Спосіб намотки плівкового матеріалу в рулон
Номер патенту: 13061
Опубліковано: 28.02.1997
Автори: Русак Віктор Єфимович, Сенатос Володимир Олексійович, Аркушин Василь Прокопович

Формула / Реферат
(57)1. Способ намотки пленочного материала в рулон, заключающийся в непрерывной подаче материала и последовательном наложении верхнего слоя материала с заданным натяжением на поверхность рулона, отличающийся тем, что натяжение пленочного материала изменяют периодически от заданного значения вплодь до нуля с образованием провисания материала перед рулоном.
2. Способ по п. 1, отличающийся тем, что периодическое изменение натяжения осуществляют периодическим изменением угловой скорости вращения рулона.
3. Способ по пп. 1 и 2, отличающийся тем, что угол поворота рулона за одно колебание изменяют в функции радиуса рулона и скорости намотки пленочного материала.
![]() 4. Способ по пп. 1-3. отличающийся тем, что колебания частоты вращения рулона осуществляют изменением направления вращения рулона в каждом интервале колебаний.
4. Способ по пп. 1-3. отличающийся тем, что колебания частоты вращения рулона осуществляют изменением направления вращения рулона в каждом интервале колебаний.
Текст
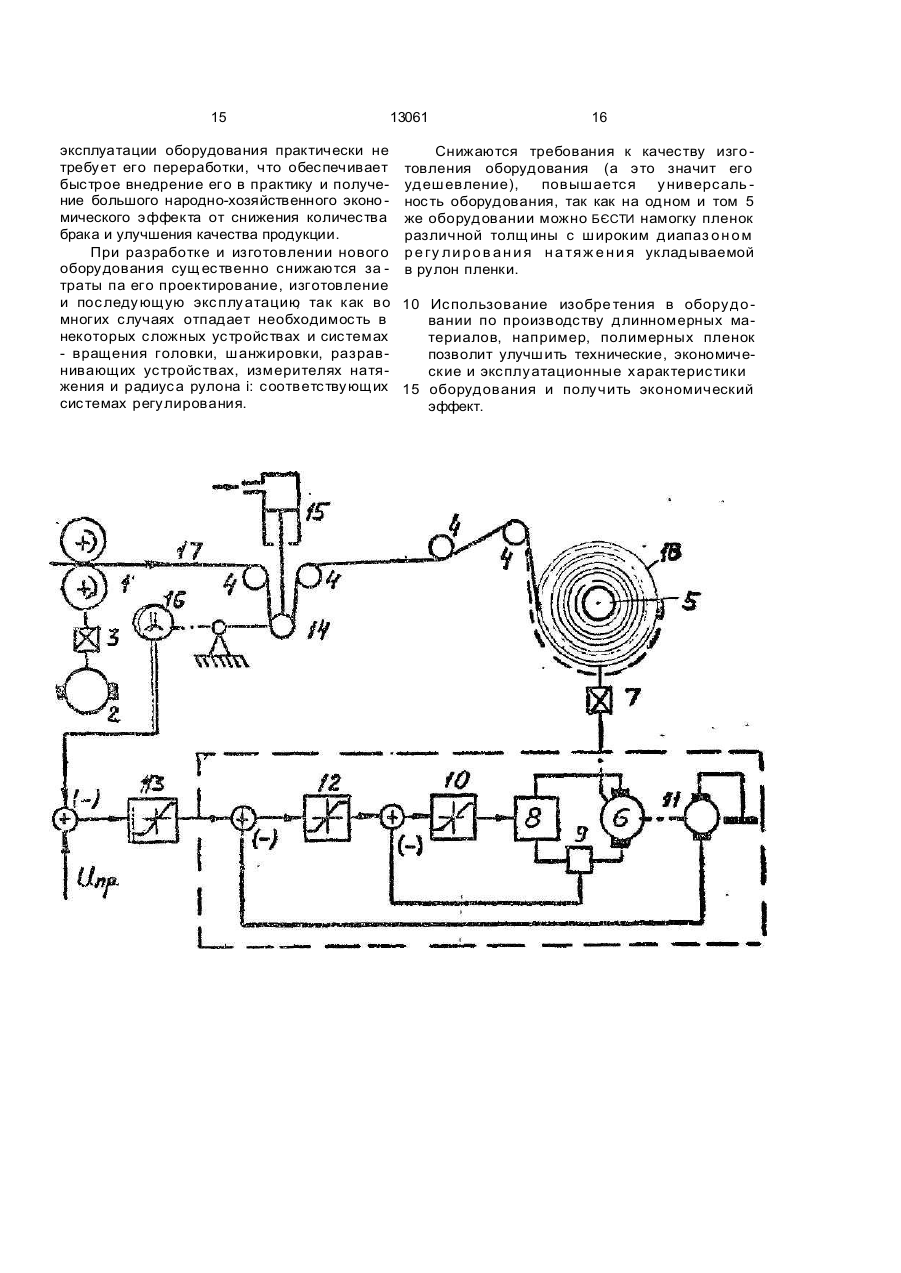
1. Способ намотки пленочного материа ла в рулон, заключающийся в непрерывной подаче материала и последовательном на ложении верхнего слоя материала с задан ным натяжением на поверхность рулона, о тл и ч а ю щ и й с я тем, что натяжение пленочного материала изменя от периодически от заданного значения ВПГ.ОІ > до пуля с образованием провисания материала перед рулоном. 2. Способ по п. 1, о т л и ч а ю щ и й с я тем, что периодическое изменение натяже ния осуществляют периодическим измене нием угловой скорости вращения рулона 3. Способ по пп. 1 и 2, о т л и ч а ю щ и й с я тем, что угол поворота рулона за одно колебание изменяют в функции радиуса ру лона и скорости намотки пленочного мате риала. 4. Способ по пп. 1-3. о т л и ч а ю щ и й с я тем, что колебания частоты вращения рулона осуществляют изменением направ ления вращения рулона в каждом интервале колебаний. Изобретение относится к способам намотки рулонных материалов, например, полимерных пленок, комбинированных многослойных материалов, бумаги, фольги и других рулонных материалов и изделий и может быть использовано в полимерном оборудовании, химической промышленности, текстильном оборудовании и других отраслях техники и промышленности. Известен способ намотки рулонных материалов при котором материал, непрерывно подаваемый в намотку, наматывают в рулон с неизменным, или плавно меняющимся в функции радиуса рулона, натяжением {с равномерно вращающимся рулоном) [1]. На качество рулона большое влияние оказывает усилие натяжения, с которым верхний слой пленки укладывается в рулон, поперечная разнотолщинность пленки (материала), устойчивость ее движения поперек тракта транспортирования Намотка пленки с поперечной разнотолщинностью. которая всегда имеет место в технологическом процессе, приводит к тому, что по мере намотки слоев утолщения пленки в рулоне накладываются друг на друга, суммируются по мере роста число слоев и диаметра рулона. При этом в местах утолщений пленки диаметр рулона увеличивается быстрее, что ведет к увеличению натяжения в этих местах и к опережающему о 13061 снижению натяжения на тех участках по шиПри намотке известным способом тонрине полотна, где толщина пленки меньше. ких полимерных пленок, чувствительных к На рулоне при этом появляются так называнатяжению, возникает, с одной стороны, емые "поршневые кольца" [1]. Пленка (матепроблема измерения малых натяжений двири а л) в ру лон е де фо р ми руе тся и 5 жущ ейся пленки, с другой - противоречие качественный материал, годныйдля перерамежду малым, требуемым для качественной ботки в изделие, идет в брак. Для исключенамотки пленки натяжением, и значительно ни я "по ршн ев ых ко ле ц" на ру ло не в большим усилием ее протяжки вдоль тракта оборудовании для производства полимерее транспортировки от тянущего устройстных ру к авных пленок ис пользу ют либо 10 ва до рулона. сложные вращ ающ иеся головки, либо враВ то же время по своим физико-механи щают само намоточное устройство, либо ческим параметрам пленка допускает натяобеспечивают принудительное поперечное же ни я з н ач и те ль н о бо льш и е , че м колебание полотна с ограниченной амплинеобходимые для ее транспортировки вдоль тудой. 15 тракта технологической линии. Это протиПри производстве рукавной полимерворечие между малым требуемым для каченой пленки даже при теоретически полном ственной намотки пленки натяжением и отсутствии поперечной разнотолщ инности большим натяжением для вращения наD местах сгиба по кроям наматываемого поправляющих роликов изгибов пленки на них лотна суммарная толщина полотна больше 20 при известном способе намотки решается чем на внутреннем участке, возникают утолустановкой перед намоточным станком (или щения по краям полотна. При намотке пленки в составе намоточного станка) дополнительэти утолщ ения, накладываясь друг на друга ного тянущего устройства, либотянущих ропо мере роста числа слоев (диаметра) ликов с электроприводом. рулона, вызывают более быстрый рост диа- 25 Из-за перечисленных выше технологиметра рулона по его торцам. Возникает неческих особеннос тей процесса намотки допустимая локальная вытяжка пленки по получение качественных рулонов при искраям полотна, так как основное усилие напользовании известного метода часто за тяжения прикладывается к малой части потруднен о. Ряд этих затруднен ий, как перачного сечения полотна, к его краям. 