Неруйнівний контроль металургійних виробів ультразвуком
Номер патенту: 94758
Опубліковано: 10.06.2011
Автори: Петі Себастьєн, Детш Сільвен, Бізіо Бернар, Лезаж Фредерік
Формула / Реферат
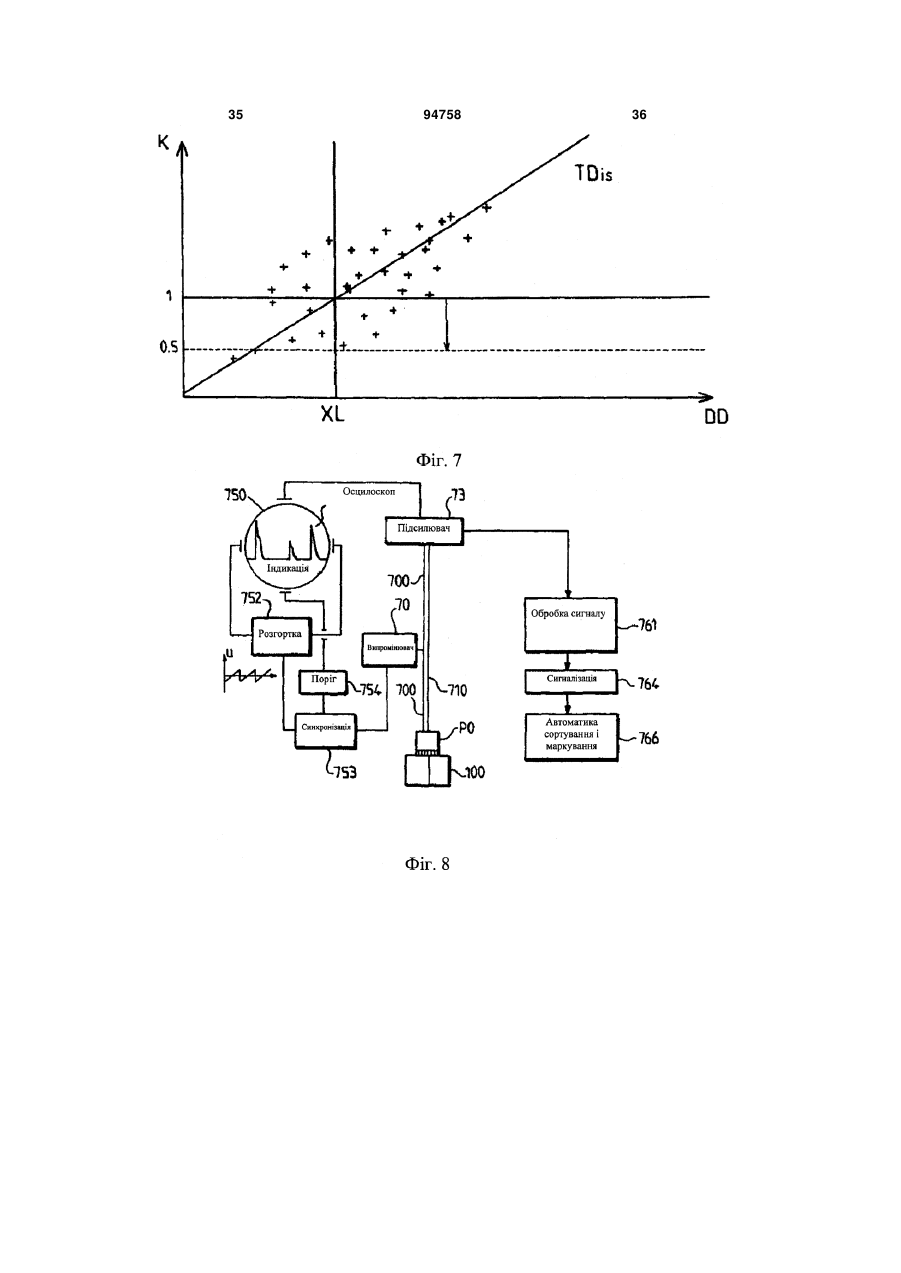
1. Пристрій, що утворює допоміжний експлуатаційний інструмент для неруйнівного контролю металургійних виробів, таких як труби або інші довгомірні вироби, в ході і в кінці виготовлення, причому цей згаданий інструмент призначений для одержання інформації про можливі дефекти труби на основі зворотних сигналів, які, в результаті селективного збудження (70) випромінюючих ультразвукових датчиків згідно з вибраним часовим законом, вловлюються (73) приймальними ультразвуковими перетворювачами, які утворюють компонування з вибраною геометрією, встановлене з ультразвуковим зв'язком