної суміші визначають з застосуванням стандартизованого способу BrechtHoll, наприклад, за допомогою пристрою для фракціонування Brecht-Holl або згідно з інструкцією щодо випробувань, описаною у брошурі Zellcheming, VI/1/66. Зокрема, фракції тонкого матеріалу 0 мас. %, 1 мас. %, 2 мас. %, 3 мас. %, 4 мас. %, 5 мас. %, 6 мас. %, 7 мас. %, 8 мас. %, 9 мас. %, 10 мас. %, 11 мас. %, 12 мас. %, 13 мас. %, 14 мас. %, 15 мас. %, 16, мас. % 17 мас. %, 18 мас. %, 19 мас. %, 20 мас. %, 21 мас. %, 22, мас. %, 23 мас. %, 24 мас. %, 25 мас. %, 26 мас. %, 27 мас. %, 28 мас. %, 29 мас. %, 30 мас. %, 31 мас. %, 32 мас. %, 33 мас. %, 34 мас. %, 35 мас. %, 36 мас. %, 37 мас. %, 38 мас. %, 39 мас. %, 40 мас. %, 41 мас. %, 42 мас. %, 43 мас. %, 44 мас. %, 45 мас. %, 46 мас. %, 47 мас. %, 48 мас. %, 49 мас. % або 50 мас. %, а також відповідні проміжні значення, такі, як 29,0 мас. %, 29,1 мас. %, 29,2 мас. %, 29,3 мас. %, 29,4 мас. %, 29,5 мас. %, 29,6 мас. %, 29,7 мас. %, 29,8 мас. %, 29,9 мас. % та ін. слід розуміти під фракцією тонкого матеріалу щонайбільше 50 мас. %. Під фракцією довгих волокон принаймні 10 мас. %, зокрема, слід розуміти фракції довгих волокон 10 мас. %, 11 мас. %, 12 мас. %, 13 мас. %, 14 мас. %, 15 мас. %, 16 мас. %, 17 мас. %, 18 мас. %, 19 мас. %, 20 мас. %, 21 мас. %, 22, мас. %, 23 мас. %, 24 мас. %, 25 мас. %, 26 мас. %, 27 мас. %, 28 мас. %, 29 мас. %, 30 мас. %, 31 мас. %, 32 мас. %, 33 мас. %, 34 мас. %, 35 мас. %, 36 мас. %, 37 мас. %, 38 мас. %, 39 мас. %, 40 мас. %, 41 мас. %, 42 мас. %, 43 мас. %, 44 мас. %, 45 мас. %, 46 мас. %, 47 мас. %, 48 мас. %, 49 мас. %, 50 мас. %, 51 мас. %, 52 мас. %, 53 мас. %, 54 мас. % 55 мас. %, 56 мас. %, 57 мас. %, 58 мас. %, 59 мас. %, 60 мас. %, 61 мас. %, 62 мас. %, 63 мас. %, 64 мас. %, 65 мас. %, 66 мас. %, 67 мас. %, 68 мас. %, 69 мас. %, 70 мас. %, 71 мас. %, 72 мас. %, 73 мас. %, 74 мас. %, 75 мас. %, 76 мас. %, 77 мас. %, 78 мас. %, 79 мас. %, 80 мас. %, 81 мас. %, 82 мас. %, 83 мас. %, 84 мас. %, 85 мас. %, 86 мас. %, 87 мас. %, 88 мас. %, 89 мас. %, 90 мас. %, 91 мас. %, 92 мас. %, 93 мас. %, 94 мас. %, 95 мас. %, 96 мас. %, 97 мас. %, 98 мас. %, 99 мас. % або 100 мас. %, а також відповідні проміжні значення. Таким чином, фракція коротких волокон щонайбільше 60 мас. % відповідно означає фракції коротких волокон 0 мас. %, 1 мас. %, 2 мас. %, 3 мас. %, 4 мас. %, 5 мас. %, 6 мас. %, 7 мас. %, 8 мас. %, 9 мас. %, 10 мас. %, 11 мас. %, 12 мас. %, 13 мас. %, 14 мас. %, 15 мас. %, 16 мас. %, 17 мас. %, 18 мас. %, 19 мас. %, 20 мас. %, 21 мас. %, 22 мас. %, 23 мас. %, 24 мас. %, 25 мас. %, 26 мас. %, 27 мас. %, 28 мас. %, 29 мас. %, 30 мас. %, 31 мас. %, 32 мас. %, 33 мас. %, 34 мас. %, 35 мас. %, 36 мас. %, 37 мас. %, 38 мас. %, 39 мас. %, 40 мас. %, 41 мас. %, 42 мас. %, 43 мас. %, 44 мас. %, 45 мас. %, 46 мас. %, 47 мас. %, 48 мас. %, 49 мас. %, 50 мас. %, 51 мас. %, 52 мас. %, 53 мас. %, 54 мас. %, 55 мас. %, 56 мас. %, 57 мас. %, 58 мас. %, 59 мас. % або 60 мас. %, а також відповідні проміжні значення. Слід розуміти, що масові частки всіх компонентів матеріалу завжди і виключно доповнюють одна одну до 100 %. У цьому відношенні даний винахід ґрунтується на розумінні того, що при застосуванні макулатури для виготовлення внутрішніх карт відповідно велику кількість друкарських фарб, приєднаних домішок, тонких матеріалів та зольних компонентів включають у волоконну(і) суспензію(і), які застосовують для виготовлення внутрішньої карти. Зольні компоненти, які також можуть вказуватись як залишки після прожарювання, включають неорганічні сполуки, наприклад, карбонат кальцію, який застосовують для чистової обробки поверхні паперу та карт як компонент покриття під час виготовлення паперу. Іншими зольними компонентами можуть бути наповнювачі та пігменти, 2 UA 112147 C2 5 10 15 20 25 30 35 40 45 50 55 60 такі, як, наприклад, тальк, діоксид титану, гідроксид алюмінію, глинозем, бентоніт, сульфат барію, гіпс, каоліни та інші подібні речовини, які також часто застосовують у виробництві паперу та картону. Головним чином целюлозовмісні волоконні матеріали та волоконні залишки належать до тонких матеріалів, які мають коротшу довжину волокон, ніж у так званих коротких волокон, згідно з визначенням за Brecht-Holl. Як було розпізнано заявником, здебільшого зольна фракція відповідає за абразивність готової внутрішньої карти стосовно традиційних інструментів для обробки і викликає різке скорочення терміну служби, а також тривалий час простою застосовуваних відокремлювальних інструментів. Крім того, заявником було виявлено, що вплив золи, а також, меншою мірою, тонких матеріалів, на повітропроникність та здатність до просочування готової внутрішньої карти смолами є дуже негативним, оскільки вони накопичуються у порожнинах між волокнами, так званих капілярах, через їх малий розмір, і забивають їх. Таким чином, при подальшому виготовленні шаруватого ламінату просочування смолою або заповнення наявних капілярів внутрішньої карти смолою або іншими подібними речовинами, а отже, якість шаруватого ламінату значною мірою погіршуються. Під смолами та іншими подібними речовинами у контексті даного винаходу зазвичай розуміють полімери та основні матеріали для органічних пластмас. Таким чином, смоли та смолоподібні речовини зазвичай містять органічні матеріали, які є твердими або рідкими при кімнатній температурі, і додатково включають клейкі й некристалічні матеріали, які є розчинними у звичайних органічних розчинниках, але є слаборозчинними або нерозчинними у воді. Як правило, смоли та смолоподібні речовини можуть містити природні та/або синтетичні матеріали і зазвичай мають колір від жовтуватого до буруватого і вигляд від прозорого до непрозорого. На виготовлення нешаруватих ламінатів та їх придатність до подальшої обробки також негативно впливають зола та тонкі матеріали у внутрішній карті. Перевага спеціального відбору макулатури з вищезгаданими характеристиками полягає в тому, що він гарантує, що волоконна суспензія, виготовлена на етапі b), яка по суті частково або повністю складається з макулатури, відібраної на етапі a) з врахуванням вмісту волокон, з самого початку містить якомога меншу зольну фракцію, а також достатньо велику частку довгих волокон, що сприяє належній пористості, повітропроникності, а отже, здатності до просочування внутрішньої карти. Якщо волоконна суспензія є лише пропорційно виготовленою з передбаченої для цього макулатури стосовно її волоконної фракції, в оптимальному варіанті як додатковий волоконний компонент застосовують щойно одержані волокна. Однак у межах обсягу винаходу може бути легко передбачено, щоб волоконна фракція волоконної суспензії складалася виключно з зазначеної макулатури, оскільки, спеціальний відбір макулатури також дозволяє реалізувати різні переваги винаходу, коли частка макулатури складає 100 %. На етапі c) волоконну суспензію обробляють таким чином, щоб шляхом очищення або знезолювання волоконної суспензії зольна фракція сухого компонента регулювалася на рівні щонайбільше 15 мас. % з одного боку, і щоб до волоконної суспензії додавалася принаймні одна домішка з групи, до якої належать утримувальні агенти та агенти для забезпечення вологостійкості, з іншого боку. Слід розуміти, що етап очищення або знезолювання в принципі може бути пропущений, якщо зольна фракція волоконної суспензії з самого початку вже є нижчою за відповідне необхідне граничне значення через застосування матеріалів з особливо низьким вмістом золи або навіть без золи, і очищення волоконної суспензії до ступеня, що виходить за ці межі, очевидно, не вимагається. Додавання утримувального агента дозволяє регулювати видалення води з волоконної суспензії при ламінуванні, тоді як додавання вологостійкого агента сприятливим чином збільшує вологу міцність на розрив утвореного шару. У цьому контексті вказується, що відсоткові позначення у межах обсягу даного винаходу переважно розглядаються як відсоток за масою, якщо не вказується іншого. У даному разі очищення або знезолювання волоконної суспензії в принципі може включати один або кілька необов'язково різних етапів очищення. Додавання принаймні однієї домішки в принципі може здійснюватися раз або кілька разів до, під час або після очищення або знезолювання, причому додаванню після завершення знезолювання віддають перевагу, оскільки воно дозволяє надійно уникати зайвих втрат домішки та можливих порушень очищення. Завдяки спеціально відібраній макулатурі та контрольованому знезолюванню волоконної суспензії, на відміну від існуючого рівня техніки, додавання поверхнево-активних домішок може бути пропущене без будь-якої шкоди і без необхідності рахуватися з втратами, які стосуються повітропроникності, здатності до просочування та вологої міцності на розрив внутрішньої карти. Це дозволяє реалізувати значне заощадження коштів і суттєво поліпшує екологічний баланс внутрішньої карти, виготовленої згідно з винаходом, разом із застосуванням переробленого з макулатури паперу. Однак, крім зазначених домішок з групи утримувальних агентів та агентів для забезпечення вологостійкості, в принципі можуть бути застосовані й інші 3 UA 112147 C2 5 10 15 20 25 30 35 40 45 50 55 60 домішки для забезпечення потрібних характеристик волоконної суспензії або внутрішньої карти та/або ламінату, виготовленого з внутрішньої карти. В принципі, може бути виготовлена внутрішня карта, яка виключно складається з одно- або багатошарової пластинчастої системи. В альтернативному варіанті, крім пластинчастої системи, з пластинчастою системою можуть з'єднуватися інші елементи, наприклад, пластикові плівки, металева фольга і т. ін. Крім того, в принципі може бути передбачено виготовлення пластинчастої системи, яка складається лише з одного шару. В альтернативному варіанті може бути виготовлена пластинчаста система з кількох шарів. Виготовлення пластинчастої системи може здійснюватися, наприклад, за допомогою машина для виготовлення карт. Для максимально простого дотримання характеристик, які вимагаються на етапі a), вигідним є використання макулатури, зокрема, сортів макулатури основної групи 4, які містять крафтпапір, та/або старий гофрований картон, як переробленої волоконної суміші. У даному разі визначення "сорти макулатури основної групи 4, які містять крафт-папір" стосується переліку CEPI європейських стандартних сортів макулатури і охоплює: - нові обрізки гофрованого картону: нові обрізки гофрованого картону з покриттям з крафтабо тест-лайнерами; - невикористовуваний гофрований картон з крафт-паперу: невикористовувані упаковки, аркуші та обрізки гофрованого картону, виключно з крафт-лайнером. Гофрування з целюлози або напівцелюлози; - невикористовуваний гофрований картон: невикористовувані упаковки, аркуші та обрізки гофрованого картону з покриттям з крафт- або тест-лайнерів; - використаний гофрований картон 1 з крафт-паперу: використані упаковки з гофрованого картону, покриття виключно з крафт-лайнерами, гофрування з целюлози або напівцелюлози; - використаний гофрований картон 2 з крафт-паперу: використані упаковки з гофрованого картону з покриттям з крафт-лайнерів або тест-лайнерів, однак принаймні одне покриття в яких виготовлено з крафт-лайнера; - використані паперові пакети з крафт-паперу: чисті використані паперові пакети з крафтпаперу, вологостійкі та невологостійкі; - використані паперові пакети з крафт-паперу з папером, що має полімерне покриття, чисті використані паперові пакети з крафт-паперу, вологостійкі та невологостійкі, допускається папір з полімерним покриттям; - невикористовувані паперові пакети з крафт-паперу: невикористовувані паперові пакети з крафт-паперу, вологостійкі або невологостійкі; - невикористовувані паперові пакети з крафт-паперу з папером, що має полімерне покриття: невикористовувані паперові пакети з крафт-паперу, вологостійкі або невологостійкі, допускається папір з полімерним покриттям; - використаний крафт-папір: крафт-папір та картон, використаний, вкритий природною фарбою або полірований. - невикористовуваний крафт-папір: обрізки та інші фрагменти крафт-паперу та картону, невикористовуваний, вкритий природною фарбою; та - невикористовувана основа карти з крафт-паперу: невикористовувана основа карти з крафт-паперу, допускається вологостійкий папір. Таким чином, технічні вимоги стосовно тонкої фракції, фракції довгих волокон, фракції коротких волокон та зольної фракції можуть регулюватися порівняно легко. Так звана "стара тара з гофрованого картону", тобто, використаний гофрований картон, тара з гофрованого картону, коробки з суцільного картону і т. ін., означають старий гофрований картон, який переважно надходить з Америки (американська стара тара з гофрованого картону, AOCC (American old corrugated containers)). Серед інших переваг AOCC є те, що вона зазвичай початково має відносно низьку зольну фракцію, тому очищення волоконної суміші в цьому відношенні відповідно спрощується, або його навіть можна повністю уникнути. У сприятливій конфігурації згідно з