Системи і способи для обробки зливків із сплавів
Номер патенту: 111712
Опубліковано: 10.06.2016
Автори: Форбз Джоунз Робін М., О'Брайєн Крістофер М., Кеннеді Річард Л., Де Соуза Урбан Дж.
Формула / Реферат
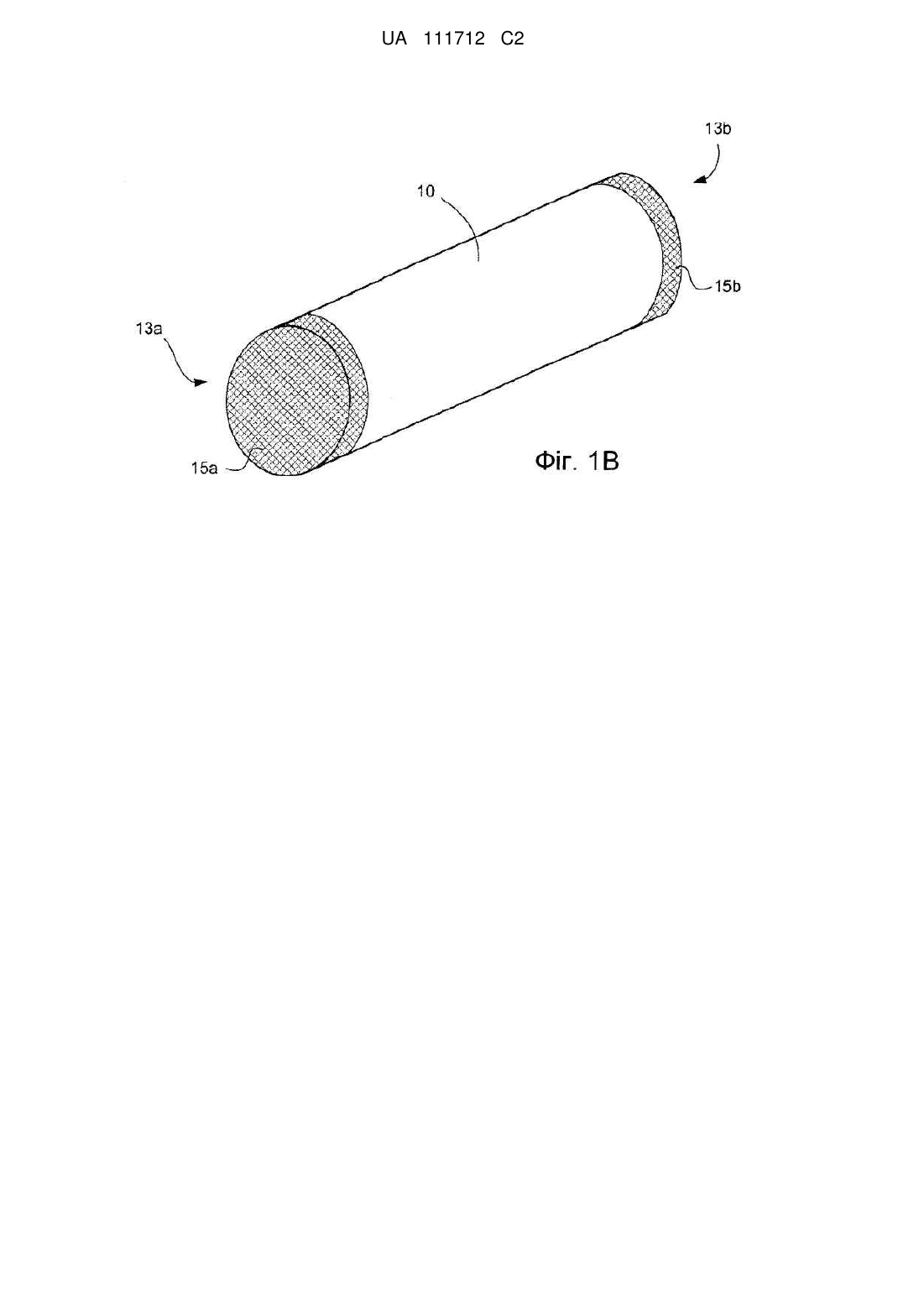
1. Спосіб обробки зливка, який включає нанесення шару металевого матеріалу за допомогою зварного наплавлення на щонайменше ділянку бічної поверхні циліндричного зливка зі сплаву, і щонайменше на один торець зливка зі сплаву, при цьому вказаний металевий матеріал має більшу пластичність, ніж сплав зливка.
2. Спосіб за п. 1, який відрізняється тим, що додатково включає операції шліфування або зняття шару поверхні зливка зі сплаву до нанесення на нього металевого шару.
3. Спосіб за п. 1, який відрізняється тим, що додатково включає гаряче формування зливка зі сплаву, яке характеризується тим, що таке гаряче формування включає прикладання сили до вказаного шару металевого матеріалу, при цьому вказана сила деформує зливок зі сплаву.
4. Спосіб за п. 3, який відрізняється тим, що додатково включає зняття щонайменше частини шару металевого матеріалу зі зливка із сплаву після гарячого формування зливка зі сплаву.
5. Спосіб за п. 1, який відрізняється тим, що нанесення шару металевого матеріалу за допомогою зварного наплавлення на щонайменше ділянку бічної поверхні циліндричного зливка зі сплаву включає в себе:
обертання циліндричного зливка; і
нанесення металевого матеріалу у вигляді покриття зварним наплавленням на першу ділянку бічної поверхні обертового циліндричного зливка за допомогою щонайменше одного нерухомого зварювального пальника, за допомогою чого на бічну поверхню циліндричного зливка наноситься кільцеподібний шар металевого матеріалу.
6. Спосіб за п. 1, який відрізняється тим, що зливок зі сплаву містить суперсплав на основі нікелю.
7. Спосіб за п. 1, який відрізняється тим, що зливок зі сплаву і шар металевого матеріалу містять один і той же базовий метал, причому вказаний базовий метал вибирають з групи, яка складається з нікелю, заліза і кобальту.
8. Спосіб за п. 1, який відрізняється тим, що зливок зі сплаву містить суперсплав на основі нікелю, а шар металевого матеріалу містить наплавлений сплав на основі нікелю.
9. Спосіб за п. 1, який відрізняється тим, що нанесення шару металевого матеріалу у вигляді покриття зварним наплавленням включає зварювальну операцію, вибрану з групи, яка складається зі зварювання плавким електродом в середовищі інертного газу (MIG), зварювання вольфрамовим електродом в середовищі інертного газу (ТIG) і плазмового зварювання.
10. Спосіб за п. 1, який відрізняється тим, що нанесення шару металевого матеріалу у вигляді покриття зварним наплавленням на щонайменше ділянку поверхні зливка зі сплаву включає нанесення шару металевого матеріалу у вигляді покриття зварним наплавленням на щонайменше один торець зливка зі сплаву.
11. Спосіб за п. 1, який відрізняється тим, що нанесення шару металевого матеріалу у вигляді покриття зварним наплавленням на щонайменше ділянку поверхні зливка зі сплаву включає:
обертання циліндричного зливка; і
нанесення металевого матеріалу у вигляді покриття зварним наплавленням на першу ділянку бічної поверхні обертового циліндричного зливка за допомогою щонайменше одного нерухомого зварювального пальника, за допомогою чого на бічну поверхню циліндричного зливка наноситься кільцеподібний шар металевого матеріалу.
12. Спосіб за п. 11, який відрізняється тим, що додатково включає:
перевстановлення щонайменше одного зварювального пальника в положення, яке примикає до нанесеного кільцеподібного шару металевого матеріалу після виконання циліндричним зливком щонайменше одного оберту; і
нанесення металевого матеріалу у вигляді покриття зварним наплавленням на другу ділянку бічної поверхні обертового циліндричного зливка за допомогою щонайменше одного нерухомого зварювального пальника, який перевстановлюється в наступне положення.
13. Спосіб за п. 12, який відрізняється тим, що додатково включає повторення етапу перевстановлення пальника в наступне положення і етапу нанесення покриття доти, поки бічна поверхня циліндричного зливка не буде практично покрита металевим матеріалом.
14. Спосіб за п. 1, який відрізняється тим, що нанесення металевого матеріалу у вигляді покриття зварним наплавленням на щонайменше ділянку бічної поверхні зливка зі сплаву включає:
переміщення щонайменше одного зварювального пальника вздовж першої ділянки бічної поверхні циліндричного зливка паралельно подовжній осі зливка при стаціонарному положенні зливка, за допомогою чого шар металевого матеріалу наноситься у вигляді покриття зварним наплавленням на першу ділянку бічної поверхні циліндричного зливка;
перевстановлення циліндричного зливка в наступне положення таким чином, щоб перша ділянка бічної поверхні відсунулася від щонайменше одного зварювального пальника, а друга ділянка бічної поверхні підсунулася до щонайменше одного зварювального пальника;
і переміщення щонайменше одного зварювального пальника вздовж другої ділянки бічної поверхні циліндричного зливка паралельно подовжній осі зливка при стаціонарному положенні зливка, за допомогою чого шар металевого матеріалу наноситься у вигляді покриття зварним наплавленням на другу ділянку бічної поверхні циліндричного зливка.
15. Спосіб за п. 14, який відрізняється тим, що додатково включає повторення етапу перевстановлення і переміщення доти, поки бічна поверхня циліндричного зливка не буде практично покрита металевим матеріалом.
16. Спосіб за п. 3, який відрізняється тим, що гаряче формування зливка зі сплаву включає щонайменше або операцію кування, або операцію гарячого штампування видавлюванням.
17. Спосіб за п. 3, який відрізняється тим, що гаряча обробка зливка зі сплаву включає таку операцію ковальсько-пресової обробки як висадка-і-протягування.
18. Спосіб обробки зливка за п. 3, який відрізняється тим, що результатом способу є виготовлення кованої заготовки із суперсплаву на основі нікелю, отриманої з відлитого зливка суперсплаву на основі нікелю.
19. Спосіб за п. 3, який відрізняється тим, що додатково включає виготовлення виробу зі зливка після його гарячого формування, вказаний виріб вибирається з групи, яка складається з компонентів для реактивних двигунів і компонентів для наземних турбін.
20. Зливок, оброблений способом обробки зливка за п. 1.
21. Спосіб гарячого формування зливка зі сплаву, який включає:
прикладання сили до циліндричного зливка зі сплаву з метою деформування цього зливка зі сплаву, при цьому вказаний зливок зі сплаву містить шар металевого наплавленого матеріалу, нанесений на щонайменше ділянку бічної поверхні цього зливка зі сплаву і щонайменше на один торець цього зливка зі сплаву, при цьому вказаний металевий матеріал більш пластичний, ніж сплав зливка, і при цьому вказана сила прикладається до шару металевого матеріалу.
22. Спосіб за п. 21, який відрізняється тим, що додатково включає зняття щонайменше частини шару металевого матеріалу зі зливка із сплаву після деформування зливка зі сплаву.
23. Спосіб за п. 21, який відрізняється тим, що зливок зі сплаву містить матеріал, вибраний з групи, яка складається зі сплаву на основі нікелю, сплаву на основі заліза, сплаву на нікелево-залізній основі і сплаву на основі кобальту.
24. Спосіб за п. 21, який відрізняється тим, що зливок зі сплаву включає суперсплав на основі нікелю.
25. Спосіб за п. 21, який відрізняється тим, що зливок зі сплаву і шар металевого матеріалу включають один і той же базовий метал, вказаний базовий метал вибирають з групи, яка складається з нікелю, заліза і кобальту.
26. Спосіб за п. 21, який відрізняється тим, що зливок зі сплаву містить суперсплав на основі нікелю, а шар металевого матеріалу містить наплавлений сплав на основі нікелю.
