Спосіб і система регулювання кругового обгортання циліндричного тюка в камері формування тюка прес-підбирача, прес-підбирач і спосіб одержання обгорнутого по окружності тюка
Номер патенту: 113978
Опубліковано: 10.04.2017
Автори: МакДермотт Керол Анджело, МакХейл Мартін Уілльям, Хіні Джеймс Джон, Шерідан Джерард Патрік, Коллінз Донал Патрік, МакХейл Падраїк Крістофер
Формула / Реферат
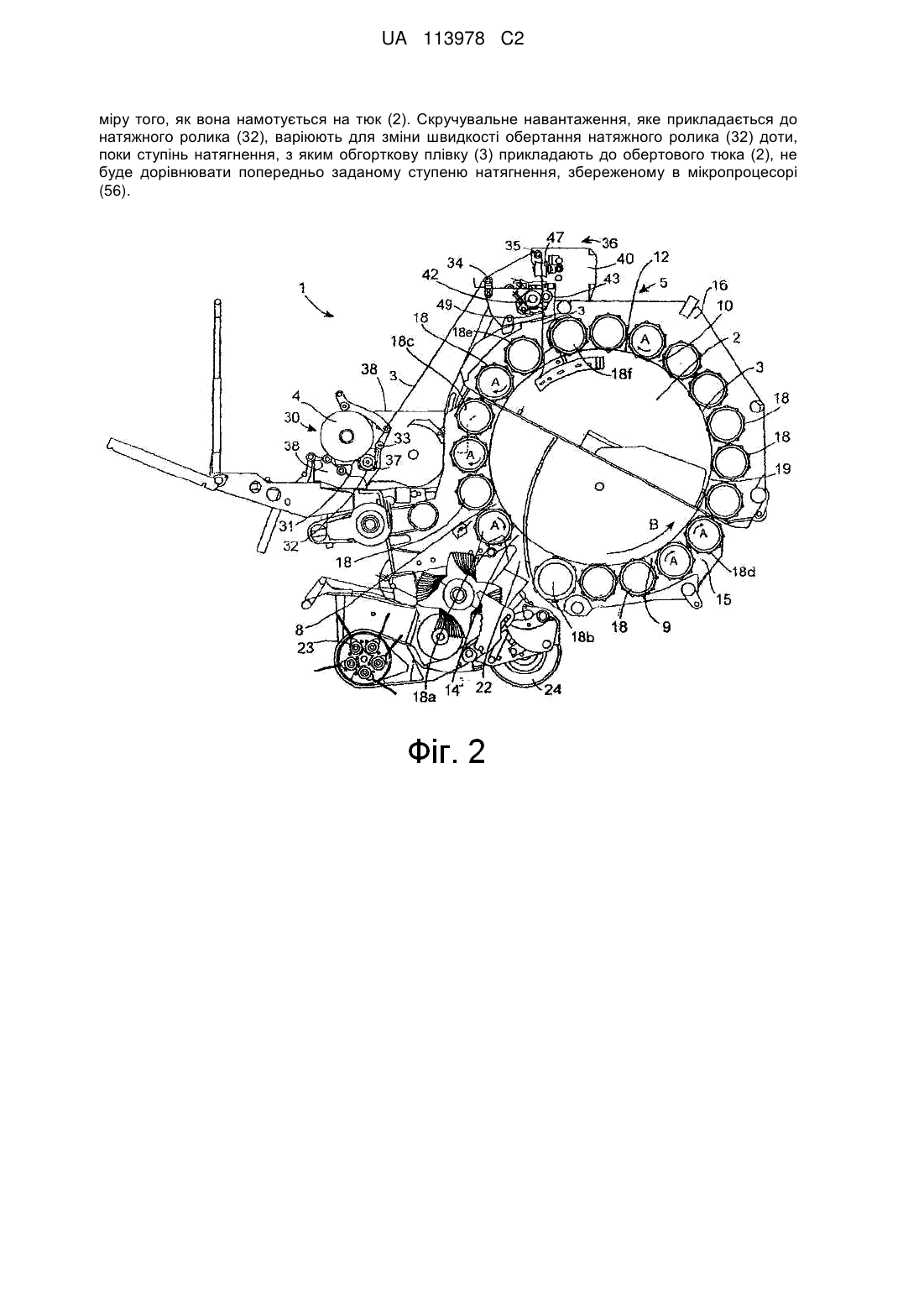
1. Спосіб регулювання кругового обгортання циліндричного тюка, який обертається в камері формування тюка преса-підбирача, обгортковим матеріалом, що витягується з рулону, через засіб натягнення, так що тюк обгортається обгортковим матеріалом із попередньо заданим ступенем натягнення обгорткового матеріалу в напрямку його подачі, який відрізняється тим, що включає:
моніторинг значення характеристики, яка свідчить про лінійну швидкість обгорткового матеріалу в першому положенні поруч з тюком,
моніторинг значення характеристики, яка свідчить про лінійну швидкість обгорткового матеріалу у другому положенні перед її натягненням за допомогою засобу натягнення,
обчислення значення ступеня натягнення обгорткового матеріалу в напрямку подачі, з яким обгортковий матеріал прикладають до тюка, із контрольованих значень характеристик, які свідчать про лінійні швидкості обгорткового матеріалу в першому і другому положеннях, і
зміну лінійної швидкості обгорткового матеріалу поруч з одним з вказаних першого і другого положень відносно лінійної швидкості обгорткового матеріалу поруч з іншим з вказаних першого і другого положень у відповідь на розраховане значення ступеня натягнення, яке не дорівнює значенню попередньо заданого ступеня натягнення доти, поки обгортковий матеріал не буде прикладатися до тюка із попередньо заданим ступенем натягнення.
2. Спосіб за п. 1, який відрізняється тим, що контрольована характеристика, яка свідчить про лінійну швидкість обгорткового матеріалу в першому положенні, включає одне з:
швидкості обертання тюка, і
швидкості обертання першого слідкувального ролика обгорткового матеріалу, що зчіплюється з обгортковим матеріалом і обертається ним в першому положенні.
3. Спосіб за будь-яким з пп. 1 або 2, який відрізняється тим, що другим положенням є положення поруч з одним із засобів натягнення і рулоном обгорткового матеріалу.
4. Спосіб за будь-яким попереднім пунктом, в якому контрольована характеристика, яка свідчить про лінійну швидкість обгорткового матеріалу поруч з другим положенням, включає одне зі:
швидкості обертання натяжного ролика засобу натягнення, і
швидкості обертання другого слідкувального ролика обгорткового матеріалу, що зчіплюється з обгортковим матеріалом і обертається ним поруч з другим положенням.
5. Спосіб за будь-яким попереднім пунктом, який відрізняється тим, що лінійна швидкість обгорткового матеріалу поруч з другим положенням змінюється у відповідь на розраховане значення ступеня натягнення в напрямку подачі обгорткового матеріалу, що прикладається до тюка, яке не дорівнює значенню попередньо заданого ступеня натягнення.
6. Спосіб за п. 5, який відрізняється тим, що лінійна швидкість обгорткового матеріалу поруч з другим положенням змінюється за рахунок зміни натягнення, що створюється в обгортковому матеріалі за допомогою засобу натягнення.
7. Спосіб за будь-яким попереднім пунктом, який відрізняється тим, що ступінь натягнення в напрямку подачі обгорткового матеріалу, з яким обгортковий матеріал прикладають до тюка, обчислюється за допомогою визначення відношення різниці лінійних швидкостей обгорткового матеріалу поруч з першим і другим положеннями до лінійної швидкості обгорткового матеріалу поруч з другим положенням.
8. Спосіб за будь-яким попереднім пунктом, який відрізняється тим, що значення попередньо заданого ступеня натягнення є вибираним.
9. Спосіб за будь-яким попереднім пунктом, який відрізняється тим, що обгортковим матеріалом є матеріал з пластикової плівки і тюком є тюк фуражного матеріалу.
10. Система регулювання кругового обгортання циліндричного тюка, який обертається в камері формування тюка преса-підбирача, обгортковим матеріалом, що витягується з рулону, через засіб натягнення, так, що тюк обгортається обгортковим матеріалом із попередньо заданим ступенем натягнення обгорткового матеріалу в напрямку подачі, яка відрізняється тим, що містить:
перший засіб контролю, виконаний з можливістю моніторингу значення характеристики, яка свідчить про лінійну швидкість обгорткового матеріалу, в першому положенні поруч з тюком,
другий засіб контролю, виконаний з можливістю моніторингу значення характеристики, яка свідчить про лінійну швидкість обгорткового матеріалу, у другому положенні перед його натягненням за допомогою засобу натягнення,
обчислювальний засіб, виконаний з можливістю зчитування сигналів з першого і другого засобу контролю, характеристик лінійної швидкості обгорткового матеріалу, які свідчать про контрольовані значення, в першому і другому положеннях, і з можливістю обчислення значення ступеня натягнення обгорткового матеріалу в напрямку подачі, з яким обгортковий матеріал прикладають до тюка, з сигналів, які зчитуються з першого і другого засобу контролю,
засіб керування для зміни лінійної швидкості обгорткового матеріалу поруч з одним з вказаних першого і другого положень відносно лінійної швидкості обгорткового матеріалу поруч з іншим з вказаних першого і другого положень у відповідь на розраховане значення ступеня натягнення, яке не дорівнює значенню попередньо заданого ступеня натягнення доти, поки обгортковий матеріал не буде прикладатися до тюка із попередньо заданим ступенем натягнення.
11. Система за п. 10, яка відрізняється тим, що другий засіб контролю виконаний з можливістю моніторингу лінійної швидкості обгорткового матеріалу поруч з одним із засобів натягнення і рулоном обгорткового матеріалу.
12. Система за п. 10 або п. 11, яка відрізняється тим, що обчислювальний засіб містить процесор обробки сигналів, де процесор обробки сигналів виконаний з можливістю обчислення значення ступеня натягнення в напрямку подачі обгорткового матеріалу, з яким обгортковий матеріал прикладається до тюка за допомогою визначення відношення різниці лінійних швидкостей обгорткового матеріалу поруч з першим і другим положеннями до лінійної швидкості обгорткового матеріалу поруч з другим положенням, з сигналів, які зчитуються з першого і другого засобу контролю.
13. Система за будь-яким з пп. 10-12, яка відрізняється тим, що в ній наданий засіб зберігання для збереження значення попередньо заданого ступеня натягнення, і значення попередньо заданого ступеня натягнення є вибираним.
14. Прес-підбирач для формування обгорнутого по окружності циліндричного тюка, який відрізняється тим, що прес-підбирач містить камеру формування тюка, всередині якої формується тюк, пристрій для видачі обгорткового матеріалу для видачі обгорткового матеріалу зі свого рулону через засіб натягнення в камеру формування тюка для кругового обгортання тюка в камері формування тюка, і систему за будь-яким з пп. 10-13 для регулювання кругового обгортання тюка, в камері формування тюка таким чином, щоб обгортковий матеріал прикладався до тюка із попередньо заданим ступенем натягнення в напрямку подачі обгорткового матеріалу.
15. Спосіб формування матеріалу в циліндричний тюк і кругового обгортання тюка обгортковим матеріалом, який відрізняється тим, що включає:
подачу матеріалу, що підлягає тюкуванню, в камеру формування тюка преса-підбирача,
обертання матеріалу, що підлягає тюкуванню, в камері формування тюка з формуванням тюка,
подачу обгорткового матеріалу через засіб натягнення в камеру формування тюка для кругового обгортання сформованого обертового тюка в камері формування тюка,
моніторинг значення характеристики, яка свідчить про лінійну швидкість обгорткового матеріалу, в першому положенні поруч з тюком,
моніторинг значення характеристики, яка свідчить про лінійну швидкість обгорткового матеріалу, у другому положенні перед його натягненням за допомогою засобу натягнення,
обчислення значення ступеня натягнення обгорткового матеріалу в напрямку подачі, з яким обгортковий матеріал прикладають до тюка, із контрольованих значень характеристик, що свідчать про лінійні швидкості обгорткового матеріалу поруч з першим і другим положеннями, і
зміну лінійної швидкості обгорткового матеріалу поруч з одним з вказаних першим і другим положенням відносно лінійної швидкості обгорткового матеріалу поруч з іншим з вказаних першим і другим положенням у відповідь на розраховане значення ступеня натягнення, яке не дорівнює значенню попередньо заданого ступеня натягнення доти, поки обгортковий матеріал не буде прикладатися до тюка із попередньо заданим ступенем натягнення.