винаходом виготовляють пластинчасту систему, яка має зольну фракцію щонайбільше 15 мас. %, зокрема, щонайбільше 8 мас. %, в оптимальному варіанті - щонайбільше 4 мас. %, і/або містить фракцію принаймні 80 %, в оптимальному варіанті - принаймні 95 % передбаченої переробленої волоконної суміші. Зокрема, зольні фракції 15,0 мас. %, 14,5 мас. %, 14,0 мас. %, 13,5 мас. %, 13,0 мас. %, 12,5 мас. %, 12,0 мас. %, 11,5 мас. %, 11,0 мас. %, 10,5 мас. %, 10,0 мас. %, 9,5 мас. %, 9,0 мас. % 8,5 мас. %, 8,0 мас. %, 7,5 мас. %, 7,0 мас. %, 6,5 мас. %, 6,0 мас. %, 5,5 мас. %, 5,0 мас. %, 4,5 мас. %, 4,0 мас. %, 3,5 мас. %, 3,0 мас. %, 2,5 мас. %, 2,0 мас. %, 1,5 мас. %, 1,0 мас. %, 0,5 мас. % або 0 мас. %, а також відповідні проміжні значення, такі, як наприклад 5,0 мас. %, 4,9 мас. %, 4,8 мас. %, 4,7 мас. %, 4,6 мас. %, 4,5 мас. %, 4,4 мас. %, 4,3 мас. %, 4,2 мас. %, 4,1 мас. %, 4,0 4 UA 112147 C2 5 10 15 20 25 30 35 40 45 50 55 60 мас. % і т. д., вважаються зольними фракціями щонайбільше 15 мас. %. Таким чином, може бути виготовлена внутрішня карта, яка має особливо низьку абразивність стосовно відокремлювальних інструментів і додатково відповідає особливо високим вимогам якості стосовно повітропроникності та здатності до просочування. У даному разі в принципі може бути передбачено, щоб усі шари пластинчастої системи виготовлялися з зольною фракцією, нижчою за 15 мас. %, або щоб деякі шари мали вищу зольну фракцію, а інші шари мали відповідно нижчу зольну фракцію, за умови забезпечення зольної фракції всієї пластинчастої системи не більше за 15 мас. %. В альтернативному або додатковому варіанті може бути передбачено, щоб волоконна суспензія за її вмістом твердої речовини принаймні на 80 мас. % складалася з переробленої волоконної суміші, наприклад, з макулатури. Зокрема, фракції 80 %, 81 %, 82 %, 83 %, 84 %, 85 %, 86 %, 87 %, 88 %, 89 %, 90 %, 91 %, 92 %, 93 %, 94 %, 95 %, 96 %, 97 %, 98 %, 99 % або 100 %, а також відповідні проміжні значення, такі, як, наприклад, 95,0 %, 95,1 %, 95,2 %, 95,3 %, 95,4 %, 95,5 %, 95,6 %, 95,7 %, 95,8 %, 95,9 % або 96,0 %, слід розуміти як фракцію волоконної суміші принаймні 80 %. Іншими словами, передбачається, що фракція волокон волоконної суспензії - за винятком домішок - становить принаймні 80 % або повністю складається переробленої волоконної суміші. Таким чином, особливо прийнятний екологічний баланс, а також значні заощадження досягаються без використання щойно одержаних волокон. В іншій сприятливій конфігурації згідно з винаходом передбачається, що щойно одержані волокна, зокрема, целюлозу, змішують з принаймні однією волоконною суспензією перед виготовленням пластинчастої системи, у якій фракція щойно одержаних волокон серед усіх волокон волоконної суспензії в оптимальному варіанті складає щонайбільше 20 мас. %. В принципі, шляхом домішування щойно одержаних волокон можуть бути виготовлені шари з вищою повітропроникністю. В оптимальному варіанті щойно одержані волокна волоконної суспензії змішують з масовою часткою, пов'язаною з фракцією волокон волоконної суспензії 1,0 мас. %, 1,5 мас. %, 2,0 мас. %, 2,5 мас. %, 3,0 мас. %, 3,5 мас. %, 4,0 мас. %, 4,5 мас. %, 5,0 мас. %, 5,5 мас. %, 6,0 мас. %, 6,5 мас. % 7,0 мас. %, 7,5 мас. %, 8,0 мас. %, 8,5 мас. %, 9,0 мас. %, 9,5 мас. %, 10,0 мас. %, 10,5 мас. %, 11,0 мас. %, 11,5 мас. %, 12,0 мас. %, 12,5 мас. %, 13,0 мас. %, 13,5 мас. %, 14,0 мас. %, 14,5 мас. %, 15,0 мас. %, 15,5 мас. %, 16,0 мас. %, 16,5 мас. %, 17,0 мас. %, 17,5 мас. %, 18,0 мас. %, 18,5 мас. %, 19,0 мас. %, 19,5 мас. % або 20,0 мас. %. У даному разі домішування в принципі може здійснюватися один або кілька разів у будьякий час згідно зі способом до виготовлення пластинчастої системи. В оптимальному варіанті домішування здійснюють безпосередньо перед виготовленням пластинчастої системи для уникнення втрати щойно одержаних волокон, небажаного скорочення щойно одержаних волокон і т. ін. під час обробки волоконної суспензії. Додаткові переваги забезпечуються при застосуванні сортувального пристрою та/або, в оптимальному варіанті, системи багатоступеневого очищення та/або диспергатора та/або флотаційного пристрою та/або варіоспліт-пристрою для обробки волоконної суспензії. Таким чином, може досягатися особливо надійне очищення та знезолювання макулатури, яка містить волоконну суспензію з одночасною особливо обережною обробкою фракції довгих волокон. У даному разі в принципі можуть застосовуватися будь-які комбінації зазначених пристроїв для обробки. Таким чином, з одного боку, особливо добре можуть бути враховані особливості вибраної макулатури, а з іншого боку - у такий спосіб волоконні суспензії можуть піддаватися різній обробці для забезпечення можливості одержання пластинчастої системи з різними шарами. Сортувальний пристрій може застосовуватися, наприклад, як діючий з застосуванням відцентрової сили пристрій для відсортовування грубого бруду, який складається з нерухомого сортувального кошика та ротора, який своїм рухом створює позитивний тиск та негативний тиск, завдяки чому сторонні речовини, такі, як пластик, скло та метал виводяться з волоконної суспензії як відходи, і поверхні сортувального кошика залишаються чистими. За допомогою системи очищення важчі й абразивні частинки з більшою, ніж у целюлозних волокон, питомою масою, наприклад, пісок, скло та зольні компоненти, можуть відокремлюватися від волоконної суспензії. При цьому волоконна суспензія притискається до конічної стінки системи очищення з високим розведенням водою (наприклад 2 % густини матеріалу) через відцентрове прискорення і виводиться на нижньому кінці системи очищення як відходи під дією сили тяжіння. Цей спосіб відокремлення в оптимальному варіанті може здійснюватися у 3 або 4 етапи для досягнення відповідного високого ступеня очищення. В альтернативному або додатковому варіанті застосовують диспергатори або диспергуючі комплекти, які забезпечують можливість гомогенізації волоконної суспензії та руйнування можливих забруднювачів до рівня, нижчого за межу видимості. При цьому чим більше відстань між зубчастими вінцями та зубами на диспергуючому 5 UA 112147 C2 5 10 15 20 25 30 35 40 45 50 55 60 комплекті, і чим більше зазор між дисками диспергатора, тим обережніше може виконуватися диспергування матеріалу, таким чином, що гомогенізація волоконної суспензії може принаймні великою мірою виконуватися без значного скорочення волокон. При застосуванні флотаційного пристрою тонкі матеріали, зола, друкарські фарби та інші подібні речовини спливають на поверхню, накопичуючись на повітряних бульбашках і можуть виводитися з волоконної суспензії. При застосуванні варіоспліт-пристрою волоконна суспензія нагнітається між обертальним валом та барабанним ситом. При цьому барабанне сито притискає волоконну суспензію до обертального вала. При цьому з волоконної суспензії виводиться велика кількість води, причому зола та тонкі матеріали також одночасно виводяться з водою. Таким чином, варіоспліт-пристрій водночас може застосовуватися для концентрування волоконної суспензії. В оптимальному варіанті виконують принаймні одне відсортовування грубого бруду, зокрема, за допомогою сортувального пристрою, а також відсортовування тонкого бруду, зокрема, в оптимальному варіанті за допомогою системи багатоступеневого очищення для знезолювання волоконної суспензії. Шляхом концентрування принаймні однієї волоконної суспензії перед виготовленням пластинчастої системи забезпечується можливість точного регулювання вмісту волокон та твердої речовини. Крім того, концентрування спрощує поводження з волоконною суспензією та її проміжне зберігання, наприклад, у ванні для концентрованого продукту. Крім того, утворення шарів на машині для виготовлення карт через етап концентрування може здійснюватись особливо точно. Крім того, забезпечуються різні переваги у часі та у коштах, оскільки відповідно скорочуються необхідні відстані та періоди часу для висушування. Додаткові переваги забезпечуються, якщо принаймні частина принаймні однієї волоконної суспензії розділяється на фракцію довгих волокон та фракцію коротких волокон перед виготовленням пластинчастої системи. Іншими словами, передбачається виконання подвійного фракціонування, тобто, розділення коротких та довгих волокон у межах обробки волоконної суспензії. При цьому в принципі може бути фракціонована лише частина волоконної суспензії або вся волоконна суспензія. При застосуванні способів сортування, відомих з існуючого рівня техніки, довгі волокна зазвичай розпізнаються як відходи й відсортовуються. Особливістю даного етапу способу є те, що s довгі волокна видобуваються з відходів пристроїв для фракціонування, а не виводяться з системи. Наприклад, це може здійснюватися при особливо високому розведенні, пристосуванні швидкості ротора сортувального пристрою та шляхом пристосування різних значень тиску між впуском та випуском пристрою для фракціонування. Як вже було згадано, довгі волокна мають велике значення для пористості, повітропроникності та здатності до просочування внутрішньої карти у межах обсягу способу згідно з винаходом. Шляхом розділення коротких та довгих волокон забезпечується можливість особливо точного регулювання часток коротких та довгих волокон у волоконній суспензії таким чином, щоб могла бути утворена пластинчаста система з відповідними особливо точними характеристиками. В принципі, пористість, повітропроникність та здатність до просочування шару зростають зі збільшенням довжини волокон волоконного матеріалу та збільшенням частки довгих волокон у загальному волоконному матеріалі. При цьому в іншій конфігурації винаходу передбачається, що фракція довгих волокон та/або фракція коротких волокон подаються з водяною парою і/або гомогенізуються і/або диспергуються. Завдяки подачі з водяною парою, волокна стають рівними й більш стійкими до ламання, що сприятливим чином запобігає небажаним пошкодженням та скороченню волокон. Завдяки гомогенізації та/або диспергуванню волокон, якість шару утвореного згодом шару може додатково поліпшуватися, і його характеристики можуть особливо точно регулюватися, зокрема, стосовно його пористості та повітропроникності. Гомогенізація та диспергування, відповідно, можуть здійснюватися, наприклад, за допомогою диспергатора, причому подачу з водяною парою в оптимальному варіанті здійснюють до введення волоконної суспензії у диспергатор. Додаткові переваги забезпечуються у разі змішування фракції довгих волокон та фракції коротких волокон з волоконною суспензією у заданому співвідношенні після фракціонування. При цьому в принципі може бути передбачено відновлення волоконної суспензії шляхом спеціального змішування коротких та довгих волокон або домішування коротких та довгих волокон до волоконної суспензії у заданому співвідношенні. Таким чином також може бути виготовлена пластинчаста система з відповідними особливо точними характеристиками. Згідно з винаходом, забезпечується додаткова можливість особливо точного регулювання конкретних характеристик пластинчастої системи або внутрішньої карти, яка полягає у забезпеченні пластинчастої системи з принаймні двома, в оптимальному варіанті - з принаймні трьома шарами. Наприклад, пластинчаста система може бути виготовлена з 2, 3, 4, 5, 6, 7, 8, 9, 6 UA 112147 C2 5 10 15 20 25 30 35 40 45 50 55 60 10, 11, 12, 13, 14, 15, 16, 17, 18, 19, 20 або більшою кількістю шарів, причому принаймні три шари або щонайбільше чотири шари є кількістю, якій віддають особливу перевагу для багатьох галузей застосування. При цьому кількість шарів, які можуть бути утворені водночас, зазвичай визначається відповідною застосовуваною машиною для виготовлення карт, папероробною машиною, машиною для виготовлення гофрованого картону або іншим подібним пристроєм, який, наприклад повинен мати відповідну кількість довгих сіток, гібридних формерів, дренажу верхньої сітки та інших подібних засобів. При цьому бажаним є використання принаймні двох виготовлених різними способами і/або оброблених різними способами волоконних суспензій для виготовлення пластинчастої системи. Завдяки наявності кількох шарів, можливими є різні рецептури вихідних матеріалів для кожного шару. Крім того, можливим є різне розчинення композиції вихідного матеріал у кількох гідророзбивачах. І нарешті, залежно від шару або пласта, може виконуватися конкретна обробка волоконної суспензії. Таким чином, може бути утворена пластинчаста система, оптимально пристосована до відповідної мети застосування. В іншій конфігурації згідно з винаходом досягається особливо добра здатність до просочування внутрішньої карти, таким чином, що принаймні один зовнішній шар пластинчастої системи виготовляють більш пористим, ніж розташований під ним внутрішній шар пластинчастої системи, і/або принаймні один внутрішній шар пластинчастої системи виготовляють більш пористим, ніж шар пластинчастої системи, розташований ще далі у зовнішньому напрямку, і/або усі шари пластинчастої системи виготовляють з принаймні по суті ідентичною