27. Спосіб за п. 21, який відрізняється тим, що прикладання сили до зливка зі сплаву включає щонайменше або операцію кування, або операцію гарячого штампування видавлюванням.
28. Спосіб за п. 21, який відрізняється тим, що прикладання сили до зливка зі сплаву включає таку операцію ковальсько-пресової обробки як висадка-і-протягування.
29. Спосіб за п. 21, який відрізняється тим, що результатом способу є виготовлення кованої заготовки із суперсплаву на основі нікелю, отриманої з відлитого зливка суперсплаву на основі нікелю.
30. Виріб, отриманий шляхом гарячого формування зливка зі сплаву за допомогою способу за п. 21.
Текст
Реферат: Описано процеси і способи, що стосуються обробки і гарячого формування зливків зі сплавів. Щонайменше на ділянку поверхні зливка зі сплаву наноситься шар металевого матеріалу до виконання гарячого формування такого зливка зі сплаву. Ці процеси і способи характеризуються зниженням частоти виникнення тріщин на поверхні зливка зі сплаву в процесі гарячого формування. UA 111712 C2 (12) UA 111712 C2 UA 111712 C2 5 10 15 20 25 30 35 40 45 50 55 Галузь техніки [0001] Даний винахід стосується систем і способів для обробки зливків із сплавів. Даний винахід також стосується процесів гарячого формування зливків із сплавів. Рівень техніки [0002] Вироби з металевих сплавів можна виготовляти, наприклад, за допомогою операцій лиття у форму або операцій порошкової металургії. Операції лиття у форму можуть включати плавлення початкової сировини для сплаву і лиття цього розплавленого матеріалу у форму для отримання зливка. Одним з прикладів операції лиття у форму є технологія "потрійного плавлення", що включає три операції плавлення: (1) вакуумно-індукційну плавку (ВІП) для приготування необхідної композиції сплаву з початкової сировини; (2) електрошлакову плавку (ЕШП), за допомогою якої можна понизити рівні, наприклад, кисневмісних домішок; і (3) вакуумно-дугову плавку (ВДП), за допомогою якої можна знизити ймовірність композиційного розшарування, яке може відбуватися під час твердіння після ЕШП. Формування зливка може здійснюватися в процесі твердіння після операції ВДП. [0003] Операції порошкової металургії можуть включати розпилення розплавленого сплаву, а також збір і пресування затверділих металургійних порошків в зливок. Один з прикладів операції порошкової металургії включає етапи: (1) ВІП для приготування необхідної композиції сплаву з початкової сировини; (2) розпилення розплавленого сплаву для утворення краплинок сплаву, які, тверднучи, утворюють порошок зі сплаву; (3) не обов'язковий етап просіювання, метою якого є зменшення кількості сторонніх домішок; (4) розфасовку і дегазацію; і (5) пресування для ущільнення порошку зі сплаву з метою формування зливка. [0004] Зливки із сплавів, отримані в результаті виконання операцій лиття у форму або операцій порошкової металургії, можна піддавати гарячому формуванню для отримання інших виробів зі сплаву. Наприклад, після твердіння сплаву і утворення зливка з нього цей зливок можна піддати операціям кування і/або гарячого штампування видавлюванням з метою отримання заготівлі або іншого виробу з цього зливка зі сплаву. Сутність винаходу [0005] Описані тут варіанти втілення даного винаходу стосуються способу обробки зливка. Спосіб обробки зливка може включати нанесення шару металевого матеріалу щонайменше на одну ділянку поверхні зливка зі сплаву. Цей спосіб обробки зливка можна охарактеризувати тим, що вказаний шар металевого матеріалу знижує частоту виникнення тріщин на поверхні зливка зі сплаву в процесі гарячого формування. [0006] Інші описані тут варіанти втілення даного винаходу стосуються способу гарячого формування. Спосіб гарячого формування може включати прикладення сили до зливка зі сплаву з метою деформації цього зливка зі сплаву. Зливок зі сплаву може містити шар металевого матеріалу, нанесений щонайменше на одну ділянку поверхні цього зливка зі сплаву. Спосіб гарячого формування можна охарактеризувати тим, що вказана сила прикладається до шару металевого матеріалу. [0007] Інші описані тут варіанти втілення даного винаходу стосуються систем обробки зливка. Система обробки зливка може включати пристрій позиціонування зливка. Конфігурація цього пристрою позиціонування зливка може забезпечувати обертання зливка навколо поздовжньої осі зливка. Система обробки зливка також може включати зварювальний апарат. Конфігурація такого зварювального апарату може забезпечувати нанесення шару металевого матеріалу щонайменше на одну ділянку поверхні зливка шляхом зварювання плавленням. [0008] Слід розуміти, що представлений і описаний тут даний винахід не обмежується лише тими варіантами його втілення, які описані в цьому розділі "Сутність винаходу". Короткий опис креслень [0009] Різні представлені і описані тут характеристики варіантів втілення даного винаходу, які не обмежують його, можна краще зрозуміти шляхом розгляду вміщених в додатку фігур, де: [0010] На Фігурі 1A показано вигляд збоку зливка, на торцевих ділянках поверхні якого нанесений шар металевого матеріалу, а на Фігурі 1B - вигляд в перспективі зливка, показаного на Фігурі 1A; [0011] На Фігурі 2 показано вигляд в перспективі зливка, на бічну поверхню якого нанесений шар металевого матеріалу; [0012] На Фігурі 3A представлено вигляд збоку зливка, на торцях і на бічній поверхні якого нанесений шар металевого матеріалу, а на Фігурі 3B – вигляд в перспективі зливка, показаного на Фігурі 3A; [0013] На Фігурах 4A-4D представлені вигляди в перспективі, що ілюструють один із способів нанесення металевого матеріалу на бічну поверхню зливка шляхом зварювання плавленням; 1 UA 111712 C2 5 10 15 20 25 30 35 40 45 50 55 60 [0014] На Фігурах 5A-5D представлені вигляди в перспективі, які ілюструють інший спосіб нанесення металевого матеріалу на бічну поверхню зливка шляхом зварювання плавленням; [0015] На Фігурі 6A представлений вигляд в перспективі, що ілюструє ще один спосіб нанесення металевого матеріалу на бічну поверхню зливка шляхом зварювання плавленням, а на Фігурі 6B представлений вид в перспективі зливка, показаного на Фігурі 6A і металевого матеріалу, що має шар, нанесений шляхом зварювання плавленням на усій бічній поверхні зливка; [0016] На Фігурі 7A представлений вигляд збоку в розрізі зливка в процесі виконання висадки, на Фігурі 7B представлений із збільшенням вигляд збоку в розрізі ділянки зливка, показаного на Фігурі 7A після виконання висадки, на Фігурі 7С представлений вигляд збоку в розрізі в процесі виконання висадки зливка, на торцеві поверхні якого нанесений шар металевого матеріалу, а на Фігурі 7D представлений із збільшенням вигляд збоку в розрізі ділянки зливка, показаного на Фігурі 7С після виконання висадки; [0017] На Фігурі 8A представлений вигляд збоку в розрізі зливка в процесі виконання операції протягання, на Фігурі 8B представлений із збільшенням вигляд збоку в розрізі ділянки зливка, показаного на Фігурі 8A після виконання операції протягання, на Фігурі 8С представлений вигляд збоку в розрізі в процесі виконання операції протягання зливка, на бічній поверхні якого нанесений шар металевого матеріалу, а на Фігурі 8D представлений із збільшенням вигляд збоку в розрізі ділянки зливка, показаного на Фігурі 7С після виконання протягання; [0018] На Фігурі 9 представлена фотографія двох кубиків зі сплаву із стороною 7,62 см, у кожного з яких на поверхні верхньої грані (у орієнтації, показаній на фотографії) в результаті зварювальної операції нанесений шар металевого матеріалу; [0019] На Фігурах 10A і 10B представлені фотографії поверхонь диска завтовшки 2,54 см, отриманого куванням в штампах під пресом з кубика сплаву із стороною 7,62 см, на одній поверхні якого, що контактує з штампом, шляхом зварювальної операції нанесений шар металевого матеріалу; і [0020] На Фігурі 11 представлена фотографія розрізу диска завтовшки 2,54 см, отриманого куванням в штампах під пресом з кубика сплаву із стороною 7,62 см, на одній поверхні (на верхній поверхні в орієнтації, показаній на фотографії) якого, що контактує з штампом, шляхом зварювальної операції нанесений шар металевого матеріалу; на Фігурі 11A представлена мікрофотографія, виконана по розрізу зварювальної поверхні, як показано на Фігурі 11. [0021] Розгляд поданого нижче детального опису різних варіантів втілення даного винаходу, які не обмежують його, дозволить читачеві зрозуміти вищезгадані і інші особливості винаходу. В процесі втілення або застосування описаних тут варіантів читач також зможе побачити додаткові деталі даного винаходу. Детальний опис варіантів втілення даного винаходу [0022] Слід розуміти, що різні описи варіантів втілення даного винаходу представлені тут в спрощеному виді з метою ілюстрації лише тих особливостей, аспектів і характеристик винаходу, які є важливими для ясного розуміння представлених варіантів втілення винаходу, в той час, як інші особливості, аспекти, характеристики і т. п. не показані, щоб не ускладнювати опис. Фахівці звичайного рівня кваліфікації в цій галузі, розглянувши цей опис представлених варіантів втілення винаходу, зможуть побачити, що в кожному конкретному втіленні або застосуванні представлених варіантів бажаними можуть бути інші особливості, аспекти, характеристики і т. п. Проте, оскільки фахівці звичайного рівня кваліфікації в цій галузі після прочитання цього опису зможуть легко визначити і втілити такі інші особливості, аспекти, характеристики і т. п., то опис таких особливостей, аспектів, характеристик і т. п. не є необхідним і тому тут його не представлено. Тому слід розуміти, що в цьому описі представлені просто приклади, які ілюструють представлені варіанти втілення і які не мають на меті обмежувати об'єм винаходу, визначений виключно формулою винаходу. [0023] У цьому описі, якщо не вказане інше, усі чисельні значення, якими виражені кількісні величини або характеристики, слід сприймати як оцінні і модифіковані в усіх випадках терміном "приблизно". Відповідно, якщо не вказане інше, то будь-які чисельні параметри, представлені в поданому нижче описі, можуть варіюватися залежно від властивостей, які бажано отримати в результаті втілення варіантів за даним винаходом. Не намагаючись обмежити застосування доктрини еквівалентів до об'єму формули винаходу, кожен чисельний параметр, поданий в цьому описі слід складати щонайменше, виходячи із запропонованої кількості значущих цифр та із застосуванням звичайних способів округлення. [0024] Крім того, мається на увазі, що будь-який згадуваний тут числовий діапазон повинен включати усі піддіапазони, які він містить. Наприклад, мається на увазі, що діапазон "від 1 до 2 UA 111712 C2 5 10 15 20 25 30 35 40 45 50 55 10" повинен включати усі піддіапазони, розташовані між (і включаючи) вказаним мінімальним значенням 1 і вказаним максимальним значенням 10, тобто, ті, що мають мінімальне значення, яке дорівнює або перевищує 1, і максимальне значення, яке не перевищує 10. Мається на увазі, що будь-яка згадувана в цьому описі верхня числова межа повинна включати всі нижчі числові межі, які вона охоплює, а будь-яка згадувана тут нижня числова межа повинна включати усе вищі числові межі, які вона охоплює. Відповідно, автори заявки залишають за собою право вносити поправки в даний винахід, включаючи формулу винаходу, з метою чіткого визначення будь-якого піддіапазону, що охоплюється діапазонами, явно вираженими тут. Мається на увазі, що усі такі діапазони мають бути явно виражені в цьому описі так, щоб внесення поправок з метою явного вираження усіх таких піддіапазонів