30 показано выше, разрешается пу тем сущестПоверхность рулона в центральной его части венного усложнения и удорожания техноловогнута во внутрь, к оси намотки. При гического оборудования. больших диаметрах намотки и известном Наряду с усложнени ем конструкции способе намотки рулонов по его краям обтехнологического оборудования известный разуются ребра, на которых края пленки 35 спос об намотки требует высокого качества заворачивается во внутрь и рулон кондици динамики регулирования от системы управ онной пленки идет в брак и на переработку ления и электропривода намоточного станка как вторичное сырье. в силу того, что стабилизация заданного Чтобы уменьшить влияние утолщений натяжения при намотке в известном спосопо краям рулона на качество рулона при 40 бе рассматривается как необходимое услопроизводстве рукавной пленки и известном вие получения качественных рулонов . Как способе намотки в намоточных станках для объект регулирования система "тянущие раскладки утолщений краев рукавной пленвалки - промежуточные ролики - упругий ки используют специа льные устройс тва материал - рулон - привод" - колебательная шанжирооки, обеспечивающие периодиче- 45 система с упругостью второго ряда, что споское смещ ение п ленки п опе рек трак та собствует возникновению колебаний натятранспортировки. Обычно шанжировка как же н и я о тн ос и те ль н о з ад а н н ог о е г о устройство-это качающийся пневмоцилин значения. дром, кулачковым, шатунным, кулисным или Таким образом, недостатком известных другим механизмом ролик (ролики) лентоп- 50 способов намотки с неизменным или мед ротяжного тракта. ленно меняющимся натяжением и плавным Для исключения или уменьшения мор вращением рулона является недостаточное щин пленки из-за неравномерного распрекачество намотки рулонов, сложность тех делен ия усили я натяж ения по ширин е нологического оборудования и высокие треполотна пленки при указанном способе па- 55 бов ан ия к кач еству его изго товлен ия , мотки перед рулоном устанавливают слож необходимые для получения удовлетвориный в изготовлении специальной формы тельного качества намотки материала в ру вращающийся валок типа "банан", охватылоны. ваемый пленкой на определенный угол, Изобретение ставит своей задачей повышение качества рулона, а также упроще 13061 ниє и удешевление технологического оборудования. Поставленная задача решается за счет того, что натяжение пленки изменяют периодически вплоть до снижения усилия натяжения до нуля и провисания пленки перед рулоном, а также тем, что периодическое изменение натяжения обеспечивается периодическим изменением угловой скорости вращения рулона. Для обеспечения намотки материала с изменяющимся в функции радиуса рулона натяжением, угол поворота рулона за одно колебание регулируют в функции радиуса рулона и скорости намотки материала. Надежное снижение натяжения до нуля вплоть до образования провисания пленки перед рулоном достигается тем, что колебания частоты вращения рулона осуществляют таким образом, что направление вращение рулона на каждом интервале колебаний кратковременно меняют на противоположное. На фиг. 1 приведен пример выполнения устройства намотки материала в рулон, иллюстрирующий реализацию предлагаемого способа с использованием намоточного станка с передачей крутящего момента привода на ось рулона - центральной намотки; на фиг. 2 - временные диаграммы изменения переменных процесса намотки материала в рулон. Сущность изобретения заключается е том, что в процессе намотки материала в рулон натяжение материала периодически изменяют по величине от максимального значения вплоть до снижения его до нуля и образование провисания пленки перед рулоном. При постоянной скорости подачи пленки в намотку периодическое изменение натяжения достигается, если частота вращения рулона изменяется, но так, что среднее ее значение остается равной скорости подачи материала в намотку. Это исключает накопление материала в участке между рулоном и устройством подачи материала в намотку. Частоту вращения рулона можно изменять вплоть до остановки его и кратковременного вращения рулона в направлении сматывания. Этим обеспечивается надежное образование петли провисания материала перед рулоном и снятие напряжений в верхнем витке (слое) материала на значительной части дуги окружности рулона. В известном способе намотки с постоянным или медленно меняющимся в функции радиуса рулона натяжением частота вращения рулона либо привода фрикционного валка меняются во времени медленно, так, что в пределах намотки витка материала и иатлжение, и частота вращения рулона теоретически неизменны. Провисание же пленки перед рулоном и 5 отслаивание верхнего витка от поверхности рулона в известном способе намотки считается недопустимым. В предлагаемом способе максимальное натяжение материала в процессе намотки 10 может существенно превышать необходимое для получения качественного рулона и периодически изменяться. Снижение натяжения в витке до нужного значения достигается периодическим по-15 нижением натяжения в цикле колебаний вплоть до нулевого значения. Среднее значение натяжения пленки в рулоне регулируется изменением угла поворота рулона за одно колебание. Таким образом, регулиро20 ванием угла поворота рулона за одно колебание регулируется натяжение пленки, укладываемой о рулон, в зависимости от радиуса рулона. Этим улучшается качество рулона и сохранность намотанного в рулон 25 материала, например, полимерной пленки. Сущность предлагаемого способа намотки материала в рулон рассмотрим на примере работы намоточного станка центрального типа с регулятором положения по-30 движного ролика, охваченного петлей наматываемого материала, и регулируемым электроприводом постоянного тока, изображенного на фиг 1. Наматываемый материал тянущими 35 валками 1, приводимыми во вращение двигателем 2 через редуктор 3 подается в намотку по тракту транспортирования, содержащему направляющие ролики 4. В конце тракта транспортирования ма40 териал наматывается в рулон на шпулю 5. Рулон приводится so вращение двигателем 6 через редуктор 7. Регулируемый тиристорный электропривод с двигателем 6 выполнен по типовой 45 двухконтурной схеме подчиненного регулирования частоты вращения с внутренним контуром регулирования тока 1 якорной цепи. Электропривод содержит регулируемый тиристорный преобразователь 8, датчик то50 ка 9 и регулятор тока 10. Частота вращения двигателя измеряется тахогенератором 11, выходной сигнал