пористістю. Зокрема, для пластинчастої системи з трьох або більшої кількості шарів може бути передбачено, щоб два зовнішні шари виготовлялися більш пористими за внутрішній(і) шар(и). У такий спосіб смола та/або смолоподібна речовина, яку застосовують для просочування, може особливо швидко проникати крізь усю пластинчасту систему і повністю зволожувати пластинчасту систему. В альтернативному варіанті зовнішній шар також може бути виготовлений менш пористим за внутрішній(і) шар(и). Подібним чином може бути передбачено, що всі з шарів принаймні суттєвою мірою мають однакову пористість, причому пористість може регулюватися до вищих або нижчих рівнів залежно від мети застосування внутрішньої карти. Інші переваги забезпечуються через виготовлення пластинчастої системи, у якій принаймні один шар пластинчастої системи має ступінь помелу щонайбільше 25°SR (градуси ШоппераРіглера згідно з DIN EN ISO 5267-1), зокрема, ступінь помелу від 20°SR до 8°SR, і/або принаймні один шар пластинчастої системи має ступінь помелу принаймні 8°SR, зокрема, ступінь помелу від 15°SR до 60°SR. Зокрема, може бути передбачено, що принаймні один шар має ступінь помелу 25°SR, 24°SR, 23°SR, 22°SR, 21°SR, 20°SR, 19°SR, 18°SR, 17°SR, 16°SR, 15°SR, 14°SR, 13°SR, 12°SR, 11°SR, 10°SR, 9°SR, 8°SR, 7°SR, 6°SR, 5°SR, 4°SR, 3°SR, 2°SR або 1°SR, і/або принаймні один шар має ступінь помелу 8°SR, 9°SR, 10°SR, 11°SR, 12°SR, 13°SR, 14°SR, 15°SR, 16°SR, 17°SR, 18°SR, 19°SR, 20°SR, 21°SR, 22°SR, 23°SR, 24°SR, 25°SR, 26°SR, 27°SR, 28°SR, 29°SR, 30°SR, 31°SR, 32°SR, 33°SR, 34°SR, 35°SR, 36°SR, 37°SR, 38°SR, 39°SR, 40°SR, 41°SR, 42°SR, 43°SR, 44°SR, 45°SR, 46°SR, 47°SR, 48°SR, 49°SR, 50°SR, 51°SR, 52°SR, 53°SR, 54°SR, 55°SR, 56°SR, 57°SR, 58°SR, 59°SR або 60°SR. Чим нижчим є ступінь помелу обробленої волоконної суспензії при утворенні листа на машині для виготовлення карт, тим більшою є повітропроникність, а отже, здатність до просочування готової внутрішньої карти. Характеристику пористості використовують у конфігурації окремих шарів пластинчастої системи. І навпаки, вища ступінь помелу даного(их) шару(ів) в результаті забезпечує вищу механічну стійкість та міцність пластинчастої системи. Додаткові переваги забезпечуються при додаванні домішки волоконної суспензії у перерахунку на суху речовину у масовій частці щонайбільше 5,0 % і/або у разі, коли домішка включає утримувальний агент, який додають до суспензії у масовій частці щонайбільше 1,2 %, зокрема, від 0,2 % до 0,9 % у перерахунку на суху речовину, і/або у разі, коли домішка включає вологостійкий агент, який додають до суспензії у перерахунку на суху речовину у масовій частка щонайбільше 2,2 %, зокрема, від 0,5 % до 2,0 %. При цьому під масовою часткою щонайбільше 5,0 %, зокрема, слід розуміти масові частки 5,0 %, 4,9 %, 4,8 %, 4,7 %, 4,6 %, 4,5 %, 4,4 %, 4,3 %, 4,2 %, 4,1 %, 4,0 %, 3,9 %, 3,8 %, 3,7 %, 3,6 %, 3,5 %, 3,4 %, 3,3 %, 3,2 %, 3,1 %, 3,0 %, 2,9 %, 2,8 %, 2,7 %, 2,6 %, 2,5 %, 2,4 %, 2,3 %, 2,2 %, 2,1 %, 2,0 %, 1,9 %, 1,8 %, 1,7 %, 1,6 %, 1,5 %, 1,4 %, 1,3 %, 1,2 %, 1,1 %, 1,0 %, 0,9 %, 0,8 %,, 0,7 %, 0,6 %, 0,5 %, 0,4 %, 0,3 %, 0,2 %, 0,1 % або менше. Утримувальні агенти в принципі служать для регулювання дренажу при формуванні листа або шару на машині для виготовлення карт. В принципі, особливо сприятливими виявилися масові частки від 0,3 % до 0,8 % утримувального агента. Застосування агентів для забезпечення вологостійкості, зокрема, забезпечує неруйнівне просочування готової внутрішньої карти просочувальною смолою при подальшому виготовленні ламінату. Залежно 7 UA 112147 C2 5 10 15 20 25 30 35 40 45 50 55 60 від характеристик волоконної суспензії з потрібними характеристиками шару, масові частки вологостійкого агента до 2,0 % виявилися особливо сприятливими. У ще одній сприятливій конфігурації згідно з винаходом передбачається застосування як домішки принаймні одного утримувального агента з групи, до якої належать поліакриламіди, поліетиленіміни та поліамідіміни та/або принаймні одного вологостійкого агента з групи, до якої належать поліамідоамін-епіхлоргідринові смоли, епокси смоли, поліамінні смоли, ізоціанатні смоли, меламінформальдегідні смоли, сечовиноформальдегідні смоли, формальдегідні смоли, діальдегідний крохмаль, гліоксаль, глутаральдегід та/або співполімер принаймні двох з перемічених речовин. Особливу перевагу віддають комбінації поліетиленіміну як утримувального агента та поліамідоамін-епіхлоргідрину як вологостійкого агента. Інші переваги забезпечуються при застосуванні як домішки принаймні однієї кислоти та/або принаймні однієї основи та/або CO2. Шляхом додавання кислоти та/або основи рівень pH водної системи може бути точно відрегульований і необов'язково буферований. Те ж саме стосується додавання CO2, який може реагувати з вуглекислотою або з карбонатами у водних системах. Наприклад, за допомогою чистого карбонатного буфера, тобто, суміші вуглекислоти та гідрокарбонату(ів) значення pH водної системи може бути буфероване у діапазоні pH від приблизно 7,35 до приблизно 7,45. Однак в принципі також можуть бути передбачені й інші буферні системи з різними значеннями pH. Наприклад, з застосуванням буфера з бікарбонату вуглекислоти може бути встановлене й буфероване значення pH від приблизно 6,2 до приблизно 8,6. Буфер з ацетату оцтової кислоти застосовують для буферування у діапазоні pH від приблизно 3,7 до приблизно 5,7. Звичайно, залежно від відповідного застосування, також можуть використовуватися буферні системи, які буферують у лужному діапазоні pH, вищому за pH 7. Зсув рівня pH до вищих значень може здійснюватися, наприклад, шляхом додавання каустичного лугу або іншої подібної речовини. Крім регулювання або буферування значення pH, шляхом додавання кислоти, основи та/або CO2 також може здійснюватися сприятливе регулювання жорсткості води водної системи та/або вмісту золи та/або вмісту наповнювача майбутньої внутрішньої карти. Зокрема, через додавання CO 2 і/або через додавання гідрокарбонатів або карбонатів, залежно від значення pH, деякі наповнювачі або зольні компоненти можуть бути розчинені і/або осаджені як карбонати, завдяки чому забезпечується можливість особливо легкого контролю зольності волоконної суспензії. В альтернативному або додатковому варіанті, звичайно, також можливе осадження зольних компонентів як сульфатів, фосфатів, хлоридів і т. ін., наприклад, шляхом додавання сірчаної кислоти, фосфорної кислоти, хлористоводневої кислоти або іншої подібної сполуки, окремо або у комбінації. У ще одній сприятливій конфігурації згідно з винаходом передбачається, що технологічна вода машини для виготовлення карт, яка утворюється у процесі виготовлення пластинчастої системи, очищається, зокрема, знезолюється за допомогою мікрофлотаційного пристрою, і/або застосовується для виготовлення принаймні однієї волоконної суспензії. Через безперервне надходження золи та тонких матеріалів з використовуваною макулатурою циркуляція стічної води паперового виробництва з машини для виготовлення карт також постійно зростає під час виготовлення внутрішньої карти. Таким чином, бажаним є безперервне відокремлення золи та тонких матеріалів під час виготовлення внутрішньої карти для відповідності вимогам якості стосовно повітропроникності, здатності до просочування та абразивності. Наприклад, це може здійснюватися допомогою мікрофлотаційного пристрою (спливання зі зниженням тиску). При цьому очищувальний ефект мікрофлотаційного пристрій може зручно регулюватися через розмір повітряних бульбашок та пов'язаний з об'ємом вміст повітря до середніх діаметрів частинок, які підлягають видаленню. Шляхом повторної рециркуляції очищеної технологічної води та її використання для виготовлення волоконної суспензії забезпечуються додаткові екологічні та економічні переваги завдяки заощадженню прісної води. Забезпечуються додаткові переваги, які полягають у можливості визначення принаймні одного параметра з групи, до якої належать грамаж, вологовміст, густина, розривна довжина у сухому стані, розривна довжина у вологому стані, повітропроникність, зольна фракція, здатність до просочування та пористість виготовленої внутрішньої карти. Таким чином, вигідно забезпечується можливість контролю якості виготовленої пластинчастої системи або внутрішньої карти. Якщо виявляються відхилення від заданого значення у визначеному параметрі, може бути передбачено відповідне регулювання технологічного параметра, фактично пов'язаного з зазначеним параметром. При цьому сприятливим виявилося визначення здатності до просочування внутрішньої карти за допомогою ультразвукового вимірювання. Воно являє собою просту, дешеву й швидку можливість оцінки здатності внутрішньої карти до поглинання смоли. У ще одній сприятливій конфігурації згідно з винаходом передбачається використання 8 UA 112147 C2 5 10 15 20 25 30 35 40 45 50 55 60 принаймні однієї внутрішньої карти для виготовлення ламінату, зокрема, HPL-ламінату та/або CPL-ламінату та/або компактної плити, як матеріалу підкладки, зокрема, для смоли або смолоподібних речовин. HPL-ламінат (ламінат високого тиску) являє собою шаруватий ламінат у формі пластини, який виготовляють способом пресування під високим тиском і який складається з кількох шарів внутрішньої карти. CPL-ламінат (ламінат безперервного пресування) являє собою шаруватий ламінат, який складається з кількох шарів внутрішньої карти у безперервному процесі. Він може бути виготовлений у формі пластини або прокату і може застосовуватися, наприклад, для вкривання поверхонь. Компактні плити складаються з відповідної кількості шарів внутрішньої карти згідно з потрібною товщиною. Вони є особливо придатними для облицювання. Прикладами інших в принципі можливих типів конфігурації та застосування для ламінатів та компактних плит можуть бути фасади та вентильовані фасадні системи, такі, як балкони, покриття поручнів, огорожі, обмежувачі, візуальні покриття та вітрозахисні щити, навіси, бізнес-портали та конструкції котеджів, застосування у приміщеннях, наприклад, для стін, перегородок, стель, дверей, покриття підлог, сходів, меблів, стільців, столів, поручнів, підвіконь, стільниць, стійок, рукомийників та елементів санвузлів, а також застосування поза приміщеннями, наприклад, для балконів, фасадів, часткових фасадів, відкосів, зовнішніх меблів або знаків. Однак внутрішня карта, виготовлена згідно з винаходом, в принципі також може застосовуватися для виготовлення інших ламінатів, наприклад, для зовнішніх шарів, декоративних паперів, декоративних карток, декоративних картонів, плівок, нетканих матеріалів, попереднього просочування, несучих плит, волоконних композитів та протинатягів. Крім того, застосування як матеріалу підкладки може бути передбачене для інших смол або смолоподібних речовин. Наприклад, це може стосуватися випадків застосування рубероїду, бітуму, і т. ін. При цьому в іншій конфігурації згідно з винаходом було виявлено, що сприятливим є просочування принаймні однієї внутрішньої карти для виготовлення ламінату смолою або подібною речовиною та/або попереднє просочування смолою або подібною речовиною та/або висушування та/або нарізання та/або пресування з принаймні одним попереднім просочуванням. Таким чином, внутрішня карта може бути оптимально пристосована для її відповідного призначеного застосування та конкретного виготовлення ламінату. При попередньому просочуванні внутрішній папір або внутрішня карта просочується лише частково. Іншими перевагами є те, що смолу вибирають з групи, до якої належать фенольні смоли, фенолформальдегідні смоли, меламінові смоли та меламінформальдегідні смоли, і/або те, що внутрішню карту просочують смолою у кількості від 30 мас. % до 100 мас. %. Таким чином, можуть бути оптимальним чином враховані потрібні характеристики ламінату, а також здатність внутрішньої карти або внутрішніх карт до просочування або до поглинання смоли. В принципі, зазвичай бажаною є висока здатність внутрішньої карти до просочування. Наприклад, внутрішня карта може бути просочена 30 мас. %, 31 мас. %, 32 мас. %, 33 мас. %, 34 мас. %, 35 мас. %, 36 мас. %, 37 мас. %, 38 мас. %, 39 мас. %, 40 мас. %, 41 мас. %, 42 мас. %, 43 мас. %, 44 мас. %, 45 мас. %, 46 мас. %, 47 мас. %, 48 мас. %, 49 мас. %, 50 мас. %, 51 мас. %, 52 мас. %, 53 мас. %, 54 мас. %, 55 мас. %, 56 мас. %, 57 мас. %, 58 мас. %, 59 мас. %, 60 мас. %, 61 мас. %, 62 мас. %, 63 мас. %, 64 мас. %, 65 мас. %, 66 мас. %, 67 мас. %, 68 мас. %, 69 мас. %, 70 мас. %, 71 мас. %, 72 мас. %, 73 мас. %, 74 мас. %, 75 мас. %, 76 мас. %, 77 мас. %, 78 мас. %, 79 мас. %, 80 мас. %, 81 мас. %, 82 мас. %, 83 мас. %, 84 мас. %, 85 мас. %, 86 мас. %, 87 мас. %, 88 мас. %, 89 мас. %, 90 мас. %, 91 мас. %, 92 мас. %, 93 мас. %, 94 мас. %, 95 мас. %, 96 мас. %, 97 мас. %, 98 мас. %, 99 мас. % або 100 мас. % смоли або смоляної суміші. Для більшості випадків застосування оптимальним є вміст від 30 мас. % до 60 мас. %. Якщо ламінат має бути утворений як HPL-ламінат (ламінат високого тиску), рекомендується