Текст
Реферат: Винахід належить до способу регулювання кругового обгортання циліндричного тюка, який обертається в камері формування тюка преса-підбирача, обгортковим матеріалом, що витягується з рулону, системи регулювання кругового обгортання циліндричного тюка, пресапідбирача та способу формування матеріалу в циліндричний тюк. Прес-підбирач з фіксованою камерою (1), має камеру (12) формування тюка, всередині якої тюк (2) силосу формується і обертається по окружності обгортковою плівкою (3), та містить систему регулювання ступеня натягнення в напрямку подачі обгорткової плівки (3), якою обертають тюк (2). Система містить перший вимірювальний перетворювач (51) обертального руху для моніторингу швидкості обертання ролика (18е), який обертає тюк, преса-підбирача (1), і другий вимірювальний перетворювач (54) обертального руху для моніторингу швидкості обертання натяжного ролика (32) для натягнення обгорткової плівки (3). Мікропроцесор (56) з сигналів, які зчитуються з першого і другого вимірювальних перетворювачів (51, 54) обертального руху, розраховує відношення різниці лінійних швидкостей обгорткової плівки (3) поруч з обертовим тюком (2) і натяжним роликом (32) до лінійної швидкості обгорткової плівки (3) поруч з натяжним роликом (32), яке являє собою значення ступеня натягнення, яке утворюється в обгортковій плівці (3) в UA 113978 C2 (12) UA 113978 C2 міру того, як вона намотується на тюк (2). Скручувальне навантаження, яке прикладається до натяжного ролика (32), варіюють для зміни швидкості обертання натяжного ролика (32) доти, поки ступінь натягнення, з яким обгорткову плівку (3) прикладають до обертового тюка (2), не буде дорівнювати попередньо заданому ступеню натягнення, збереженому в мікропроцесорі (56). UA 113978 C2 5 10 15 20 25 30 35 40 45 50 55 60 Представлений винахід стосується способу і системи для кругового обгортання циліндричного тюка в камері формування тюка прес-підбирача обгортковим матеріалом, що витягується з рулону, в результаті чого обгортковий матеріал прикладають до тюка із попередньо заданим ступенем натягнення обгорткового матеріалу в напрямку подачі обгорткового матеріалу. Зокрема, однак без обмеження, винахід стосується способу і системи для кругового обгортання циліндричного тюка в камері формування тюка прес-підбирача обгортковим матеріалом з пластикової плівки, що витягується з рулону, в результаті чого обгортковий матеріал з пластикової плівки прикладають до тюка із попередньо заданим ступенем натягнення в напрямку подачі обгорткового матеріалу. Винахід також стосується преспідбирача, що містить дану систему, і винахід також стосується способу формування і кругового обгортання циліндричного тюка. Прес-підбирачі для формування циліндричних тюків матеріалу добре відомі і широко використовуються для формування циліндричних тюків фуражного матеріалу, наприклад, сіна, соломи, силосу і тому подібне. Подібні циліндричні тюки звичайно називають круглі тюки. Подібними прес-підбирачами можуть бути прес-підбирачі з фіксованою камерою, в результаті чого діаметр камери формування тюка є постійним, або прес-підбирачі зі змінюваною камерою, в результаті чого діаметр камери формування тюка змінюється. Прес-підбирачі з фіксованою камерою містять множину рознесених по окружності роликів, які обертають тюк, які визначають окружну периферію камери формування тюка. Прес-підбирачі зі змінюваною камерою, звичайно згадуються як стрічкові прес-підбирачі, при цьому камера формування тюка утворена множиною натяжних стрічок, які виконані з можливістю утворення камери формування тюка. Однак стрічки виконані з можливістю забезпечувати можливість збільшення діаметра камери формування тюка в міру того, як в камері формування тюка, утвореній стрічками, формується тюк. Перед вивантаженням сформованого тюка з камери формування тюка прес-підбирача або з фіксованою, або зі змінюваною камерою, важливо, щоби в камері формування тюка тюк був обгорнутий по окружності для того, щоб утримувати фуражний матеріал разом у вигляді тюка, коли тюк вивантажують з прес-підбирача. Кільцеве обгортання тюків в камерах формування тюків в минулому виконували за рахунок подачі в камеру формування тюка сіткоматеріалу в міру обертання в ній формованого тюка, так що в міру обертання тюка в камері формування тюка, сіткоматеріал протягується навколо обертового тюка і щільно обгортає тюк в камері формування тюка. Останнім часом для кругового обгортання сформованого тюка в камері формування тюка таких прес-підбирачів використовують обгортковий матеріал з пластикової плівки. Обгортковий матеріал з пластикової плівки подають в камеру формування тюка в міру обертання в ній формованого тюка, і тягнуть по окружності обертового тюка в камері формування тюка. Обгорткова плівка може бути покрита або не покрита на одній своїй поверхні легким клейким покриттям, яке надане на поверхні, яка повинна стикатися з периферійною поверхнею тюка. Коли обгорткова плівка має клейке покриття, після того, як обгорткова плівка починає перекривати перший оберт обгорткової плівки, що проходить по окружності навколо тюка, самоклейке покриття обгорткової плівки утримує обгорнутий по окружності тюк при вивантаженні з камери формування тюка. Однак в багатьох випадках тюк може бути обгорнутий по окружності в камері формування тюка більше, ніж одним оборотом обгорткової плівки, і в багатьох випадках може бути обгорнутий по окружності чотирма обертами обгорткової плівки, а також в деяких випадках тюк може бути обгорнутий по окружності до восьми обертів обгорткової плівки. У випадках, коли обгорткова плівка не має клейкого покриття, для утримання тюка разом звичайно достатньо трьох/або чотирьох обертів обгорткової плівки навколо тюка. Для того, щоб тюк був щільно обгорнутий обгортковим матеріалом з пластикової плівки, обгорткову плівку натягують в міру того, як її прикладають до тюка. Натягнення обгорткової плівки досягається за рахунок подачі обгорткової плівки з рулону через засіб натягнення, який, як правило, надається за рахунок натяжного ролика для того, щоб викликати натягнення обгорткової плівки в міру того, як обгорткову плівку прикладають до периферійної поверхні тюка в камері формування тюка. Це приводить до того, що обгорткову плівку прикладають до тюка зі ступенем натягнення обгорткового матеріалу з пластикової плівки в напрямку подачі, в якому обгорткову плівку подають до тюка. Прикладення обгорткового матеріалу з пластикової плівки до тюка з натягнутою обгортковою плівкою має дві переваги: по-перше, і передусім, це забезпечує, що тюк щільно обертається по окружності, і по-друге, зменшується кількість обгорткової плівки, необхідної для кругового обгортання тюка із заданою кількістю обертів, з економією, яка слідує з цього. Звичайно прес-підбирачі, в яких тюк обертають по окружності в камері формування тюка обгортковим матеріалом з пластикової плівки, забезпечені опорою для підтримування рулону 1 UA 113978 C2 5 10 15 20 25 30 35 40 45 50 55 60 обгорткового матеріалу з пластикової плівки, а поруч з опорою наданий натяжний ролик, зверху якого обгорткова плівка витягується з рулону обгорткової плівки. Тому обгорткова плівка натягується між натяжним роликом і тюком за рахунок натягнення, що створюється натяжним роликом в обгортковій плівці між натяжним роликом і тюком. Було виявлено, що обгортковий матеріал з пластикової плівки є далеко не таким стабільним матеріалом, як сіткоматеріал, і зокрема, було виявлено, що обгортковий матеріал з пластикової плівки є нестабільним при зміні температури. Таким чином, залежно від температури навколишнього середовища, в якій працює прес-підбирач, і температури обгорткової плівки, ступінь натягнення, з яким обгортковий матеріал з пластикової плівки прикладають до тюка, може дуже сильно варіювати для заданого натягнення. У деяких випадках, в навколишніх умовах з особливо високою температурою, ступінь натягнення, з яким обгорткову плівку прикладають до тюка, такий, що або товщина обгорткової плівки настільки тонка, що вона може рватися на тюку, який вивантажується з камери формування тюка, або ширина обгорткового матеріалу з пластикової плівки може зменшуватися до такого ступеня, що вся ширина периферійної поверхні тюка не покривається обгортковим матеріалом з пластикової плівки. Крім того, тюк може бути обгорнутий з не відповідним ступенем натягнення. Додаткова проблема, яка може бути результатом зайвого натягнення обгорткової плівки, виникає, коли обгорткова плівка містить області з недоліками, наприклад, ослаблені області. У тих випадках, коли обгорткова плівка зайво натягнута, в натягнутій обгортковій плівці можуть утворитися діри, особливо поруч з подібними ослабленими областями і областями з недоліками в обгортковій плівці. Було виявлено, що внаслідок ступеня, з яким обгорткова плівка була натягнута навколо периферійної поверхні тюка, зіткнення обгорнутого по окружності тюка із землею, коли тюк вивантажується з прес-підбирача, може приводити до розриву обгорткового матеріалу, з подальшим розмотуванням і розпаданням тюка. Варіювання ступеня натягнення в обгортковому матеріалі для заданого натягнення також може бути зумовлене варіюванням щільності і/або властивостей обгорткового матеріалу від рулону до рулону обгорткового матеріалу і в межах одного і того ж рулону обгорткового матеріалу. Це абсолютно неприйнятно, і внаслідок цього існує потреба в способі і системі регулювання кругового обгортання циліндричного тюка в камері формування тюка прес-підбирача обгортковим матеріалом, які вирішують дану проблему. Представлений винахід направлений на надання подібного способу і системи, причому винахід також направлений на надання прес-підбирача, що містить систему, і на спосіб формування матеріалу в циліндричний тюк і кругового обгортання тюка обгортковим матеріалом. Згідно з винаходом наданий спосіб регулювання кругового обгортання циліндричного тюка, який обертається в камері формування тюка прес-підбирача, обгортковим матеріалом, що витягується з рулону, через засіб натягнення, так що тюк обертається обгортковим матеріалом із попередньо заданим ступенем натягнення обгорткового матеріалу в напрямку його подачі, при цьому спосіб включає: моніторинг значення характеристики, яка свідчить про лінійну швидкість обгорткового матеріалу, в першому положенні поруч з тюком, моніторинг значення характеристики, яка свідчить про лінійну швидкість обгорткового матеріалу, у другому положенні перед його натягненням за допомогою засобу натягнення, обчислення значення ступеня натягнення обгорткового матеріалу в напрямку подачі, з яким обгортковий матеріал прикладають до тюка, із контрольованих значень характеристик, що свідчать про лінійні швидкості обгорткового матеріалу в першому і другому положеннях, і зміну лінійної швидкості обгорткового матеріалу поруч з одним з вказаних першого і другого положень відносно лінійної швидкості обгорткового матеріалу поруч з іншим з вказаних першого і другого положень у відповідь на розраховане значення ступеня натягнення, яке не дорівнює значенню попередньо заданого ступеня натягнення доти, поки обгортковий матеріал не буде прикладатися до тюка із попередньо заданим ступенем натягнення. В одному аспекті винаходу, контрольована характеристика, яка свідчить про лінійну швидкість обгорткового матеріалу поруч з першим положенням, включає одне з: швидкості обертання тюка, і швидкості обертання першого слідкувального ролика обгорткового матеріалу, який зчеплений з обгортковим матеріалом і обертається ним поруч з першим положенням. Переважно, швидкість обертання тюка контролюють за допомогою моніторингу одного зі: швидкості обертання ролика, який обертає тюк, що обертає тюк в камері формування тюка, лінійної швидкості стрічки, яка обертає тюк, що обертає тюк в камері формування тюка, і 2 UA 113978 C2 5 10 15 20 25 30 35 40 45 50 55 60 швидкості обертання слідкувального ролика тюка, який зчеплений з тюком і обертається ним. В одному аспекті винаходу, друге положення являє собою положення поруч з одним із засобу натягнення і рулону обгорткового матеріалу. У ще одному аспекті винаходу, контрольована характеристика, яка свідчить про лінійну швидкість обгорткового матеріалу поруч з другим положенням, включає одне з: швидкості обертання натяжного ролика засобу натягнення, і швидкості обертання другого слідкувального ролика обгорткового матеріалу, який зчеплений з обгортковим матеріалом і обертається ним, поруч з другим положенням. Переважно, лінійна швидкість обгорткового матеріалу поруч з другим положенням змінюється у відповідь на розраховане значення ступеня натягнення в напрямку подачі обгорткового матеріалу, що прикладається до тюка, яке не дорівнює значенню попередньо заданого ступеня натягнення. В одному аспекті винаходу, лінійна швидкість обгорткового матеріалу поруч з другим положенням змінюється за рахунок зміни натягнення, що створюється в обгортковому матеріалі, в напрямку подачі між засобом натягнення і тюком. Переважно, лінійна швидкість обгорткового матеріалу поруч з другим положенням змінюється за рахунок зміни натягнення, що утворюється в обгортковому матеріалі, за допомогою засобу натягнення. У ще одному аспекті винаходу, ступінь натягнення в напрямку подачі обгорткового матеріалу, з яким обгортковий матеріал прикладають до тюка, обчислюється за допомогою визначення відношення різниці лінійних швидкостей обгорткового матеріалу поруч з першим і другим положеннями до лінійної швидкості обгорткового матеріалу поруч з другим положенням. Переважно, можна вибирати значення попередньо заданого ступеня натягнення. В одному варіанті здійснення винаходу, натягнення, що створюється в обгортковому матеріалі за рахунок засобу натягнення, підтримується на мінімальному значенні під час первинної подачі обгорткового матеріалу в камеру формування тюка доти, поки обгортковий матеріал не увійде в зачеплення між обертовим тюком і одним з ролика, який обертає тюк, і стрічки, яка обертає тюк, що обертають тюк в камері формування тюка. У ще одному варіанті здійснення винаходу, натягнення, що створюється в обгортковому матеріалі за рахунок засобу натягнення, зменшується до мінімального значення по завершенні кругового обгортання тюка в камері формування тюка. В одному аспекті винаходу, обгортковий матеріал являє собою плівковий обгортковий матеріал. У ще одному аспекті винаходу, обгортковий матеріал являє собою матеріал з пластикової плівки. У ще одному аспекті винаходу, обгортковий матеріал містить на одній своїй стороні самоклейке покриття. В одному аспекті винаходу, тюк являє собою тюк фуражного матеріалу. У ще одному аспекті винаходу, тюк являє собою тюк силосу. Винахід також надає систему регулювання кругового обгортання циліндричного тюка, що обертається в камері формування тюка прес-підбирача, обгортковим матеріалом, який витягується з рулону, через засіб натягнення, так що тюк обертається обгортковим матеріалом із попередньо заданим ступенем натягнення обгорткового матеріалу в напрямку подачі, при цьому система містить: перший засіб контролю, виконаний з можливістю моніторингу значення характеристики, яка свідчить про лінійну швидкість обгорткового матеріалу, в першому положенні поруч з тюком, другий засіб контролю, виконаний з можливістю моніторингу значення характеристики, яка свідчить про лінійну швидкість обгорткового матеріалу, у другому положенні перед його натягненням за допомогою засобу натягнення, обчислювальний засіб, виконаний з можливістю зчитування сигналів з першого і другого засобів контролю, що свідчать про контрольовані значення характеристик лінійної швидкості обгорткового матеріалу в першому і другому положеннях, і з можливістю обчислення значення ступеня натягнення обгорткового матеріалу в напрямку подачі, з яким обгортковий матеріал прикладають до тюка, з сигналів, що зчитуються з першого і другого засобів контролю, засіб керування для зміни лінійної швидкості обгорткового матеріалу поруч з одним з вказаних першого і другого положень відносно лінійної швидкості обгорткового матеріалу поруч з іншим з вказаних першого і другого положень у відповідь на розраховане значення ступеня натягнення, яке не дорівнює значенню попередньо заданого ступеня натягнення доти, поки обгортковий матеріал не буде прикладатися до тюка із попередньо заданим ступенем натягнення. 