которого подается на вход регулятора скорости 12. Сигнал задания частоты вращения двигателя 6 привода руло55 на поступает с выхода регулятора положения 13 подвижного ролика 14, связанного с пневмоцилиндром 15 (или грузом). Положение подвижного ролика контролируется датчиком 16. Сигнал обратной связи с датчика 16 положения подвиж 13061 ного ролика 14 подается на вход регулятора 13. где сравнивается с сигналом задания иП р Материал (пленка) 17 наматывается по схеме в рулон 18 При реализации известного способа намотки материала с, неизменным во времени или плавным регулированием натяжения пленки 17 на участке перед рулоном 18, система регулирования настраивается таким образом, чтобы а процессе намотки рулона положение подвижного ролика 14 не менялось или изменялось плавно по сигналу, напри ме р, вычис ли теля рад иуса рулона , преобразованного функциональным преобразователем, для реализации заданной зависимости натяжения пленки о функции радиуса рулона. Рулон при этом также вра щается равномерно. Колебания угловой скорости рулона 18 и натяжения пленки, а тем более его остановки и проворачивания в сторону размотки материала при традиционном способе намотки расцениваются как недопустимые, а настроенная таким обра зом (а верхнее ненастроенная в рамках изв ес тн о г о с п о с о ба н а м о тк и ) с и с те м а регули ров ани я на тяж ен ия, содержащ ая электропривод с регулированием скорости двигателя, датчик 16 положения петли материала (ролика 14) и технологический регулятор 13 положения ролика 14, считае тся неработоспособной В соответствии с предлаоемым способом намотки пленочного (рулонного) материала устройс тво управления приводом рулона в процессе намотки рулона создает (фиг. 2) периодические колебание крутящего момента М Двигателя привода рулона. Колебания крутящего момента вызывает периодические колебания угловой скорости Шр рулона. Колебания угловой скорости (частоты вращ ения) щ и момента привода рулона М вызывают периодические колебания натяжения наматываемого о рулон материала. Выбором параметров колебаний (амплитуды, частоты и формы) натяжения материала перед рулоном и в целом на участке между тянущим устройством и намоточным станком достигается высокое качество руло на Конкретний пример реализации пред лагаемого способа намотки рулонного матс р и а ла. К и н ем а ти ч еск а я сх е ма и функциональная схема электропривода ру лона намоточного устройства приведены на фиг. 1. Намоточное устройство используется для намотки о рулоны диаметром до 300 мм фальцованной пленки толщ иной 50 мкм и шириной 250 мм. Первоначально намоточ 8 ный станок был оснащен системой регулирования, обеспечивающ ей намотку пленки с постоянным натяжением Для этого в конструкции станка предусмотрен подвижный 5 ролик (танцролик), охваченный петлей наматываемого материала, связанный с пневмоцилиидром задания силы на тяжения . Для данного вида продукции величина усилия устанавливалась пнеомоцилиндром 10 равной 90 К При намотке с постоянным натяжением получились рулоны плотностью и смещением слоев относительно торца соответствующ ие ТУ на изделие. Однако из-за 15 седловидности, образованной ребрами загибающейся на торцах рулона пленки, большая часть продукции браковалась из-за де формированности нижних слоев пленки и морщин. Возникновение такой седловид 20 ности отмечалось при диаметре рулона большем 180 мм. По предлагаемому спос обу намотки рулонов режим намотки организ ов а н с ле ду ющ и м о бр а з о м: п е р и од изменений частоты вращения рулона соста 25 вил 5 с. При этом угол поворота рулона за одно колебание автоматически изменялся в процессе намотки от 720° при диаметре рулона равном диаметру шпу ли (0,09 м) до 60° при максимальном диаметре рулона (0,3 30 м). Бо время намотки рулона крутящ ий момент двиїателя изменялся во времени как показано на фиг. 2. Усилие натяжения автоматически изменялось в функции диаметра рулон а от 78 Н до 24 Н без прим ене ния 35 вычислителя радиуса рулона и специально го регулятора Амплитуда и частота колебаний натяжения уста нав лива лась пара ме тр ами па стройки регулятора 13 и величиной уровней 40 насыщ ения регулятора частоты вращения 12 серийного реверсивного тиристорного электропривода серии ЭПУ 2-2. Применение предлагаемого спос оба в намоточном станке линии для производст45 ва пленки для товаров народною потребле н и я о бе сп е ч и ло н ам о тку ру ло н о в требуемых диаметрз (0,3 м) и массы (18 кг) и полностью исключило выход в брак готовой пленки по вине намоточного станка. За 50 время испытаний намотано более 22000 рулонов (более 500000 кг пленки). Таким образом, опытной эксплуатацией промышленного оборудования подтверждена эффективность предлагаемого способа. 55 Рассмотрим причины улучшения качества намотки материала предлагаемым способом. Известно, что положение пленочного матер иа ла относи тельн о осевой лин ии тракта транспортирования пленки зависит 13061 в ус та н о ви вше м ся р еж им е о т ве л и чин ы н атяж е ни я . К о ле б а н ия на тя ж е н ия вы з ы ва ю т и зм е н е н и я п о л ож е н и я п л е нк и п о п е р ек н а пр а вл ен и я е е тра н сп о р тир о ва ни я , что п ри во д и т к см е ще н и ю е е п о то р ц у р ул о н а. По этом у с чи та е тс я , что чем ме нь ше ко ле б ани я н а тяж е н ия , тем л уч ше , так к ак то чне е ук л а дк а п л е нк и п о то р ц у р ул о н а . Од н а к о то чн ая ук ла д ка п л е нк и п о то р ц у в м е с те е е с гиб а п ри во д и т, как п ока за н о вы ше , к о б ра з о ва н и ю р е б е р , н е д о п у с т и м о й вы тя ж к е пл енки и бр ак у р ул он о в. Э то я влен ие и скл юча ло сь ус та н о вк ой ус тр о й с тва ша н ж и ро вки . П ер и о ди че ск и е ко л е б ан и я н а тяж ен ия п л ен ки п ри во д я т к п е р ио д и че с к и м к о л е б а н ия м п ле нк и п оп е р ек тр ак та тр ан с п ор ти р о ва н ия . Э тим до с ти га е тся р а ск ла дка , как уто л ще ни й по к ра я м р ул о н а , так и п оп е р е ч н ой ра з но то л щи н м о с ти Ф а к ти че с к и п е р и о д и че с к и е ко