поглинання смоли до 56 % або більше. Зазвичай у CPL-ламінатах (ламінатах безперервного пресування) бажаною є нижча здатність до просочування (наприклад, поглинання смоли до 36 %). При цьому відносно вільна регульованість пористості в одному або кількох шарах внутрішньої карти, виготовленої згідно з винаходом відкриває нові можливості у режимі роботи просочувальної установки стосовно продуктивності або якості. При цьому було виявлено, що сприятливим є розташування принаймні двох внутрішніх карт одна на одній, зокрема, стосом, для виготовлення ламінату. Таким чином, механічні характеристики ламінату також можуть бути оптимально пристосовані до потрібної мети застосування, додатково до товщини. Наприклад, до 50, 200, 250 або більше внутрішніх карт можуть бути укладені стосом одна на одній для утворення особливо міцного ламінату. При цьому в принципі можуть використовуватися внутрішні карти ідентичної форми або різних форм. Як вже було згадано, при цьому кожна внутрішня карта, у свою чергу, може мати одношарову або багатошарову пластинчасту систему або складатися з одного або кількох 9 UA 112147 C2 5 10 15 20 25 30 35 40 45 50 55 60 шарів. У ще одній сприятливій конфігурації згідно з винаходом передбачається, що принаймні одна внутрішня карта має покриття, причому, зокрема, принаймні одна полімерна плівка та/або принаймні один декоративний папір в оптимальному варіанті мають друкований малюнок, і/або принаймні один прокладний папір є нанесеним на внутрішню карту. Таким чином, зокрема, можна впливати на різні характеристики поверхні ламінату. Зокрема, можуть точно регулюватися такі параметри, як ударостійкість, абразивне зношування, стійкість до дряпання, світлостійкість, стійкість до хімічних речовин, теплостійкість, вогнетривкість, харчова безпечність, вологостійкість та оптичний відбиток. У ще одній сприятливій конфігурації згідно з винаходом передбачається нагрівання принаймні однієї внутрішньої карти, просоченої і/або попередньо просоченої смолою, принаймні до температури, що перевищує точку плавлення смоли, пресування, охолодження до температури, принаймні нижчої за точку плавлення смоли, та, необов'язково, подальша обробка для виготовлення ламінату. Завдяки етапам нагрівання, пресування та охолодження, забезпечується міцне з'єднання окремих шарів внутрішньої карти один з одним. Ламінат, який утворюється в результаті, потім може піддаватися подальшій обробці, наприклад, приклеюванню, деформації, різанню, штампуванню, свердлінню і т. ін., залежно від потреби. Другий аспект винаходу стосується внутрішньої карти для виготовлення шаруватого ламінату, причому внутрішня карта має пластинчасту систему з принаймні одним шаром, і пластинчаста система принаймні пропорційно складається з переробленої волоконної суміші. При цьому, згідно з винаходом, передбачається, що пластинчаста система має зольну фракцію щонайбільше 15 мас. % Крім того, згідно з винаходом, передбачається, що принаймні один шар пластинчастої системи включає принаймні частку переробленої волоконної суміші, яку, перед обробкою, було вибрано з групи, яка має: - тонку фракцію за класифікатором Brecht-Holl щонайбільше 50 % за масою; - фракцію довгих волокон за класифікатором Brecht-Holl принаймні 10 % за масою; - фракцію коротких волокон за класифікатором Brecht-Holl щонайбільше 60 % за масою; та - зольну фракцію згідно з ISO 1762 щонайбільше 20 % за масою; і принаймні один шар пластинчастої системи включає принаймні частку домішки, вибраної з групи, до якої належать утримувальні агенти та агенти для забезпечення вологостійкості. Внутрішня карта згідно з винаходом, яка також може вказуватись як внутрішній папір або внутрішній картон, залежно від його грамажу, іншими словами, принаймні пропорційно складається зі спеціально відібраної переробленої волоконної суміші і має низьку зольну фракцію, що складає щонайбільше 15 мас. % у пластинчастій системі. Таким чином, в особливо простий і надійний спосіб забезпечується внутрішня карта, що має добру здатність до просочування, може бути принаймні переважно виготовлена з переробленої волоконної суміші й має низьку абразивність стосовно наступних інструментів для обробки. Завдяки можливості виготовлення внутрішньої карти, яка має вміст волокон, що складає велику частку, або яка навіть повністю складається з переробленої волоконної суміші, внутрішня карта згідно з винаходом додатково має добру повітропроникність, а також поліпшену економічну ефективність та екологічний баланс. В принципі, може бути передбачено, щоб внутрішня карта містила інші домішки, крім утримувального агента та/або вологостійкого агента, для досягнення певних характеристик. Однак, через спеціальний відбір та обробку переробленої волоконної суміші, застосування інших домішок та, зокрема, застосування поверхнево-активних сполук, в принципі, може бути виключене, завдяки чому досягаються додаткові економічні та екологічні переваги. Додаткові особливості та переваги стануть зрозумілими з описів першого аспекту винаходу. При цьому сприятливі конфігурації першого аспекту винаходу мають розглядатись як сприятливі конфігурації другого аспекту винаходу, і навпаки. Внутрішня карта згідно з винаходом може бути одержана способом згідно з будь-яким з варіантів втілення першого аспекту винаходу в особливо простий, гнучкий, екологічно безпечний і недорогий спосіб. Особливості, які з нього випливають, та його переваги стануть зрозумілими з описів першого аспекту винаходу. Вищезгадані характеристики в особливо легкий і недорогий спосіб можуть бути дотримані при використанні як переробленої волоконної суміші макулатури, зокрема, крафт-паперу, що містить сорти макулатури основної групи 4 та/або старий гофрований картон. При цьому в іншій конфігурації було виявлено, що сприятливою є пластинчаста система, яка має зольну фракцію щонайбільше 8 мас. %, в оптимальному варіанті щонайбільше 4 мас. %, та/або фракцію щойно одержаних волокон щонайбільше 20 мас. % та/або фракцію макулатури принаймні 80 %, зокрема, принаймні 95 %. Зокрема, зольні фракції 8,0 мас. %, 7,5 мас. %, 7,0 мас. %, 6,5 мас. %, 6,0 мас. %, 5,5 мас. %, 5,0 мас. %, 4,5 мас. %, 4,0 мас. %, 3,5 мас. %, 3,0 10 UA 112147 C2 5 10 15 20 25 30 35 40 45 50 55 60 мас. %, 2,5 мас. %, 2,0 мас. %, 1,5 мас. %, 1,0 мас. %, 0,5 мас. % або 0 мас. %, а також відповідні проміжні значення, такі, як наприклад 5,0 мас. %, 4,9 мас. %, 4,8 мас. %, 4,7 мас. %, 4,6 мас. %, 4,5 мас. %, 4,4 мас. %, 4,3 мас. %, 4,2 мас. %, 4,1 мас. % або 4,0 мас. % та ін., вважаються зольною фракцією щонайбільше 8 мас. % Таким чином, внутрішня має особливо низьку абразивність стосовно відокремлювальних інструментів і додатково відповідає особливо високим вимогам якості стосовно повітропроникності та здатності до просочування. Завдяки фракції щойно одержаних волокон, внутрішня карта в принципі може мати вищі значення повітропроникності. Таким чином, внутрішня карта може містити щойно одержані волокна у масовій частці 1,0 мас. %, 1,5 мас. %, 2,0 мас. %, 2,5 мас. %, 3,0 мас. %, 3,5 мас. %, 4,0 мас. %, 4,5 мас. %, 5,0 мас. %, 5,5 мас. %, 6,0 мас. %, 6,5 мас. %, 7,0 мас. %, 7,5 мас. %, 8,0 мас. %, 8,5 мас. %, 9,0 мас. %, 9,5 мас. %, 10,0 мас. %, 10,5 мас. %, 11,0 мас. %, 11,5 мас. %, 12,0 мас. %, 12,5 мас. %, 13,0 мас. %, 13,5 мас. %, 14,0 мас. %, 14,5 мас. %, 15,0 мас. %, 15,5 мас. %, 16,0 мас. %, 16,5 мас. %, 17,0 мас. %, 17,5 мас. %, 18,0 мас. %, 18,5 мас. %, 19,0 мас. %, 19,5 мас. % або 20,0 мас. % та відповідних проміжних значеннях. І навпаки, може бути передбачено, щоб пластинчаста система принаймні на 80 мас. % складалася з переробленої волоконної суміші. Під фракцією принаймні 80 % слід розуміти, зокрема, фракції 80 %, 81 %, 82 %, 83 %, 84 %, 85 %, 86 %, 87 %, 88 %, 89 %, 90 %, 91 %, 92 %, 93 %, 94 %, 95 %, 96 %, 97 %, 98 %, 99 % або 100 %, а також відповідні проміжні значення, такі, як наприклад 95,0 %, 95,1 %, 95,2 %, 95,3 %, 95,4 %, 95,5 %, 95,6 %, 95,7 %, 95,8 %, 95,9 % або 96,0 %. Іншими словами, передбачається, що волоконна фракція внутрішньої карти принаймні на 80 % або навіть повністю складається з переробленого волоконного матеріалу, наприклад, з макулатури. Таким чином, досягають особливо доброго екологічного балансу, а також значного заощадження коштів через виключення щойно одержаних волокон. При цьому було виявлено, що особливо сприятливим є виготовлення пластинчастої системи внутрішньої карти або всієї внутрішньої карти без поверхнево-активних речовин. Таким чином, при виготовленні внутрішньої карти забезпечується уникнення, зокрема, недоліків, які стосуються навантаження системи циркуляції води на папероробну машину або машину для виготовлення карт, дестабілізації хімічної рівноваги машинного циклу, збільшення виробничих витрат на тонну готового продукту та збільшення навантаження на навколишнє середовище та забруднення стічними водами. Інші переваги забезпечуються, якщо пластинчаста система має принаймні два, в оптимальному варіанті - три, ще краще - чотири шари. Таким чином, досягається оптимальний баланс між механічною міцністю та технологічністю внутрішньої карти, зокрема, стосовно повітропроникності та здатності до просочування. У ще одній сприятливій конфігурації згідно з винаходом передбачається, що принаймні зовнішній шар пластинчастої системи має бути більш пористим, ніж розташований під ним шар пластинчастої системи. Таким чином, смола, яку застосовують для просочування, може особливо швидко проникати крізь усю пластинчасту систему внутрішньої карти і повністю зволожувати внутрішню карту. В альтернативному варіанті може бути передбачено, що принаймні один внутрішній шар пластинчастої системи має бути більш пористим, ніж шар пластинчастої системи, розташований ще далі у зовнішньому напрямку, і/або усі шари пластинчастої системи мають принаймні по суті ідентичну пористість. Пористість є безрозмірним вимірюваним параметром і являє собою співвідношення об'єму порожнин з загальним об'ємом внутрішньої карти. При цьому відхилення 10 % вважаються принаймні по суті ідентичною пористістю. При цьому було виявлено, що в іншій конфігурації згідно з винаходом сприятливим є, коли кожен шар пластинчастої системи має зольну фракцію щонайбільше 15 мас. % та/або фракцію щойно одержаних волокон принаймні 20 мас. %. Якщо кожен шар пластинчастої системи має зольну фракцію щонайбільше 15 мас. %, досягається особливо низька абразивність внутрішньої карти та відповідний високий економічний ефект, який забезпечується скороченням часу простою та зниженню вимог до обслуговування відокремлювальних машин, які застосовують для різання. Фракція щойно одержаних волокон щонайбільше 20 мас. % дозволяє застосовувати відповідно велику фракцію макулатури принаймні 80 %, завдяки чому також досягається високий економічний ефект, крім відповідних екологічних переваг. Третій аспект винаходу стосується застосування внутрішньої карти, яка може бути одержана і/або одержується за допомогою способу згідно з будь-яким з варіантів втілення першого аспекту винаходу, та/або внутрішньої карти згідно з будь-яким з варіантів втілення другого аспекту винаходу для виготовлення шаруватого та/або нешаруватого ламінату. Його особливості та переваги стануть зрозумілими по ознайомленню з описами першого та другого аспектів винаходу. При цьому сприятливі конфігурації першого та другого аспектів винаходу 11 UA 112147 C2 5 10 15 20 25 30 35 40 45 50 55 60 мають розглядатись як сприятливі конфігурації третього аспекту винаходу, і навпаки. У сприятливій конфігурації згідно з винаходом передбачається застосування багатьох шарів внутрішньої карти для виготовлення шаруватого ламінату. Таким чином, можуть оптимальним чином регулюватися товщина, а також механічні характеристики ламінату. Інші переваги забезпечуються при виготовленні ламінату, що належить до групи HPLламінатів, CPL-ламінатів, компактних плит, зовнішніх шарів, декоративних паперів, декоративних карток, декоративних картонів, плівок, нетканих матеріалів, попереднього просочування, несучих плит, волоконних композитів, протинатягів та матеріалів підкладки. У такий спосіб може бути виготовлений ламінат, який може бути пристосований для застосування, наприклад для кухонь, офісів, побутових меблів, ванних кімнат, конструкцій інтер'єру, облицювання стін, конструкцій для крамниць та виставок, фасадів, конструкцій транспортних засобів, а також у галузі ущільнювальних матеріалів, таких, як, наприклад рубероїд, бітум і т. ін. Четвертий аспект винаходу стосується ламінату, який включає принаймні одну внутрішню карту, яка може бути одержана і/або одержується за допомогою способу згідно з втіленням першого аспекту винаходу, та/або принаймні одну внутрішню карту згідно з втіленням другого аспекту винаходу. Його особливості та переваги стануть зрозумілими по ознайомленню з описами попередніх аспектів винаходу. При цьому сприятливі конфігурації першого, другого та третього аспектів винаходу мають розглядатись як сприятливі конфігурації четвертого аспекту винаходу, і