задовольняло вимогам першого абзацу § 112 зведення законів США (35 U.S.C. § 112) і § 132(а) зведення законів США (35 U.S.C. § 132(а)). [0025] Слід розуміти, що в даному описі всі іменники, які зустрічаються тут в однині, мають означати "щонайменше один" або "один чи декілька", якщо не вказане інше. Отже, мається на увазі, що згадуваний в однині термін, що стосується певного об'єкту, може стосуватися одного цього об'єкту або декількох таких об'єктів (тобто щонайменше, одного). Наприклад, термін "компонент" означає один або декілька компонентів, а тому можливо, що при втіленні описуваних варіантів мається на увазі, що застосовувати або використовувати можна більше, ніж один такий компонент. [0026] Будь-які патенти, публікації або інший публікований матеріал, на який тут є посилання з вказівкою про включення його в повному об'ємі шляхом посилання, включено сюди в повному об'ємі, якщо не вказане інше, але лише в тій частині включеного матеріалу, яка не вступає в протиріччя з наявними визначеннями, твердженнями або іншим матеріалом, недвозначно представленому в цьому описі даного винаходу. Тому, представлений тут недвозначним чином опис є пріоритетним в необхідних межах по відношенню до будь-якого конфліктного матеріалу, включеного сюди шляхом посилання. Будь-який включений сюди шляхом посилання матеріал або його частина, що вступає в протиріччя з існуючими визначеннями, твердженнями або іншим матеріалом, представленим в явному виді в цьому описі даного винаходу, включається сюди лише в тій частині, яка не призводить до виникнення протиріччя між цим включеним матеріалом і матеріалом даного опису. Автори заявки залишають за собою право вносити поправки в цю публікацію для того, щоб недвозначно визначити будь-які об'єкти або їх частини, включені сюди шляхом посилання. [0027] Дана публікація включає описи різних варіантів втілення винаходу. Слід розуміти, що усі описані тут варіанти втілення представлені як приклади, метою яких є ілюстрація, а не обмеження винаходу. Отже, даний винахід не обмежується описом цих різних варіантів втілення винаходу, представлених як приклади, що мають на меті ілюстрацію, а не обмеження. Об'єм даного винаходу визначається виключно формулою винаходу, в яку можуть бути внесені поправки для вираження будь-яких особливостей, властивих даному винаходу або явно виражених в його описі, або іншим чином підтримуваних цією публікацією в явному виді, або таких, які є її невід'ємною частиною. Отже, усі такі поправки задовольнятимуть вимогам першого абзацу § 112 зведення законів США (35 U.S.C. § 112) і § 132(а) зведення законів США (35 U.S.C. § 132(а)). [0028] Представлені і описані тут різні варіанти втілення винаходу можуть складатися або в цілому складатися з особливостей, аспектів, характеристик і т. п., представлених в різних частинах цього опису, або містити їх. Представлені і описані тут різні варіанти втілення винаходу можуть також містити додаткові або не обов'язкові особливості, аспекти, характеристики і т. п., які є відомими в цій області техніки, або можуть бути іншим чином включені в різні варіанти практичного втілення даного винаходу. [0029] Різні сплави можна охарактеризувати як схильні до утворення тріщин. У таких схильних до утворення тріщин сплавів існує схильність до утворення тріщин в ході операцій обробки. Наприклад, в зливках із схильних до утворення тріщин сплавів можуть утворюватися тріщини в ході виконання операцій гарячого формування, які застосовують для виготовлення готових виробів із зливків сплавів, чутливих до утворення тріщин. Наприклад, зливки із сплавів можна піддавати операції висадки для отримання заготовок з цих сплавів. Інші вироби із сплавів можна отримати із заготовок або зливків із сплавів за допомогою гарячого штампування видавлюванням або інших операцій обробки. Вихід готової продукції у вигляді виробів зі сплаву (наприклад, заготовок зі сплаву), отриманих гарячим формуванням із зливків сплаву, схильного до утворення тріщин, може бути низьким внаслідок частих випадків розтріскування поверхні цих зливків в ході гарячого формування (наприклад, в процесі кування або гарячого штампування видавлюванням). 3 UA 111712 C2 5 10 15 20 25 30 35 40 45 50 55 [0030] Стосовно цього опису термін "гаряче формування" відноситься до операцій прикладення сили до оброблюваної деталі, температура якої перевищує температуру довкілля, при цьому прикладена сила деформує оброблювану деталь. [0031] В процесі виконання операцій гарячого формування, наприклад, кування або гарячого штампування видавлюванням температура зливка зі сплаву, який обробляється в ході цієї операції, може перевищувати температуру штампів, за допомогою яких прикладають силу до поверхонь зливка. Утворений в результаті цього градієнт температури між поверхнями зливка і штампами, що контактують з ними, може сприяти розтріскуванню поверхні зливка в ході гарячого формування, особливо це стосується зливків із сплавів, схильних до утворення тріщин, наприклад, із сплавів і суперсплавів на основі нікелю, заліза, на залізо-нікелевій основі, а також на основі кобальту. [0032] Описані тут варіанти втілення винаходу стосуються способів обробки зливків і способів гарячого формування, які характеризуються зниженням частоти утворення тріщин на поверхні зливків зі сплаву в ході виконання операцій гарячого формування. Описані способи і/або процеси у різних варіантах втілення винаходу можуть включати нанесення шару металевого матеріалу щонайменше, на одну ділянку поверхні зливка зі сплаву. Цей зливок зі сплаву можна піддавати гарячому формуванню шляхом прикладення сили до ділянки поверхні зливка зі сплаву, покритої шаром нанесеного металевого матеріалу. Прикладена сила здатна деформувати цей зливок зі сплаву. [0033] У різних варіантах втілення даного винаходу зливок зі сплаву може містити схильний до утворення тріщин сплав. Наприклад, різні сплави і суперсплави на основі нікелю, на основі заліза, на нікелево-залізній основі, а також на основі кобальту можуть бути схильними до утворення тріщин, особливо в процесі виконання операцій гарячого формування. Зливок може бути утвореним із сплавів і суперсплавів, схильних до утворення тріщин. Зливок зі сплаву, схильного до утворення тріщин, може бути утворений із сплавів або суперсплавів, включаючи, TM TM але не обмежуючись, сплави Alloy 718, Alloy 720, Rene 41 , Rene 88 , Waspalloy® і Inconel® 100. Описані тут способи, процеси і системи можна в цілому застосовувати для будь-якого сплаву, що характеризується відносно низькою ковкістю при температурах гарячого формування. Стосовно цього опису термін "сплав" включає традиційні сплави і суперсплави, при цьому суперсплави мають підвищену стабільність поверхні, стійкість до корозії і окислення, високу міцність і високий опір повзучості при високих температурах. [0034] Зливок зі сплаву може бути отримано за допомогою операції лиття у форму або порошкової металургії. Наприклад, в різних варіантах втілення винаходу зливок зі сплаву може бути отримано шляхом виконання операції ВІП з наступною операцією ВДП (операції ВІП-ВДП). У різних варіантах втілення винаходу зливок зі сплаву може бути сформовано в процесі потрійної плавки, в якому між операціями ВІП і ВДП виконується операція ЕШП (операція ВІПЕШП-ВДП). У інших варіантах втілення винаходу зливок зі сплаву може бути отримано за допомогою операції порошкової металургії, яка включає розпилення розплавленого сплаву, а також збір і пресування отриманого металевого порошку в зливок. [0035] У різних варіантах втілення винаходу зливок зі сплаву може бути отримано за допомогою операції штампування розпилу. Наприклад, операцію ВІП можна застосовувати для отримання базової композиції сплаву з початкової сировини. Після виконання операції ВІП не обов'язково може виконуватися операція ЕШП. Розплавлений сплав можна вибрати з розплавозбірника і здійснити його розпилення для утворення крапельок розплаву. Вибирати розплавлений сплав з розплавозбірника можна, наприклад, за допомогою індуктора ефекту холодної стінки (CIG). Нанесення крапельок розплавленого сплаву може здійснюватися за допомогою операції штампування розпилу, в результаті якої утворюється затверділий зливок. [0036] Після виконання формування початкового зливка, але до нанесення шару металевого матеріалу на зливок і подальшої гарячої обробки зливка зливок зі сплаву можна піддати операціям теплової обробки і/або зачистки поверхні. Наприклад, в різних варіантах втілення винаходу зливок зі сплаву можна піддавати дії високих температур з метою гомогенізації композиції сплаву і мікроструктури зливка. Ці високі температури можуть знаходитися в діапазоні вище за температуру перекристалізації цього сплаву, але нижче за температуру плавлення цього сплаву. [0037] Операцію зачистки поверхні зливка зі сплаву можна виконувати, наприклад, шляхом шліфування поверхні або зняття верхнього шару поверхні зливка. Зливок зі сплаву можна піддати операції піскоструминного або наждачного шліфування і/або полірування. Операції зачистки поверхні можна виконувати до і/або після виконання будь-яких не обовязкових етапів теплової обробки, наприклад, гомогенізації при високих температурах. 4 UA 111712 C2 5 10 15 20 25 30 35 40 45 50 55 60 [0038] У різних варіантах втілення винаходу шар металевого матеріалу можна наносити щонайменше на ділянку поверхні зливка зі сплаву, забезпечуючи металургійне з'єднання цього металевого матеріалу з поверхнею зливка. Наприклад, шар металевого матеріалу можна нанести на поверхню зливка у вигляді покриття наплавленням шляхом зварювання. Металургійне з'єднання наплавленого зварюванням шару щонайменше з ділянкою поверхні зливка зі сплаву можна забезпечити низкою операцій наплавлення зварюванням, включаючи (але, не обмежуючись) зварювання плавким електродом в атмосфері інертного газу (MIG), зварювання вольфрамовим електродом в атмосфері інертного газу (TIG), плазмове зварювання, зварювання під флюсом і електронно-променеве зварювання. [0039] Вказаний шар металевого матеріалу може містити металевий матеріал, що має вищу ковкість і/або пластичність при конкретній температурі процесу обробки, ніж сплав зливка, на який він нанесений. Цей металевий матеріал може містити металевий матеріал, що має вищу пластичність і/або нижчу твердість при температурі обробки, ніж сплав зливка, на який його нанесено. У різних варіантах втілення винаходу цей шар металевого матеріалу ізолює розташовану під ним поверхню зливка від поверхонь штампів, що контактують з ним, тим самим запобігаючи охолодженню розташованої під ним поверхні зливка до температури крихкості, при якій розтріскування поверхні в процесі гарячої обробки відбувається частіше. [0040] Вказаний шар металевого матеріалу може містити стійкий до окислення металевий матеріал. У різних варіантах втілення винаходу цей шар металевого матеріалу не окислюється в умовах гарячого формування або в інших умовах. Цей шар металевого матеріалу може містити металевий матеріал, що має підвищену жорсткість (наприклад, відносно низький модуль пружності). У різних варіантах втілення винаходу цей шар металевого матеріалу практично не тоншає в процесі гарячого формування (наприклад, коли сила, прикладена з боку одного або декількох штампів, змушує тоншати металевий матеріал зниженої жорсткості, нанесений на поверхню зливка). [0041] У різних варіантах втілення винаходу вказаний металевий матеріал і сплав зливка, на який він нанесений, можуть містити той самий базовий метал. Наприклад, якщо сплав зливка TM містить сплав або суперсплав на основі нікелю (наприклад, сплави Alloy 720, Rene 88 , або сплав Waspalloy®), то металевий матеріал нанесеного шару може також містити сплав на основі нікелю, наприклад, сплав для зварювання на основі нікелю (наприклад, сплав Technalloy TM 606 (що поставляється компанією Technalloy Company/Central Wire)). [0042] Можна наносити шар металевого матеріалу такої товщини, якої буде достатньо для того, щоб ізолювати покриту ним поверхню зливка від поверхонь контактуючих штампів, тим самим запобігаючи охолодженню поверхні зливка до температури, при якій зросте схильність цієї поверхні зливка до утворення тріщин в процесі гарячої обробки. В цьому відношенні можна вважати, що вищі значення температури гарячого формування можуть в цілому корелюватися з вищими значеннями товщини шару металевого матеріалу. У різних варіантах втілення винаходу товщина шару металевого матеріалу, нанесеного щонайменше на ділянку поверхні зливка зі сплаву, може складати від 0,64 см до 1,27 см [0043] Діапазон температур, при яких може ефективно здійснюватися гаряче формування зливків, базується на температурі, при якій в сплаві починають утворюватися тріщини. При однаковій стартовій температурі виконання операції гарячого формування діапазон температур ефективного гарячого формування для деяких сплавів може бути ширшим, ніж для інших сплавів, що обумовлено відмінністю температур, при яких починають утворюватися тріщини в сплаві. Для сплавів з відносно вузьким діапазоном температур гарячого формування (тобто, з малою різницею між стартовою температурою і температурою, при якій починають з'являтися тріщини) може знадобитись наносити шар металевого матеріалу більшої товщини з метою запобігання охолодженню зливка, що лежить під ним, до діапазону температур крихкості, при яких починають утворюватися тріщини. Аналогічно, для сплавів з відносно широким діапазоном температур гарячого формування відносно менша товщина нанесеного шару металевого матеріалу може бути здатною запобігати охолодженню покритого ним зливка до діапазону температур крихкості, при яких починають утворюватися тріщини. [0044] У різних варіантах втілення винаходу вказаний металевий матеріал можна наносити щонайменше на один край зливка зі сплаву. На Фігурах 1A і 1B показаний видовжений зливок 10 зі сплаву, що має протилежні торці 13a і 13b. На ці торці 13a і 13b зливка 10 зі сплаву наносяться шари металевого матеріалу 15a і 15b. Хоча на Фігурах 1A і 1B показані шари металевого матеріалу на обох торцях 13a і 13b зливка 10 зі сплаву, проте, в різних варіантах втілення винаходу шар металевого матеріалу може наноситися лише на один торець видовженого зливка зі сплаву, а на інший протилежний торець зливка шар металевого матеріалу може не наноситися. Хоча на Фігурах 1A і 1B показані шари металевого матеріалу, 5 UA 111712 C2 5 10 15 20 25 30 35 40 45 50 55 60 що повністю покривають торці зливка 10 зі сплаву, проте, в різних варіантах втілення винаходу шар металевого матеріалу може наноситися лише на частину або ділянку однієї або обох торцевих поверхонь видовженого зливка зі сплаву. У різних варіантах втілення винаходу металевий матеріал може мати вищу пластичність, ніж сплав зливка. [0045] Шар металевого матеріалу можна наносити щонайменше на одну ділянку бічної поверхні циліндричного зливка зі сплаву. На Фігурі 2 показаний зливок 20 зі сплаву, що має розташовані один навпроти одного торці 23a і 23b і бічну поверхню 27 (позначену пунктирною лінією). Шар металевого матеріалу 25 нанесено на бічну поверхню 27 зливка 20 зі сплаву. Хоча на Фігурі 2 показаний шар металевого матеріалу, що повністю покриває бічну поверхню 27, проте, в різних варіантах втілення винаходу шар металевого матеріалу може бути нанесено лише на певну ділянку або область бічної поверхні циліндричного зливка зі сплаву. [0046] На Фігурах 3A і 3B показаний зливок 30 зі сплаву, що має розташовані один навпроти одного торці 33a і 33b і бічну поверхню 37 (позначену пунктирною лінією). Шар металевого матеріалу 35 нанесено на бічну поверхню 37 і на торці 33a і 33b зливка 30 зі сплаву. Таким чином, зливок 30 зі сплаву повністю покрито нанесеним на нього шаром 35 металевого матеріалу. Поверхні зливка, накриті покриттям, показані пунктирними лініями на Фігурах 3A і 3B. Хоча на Фігурах 3A і 3B показані шари металевого матеріалу, що повністю покривають торці і бічну поверхню зливка 30, проте, в різних варіантах втілення винаходу шар металевого матеріалу можна також наносити лише на деякі ділянки або області на одному або обох протилежних один до одного торцях і/або на бічній поверхні видовженого циліндричного зливка зі сплаву. [0047] У різних варіантах втілення винаходу вказаний металевий матеріал можна наносити у вигляді покриття наплавленням за допомогою зварювання щонайменше на одну ділянку поверхні зливка зі сплаву шляхом обертання зливка зі сплаву навколо його поздовжньої осі і нанесення металевого матеріалу у вигляді покриття наплавленням за допомогою зварювання на першу ділянку бічної поверхні зливка, що обертається. Цей шар металевого матеріалу можна наносити за допомогою щонайменше одного нерухомого зварювального пальника. Зварювальний пальник може здійснювати нанесення металевого матеріалу на поверхню зливка у міру обертання зливка і проходження його поверхні під пальником. За такого способу роботи на першу ділянку бічної поверхні циліндричного зливка в ході здійснення зливком щонайменше одного оберту можна нанести кільцеподібний шар металевого матеріалу. [0048] Після того, як зливок виконає щонайменше один оберт, і на ділянку бічної поверхні цього зливка буде нанесено кільцеподібний шар металевого матеріалу, щонайменше один зварювальний пальник можна встановити в наступне положення поряд з нанесеним кільцеподібним шаром металевого матеріалу. Це встановлення в наступне положення можна виконати шляхом переміщення щонайменше одного зварювального пальника по відношенню до зливка і/або шляхом переміщення зливка по відношенню до цього щонайменше одного пальника. Потім встановлений в наступне положення зварювальний пальник може виконати нанесення додаткового металевого матеріалу у вигляді покриття зварювальним наплавленням на другу або наступну ділянку бічної поверхні зливка, що обертається. Таким способом другий або наступний кільцеподібний шар металевого матеріалу можна нанести впритул до нанесених раніше шарів металевого матеріалу. У різних варіантах втілення винаходу кільцеподібні шари металевого матеріалу можна послідовно наносити впритул один до одного так, щоб вони з'єднувались один з одним і спільно формували безперервний шар, що покриває щонайменше певну ділянку бічної поверхні циліндричного зливка. [0049] Переміщення щонайменше одного зварювального пальника в наступне положення і нанесення кільцеподібного шару металевого матеріалу можна повторювати послідовно доти, поки практично уся бічна поверхня зливка зі сплаву не буде покрита безперервним шаром металевого матеріалу. У різних варіантах втілення даного винаходу параметри виконання зварювальної операції і встановлення зварювального пальника і зливка в потрібне положення можуть бути заздалегідь задані і/або ними можна активно керувати з метою формування однорідного шару металевого матеріалу, що покриває щонайменше певну ділянку поверхні зливка зі сплаву. [0050] Фігури 4A-4D спільно ілюструють варіант нанесення металевого матеріалу у вигляді покриття зварювальним наплавленням щонайменше на частину поверхні зливка зі сплаву. Зливок 100 зі сплаву обертається навколо поздовжньої осі 101, як показано стрілкою 102. Зварювальні пальники 110 залишаються нерухомими і здійснюють наплавлення металевого матеріалу 150 на бічну поверхню 170 зливка 100 у міру обертання зливка 100 навколо його поздовжньої осі 101. Металевий матеріал 150 може бути більш ковким і/або пластичним, ніж сплав зливка 100 при тій температурі, при якій виконуються операції обробки зливка 100. 6 UA 111712 C2 5 10 15 20 25 30 35 40 45 50 55 60 Зварювальні пальники 110 здійснюють наплавлення металевого матеріалу 150 на перші ділянки 171 бічної поверхні 170 зливка 100 у міру того, як бічна поверхня 170 проходить під зварювальними пальниками 110. Зварювальні пальники 110 залишаються нерухомими доти, поки зливок 100 не зробить щонайменше один оберт, і кільцеподібні шари металевого матеріалу 150 не будуть нанесені на перші ділянки 171 бічної поверхні 170 зливка 100 (Фігура 4С). [0051] Як показано на Фігурі 4С, після нанесення кільцеподібних шарів металевого матеріалу 150 на перші ділянки 171 бічної поверхні 170 зливка 100 в результаті виконання зливком 100 щонайменше одного оберту, здійснюється перевстановлення зварювальних пальників 110 в наступне положення шляхом переміщення цих пальників на деяку відстань в напрямі, паралельному поздовжній осі 101 зливка 100, як показано стрілками 112 на Фігурі 4С. Це перевстановлення зварювальних пальників 110 виконується так, щоб зварювальні пальники 110 розташовувалися впритул до перших ділянок 171, а, отже, розташовувалися впритул до вже нанесених кільцеподібних шарів металевого матеріалу 150 (Фігура 4D). Хоча на Фігурі 4С показано переміщення зварювальних пальників 110 в наступне положення шляхом переміщення цих зварювальних пальників 110 паралельно поздовжній осі 101, проте, положення зварювальних пальників 110 по відношенню до зливка 100 також можна змінити шляхом переміщення зливка 100 паралельно поздовжній осі 101. [0052] Як показано на Фігурі 4D, перевстановлені в наступне положення зварювальні пальники 110 виконують нанесення додаткового металевого матеріалу 150' у вигляді покриття зварювальним наплавленням на другі ділянки 172 бічної поверхні 170 зливка 100 у міру обертання зливка 100 навколо поздовжньої осі 101. У такий спосіб другі кільцеподібні шари металевого матеріалу 150' наносять впритул до перших кільцеподібних шарів металевого матеріалу 150. Перевстановлення зварювальних пальників 110 і зливка 100 в нове положення по відношенню один до одного, а також нанесення кільцеподібних шарів металевого матеріалу можна послідовно повторювати доти, поки бічна поверхня 170 зливка 100 зі сплаву не буде практично покрита металевим матеріалом, як показано, наприклад, на Фігурі 2. [0053] У різних варіантах втілення винаходу шар металевого матеріалу можна наносити у вигляді покриття зварним наплавленням щонайменше на одну ділянку поверхні зливка шляхом переміщення щонайменше одного зварювального пальника уздовж першої ділянки бічної поверхні циліндричного зливка у напрямі поздовжньої осі зливка. Щонайменше один зварювальний пальник можна переміщувати уздовж першої ділянки бічної поверхні циліндричного зливка у напрямі поздовжньої осі зливка, при цьому циліндричний зливок залишається нерухомим. У альтернативному варіанті щонайменше один зварювальний пальник може залишатися зафіксованим в нерухомому положенні в той час, як циліндричний зливок переміщується у напрямі поздовжньої осі зливка, і перша ділянка бічної поверхні циліндричного зливка проходить під щонайменше одним зварювальним пальником. Щонайменше один зварювальний пальник може здійснювати нанесення металевого матеріалу на першу ділянку бічної поверхні зливка паралельно поздовжній осі зливка. У такий спосіб шар металевого матеріалу можна нанести на бічну поверхню зливка, в цілому паралельно поздовжній осі зливка. [0054] Після нанесення шару металевого матеріалу на бічну поверхню зливка паралельно поздовжній осі зливка циліндричний зливок можна перевстановити в наступне положення так, щоб відвести нанесений шар металевого матеріалу (і відповідну ділянку