з трубою за допомогою рідкого середовища, при відносному русі повороту/поступального переміщення між трубою і компонуванням перетворювачів,
причому згаданий експлуатаційний інструмент відрізняється тим, що містить:
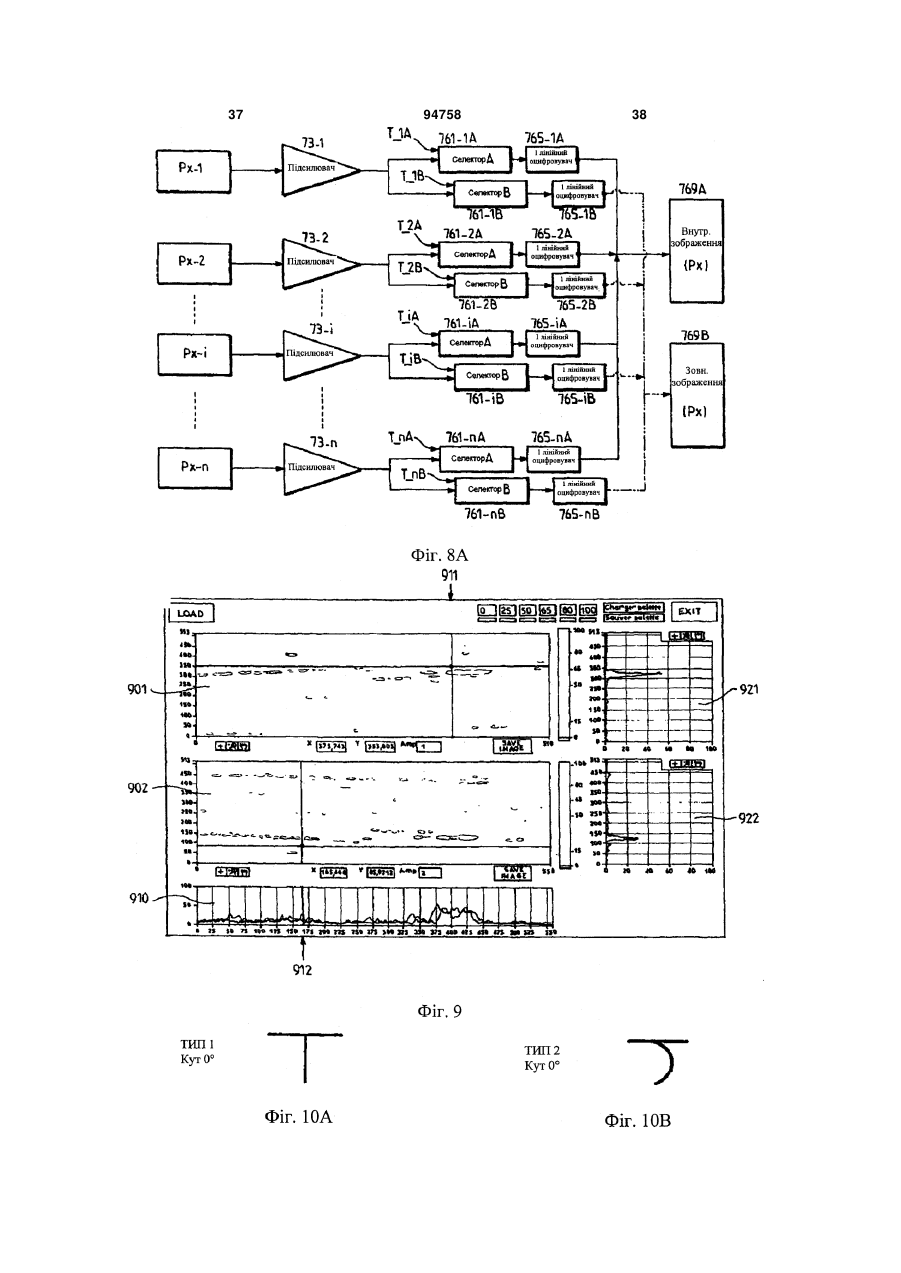
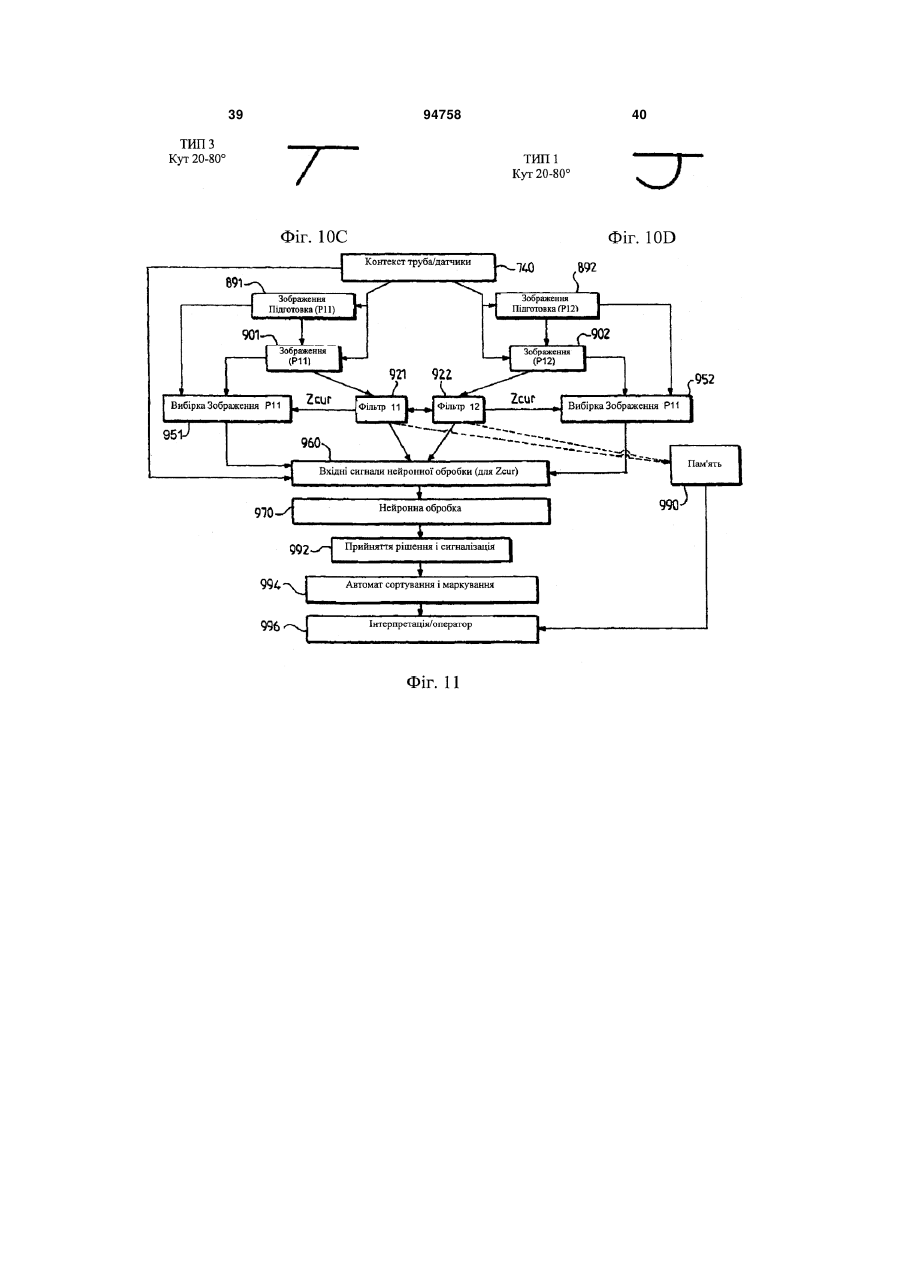
конвертер (891; 892), виконаний з можливістю селективно виділяти цифрове представлення можливих ехосигналів у вказаних часових вікнах залежно від відносного руху повороту/поступального переміщення і з можливістю одержувати зображення (901; 902) можливих дефектів в трубі,
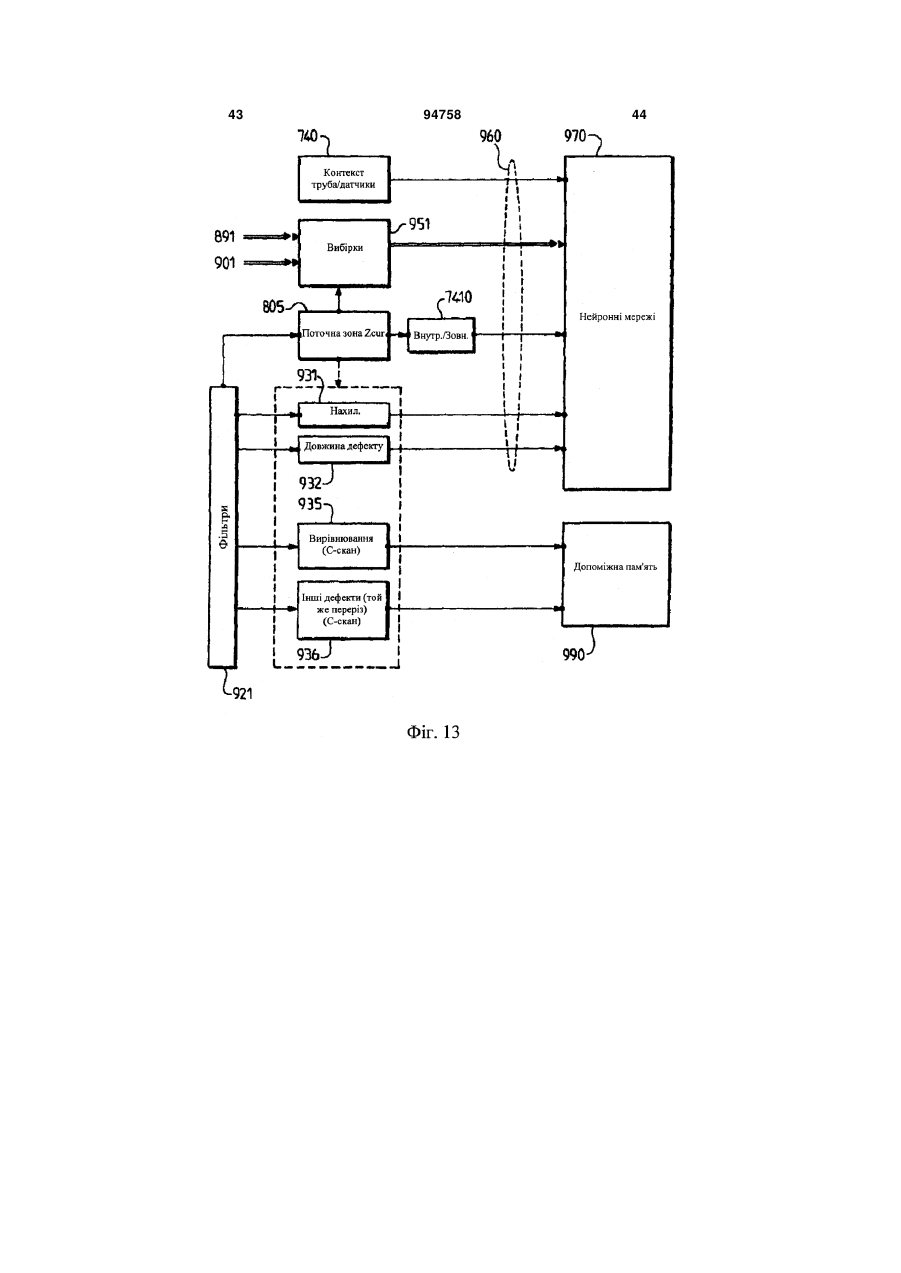
фільтр (921; 922), виконаний з можливістю визначати в зображеннях (901; 902) зони (Zcur) передбачуваного дефекту, а також властивості кожного передбачуваного дефекту,