3 UA 113978 C2 5 10 15 20 25 30 35 40 45 50 55 В одному аспекті винаходу, перший засіб контролю виконаний з можливістю моніторингу одного зі: швидкості обертання тюка, і швидкості обертання першого слідкувального ролика обгорткового матеріалу, який зчеплений з обгортковим матеріалом і обертається ним поруч з першим положенням. У ще одному аспекті винаходу, перший засіб контролю виконаний з можливістю моніторингу швидкості обертання тюка за допомогою моніторингу одного зі: швидкості обертання ролика, який обертає тюк, що обертає тюк в камері формування тюка, лінійної швидкості стрічки, яка обертає тюк, що обертає тюк в камері формування тюка, і швидкості обертання слідкувального ролика тюка, який зчеплений з тюком і обертається ним. Переважно, перший засіб контролю виконаний з можливістю моніторингу швидкості обертання ролика, навколо якого проходить стрічка, яка обертає тюк, для моніторингу лінійної швидкості стрічки, яка обертає тюк. Переважно, перший засіб контролю містить перший вимірювальний перетворювач обертального руху. В одному аспекті винаходу, другий засіб контролю виконаний з можливістю моніторингу лінійної швидкості обгорткового матеріалу поруч з одним із засобу натягнення і рулону обгорткового матеріалу. У ще одному аспекті винаходу, другий засіб контролю виконаний з можливістю моніторингу одного зі: швидкості обертання натяжного ролика засобу натягнення, і швидкості обертання другого слідкувального ролика обгорткового матеріалу, який зчеплений з обгортковим матеріалом і обертається ним поруч з другим положенням. Переважно, другий засіб контролю містить другий вимірювальний перетворювач обертального руху. У ще одному аспекті винаходу, обчислювальний засіб містить процесор обробки сигналів, виконаний з можливістю обчислення значення ступеня натягнення в напрямку подачі обгорткового матеріалу, що прикладається до тюка, з сигналів, які зчитуються з першого і другого засобу контролю. Переважно, процесор обробки сигналів виконаний з можливістю обчислення значення ступеня натягнення в напрямку подачі обгорткового матеріалу, з яким обгортковий матеріал прикладають до тюка, за допомогою визначення відношення різниці лінійних швидкостей обгорткового матеріалу поруч з першим і другим положеннями до лінійної швидкості обгорткового матеріалу поруч з другим положенням. В одному аспекті винаходу, процесор обробки сигналів виконаний з можливістю порівняння розрахованого значення ступеня натягнення, з яким обгортковий матеріал прикладають до тюка, зі значенням попередньо заданого ступеня натягнення. Переважно, наданий засіб зберігання для збереження значення попередньо заданого ступеня натягнення. Переважно, можна вибирати значення попередньо заданого ступеня натягнення. У ще одному аспекті винаходу, засіб керування виконаний з можливістю зміни лінійної швидкості обгорткового матеріалу поруч з другим положенням у відповідь на розраховане значення ступеня натягнення в напрямку подачі обгорткового матеріалу, що прикладається до тюка, яке не дорівнює значенню попередньо заданого ступеня натягнення. Переважно, засіб керування виконаний з можливістю зміни швидкості натяжного ролика засобу натягнення для зміни лінійної швидкості обгорткового матеріалу поруч з другим положенням. Переважно, засіб керування виконаний з можливістю регулювання засобу натягнення для зміни натягнення, що створюється в обгортковому матеріалі, в напрямку подачі між засобом натягнення і тюком за рахунок засобу натягнення, для зміни лінійної швидкості обгорткового матеріалу поруч з другим положенням. В одному варіанті здійснення винаходу, засіб натягнення містить насос системи гідрокерування крутним моментом, функціонально з'єднаний з натяжним роликом, для прикладання скручувального навантаження до натяжного ролика, а засіб керування містить засіб регулювання тиску в гідравлічному контурі з насосом керування крутним моментом для регулювання тиску гідравлічної рідини в гідравлічному контурі, проти якого повинен здійснювати нагнітання насос керування крутним моментом. Переважно, засіб регулювання тиску містить пропорційний клапан скидання тиску з електромагнітним керуванням, причому пропорційний клапан скидання тиску реагує на сигнал з процесора обробки сигналів. Переважно, пропорційний клапан скидання тиску відгукується на 4 UA 113978 C2 5 10 15 20 25 30 35 40 45 50 55 60 сигнал широтно-імпульсної модуляції, що генерується під керуванням процесора обробки сигналів. В одному аспекті винаходу, засіб керування виконаний з можливістю регулювання засобу натягнення для підтримування натягнення, що створюється в обгортковому матеріалі, з мінімальним значенням під час первинної подачі обгорткового матеріалу в камеру формування тюка доти, поки обгортковий матеріал не увійде в зачеплення між обертовим тюком і одним з ролика, який обертає тюк, і стрічки, яка обертає тюк, які обертають тюк в камері формування тюка. У ще одному аспекті винаходу, засіб керування виконаний з можливістю регулювання засобу натягнення для зменшення натягнення, що утворюється в обгортковому матеріалі, до мінімального значення по завершенні кругового обгортання тюка в камері формування тюка. Крім того, винахід надає прес-підбирач для формування обгорнутого по окружності циліндричного тюка, при цьому прес-підбирач містить камеру формування тюка, всередині якої формується тюк, пристрій дозування обгорткового матеріалу для дозування обгорткового матеріалу зі свого рулону через засіб натягнення в камеру формування тюка для кругового обгортання тюка в камері формування тюка, і систему згідно з винаходом для регулювання кругового обгортання тюка в камері формування тюка таким чином, щоб обгортковий матеріал прикладався до тюка із попередньо заданим ступенем натягнення в напрямку подачі обгорткового матеріалу. В одному аспекті винаходу, прес-підбирач містить множину роликів, які обертають тюк, для обертання тюка в камері формування тюка, при цьому ролики, які обертають тюк, визначають окружну периферію камери формування тюка і рознесені по окружності по периферії камери формування тюка, а перший засіб контролю виконаний з можливістю моніторингу швидкості обертання одного з роликів, які обертають тюк. У ще одному аспекті винаходу, окружна периферія камери формування тюка щонайменше частково утворена стрічкою, яка обертає тюк, а перший засіб контролю виконаний з можливістю моніторингу швидкості обертання ролика, навколо якого проходить стрічка, яка обертає тюк. У додатковому аспекті винаходу прес-підбирач виконаний з можливістю обгортання тюка обгортковим матеріалом з пластикової плівки. У ще одному аспекті винаходу, прес-підбирач пристосований для формування тюка фуражного матеріалу. Крім того, винахід надає спосіб формування матеріалу в циліндричний тюк і кругового обгортання тюка обгортковим матеріалом, при цьому спосіб включає: подачу матеріалу, що підлягає тюкуванню, в камеру формування тюка прес-підбирача, обертання матеріалу, що підлягає тюкуванню, в камері формування тюка з формуванням тюка, подачу обгорткового матеріалу через засіб натягнення в камеру формування тюка для кругового обгортання сформованого тюка, який обертається в камері формування тюка, моніторинг значення характеристики, яка свідчить про лінійну швидкість обгорткового матеріалу, в першому положенні поруч з тюком, моніторинг значення характеристики, яка свідчить про лінійну швидкість обгорткового матеріалу, у другому положенні перед його натягненням за допомогою засобу натягнення, обчислення значення ступеня натягнення обгорткової плівки в напрямку подачі, з яким обгортковий матеріал прикладають до тюка, із контрольованих значень характеристик, що свідчать про лінійні швидкості обгорткового матеріалу поруч з першим і другим положеннями, і зміна лінійної швидкості обгорткового матеріалу поруч з одним з вказаних першого і другого положень відносно лінійної швидкості обгорткового матеріалу поруч з іншим з вказаних першого і другого положень у відповідь на розраховане значення ступеня натягнення, яке не дорівнює значенню попередньо заданого ступеня натягнення доти, поки обгортковий матеріал не буде прикладатися до тюка із попередньо заданим ступенем натягнення. Винахід має множину переваг. Система і спосіб згідно з винаходом забезпечують можливість кругового обгортання тюків по суті з постійним попередньо заданим ступенем натягнення в напрямку подачі обгорткового матеріалу незалежно від коливань температури зовнішнього середовища, в якому формують і обертають по окружності тюки, і незалежно від коливань температури обгорткового матеріалу і рулону обгорткового матеріалу. Крім того, тюки обертають по окружності по суті з постійним попередньо заданим ступенем натягнення в напрямку подачі обгорткового матеріалу незалежно від коливань властивостей обгорткового матеріалу в межах рулону обгорткового матеріалу, і незалежно від коливань властивостей обгорткового матеріалу від одного рулону обгорткового матеріалу до іншого рулону обгорткового матеріалу. 5 UA 113978 C2 5 10 15 20 25 30 35 40 45 50 55 60 Внаслідок того, що тюки обертають по окружності з постійним попередньо заданим ступенем натягнення в напрямку подачі обгорткового матеріалу, тюки стабільно обертають по окружності по суті з постійним рівнем щільності, і крім того, тюки обертають по окружності обгортковим матеріалом по суті постійної товщини. Відповідно, спосіб і система забезпечують можливість кругового обгортання тюків у камері формування тюка по суті з постійним рівнем щільності і по суті з постійною товщиною обгорткового матеріалу незалежно від температури обгорткового матеріалу, температури навколишнього середовища, в якій відбувається кругове обгортання тюка, і незалежно від коливань у властивостях обгорткового матеріалу в межах рулону обгорткового матеріалу і від рулону до рулону обгорткового матеріалу. Додаткова перевага винаходу полягає в тому, що система згідно з винаходом допускає використання для обгортання тюків обгорткового матеріалу різних типів, різної ширини, різної товщини і з дійсно різних матеріалів без необхідності контролю вручну і керування вручну роботою прес-підбирача для того, щоб прикладати обгортковий матеріал до тюка в камері формування тюка із попередньо заданим ступенем натягнення в напрямку подачі обгорткового матеріалу. Внаслідок того, що система автоматично регулює ступінь натягнення, з яким обгортковий матеріал прикладають до обертового тюка в камері формування тюка, після того, як значення попередньо заданого ступеня натягнення було вибране і введене в систему преспідбирача згідно з винаходом, ступінь натягнення, з якимобгортковий матеріал прикладають до тюка, автоматично регулюється системою. Тому він не залежить від типу обгорткового матеріалу, його товщини, типу матеріалу й інших характеристик обгорткового матеріалу. Додаткова перевага винаходу полягає в тому, що він уникає всілякої небезпеки натягнення обгорткового матеріалу до такого ступеня, який перевищує межу пружності обгорткового матеріалу, оскільки після того, як вибране значення попередньо заданого ступеня натягнення, що забезпечує, що обгортковий матеріал не натягається більше своєї межі пружності, система згідно з винаходом підтримує значення ступеня натягнення, з яким обгортковий матеріал прикладають до тюка, на вибраному значенні попередньо заданого ступеня натягнення, тому немає небезпеки натягнення обгорткового матеріалу більше своєї межі пружності. Крім того, дане кільцеве обгортання тюка в камері формування тюка прес-підбирача проводиться без необхідності в якому-небудь ручному втручанні оператора, яке в іншому випадку було б потрібне для регулювання швидкостей подачі обгорткового матеріалу і/або швидкості обертання тюка в камері формування тюка. Винахід стане зрозумілішим з наступного опису деяких переважних варіантів його здійснення, які наведені виключно як приклад, з посиланням на супровідні креслення, на яких: Фіг. 1 являє собою вертикальний вигляд збоку прес-підбирача згідно з винаходом, який містить систему також згідно з винаходом для кругового обгортання тюка матеріалу, сформованого в прес-підбирачі, обгортковим матеріалом, і для регулювання ступеня натягнення обгорткового матеріалу в напрямку подачі обгорткового матеріалу таким чином, щоб обгортковий матеріал прикладався до периферійної поверхні тюка із попередньо заданим ступенем натягнення, Фіг. 2 являє собою вертикальний вигляд збоку прес-підбирача згідно з фіг. 1 в поперечному розрізі, Фіг. 3 являє собою схематичний вертикальний вигляд збоку прес-підбирача згідно з фіг. 1, з частинами прес-підбирача у відповідних інших станах, ніж у частин згідно з фіг. 1, Фіг. 4 являє собою блокове представлення частини прес-підбирача згідно з фіг. 1, Фіг. 5 являє собою блокове представлення електронної схеми керування прес-підбирача згідно з фіг. 1, Фіг. 6 являє собою блокове представлення гідравлічного контуру частини прес-підбирача згідно з фіг. 1, Фіг. 7 являє собою графічне представлення ступеня натягнення, з яким обгортковий матеріал прикладають до тюка в камері формування тюка прес-підбирача згідно з фіг. 1, і Фіг. 8 являє собою зображення, аналогічне фіг. 2, прес-підбирача