бічної поверхні) від щонайменше одного зварювального пальника і підвести другу або наступну ділянку бічної поверхні до щонайменше одного зварювального пальника. Після того, як циліндричний зливок буде перевстановлено таким чином в наступне положення, можна виконати нанесення додаткового металевого матеріалу у вигляді покриття наплавленням на циліндричну поверхню зливка шляхом переміщення щонайменше одного зварювального пальника в напрямі, паралельному поздовжній осі зливка уздовж другої або наступної ділянки бічної поверхні зливка. [0055] Щонайменше один зварювальний пальник можна пересувати уздовж другої або наступної ділянки бічної поверхні циліндричного зливка в напрямі, паралельному поздовжній осі зливка, в той час, як циліндричний зливок зафіксовано в нерухомому положенні. У альтернативному варіанті щонайменше один зварювальний пальник може утримуватися в нерухомому положенні в той час, як циліндричний зливок переміщається паралельно поздовжній осі зливка, і друга або наступна ділянка бічної поверхні циліндричного зливка проходить під, щонайменше одним зварювальним пальником. Щонайменше один зварювальний пальник може здійснювати нанесення металевого матеріалу на другу або наступну ділянку бічної поверхні зливка. У такий спосіб додатковий аксіальний шар металевого матеріалу можна 7 UA 111712 C2 5 10 15 20 25 30 35 40 45 50 55 60 нанести на бічну поверхню зливка, в цілому паралельно поздовжній осі зливка і так, щоб він розташовувався впритул і з'єднувався з нанесеним раніше шаром металевого матеріалу, який також було нанесено в цілому паралельно поздовжній осі зливка. У різних варіантах втілення винаходу можна змінювати як положення щонайменше одного зварювального пальника, так і положення зливка таким чином, щоб змінилося положення, щонайменше одного зварювального пальника по відношенню до бічної поверхні зливка. [0056] Зміну положення циліндричного зливка і щонайменше одного зварювального пальника по відношенню один до одного і нанесення шарів металевого матеріалу на бічну поверхню зливка в напрямах, паралельних поздовжній осі зливка, можна послідовно повторювати доти, поки бічну поверхню зливка зі сплаву не буде практично покрито металевим матеріалом. У різних варіантах втілення винаходу параметри виконання зварювальної операції і встановлення зварювального пальника і зливка в потрібне положення можуть бути заздалегідь задані і/або ними можна активно управляти з метою формування однорідного шару металевого матеріалу, що покриває щонайменше певну ділянку поверхні зливка зі сплаву. [0057] Фігури 5A-5D спільно ілюструють варіант нанесення металевого матеріалу у вигляді покриття наплавленням за допомогою зварювання щонайменше на ділянку поверхні зливка зі сплаву. Як показано на Фігурі 5А, зливок 200 зі сплаву має поздовжню вісь 201 і бічну поверхню 270. Показаний шар металевого матеріалу 250, нанесений на ділянку 271 бічної поверхні 250 зливка 200, розташовану паралельно поздовжній осі 201. Зварювальні пальники 210 наносять додатковий металевий матеріал у вигляді ділянок 250' покриттів зварним наплавленням на ділянці 272 бічної поверхні 270 у міру просування зварювальних пальників 210 уздовж ділянки 272 в напрямі, паралельному поздовжній осі 210, як показано стрілками 212. Зварювальні пальники 201 просуваються так, як показано стрілками 212 доти, поки шар металевого матеріалу 250 не буде нанесено практично по усій довжині зливка 200 на ділянці 272 бічної поверхні 270 (Фігура 5С). [0058] Як показано на Фігурах 5С і 5D, після нанесення шару металевого матеріалу 250 на ділянку 272 здійснюється перевстановлення зливка 200 в наступне положення так, щоб відвести шар металевого матеріалу 250 (і ділянку 272) від зварювальних пальників 210, а ділянку 273 бічної поверхні 270 підвести до зварювальних пальників 210. Переміщення зливка 200 в нове положення здійснюється шляхом повороту зливка 200 на заданий кут, позначений на Фігурах 5A-5D грецькою літерою тета (θ). [0059] Як показано на Фігурі 5D, після того, як зливок 200 буде встановлено в нове положення, на ділянку 273 циліндричної поверхні 270 зливка 200 наноситься наступний шар металевого матеріалу у вигляді покриття 250'', отриманого наплавленням, що здійснюється шляхом просування зварювальних пальників 210 уздовж ділянки 273 бічної поверхні 270 циліндричного зливка 200 в напрямі, паралельному поздовжній осі 201, як показано стрілками 212. У такий спосіб додаткові шари металевого матеріалу 250 наносяться впритул один до одного, з'єднуючись один з одним, навколо бічної поверхні 270 зливка 200. Перший шар металевого матеріалу було нанесено на ділянку 271 бічної поверхні 270. Потім зливок 200 зі сплаву здійснив поворот на заданий кут повороту θ1. На ділянку 272 бічної поверхні 270 нанесли другий шар металевого матеріалу. Потім зливок зі сплаву здійснив поворот на заданий кут повороту θ2. Третій шар показано нанесеним на ділянку 273 бічної поверхні 270 на Фігурі 4D в напрямі, паралельному поздовжній осі 201. Перестановку зливка 200 в нове положення, переміщення зварювальних пальників 210 і нанесення шарів металевого матеріалу можна послідовно повторювати доти, поки бічна поверхня 270 зливка 200 зі сплаву не буде практично покрита металевим матеріалом, як показано, наприклад, на Фігурі 2. [0060] На Фігурах 5A-5D показані зварювальні пальники 210, які переміщаються уздовж ділянок (271, 272, 273) бічної поверхні 270 зливка 200 в напрямі, паралельному поздовжній осі 201, показаному стрілками 212, при цьому зливок 200 зафіксовано в нерухомому положенні. У альтернативному варіанті зварювальні пальники 210 можуть бути зафіксовані в нерухомому положенні, а зливок 200 може переміщуватися у напрямі поздовжньої осі 201 так, щоб ділянки (271, 272, 273) бічної поверхні 270 зливка 200 проходили під нерухомими зварювальними пальниками 210. Зварювальні пальники 210 можуть виконувати нанесення шарів металевого матеріалу 250 на ділянки (271, 272, 273) бічної поверхні 270 зливка 200. У такий спосіб додаткові шари металевого матеріалу можна наносити на бічну поверхню 270 зливка 200 в цілому паралельно поздовжній осі 201 зливка 200 і впритул один до одного доти, поки зливок 200 не буде практично покритий металевим матеріалом, як показано, наприклад, на Фігурі 2. [0061] У різних варіантах втілення винаходу шар металевого матеріалу можна наносити у вигляді покриття наплавленням на поверхню зливка шляхом обертання зливка навколо поздовжньої осі зливка і нанесення металевого матеріалу у вигляді покриття наплавленням на 8 UA 111712 C2 5 10 15 20 25 30 35 40 45 50 55 60 бічну поверхню зливка, що обертається. Шар металевого матеріалу можна наносити з допомогою щонайменше одного рухомого зварювального пальника. Щонайменше один зварювальний пальник може переміщуватися паралельно поздовжній осі зливка і здійснювати нанесення металевого матеріалу на поверхню зливка у міру обертання зливка. У такий спосіб шар металевого матеріалу на бічну поверхню циліндричного зливка можна наносити по спіралі у міру обертання зливка і переміщення щонайменше одного зварювального пальника. [0062] На Фігурі 6А показано нанесення металевого матеріалу увигляді покриття наплавленням за допомогою зварювання щонайменше на ділянку поверхні зливка зі сплаву. Показано, що зливок 300 має поздовжню вісь 301 і бічну поверхню 370. Показано, що шар металевого матеріалу 350 наноситься по спіралі на бічну поверхню 370 зливка 300. Зварювальний пальник 310 наносить шар металевого матеріалу 350 на бічну поверхню 370 у міру просування цього зварювального пальника 310 паралельно поздовжній осі 301, як показано стрілкою 312, в той час, як зливок 300 обертається навколо поздовжньої осі 301, як показано стрілкою 302. Зварювальний пальник 310 просувається так, як показано стрілкою 312, а зливок 300 обертається так, як показано стрілкою 302 доти, поки шар металевого матеріалу 350 не буде нанесено практично на усю бічну поверхню 370 (Фігура 6B). [0063] Зливок зі сплаву з нанесеним щонайменше на ділянку його поверхні шаром металевого матеріалу можна піддавати операції гарячого формування шляхом прикладення сили до цього зливка зі сплаву. Силу до зливка зі сплаву можна прикласти щонайменше на одній ділянці щонайменше однієї поверхні зливка зі сплаву, який має щонайменше одну ділянку, на яку нанесено шар металевого матеріалу. У такому випадку силу можна прикладати до зливка шляхом прикладення цієї сили до шару металевого матеріалу, нанесеного на цей зливок. У різних варіантах втілення винаходу операція гарячого формування може включати операцію кування і/або операцію гарячого штампування видавлюванням. Наприклад, зливок зі сплаву, щонайменше на ділянку поверхні якого нанесений шар металевого матеріалу, можна піддавати таким ковальсько-пресовим операціям, як висадка і/або протягання. [0064] Операція висадки-протягання може включати одну або декілька послідовностей операції висадки, а також одну або декілька послідовностей операції протягання. В процесі виконання висадки торцеві поверхні зливка можуть контактувати з ковальськими штампами, які прикладають до зливка силу, що стискає зливок по довжині і збільшує поперечний переріз зливка. В ході виконання протягання бічні поверхні (наприклад, бічна поверхня циліндричного зливка) можуть контактувати з ковальськими штампами, які прикладають до зливка силу, що стискає поперечний переріз зливка і збільшує довжину зливка. [0065] На Фігурах 7А і 7С показано процес висадки. Кувальні штампи 480/480' прикладають силу до протилежних торців зливка 400/400'. Ця сила прикладається в цілому паралельно поздовжній осі 401/401' зливка 400/400 ', як показано стрілками 485/485'. На Фігурі 7А показаний зливок 400, що не має шару металевого матеріалу, нанесеного на протилежні торці цього зливка 400. На Фігурі 7С показаний зливок 400', який містить шари металевого матеріалу 450, нанесені на протилежні торці зливка 400'. Ці торці зливка 400 контактують з кувальними штампами 480 (Фігура 7А). Шари металевого матеріалу 450 контактують з кувальними штампами 480' (Фігура 7С). [0066] На Фігурах 7B і 7D показана поверхня кожного із зливків 400 і 400', що контактує з штампами, після виконання висадки, показаної, відповідно, на Фігурах 7А і 7С. Як видно на Фігурі 7B, на поверхні490 зливка 400, яка контактує з штампами, є поверхневі тріщини. Як видно на Фігурі 7D, на поверхні 490' зливка 400' з шаром 450 металевого матеріалу, яка контактує з штампами, поверхневих тріщин немає. Нанесений шар металевого матеріалу 450 знижує частоту появи поверхневих тріщин в зливку зі сплаву в процесі кування в порівнянні з появою поверхневих тріщин в процесі кування ідентичного зливка зі сплаву, який не має такого шару металевого матеріалу. [0067] На Фігурах 8А і 8С показано виконання процесу протягання. Кувальні штампи 580/580' прикладають силу до зливка 500/500'. Ця сила прикладається в цілому перпендикулярно поздовжній осі 501/501' зливка 500/500', як показано стрілками 585/585'. Кувальні штампи 580/580' прикладають силу до зливка 500/500' в цілому по усій довжині зливка 500/500' за рахунок просування в цілому паралельно поздовжній осі 501/501' зливка 500/500', як показано стрілками 587/587'. На Фігурі 8А показаний зливок 500, що не має шару металевого матеріалу. На Фігурі 8С показаний зливок 500', який містить шар металевого матеріалу 550, нанесений на бічну поверхню цього зливка 500'. Бічна поверхня зливка 500 контактує з кувальними штампами 580 (Фігура 8А). Шар металевого матеріалу 550 контактує з кувальними штампами 580' (Фігура 8С). 