комбінаторний пристрій (960), встановлений для підготовки цифрових вхідних робочих сигналів на основі вибірки (951; 952) з зображень, відповідної зоні (Zcur) передбачуваного дефекту, властивостей передбачуваного дефекту в цій же зоні, одержуваних від фільтра (921; 922), і даних контексту (740),
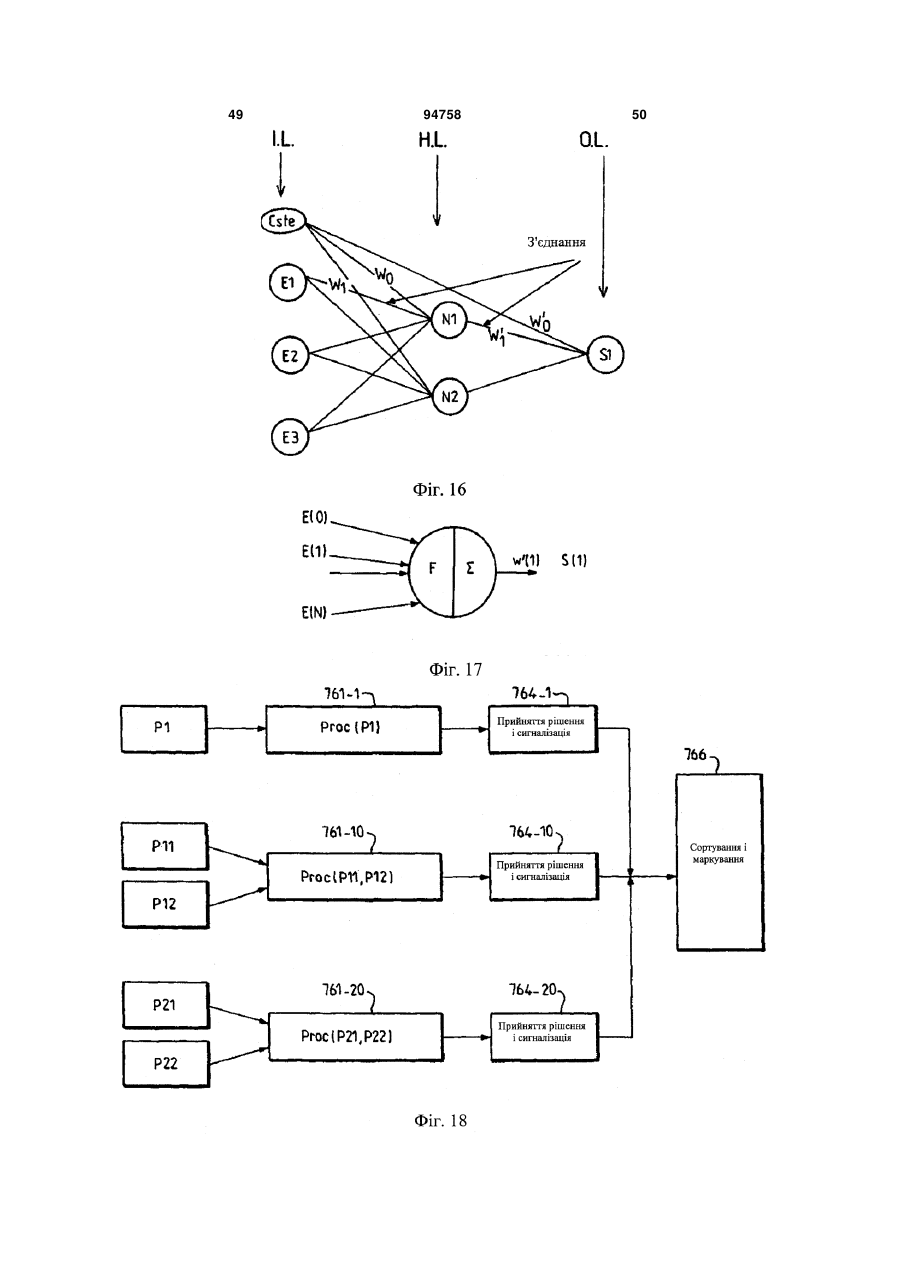
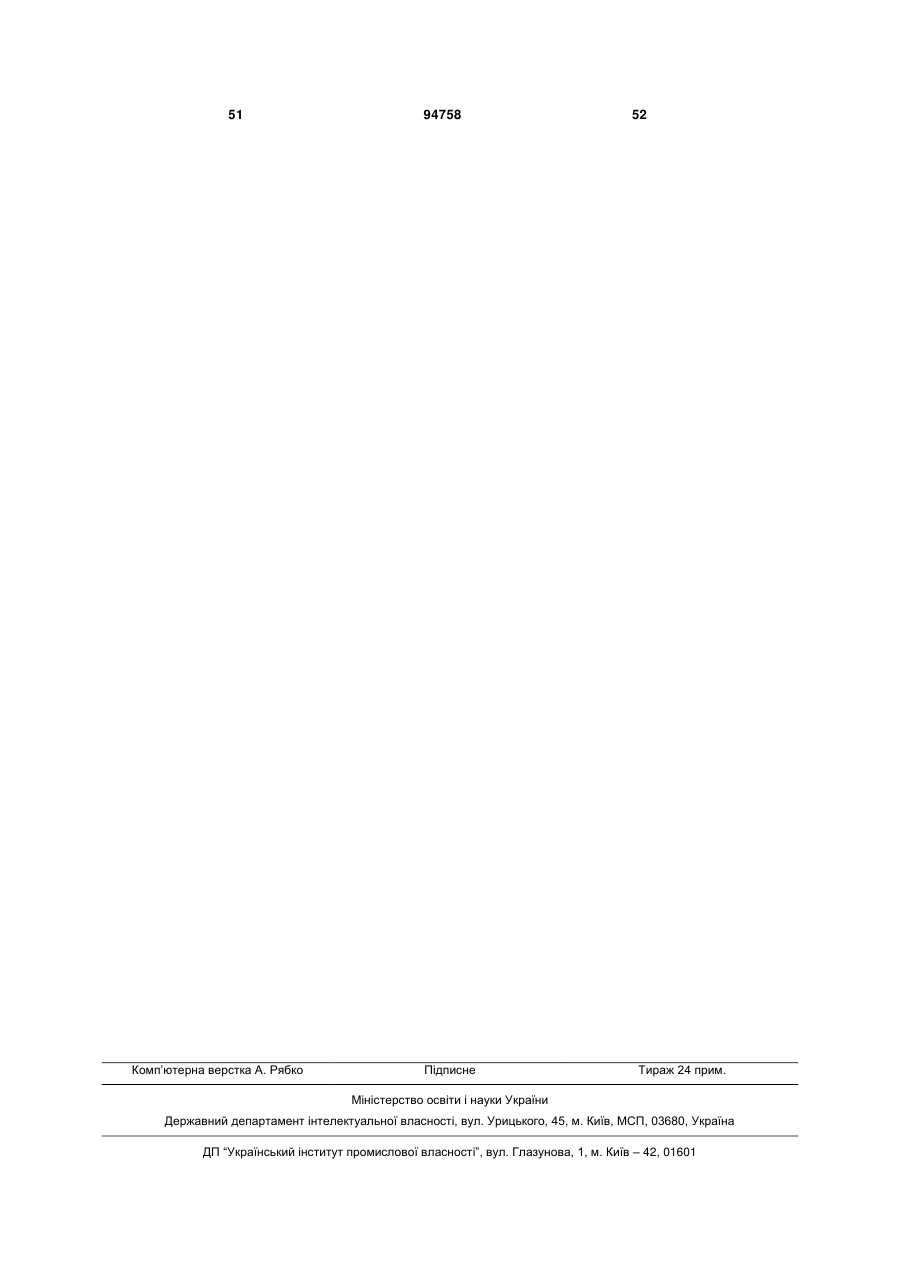
щонайменше одне компонування типу нейронної мережі (970), яке приймає вхідні робочі сигнали, що надходять від комбінаторного пристрою (960),
цифровий каскад (992) прийняття рішення і сигналізації, працюючий на основі вихідного сигналу компонування типу нейронної схеми (970), і
автомат (994) сортування і маркування, встановлений для відділення і маркування труб, визначених як некондиційні цифровим каскадом (992) прийняття рішення і сигналізації.