згідно з ще одним варіантом здійснення винаходу. З посиланням на креслення, а спочатку на фіг. 1-7, проілюстрований прес-підбирач згідно з винаходом, позначений загалом посилальною позицією 1, для формування фуражного матеріалу, наприклад, трави, сіна, соломи, силосу і тому подібного, в циліндричний тюк 2, який обертають по окружності обгортковим матеріалом, який в даному варіанті здійснення винаходу являє собою обгортковий матеріал 3 з пластикової плівки. Загорнутий тюк 2 звичайно має діаметр приблизно 1,3 метра і осьову довжину приблизно 1,25 метра, хоча загорнутий тюк може мати діаметр в діапазоні від 1 метра до 1,8 метра. Обгортковою плівкою 3 є попередньо 6 UA 113978 C2 5 10 15 20 25 30 35 40 45 50 55 60 натягнута поліетиленова плівка, що належить до типу, розкритого в PCT публікації № WO 2011/076694, і покрита на одній поверхні легким самоклейким покриттям. Як правило, обгорткова плівка 3 постачається в рулоні 4, і в цьому випадку має ширину приблизно 1,4 метра, а товщину приблизно 20 мікронів. Однак, залежно від розмірів тюка, ширина обгорткової плівки 3 може коливатися від 1,2 метра до 1,6 метра. Крім того, товщиною обгорткової плівки 3 може бути будь-яка придатна товщина, і як правило може бути товщина в діапазоні від 10 мікронів до 25 мікронів. Тюк 2 обертають по окружності обгортковою плівкою 3, як буде описано нижче, при цьому обгорткову плівку 3 прикладають до тюка 2 із попередньо заданим ступенем натягнення в напрямку подачі обгорткової плівки 3, як буде описано нижче. У даному варіанті здійснення винаходу, прес-підбирач 1 являє собою прес-підбирач з фіксованою камерою, що належить до типу, який описаний в публікації патентної заявки PCT № WO 02/076184. Насправді, прес-підбирач може постачатися окремо, як прес-підбирач, або він може постачатися в поєднанні з пристроєм для обернення тюків, в результаті чого преспідбирач 1 і пристрій для обернення тюків будуть встановлені на загальному шасі. Для завершення обернення тюка сформований і обгорнутий по окружності тюк 2 буде вивантажуватися з прес-підбирача в пристрій для обернення тюків. Подібний комбінований прес-підбирач/пристрій для обернення тюків розкритий в публікації патентної заявки PCT № WO 02/076183. Прес-підбирач 1 містить шасі (не показане), яке підтримується на парі стичних із землею коліс (також не показані). Прес-підбирач 1 виконаний з можливістю буксирування трактором або іншим придатним буксирним транспортним засобом. Прес-підбирач 1 містить корпус 5, утворений трьома сегментами корпусу, а саме: нерухомим сегментом 8, нижнім рухомим сегментом 9 і верхнім рухомим сегментом 10. Три сегменти 8, 9 і 10 разом утворюють камеру 12 формування тюка, всередині якої тюк 2 формується і обертається по окружності обгортковою плівкою 3. Нерухомий сегмент 8 містить пару протилежних розташованих на відстані одна від одної нерухомих бічних стінок 14, нижній рухомий сегмент 9 містить пару протилежних розташованих на відстані одна від одної нижніх бічних стінок 15, в той час, як верхній рухомий сегмент 10 містить пару протилежних розташованих на відстані одна від одної верхніх бічних стінок 16. Коли три сегменти 8, 9 і 10 утворюють камеру 12 формування тюка, нерухомі, нижні і верхні бічні стінки 14, 15 і 16 разом утворюють відповідні протилежні кінці камери 12 формування тюка. Множина рознесених по окружності роликів 18, які обертають тюк, проходять між і підтримуються з можливістю обертання в протилежних бічних стінках 14, 15 і 16 трьох сегментів 8, 9 і 10, і разом ролики 18, які обертають тюк, визначають окружну периферію 19 камери 12 формування тюка. Ролики 18, які обертають тюк, приводяться в рух через ланцюгову передачу 20, зірочки 21 якої проілюстровані на фіг. 1. Зірочки 21 ланцюгової передачі 20 жорстко з'єднані з валами 26, на яких встановлені ролики 18, які обертають тюк. У блоковому представленні на фіг. 4 проілюстрована тільки частина ланцюгової передачі 20. Ролики 18, які обертають тюк, обертаються ланцюговою передачею 20 в напрямку стрілок А для обертання тюка 2, що формується в камері 12 формування тюка, в напрямку стрілки В, як проілюстровано на фіг. 2. Зазор між одним з роликів 18a, які обертають тюк, нерухомого сегмента 8 і одним з роликів 8b, які обертають тюк, нижнього рухомого сегмента 9 утворює впуск 22, який вміщує фуражний матеріал з підбирального механізму 23 в камеру 12 формування тюка. Підбиральний механізм 23 підтримується на парі стичних із землею коліс 24, одне з яких проілюстроване на фіг. 1 і 2, і підбирає фуражний матеріал з валка в полі в міру того, як прес-підбирач 1 буксирується позаду трактора. Пара розташованих на відстані один від одного встановлювальних кронштейнів 25, що проходять вниз від відповідних верхніх бічних стінок 16 верхнього рухомого сегмента 10, зачіплюють з можливістю обертання вал 26a, розташований на протилежних кінцях ролика, який обертає тюк 18c нерухомого сегмента 10. Верхній рухомий сегмент 10 шарнірно підтримується на валу 26a ролика 18c, який обертає тюк, для полегшення повороту верхнього рухомого сегмента 10 навколо вала 26a в напрямку стрілки С зі стану формування тюка, проілюстрованого на фіг. 1 і 2, з верхнім рухомим сегментом 10, який взаємодіє з сегментами 8 і 9 з утворенням камери 12 формування тюка, в стан з відкритим верхом, проілюстрований на фіг. 3, для надання місця для сформованого обгорнутого по окружності тюка 2 з камери 12 формування тюка. Пара протилежних розташованих на відстані один від одного вертикальних елементів 29, які проходять вгору від шасі (не показане), підтримують з можливістю обертання вал 26b, розташований на відповідних протилежних кінцях ролика 18d, який обертає тюк, нижнього рухомого сегмента 9. Тільки один з вертикальних елементів 29 проілюстрований пунктирними 7 UA 113978 C2 5 10 15 20 25 30 35 40 45 50 55 60 лініями на фіг. 1. Нижній рухомий сегмент 9 повертається на валу 26b в напрямку стрілки D зі стану формування тюка, проілюстрованого на фіг. 1 і 2, взаємодіючи з сегментами 8 і 10 з утворенням камери 12 формування тюка, в стан вивантаження, проілюстрований на фіг. 3, для вивантаження тюка 2 з камери 12 формування тюка. Вал 26b ролика 18d, який обертає тюк, може обертатися в нижніх бічних стінках 15 нижнього рухомого сегмента 9 для полегшення повороту нижнього рухомого сегмента 9 між станом формування тюка і станом вивантаження. Для повороту верхнього рухомого сегмента 10 між станом формування тюка і станом з відкритим верхом, і для повороту нижнього рухомого сегмента 9 між станом формування тюка і станом вивантаження надані гідравлічні підіймачі 28, проілюстровані на фіг. 3. Конструкція і робота нерухомого сегмента 8, нижнього рухомого сегмента 9 і верхнього рухомого сегмента 10 описані в описі прес-підбирача публікації заявки PCT № WO 02/076184. Засіб дозування, в даному варіанті здійснення винаходу пристрій 30 дозування обгорткового матеріалу, дозує обгорткову плівку 3 з рулону 4 для кругового обгортання тюка 2 в камері 12 формування тюка. Пристрій 30 дозування містить опору 31, на якій вільно підтримується з можливістю обертання рулон 4 обгорткової плівки 3. Обгорткова плівка 3 з шириною 1400 мм має ширину трохи більшу, ніж осьова довжина тюка 2, так що протилежні бічні кромки обгорткової плівки 3, які проходять по довжині, проходять навколо периферійних торцевих кромок тюка 2 від периферійної поверхні на відповідні протилежні радіальні торцеві поверхні поруч з периферійними торцевими кромками тюка 2. Обгорткова плівка 3 витягується з рулону 4 навколо засобу натягнення, а саме - навколо натяжного ролика 32 - і проходить зверху першого, другого і третього напрямних роликів 33, 34 і 35 в механізм 36 доставки, встановлений на верхньому рухомому сегменті 10 і над ним. Натяжний ролик 32 підтримується з можливістю обертання в підшипниках 37, які розташовані в протилежних опорних стінках 38, які продовжуються від відповідних нерухомих бічних стінок 14 нерухомого сегмента 8. Натяжний ролик 32 викликає натягнення обгорткової плівки 3 між натяжним роликом 32 і обертовим тюком 2, результатом чого є прикладення обгорткової плівки 3 до тюка 2 зі ступенем натягнення в напрямку подачі, а саме - в напрямку подачі стрілки Е обгорткової плівки. Натягнення, що створюється в обгортковій плівці 3 натяжним роликом 32, змінюється, як буде описано нижче, так що обгорткова плівка 3 прикладається до тюка 2 із попередньо заданим ступенем натягнення в напрямку подачі Е, як також буде описано нижче. Перший напрямний ролик 33 підтримується з можливістю обертання в підшипниках (не показано) у відповідних опорних стінках 38, а другий і третій напрямні ролики 34 і 35 підтримуються з можливістю обертання в підшипниках (не показано) в бічних стінках 40 механізму 36 доставки. Бічні стінки 40 механізму 36 доставки проходять вгору від верхніх бічних стінок 16 верхнього рухомого сегмента 10. Механізм 36 доставки містить подавальний ролик 42 і притискний ролик 43, що обертаються в бічних стінках 40 механізму 36 доставки і взаємодіють один з одним для вміщення обгорткової плівки 3 між ними і для первинної подачі обгорткової плівки 3 в камеру 12 формування тюка між парою сусідніх роликів 18, які обертають тюк, а саме - роликів 18e і 18f, які обертають тюк. Подавальний ролик 42 приводиться в дію через клинопасовий привід 44 від ланцюгової передачі 20, яка приводить в дію ролики 18, які обертають тюк. Електрокерована муфта 45 вибірково з'єднує клинопасовий привід 44 з ланцюговою передачею 20. Механічна одностороння муфта 46 передає крутний момент від клинопасового приводу 44 на подавальний ролик 42. Механічна одностороння муфта 46 виконана таким чином, щоб крутний момент передавався від клинопасового приводу 44 на подавальний ролик 42 і таким чином, щоб подавальний ролик 42 міг вільно обертатися, коли обгорткова плівка 3 втягується в камеру 12 формування тюка між подавальним і притискним роликами 42 і 43 під дією обертового тюка 2 і роликів 18, які обертають тюк, як буде описано нижче. У блоковому представленні на фіг. 4 проілюстровані клинопасовий привід 44, електрокерована муфта 45 і механічна одностороння муфта 46, що з'єднує ланцюговий привід 20 з подавальним роликом 42. Коли тюк 2 в камері 12 формування тюка готовий до кругового обгортання, до подавального ролика 42 через електрокеровану муфту 45, клинопасовий привід 44 і механічну односторонню муфту 46 вибірково прикладають крутний момент для подачі обгорткової плівки 3 в камеру 12 формування тюка між роликами 18e і 8f, які обертають тюк. Після того, як обгорткова плівка 3 була зачеплена між обертовим тюком 2 і роликом 18e, який обертає тюк, обгорткова плівка 3 затягується в камеру 12 формування тюка навколо периферійної поверхні обертового тюка 2 завдяки затискній дії між роликами 18, які обертають тюк, і периферійною поверхнею обертового тюка 2. Механічна одностороння муфта 46 забезпечує можливість вільного ходу подавального ролика 42, так що обгорткова плівка 3 може вільно втягуватися між подавальним і притискним роликами 42 і 43 в міру того, як обгорткова плівка 3 втягується в камеру 12 8 UA 113978 C2 5 10 15 20 25 30 35 40 45 50 55 формування тюка навколо периферійної поверхні тюка 2 за рахунок затискної дії між роликами 18, які обертають тюк, і обертовим тюком 2 з мінімальним опором з боку подавального і притискного роликів 42 і 43. Після того, як обгорткова плівка втягується в камеру 12 формування тюка на периферійну поверхню тюка 2 за рахунок затискної дії між роликами 18, які обертають тюк, і обертовим тюком 2, для відключення клинопасового приводу 44 від ланцюгової передачі 20 приводиться в дію електрокерована муфта 45. Пара розташованих на відстані один від одного встановлених з можливістю обертання центрувальних роликів 47 розташовані на відповідних протилежних сторонах механізму 36 доставки для зачеплення відповідних протилежних, які проходять по довжині бічних кромок обгорткової плівки 3 для центрування обгорткової плівки 3 відносно камери 12 формування тюка. Крім того, центрувальні ролики 47 підтискаються один до одного для притиснення бічних кромок обгорткової плівки 3 одна до одної, в свою чергу, для формування канатної конфігурації обгорткової плівки 3 для полегшення відрізання обгорткової плівки 3, яка була накручена по окружності на тюк 2, від обгорткової плівки 3, що подається через механізм 36 доставки. У кінці обгортання кожного тюка 2 обгортковою плівкою 3 центрувальні ролики 47 стискаються разом для надання обгортковій плівці 3 канатоподібної конфігурації. Відрізаючий механізм 49, що належить до типу, який повинен бути добре відомий кваліфікованим фахівцям в даній галузі, розташований між подавальним і притискним роликами 42 і 43 механізму 36 доставки і роликами 18e і 18f, які обертають тюк, для відрізання обгорткової плівки 3, яка була намотана на периферійну поверхню тюка 2, по завершенні обгортання тюка 2 від обгорткової плівки 3 в механізмі 36 доставки, коли обгортковій плівці 3 центрувальними роликами 47 була надана канатоподібна конфігурація. Також надана система згідно з винаходом, і загалом позначена посилальною позицією 50, для регулювання кругового обгортання тюка 2 в камері 12 формування тюка обгортковою плівкою 3 таким чином, щоб обгорткова плівка 3 прикладалася до периферійної поверхні тюка 2 із попередньо заданим ступенем натягнення в напрямку подачі обгорткової плівки 3, і для підтримування ступеня натягнення обгорткової плівки 3 в напрямку подачі, з яким обгорткову плівку 3 прикладають до тюка 2, по суті постійним із попередньо заданим ступенем натягнення в процесі обгортання тюка 2. Система 50 містить перший засіб контролю, який містить перший вимірювальний перетворювач 51 обертального руху, для моніторингу характеристики, яка свідчить про лінійну швидкість обгорткової плівки 3 в першому положенні, яке знаходиться поруч з тюком 2. В даному варіанті здійснення винаходу, перший вимірювальний перетворювач 51 обертального руху функціонально взаємодіє з роликом 18e, який обертає тюк, для моніторингу швидкості обертання ролика 18e, який обертає тюк. Оскільки лінійна швидкість периферійної поверхні ролика 8e, який обертає тюк, аналогічна лінійній швидкості периферійної поверхні обертового тюка 2, і оскільки лінійна швидкість периферійної поверхні тюка 2 аналогічна лінійній швидкості обгорткової плівки 3, в міру того як її намотують по окружності на обертовий тюк, швидкість обертання ролика 18e, який обертає тюк, є показником лінійної швидкості обгорткової плівки поруч з тюком, і, таким чином, лінійна швидкість обгорткової плівки 3 в першому положенні поруч з тюком 2 може бути легко визначена з контрольованої швидкості обертання ролика 18e, який обертає тюк. Другий засіб контролю системи 50 містить другий вимірювальний перетворювач 54 обертального руху для моніторингу характеристики, яка свідчить про лінійну швидкість обгорткової плівки у другому положенні перед її натягненням натяжним роликом 32, в цьому випадку друге положення знаходиться поруч з натяжним роликом 32. Другий вимірювальний перетворювач 54 обертального руху пов'язаний з натяжним роликом 32 для моніторингу швидкості обертання натяжного ролика 32. Обгорткова плівка 3 проходить навколо натяжного ролика 32 без проковзування, і, відповідно, лінійна швидкість периферійної поверхні натяжного ролика 32 аналогічна лінійній швидкості обгорткової плівки 3 поруч з натяжним роликом 32 перед створенням натягнення обгорткової плівки 3. Внаслідок цього, лінійна швидкість обгорткової плівки 3 поруч з натяжним роликом 32 може бути легко визначена зі швидкості обертання натяжного ролика 32, яку контролюють за допомогою другого вимірювального перетворювача 54 обертального руху, і яка таким чином свідчить про лінійну швидкість обгорткової плівки 3 поруч з натяжним роликом 32. Першим і другим вимірювальними перетворювачами обертального руху можуть бути або оптичні датчики положення, або магнітні датчики положення. Подібні вимірювальні перетворювачі обертального руху повинні бути добре відомі кваліфікованим фахівцям в даній галузі. 