навпаки. При цьому було виявлено що сприятливим є виготовлення ламінату, який також може вказуватись як шаруватий матеріал або декоративний ламінат, у формі HPL-ламінату, CPLламінату, компактної плити, зовнішнього шару, декоративного паперу, декоративної картки, декоративного картону, плівки, нетканого матеріалу, попереднього просочування, несучої плити, волоконного композиту, протинатягу та/або матеріалу підкладки, зокрема, для смоли та/або смолоподібних речовин. У такий спосіб ламінат може бути в особливо гнучкий спосіб сконфігурований і застосований, наприклад, для просочених композитів, кухонь, офісних та побутових меблів, ванних кімнат, конструкцій інтер'єру, облицювання стін, покриття підлог, конструкцій для крамниць та виставок, фасадів, конструкцій транспортних засобів, облицювань, несучих плит деревних матеріалів, наприклад, фанери або масивних деревних плит, деревостружкових плит, деревостружкових плит з орієнтованим розташуванням стружки та деревоволокнистих плит високої та середньої густини, для мінерально-зв'язаних деревних матеріалів на основі пластику, для виготовлення волоконних композитів, наприклад, армованих природними волокнами пластиків, деревно-пластикових композитів та волоконно-керамічних композитів, і/або як протинатяг, зокрема, як відновлений папір для вкривання задніх сторін ламінатів або плин з вкритою поверхнею. Прикладами інших в принципі можливих галузей та типів застосування ламінату можуть бути фасади та вентильовані фасадні системи, такі, як, наприклад, балкони, покриття поручнів, огорожі, обмежувачі, візуальні покриття та вітрозахисні щити, навіси, бізнес-портали та конструкції котеджів, застосування у приміщеннях, наприклад, для стін, перегородок, стель, дверей, покриття підлог, сходів, меблів, стільців, столів, поручнів, підвіконь, стільниць, стійок, рукомийників та елементів санвузлів, а також застосування поза приміщеннями, наприклад, для балконів, фасадів, часткових фасадів, відкосів, зовнішніх меблів або знаків. Однак, в принципі, внутрішня карта, виготовлена згідно з винаходом, також може бути застосована для виготовлення інших ламінатів, наприклад, для зовнішніх шарів, декоративних паперів, декоративних карток, декоративних картонів, плівок, нетканих матеріалів, попереднього просочування, несучих плит, волоконних композитів, протинатягів та матеріалів підкладки. Застосування як матеріалу підкладки може бути передбачене для інших смоли або смолоподібних речовин. Наприклад, це стосується виготовлення рубероїду, бітуму і т. ін. У ще одній сприятливій конфігурації згідно з винаходом передбачається, що ламінат включає принаймні 2 шари внутрішньої карти. Наприклад, ламінат може включати 2, 3, 4, 5, 6, 7, 8, 9, 10, 11, 12, 13, 14, 15, 16, 17, 18, 19, 20, 21, 22, 23, 24, 25, 26, 27, 28, 29, 30, 31, 32, 33, 34, 35, 36, 37, 38, 39, 40, 41, 42, 43, 44, 45, 46, 47, 48, 49, 50, 51, 52, 53, 54, 55, 56, 57, 58, 59, 60, 200, 250 або більше шарів внутрішньої карти, причому для всіх шарів можуть застосовуватися ідентичні або різні внутрішні карти. Таким чином, зокрема, товщина, а також механічні характеристики ламінату можуть бути оптимально пристосовані для мети його застосування. Крім шарів внутрішньої карти, ламінат може включати інші шари, наприклад декоративні та/або зовнішні плівки, металеву фольгу або волокна (наприклад, алюмінієва фольга), волоконні матеріали, волоконні тканини, пластикові плівки або волокна (наприклад, арамідні плівки або волокна), керамічні матеріали і т. ін. П'ятий аспект винаходу стосується пристрою для виконання способу згідно з втіленням 12 UA 112147 C2 5 10 15 20 25 30 35 40 45 50 55 60 першого аспекту винаходу та/або виготовлення внутрішньої карти згідно з втіленням другого аспекту винаходу, причому пристрій включає принаймні один засіб для вироблення волоконної суспензії, який принаймні пропорційно складається з переробленої волоконної суміші. Крім того, пристрій включає принаймні один засіб обробки, за допомогою якого може виконуватися принаймні одне знезолювання волоконної суспензії, доки зольна фракція сухого компонента волоконної суспензії не становитиме щонайбільше 15 мас. %, принаймні один засіб вимірювання, за допомогою якого може бути виміряна принаймні одна домішка з групи, до якої належать утримувальні агенти та агенти для забезпечення вологостійкості, яку додають до волоконної суспензії, та принаймні одну машину для виготовлення карт, за допомогою якої виготовляють принаймні ламінат внутрішньої карти з принаймні однієї волоконної суспензії. Таким чином, пристрій згідно з винаходом принаймні дозволяє виконувати спосіб згідно з винаходом або виготовлення внутрішньої карти згідно з винаходом, завдяки чому можуть досягатися особливості, представлені у зв'язку з попередніми аспектами винаходу та їх переваги. Таким чином, сприятливі конфігурації попередніх аспектів винаходу мають розглядатись як сприятливі конфігурації п'ятого аспекту винаходу, і навпаки. Інші особливості винаходу стануть очевидними по ознайомленню з формулою винаходу, варіантами його втілення та фігурами. Особливості та комбінації особливостей, згадані вище в описі, а також особливості та комбінації особливостей, згадані нижче у варіантах втілення, можуть використовуватися не лише у відповідно зазначеній комбінації, але й в інших комбінаціях без відхилення від обсягу винаходу. Серед представлених фігур: Фіг. 1 є блок-схемою пристрою згідно з винаходом для виготовлення внутрішньої карти; Фіг. 2 є технологічною схемою подальшої обробки внутрішньої карти згідно з винаходом до шаруватого ламінату; і Фіг. 3 є схематичним перспективним зображенням ламінату згідно з винаходом, який виготовляють з внутрішньої карти згідно з винаходом. Фіг. 1 показує блок-схему пристрою 10 згідно з винаходом для виготовлення внутрішньої карти 20 (див. Фіг. 3), яка також може називатися "внутрішньою пластиною". При цьому внутрішня карта 20 з точки зору даного винаходу може мати грамаж, наприклад, від приблизно 2 2 20 г/м до приблизно 800 г/м і, таким чином, в принципі може вказуватись як внутрішній папір або внутрішній картон згідно з традиційною класифікацією. Пристрій 10 включає три виробничі лінії 12a-c, а також резервну лінію 14 у представленому варіанті втілення. Виробничі лінії 12a-c служать для виготовлення та обробки відповідної кількості волоконних суспензій і служать для виготовлення трьох шарів 16a-c пластинчастої системи 18 внутрішньої карти 20 на машині 22 для виготовлення карт. У показаному варіанті втілення виробнича лінія 12a функціонує як лінія для виготовлення покривного шару 16a, виробнича лінія 12b - як лінія для виготовлення шару 16b, який служить як задня сторона, і виробнича лінія 12c - як лінія для виготовлення прошарку або внутрішнього або головного шару 16c готової внутрішньої карти 20. Резервна лінія 14 служить як допоміжна лінія, з одного боку, у разі виключення однієї з виробничих ліній 12a-c, наприклад, через роботи з технічного обслуговування, а також може застосовуватися для виготовлення наступного шару 16 (не показано) пластинчастої системи 18 або для покривних зовнішніх шарів 16a, 16b з більш повітропроникним волоконним матеріалом для збільшення повітропроникності внутрішньої карти 20 у разі потреби. Виробничі лінії 12a-c та резервна лінія 14 кожна включає пристрій 24 для одержання водної волоконної суспензії переробленої волоконної суміші, наприклад, з макулатури, що містить крафт-папір. Пристрій 24 може бути, наприклад, гідророзбивачем. При цьому використовувану волоконну суміш вибирають з групи, яка має принаймні такі характеристики: - тонка фракція за класифікатором Brecht-Holl становить щонайбільше 50 % за масою; - фракція довгих волокон за класифікатором Brecht-Holl становить принаймні 10 % за масою; - фракція коротких волокон за класифікатором Brecht-Holl становить щонайбільше 60 % за масою; і - зольна фракція після обзолення становить щонайбільше 20 % за масою. Вплив складу вихідного матеріалу на повітропроникність готової внутрішньої карти 20 є важливим чинником при відборі вихідного матеріалу. При цьому дотримання потрібних характеристик є особливо простим, якщо як вихідні матеріали застосовувати сорти макулатури, що містить крафт-папір, які належать до основної групи 4, та/або так звану "(американську) стару тару з гофрованого картону" ((A)OCC). Склад вихідних матеріалів може визначатися, наприклад, за допомогою лабораторного фракціонування (пристрою для фракціонування Brecht-Holl) для визначення відсотка розподілу окремих фракцій довгих волокон, коротких волокон, тонких матеріалів та, необов'язково, грубого бруду та обрізків, відповідно (наприклад, Brecht-Holl: No.: 16…50 меш/см, згідно з DIN). Точна інструкція щодо випробувань міститься, 13 UA 112147 C2 5 10 15 20 25 30 35 40 45 50 55 60 наприклад, у брошурі Zellcheming VI/1/66. Визначення зольності як вихідних матеріалів, так і готової внутрішньої карти 20 здійснюють згідно з ISO 1762. Для визначення концентрації золи згідно з ISO 1762 утворюють суспензію вихідного матеріалу, що підлягає вимірюванню, та води. Після визначення концентрації матеріалу (у мас. %) волоконний матеріал зважують, поміщують у тигель, а потім нагрівають при 575 °C у муфельній печі. Через 2 години визначають масу на виході для оцінки вмісту золи як відсотка від початкової маси. Для визначення концентрації золи у готовій внутрішній карті 20 зразок карти спочатку висушують при 100 °C у печі, потім зважують, після чого нагрівають при 575 °C у тигелі у муфельній печі. Визначення зольності здійснюють у відсотках від початкової маси вихідного матеріалу. Для регулювання зольної фракції сухого компонента окремої волоконної суспензії до значення не більше за 15 мас. %, в оптимальному варіанті - до значень, нижчих за 4 мас. %, виробничі лінії 12a-c та резервна лінія 14 включають відповідні засоби обробки 26, за допомогою яких окремі волоконні суспензії очищують і знезолюють. При цьому окремі засоби обробки 26 виробничих ліній 12a-c та резервної лінії 14 можуть бути ідентичними або різними, таким чином, щоб виготовляти пластинчасту систему 18 з ідентичними або різними шарами 16. У показаному варіанті втілення кожен засіб обробки 26 включає пристрій для відсортовування грубого бруду, який, наприклад, складається з діючих з застосуванням відцентрової сили сортувальних пристроїв 28, наприклад, пристроїв для сортування під тиском. Сортувальні пристрої 28 включають сортувальний кошик як нерухомий елемент та ротор, наприклад, лопатевий ротор, який створює позитивний тиск та негативний тиск і, таким чином, захищає поверхню кошика від забруднення і виводить з волоконної суспензії сторонні речовини, такі, як пластик, скло та метал, як відходи. При цьому також вже відбувається певне знезолювання та очищення волоконної суспензії від тонкого матеріалу. Після цього грубо очищені волоконні суспензії надходять до систем очищення 30 засобу обробки 26. Системи очищення 30 відокремлюють важчі й абразивні частинки, такі, як пісок та скло, які мають вищу питому масу порівняно з целюлозним волокном. Те ж саме також стосується зольних компонентів. Ці частинки притискаються до конічних стінок систем очищення 30 разом з волоконним матеріалом з високим розведенням водою (наприклад, 2 % густини матеріалу) під дією відцентрового прискорення і виводяться на нижньому кінці систем очищення 30 як відходи під дією сили тяжіння. Системи очищення 30 у показаному варіанті втілення включають від 3 до 4 ступенів для досягнення максимальної ефективності. Виробнича лінія 12a додатково включає флотаційний пристрій 32 для видалення фарби на відміну від інших виробничих ліній 12b, 12c, за допомогою якого зола та тонкі матеріали разом з можливими друкарськими фарбами спливають на поверхню, накопичуючись на повітряних бульбашках і виводяться з рідкими відходами друкарської фарби з волоконної суспензії. При цьому флотаційний пристрій 32 може розташовуватися перед та/або після очищувача 30, якщо дивитись у напрямку потоку. В альтернативному або додатковому варіанті може бути передбачено, що принаймні один із засобів обробки 26 дозволяє відміряти принаймні одну кислоту та/або принаймні одну основу і/або вводити CO2. У межах обсягу даного винаходу під сполукою слід розуміти кислоту, якщо вона викликає зниження значення pH водної системи. Відповідно, під сполукою слід розуміти основу, якщо вона викликає підвищення значення pH водної системи. Наприклад, може бути передбачено введення до водної системи CO2 або вуглекислоти та/або каустичного лугу за допомогою принаймні одного з засобів обробки 26. Таким чином, значення pH водної системи може бути відрегульоване до потрібного показника або навіть буфероване у потрібному діапазоні, серед інших заходів. Подібним чином у такий спосіб можна впливати на жорсткість води у водній системі. Зокрема, при цьому введення або нагнітання CO2 забезпечує особливо простий контроль вмісту золи та/або твердої речовини у волоконній суспензії або виготовленій з неї згодом внутрішній карті 20, оскільки