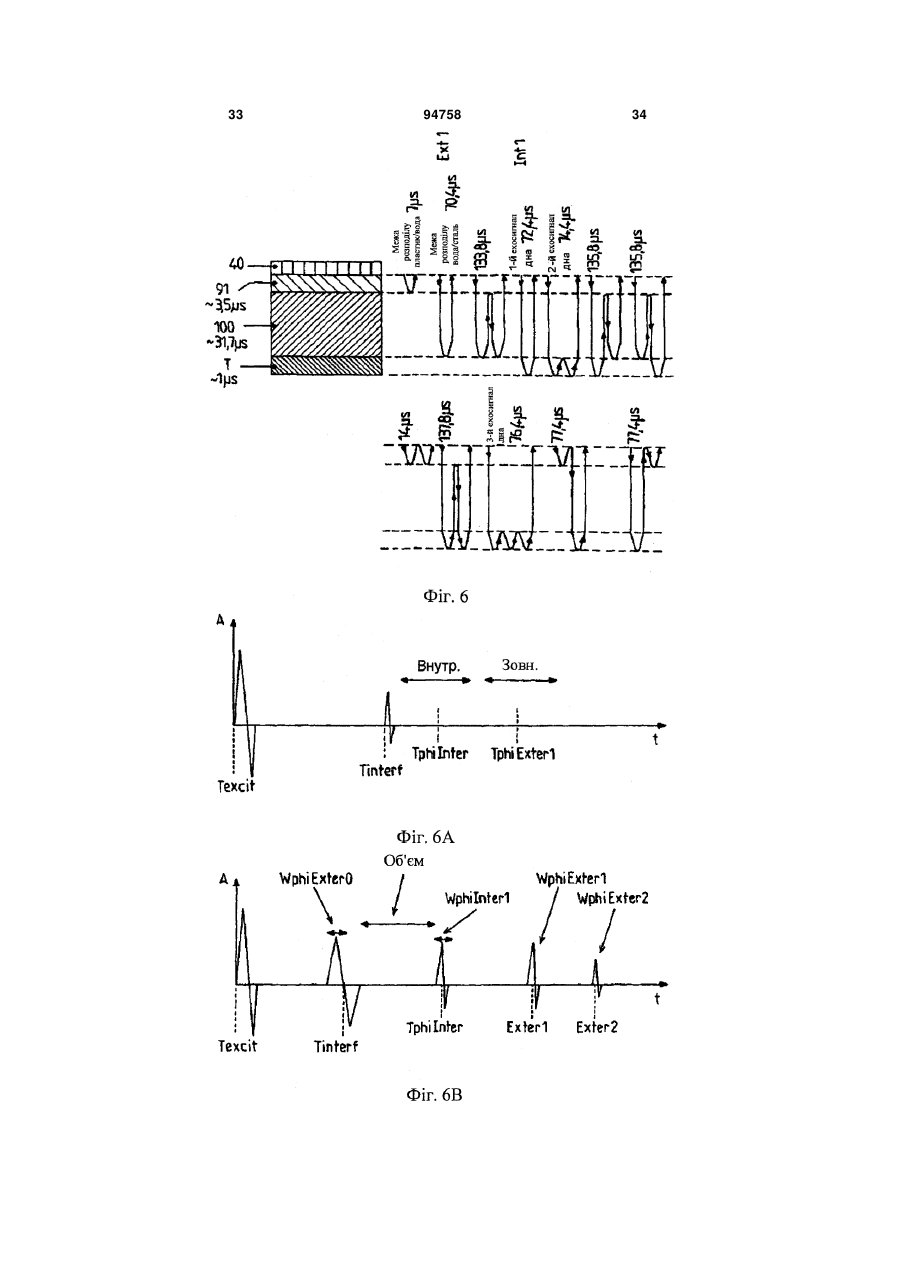
2. Пристрій за п. 1, призначений для роботи з двома компонуваннями ультразвукових перетворювачів (P11, Р12; Р21, Р22) з вибраною геометрією, забезпечених ультразвуковим зв'язком, по суті, згідно з дзеркальною симетрією напряму своїх відповідних ультразвукових променів, який відрізняється тим, що згаданий експлуатаційний інструмент містить два конвертери (891, 892), відповідно призначені для цих двох компонувань ультразвукових перетворювачів (Р11, Р12; Р21, Р22), і тим, що комбінаторний пристрій (960) встановлений для селективної роботи на ехосигналах внутрішнього поверхневого шару або на ехосигналах зовнішнього поверхневого шару, або на ехосигналах, що з'являються в масі труби, і одночасно на даних, пов'язаних з одним або іншим з двох компонувань перетворювачів.