9 UA 113978 C2 5 10 15 20 25 30 35 40 45 50 55 60 Електронна схема 55 керування, яка працює під керуванням процесора обробки сигналів, в даному варіанті здійснення винаходу, мікропроцесора 56, який керує всією роботою преспідбирача 1, також керує роботою системи 50. Мікропроцесор 56 відповідно до винаходу запрограмований регулювати подачу обгорткової плівки 3 з рулону 4 в камеру 12 формування тюка на периферійну поверхню тюка 2 таким чином, щоб прикладати обгорткову плівку 3 до тюка 2 з постійним попередньо заданим ступенем натягнення в напрямку подачі обгорткової плівки 3. Значення попередньо заданого ступеня натягнення, який можна вибирати, зберігається в пам'яті в мікропроцесорі 56, або може зберігатися у придатному оперативному запам'ятовуючому пристрої, доступному мікропроцесору 56. Інтерфейсний блок, а саме клавіатура 57, встановлена в корпусі 5 прес-підбирача 1, - наданий для введення вибраного значення попередньо заданого ступеня натягнення в пам'ять в мікропроцесорі 56. Клавіатура 57 проілюстрована на фіг. 5. Мікропроцесор 56 запрограмований зчитувати сигнали з першого і другого вимірювальних перетворювачів 51 і 54 обертального руху, а після того, як обгорткова плівка 3 натягується на периферійну поверхню тюка 2 між тюком 2 і роликом 18e, який обертає тюк, мікропроцесор 56 з сигналів, які зчитуються з першого і другого вимірювальних перетворювачів 51 і 54 обертального руху, розраховує відповідні лінійні швидкості обгорткової плівки 3 поруч з натяжним роликом 32 і поруч з периферійною поверхнею тюка 2. Мікропроцесор 56 запрограмований розраховувати значення ступеня натягнення, що створюється в обгортковій плівці 3 в напрямку подачі, за допомогою обчислення значення відношення різниці лінійних швидкостей обгорткової плівки 3 в напрямку подачі поруч з тюком 2 і натяжним роликом 32 до лінійної швидкості обгорткової плівки 3 в напрямку подачі поруч з натяжним роликом 32. Відповідно, мікропроцесор 56 запрограмований віднімати лінійну швидкість обгорткової плівки 3 поруч з натяжним роликом 32 від лінійної швидкості обгорткової плівки 3 поруч з обертовим тюком 2 і ділити одержану в результаті різницю на лінійну швидкість обгорткової плівки 3 поруч з натяжним роликом 32. Значення ступеня натягнення в напрямку подачі в обгортковій плівці 3, коли обгорткову плівку 3 прикладають до периферійної поверхні тюка 2, дорівнює значенню відношення різниці лінійних швидкостей обгорткової плівки 3 в напрямку подачі поруч з тюком 2 і натяжним роликом 32 до лінійної швидкості обгорткової плівки 3 в напрямку подачі поруч з натяжним роликом 32. Мікропроцесор 56 запрограмований порівнювати розраховане значення ступеня натягнення, з яким обгорткову плівку 3 в напрямку подачі прикладають до обертового тюка 2 в камері 12 формування тюка, зі збереженим значенням попередньо заданого ступеня натягнення в напрямку подачі в обгортковій плівці. Якщо розраховане значення ступеня натягнення в напрямку подачі в обгортковій плівці 3, з яким обгорткову плівку 3 прикладають до периферійної поверхні тюка 2, не дорівнює збереженому значенню попередньо заданого ступеня натягнення в напрямку подачі, мікропроцесор 56 запрограмований змінювати швидкість обертання натяжного ролика 32, для зміни, в свою чергу, лінійної швидкості обгорткової плівки 3 поруч з натяжним роликом 32 доти, поки розраховане значення ступеня натягнення обгорткової плівки 3 в напрямку подачі, з яким обгорткову плівку 3 прикладають до обертового тюка 2 в камері 12 формування тюка, не буде дорівнювати збереженому значенню попередньо заданого ступеня натягнення в напрямку подачі, як буде описано далі. Засіб регулювання натягнення для регулювання натягнення, що утворюється в обгортковій плівці 3 в напрямку подачі натяжним роликом 32, містить засіб регулювання крутного моменту, а саме - регулятор крутного моменту, який загалом позначений посилальною позицією 58, для прикладення скручувального навантаження до натяжного ролика 32, навпроти якого обертається натяжний ролик 32, і для регулювання значення скручувального навантаження, яке прикладається до натяжного ролика 32, в свою чергу, для регулювання швидкості обертання натяжного ролика 32. Регулятор 58 крутного моменту містить поворотний насос 59 системи гідрокерування крутним моментом, який з'єднаний з натяжним роликом 32 через привід 60 з фіксованою передачею для прикладення скручувального навантаження до натяжного ролика 32. Насос 59 керування крутним моментом розташований в гідравлічному контурі 61 і виконаний з можливістю нагнітання гідравлічної рідини з резервуара 62 для гідравлічної рідини через гідравлічний контур 61, який, в свою чергу, повертається в резервуар 62. Засіб керування для регулювання скручувального навантаження, яке прикладається до натяжного ролика 32, містить засіб регулювання тиску, а саме - пропорційний клапан 64 скидання тиску з електромагнітним керуванням для регулювання тиску гідравлічної рідини, проти якого насос 59 керування крутним моментом повинен нагнітати гідравлічну рідину. Пропорційний клапан 64 скидання тиску з електромагнітним керуванням розташований в гідравлічному контурі 61 після насоса 59 керування крутним моментом між насосом 59 10 UA 113978 C2 5 10 15 20 25 30 35 40 45 50 55 60 керування крутним моментом і резервуаром 62, так що гідравлічна рідина повертається з пропорційного клапана 64 скидання тиску в резервуар 62. Соленоїд 65 регулює пропорційний клапан 64 скидання тиску і, в свою чергу, тиск, що створюється в гідравлічній рідині, проти якого повинен діяти насос 59 керування крутним моментом. Соленоїдом 65 керують за допомогою електричного струму широтно-імпульсної модуляції, який подають на соленоїд 65 під керуванням мікропроцесора 56 у відповідь на різницю між розрахованим значенням ступеня натягнення обгорткової плівки 3 в напрямку подачі і збереженим значенням попередньо заданого ступеня натягнення в напрямку подачі обгорткової плівки. За рахунок модулювання ширини імпульсів струму, який подається на соленоїд 65 пропорційного клапана 64 скидання тиску, змінюють тиск, проти якого насос 59 керування крутним моментом повинен нагнітати гідравлічну рідину в гідравлічному контурі 61. У даному варіанті здійснення винаходу, тиск, що створюється в гідравлічній рідині пропорційним клапаном 64 скидання тиску, пропорційний до ширини імпульсів електричного струму, який подається на соленоїд 65. За рахунок регулювання тиску гідравлічної рідини, проти якого насос 59 керування крутним моментом повинен здійснювати нагнітання за допомогою пропорційного клапана 64 скидання тиску, також керують скручувальним навантаженням, що прикладається насосом 59 керування крутним моментом до натяжного ролика 32, проти якого повинен обертатися натяжний ролик 32. За рахунок регулювання скручувального навантаження, яке прикладається насосом 59 керування крутним моментом до натяжного ролика 32, також керують швидкістю обертання натяжного ролика 32. Відповідно, за рахунок збільшення скручувального навантаження, яке прикладається насосом 59 керування крутним моментом до натяжного ролика 32, знижують швидкість обертання натяжного ролика 32 відносно швидкості обертання обертового тюка 2 в камері 12 формування тюка, і внаслідок цього збільшують ступінь натягнення, що утворюється в обгортковій плівці 3 в напрямку подачі, з яким обгорткову плівку 3 прикладають до периферійної поверхні тюка 2. І навпаки, за рахунок зменшення скручувального навантаження, яке прикладається насосом 59 керування крутним моментом до натяжного ролика 32, збільшують швидкість обертання натяжного ролика 32 відносно швидкості обертання обертового тюка 2 в камері формування тюка 2, зменшуючи таким чином ступінь натягнення, що створюється в обгортковій плівці 3 в напрямку подачі, що прикладається до тюка 2. У випадку, якщо розраховане значення ступеня натягнення, з яким обгорткову плівку 3 прикладають до обертового тюка 2 в камері 12 формування тюка, більше, ніж збережене значення попередньо заданого ступеня натягнення, ширину імпульсів електричного струму, який подається на соленоїд 65 під керуванням мікропроцесора 56, зменшують для зменшення, в свою чергу, скручувального навантаження, яке прикладається насосом 59 керування крутним моментом до натяжного ролика 32, для збільшення за рахунок цього швидкості обертання натяжного ролика 32 відносно швидкості обертання тюка 2 в камері 12 формування тюка. Мікропроцесор 56 запрограмований продовжувати зменшувати ширину імпульсів електричного струму, який подається на соленоїд 65 пропорційного клапана 64 скидання тиску, доти, поки розраховане значення ступеня натягнення обгорткової плівки 3 в напрямку подачі не буде дорівнювати збереженому значенню попередньо заданого ступеня натягнення. І навпаки: якщо розраховане значення ступеня натягнення, що створюється в обгортковій плівці в напрямку подачі, що прикладається до обертового тюка 2 в камері 12 формування тюка, менше, ніж збережене значення попередньо заданого ступеня натягнення, мікропроцесор 56 продовжує збільшувати ширину імпульсів електричного струму, який подається на соленоїд 65 пропорційного клапана 64 скидання тиску доти, поки розраховане значення ступеня натягнення, що створюється в обгортковій плівці в напрямку подачі і формування тюка, що прикладається до обертового тюка 2 в камері 12 формування тюка, не буде дорівнювати збереженому значенню попередньо заданого ступеня натягнення. Крім того, для того, щоб полегшити первинну подачу обгорткової плівки 3 подавальним і притискним роликами 42 і 43 в камеру 12 формування тюка, мікропроцесор 56 підтримує ширину імпульсів електричного струму, який подається на соленоїд 65 пропорційного клапана 64 скидання тиску, на відносно низькому рівні, так що скручувальне навантаження, яке прикладається насосом 59 керування крутним моментом до натяжного ролика 32, є мінімальним і достатнім якраз для підтримування туго натягнутої обгорткової плівки 3 між натяжним роликом 32 і подавальним і притискним роликами 42 і 43. Мікропроцесор 56 запрограмований зчитувати сигнали з першого і другого вимірювальних перетворювачів 51 і 54 обертального руху в той час, як обгорткова плівка 3 подається в камеру 12 формування тюка подавальним і притискним роликами 42 і 43. 11 UA 113978 C2 5 10 15 20 25 30 35 40 45 50 55 60 По сигналу від першого вимірювального перетворювача 51 обертального руху, що свідчить про значне збільшення лінійної швидкості обгорткової плівки 3 поруч з тюком 2, яке зумовлене втягуванням обгорткової плівки в камеру формування тюка 2 за рахунок затискної дії між роликом 8e, який обертає тюк, і обертовим тюком 2, мікропроцесор 56 негайно збільшує ширину імпульсів електричного струму, який подається на соленоїд 65 пропорційного клапана 64 скидання тиску, для того, щоб збільшити скручувальне навантаження, яке прикладається насосом 59 керування крутним моментом до натяжного ролика 32 для зменшення, в свою чергу, швидкості обертання натяжного ролика 32, швидкість обертання якого підвищується після того, як лінійна швидкість обгорткової плівки 3 збільшується в результаті втягування в камеру 12 формування тюка за рахунок затискної дії на обгорткову плівку ролика 18e, який обертає тюк, і обертового тюка 2 в камері 12 формування тюка. Після цього швидкість обертання натяжного ролика 32 регулюють таким чином, щоб обгорткова плівка 3 прикладалася до обертового тюка 2 з розрахованим значенням ступеня натягнення, що дорівнює збереженому значенню попередньо заданого ступеня натягнення, і для того, щоб ступінь натягнення, з яким обгорткову плівку 3 прикладають до обертового тюка 2 в камері 12 формування тюка, зберігався по суті постійним із попередньо заданим ступенем натягнення, як вже описано. Швидкість обертання, з якою тюк 2 обертається в камері 12 формування тюка, така, що лінійна швидкість, з якою обгорткова плівка 3 втягується в камеру 12 формування тюка за рахунок затискної дії на обгорткову плівку між роликами 18, які обертають тюк, і обертовим тюком 2, значно більша, ніж лінійна швидкість, з якою обгорткову плівку 3 подають в камеру 12 формування тюка подавальним і притискним роликами 42 і 43. При завершенні обгортання тюка 2 обгортковою плівкою 3 мікропроцесор 56 запрограмований зменшувати ширину імпульсів електричного струму, який подається на соленоїд 65 пропорційного клапана 64 скидання тиску, таким чином, щоб скручувальне навантаження, яке прикладається насосом 59 керування крутним моментом до натяжного ролика 32, зменшувалося до мінімального значення, для того, щоб дозволити центрувальним роликам 47 підтиснути бічні кромки обгорткової плівки 3, які проходять по довжині, одна до одної, для того, щоб для надання обгортковій плівці 3 канатоподібної конфігурації, для полегшення, в свою чергу, відрізання обгорткової плівки 3, яка була намотана на тюк 2, за допомогою відрізаючого механізму 49 від обгорткової плівки 3, яка залишилася, яка витягується зі свого рулону 4. Далі з посиланням на фіг. 7 проілюстрований графік значення ступеня натягнення, з яким обгорткову плівку 3 прикладають до обертового тюка 2 в камері 12 формування тюка преспідбирача 1, який побудований залежно від часу. Значення ступеня натягнення обгорткової плівки 3 відкладають на вертикальній осі Y у вигляді процентного значення одиниці довжини обгорткової плівки 3 в міру того, як вона витягується з рулону 4 без всякого натягнення, що створюється в обгортковій плівці 3 натяжним роликом 32. Для