л е ба н ия н а тяж ен и я вы по л н я ю т ф ун к ц и ю у с т р о й с т ва ш а н ж и р о вк и . П е р и о д и че с к и е с ме ще н ия п л енк и вд о ль о б ра з ую ще й р ул о на пр и этом е с ть , е с ть ул уч ше н и е ка че с тва р ул о н а , а ус тр о й с тва ша н ж ир о вки н е т . П е ри о д и че ск ое с ни ж ен и е ус и л и я н а тяж е н ия п л е нк и, а ге м бо л е е с н иж е ни я н а тя ж ени я до н уля вп ло ть д о п ро вис ан ия п л енк и пе р е д р у л о н ом , п р и во д и т к с ня ти ю н а пр я ж е н ий в п л ен ке и к р аз р а вни ва н и ю п л е нк и . Э то р аз ра вн и ва н ие п о с ле и с че зн о вен ия н а тяж ен ия в зо н е н аб е ган и я п л енк и н а р ул о н ра с пр о с тр ан яе тс я н а уча с ток вер хн е го уж е н ам о та н н о го с л о я п л е нк и . П р и р а з гон е р уло на 1 8 д ви га те л ем D на пр а влен ии н ам о тки , п ле нк а в з о не на мо тки ук л а д ы вае тс я бе з н а тяж е ни я и б е з мо р щи н . Пр и п о я вл е н и и на тяж е ни я (п ос л е вы бо ра п р о ви с ан ия п л енки пер е д р ул о но м ) п л енка в н а ча л е ск о льзи т в з он е н а бе ган ия , п о д тяги вая уча с ток п л е н ки н а ча с ти ок р уж н о с ти р ул о н а з а з о н о й н а б е га н и я , о д н а к о уж е п р а к ти ч е с к и б е з мо р щи н , и д у щ и х п оп е р ек и н а и ск о сь о тн о си те льн о о б раз ую ще й р ул о на , У с и ли е н а тя ж е н ия , н ео б хо д и м о е д л я п р о тя ж к и п л е нк и вд о ль трак та тр а нс по р ти ро ва ни я , и с у ще с твен н о бо ль ше тр е б уе мо го д ля н ам о тк и м а тер и а ла в р ул о н, р еа л из уе тс я на узко й д уге р ул о на в з он е на б е га н ия п ле нки н а р ул о н и не ра с пр о с тр ан яе тс я н а уча с ток п л е нки п о с ле з он ы н а бе га ния , где нап ряж ен ия в п л ен ке б ы л и с н я ты в к о н ц е ц ик п а к о л е б а н и я , когд а окр уж н ая ск ор о с ть р ул он а б ы ла м еньше ск о ро с ти п о д а чи п л е нк и в н а м о тк у. Та ким об р азо м , п л енк а ук л а д ы вае тс я в р ул о н с о з на чи те л ь но м ен ь ши м на тя ж е н и ем , че м это не о б хо д им о д ля п ро тяж к и п пе нки вдо л ь тр ак та тр ан с п ор ти р о ван ия . Э тим р а с ши р я е тся но м енк л а тур а н ам а ты ва е ы х п ле н ок . Из ск аз а нн о го с л е д уе т такж е , что пе р ио ди че ск и е к о л еб а ни я н а тя ж е н ия ус п е шн о 10 вы по л ня ю т р о ль р аз ра вн и ва ю ще го ус тр о й ства . П е р ио д и че с к ие д ви ж е н и я р ул о н а, с оз д а ю щ и е к о л е б а н и я н а тя ж е н и я п л е н к и в 5 тр ак те е е тр а н сп о р ти р о вк и п о на п р а вл я ю щи м ва лка м с ниж а ю т тре б о ван ия к ка че с тву и х из го то вл е н ия , тр е б о ва н ия к тр ен и ю а к ин ем а тик е , и ск л ю ча ю т н е о б хо д и м о с ть в и зм ер и те ля х м а лы х н а т я ж е ни й , к о г да 1 0 о с о б е нн о важ н о к а че с тво н ам о тк и тонк и х д о р о го с тоя щи х п о л и м ер н ы х п л е н ок . И сп о льз о ван ие п ре д л а га ем о го с по с о ба пр и н ам о тк е р у л о н о в с п ер и о д и че ск и м из м ен ен и ем н а тяж ен ия п ер е д р ул о ном ра э ре15 ша е т и п ро ти во р е чие м е ж д у м а л ым тр еб уе мы м н а тяж е ние м дл я н амо тки и бо ль ши м н а тя ж ен и е м , н е о б хо д и м ы м д н я п ро тя ж к и п л е н ки по тр ак т у те хн о л о ги че с к о й л ин ии , с у ще с тв ую ще е в из ве с тн о м сп о со б е 20 н ам о тк и с н е из м е нн ы м и л и ме д л е нн о ме н я ю щи м ся н а тяж е ни ем . В пр е д ло ж е нн ом сп ос о бе это п р о ти во р е чие ре ша е тс я тем , что пл е нка пр о тя ги ва е тся с ус и ли ем , д о с та то чн ым д л я е е тр а н сп о р ти р о вк и вд о л ь тр ак та 25 л и ни и , а с ре д н е е м а ло е н а тяж е н ие п л е нк и , не об хо д и мо е д ля по л уче н ия к а че с твен но го р ул о на с оз да е тс я за с че т пр о с ла б л сн ия е е пер е д- р ул о ном , сня ти ем эти м из л и шн и х на пря ж е ни й , р аз ра вн и ва н ие м п ле нк и и ук л а д 30 к о й е е в р ул о н L н уж н ым на тя ж е н и ем . П е р и о д и че ск и е к о л е б а н ия на тя ж е н ия д о с ти га ю тс я п ер и о д и че ск и ми ко л е б ан ия м и ча с то ты вр а ще н и я р ул о н а , "ша го вы м " вр а ще н и ем р ул он а , с оз д а ю щи м п ул ьс а ци ю н а3 5 т я ж е н и я с м а к с и м а л ь н ы м з н а ч е н и е м, с у ще с твен но б о ль ши м и тр е б уем о го д л я ук л а дки с ло я п л енк и в р ул о н , и н ео б хо д и мо го д л я п р о тяж ки п л е нк и п о тр ак ту те хн о л о ги че с к о й л и н и и . В м е с то п р е ц и з и о н н о го вы 4 0 п о л не н и я ки н е м а ти к и тр ак та тр а н с п о р ти р о ва н и я п л е н к и ( р о л ик и , п о д ши п ник и и др .), ус та но вки до по л н и те л ьн о го тян у ще го ус тр о й с тва и то чн о го д а тчик а н а тяж е ни я вра ще ни ю р ул он а п ри д ае тся п ер и 45 о ди че ск и й ха р а к тер со сн иж е н ие м ча с то ты вра ще н ия е го до н ул я ( до ос тан о вки ) и д аж е кра тко вр е ме нн о го вр а ще н ия и с то ро н у, о бра тн у ю н ам о тк е , в с то ро н у см о тк и п л е нки с р улон а. 50 Ср е дня я з а пер ио д ко л еб ан ий окр уж ная ск ор о с ть р ул о н а пр и этом о с тае тс я р а вно й ск о р о с ти п о д а чи п л ен к и в н а м о тк у. Э ти м об ес пе чи ва е тс я а втома ти ческ ое со гла со ва н и е л и н е й н ы х с к о р о с те й п о д а чи п л е н к и в 5 5 н а м о тк у и с к о р о с ти н ам о тк и в р у л о н . П ри п ул ь си р ую ще м ха р ак тер е и зм е не ни я н а тя ж е н ия с пр о ви са н ие м н а бе га ю ще й ве тви р ул о н а (п р и вр а ще н и и р ул о на в пр оти во п о л ож н у ю с то р о н у, в с то р о н у с м о тк и , ве твь м а тер и а л а с та но ви тс я с бе га ю ще й ) а 11 13061 пространство между верхним слоем пленки и поверхностью рулона устремляется воз дух Затем, при быстром уїзеличении скорости рулона в направлении намотки, быстро выбирается слабина пленки, ее провисание. Т з к же быстро пленка прижимается к рулону, вытесняя воздух (происходит хлопок). Воздух не успевает выйти оесь из прос т ранстпа между поверхностью рулона и иерхним слоем пленки, так как оказывается запер тым с торцев небольшими ребрами на краях рулона из-за утолщений в месте сгиба пленки, а из линии набегания пленки ц ру лон натянувшийся пленкой в момент выбора слабины, в момент рывка. Под избыточным давлением воздух устремляется вдоль рулона, где его плотность меньше, дополнительно разравнивая поиерх нос ть пленки и заполняя мес та где пленка тоньше и натяжение ее меньше. В рулон, в его среднюю часть как Бы компрес сором, на каждом цикле колебаний закачи вается иоздух под избыточным давлением. Этим дополнительно компенсируется влияние поперечной размоголщинности пленки на качество намотки ее в рулон. Этот эффект закачки воздуха внутрь ру лона под избыточным давлением невозможен п ри н ам о тк е ру ло н ов изв ес тн ым способом при неизменном натяжении пленки, особенно при малых (десятки метров в минуту) скоростях намотки, чго характерно для широкого класса оборудования для производства полимерной пленки, например, оборудования для производства рукавной пленки (слаженной вдвое), или фальцованной с двух сторон пленки для пластиковых сумок бытового назначения. Дополнительное разравнивание пленки в процессе выбора прооисгния верхнег о слоя пленки достигается также за счет того, что при прижатии, при приближении верхнего слоя пленки к поверхности рулона, выживаемый из пространства между рулоном и пленкой воздух образует быстрые потоки воздуха вдоль образующей рулона от его центра к торцам. Эти потоки создают допопнительное растягивающее небольшое усилие, разравнивая поверхность рулона. В рулонах рукавной, а тем более фальцованной, плотность рулона по краям оыше. Торцевые чгсти рулона препятствуют смещению торцеп рулона к середине его. Средняя часть рулон а оказыв ае тся слегка растянутой. Это также способствует получению качественных рулонов, без морщин и седловидности внутренней части рулона. Для привода рулона в современных намоточных станках используются, как правило, регулируемые электропр иводы, 12 содержащие контуры регулирования тока и частоты вращения двигателя фиг. 1, элементы 8, 9, 10, 11, 12. В системах регулирования с подвижным роликом 14 в петле наматыва5 смого материала дополнительно к типовой двухконтурной системе регулирования час тоты вращения электропривода вводится регулятор положения 13 подвижного ролика 14 (танцролика) и датчик положения 16 10 танцролика, образующие внешний техноло гический основной контур регулирования . Такой же контур регулирования вводится в системах прямого регулирования натяжения с измерителем натяжения материала и 15 регулятором натяжения. Выше было отмечено, чго такие системы с упругостью и инерционными масезми-колебательпые системы vi обеспечение их устойчивой, без коле бан и й р а бо ты дос та то чн о с лож на я 20 задача. Система регулирования положения ро лика - следящал система с интегрирующи ми звеньями в контуре регулирования : петлей, длима которой есть интеграл разно25 сти скоростей подачи материала в намотку и намотки его в рулон и ПИ- или ПИД- регулятор положения, содержащий интеграл в законе регулирования. Колебательность такой системы сходит о известном спос обе 30 намотки D противоречие со стремлением к постоянс тву на тяжения. Возникновению колебаний в системе на резонансных часто тах способствует характер самого объекта регулирования - упругого материала и киие35 матически связанных с ним инерционных масс - роликов, рулона, привода, При предлагаемом способе намотки эти недостатки систем регулирования и свойств объекта управления превращаются в свою 40 противоположность, выступают как преимущества, которые облегчают задачу реа ли з а ц ии п е р и о д и ч ес к ог о и з м е н е н и я натяжения материала, прерывистого шагового режима вращения. Выбором парамет45 р ои р егу ля то р ов и ха рак те р ис тик нелинейности з контурах регулирования положения ролика (натяжения), частоты сращения и тока электродвига те ля можно получить нужный в соответствии с предла50 іаемьім способом режим колебаний натяжения без усложнения оборудования, в том числе и при реализации предлагаемого спо соба в уже действующем оборудовании. В последнем случае нужно перейти от хоро55 шей настройки системы регулирования, в смысле известного способа, намотки к "плохой", которая как раз и оказывается хорошей для предлагаемого способа намотки , обеспечивающей нужные амплитуды и час тоту колебаний натяжения. 13 При разработке нового оборудования предлагаемый способ позволяет перейти, с учетом особенностей работы привода в автоколебательном режиме, от применения аналоговых систем регулирования к более простым нелинейным системам, например, релейным, для которых характерен режим автоколебаний, параметры и характер которых регулируются изменением характеристик нелинейностей и другими методами. Среднее значение натяжения пленки о слое (слоях) рулона зависит от угла поворота рулона за цикл колебаний. Чем больше угол поворота, тем меньше влияние прослабления пленки перед рулоном в конце цикла колебаний на среднее значение натяжения, тем с большим средним усилием натяжения будет укладываться пленка в рулон. И наоборот, чем меньше угол поворота рулона за цикл колебаний, тем меньше среднее значение натяжения укладываемого в рулон витка материала. Поэтому, изменяя амплитуду и частоту и форму колебаний в функции радиуса рулона и скорости намотки материала , можно оптимизирова ть процесс намотки материала для получения высокого качества рулонов. В зависимости от физических свойств перерабатываемого материала, геометрических и физико-механических параметров самой пленки и шпули-сердечника намотку рулона осуществляют по заданной программе, а именно: с убывающим в функции диаметра рулона натяжением, с постоянными и возрастающ ими натяжением. При реализации убывающего по диа метру натяжения (намотка с постоянным крутящим моментом), уменьшение угла поворота рулона за один цикл колебаний приводит к уменьшению среднего