3. Пристрій за одним з пп. 1 і 2, який відрізняється тим, що конвертер (891; 892) встановлений для селективного виділення цифрового представлення можливих максимумів ехосигналів у визначених часових вікнах, відповідних ехосигналам внутрішнього поверхневого шару, ехосигналам зовнішнього поверхневого шару, а також ехосигналам, що надходять з маси труби, відповідно, і тим, що комбінаторний пристрій (960) встановлений для селективної роботи на ехосигналах внутрішнього поверхневого шару або на ехосигналах зовнішнього поверхневого шару, або на ехосигналах, що з'являються в масі.
4. Пристрій за одним з попередніх пунктів, який відрізняється тим, що комбінаторний пристрій (960) приймає щонайменше один вхідний сигнал (9511; 9521), пов'язаний з екстремумом амплітуди зображення в зоні передбачуваного дефекту.
5. Пристрій за одним з попередніх пунктів, який відрізняється тим, що фільтр (921; 922) встановлений для визначення, як властивостей кожного передбачуваного дефекту, його нахилу і його довжини, тоді як комбінаторний пристрій (960) приймає відповідні вхідні сигнали нахилу дефекту (931) і довжини дефекту (932).
6. Пристрій за одним з попередніх пунктів, який відрізняється тим, що фільтр (921; 922), комбінаторний пристрій (960), нейронна схема (970) і цифровий каскад (992) прийняття рішення і сигналізації встановлені для неодноразової роботи на послідовності зон (Zcur) передбачуваного дефекту, визначених згаданим фільтром (921; 922).
7. Пристрій за п. 6, який відрізняється тим, що фільтр (921; 922), комбінаторний пристрій (960), нейронна схема (970) і цифровий каскад (992) прийняття рішення і сигналізації встановлені для альтернативної роботи на внутрішньому поверхневому шарі і на зовнішньому поверхневому шарі труби.
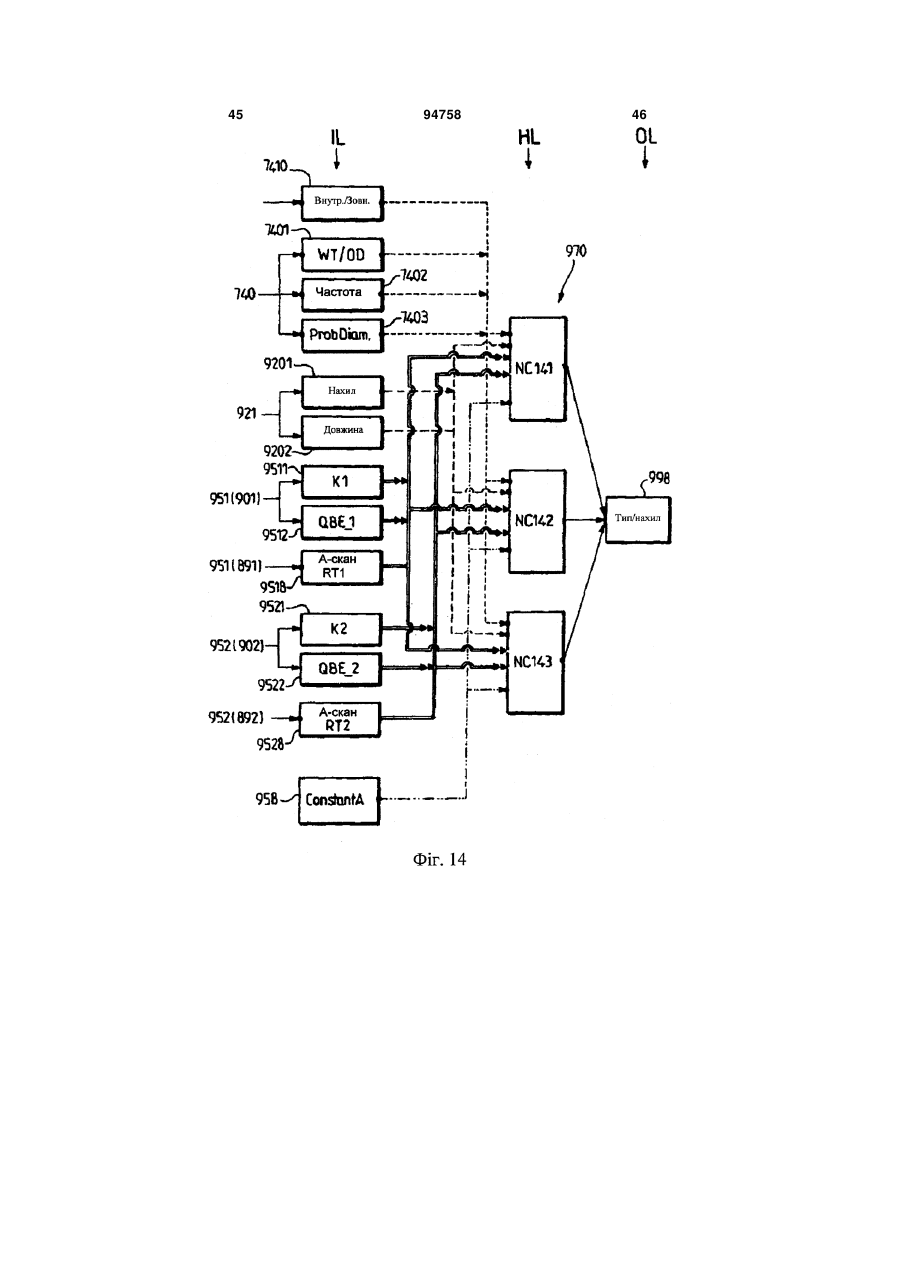
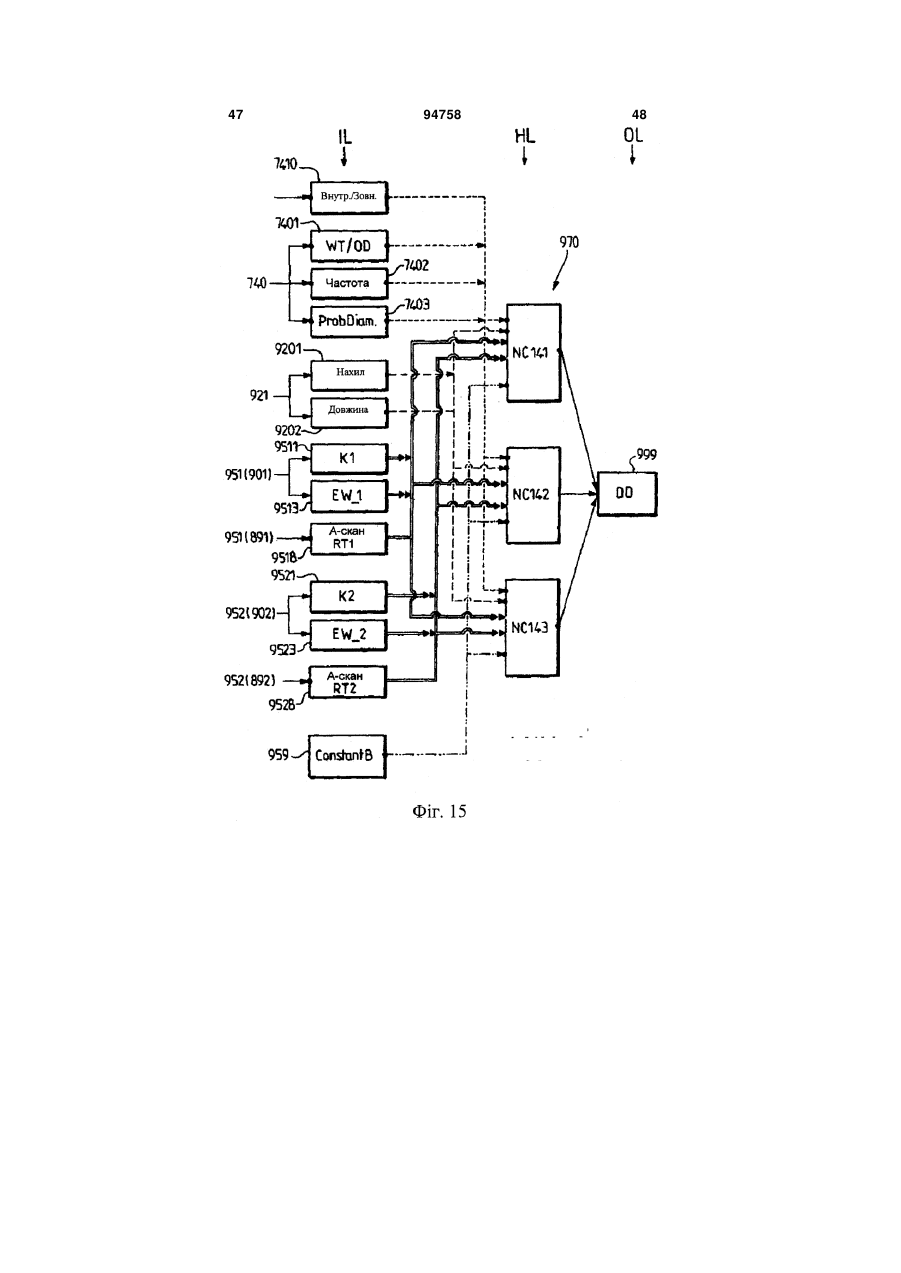
8. Пристрій за одним з попередніх пунктів, який відрізняється тим, що згадане компонування типу нейронної схеми містить:
першу нейронну схему (NC121-NC123), виконану з можливістю оцінки природи дефекту серед попередньо визначеної множини класів, і
другу нейронну схему (NC141-NC143), виконану з можливістю оцінки серйозності дефекту.
9. Пристрій за п. 8, який відрізняється тим, що згадані дві нейронні схеми мають вхідні сигнали, які відрізняються:
вхідним сигналом (9512; 9522) числа сусідніх максимумів для першої нейронної схеми, і
вхідним сигналом (9513; 9523) ширини ехосигналу для другої нейронної схеми.
10. Пристрій за одним з пп. 8 і 9, який відрізняється тим, що вихідні сигнали двох нейронних схем комбінують для підвищення точності прогнозування.
11. Пристрій за одним з попередніх пунктів, який відрізняється тим, що випромінювання і прийом ультразвукових сигналів здійснюються кожного разу одним і тим же перетворювачем щонайменше для частини компонування датчиків.
12. Пристрій неруйнівного контролю труб в ході або в кінці виготовлення, який відрізняється тим, що містить:
компонування ультразвукових перетворювачів з вибраною геометрією, встановлене з ультразвуковим зв'язком з трубою за допомогою рідкого середовища, при відносному русі повороту/поступального переміщення між трубою і компонуванням перетворювачів,
схеми для селективного збудження (70) цих перетворювальних елементів згідно з вибраним часовим законом і для збору (73) уловлюваних ними зворотних сигналів, і
допоміжний експлуатаційний інструмент за одним з попередніх пунктів.
13. Спосіб неруйнівного контролю металургійних виробів, таких як труби або інші довгомірні вироби, в ході і в кінці виготовлення, який включає наступні етапи:
а) передбачають компонування ультразвукових перетворювачів з вибраною геометрією, встановлене з ультразвуковим зв'язком з трубою за допомогою рідкого середовища при відносному русі повороту/поступального переміщення між трубою і компонуванням перетворювачів,
б) згідно з вибраним часовим законом селективно збуджують (70) ці перетворювальні елементи,