того, щоб набути процентного значення натягнення, ступеня натягнення, який обчислюється мікропроцесором 56 у вигляді відношення різниці лінійних швидкостей обгорткової плівки 3 поруч з тюком 2 і натяжним роликом 32 до лінійної швидкості обгорткової плівки 3 поруч з натяжним роликом 2, множать на сто. Час в секундах відкладають на горизонтальну вісь Х. Час формування тюка в камері 12 формування тюка прес-підбирача 1 становить приблизно 60 секунд. На 61 секунді під керуванням мікропроцесора 56 включається подавальний ролик 42 з подавального і притискного роликів 42 і 43 для подачі обгорткової плівки 3 в камеру 12 формування тюка. Час, необхідний для подачі обгорткової плівки 3 подавальним і притискним роликами 42 і 43 в камеру формування тюка, становить приблизно дві секунди. На 63 секунді обгорткова плівка 3 зачіплюється і затискається між роликом, який обертає тюк 18e і обертовим тюком 2. Протягом даного двосекундного періоду з 61 секунди по 63 секунду, поки обгорткова плівка зачіплюється і затискається між роликом 18e, який обертає тюк, і обертовим тюком 2, скручувальне навантаження, яке прикладається до натяжного ролика 32, підтримується з відносно мінімальним значенням, результатом чого є значення ступеня натягнення, з яким обгорткова плівка 3 натягується, що становить не більше, ніж 0,05, або 5 %. На 63 секунді мікропроцесор 56 починає збільшувати ширину імпульсів електричного струму, який подається на соленоїд 65 пропорційного клапана 64 скидання тиску, для того, щоб збільшити скручувальне навантаження, яке прикладається до натяжного ролика 32, для зменшення, в свою чергу, швидкості обертання натяжного ролика 32. Ширина імпульсів електричного струму, який подається на соленоїд 65 пропорційного клапана 64 скидання тиску, безперервно збільшується протягом періоду часу з 63 секунди до 65 секунди, причому в цей час значення ступеня натягнення, з яким обгорткову плівку 3 прикладають до тюка 2 в камері 12 формування тюка, дорівнює значенню попередньо заданого ступеня натягнення, яке в даному 12 UA 113978 C2 5 10 15 20 25 30 35 40 45 50 55 60 варіанті здійснення винаходу вибирають як 0,25, або 25 %. Протягом періоду часу з 65 секунди до 75 секунди мікроконтролер 56 продовжує регулювати електричний струм, який подається на соленоїд 65 пропорційного клапана 64 скидання тиску, для того, щоб підтримувати постійним значення ступеня натягнення, з яким обгорткову плівку 3 прикладають до обертового тюка 2 в камері 12 формування тюка, при значенні попередньо заданого ступеня натягнення, що дорівнює 0,25 або 25 %. На 75 секунді, обернення тюка 2 обгортковою плівкою 3 завершується, і тюк 2 обгорнутий приблизно чотирма обертами обгорткової плівки. На даній стадії ширина імпульсів електричного струму, який подається під керуванням мікропроцесора 56 на соленоїд 65 пропорційного клапана 64 скидання тиску, швидко зменшується до відносно низького мінімального значення, результатом чого є зменшення значення ступеня натягнення обгорткової плівки 3 нижче 0,10 або 10 %. Протягом періоду часу від 75 секунд до 80 секунд центрувальні ролики 45 підтискаються один до одного для надання обгортковій плівці канатоподібної конфігурації для полегшення відрізання обгорткової плівки 3, яка була намотана на тюк 2, від частини обгорткової плівки 3, що залишилася, на 80 секунді. Під час роботи, коли прес-підбирач 1 буксирується трактором або іншим придатним буксирним транспортним засобом, сіно, солома, трава і тому подібне, що було зрізане і сформоване у валок, підбирається з поля за допомогою захватного механізму 23 і доставляється в камеру 12 формування тюка через впуск 22, при цьому воно обертається в камері 12 формування тюка роликами 18, які обертають тюк, з формуванням тюка 2. Коли тюк 2 був сформований з необхідним діаметром, тюк 2 готовий для кільцевого обгортання в камері 12 формування тюка. Муфта 45 з електричним приводом під керуванням мікропроцесора 56 зачіплює клинопасовий привід 44 з ланцюговою передачею 20 роликів 18, які обертають тюк, для приведення в дію подавального ролика 42, для подачі, в свою чергу, обгорткової плівки 3 в камеру 12 формування тюка між роликами 18e і 18f, які обертають тюк. Під час первинної подачі обгорткової плівки 3 подавальним і притискним роликами 42 і 43 пропорційний клапан 64 скидання тиску функціонує під керуванням мікропроцесора 56 таким чином, щоб скручувальне навантаження, яке прикладається до натяжного ролика 32, було мінімальним для полегшення подачі обгорткової плівки 3 між подавальним і притискним роликами 42 і 43 в камеру 12 формування тюка. Мікропроцесор 56 продовжує зчитувати сигнал з першого і другого вимірювальних перетворювачів 51 і 54 обертального руху, і при визначенні, що обгорткова плівка 3 зачеплена між периферійною поверхнею тюка 2 і роликом 18e, який обертає тюк, і таким чином втягується в камеру 12 формування тюка за рахунок затискної дії між роликами 18, які обертають тюк, і обертовим тюком 2, мікропроцесор 56 вводить в дію муфту 45 з електричним приводом з метою відключити клинопасовий привід 44 від ланцюгової передачі 20 роликів 18, які обертають тюк, і збільшує ширину імпульсів електричного струму, який подається на соленоїд 65 пропорційного клапана 64 скидання тиску, для збільшення скручувального навантаження, яке прикладається до натяжного ролика 32, доти, поки розраховане значення ступеня натягнення в напрямку подачі в обгортковій плівці 3, що прикладається до тюка 2 в камері 12 формування тюка, не досягає збереженого значення попередньо заданого ступеня натягнення, збереженого в пам'яті в мікропроцесорі 56. Мікропроцесор 56 продовжує зчитувати сигнали з першого і другого вимірювальних перетворювачів 51 і 54 обертального руху, і у випадку необхідності регулює роботу пропорційного клапана 64 скидання тиску для зміни скручувального навантаження, яке прикладається до натяжного ролика 32, для підтримування значення ступеня натягнення в напрямку подачі обгорткової плівки 3, що прикладається до тюка 2 в камері 12 формування тюка, із збереженим значенням попередньо заданого ступеня натягнення, збереженим в пам'яті в мікропроцесорі 56. Обернення обертового тюка 2 в камері 12 формування тюка обгортковою плівкою 3 продовжується прикладанням обгорткової плівки 3 до периферійної поверхні обертового тюка 2 зі ступенем натягнення в напрямку подачі обгорткової плівки 3, що підтримується по суті постійним при попередньо заданому ступені натягнення доти, поки тюк 2 не буде обгорнутий необхідною кількістю обертів обгорткової плівки 3. Як правило, кількість обертів обгорткової плівки 3, якою обертають тюк 2, становить близько чотирьох обертів обгорткової плівки 3, хоча кількість обертів обгорткової плівки 3, якою обертають тюк 2 в камері формування тюка, може варіювати між трьома і вісьмома обертами обгорткової плівки 3. Після того, як кругове обгортання тюка 2 в камері 12 формування тюка завершується, центрувальні ролики 47 підтискаються один до одного з утворенням канатоподібної конфігурації обгорткової плівки 3 для того, щоб полегшити відрізання обгорткової плівки 3, яка була 13 UA 113978 C2 5 10 15 20 25 30 35 40 45 50 55 60 намотана на тюк 2, від обгорткової плівки 3, що подається з рулону 4. Одночасно з тим, як центрувальні ролики 47 підтискаються один до одного з утворенням канатоподібної конфігурації обгорткової плівки 3, мікропроцесор 56 зменшує ширину імпульсів електричного струму, який подається на соленоїд 65 пропорційного клапана 64 скидання тиску для того, щоб скручувальне навантаження, яке прикладається до натяжного ролика 32, було мінімальним для полегшення утворення канатоподібної конфігурації обгорткової плівки 3. Потім під керуванням мікропроцесора 56 вводять в дію відрізаючий механізм 49 для перерізання канатоподібної конфігурації обгорткової плівки 3 для того, щоб відрізати обгорткову плівку 3, яка була намотана на тюк 2 в камері 12 формування тюка, від частини обгорткової плівки 3, що залишилася. По відрізанні обгорткової плівки 3 обгорнутий по окружності тюк 2 вивантажують з камери формування тюка 3 за допомогою приведення в дію підіймачів 28 з гідравлічним приводом для повороту верхнього рухомого сегмента 10 корпусу 5 прес-підбирача 1 в напрямку стрілки С зі стану формування тюка у відкритий стан, і для повороту нижнього рухомого сегмента 9 в напрямку стрілки D зі стану формування тюка в стан вивантаження. Після вивантаження тюка 2 з камери 12 формування тюка нижній рухомий сегмент 9 повертається в стан формування тюка, а верхній рухомий сегмент 10 точно також повертається гідравлічними підіймачами 28 в стан формування тюка. Потім прес-підбирач 1 готовий до формування наступного тюка. Далі з посиланням на фіг. 8 проілюстрована частина прес-підбирача згідно зі ще одним варіантом здійснення винаходу, позначена загалом посилальною позицією 70, для формування циліндричного тюка сіна, соломи, силосу і тому подібного, і для кругового обгортання сформованого тюка 2. В даному варіанті здійснення винаходу, прес-підбирачем 70 є стрічковий прес-підбирач, що належить до типу, описаного в публікації патентної заявки PCT № WO 2011/033494, і містить корпус 71, утворений переднім сегментом 72 і заднім сегментом 73. Задній сегмент 73 шарнірно з'єднаний з переднім сегментом 72 навколо верхньої осі 74 повороту, яка проходить горизонтально до, і повертається в напрямку стрілки D зі стану формування тюка, проілюстрованого на фіг. 8, в стан з відкритим верхом (не показаний) для вивантаження з нього сформованого і обгорнутого по окружності тюка 2. Передній сегмент 72 містить пару розташованих на відстані один від одного передніх бічних стінок 75, в той час як задній сегмент 73 містить пару протилежних розташованих на відстані один від одного задніх бічних стінок 76. Між передніми і задніми бічними стінками 75 і 76 переднього і заднього сегментів 72 і 73 розташована множина бік об бік стрічок 78, які обертають тюк, тільки одна з яких проілюстрована, які проходять навколо підтримувальних роликів 80 і утворюють частину камери 82 формування тюка. Підтримувальні ролики 80 проходять між бічними стінками 75 і 76 і обертаються в підшипниках (не показано) в бічних стінках 75 і 76. Натягувальний важіль 79 підтримує з можливістю обертання ролики 81 для натягнення стрічок 78, які обертають тюк. Натягувальний важіль 79 повертається навколо верхньої осі 74 повороту. Камера 82 формування тюка, що також утворюється стрічками 78, які обертають тюк, також утворена трьома роликами 83, які обертають тюк, які підтримуються з можливістю обертання в передніх бічних стінках 75 і проходять між ними. Стрічки 78, які обертають тюк, і ролики 83, які обертають тюк, як повинно бути добре зрозуміло кваліфікованим фахівцям в даній галузі, утворюють камеру 82 формування тюка, всередині якої формується циліндричний тюк 2, коли задній сегмент 73 знаходиться в стані формування тюка. Підтримувальні ролики 80 приводяться в рух в напрямку стрілок для приведення в рух стрічок 78, які обертають тюк, в напрямку стрілки В, в свою чергу, для обертання тюка 2 в камері 82 формування тюка в напрямку стрілки B. Ролики 83, які обертають тюк, приводяться в рух в напрямку стрілки А також для обертання тюка 2 в камері 82 формування тюка в напрямку стрілки B. Камера 82 формування тюка збільшується в діаметрі в міру того, як тюк 2, що формується в ній, також збільшується в діаметрі. Збільшення діаметра камери 82 формування тюка забезпечується роликами 81. Підбиральний механізм (не показаний), аналогічний підбиральному механізму 23 преспідбирача 1, підбирає сіно, солому, траву або тому подібний матеріал, що підлягає тюкуванню, і доставляє матеріал в камеру 82 формування тюка через впуск 85, утворений між роликами 83a і 83b, які обертають тюк. Засіб дозування обгорткового матеріалу, який містить пристрій 87 дозування обгорткового матеріалу, який по суті аналогічний пристрою 30 дозування обгорткового матеріалу преспідбирача 1, встановлений на передньому сегменті 72 прес-підбирача 70. Пристрій 87 дозування обгорткового матеріалу по суті аналогічний пристрою 30 дозування обгорткового матеріалу прес-підбирача 1, і аналогічні компоненти позначені однаковими посилальними позиціями. Пристрій 87 дозування обгорткового матеріалу містить натяжний ролик 32, а скручувальне навантаження прикладається до натяжного ролика 32 регулятором крутного 14 UA 113978 C2 5 10 15 20 25 30 35 40 45 50 55 60 моменту, який є аналогічним регулятору 58 крутного моменту системи 50 прес-підбирача 1. Пластикова обгорткова плівка, яка є аналогічною обгортковій плівці 3, дозується пристроєм 87 дозування з рулону 4 в камеру 82 формування тюка для кругового обгортання сформованого тюка 2 в камері 82 формування тюка. Обгорткова плівка 3 подається з натяжного ролика 32 пристрою 87 дозування обгорткового матеріалу через подавальний і притискний ролики 42 і 43 і, в свою чергу, відхиляється в камеру формування тюка відхиляючим роликом 88, який обертається в напрямку стрілки С між роликом 83c, який обертає тюк, і стрічками 78, які обертають тюк, в міру того, як вони проходять навколо підтримувального ролика 80a. Після того, як обгорткова плівка 3 зачіплює ролик 83c, який обертає тюк, обгорткова плівка 3 прямує за рахунок обертаючої дії ролика 83c, який обертає тюк, в камеру 82 формування тюка, і, в свою чергу, затискається між периферійною поверхнею обертового тюка 2 і роликом 83c, який обертає тюк, і втягується в камеру 82 формування тюка і обертається по окружності навколо обертового тюка 2 за рахунок затискної дії між обертовим тюком 2 і роликом 83, який обертає тюк, і стрічкою 78, яка обертає тюк. Система згідно з даним варіантом здійснення винаходу для регулювання кругового обгортання тюка 2 в камері 82 формування тюка таким чином, щоб обгорткова плівка 3 прикладалася до обертового тюка 2 із попередньо заданим ступенем натягнення в напрямку подачі обгорткової плівки 3, аналогічна системі 50, описаній з посиланням на прес-підбирач 1. Перший вимірювальний перетворювач 51 обертального руху системи 50 в даному варіанті здійснення винаходу, пов'язаний з роликом 83c, який обертає тюк, для моніторингу швидкості обертання ролика 83c, який обертає тюк, з якої може бути розрахована лінійна швидкість обгорткової плівки 3 поруч з тюком. Другий вимірювальний перетворювач 54 обертального руху контролює швидкість обертання натяжного ролика 32, як вже описано з посиланням на преспідбирач 1. Мікропроцесор, який є аналогічним мікропроцесору 56 прес-підбирача 1 і який регулює роботу прес-підбирача 70, зчитує сигнали з першого і другого вимірювальних перетворювачів 51 і 54 обертального руху і розраховує лінійні швидкості обгорткової плівки 3 в напрямку подачі поруч з обертовим тюком 2 і поруч з натяжним роликом 