9 UA 111712 C2 5 10 15 20 25 30 35 40 45 50 55 [0068] На Фігурах 8B і 8D показані поверхні зливків, що контактують з штампами, 500 і 500' після виконання протягання, показаного, відповідно, на Фігурах 8А і 8С. Як видно на Фігурі 8B, на поверхні 590 зливка 500, яка контактує з штампами, є поверхневі тріщини. Як видно на Фігурі 8D, наповерхні 590' зливка 500' з шаром 550 металевого матеріалу, яка контактує з штампами, поверхневих тріщин немає. Нанесений шар металевого матеріалу 550 знижує частоту появи поверхневих тріщин в зливку зі сплаву в процесі кування в порівнянні з появою в процесі кування тріщин в ідентичному зливку зі сплаву, який не має такого шару металевого матеріалу. [0069] У різних варіантах втілення винаходу зливок, що має шар металевого матеріалу, нанесений щонайменше на ділянку поверхні цього шару, може бути піддано одній або декільком ковальсько-пресовим операціям висадки-протягання. Наприклад, в ході потрійної операції висадки-протягання зливок може спочатку піддаватися висадці, а потім – протяганню. Послідовність процесів висадки і протягання можна повторювати ще двічі, результатом чого є по три послідовно виконувані операції висадки і протягання. На одній або декількох поверхнях зливка, які контактують з штампами, може міститися шар металевого матеріалу, нанесений на поверхні зливка, які контактують з штампом, перш, ніж цей зливок піддали операції ковальськопресової обробки. [0070] У різних варіантах втілення винаходу зливок, що має шар металевого матеріалу, нанесений щонайменше на ділянку поверхні цього шару, може бути піддано одній або декільком операціям гарячого штампування видавлюванням. Наприклад, в процесі гарячого штампування видавлюванням циліндричний зливок може продавлюватися через круглу фільєру, внаслідок чого зменшується діаметр зливка, і збільшується довжина цього зливка. На одній або декількох поверхнях зливка, які контактують з штампами, може міститися шар металевого матеріалу, нанесений на ці поверхні зливка, які контактують з штампом, перш, ніж цей зливок піддали операції гарячого штампування видавлюванням. [0071] У різних варіантах втілення винаходу описані тут способи і процеси можуть застосовуватися для виробництва кованих заготовок із зливка, отриманого шляхом лиття, пресування або штампування розпилу. Перетворення зливка на заготовку або інший виріб в результаті кування або гарячого штампування видавлюванням може зробити структуру зерна цього виробу дрібнішою, ніж у початкового зливка. Описані тут способи і процеси можуть підвищити вихід готових виробів (наприклад, заготовок) в операціях кування або гарячого штампування видавлюванням, завдяки тому, що нанесений шар металевого матеріалу може зменшити частоту появи тріщин на поверхні зливка в ході операцій кування і/або гарячого штампування видавлюванням. Наприклад, було помічено, що шар металевого матеріалу з більшою ковкістю, нанесений щонайменше на ділянку поверхні зливка зі сплаву з меншою ковкістю, здатен легше витримувати механічну напругу, яка створюється штампами. Крім того, було помічено, що шар металевого матеріалу, нанесений щонайменше на ділянку поверхні зливка зі сплаву, також здатен легше витримувати перепад температур між кувальними штампами і зливком в процесі гарячої обробки. Таким чином, було помічено, що нанесений шар металевого матеріалу може демонструвати відсутність або незначну кількість поверхневих тріщин в ньому, в той же час перешкоджаючи появі поверхневих тріщин в зливку, що знаходиться під ним, в ході обробки цього зливка. [0072] У різних варіантах втілення винаходу після гарячого формування щонайменше частину нанесеного шару металевого матеріалу може бути знято з виробу, отриманого із зливка в процесі його гарячого формування. Наприклад, для зняття щонайменше частини цього шару металевого матеріалу можуть застосовуватися операції шліфування, полірування і/або токарної обробки. У різних варіантах втілення винаходу щонайменше частину нанесеного шару металевого матеріалу можна знімати з заготовки, отриманої із зливка в результаті його обробки, шляхом зняття шару (токарної обробки) і/або шліфування цієї заготівлі. [0073] У різних варіантах втілення винаходу зливки з нанесеним шаром металевого матеріалу можна піддавати гарячому формуванню з метою отримання продуктів, які можна використовувати для виробництва різних виробів. Наприклад, описані тут способи можна застосовувати для отримання заготовок із сплавів або суперсплавів на основі нікелю, на основі заліза, на нікелево-залізній основі або на основі кобальту. Заготовки або інші продукти, виготовлені із зливків в результаті гарячого формування, можуть застосовуватися для виготовлення виробів, включаючи (але не обмежуючись цим) компоненти турбін, наприклад, такі, як диски і кільця для турбореактивних двигунів і різних наземних турбін. Інші вироби, виготовлені із зливків, оброблених відповідно до різних описаних тут варіантів втілення винаходу, можуть включати (не обмежуючись) клапани, компоненти для двигунів, вали і кріпильні деталі. 10 UA 111712 C2 5 10 15 20 25 30 35 40 45 50 55 60 [0074] Описані тут варіанти втілення винаходу також стосуються системи обробки зливків, а також пристроїв, призначених для обробки зливків. Система і пристрої для обробки зливків можуть включати пристрій для позиціонування зливка і зварювальний апарат. Пристрій для позиціонування зливка може включати пристрій обертання зливка, конфігурація якого дозволяє обертати зливок навколо поздовжньої осі цього зливка. Конфігурація зварювального апарату може дозволяти наносити шар металевого матеріалу у вигляді покриття наплавленням щонайменше на ділянку поверхні зливка. [0075] У різних варіантах втілення винаходу пристрій для обертання зливка може містити токарний верстат, конфігурація якого дозволяє обертати зливок навколо поздовжньої осі зливка. Пристрій обертання зливка може обертати зливок безперервно в процесі виконання одного або декількох обертів, або ж пристрій обертання може в переривчастому режимі виконувати послідовні ступінчасті повороти зливка на задані кути повороту в залежності, наприклад, від конфігурації зварювального апарату. [0076] Зварювальний апарат може містити щонайменше один зварювальний пальник, наприклад, такий, як пальник для зварювання MIG. Щонайменше один зварювальний пальник може мати таку конфігурацію, яка дозволяє наносити шар металевого матеріалу у вигляді покриття наплавленням щонайменше на ділянку поверхні зливка. Щонайменше один зварювальний пальник може мати таку конфігурацію, яка дозволяє наносити шар металевого матеріалу у вигляді покриття наплавленням щонайменше на ділянку торцевої поверхні зливка. Щонайменше один зварювальний пальник може мати таку конфігурацію, яка дозволяє наносити шар металевого матеріалу у вигляді покриття наплавленням, отриманого за допомогою зварювання, щонайменше на ділянку бічної поверхні циліндричного зливка. Щонайменше один зварювальний пальник може мати таку конфігурацію, яка дозволяє наносити шар металевого матеріалу на верхню частину бічної поверхні циліндричного зливка. При такому способі роботи дію гравітації на валик металу, що наплавляється, може бути зменшено або усунено. [0077] У різних варіантах втілення винаходу щонайменше один зварювальний пальник може бути пальником для зварювання MIG. Щонайменше один зварювальний пальник може мати механізм подачі зварювального дроту. Щонайменше один зварювальний пальник може розташовуватися на заданій відстані від поверхні зливка. Щонайменше один зварювальний пальник може мати конфігурацію, яка забезпечує подачу зварювального дроту із заданою швидкістю, задану величину напруги на дроті і/або задане значення швидкості продування інертного газу. Відстань між пальником і поверхнею зливка, швидкість подачі дроту, напруга, швидкість продування інертного газу і/або різноманітні інші параметри зварювальної операції можуть бути заздалегідь заданими так, щоб металевий матеріал наплавлявся однорідним шаром на зливок. Значення різноманітних інших параметрів зварювальної операції можуть залежати від конкретного типу вживаної зварювальної операції (наприклад, зварювання MIG, зварювання TIG і т. д.). У різних варіантах втілення винаходу підведення теплоти (наприклад, значення енергії на одиницю довжини) в конкретній зварювальній операції може підтримуватися практично рівномірно по усій поверхні зливка, на яку наноситься наплавленням металевий матеріал. Такий спосіб дозволяє зменшити або усунути можливість появи викликаних зварюванням тріщин на поверхні зливка, на який наноситься покриття, а якість металургійного зв'язку між поверхнею зливка і шаром, що наплавляється, може бути підвищена. У різних варіантах втілення винаходу підведення теплоти до зливка в ході виконання зварювальної операції може бути мінімізоване. [0078] Зварювальний апарат може містити один зварювальний пальник, комплект з лінійно розташованих двох або більшого числа зварювальних пальників, або комплект з трьох або більшого числа зварювальних пальників з двовимірним або тривимірним розташуванням. Наприклад, на Фігурах 4A-4D, 5A-5D показаний комплект з трьох зварювальних пальників з лінійним розташуванням. На Фігурі 6A показаний один зварювальний пальник. Число і конфігурація зварювальних пальників, що входять до складу зварювального апарату, може варіюватися залежно від конкретного варіанту втілення описаних способів, систем і пристроїв обробки зливків. [0079] У різних варіантах втілення винаходу система обробки зливка може містити систему керування. Ця система керування може мати конфігурацію, що дозволяє переміщувати і встановлювати в потрібне положення зварювальний апарат у взаємодії з пристроєм позиціонування зливка для рівномірного нанесення шару металевого матеріалу щонайменше на ділянку поверхні зливка. Система керування може контролювати відстань між пальником і поверхнею, параметри зварювальної операції, переміщення і встановлення щонайменше одного зварювального пальника в потрібне положення по відношенню до поверхні зливка і/або переміщення і позиціонування зливка. Наприклад, система керування може мати конфігурацію, 11 UA 111712 C2 5 10 15 20 25 30 35 40 45 50 55 60 що дозволяє переміщувати щонайменше один зварювальний пальник в цілому лінійно і паралельно поздовжній осі зливка, уздовж ділянки бічної поверхні зливка, паралельної поздовжній осі. Система керування може також мати конфігурацію, що дозволяє встановлювати щонайменше один зварювальний пальник в потрібне положення для нанесення металевого матеріалу у вигляді покриття наплавленням на поверхні протилежних торців зливка. [0080] У різних варіантах втілення винаходу система керування може мати конфігурацію, що дозволяє управляти щонайменше одним зварювальним пальником для однорідного нанесення металевого матеріалу на грубу поверхню зливка. Наприклад, в різних варіантах втілення винаходу можна активно керувати швидкістю подачі плавкого дротяного електрода в зварювальному пальнику MIG, напругою на дротяному електроді, відстанню між пальником і поверхнею зливка, а також переміщенням/позиціонуванням пальника для того, щоб забезпечити стабільну дугу над зливком, що обертається, або над нерухомим зливком. У такий спосіб на зливок можна нанести практично однорідний шар металевого матеріалу. [0081] Система керування може мати конфігурацію, що дозволяє автоматизувати нанесення шару металевого матеріалу у вигляді покриття зварювальним наплавленням щонайменше на одну торцеву поверхню зливка зі сплаву. Система керування може мати конфігурацію, що дозволяє автоматизувати нанесення шару металевого