в) збирають (73) уловлювані ними зворотні сигнали з метою селективного аналізу цих зворотних сигналів (760-766) і витягання з них інформації про передбачувані дефекти труби,
який відрізняється тим, що додатково включає наступні етапи:
г) селективно виділяють цифрове представлення можливих ехосигналів у відповідних часових вікнах залежно від відносного руху повороту/поступального переміщення (891; 892), і виділяють зображення (901; 902) можливих дефектів в трубі,
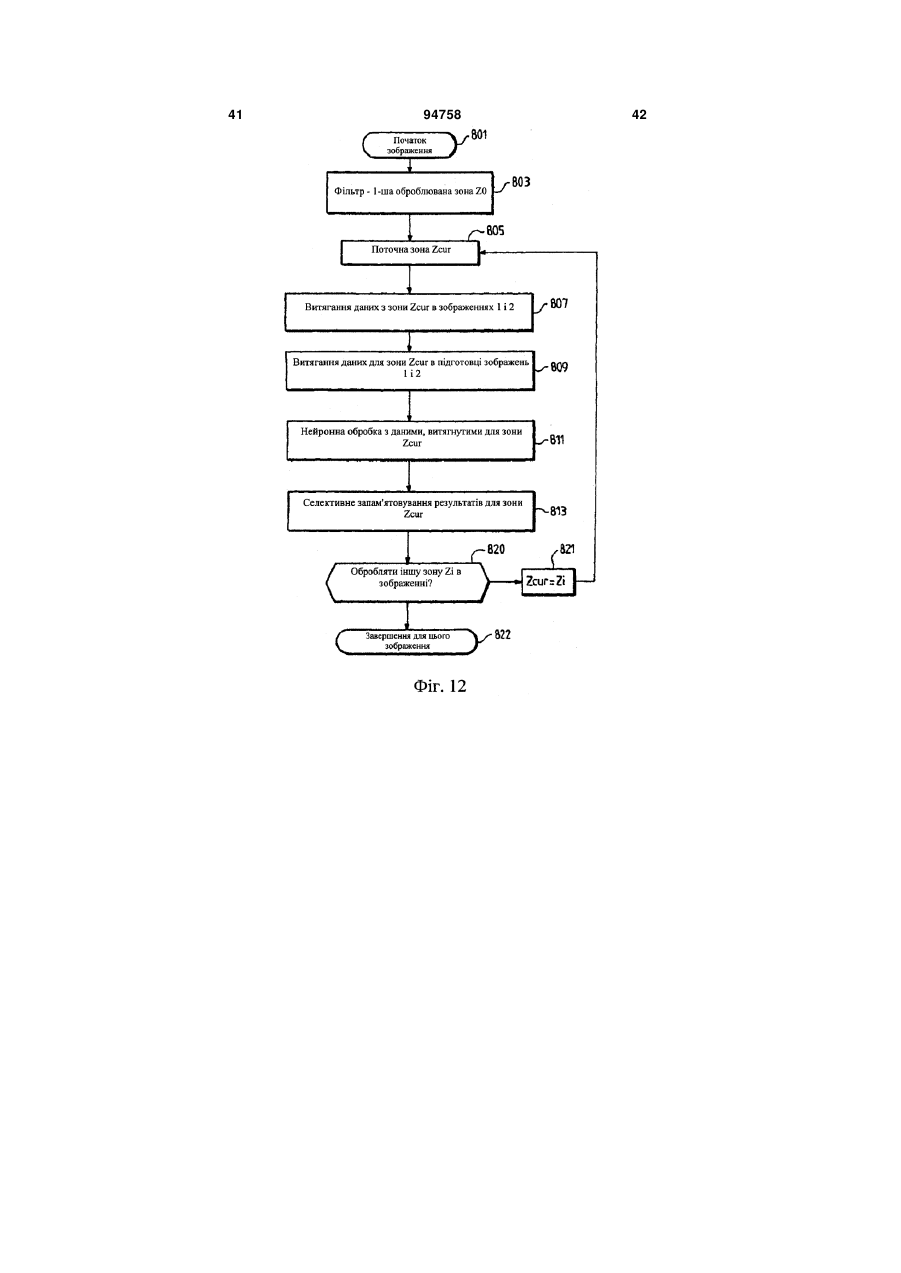
д) фільтрують (921; 922) зображення (901; 902) відповідно до вибраних критеріїв фільтрування для визначення зон (Zcur) передбачуваного дефекту, а також властивостей кожного передбачуваного дефекту,
е) формують (960) цифрові вхідні робочі сигнали нейронної схеми на основі вибірки (951; 952) з зображень, відповідної зоні (Zcur) передбачуваного дефекту, властивостей передбачуваного дефекту в цій же зоні, одержуваних з фільтра (921; 922), і даних контексту (740),
ж) сформовані (960) таким чином вхідні сигнали застосовують щонайменше в одному компонуванні типу нейронної схеми (970),
з) вихідний сигнал компонування типу нейронної схеми (970) обробляють в цифровому вигляді згідно з вибраними критеріями прийняття рішення для одержання прийняття рішення і/або сигналізації (922), і
і) відділяють і маркують (994) труби, визначені як некондиційні на етапі з).
14. Спосіб за п. 13, в якому:
на етапі а) передбачають два компонування ультразвукових перетворювачів (Р11, Р12; Р21, Р22) з вибраною геометрією, встановлених з ультразвуковим зв'язком, по суті, згідно з дзеркальною симетрією напряму їх відповідних ультразвукових променів,
який відрізняється тим, що етапи г)-і) здійснюють одночасно на сигналах, одержуваних від одного і іншого з цих двох компонувань перетворювачів.
15. Спосіб за одним з пп. 13 і 14, який відрізняється тим, що:
на етапі г) згадані позначені відповідні часові вікна містять щонайменше деякі вікна групи, відповідної ехосигналам внутрішнього поверхневого шару, ехосигналам зовнішнього поверхневого шару, а також ехосигналам, що надходять з маси труби.
16. Спосіб за одним з пп. 13-15, який відрізняється тим, що:
на етапі д) вибрані критерії фільтрування включають щонайменше критерій наявності дефекту, критерій нахилу дефекту і критерій довжини дефекту.
17. Спосіб за одним з пп. 13-16, який відрізняється тим, що:
етапи е) і ж) повторюють неодноразово для кожного дефекту, виявленого на етапі д).
Текст
1. Пристрій, що утворює допоміжний експлуатаційний інструмент для неруйнівного контролю металургійних виробів, таких як труби або інші довгомірні вироби, в ході і в кінці виготовлення, причому цей згаданий інструмент призначений для одержання інформації про можливі дефекти труби на основі зворотних сигналів, які, в результаті селективного збудження (70) випромінюючих ультразвукових датчиків згідно з вибраним часовим законом, вловлюються (73) приймальними ультразвуковими перетворювачами, які утворюють компонування з вибраною геометрією, встановлене з ультразвуковим зв'язком з трубою за допомогою рідкого середовища, при відносному русі повороту/поступального переміщення між трубою і компонуванням перетворювачів, причому згаданий експлуатаційний інструмент відрізняється тим, що містить: конвертер (891; 892), виконаний з можливістю селективно виділяти цифрове представлення можливих ехосигналів у вказаних часових вікнах залежно від відносного руху повороту/поступального переміщення і з можливістю одержувати зображення (901; 902) можливих дефектів в трубі, фільтр (921; 922), виконаний з можливістю визначати в зображеннях (901; 902) зони (Zcur) передбачуваного дефекту, а також властивості кожного передбачуваного дефекту, 2 (19) 1 3 94758 4 ктивної роботи на ехосигналах внутрішнього повевим законом і для збору (73) уловлюваних ними рхневого шару або на ехосигналах зовнішнього зворотних сигналів, і поверхневого шару, або на ехосигналах, що з'явдопоміжний експлуатаційний інструмент за одним ляються в масі. з попередніх пунктів. 