сполуки, що містять кальцій та магній, спочатку необов'язково можуть бути включені у розчин і/або осаджені як карбонати або гідрокарбонати, залежно від відрегульованого значення pH. У виробничих лініях 12a, 12b і у резервній лінії 14 волоконна суспензія потім надходить до пристрою 34 для відсортовування тонкого бруду, в якому здійснюється відсортовування тонкого бруду та диспергування (гомогенізація). У такому разі, крім золи та тонких матеріалів, сторонні речовини, такі, як пінопласт, адгезиви, а також дрібні металеві частинки, також виводяться з волоконної системи. Після цього здійснюють концентрування волоконних суспензій у концентраторах 36. У виробничій лінії 12a принаймні частину волоконних суспензій додатково обробляють за допомогою варіоспліт-пристрою 38. Волоконну суспензію нагнітають між обертальним валом та барабанним ситом у варіоспліт-пристрої 38. При цьому барабанне сито притискає волоконну суспензію до обертального вала. Таким чином, велика кількість води, а з 14 UA 112147 C2 5 10 15 20 25 30 35 40 45 50 55 60 нею й золи та тонких матеріалів, виводиться з волоконної суспензії. Після цього знезолені волоконні суспензії з виробничих ліній 12a, 12b та резервної лінії 14 переносять до в принципі необов'язкових ванн 40 для концентрованого продукту. При цьому в принципі може бути передбачено рідинне сполучення ванн 40 для концентрованого продукту 40 одна з одною для забезпечення можливості обміну матеріалу. В альтернативному варіанті ванни 40 для концентрованого продукту можуть бути відокремленими одна від одної, або може застосовуватися спільна ванна 40 для концентрованого продукту. Після цього волоконні суспензії з виробничих ліній 12a, 12b можуть переноситися до машини 22 для виготовлення карт для створення шарів або пластів 16a, 16b через відповідні сита на ситовій частині машини 22 длявиготовлення карт. У виробничій лінії 12c після очищувача 30 здійснюється подвійне фракціонування волоконної суспензії, тобто, розділення коротких та довгих волокон. Довгі волокна є дуже цінними з точки зору представленого способу виготовлення для виготовлення шарів 16 з високою пористістю. При традиційних способах сортування довгі волокна зазвичай розпізнаються як відходи й відбраковуються. Особливість даного способу полягає в тому, що довгі волокна видобуваються з відходів першого пристрою для фракціонування 42a, а не відбраковуються з системи матеріалів. Відокремлений потік волоконної суспензії, багатий та короткі волокна, далі переміщують до ванни 40 для концентрованого продукту і змішують з фракцією, багатою на довгі волокна у контрольований спосіб. Відокремлену фракцію, багату на довгі волокна, концентрують (концентратор 36) і піддають сортуванню довгих волокон у другому, в принципі необов'язковому пристрої для фракціонування 42b. Щойно відокремлений потік волоконної суспензії, багатої на короткі волокна, також переміщують далі до ванни 40 для концентрованого продукту. Фракцію, особливо багату на довгі волокна, диспергують у диспергаторі 44. При цьому може бути передбачено, щоб фракція, багата на довгі волокна, подавалася з водяною парою перед диспергатором 44 для того, щоб довгі волокна перед диспергуванням стали рівними й більш стійкими до ламання. Рівність довгих волокон та їх стійкість до ламання у дисперсії дуже сильно зменшує утворення коротких волокон та тонких матеріалів, які негативно впливають на повітропроникність та здатність до просочування. Таким чином, фракцію довгих волокон обробляють надзвичайно обережно для уникнення будь-якого пошкодження або скорочення довгих волокон. Для цього також застосовують оптимізовані диспергатори 44. Диспергатори 44 характеризуються певною відстанню між зубчастими вінцями та відрегульованим зазором між комплектами диспергатора. Чим більше відстань між зубчастими вінцями та зубами на комплекті диспергатора, і чим більше зазор між дисками диспергатора, тим обережніше здійснюється диспергування матеріалу. Тобто, гомогенізація волоконної суміші відбувається з мінімальним зменшенням довжини волокон. Чим більшою є довжина волокон волоконного матеріалу, і чим більшою є частка довгих волокон у загальному матеріалі, тим вище пористість утвореного шару 16. Це позитивно впливає на повітропроникність, а отже, здатність внутрішньої карти до просочування 20. Іншими позитивними параметрами процесу для отримання довгих волокон є високий ступінь розведення, оптимальне пристосування швидкостей ротора та пристосування перепадів тиску між впуском та випуском пристроїв для фракціонування 42. Крім того, для регулювання пористості та повітропроникності передбачено лінію 46 для щойно одержаних волокон, яка включає гідророзбивач 48 зі щойно одержаними волокнами. Щойно одержані волокна необов'язково змішують з волоконними суспензіями з виробничих ліній 12a-c у показаному варіанті втілення, причому максимальна фракція щойно одержаних волокон відносно загальної частки волокон окремих волоконних суспензій в принципі складає 20 мас. % При цьому додавання щойно одержаних волокон в оптимальному варіанті здійснюють після очищення або знезолювання волоконних суспензій для уникнення пошкодження або скорочення щойно одержаних волокон. Основною перевагою щойно одержаних волокон є відсутність у них золи та порівняно висока частка довгих волокон. Перед ситовою частиною або у постійній частині машини 22 для виготовлення карт розташовується засіб вимірювання 50, за допомогою якого відміряють принаймні одну домішку з групи, до якої належать утримувальні агенти та агенти для забезпечення вологостійкості, для додавання до окремих волоконних суспензій. Як утримувальний агент для регулювання дренажу при утворенні листа у представленому варіанті втілення до волоконних суспензій додають від 0,3 % до 0,8 % поліетиленіміну. Застосування вологостійкого агента є особливо важливим для подальшої обробки внутрішньої карти 20, оскільки як етап обробки після виготовлення внутрішньої карти 20 здійснюють просочування смолою або іншою подібною речовиною. У такому разі внутрішню карту 20 пропускають через заглибний резервуар або інший подібний пристрій з рідкою штучною смолою на основі фенолформальдегіду (або 15 UA 112147 C2 5 10 15 20 25 30 35 40 45 50 55 60 меламінформальдегіду або їх суміші або смолоподібної речовини). Для неруйнівного просочування та подальшої обробки внутрішньої карти 20 важливою є достатня волога міцність на розрив. У представленому варіанті втілення ця волога міцність на розрив забезпечується шляхом додавання щонайбільше 2 мас. % вологостійкого агента на основі поліамідоамінепіхлоргідрину. Однак в принципі може бути передбачена внутрішня карта 20, утворена без агентів для забезпечення вологостійкості. Чим вище повітропроникність внутрішньої карти 20, тим вище можливе поглинання смоли. Однак, чим вище поглинання, тим більшими є також вимоги до внутрішньої карти 20, яка має стійкість і вологу міцність на розрив, відповідно. Слід зазначити, що додавання поверхнево-активних сполук як домішок не здійснюється. Таким чином, уникається навантаження на систему циркуляції води пристрою 10, дестабілізація хімічної рівноваги машинного циклу, збільшення виробничих витрат, а також зайве навантаження на навколишнє середовище через стічні води. Однак, в принципі, може бути передбачено, що при виготовленні внутрішньої карти 20 або волоконної(их) суспензії(й), крім утримувальних агентів та/або агентів для забезпечення вологостійкості, можуть використовуватись інші домішки для впливу на виробничий процес і характеристики та технологічність внутрішньої карти 20 у потрібний спосіб і/або надання певних характеристик ламінату 58, виготовленого з внутрішньої карти 20. Як інші домішки при цьому в принципі можуть застосовуватися біополімери, наприклад, геміцелюлоза, целюлоза, лігнін та/або поліози, та/або полісахариди, наприклад, крохмаль, крохмальні полімери, альгінати, хітини, геміцелюлоза, похідні целюлози, естери целюлози, ацетат целюлози, триацетат целюлози, нітрат целюлози, етер целюлози, етилцелюлоза, метилцелюлоза, оксіетилцелюлоза, оксипропілцелюлоза та карбоксиметилцелюлоза. До інших в принципі можливих домішок належать смоли, такі, як фенолформальдегідні смоли, меламінформальдегідні смоли, суміші фенолформальдегідних смол та меламінформальдегідних смол, нейтральні або аніонні полімери, полівініловий спирт, поліакриламід, аніонні або катіонні поліелектроліти, такі, як, наприклад акрилова кислота, карбоксиметилцелюлоза, аніонний або катіонний крохмаль, полідіалілдиметиламонійхлорид (polyDADMAC) або полівініламін, природні агенти, які забезпечують міцність у сухому стані, такі, як, наприклад галактоманан або альгінати, синтетичні агенти, які забезпечують міцність у сухому стані, такі, як, наприклад, поліаміни, поліаміди, багатоатомні спирти, поліакриламіди, полівініловий спирт, ацетат полівінілового спирту, полііміни або поліетиленімін (PEI), зшивальні агенти або агенти для забезпечення фізичної вологостійкості, такі, як, наприклад, гліоксаль, глутаровий альдегід (1,5пентандіальдегід), альдегідкрохмаль, поліамідоамін-епіхлоргідрин (PAAE), меламінформальдегідні (MF) або сечовиноформальдегідні (HF), основні, кислотні та/або субстантивні барвники (прямі барвники), інгібітори займання, такі, як, наприклад, галогеновані інгібітори займання, фосфорорганічні інгібітори займання або неорганічні інгібітори займання, такі, як гідроксид алюмінію, гідроксид магнію, сульфат амонію, триоксид сурми або пентоксид сурми. І нарешті, також можуть застосовуватися домішки з груп фіксуючих агентів, солей алюмінію, уповільнювачі займання, протиспінювачі, деаератори, похідні лігніну, лігнінсульфонати, біоциди та/або фунгіциди. При цьому домішки в принципі можуть додаватися раз або кілька разів в одному місці та/або у різних місцях виробничого процесу. Перший контроль якості 52a може здійснюватися під час формування листа на машині 22 для виготовлення карт. При цьому може визначатися, наприклад, ступінь помелу пластинчастої системи 18 (у градусах Шоппера-Ріглера,°SR). Згідно з представленим способом виготовлення внутрішньої карти 20, завдяки характеристикам машини, можливими є різні режими роботи. Можливим є формування як одношарового, так і багатошарового листа, оскільки застосовувана машина 22 для виготовлення карт є оснащеною багатьма довгими сітками, гібридним формером та дренажем верхньої сітки на головному пласті (не показано). Залежно від конфігурації машини 22 для виготовлення карт, одночасно може виготовлятися різна кількість шарів. Кожен пласт або шар 16 на машині 22 для виготовлення карт може забезпечуватися однаковим складом або індивідуальним складом матеріалу з макулатури, що містить крафт-папір, що подається з окремих виробничих ліній 12a-c та резервної лінії 14, відповідно. У представленому варіанті втілення зовнішні пласти 16a, 16b виготовляють більш пористими за внутрішній пласт або внутрішній шар 16c для забезпечення особливо доброї здатності внутрішньої карти 20 до просочування та до поглинання смоли. Однак при цьому внутрішні шари (внутрішній шар 16c) в принципі можуть бути утворені більш пористими, ніж шари, розташовані ще далі у зовнішньому напрямку (зовнішні шари 16a, 16b). Крім того, усі з шарів 16a-c в принципі також можуть мати однакову пористість, причому пористість може регулюватися зі збільшенням або зменшенням, залежно від потреби. 