матералу у вигляді покриття зварювальним направленням на бічну поверхню циліндричного зливка зі сплаву. [0082] Система обробки зливка може мати таку конфігурацію, яка дозволяє виконувати нанесення металевого матеріалу у вигляді покриття наплавленням на першу ділянку бічної поверхні циліндричного зливка, що обертається, за допомогою щонайменше одного нерухомого зварювального пальника. У такий спосіб система обробки зливка може виконувати нанесення кільцеподібного шару металевого матеріалу навколо бічної поверхні циліндричного зливка. Система обробки зливка може мати конфігурацію, що дозволяє встановлювати заново щонайменше один зварювальний пальник в наступне положення, що межує з нанесеним кільцеподібним шаром металевого матеріалу, після того, як циліндричний зливок, що обертається, виконає щонайменше один оберт. Система обробки зливка може мати конфігурацію, що дозволяє наносити металевий матеріал у вигляді покриття наплавленням на другу або наступну ділянку бічної поверхні циліндричного зливка, що обертається, за допомогою щонайменше одного нерухомого зварювального пальника, положення якого можна змінювати. У такий спосіб система обробки зливка може виконувати нанесення наступного кільцеподібного шару металевого матеріалу на бічну поверхню циліндричного зливка. Система обробки зливка може мати конфігурацію, що дозволяє повторювати перевстановлення щонайменше одного зварювального пальника в наступне положення і нанесення кільцеподібних шарів металевого матеріалу автоматизованим способом доти, поки бічна поверхня циліндричного зливка не буде практично покрита шаром металевого матеріалу. [0083] Система обробки зливка може мати конфігурацію, що дозволяє виконувати нанесення металевого матеріалу у вигляді покриття наплавленням на першу ділянку бічної поверхні стаціонарного зливка в напрямі, паралельному поздовжній осі зливка за допомогою щонайменше одного зварювального пальника, конфігурація якого дозволяє йому переміщуватися паралельно поздовжній осі зливка і уздовж цієї першої ділянки. У такий спосіб система обробки зливка може виконати нанесення шару металевого матеріалу на першу ділянку бічної поверхні циліндричного зливка. Система обробки зливка може мати конфігурацію, що дозволяє здійснювати перевстановлення циліндричного зливка в наступне положення так, щоб відвести першу ділянку бічної поверхні від щонайменше одного зварювального пальника і підвести другу ділянку бічної поверхні до щонайменше одного зварювального пальника. Наприклад, пристрій обертання зливка може повернути зливок на заданий кут. [0084] Система обробки зливка може мати конфігурацію, що дозволяє виконувати нанесення металевого матеріалу у вигляді покриття наплавленням на другу або наступну ділянку бічної поверхні нерухомого зливка в напрямі, паралельному поздовжній осі зливка за допомогою щонайменше одного зварювального пальника, конфігурація якого дозволяє йому переміщуватися паралельно поздовжній осі зливка і уздовж цієї другої ділянки. У такий спосіб система обробки зливка може виконати нанесення шару металевого матеріалу на другу ділянку бічної поверхні циліндричного зливка. Система обробки зливка може мати конфігурацію, що дозволяє автоматизованим способом повторювати перевстановлення зливка в наступне положення і нанесення шарів металевого матеріалу уздовж напряму, паралельного поздовжній осі зливка, доти, поки бічна поверхня циліндричного зливка не буде практично покрита шаром металевого матеріалу. [0085] Система обробки зливка може мати конфігурацію, що дозволяє виконувати нанесення металевого матеріалу у вигляді покриття наплавленням на поверхню зливка шляхом обертання 12 UA 111712 C2 5 10 15 20 25 30 35 40 45 50 55 60 зливка навколо поздовжньої осі зливка і одночасного переміщення зварювального пальника паралельно поздовжній осі зливка. Нанесення шару металевого матеріалу можна виконувати за допомогою щонайменше одного зварювального пальника, переміщенням якого управляє система керування. При такому способі обробки шар металевого матеріалу може наноситися по спіралі на бічну поверхню циліндричного зливка у міру обертання зливка навколо його поздовжньої осі і переміщення щонайменше одного зварювального пальника паралельно цій поздовжній осі. [0086] Нижче представлено ілюстративні приклади, призначені для додаткового опису варіантів втілення винаходу, не обмежуючи втілення винаходу цими варіантами. Фахівці звичайного рівня кваліфікації в цій області зможуть побачити можливість внесення змін в представлені Приклади в межах об'єму даного винаходу, визначеного виключно формулою винаходу. Усі частки і відсотки є ваговими частками і відсотками, якщо не вказане інше. Приклади Приклад 1 TM [0087] Кубики із стороною 7,62 см зі сплаву Rene 88 піддали гарячому формуванню. Ці TM кубики вирізали довільним чином з відходів виготовлення заготовки зі сплаву Rene 88 . Ці кубики піддали термообробці при 1149 °C протягом 4 годин для підвищення розміру зерна сплаву в кубиках з метою приведення їх робочих характеристик у відповідність до робочих TM характеристик зливка зі сплаву Rene 88 . Поверхню однієї грані кожного кубика зачистили шляхом шліфування на дисковому шліфувальному верстаті з наступним шліфуванням на стрічковому шліфувальному верстаті. На зачищену поверхню кожного з кубиків нанесли шар TM сплаву TechAlloy 606 у вигляді покриття наплавленням за допомогою операції зварювання MIG (дріт TechAlloy 606 діаметром 0,11 см, швидкість подачі 558,8 см/хв., напруга на дроті 18В, TM продування аргоном 1,416 куб. м за хвилину). Шару сплаву TechAlloy 606 , нанесеному зварюванням, дали можливість затвердіти і остигнути до кімнатної температури. Фігура 9 є TM фотографією двох кубиків із стороною 7,62 см зі сплаву Rene 88 у кожного з яких на поверхню верхньої грані (у орієнтації, показаній на знімку) нанесено покриття наплавленням за допомогою TM зварювання у вигляді шару матеріалу TechAlloy 606 . TM TM [0088] Кубик зі сплаву Rene 88 з шаром покриття зі сплаву TechAlloy 606 нагрівали до 1093 °C протягом однієї години і піддали куванню в штампах під пресом при цій температурі. TM Кубик розташували так, щоб його грань з покриттям у вигляді шару сплаву TechAlloy 606 контактувала з нижнім штампом, а протилежна грань, на яку не нанесений шар сплаву TechAlloy TM 606 , контактувала з верхнім штампом. В результаті кування в штампах під пресом з швидкістю деформації 2,54 см за секунду з кубика зі стороною 7,62 см був отриманий диск завтовшки 2,54 см [0089] Фігури 10A і 10B – це фотографії протилежних сторін диска завтовшки 2,54 см, отриманого куванням в штампах під пресом з кубика зі стороною 7,62 см. На Фігурі 10A показана непокрита сторона диска, а на Фігурі 10B показана сторона, на яку нанесено шар TM сплаву TechAlloy 606 . На показаній на Фігурі 10A непокритій поверхні після кування TM спостерігається схильність сплаву Rene 88 до утворення тріщин. Виразно видно тріщини на TM непокритій шаром сплаву TechAlloy 606 поверхні після кування, показаній на Фігурі 10A. Як TM видно на Фігурі 10B, шар сплаву TechAlloy 606 істотно знижує частоту виникнення тріщин на поверхні зливка зі сплаву в процесі його кування. [0090] Фігура 11 є фотографією розрізу диска завтовшки 2,54 см, отриманого з кубика із стороною 7,62 см куванням в штампах під пресом, як було описано вище. За допомогою оптичного мікроскопа було отримано зображення поверхні контакту між шаром сплаву TechAlloy TM TM 606 та накритим ним сплавом Rene 88 в точці на середині радіусу (позначеній "11A" на Фігурі 11), яке відповідає розрізу поверхні диска з наплавленим покриттям (верхня поверхня в показаній на фотографії орієнтації). Фігура 11A є мікрофотографією, зробленою в точці на середині радіусу, як показано на Фігурі 11. TM TM [0091] Як видно на Фігурі 11A, між шаром сплаву TechAlloy 606 і сплавом Rene 88 , що лежить під ним, забезпечено міцний і однорідний металургійний зв'язок. Цей металургійний зв'язок витримав кування в штампах під пресом, і ніякого відшаровування або руйнування TM зв'язку не спостерігалося. Ні на відкритій поверхні шару сплаву TechAlloy 606 , ні на поверхні TM TM контакту між шаром сплаву TechAlloy 606 і сплавом Rene 88 , що лежить під ним, тріщин не TM спостерігається. Якщо зняти шар сплаву TechAlloy 606 (наприклад, шляхом шліфовки), то TM можна побачити, що поверхня сплаву Rene 88 , що лежить під ним, практично не містить тріщин. [0092] Цей опис складено з посиланнями на різні ілюстративні і наведені для прикладу варіанти втілення винаходу (які не обмежують даний винахід). Проте фахівці звичайного рівня 13 UA 111712 C2 5 10 кваліфікації в цій галузі зможуть побачити можливість здійснення різних замін, модифікацій або комбінацій будь-яких представлених варіантів втілення винаходу (чи їх частин), що не виходять за межі об'єму винаходу, які визначаються виключно формулою винаходу. Тому слід розуміти, що даний опис охоплює і додаткові варіанти втілення винаходу, не представлені тут в явному виді. Такі варіанти втілення винаходу можуть бути отримані, наприклад, шляхом комбінування, модифікацій або реорганізації будь-якого з описаних етапів, інгредієнтів, складових, компонентів, елементів, особливостей, аспектів, характеристик, обмежень і т. п., що відносяться до описаних тут варіантів втілення винаходу. Отже, даний винахід не обмежується описом різних ілюстративних варіантів його втілення, а обмежується виключно формулою винаходу. Таким чином, заявники залишають за собою право вносити поправки у формулу винаходу в процесі її розгляду з метою доповнення різних описаних тут характеристик. ФОРМУЛА ВИНАХОДУ 15 20 25 30 35 40 45 50 55 1. Спосіб обробки зливка, який включає нанесення шару металевого матеріалу за допомогою зварного наплавлення на щонайменше ділянку бічної поверхні циліндричного зливка зі сплаву, і щонайменше на один торець зливка зі сплаву, при цьому вказаний металевий матеріал має більшу пластичність, ніж сплав зливка. 2. Спосіб за п. 1, який відрізняється тим, що додатково включає операції шліфування або зняття шару поверхні зливка зі сплаву до нанесення на нього металевого шару. 3. Спосіб за п. 1, який відрізняється тим, що додатково включає гаряче формування зливка зі сплаву, яке характеризується тим, що таке гаряче формування включає прикладання сили до вказаного шару металевого матеріалу, при цьому вказана сила деформує зливок зі сплаву. 4. Спосіб за п. 3, який відрізняється тим, що додатково включає зняття щонайменше частини шару металевого матеріалу зі зливка із сплаву після гарячого формування зливка зі сплаву. 5. Спосіб за п. 1, який відрізняється тим, що нанесення шару металевого матеріалу за допомогою зварного наплавлення на щонайменше ділянку бічної поверхні циліндричного зливка зі сплаву включає в себе: обертання циліндричного зливка; і нанесення металевого матеріалу у вигляді покриття зварним наплавленням на першу ділянку бічної поверхні обертового циліндричного зливка за допомогою щонайменше одного нерухомого зварювального пальника, за допомогою чого на бічну поверхню циліндричного зливка наноситься кільцеподібний шар металевого матеріалу. 6. Спосіб за п. 1, який відрізняється тим, що зливок зі сплаву містить суперсплав на основі нікелю. 7. Спосіб за п. 1, який відрізняється тим, що зливок зі сплаву і шар металевого матеріалу містять один і той же базовий метал, причому вказаний базовий метал вибирають з групи, яка складається з нікелю, заліза і кобальту. 8. Спосіб за п. 1, який відрізняється тим, що зливок зі сплаву містить суперсплав на основі нікелю, а шар металевого матеріалу містить наплавлений сплав на основі нікелю. 