4. Пристрій за одним з попередніх пунктів, який 13. Спосіб неруйнівного контролю металургійних відрізняється тим, що комбінаторний пристрій виробів, таких як труби або інші довгомірні вироби, (960) приймає щонайменше один вхідний сигнал в ході і в кінці виготовлення, який включає наступні (9511; 9521), пов'язаний з екстремумом амплітуди етапи: зображення в зоні передбачуваного дефекту. а) передбачають компонування ультразвукових 5. Пристрій за одним з попередніх пунктів, який перетворювачів з вибраною геометрією, встановвідрізняється тим, що фільтр (921; 922) встановлене з ультразвуковим зв'язком з трубою за дополений для визначення, як властивостей кожного могою рідкого середовища при відносному русі передбачуваного дефекту, його нахилу і його довповороту/поступального переміщення між трубою і жини, тоді як комбінаторний пристрій (960) прийкомпонуванням перетворювачів, має відповідні вхідні сигнали нахилу дефекту (931) б) згідно з вибраним часовим законом селективно і довжини дефекту (932). збуджують (70) ці перетворювальні елементи, 6. Пристрій за одним з попередніх пунктів, який в) збирають (73) уловлювані ними зворотні сигнавідрізняється тим, що фільтр (921; 922), комбінали з метою селективного аналізу цих зворотних торний пристрій (960), нейронна схема (970) і цисигналів (760-766) і витягання з них інформації про фровий каскад (992) прийняття рішення і сигналіпередбачувані дефекти труби, який відрізняється тим, що додатково включає зації встановлені для неодноразової роботи на послідовності зон (Zcur) передбачуваного дефекнаступні етапи: ту, визначених згаданим фільтром (921; 922). г) селективно виділяють цифрове представлення 7. Пристрій за п. 6, який відрізняється тим, що можливих ехосигналів у відповідних часових вікнах фільтр (921; 922), комбінаторний пристрій (960), залежно від відносного руху поворонейронна схема (970) і цифровий каскад (992) ту/поступального переміщення (891; 892), і видіприйняття рішення і сигналізації встановлені для ляють зображення (901; 902) можливих дефектів в альтернативної роботи на внутрішньому поверхтрубі, невому шарі і на зовнішньому поверхневому шарі д) фільтрують (921; 922) зображення (901; 902) труби. відповідно до вибраних критеріїв фільтрування 8. Пристрій за одним з попередніх пунктів, який для визначення зон (Zcur) передбачуваного дефевідрізняється тим, що згадане компонування типу кту, а також властивостей кожного передбачуванонейронної схеми містить: го дефекту, першу нейронну схему (NC121-NC123), виконану з е) формують (960) цифрові вхідні робочі сигнали можливістю оцінки природи дефекту серед попенейронної схеми на основі вибірки (951; 952) з редньо визначеної множини класів, і зображень, відповідної зоні (Zcur) передбачуванодругу нейронну схему (NC141-NC143), виконану з го дефекту, властивостей передбачуваного дефеможливістю оцінки серйозності дефекту. кту в цій же зоні, одержуваних з фільтра (921; 922), 9. Пристрій за п. 8, який відрізняється тим, що і даних контексту (740), згадані дві нейронні схеми мають вхідні сигнали, ж) сформовані (960) таким чином вхідні сигнали які відрізняються: застосовують щонайменше в одному компонуванні вхідним сигналом (9512; 9522) числа сусідніх мактипу нейронної схеми (970), симумів для першої нейронної схеми, і з) вихідний сигнал компонування типу нейронної вхідним сигналом (9513; 9523) ширини ехосигналу схеми (970) обробляють в цифровому вигляді згіддля другої нейронної схеми. но з вибраними критеріями прийняття рішення для 10. Пристрій за одним з пп. 8 і 9, який відрізняодержання прийняття рішення і/або сигналізації ється тим, що вихідні сигнали двох нейронних (922), і схем комбінують для підвищення точності прогноі) відділяють і маркують (994) труби, визначені як зування. некондиційні на етапі з). 