16 UA 112147 C2 5 10 15 20 25 30 35 40 45 50 55 60 Технологічну воду, яка утворюється при виготовленні внутрішньої карти 20 у машині 22 для виготовлення карт, збирають у контейнер 54 для стічної води паперового виробництва і очищують і знезолюють за допомогою мікрофлотаційного пристрою 56 (спливання зі зниженням тиску). Відокремлення ґрунтується на накопиченні тонких матеріалів та частинок золи на повітряних бульбашках. Піну на поверхні після цього знімають і видаляють з водяного контуру. Очищену технологічну воду піддають рециркуляції і застосовують для виготовлення волоконних суспензій. Внутрішня карта 20, яка виключно складається з тришарової пластинчастої системи 18 у показаному варіанті втілення, потім може висушуватися і/або прокатуватися за допомогою барабана для зберігання та транспортування. Крім того, другий контроль якості 52b може виконуватися шляхом визначення принаймні одного параметра з групи, до якої належать грамаж, вологовміст, густина, розривна довжина у сухому стані, розривна довжина у вологому стані, повітропроникність, зольність, здатність до просочування та пористість виготовленої внутрішньої карти 20. Здатність внутрішньої карти до просочування 20 може особливо легко визначатися шляхом ультразвукового вимірювання. При цьому принцип вимірювання ґрунтується на регулюванні поширення ультразвукових імпульсів, коли внутрішня карта 20 є зануреною у рідке середовище і просочується цим середовищем. Для ультразвукового вимірювання, наприклад, може застосовуватися вимірювальний пристрій, який має датчик з ультразвуковим передавачем та ультразвуковим приймачем, причому датчик може бути заповнений рідиною. Рідина забезпечує сталу затухання ультразвукових хвиль. Якщо рівень рідини у датчику коливається, інтенсивність ультразвуку також коливається. Це коливання інтенсивності може фіксуватися, наприклад, з мілісекундними інтервалами під час вимірювання і може бути представлене у формі кривої вимірювання. Залежно від пористості або повітропроникності внутрішньої карти 20, ультразвук зазнає затухання різної висоти після занурення зразка внутрішньої карти у датчик, заповнений рідиною. Описана обробка матеріалу з застосуванням багатьох виробничих ліній 12a-c та вищеописані етапи обробки у комбінації з можливістю формування багатошарового листа або шару на машині 22 для виготовлення карт забезпечують конкретну якісну конструкцію продукту. Завдяки низькій зольній фракції 8 % або менше, внутрішня карта 20 забезпечує довший термін служби і зменшує вимоги щодо технічного обслуговування для відокремлювальних машин, які застосовують для подальшої обробки. Висока повітропроникність внутрішньої карти 20 має прямий вплив на просочування смолою або на так зване проникнення смоли у внутрішню карту 20. Чим більше поглинання смоли, тим більш однорідними є попередньо просочені шари, які пресуються у ламінати 58 (див. Фіг. 3). Фіг. 2 показує технологічну схему подальшої обробки внутрішньої карти 20 згідно з винаходом у шаруватий ламінат 58. У просочувальній установці 60 внутрішня карта 20 необов'язково розмотують, просочують смолою та/або смолоподібною речовиною, висушують і необов'язково охолоджують. Як смола може застосовуватися, наприклад, фенольна смола, меламінова смола або їх суміші. Однак в альтернативному або додатковому варіанті також можуть бути передбачені інші смоли та/або синтетичні смоли. При висушуванні здійснюється поліконденсація зі зшиванням молекул смоли з целюлозою внутрішньої карти 20 з розщепленням молекул води. При цьому в принципі бажаною є якомога вища здатність внутрішньої карти 20 до просочування. Якщо внутрішню карту 20, наприклад, піддають подальшій обробці до HPLламінату 58 (ламінату високого тиску), бажаним є поглинання смоли до 56 % або більше. Для цього пористість волоконних суспензій для зовнішніх шарів 16a, 16b або для всіх шарів 16a-c збільшують при формуванні листа на машині 22 для виготовлення карт (низький ступінь помелу, приблизно 8-25°SR). Це забезпечує можливість швидшого проникнення штучної смоли у внутрішній шар 16c, а також повне зволожування внутрішньої карти 20 при обробці на просочувальній установці 60. Якщо бажаною є нижча здатність до просочування (наприклад, поглинання смоли до 36 мас. %), як, наприклад, у випадках з CPL-ламінатами 58 (ламінат безперервного пресування), зовнішні шари 16a, 16b або всі шари 16a-c утворюють менш пористими для відповідного контролю зволоження смолою та її проникнення. Таким чином, простий контроль пористості внутрішньої карти 20 забезпечує цілком нові можливості у режимі роботи просочувальної установки 60 стосовно якості, продуктивності, варіантів конфігурації і т. ін. Після цього просочену внутрішню карту 20 (попереднє просочування) переміщують до машини 62 для пресування CPL-ламінату, до машини 64 для пресування HPL-ламінату або до іншої машини для виготовлення ламінату. Залежно від подальшої обробки, внутрішня карта 20 17 UA 112147 C2 5 10 15 20 25 30 35 40 45 50 може піддаватися прокатуванню, різанню, укладанню стосом і т. ін. На машині 62 для пресування CPL-ламінату, на етапі 66 способу здійснюють операцію безперервного пресування з етапами розмотування одного або кількох рулонів внутрішньої карти 20. Наприклад, ламінат 58 може виготовлятися з пластів внутрішньої карти 20 у кількості до 6 або більше. Після цього здійснюють розрідження смоли шляхом нагрівання, безперервного пресування та охолодження ламінату 58. Необов'язково ламінат 58 може піддаватися шліфуванню, різанню або іншій обробці. CPL-ламінат 58, наприклад, може мати товщину від 0,6 мм до 1,2 мм. Однак також можливими є й інші значення товщини. Крім того, CPL-ламінат 58 може мати або не мати зовнішнє плівкове покриття 68 (див. Фіг. 3) з пластику для підвищення ударостійкості, абразивного зношування, стійкості до дряпання, світлостійкості, стійкості до хімічних речовин, теплостійкості, вогнетривкості, харчової безпечності, вологостійкості, оптичного відбитка, стійкості кольору і т. ін. Подібним чином ламінат 58 (просочування) може бути вкритий декоративним папером 70, який, у свою чергу, може мати друкований малюнок, може бути без друку, рівномірно пофарбованим або попередньо просоченим. Подібним чином ламінат 58 може включати попередньо просочений прокладний папір, металеву фольгу, пластикові плівки, волоконні матеріали, тканини і т. ін. (1, 2 або більше шарів). На машині 64 для пресування HPL-ламінату на етапі 72 способу здійснюють періодичну операцію пресування. У цьому разі ламінат 58 також може мати або не мати зовнішнє плівкове покриття 68 (для підвищення стійкості до дряпання, стійкості кольору і т. ін.). Наприклад, ламінат 58 може бути виготовлений як плита HPL-ламінату від 6 мм до 8 мм завтовшки. Для цього застосовують, наприклад, 30 шарів внутрішньої карти 20. Для іншої товщини HPL-плити, відповідно, вимагається більша або менша кількість шарів просоченої внутрішньої карти 20. Однак HPL-плити в принципі також можуть виготовлятися з майже довільною кількістю шарів внутрішньої карти 20. Для так званого тонкого ламінату застосовують, наприклад 2-3 шари внутрішньої карти 20. Для більш товстих ламінатів застосовують, наприклад, 30-60 шарів або 100-250 шарів внутрішньої карти 20. Кількість шарів також, крім інших чинників, залежить від грамажу або товщини внутрішньої карти 20. Наприклад, внутрішня карта 20 згідно з винаходом 2 може мати грамаж 215 +/- 4 (грамів на квадратний метр, г/м ). Однак для зменшення кількості шарів також може виготовлятися й застосовуватися внутрішня карта 20 з більшим грамажем, 2 наприклад, 250 г/м або більше. Крім того, HPL-ламінат 58 може мати або не мати зовнішнє плівкове покриття 68 (див. Фіг. 3) з полімерного матеріалу для підвищення стійкості до дряпання, стійкості кольору і т. ін. Подібним чином ламінат 58 (просочування) може бути вкритий декоративним папером 70, який, у свою чергу, може мати друкований малюнок, може бути без друку, рівномірно пофарбованим. Подібним чином ламінат 58 може включати прокладний папір (1, 2 або більше шарів). Після цього CPL- або HPL-ламінат 58 може піддаватися подальшій обробці з застосуванням відповідних засобів обробки 74 та 76, відповідно. Наприклад, за допомогою засобу обробки 74 може здійснюватися проклеювання задньої сторони, приклеювання до MDF-плити або облицювання поверхонь, наприклад, для кухонних фасадів і т. ін. За допомогою засобу обробки 76 HPL-ламінат 58, наприклад, піддають штампуванню, пилянню, різанню, свердлінню або з'єднують з іншими компонентами. HPL-ламінат 58 може застосовуватися, наприклад, для перегородок, облицювання кімнат, стільниць і т. ін. Фіг. 3 показує схематичне перспективне зображення варіанта втілення ламінату 58 згідно з винаходом, який є виготовленим з шару внутрішньої карти 20 згідно з винаходом. При цьому внутрішня карта 20, у свою чергу, має пластинчасту систему 18 з чотирма шарами 16. Ламінат 58 також має прозоре зовнішнє плівкове покриття 68, а також декоративний папір 70, а отже, також може називатися декоративною плитою з шаруватого пресованого матеріалу (DKS). Значення параметрів, вказані в документах для визначення умов обробки та вимірювання для характеризації конкретних особливостей предмета винаходу вважаються такими, що охоплюються обсягом винаходу навіть у межах відхилень, наприклад, через похибки вимірювання, системні помилки, похибки зважування, допустимі межі DIN і т. ін. ФОРМУЛА ВИНАХОДУ 55 60 1. Спосіб виготовлення внутрішньої карти (20) для ламінату (58), причому внутрішня карта (20) має пластинчасту систему (18) з принаймні одним шаром (16а-с), який характеризується тим, що включає принаймні такі етапи: a) забезпечення переробленої волоконної суміші, яка має принаймні такі характеристики: тонка фракція за класифікатором Brecht-Holl становить щонайбільше 50 % за масою; фракція довгих волокон за класифікатором Brecht-Holl становить принаймні 10 % за масою; 18 UA 112147 C2 5 10 15 20 25 30 35 40 45 50 55 фракція коротких волокон за класифікатором Brecht-Holl становить щонайбільше 60 % за масою; і зольна фракція згідно з ISO 1762 становить щонайбільше 20 % за масою, b) виготовлення принаймні однієї волоконної суспензії, яка включає принаймні частку передбаченої волоконної суміші, c) обробки принаймні однієї волоконної суспензії шляхом здійснення принаймні одного знезолювання волоконної суспензії, доки зольна фракція сухого компонента волоконної суспензії не становитиме щонайбільше 15 % за масою, і шляхом додавання принаймні однієї домішки до принаймні однієї волоконної суспензії, причому домішка є вибраною з групи, до якої належать утримувальні агенти та агенти для забезпечення вологостійкості; та d) виготовлення пластинчастої системи з принаймні однієї волоконної суспензії. 2. Спосіб за п. 1, який відрізняється тим, що на етапі а) макулатуру, зокрема сорти макулатури основної групи 4, які містять крафт-папір, та/або старий гофрований картон, застосовують як перероблену волоконну суміш. 3. Спосіб за п. 1 або 2, який відрізняється тим, що виготовляється пластинчаста система (18), яка має зольну фракцію щонайбільше 15 мас. %, зокрема щонайбільше 8 мас. %, в оптимальному варіанті - щонайбільше 4 мас. %, і/або яка має фракцію принаймні 80 %, в оптимальному варіанті - принаймні 95 % передбаченої макулатури. 4. Спосіб за будь-яким з пп. з 1 по 3, який відрізняється тим, що щойно одержані волокна, зокрема целюлозу, змішують з принаймні однією волоконною суспензією перед виготовленням пластинчастої системи, у якій фракція щойно одержаних волокон серед усіх волокон волоконної суспензії в оптимальному варіанті складає щонайбільше 20 мас. %. 5. Спосіб за будь-яким з пп. з 1 по 4, який відрізняється тим, що для обробки волоконної суспензії застосовують сортувальний пристрій (28) та/або, в оптимальному варіанті, систему багатоступеневого очищення (30), та/або диспергатор (44), та/або флотаційний пристрій (32), та/або варіоспліт-пристрій (38). 6. Спосіб за будь-яким з пп. з 1 по 5, який відрізняється тим, що принаймні одну волоконну суспензію концентрують перед виготовленням пластинчастої системи (18). 7. Спосіб за будь-яким з пп. з 1 по 6, який відрізняється тим, що принаймні частину принаймні однієї волоконної суспензії розділяють на фракцію довгих волокон та фракцію коротких волокон перед виготовленням пластинчастої системи (18). 8. Спосіб за п. 7, який відрізняється тим, що фракцію довгих волокон та/або фракцію коротких волокон подають з водяною парою і/або гомогенізують, і/або диспергують. 9. Спосіб за п. 7 або 8, який відрізняється тим, що фракцію довгих волокон та фракцію коротких волокон змішують з волоконною суспензією у заданому співвідношенні після фракціонування. 10. Спосіб за будь-яким з пп. з 1 по 9, який відрізняється тим, що пластинчасту систему (18) виготовляють з принаймні двома, в оптимальному варіанті - з принаймні трьома, шарами (16ас). 11. Спосіб за будь-яким з пп. з 1 по 10, який відрізняється тим, що принаймні дві виготовлені різними способами і/або оброблені різними способами волоконні суспензії та/або принаймні дві ідентично виготовлені і/або ідентично оброблені волоконні суспензії застосовують для виготовлення пластинчастої системи (18). 12. Спосіб за п. 10 або 11, який відрізняється тим, що принаймні один зовнішній шар (16а, 16b) пластинчастої системи (18) виготовляють більш пористим, ніж розташований під ним внутрішній шар (16с) пластинчастої системи (18), і/або принаймні один внутрішній шар (16с) пластинчастої системи (18) виготовляють більш пористим, ніж шар (16а, 16b) пластинчастої системи (18), розташований ще далі у зовнішньому напрямку, і/або усі шари (16а, 16b, 16с) пластинчастої системи (18) виготовляють з принаймні по суті ідентичною пористістю. 13. Спосіб за п. 12, який відрізняється тим, що принаймні один шар (16а, 16b) пластинчастої системи (18) має ступінь помелу щонайбільше 25°SR, зокрема ступінь помелу від 20°SR до 8°SR, і/або принаймні один шар (16с) пластинчастої системи (18) має ступінь помелу принаймні 8°SR, зокрема ступінь помелу від 15°SR до 60°SR. 14. Спосіб за будь-яким з пп. з 1 по 13, який відрізняється тим, що домішку до волоконної суспензії додавали у перерахунку на суху речовину у масовій частці щонайбільше 5,0 %, і/або домішка включає утримувальний агент, який додають до суспензії у масовій частці щонайбільше 1,2 %, зокрема від 0,2 % до 0,9 % у перерахунку на суху речовину, і/або домішка включає вологостійкий агент, який додають до суспензії у масовій частці щонайбільше 2,2 %, зокрема від 0,5 % до 2,0 % у перерахунку на суху речовину. 