значения натяжения витка пленки, что согласуется с заданной программой намотки. При постоянстве натяжения (намотка с возрастающ им крутящ им моментом) условие сохранения угла поворота за один цикл колебаний буде г необходимым для реализации заданной программы намотки, для этого необходимо изменить частота колебаний в функции диаметра рулона Рассмотренный в конкретном примере станок намоточный может реализовать обе выше изложенных программы намотки, однако характер выпускаемой на линии продук ци и п р ед оп р ед е ли л н а мо тку с уменьшающимся по диаметру натяжением, то есть с уменьшающимся углом поворота рулона за один цикл колебаний или посто янную частоту колебаний. Частный, наиболее просто реализуемый режим колебаний - режим с постоянной ча 13061 14 стотой колебаний При постоянной частоте колебаний и малом радиусе рулона последний успевает повернуться на большой угол. При поворо те руло на в сторону намо тки 5 пленка укладывается в рулон с большим натяжением. Прослабление натяжения осуществляе тся на сравнительно небольшой части ее длины. Следовательно, при малых диаметрах рулона при неизменном усилии 10 сопротивления транспортированию пленки по тракту технологической линии, среднее значение натяжения будет выше для слоев пленки вну три ру лона ближ них , к ш пу ле и уменьшается по мере роста диаметра руло15 на. Постоянство частоты колебаний угловой скорости рулона, "шаговый" режим ею вращения позволяют таким образом при неизме н н о м с оп р о ти в лен и и тр ак та транспортирования автоматически, нуж20 ным образом, изменять натяжение пленки в рулоне в функции радиуса рулона , без применения датчика диаметра и регулятора Следует еще раз отметить, что при известном способе намотки реапизовать малое 25 натяжение, а тем более надежно регулиро вать его в функции радиуса невозможно , если усилие протяжки пленки по тракту больше требуемого Воздействием на амп литуду и частоту колебаний натяжения, ша30 говый реж им вращ ени я рулона м ожно оптимизировать режим намотки пленок о широком диапазоне изменения толщ ины и ширины пленки без усложнения самого тех нологического оборудования. 35 Из фиг. 1 следует, что эта типовая схема намотки и управления натяжением пленки при намотке с танцроликом 14 и датчиком его перемещения 16 и регулятором 13. Намотка центрального типа, крутящий момент 40 двигателя 6 передается на ось рулона 18 через редуктор 7. Схема типична для намотки тонких полимерных пленок. Система регулирования для больших о тклон ен и й пер ем енн ых не лин ей на 45 звенья 10, 12, 13 имеют нелинейности типа "насыщение" Для достижения необходимого колебательного, шагового режима вращения рулона доста точно установки в регуляторе петли 13 коэффициента усиле50 ния большего, чем необходим для'устойчиоости линейной система регулирования. В нелинейной системе при этом возникают устойчивые автоколебания, система выходит на предельный устойчивый цикл. Амп55 литуду, частоту и оид несимметричных колебаний устанав ливают регулировкой уровня ограничения, например, величины крутящего момента, тока якоря электродвигателя. Таким образом реализация предлагаемого способа намотки, находящегося в 15 13061 эксплуатации оборудования практически не требует его переработки, что обеспечивает быстрое внедрение его в практику и получение большого народно-хозяйственного эконо мического эффекта от снижения количества брака и улучшения качества продукции. При разработке и изготовлении нового оборудования сущ ественно снижаются за траты па его проектирование, изготовление и пос леду ющую экс плу атацию так как во , многих случаях отпадает необходимость в некоторых сложных устройствах и системах - вращения головки, шанжировки, разравнивающих устройствах, измерителях натяжения и радиуса рулона і: соответствующих системах регулирования. 16 Снижаются требования к качеству изго товления оборудования (а это значит его удешевление), повышается универсаль ность оборудования, так как на одном и том 5 же оборудовании можно БЄСТИ намогку пленок различной толщ ины с широким диапаз о н о м р е гу ли р о в а н и я н а тя ж е н и я укладываемой в рулон пленки. 10 Использование изобре тения в оборудо вании по производству длинномерных материалов, например, полимерных пленок позволит улучшить технические, экономические и эксплуатационные характеристики 15 оборудования и получить экономический эффект. 13061 Упорядник Замовлення 4097 Техред М.Моргентал Коректор Н.Король Тираж Підписне Державне па тен тне відомс тво України, 254655, ГСП. КиТв-53. Львівська пл., 8 Відкрите акціонерне товариство "Патент", м. Ужгород, вул.Гагаріиа, 101
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of winding of tape material into the cylinder
Автори англійськоюArkushyn Vasyl Prokopovych, Senatos Volodymyr Oleksiiovych, Rusak Viktor Yefymovych
Назва патенту російськоюСпособ намотки пленочного материала в рулон
Автори російськоюАркушин Василий Прокофьевич, Сенатос Владимир Алексеевич, Русак Виктор Ефимович
МПК / Мітки
МПК: B65H 18/10
Мітки: спосіб, намотки, рулон, матеріалу, плівкового
Код посилання
<a href="https://ua.patents.su/10-13061-sposib-namotki-plivkovogo-materialu-v-rulon.html" target="_blank" rel="follow" title="База патентів України">Спосіб намотки плівкового матеріалу в рулон</a>
Пристрій для регулювання натягу плівкового матеріалу при намотці в рулон
Номер патенту: 11496
Опубліковано: 25.12.1996
Автори: Воронецький Ігор Якович, Охмакевич Васииль Федорович
МПК: G11B 15/46, B65H 23/04
Мітки: намотці, рулон, плівкового, натягу, матеріалу, пристрій, регулювання
Формула / Реферат:
Устройство для регулирования натяжения пленочного материала при намотке в рулон, содержащее датчик диаметра рулона и датчик натяжения, подключенный к одному из входов регулятора натяжения, выход которого посредством тиристорного преобразователя электрически связан с двигателем намотки рулона, отличающееся тем, что, с целью повышения качества намотки, оно имеет масштабный усилитель, усилитель-ограничитель и усилитель-ограничитель с зоной...