32. Мікропроцесор прес-підбирача 70 запрограмований розраховувати відношення різниці лінійних швидкостей обгорткової плівки 3 поруч з обертовим тюком 2 і натяжним роликом 32 до лінійної швидкості обгорткової плівки 3 поруч з натяжним роликом 32. Дане відношення надає значення ступеня натягнення, з яким обгорткову плівку 3 прикладають до обертового тюка 2 в камері 82 формування тюка. Мікропроцесор прес-підбирача 70 запрограмований аналогічно мікропроцесору 56 преспідбирача 1 порівнювати розраховане значення ступеня натягнення обгорткової плівки 3 в міру того, як вона прикладається до обертового тюка 2 в камері 82 формування тюка, із збереженим значенням попередньо заданого ступеня натягнення. Якщо розраховане значення ступеня натягнення, з яким обгорткову плівку 3 прикладають до тюка 2, не дорівнює збереженому значенню попередньо заданого ступеня натягнення, мікропроцесор прес-підбирача 70 запрограмований приводити в дію пропорційний клапан 64 скидання тиску для зміни скручувального навантаження, яке прикладають до натяжного ролика 32 доти, поки значення ступеня натягнення, з яким обгорткову плівку 3 прикладають до обертового тюка 2 в камері 82 формування тюка, не буде дорівнювати збереженому значенню попередньо заданого ступеня натягнення, як вже описано з посиланням на систему 50 і прес-підбирач 1, описані з посиланням на фіг. 1-7. В інших відношеннях, робота прес-підбирача 70 по суті аналогічна роботі прес-підбирача 1, за винятком того, що по завершенні кругового обгортання тюка 2 в камері 82 формування тюка, задній сегмент 73 повертається в напрямку стрілки D навколо осі 74 повороту зі стану формування тюка в стан з відкритим верхом (не показаний), забезпечуючи можливість випадання обгорнутого по окружності тюка 2 з камери формування тюка. Даний аспект преспідбирача 70 описаний в публікації патентної заявки PCT № WO 2011/033494. Незважаючи на те, що перший засіб контролю був описаний для моніторингу швидкості ролика 18e, який обертає тюк, камери 12 формування тюка прес-підбирача 1, перший засіб контролю може бути пристосований для моніторингу швидкості якого-небудь з роликів 18, які обертають тюк, для того, щоб визначити кругову швидкість тюка 2. Як альтернатива, перший засіб контролю може бути пристосований для моніторингу швидкості обертання або подавального ролика 42, або притискного ролика 43, з якого може визначатися лінійна швидкість обгорткової плівки 3 поруч з обертовим тюком 2, оскільки обгорткова плівка 3 буде втягуватися між подавальним і притискним роликами 42 і 43 без проковзування. Крім того, передбачається, що перший засіб контролю може визначати лінійні швидкості обгорткової плівки 3 за допомогою будь-якого іншого придатного засобу, наприклад, за 15 UA 113978 C2 5 10 15 20 25 30 35 40 45 50 55 60 допомогою надання маркування на обгортковій плівці відомої відстані в напрямку подачі, в результаті чого будуть надані один або більше фотодатчиків/або інших придатних датчиків для моніторингу маркування на обгортковій плівці для того, щоб визначити лінійну швидкість обгорткової плівки в міру того, як її прикладають до тюка 2. Також потрібно мати на увазі, що другий засіб контролю також може бути пристосований для моніторингу подібного маркування на обгортковій плівці поруч з натяжним роликом 32 для того, щоб визначати лінійну швидкість обгорткової плівки, коли вона покидає натяжний ролик 32. Крім того, потрібно мати на увазі, що перший вимірювальний перетворювач обертального руху може бути пристосований для моніторингу швидкості обертання якого-небудь з підтримувальних роликів стрічок, які обертають тюк, стрічкового прес-підбирача 70, які підтримують стрічки, які обертають тюк, з якої може визначатися лінійна швидкість обгорткової плівки поруч з тюком. Передбачається, що перший вимірювальний перетворювач обертального руху також може бути пристосований для моніторингу швидкості обертання якого-небудь з роликів 83, які обертають тюк, стрічкового прес-підбирача 70. Крім того, передбачається, що може бути наданий ролик, який стежить за стрічкою, який буде знаходитися в обертальному зачепленні з однією зі стрічок, які обертають тюк, стрічкового прес-підбирача 70, а перший вимірювальний перетворювач обертального руху може контролювати швидкість обертання елемента, який слідкує за стрічкою, з якої потім може визначатися лінійна швидкість стрічки, яка обертає тюк. Також передбачається, що система згідно з винаходом може використовуватися в поєднанні з будь-яким прес-підбирачем для кругового обгортання в камері формування тюка сформованого тюка матеріалу будь-якого типу, крім фуражного матеріалу. Незважаючи на те, що засіб натягнення для створення скручувального навантаження в натяжному ролику 32 був описаний у вигляді регулятора крутного моменту, може бути наданий будь-який інший придатний засіб натягнення для індукування скручувального навантаження в натяжному ролику 32. Крім того, незважаючи на те, що був описаний регулятор крутного моменту, який містить насос керування крутним моментом і пропорційний клапан скидання тиску, який має електромагнітний привід, може використовуватися будь-який інший придатний регулятор крутного моменту. Дійсно, передбачається, що регулятор крутного моменту може містити електричний двигун, який приводиться в дію натяжним роликом, і електричний двигун буде з'єднаний зі змінним електричним навантаженням. Як альтернатива, може бути використана муфта, яка генерує крутний момент, або на натяжному ролику може бути надане гальмо, або натяжний ролик може бути з'єднаний з подібним гальмом. Перевага надання регулятора крутного моменту у вигляді гідравлічного насоса, який регулює крутний момент, у гідравлічному контурі з пропорційним клапаном скидання тиску для регулювання тиску, проти якого повинен здійснювати нагнітання насос керування крутним моментом, полягає в тому, що пропорційний клапан скидання тиску точно регулює тиск, проти якого повинен здійснювати нагнітання насос керування крутним моментом незалежно від кількості обертів вала відбору потужності трактора, який буде приводити в дію прес-підбирач, а також буде приводити в дію насос для нагнітання тиску з метою подавання гідравлічної рідини, й інших зовнішніх впливів. Крім того, надання регулятора крутного моменту у вигляді гідравлічного насоса, який регулює крутний момент, і гідравлічного контуру з пропорційним клапаном скидання тиску для регулювання тиску гідравлічної рідини, проти якого повинен здійснювати нагнітання насос керування крутним моментом, надає особливо компактний і міцний регулятора крутного моменту, в якому крутний момент може легко і швидко змінюватися і може підтримуватися на постійній основі. Незважаючи на те, що були описані прес-підбирачі у вигляді прес-підбирача з фіксованою камерою і стрічкового прес-підбирача, передбачається, що прес-підбирач може являти собою будь-який інший тип прес-підбирача з фіксованою камерою або будь-який інший тип камери формування тюка змінного об'єму. Наприклад, прес-підбирач може належати до типу, в якому камера формування тюка повністю або частково утворена стрічковою системою, ланцюговою системою або комбінацією якої-небудь зі стрічкової системи, ланцюгової системи і системи роликів, які обертають тюк, і в цьому випадку, лінійна кругова швидкість тюка, як правило, буде визначатися за допомогою визначення лінійної швидкості стрічки або стрічок, ланцюга або ланцюгів, або ролика, який обертає тюк, залежно від обставин, які обертають тюк в камері формування тюка. Причому, в цьому випадку, перший засіб контролю як правило буде пристосований для моніторингу швидкості обертання одного з роликів, навколо якого переміщуються одна або більше стрічок або ланцюгів. Незважаючи на те, що були описані прес-підбирач і система, за допомогою яких тюк обертають по окружності обгортковою плівкою з пластикового матеріалу, передбачається, що 16 UA 113978 C2 5 10 15 20 25 30 35 40 45 50 55 60 прес-підбирач і система можуть використовуватися в поєднанні з будь-яким обгортковим матеріалом, в результаті чого тюк в камері формування тюка прес-підбирача обертають по окружності будь-яким іншим типом обгорткового матеріалу, наприклад, сіткоматеріалом і подібним, в результаті чого необхідно підтримувати ступінь натягнення обгорткового матеріалу в напрямку подачі, будь це обгорткова плівка, сітка і тому подібне, по суті постійним із попередньо заданим ступенем натягнення в міру того, як обгортковий матеріал, будь це обгорткова плівка або сіткоматеріал, прикладають до периферійної поверхні тюка. Незважаючи на те, що пропорційний клапан скидання тиску з електромагнітним керуванням був описаний з керуванням за рахунок модулювання ширини імпульсів струму широтноімпульсної модуляції, пропорційного клапана скидання тиску, який подається на соленоїд, може використовуватися будь-який інший придатний засіб регулювання пропорційного клапана скидання тиску. Наприклад, на соленоїд може бути поданий постійний струм, який буде змінюватися за рахунок збільшення або зменшення значення струму, який подається на соленоїд. Як альтернатива, можна змінювати напруження генератора електричного струму, який подається на соленоїд пропорційного клапана скидання тиску. Незважаючи на те, що був описаний обчислювальний засіб, який містить мікропроцесор, може використовуватися будь-який інший придатний процесор обробки сигналів. Насправді, в деяких випадках передбачається, що процесором обробки сигналів може бути мікроконтролер або логічний контролер. Насправді, в деяких випадках, як процесор обробки сигналів також може використовуватися апаратна схема керування. Також передбачається, що характеристика, яка свідчить про лінійну швидкість обгорткового матеріалу поруч з тюком, може визначатися у вигляді швидкості обертання тюка в камері формування тюка, а швидкість обертання тюка в камері формування тюка можна виявляти за допомогою моніторингу швидкості слідкувального ролика в обертальному зачепленні з периферійною поверхнею обертового тюка в камері формування тюка. Швидкість обертання подібного слідкувального ролика можна контролювати за допомогою придатного вимірювального перетворювача обертального руху або будь-якого іншого придатного засобу контролю. Також передбачається, що швидкості обертання обгорткової плівки поруч з тюком і натяжним роликом можуть визначатися відповідними слідкувальними роликами обгорткової плівки, які будуть знаходитися в обертальному зачепленні з обгортковою плівкою поруч з тюком і натяжним роликом, а перший і другий засіб контролю буде контролювати швидкості обертання відповідних слідкувальних роликів обгорткової плівки, з яких потім можна розраховувати лінійні швидкості обгорткової плівки поруч з тюком і натяжним роликом. Крім того, передбачається, що незважаючи на те, що друге положення, в якому визначається лінійна швидкість обгорткової плівки, було описане поруч з натяжним роликом перед тим, як натяжний ролик надає натягнення обгортковій плівці, передбачається, що лінійна швидкість обгорткової плівки може визначатися в будь-якому іншому придатному другому положенні перед натяжним роликом, наприклад, лінійна швидкість обгорткової плівки може визначатися поруч з рулоном обгорткової плівки, з якого витягується обгорткова плівка. Причому в цьому випадку, може бути наданий ролик, який слідкує за обгортковою плівкою, в обертальному зачепленні з обгортковою плівкою, і другий засіб контролю буде контролювати швидкість обертання ролика, який слідкує за обгортковою плівкою, з якої буде визначатися лінійна швидкість обгорткової плівки у другому положенні. Насправді, передбачається, що подібний ролик, який слідкує за обгортковою плівкою, може знаходитися в зачепленні з окружною периферією рулону обгорткової плівки, з якого витягується обгорткова плівка. Також передбачається, що обгорткова плівка може піддаватися натягненню в міру того, як вона витягується з рулону обгорткової плівки, і причому в цьому випадку лінійна швидкість обгорткової плівки у другому положенні буде визначатися зі швидкості обертання пристрою стеження за обгортковою плівкою, який буде знаходитися в обертальному зачепленні з окружною периферією рулону, з якого витягується обгорткова плівка. Незважаючи на те, що був описаний інтерфейсний засіб для введення вибираного значення попередньо заданого ступеня натягнення, з яким обгорткова плівка повинна прикладатися до тюка в камері формування тюка, що містить клавіатуру, може бути наданий будь-який інший придатний засіб введення. Наприклад, передбачається, що засіб введення може містити сенсорний екран. Також передбачається, що засіб введення може містити віддалений пристрій зв'язку, з яким мікропроцесор прес-підбирача буде знаходитися в бездротовому зв'язку. Крім того, потрібно мати на увазі, що незважаючи на те, що є бажаним, не є істотним, щоб можна було вибирати значення попередньо заданого ступеня натягнення, з яким обгорткова плівка повинна прикладатися до тюка. 17 UA 113978 C2 5 10 15 20 25 30 Також передбачається, що незважаючи на те, що був описаний єдиний засіб натягнення, що містить натяжний ролик, передбачається, що між рулоном, з якого дозується обгортковий матеріал, і обертовим тюком в камері формування тюка може надаватися ряд засобів натягнення, і причому в цьому випадку, сукупним натягненням, що створюється в обгортковому матеріалі відповідним засобом натягнення, буде ступінь натягнення, з яким обгортковий матеріал прикладають до тюка в камері формування тюка. Причому, в цьому випадку, лінійна швидкість обгорткового матеріалу поруч з першим положенням буде визначатися поруч з тюком, а лінійна швидкість обгорткового матеріалу поруч з другим положенням буде визначатися між першим засобом натягнення і рулоном обгорткового матеріалу, з якого втягується обгортковий матеріал, або поруч з рулоном, з якого втягується обгортковий матеріал, або поруч з першим засобом натягнення перед створенням натягнення в обгортковому матеріалі. Само собою зрозуміло, для натягнення обгорткового матеріалу, крім натяжного ролика, може використовуватися будь-який інший засіб натягнення. Незважаючи на те, що у варіанті здійснення винаходу, описаного з посиланням на фіг. 1-7, було описано, що значення ступеня натягнення, з яким обгорткову плівку прикладають до тюка, становить 0,25, або 25 %, потрібно мати на увазі, що обгорткова плівка може прикладатися до тюка з будь-яким іншим придатним або бажаним значенням попередньо заданого ступеня натягнення. Наприклад, залежно від обгорткового матеріалу, вибране значення попередньо заданого ступеня натягнення може бути всередині діапазону, що становить від 0,1 або 10 % до 0,4 або 40 %, і може коливатися між 0,1 або 10 % і 0,3 або 30 %. Передбачається, що у випадку деяких обгорткових матеріалів