9. Спосіб за п. 1, який відрізняється тим, що нанесення шару металевого матеріалу у вигляді покриття зварним наплавленням включає зварювальну операцію, вибрану з групи, яка складається зі зварювання плавким електродом в середовищі інертного газу (MIG), зварювання вольфрамовим електродом в середовищі інертного газу (ТIG) і плазмового зварювання. 10. Спосіб за п. 1, який відрізняється тим, що нанесення шару металевого матеріалу у вигляді покриття зварним наплавленням на щонайменше ділянку поверхні зливка зі сплаву включає нанесення шару металевого матеріалу у вигляді покриття зварним наплавленням на щонайменше один торець зливка зі сплаву. 11. Спосіб за п. 1, який відрізняється тим, що нанесення шару металевого матеріалу у вигляді покриття зварним наплавленням на щонайменше ділянку поверхні зливка зі сплаву включає: обертання циліндричного зливка; і нанесення металевого матеріалу у вигляді покриття зварним наплавленням на першу ділянку бічної поверхні обертового циліндричного зливка за допомогою щонайменше одного нерухомого зварювального пальника, за допомогою чого на бічну поверхню циліндричного зливка наноситься кільцеподібний шар металевого матеріалу. 12. Спосіб за п. 11, який відрізняється тим, що додатково включає: перевстановлення щонайменше одного зварювального пальника в положення, яке примикає до нанесеного кільцеподібного шару металевого матеріалу після виконання циліндричним зливком щонайменше одного оберту; і 14 UA 111712 C2 5 10 15 20 25 30 35 40 45 50 55 нанесення металевого матеріалу у вигляді покриття зварним наплавленням на другу ділянку бічної поверхні обертового циліндричного зливка за допомогою щонайменше одного нерухомого зварювального пальника, який перевстановлюється в наступне положення. 13. Спосіб за п. 12, який відрізняється тим, що додатково включає повторення етапу перевстановлення пальника в наступне положення і етапу нанесення покриття доти, поки бічна поверхня циліндричного зливка не буде практично покрита металевим матеріалом. 14. Спосіб за п. 1, який відрізняється тим, що нанесення металевого матеріалу у вигляді покриття зварним наплавленням на щонайменше ділянку бічної поверхні зливка зі сплаву включає: переміщення щонайменше одного зварювального пальника вздовж першої ділянки бічної поверхні циліндричного зливка паралельно подовжній осі зливка при стаціонарному положенні зливка, за допомогою чого шар металевого матеріалу наноситься у вигляді покриття зварним наплавленням на першу ділянку бічної поверхні циліндричного зливка; перевстановлення циліндричного зливка в наступне положення таким чином, щоб перша ділянка бічної поверхні відсунулася від щонайменше одного зварювального пальника, а друга ділянка бічної поверхні підсунулася до щонайменше одного зварювального пальника; і переміщення щонайменше одного зварювального пальника вздовж другої ділянки бічної поверхні циліндричного зливка паралельно подовжній осі зливка при стаціонарному положенні зливка, за допомогою чого шар металевого матеріалу наноситься у вигляді покриття зварним наплавленням на другу ділянку бічної поверхні циліндричного зливка. 15. Спосіб за п. 14, який відрізняється тим, що додатково включає повторення етапу перевстановлення і переміщення доти, поки бічна поверхня циліндричного зливка не буде практично покрита металевим матеріалом. 16. Спосіб за п. 3, який відрізняється тим, що гаряче формування зливка зі сплаву включає щонайменше або операцію кування, або операцію гарячого штампування видавлюванням. 17. Спосіб за п. 3, який відрізняється тим, що гаряча обробка зливка зі сплаву включає таку операцію ковальсько-пресової обробки як висадка-і-протягування. 18. Спосіб обробки зливка за п. 3, який відрізняється тим, що результатом способу є виготовлення кованої заготовки із суперсплаву на основі нікелю, отриманої з відлитого зливка суперсплаву на основі нікелю. 19. Спосіб за п. 3, який відрізняється тим, що додатково включає виготовлення виробу зі зливка після його гарячого формування, вказаний виріб вибирається з групи, яка складається з компонентів для реактивних двигунів і компонентів для наземних турбін. 20. Зливок, оброблений способом обробки зливка за п. 1. 21. Спосіб гарячого формування зливка зі сплаву, який включає: прикладання сили до циліндричного зливка зі сплаву з метою деформування цього зливка зі сплаву, при цьому вказаний зливок зі сплаву містить шар металевого наплавленого матеріалу, нанесений на щонайменше ділянку бічної поверхні цього зливка зі сплаву і щонайменше на один торець цього зливка зі сплаву, при цьому вказаний металевий матеріал більш пластичний, ніж сплав зливка, і при цьому вказана сила прикладається до шару металевого матеріалу. 22. Спосіб за п. 21, який відрізняється тим, що додатково включає зняття щонайменше частини шару металевого матеріалу зі зливка із сплаву після деформування зливка зі сплаву. 23. Спосіб за п. 21, який відрізняється тим, що зливок зі сплаву містить матеріал, вибраний з групи, яка складається зі сплаву на основі нікелю, сплаву на основі заліза, сплаву на нікелевозалізній основі і сплаву на основі кобальту. 24. Спосіб за п. 21, який відрізняється тим, що зливок зі сплаву включає суперсплав на основі нікелю. 25. Спосіб за п. 21, який відрізняється тим, що зливок зі сплаву і шар металевого матеріалу включають один і той же базовий метал, вказаний базовий метал вибирають з групи, яка складається з нікелю, заліза і кобальту. 26. Спосіб за п. 21, який відрізняється тим, що зливок зі сплаву містить суперсплав на основі нікелю, а шар металевого матеріалу містить наплавлений сплав на основі нікелю. 27. Спосіб за п. 21, який відрізняється тим, що прикладання сили до зливка зі сплаву включає щонайменше або операцію кування, або операцію гарячого штампування видавлюванням. 28. Спосіб за п. 21, який відрізняється тим, що прикладання сили до зливка зі сплаву включає таку операцію ковальсько-пресової обробки як висадка-і-протягування. 29. Спосіб за п. 21, який відрізняється тим, що результатом способу є виготовлення кованої заготовки із суперсплаву на основі нікелю, отриманої з відлитого зливка суперсплаву на основі нікелю. 15 UA 111712 C2 30. Виріб, отриманий шляхом гарячого формування зливка зі сплаву за допомогою способу за п. 21. 16 UA 111712 C2 17 UA 111712 C2 18 UA 111712 C2 19 UA 111712 C2 20 UA 111712 C2 21 UA 111712 C2 22 UA 111712 C2 23 UA 111712 C2 Комп’ютерна верстка Г. Паяльніков Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 24
ДивитисяДодаткова інформація
Назва патенту англійськоюSystems and methods for processing alloy ingots
Автори англійськоюde Souza, Urban J., Forbes Jones, Robin M., Kennedy, Richard L., O'Brien, Christopher M.
Автори російськоюдэ Соуза Урбан Дж., Форбз Джоунз Робин М., Кеннеди Ричард Л., О'Брайен Кристофер М.
МПК / Мітки
МПК: C22F 1/16, C22F 1/10, B23K 9/04
Мітки: способи, сплавів, зливків, обробки, системі
Код посилання
<a href="https://ua.patents.su/26-111712-sistemi-i-sposobi-dlya-obrobki-zlivkiv-iz-splaviv.html" target="_blank" rel="follow" title="База патентів України">Системи і способи для обробки зливків із сплавів</a>
Спосіб одержання зливків титанових сплавів з застосуванням двостадійного витягування
Номер патенту: 75790
Опубліковано: 15.05.2006
Автори: Варич Ігор Юрійович, Северин Андрій Юрійович, Жук Геннадій Віліорович, Березос Володимир Олександрович, ТРИГУБ Микола Петрович
МПК: C21C 5/56
Мітки: титанових, двостадійного, спосіб, одержання, сплавів, витягування, застосуванням, зливків
Формула / Реферат:
Спосіб одержання титанових зливків із застосуванням двостадійного витягування, який включає в себе плавлення електронними променями шихтової заготовки в проміжну ємність, обігрівання рідкого металу електронними променями в проміжній ємності, періодичний злив порцій розплаву в кристалізатор, постійне обігрівання в кристалізаторі поверхні зливка електронними променями в його центральній частині та в області його контакта з кристалізатором,...
Спосіб одержання зливків титанових сплавів з рівновісною структурою
Номер патенту: 75791
Опубліковано: 15.05.2006
Автори: ТРИГУБ Микола Петрович, Северин Андрій Юрійович, Ахонін Сергій Володимирович, Варич Ігор Юрійович, Жук Геннадій Віліорович
МПК: C21C 5/00
Мітки: рівновісною, структурою, титанових, спосіб, одержання, сплавів, зливків
Формула / Реферат:
Спосіб одержаннязливків титанових сплавів з рівновісною структурою, який включає в себе плавлення електронними променями шихтової заготовки в проміжну ємність, обігрівання рідкого металу електронними променями в проміжній ємності, періодичний злив розплаву в кристалізатор, постійне обігрівання поверхні зливка в кристалізаторі електронними променями, періодичне або безперервне поступове витягування наплавленого зливка, який відрізняється тим,...
Пристрій для фізичного моделювання процесів кристалізації виливків і зливків металів та сплавів
Номер патенту: 22376
Опубліковано: 25.04.2007
Автори: Бялик Гаррі Абрамович, Луньов Валентин Васильович, Наумик Валерій Владиленович
МПК: C03B 21/00, C03B 35/00
Мітки: фізичного, процесів, моделювання, кристалізації, зливків, металів, сплавів, виливків, пристрій
Формула / Реферат:
1. Пристрій для фізичного моделювання процесів кристалізації виливків і зливків металів і сплавів, що містить тигель зі зливком вихідного матеріалу і нагрівач, який відрізняється тим, що тигель виконаний у вигляді плоского металевого зразка з металу або сплаву, кристалізація якого моделюється, зливок являє собою тонкий шар олова, що покриває цей зразок, нагрівач має плоску поверхню і за довжиною дорівнює зразку - тиглю.2. Пристрій за...
Спосіб одержання зливків сплавів на основі титану
Номер патенту: 80217
Опубліковано: 27.08.2007
Автори: Жук Геннадій Віліорович, Северин Андрій Юрійович, ТРИГУБ Микола Петрович, ДАВИДОВ СЕРГІЙ ІВАНОВИЧ, ТЕЛІН ВЛАДИСЛАВ ВОЛОДИМИРОВИЧ
МПК: C22B 4/00, C22C 1/02, C22B 9/22, C22C 14/00
Мітки: одержання, спосіб, сплавів, титану, зливків, основі
Формула / Реферат:
Спосіб одержання зливків сплавів на основі титану, який включає електронно-променевий переплав титанової губки в зливки, підготовку вихідної шихти з додаванням до цих зливків легуючих компонентів, виплавлення з вихідної шихти зливків сплавів на основі титану, який відрізняється тим, що вихідну шихту формують з попередньо виплавлених з титанової губки зливків прямокутного перерізу та легуючих компонентів, при цьому легуючі компоненти...
Електронно-променева установка для виплавки зливків складнолегованих сплавів
Номер патенту: 107137
Опубліковано: 25.05.2016
Автори: Дрозд Євген Олександрович, Лапшук Тамара Володимирівна, Ладохін Сергій Васильович
Мітки: електронно-променева, установка, складнолегованих, зливків, сплавів, виплавки
Формула / Реферат:
1. Електронно-променева установка для виплавки зливків складнолегованих сплавів, що складається з плавильної камери з розміщеними в ній прохідним кристалізатором, гарнісажним тиглем з системою електромагнітного перемішування розплаву (СЕМП), пристроєм подачі легуючих елементів в тигель, пристроєм подачі на переплав заготівки, що витрачається, блоком середньовакуумних електронних гармат високовольтного тліючого розряду (ВТР) і з камери зливка...
Попередній патент: Засіб імунотерапії деяких видів пухлин, у тому числі раку шлунково-кишкового тракту і раку шлунка
Наступний патент: Спосіб запобігання утворенню дендритів в електрохімічних джерелах живлення та апаратах вилучення металів
Випадковий патент: Спосіб захисту робочих лопаток парових турбін від ерозійного зносу