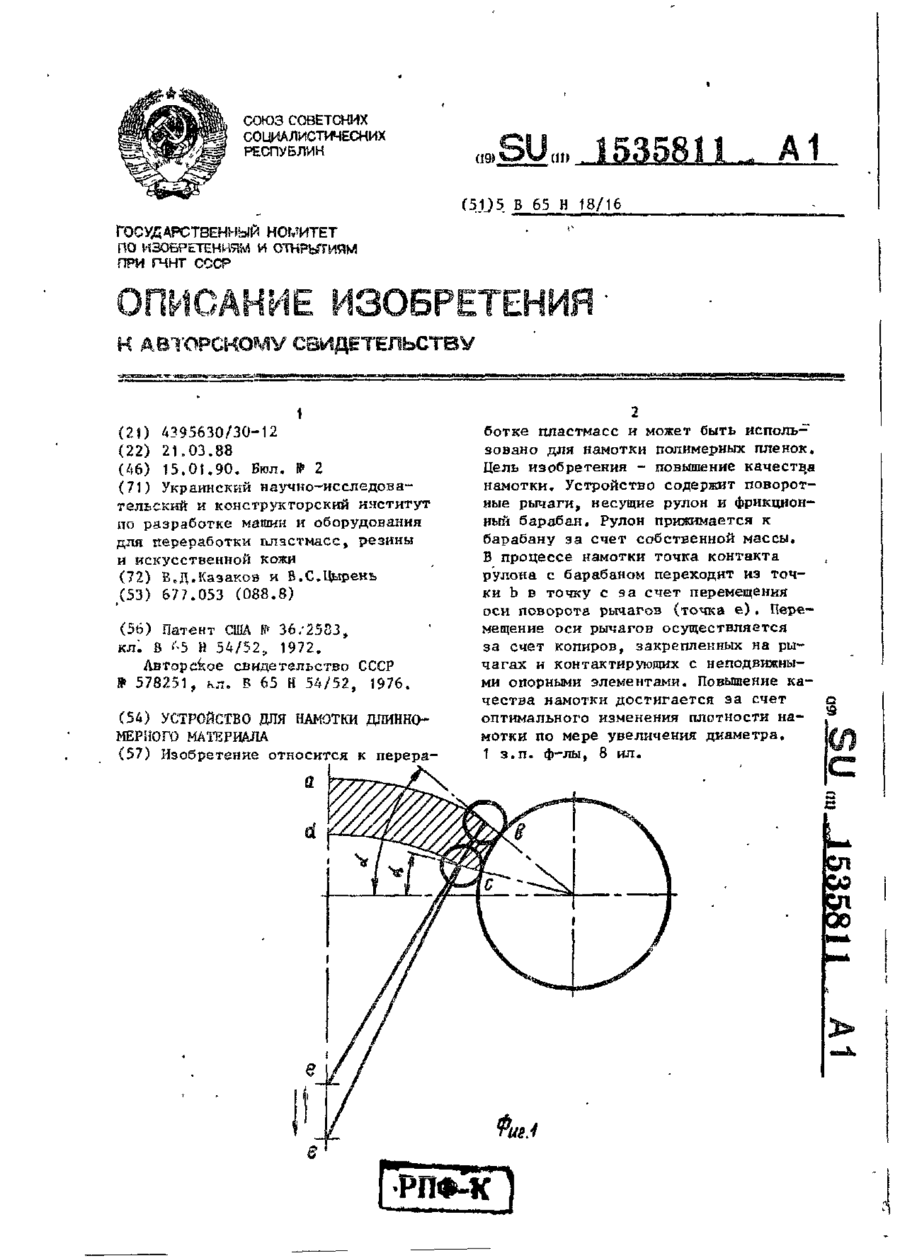
Пристрій для намотки довгомірного матеріалу
Номер патенту: 5257
Опубліковано: 28.12.1994
Автори: Казаков Володимир Дмитрович, Цирень Віталій Семенович
МПК: B65H 18/14
Мітки: матеріалу, намотки, довгомірного, пристрій
Формула / Реферат:
1. Устройство для намотки длинномерного материала, содержащее держатель шпули, смонтированный на поворотных рычагах, жестко закрепленных на соединительной оси, установленной на станине, и средство прижима шпули к фрикционному барабану, включающее копиры, жестко закрепленные на поворотных рычагах, отличающееся тем, что, с целью повышения качества намотки, средство прижима имеет опорные элементы, неподвижно закрепленные на станине для...
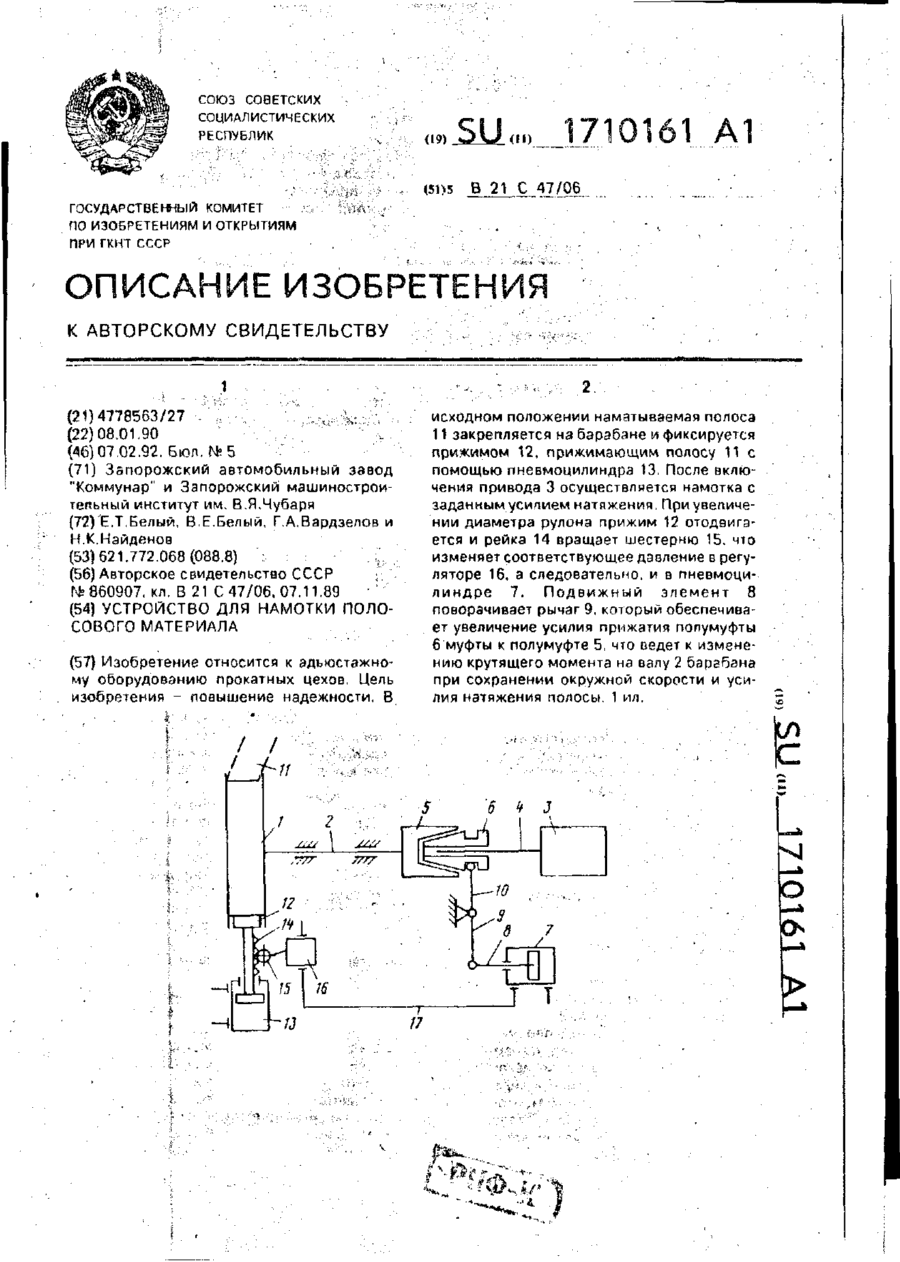
Пристрій для намотки полосового матеріалу
Номер патенту: 12273
Опубліковано: 25.12.1996
Автори: Білий Євген Тимофійович, Вардзелов Георгій Артоєвич, Білий Вячеслав Євгенович, Найдьонов Микола Кирилович
МПК: B21C 47/02
Мітки: полосового, пристрій, намотки, матеріалу
Формула / Реферат:
Устройство для намотки полосового материала, содержащее установленный на валу барабан, механизм поворота барабана с приводным валом, прижим, механизм возвратно-поступательного перемещения прижима, а также узел связи упомянутых механизмов между собой, отличающееся тем, что, с целью повышения надежности, механизм поворота барабана выполнен в виде соединительной муфты с двумя полумуфтами, одна из которых установлена на валу барабана, а...