вибране значення попередньо заданого ступеня натягнення може бути вибране між 0,1 або 10 % і 0,15 або 15 %, незважаючи на те, що з іншими обгортковими матеріалами вибране значення попередньо заданого ступеня натягнення може знаходитися в діапазоні від 0,25 або 25 % до 0,3 або 30 %. Незважаючи на те, що було описано, що обгорткова плівка 3 має клейке покриття з одного боку, хоча це є переважним, це може бути неістотно, і в деяких випадках, передбачається, що обгорткова плівка не буде мати клейкого покриття. Незважаючи на те, що був описаний конкретний тип обгорткової плівки, кваліфікованим фахівцям в даній галузі буде цілком очевидно, що будь-яка інша придатна обгорткова плівка або насправді будь-який інший придатний обгортковий матеріал може використовуватися для обгортання тюка обгортковим матеріалом, що прикладається до тюка із попередньо заданим ступенем натягнення в напрямку подачі обгорткової плівки. ФОРМУЛА ВИНАХОДУ 35 40 45 50 55 1. Спосіб регулювання кругового обгортання циліндричного тюка, який обертається в камері формування тюка преса-підбирача, обгортковим матеріалом, що витягується з рулону, через засіб натягнення, так що тюк обгортається обгортковим матеріалом із попередньо заданим ступенем натягнення обгорткового матеріалу в напрямку його подачі, який відрізняється тим, що включає: моніторинг значення характеристики, яка свідчить про лінійну швидкість обгорткового матеріалу в першому положенні поруч з тюком, моніторинг значення характеристики, яка свідчить про лінійну швидкість обгорткового матеріалу у другому положенні перед її натягненням за допомогою засобу натягнення, обчислення значення ступеня натягнення обгорткового матеріалу в напрямку подачі, з яким обгортковий матеріал прикладають до тюка, із контрольованих значень характеристик, які свідчать про лінійні швидкості обгорткового матеріалу в першому і другому положеннях, і зміну лінійної швидкості обгорткового матеріалу поруч з одним з вказаних першого і другого положень відносно лінійної швидкості обгорткового матеріалу поруч з іншим з вказаних першого і другого положень у відповідь на розраховане значення ступеня натягнення, яке не дорівнює значенню попередньо заданого ступеня натягнення доти, поки обгортковий матеріал не буде прикладатися до тюка із попередньо заданим ступенем натягнення. 2. Спосіб за п. 1, який відрізняється тим, що контрольована характеристика, яка свідчить про лінійну швидкість обгорткового матеріалу в першому положенні, включає одне з: швидкості обертання тюка, і швидкості обертання першого слідкувального ролика обгорткового матеріалу, що зчіплюється з обгортковим матеріалом і обертається ним в першому положенні. 3. Спосіб за будь-яким з пп. 1 або 2, який відрізняється тим, що другим положенням є положення поруч з одним із засобів натягнення і рулоном обгорткового матеріалу. 18 UA 113978 C2 5 10 15 20 25 30 35 40 45 50 55 60 4. Спосіб за будь-яким попереднім пунктом, в якому контрольована характеристика, яка свідчить про лінійну швидкість обгорткового матеріалу поруч з другим положенням, включає одне зі: швидкості обертання натяжного ролика засобу натягнення, і швидкості обертання другого слідкувального ролика обгорткового матеріалу, що зчіплюється з обгортковим матеріалом і обертається ним поруч з другим положенням. 5. Спосіб за будь-яким попереднім пунктом, який відрізняється тим, що лінійна швидкість обгорткового матеріалу поруч з другим положенням змінюється у відповідь на розраховане значення ступеня натягнення в напрямку подачі обгорткового матеріалу, що прикладається до тюка, яке не дорівнює значенню попередньо заданого ступеня натягнення. 6. Спосіб за п. 5, який відрізняється тим, що лінійна швидкість обгорткового матеріалу поруч з другим положенням змінюється за рахунок зміни натягнення, що створюється в обгортковому матеріалі за допомогою засобу натягнення. 7. Спосіб за будь-яким попереднім пунктом, який відрізняється тим, що ступінь натягнення в напрямку подачі обгорткового матеріалу, з яким обгортковий матеріал прикладають до тюка, обчислюється за допомогою визначення відношення різниці лінійних швидкостей обгорткового матеріалу поруч з першим і другим положеннями до лінійної швидкості обгорткового матеріалу поруч з другим положенням. 8. Спосіб за будь-яким попереднім пунктом, який відрізняється тим, що значення попередньо заданого ступеня натягнення є вибираним. 9. Спосіб за будь-яким попереднім пунктом, який відрізняється тим, що обгортковим матеріалом є матеріал з пластикової плівки і тюком є тюк фуражного матеріалу. 10. Система регулювання кругового обгортання циліндричного тюка, який обертається в камері формування тюка преса-підбирача, обгортковим матеріалом, що витягується з рулону, через засіб натягнення, так, що тюк обгортається обгортковим матеріалом із попередньо заданим ступенем натягнення обгорткового матеріалу в напрямку подачі, яка відрізняється тим, що містить: перший засіб контролю, виконаний з можливістю моніторингу значення характеристики, яка свідчить про лінійну швидкість обгорткового матеріалу, в першому положенні поруч з тюком, другий засіб контролю, виконаний з можливістю моніторингу значення характеристики, яка свідчить про лінійну швидкість обгорткового матеріалу, у другому положенні перед його натягненням за допомогою засобу натягнення, обчислювальний засіб, виконаний з можливістю зчитування сигналів з першого і другого засобу контролю, характеристик лінійної швидкості обгорткового матеріалу, які свідчать про контрольовані значення, в першому і другому положеннях, і з можливістю обчислення значення ступеня натягнення обгорткового матеріалу в напрямку подачі, з яким обгортковий матеріал прикладають до тюка, з сигналів, які зчитуються з першого і другого засобу контролю, засіб керування для зміни лінійної швидкості обгорткового матеріалу поруч з одним з вказаних першого і другого положень відносно лінійної швидкості обгорткового матеріалу поруч з іншим з вказаних першого і другого положень у відповідь на розраховане значення ступеня натягнення, яке не дорівнює значенню попередньо заданого ступеня натягнення доти, поки обгортковий матеріал не буде прикладатися до тюка із попередньо заданим ступенем натягнення. 11. Система за п. 10, яка відрізняється тим, що другий засіб контролю виконаний з можливістю моніторингу лінійної швидкості обгорткового матеріалу поруч з одним із засобів натягнення і рулоном обгорткового матеріалу. 12. Система за п. 10 або п. 11, яка відрізняється тим, що обчислювальний засіб містить процесор обробки сигналів, де процесор обробки сигналів виконаний з можливістю обчислення значення ступеня натягнення в напрямку подачі обгорткового матеріалу, з яким обгортковий матеріал прикладається до тюка за допомогою визначення відношення різниці лінійних швидкостей обгорткового матеріалу поруч з першим і другим положеннями до лінійної швидкості обгорткового матеріалу поруч з другим положенням, з сигналів, які зчитуються з першого і другого засобу контролю. 13. Система за будь-яким з пп. 10-12, яка відрізняється тим, що в ній наданий засіб зберігання для збереження значення попередньо заданого ступеня натягнення, і значення попередньо заданого ступеня натягнення є вибираним. 14. Прес-підбирач для формування обгорнутого по окружності циліндричного тюка, який відрізняється тим, що прес-підбирач містить камеру формування тюка, всередині якої формується тюк, пристрій для видачі обгорткового матеріалу для видачі обгорткового матеріалу зі свого рулону через засіб натягнення в камеру формування тюка для кругового обгортання тюка в камері формування тюка, і систему за будь-яким з пп. 10-13 для регулювання кругового 19 UA 113978 C2 5 10 15 20 обгортання тюка, в камері формування тюка таким чином, щоб обгортковий матеріал прикладався до тюка із попередньо заданим ступенем натягнення в напрямку подачі обгорткового матеріалу. 15. Спосіб формування матеріалу в циліндричний тюк і кругового обгортання тюка обгортковим матеріалом, який відрізняється тим, що включає: подачу матеріалу, що підлягає тюкуванню, в камеру формування тюка преса-підбирача, обертання матеріалу, що підлягає тюкуванню, в камері формування тюка з формуванням тюка, подачу обгорткового матеріалу через засіб натягнення в камеру формування тюка для кругового обгортання сформованого обертового тюка в камері формування тюка, моніторинг значення характеристики, яка свідчить про лінійну швидкість обгорткового матеріалу, в першому положенні поруч з тюком, моніторинг значення характеристики, яка свідчить про лінійну швидкість обгорткового матеріалу, у другому положенні перед його натягненням за допомогою засобу натягнення, обчислення значення ступеня натягнення обгорткового матеріалу в напрямку подачі, з яким обгортковий матеріал прикладають до тюка, із контрольованих значень характеристик, що свідчать про лінійні швидкості обгорткового матеріалу поруч з першим і другим положеннями, і зміну лінійної швидкості обгорткового матеріалу поруч з одним з вказаних першим і другим положенням відносно лінійної швидкості обгорткового матеріалу поруч з іншим з вказаних першим і другим положенням у відповідь на розраховане значення ступеня натягнення, яке не дорівнює значенню попередньо заданого ступеня натягнення доти, поки обгортковий матеріал не буде прикладатися до тюка із попередньо заданим ступенем натягнення. 20 UA 113978 C2 21 UA 113978 C2 22 UA 113978 C2 23 UA 113978 C2 Комп’ютерна верстка Л. Ціхановська Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 24
ДивитисяДодаткова інформація
Назва патенту англійськоюA method and a system for controlling circumferential wrapping of a cylindrical bale in a bale forming chamber of a baler, and a baler and a method for producing a circumferentially wrapped bale
Автори англійськоюMcHale, Padraic Christopher, McHale, Martin William, Heaney, James John, Sheridan, Gerard Patrick, Collins, Donal Patrick, McDermott, Karol Angelo
Автори російськоюМакХэйл Падраик Кристофер, МакХэйл Мартин Уилльям, Хини Джэймс Джон, Шэридан Джэрард Патрик, Коллинз Донал Патрик, МакДермотт Кэрол Анджэло
МПК / Мітки
МПК: B65B 57/00, B65B 11/04, A01F 15/07, B65B 41/16
Мітки: прес-підбирача, циліндричного, система, тюка, кругового, спосіб, обгортання, регулювання, камери, одержання, окружності, прес-підбирач, обгорнутого, формування
Код посилання
<a href="https://ua.patents.su/26-113978-sposib-i-sistema-regulyuvannya-krugovogo-obgortannya-cilindrichnogo-tyuka-v-kameri-formuvannya-tyuka-pres-pidbiracha-pres-pidbirach-i-sposib-oderzhannya-obgornutogo-po-okruzhnosti.html" target="_blank" rel="follow" title="База патентів України">Спосіб і система регулювання кругового обгортання циліндричного тюка в камері формування тюка прес-підбирача, прес-підбирач і спосіб одержання обгорнутого по окружності тюка</a>
Спосіб контролю роботи прес-підбирача та прес-підбирач
Номер патенту: 91239
Опубліковано: 12.07.2010
Автор: Мадсен Томмі Ертбьолле
МПК: A01F 15/00
Мітки: роботи, прес-підбирача, прес-підбирач, спосіб, контролю
Формула / Реферат:
1. Спосіб контролю роботи прес-підбирача під час підбирання рядків скошеної сільськогосподарської культури, причому прес-підбирач включає пристрій для підбирання, котрий підбирає скошену культуру, після чого сільськогосподарська культура подається до пресувального пристрою, який пресує останню у напрямку пресування з утворенням тюка, пресувальний пристрій включає засоби для вимірювання розподілу ступеня завантаження впоперек до напрямку...
Рулонний прес-підбирач
Номер патенту: 62933
Опубліковано: 26.09.2011
Автори: Юхимчук Сергій Федорович, Толстушко Наталія Олександрівна, Горбатов Валентин Васильович, Хайліс Гедаль Абрамович
МПК: A01D 45/06
Мітки: рулонний, прес-підбирач
Формула / Реферат:
Рулонний прес-підбирач, що містить раму та розміщені на ній підбирач, натяжний пристрій, клапан вивантаження, обмотувальний апарат, ходову частину, механізм приводу, а також пресувальну камеру змінного об'єму з робочими органами у вигляді барабана, відбійного валика, нескінченних пасів і валиків, який відрізняється тим, що на рамі встановлено два гідроприводи, кожен з яких окремо обладнаний нагнітальною гідролінією, гідронасосом, регулятором...
Рулонний прес-підбирач
Номер патенту: 105981
Опубліковано: 10.07.2014
Автори: Дешко Віталій Іванович, Ямпольський Сергій Миколайович, Братішко Вячеслав Вячеславович, Максіменко Віктор Володимирович, Кузьменко Володимир Федорович
МПК: B65B 13/02, A01D 59/00, A01F 15/00
Мітки: рулонний, прес-підбирач
Формула / Реферат:
1. Рулонний прес-підбирач, що включає раму, закріплені на ній підбирач валка, притискну решітку, камеру для змотування в рулон та пресування сіна з розміщеними навкруги камери привідними пресувальними роликами, встановленими своїми кінцями в щоковинах камери, яка складається з нерухомої частини та поворотно-відкидної частини, обладнаної двома гідроциліндрами по боках для повороту цієї частини, і пристрій для скріплення рулонів, який...
Спосіб автоматичного регулювання температури в камері зберігання м’яса
Номер патенту: 97811
Опубліковано: 10.04.2015
Автори: Панасюк Василь Ігорович, Воінова Світлана Олександрівна
МПК: A47B 71/00, G05D 23/00, F25D 31/00
Мітки: спосіб, регулювання, зберігання, м'яса, камери, автоматичного, температури
Формула / Реферат:
Спосіб автоматичного регулювання температури в камері зберігання м'яса, що включає регулювання температури в камері шляхом зміни витрати розчину NaCl, який відрізняється тим, що додатково вимірюють концентрацію розчину NaCl, перетворюють її і, підсумовуючи з поточним і заданим значеннями температури, подають на вхід регулятора, причому перетворення здійснюють таким чином, щоб контур регулювання температури був незалежним від змін...
Спосіб регулювання температури повітря в підземній камері
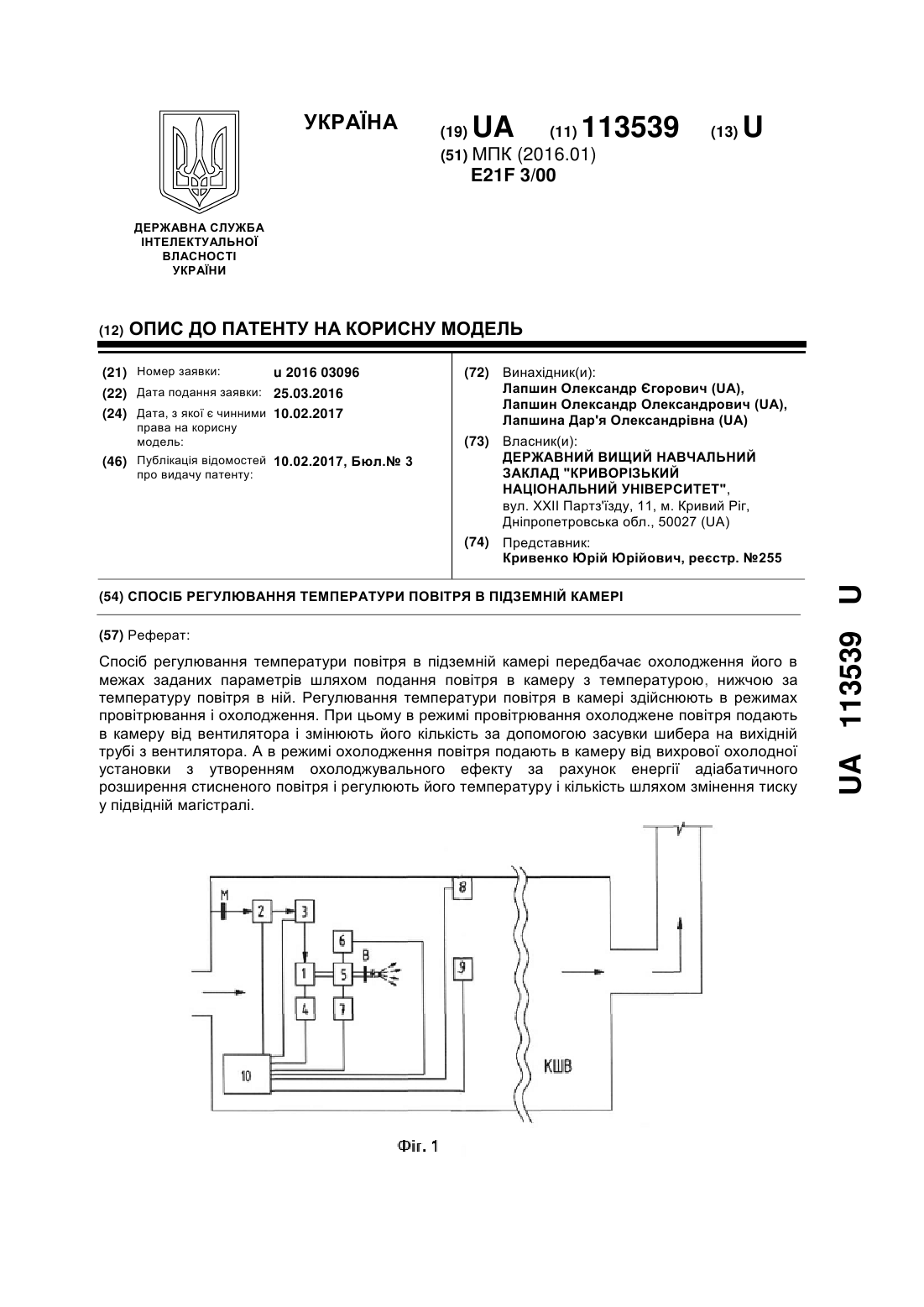
Номер патенту: 113539
Опубліковано: 10.02.2017
Автори: Лапшин Олександр Олександрович, Лапшин Олександр Єгорович, Лапшина Дар'я Олександрівна
МПК: E21F 3/00
Мітки: спосіб, камери, підземний, температури, повітря, регулювання
Формула / Реферат:
Спосіб регулювання температури повітря в підземній камері, що передбачає охолодження його в межах заданих параметрів шляхом подання повітря в камеру з температурою, нижчою за температуру повітря в ній, який відрізняється тим, що регулювання температури повітря в камері здійснюють в режимах провітрювання і охолодження, при цьому в режимі провітрювання охолоджене повітря подають в камеру від вентилятора і змінюють його кількість за допомогою...
Попередній патент: Фармацевтична композиція з покращеною стабільністю
Наступний патент: Спосіб одержання напівпродукту виробництва фенібуту
Випадковий патент: Спосіб реконструкції м'якого піднебіння та язичка