19 UA 112147 C2 5 10 15 20 25 30 35 40 45 50 55 15. Спосіб за будь-яким з пп. з 1 по 14, який відрізняється тим, що як домішку застосовують принаймні один утримувальний агент з групи, до якої належать поліакриламіди, поліетиленіміни та поліамідіміни, та/або принаймні один вологостійкий агент з групи, до якої належать поліамідоамін-епіхлоргідринові смоли, епоксидні смоли, поліамінні смоли, ізоціанатні смоли, меламінформальдегідні смоли, сечовиноформальдегідні смоли, формальдегідні смоли, діальдегідний крохмаль, гліоксаль, глутаральдегід та/або співполімер принаймні двох з перелічених речовин. 16. Спосіб за будь-яким з пп. з 1 по 15, який відрізняється тим, що як домішку додатково застосовують принаймні одну кислоту та/або принаймні одну основу та/або СO2. 17. Спосіб за будь-яким з пп. з 1 по 16, який відрізняється тим, що технологічну воду з машини для виготовлення карт (22), яка утворюється у процесі виготовлення пластинчастої системи (18), очищують, зокрема знезолюють за допомогою мікрофлотаційного пристрою, і/або зокрема, принаймні значною мірою, звільняють від тонких матеріалів і/або використовують для виготовлення принаймні однієї волоконної суспензії. 18. Спосіб за будь-яким з пп. з 1 по 17, який відрізняється тим, що включає визначення принаймні одного параметра з групи, до якої належать грамаж, вологовміст, густина, розривна довжина у сухому стані, розривна довжина у вологому стані, повітропроникність, зольна фракція, здатність до просочування та пористість виготовленої внутрішньої карти (20). 19. Спосіб за п. 18, який відрізняється тим, що здатність внутрішньої карти до просочування (20) визначають за допомогою ультразвукового вимірювання. 20. Спосіб за будь-яким з пп. з 1 по 19, який відрізняється тим, що принаймні одну внутрішню карту (20) використовують для виготовлення ламінату (58), зокрема HPL-ламінату (58) та/або CPL-ламінату (58), та/або компактної плити, і/або як матеріал підкладки, зокрема для смоли або смолоподібних речовин. 21. Спосіб за п. 20, який відрізняється тим, що принаймні одну внутрішню карту (20) для виготовлення ламінату (58) просочують смолою та/або смолоподібною речовиною і/або попередньо просочують смолою та/або смолоподібною речовиною, і/або піддають висушуванню та/або нарізанню, та/або пресуванню з принаймні одним попереднім просочуванням. 22. Спосіб за п. 21, який відрізняється тим, що смолу вибирають з групи, до якої належать фенольні смоли, фенолформальдегідні смоли, меламінові смоли та меламінформальдегідні смоли, і/або внутрішню карту (20) просочують смолою у кількості від 30 мас. % до 100 мас. %. 23. Спосіб за будь-яким з пп. з 20 по 22, який відрізняється тим, що принаймні дві внутрішні карти (20) розташовують одна на одній, зокрема стосом, для виготовлення ламінату (58). 24. Спосіб за будь-яким з пп. з 20 по 23, який відрізняється тим, що принаймні одна внутрішня карта (20) має покриття, причому, зокрема, принаймні одна плівка (68) з полімеру та/або принаймні одного декоративного паперу (70) в оптимальному варіанті має друкований малюнок, і/або принаймні один прокладний папір є нанесеним на внутрішню карту (20). 25. Спосіб за будь-яким з пп. з 20 по 24, який відрізняється тим, що принаймні одну внутрішню карту (20), просочену і/або попередньо просочену смолою, нагрівають принаймні до температури, що перевищує точку плавлення смоли, піддають пресуванню, охолодженню до температури, принаймні нижчої за точку плавлення смоли, та, необов'язково, подальшій обробці для виготовлення ламінату (58). 26. Внутрішня карта (20) для виготовлення ламінату (58), яка характеризується тим, що внутрішня карта (20) має пластинчасту систему (18) з принаймні одним шаром (16а-с), і пластинчаста система (18) принаймні пропорційно складається з переробленої волоконної суміші, причому пластинчаста система (18) має зольну фракцію щонайбільше 15 мас. %, і принаймні один шар (16а-с) пластинчастої системи (18) включає: a) принаймні частку переробленої волоконної суміші, яку, перед обробкою, було вибрано з групи, яка має: тонку фракцію за класифікатором Brecht-Holl щонайбільше 50 % за масою; фракцію довгих волокон за класифікатором Brecht-Holl принаймні 10 % за масою; фракцію коротких волокон за класифікатором Brecht-Holl щонайбільше 60 % за масою; та зольну фракцію згідно з ISO 1762 щонайбільше 20 % за масою; і b) принаймні одну домішку, вибрану з групи, до якої належать утримувальні агенти та агенти для забезпечення вологостійкості. 27. Внутрішня карта (20) за п. 26, яка відрізняється тим, що може бути одержана і/або одержується з застосуванням способу за будь-яким з пп. з 1 по 25. 28. Внутрішня карта (20) за будь-яким з пп. 26 або 27, яка відрізняється тим, що пластинчаста система (18) має зольну фракцію щонайбільше 8 мас. %, в оптимальному варіанті 20 UA 112147 C2 5 10 15 20 25 30 35 40 45 щонайбільше 4 мас. %, та/або фракцію щойно одержаних волокон щонайбільше 20 мас. % та/або фракцію переробленої волоконної суміші принаймні 80 %, зокрема принаймні 95 %. 29. Внутрішня карта (20) за будь-яким з пп. з 26 по 28, яка відрізняється тим, що пластинчаста система (18) є виготовленою без поверхнево-активних речовин. 30. Внутрішня карта (20) за будь-яким з пп. з 26 по 29, яка відрізняється тим, що пластинчаста система (18) має принаймні два, в оптимальному варіанті - принаймні три, зокрема чотири, шари (16а-с). 31. Внутрішня карта (20) за п. 30, яка відрізняється тим, що принаймні один зовнішній шар (16а, 16b) пластинчастої системи (18) є більш пористим, ніж розташований під ним внутрішній шар (16с) пластинчастої системи (18), і/або принаймні один внутрішній шар (16с) пластинчастої системи (18) є більш пористим, ніж шар (16а, 16b) пластинчастої системи (18), розташований ще далі у зовнішньому напрямку, і/або усі шари (16а, 16b, 16с) пластинчастої системи (18) мають принаймні по суті ідентичну пористість. 32. Внутрішня карта (20) за будь-яким з пп. з 26 по 31, яка відрізняється тим, що кожен шар (16а-с) пластинчастої системи (18) має зольну фракцію щонайбільше 15 мас. % та/або фракцію щойно одержаних волокон щонайбільше 20 мас. %. 33. Застосування внутрішньої карти (20), яка може бути одержана і/або одержується за допомогою способу за будь-яким з пп. з 1 по 25, та/або внутрішньої карти (20) за будь-яким з пп. з 26 по 32 для виготовлення шаруватого та/або нешаруватого ламінату (58). 34. Застосування за п. 33, яке відрізняється тим, що ламінат (58) є виготовленим з кількох шарів внутрішньої карти (20). 35. Застосування за п. 33 або 34, яке відрізняється тим, що виготовляється ламінат (58) з групи HPL-ламінатів (58), CPL-ламінатів (58), компактних плит, зовнішніх шарів, декоративних паперів, декоративних карток, декоративних картонів, плівок, нетканих матеріалів, попереднього просочування, несучих плит, волоконних композитів, протинатягів та матеріалів підкладки. 36. Ламінат (58), який включає принаймні одну внутрішню карту (20), яка може бути одержана і/або одержується за допомогою способу за будь-яким з пп. з 1 по 25, та/або принаймні одну внутрішню карту (20) за будь-яким з пп. з 26 по 32. 37. Ламінат (58) за п. 36, який відрізняється тим, що виготовляється у формі HPL-ламінату (58), CPL-ламінату (58), компактної плити, зовнішнього шару, декоративного паперу, декоративної картки, декоративного картону, плівки, нетканого матеріалу, попереднього просочування, несучої плити, волоконного композиту, протинатягу та/або матеріалу підкладки, зокрема для смоли та/або смолоподібних речовин. 38. Ламінат (58) за п. 36 або 37, який відрізняється тим, що включає принаймні 2 шари внутрішньої карти (20). 39. Пристрій (10) для виконання способу за будь-яким з пп. з 1 по 25 та/або виготовлення внутрішньої карти (20) за будь-яким з пп. з 26 по 32, який включає: a) принаймні один пристрій (24) для одержання волоконної суспензії, який принаймні пропорційно складається з переробленої волоконної суміші; b) принаймні один засіб обробки (26), за допомогою якого може виконуватися принаймні одне знезолювання волоконної суспензії, доки зольна фракція сухого компонента волоконної суспензії не становитиме щонайбільше 15 мас. %; c) принаймні один засіб вимірювання (50), може бути виміряна принаймні одна домішка з групи, до якої належать утримувальні агенти та агенти для забезпечення вологостійкості, яку додають до волоконної суспензії; та d) принаймні одну машину для виготовлення карт (22), за допомогою якої виготовляють принаймні пластинчасту систему (18) внутрішньої карти (20) з принаймні однієї волоконної суспензії. 21 UA 112147 C2 22 UA 112147 C2 Комп’ютерна верстка О. Гергіль Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 23
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for producing a core card, and core card for a laminate
Автори англійськоюAnnoun, Zakaria, Muhlhauser, Martin, Wannemacher, Kurt, Neumann, Christian
Автори російськоюАнноун Закария, Мюльхаузер Мартин, Ваннемагер Курт, Нойман Кристиан
МПК / Мітки
МПК: D21H 27/30, D21F 9/00, D21C 5/02, D21H 27/00, D21H 11/00, D21F 11/04, D21H 11/14, D21F 11/08, D21H 23/04, D21H 11/04
Мітки: карти, внутрішньої, внутрішня, карта, ламінату, виготовлення, спосіб
Код посилання
<a href="https://ua.patents.su/25-112147-sposib-vigotovlennya-vnutrishno-karti-ta-vnutrishnya-karta-dlya-laminatu.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення внутрішньої карти та внутрішня карта для ламінату</a>
Спосіб створення географічної карти і географічна карта
Номер патенту: 39620
Опубліковано: 15.06.2001
Автори: Барладін Олександр Володимирович, Барладін Петро Олександрович
МПК: G09B 29/00
Мітки: географічна, спосіб, карта, створення, географічної, карти
Формула / Реферат:
1.Спосіб створення географічної карти, що включає формування тривимірного зображення рельєфу і відображення особливостей місцевості (ріки, дороги, насадження і т.п.), який відрізняється тим, що топографічну карту оцифровують, за оцифрованими даними будують математичну модель рельєфу, перепроектовують цю модель у тривимірне зображення з урахуванням перспективи і кута спостереження і формують зображення рельєфу в кольорі відповідно до...
Модуль для чіп-карти та чіп-карта, що його містить
Номер патенту: 58538
Опубліковано: 15.08.2003
Автори: Губер Міхаель, Мундігль Йозеф, Удо Детлеф, Гейтцер Йозеф, Пюшнер Франк, Штампка Петер
МПК: B42D 15/10, G06K 19/077
Мітки: містить, чіп-карта, чіп-карти, модуль
Формула / Реферат:
1. Модуль (1) для чіп-карти, що містить напівпровідниковий чіп, який електропровідно з'єднаний з металевою вивідною рамкою (2), в якій виконані контактні площадки (3), який відрізняється тим, що напівпровідниковий чіп принаймні з одного боку забезпечений електроізолюючим захисним шаром, на верхній поверхні (4) якого, зворотній від напівпровідникового чіпа, виконані приєднувальні площадки (5), електропровідно з'єднані з місцями створення...
Спосіб виготовлення електронної карти
Номер патенту: 2931
Опубліковано: 15.09.2004
Автор: Легкий Володимир Никифорович
МПК: G09B 29/00, G11B 5/74
Мітки: спосіб, електронної, карти, виготовлення
Формула / Реферат:
1. Спосіб виготовлення електронної карти, що включає введення в карту даних двомірної карти місцевості в площині за допомогою електронних пристроїв, який відрізняється тим, що збирають дані про місцевість на папероносіях і/або електронних носіях і/або проводять аерофотозйомки місцевості, і/або проводять вимірювання на місці, переводять отримані дані за допомогою електронних пристроїв в електронний вигляд, компонують дані, вводять за допомогою...
Спосіб виготовлення сегментного планшета, зокрема карти або плану
Номер патенту: 36636
Опубліковано: 10.11.2008
Автор: Пшеорек Януш
МПК: B26D 3/00, G09B 29/02, B42D 15/04, D21H 19/00
Мітки: плану, планшета, зокрема, виготовлення, спосіб, сегментного, карти
Формула / Реферат:
1. Спосіб виготовлення сегментного планшета, зокрема карти або плану, покритого з двох сторін еластичними прозорими шарами, причому сегменти розміщені вертикальними й горизонтальними рядамита розділяються між собою вузькими зазорами, який відрізняється тим, що в основному матеріалі планшета (1), на який нанесено малюнок або текст, виконують вузькі горизонтальні вирізи (5) та вертикальні вирізи (6), які відділяють сегменти (4) один від одного,...
Карта з вмонтованою мікросхемою і спосіб її виготовлення
Номер патенту: 59360
Опубліковано: 15.09.2003
Автори: Фріс Манфред, Янчек Тіс
МПК: B42D 15/10, G06K 19/077
Мітки: вмонтованою, спосіб, мікросхемою, карта, виготовлення
Формула / Реферат:
1. Карта з вмонтованою мікросхемою для безконтактної передачі електричних сигналів до термінала, що містить корпус карти, у якому інтегрально виконані елемент зв'язку (2), що має струмопровідні доріжки (3) і контактні виводи (4), і напівпровідникову мікросхему (5) із приведеною у відповідність елементу зв'язку електронною схемою, яка відрізняється тим, що напівпровідникова мікросхема (5) забезпечена на своїй поверхні контактними елементами...
Попередній патент: Спосіб отримання 4,1-бензоксатієпін-3-ону
Наступний патент: Комбінації активних сполук
Випадковий патент: Пристрій мікрокліматичний для пташників