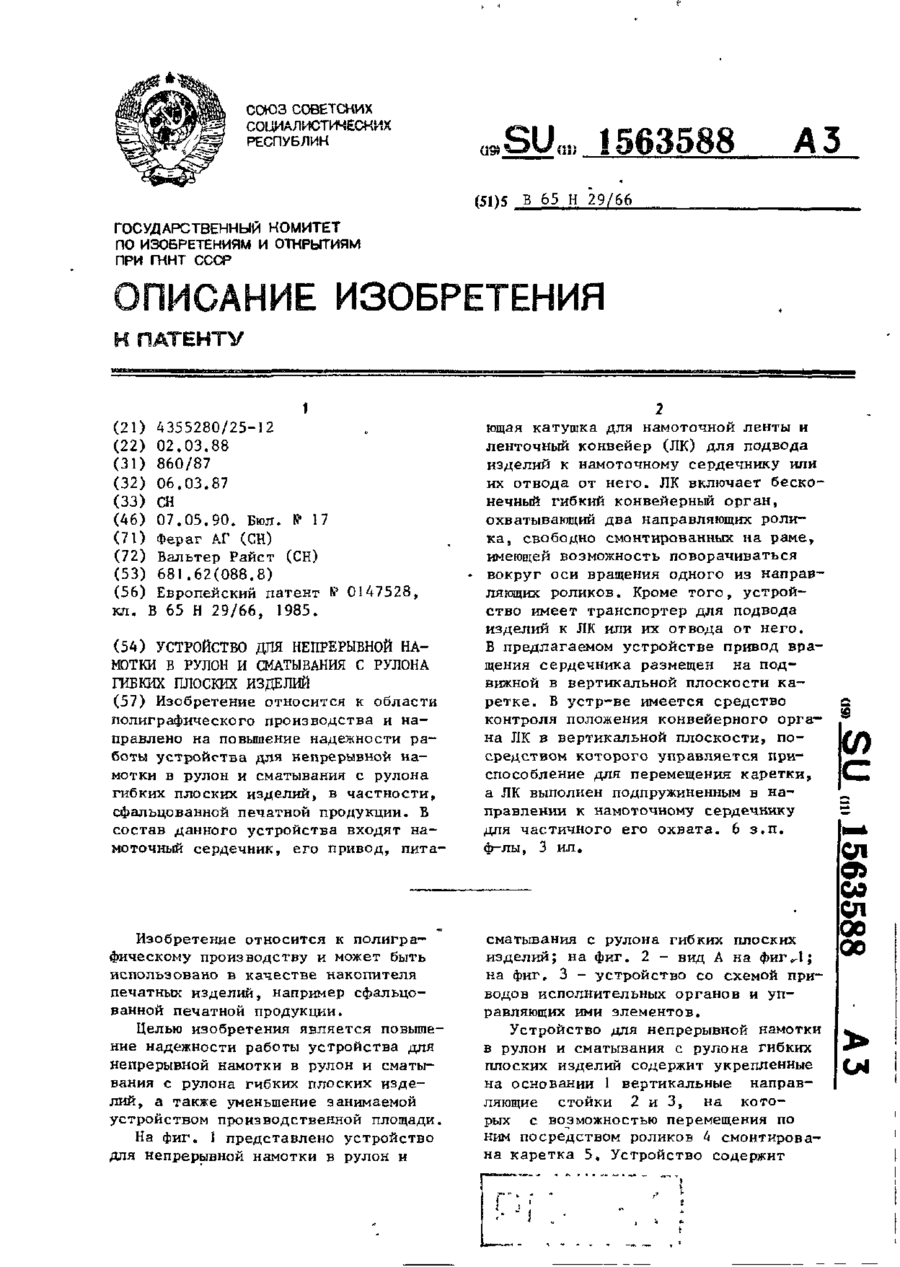
Пристрій для безперервного намотування у рулон і змотування з рулону гнучких плоских виробів
Номер патенту: 4752
Опубліковано: 28.12.1994
Автор: Вальтер Райст
МПК: B65H 29/66
Мітки: змотування, рулон, гнучких, безперервного, виробів, плоских, намотування, рулону, пристрій
Формула / Реферат:
1. Устройство для непрерывной намотки в рулон и сматывания с рулона гибких плоских изделий, преимущественно расположенных каскадом печатных изделий, содержащее намоточный сердечник для наматываемых или сматываемых плоских изделий, привод его вращения, питающую катушку для намоточной ленты, ленточный конвейер для подвода изделий к намоточному сердечнику или их отвода от него, включающий бесконечный гибкий конвейерный орган, охватывающий...
Машина для намотки рулонних матеріалів
Номер патенту: 7346
Опубліковано: 29.09.1995
Автори: Іванов Євген Дмитрович, Пєргат Владислав Васильович, Горбачев Віктор Петрович
МПК: B65H 18/00
Мітки: рулонних, машина, намотки, матеріалів
Формула / Реферат:
Машина для намотки рулонных материалов, содержащая кинематически связанные между собой протяжной барабан, средства зажима и вращения сердечника, средства для обрезки материала и удаления полного сердечника, магазин сердечников и средство для подачи сердечника, связанное с подпружиненным контрольным роликом датчика длины наматываемого материала и включающее рычаг с отсекателем, контактирующий с торцом наматываемого рулона, отличающаяся тем,...
Попередній патент: Пристрій для розплавлення та подачі клею
Наступний патент: Пристрій для змащування шарнірів каткового ланцюга крокового конвейєра
Випадковий патент: Осьовий вентилятор