11. Пристрій за одним з попередніх пунктів, який 14. Спосіб за п. 13, в якому: відрізняється тим, що випромінювання і прийом на етапі а) передбачають два компонування ультультразвукових сигналів здійснюються кожного развукових перетворювачів (Р11, Р12; Р21, Р22) з разу одним і тим же перетворювачем щонайменвибраною геометрією, встановлених з ультразвуше для частини компонування датчиків. ковим зв'язком, по суті, згідно з дзеркальною си12. Пристрій неруйнівного контролю труб в ході метрією напряму їх відповідних ультразвукових або в кінці виготовлення, який відрізняється тим, променів, який відрізняється тим, що етапи г)-і) здійснюють що містить: компонування ультразвукових перетворювачів з одночасно на сигналах, одержуваних від одного і вибраною геометрією, встановлене з ультразвукоіншого з цих двох компонувань перетворювачів. 15. Спосіб за одним з пп. 13 і 14, який відрізнявим зв'язком з трубою за допомогою рідкого сереється тим, що: довища, при відносному русі повороту/поступального переміщення між трубою і на етапі г) згадані позначені відповідні часові вікна компонуванням перетворювачів, містять щонайменше деякі вікна групи, відповідної схеми для селективного збудження (70) цих переехосигналам внутрішнього поверхневого шару, творювальних елементів згідно з вибраним часоехосигналам зовнішнього поверхневого шару, а також ехосигналам, що надходять з маси труби. 5 94758 6 16. Спосіб за одним з пп. 13-15, який відрізняєть17. Спосіб за одним з пп. 13-16, який відрізняється тим, що: ся тим, що: на етапі д) вибрані критерії фільтрування включаетапи е) і ж) повторюють неодноразово для кожноють щонайменше критерій наявності дефекту, криго дефекту, виявленого на етапі д). терій нахилу дефекту і критерій довжини дефекту. Даний винахід стосується неруйнівного контролю матеріалів, особливо труб, під час виготовлення. У цей час відомі пропозиції, які будуть розглянуті нижче і які полягають у використанні нейронних мереж в рамках неруйнівного контролю матеріалів. Однак ці існуючі рішення не можуть працювати в промисловому середовищі на обладнанні, яке вже знаходиться в експлуатації, в режимі реального часу і одночасно забезпечувати «з льоту» класифікацію дефектів за їх природою, щоб можна було швидко усувати виникаючі проблеми на фазі виробництва. Задачею винаходу є поліпшення цієї ситуації шляхом системи, яка може: - бути використана в промисловому середовищі і легко встановлюватися на обладнанні, вже існуючому в цьому середовищі, - бути використана в режимі реального часу, тобто яка може здійснювати швидку діагностику (з достатньою швидкістю, щоб не сповільнювати швидкість загального виробництва), і - яка дозволяє одержувати класифікацію дефектів за їх природою так, щоб визначати їх серйозність і розпізнавати технічну причину виникнення дефекту і швидко усувати, таким чином, проблему на фазі виробництва. Згідно з першим аспектом даного винаходу, пропонується пристрій, який створює допоміжний експлуатаційний інструмент для неруйнівного контролю труб (або інших металевих виробів) в ході і в кінці виготовлення. Такий інструмент призначений для одержання інформації про можливі дефекти труби. Згідно з вибраним часовим законом селективно збуджують передавальні ультразвукові датчики. Зворотні сигнали вловлюються приймальними ультразвуковими датчиками, які утворюють компонування з вибраною геометрією, встановлене з ультразвуковим зв'язком з трубою за допомогою рідкого середовища. Нарешті, між трубою і компонуванням перетворювачів відбувається, загалом, відносний рух повороту/поступального переміщення. Допоміжний експлуатаційний інструмент, що пропонується, містить: - конвертер, виконаний з можливістю селективного виділення цифрового представлення можливих ехосигналів в позначених часових вікнах залежно від відносного руху повороту/поступального переміщення і одержання зображення можливих дефектів труби, - фільтр, виконаний з можливістю визначення в зображеннях зон передбачуваного дефекту, а також властивостей кожного передбачуваного дефекту, - комбінаторний пристрій, встановлений для підготовки цифрових вхідних сигналів нейронної схеми на основі вибірки з зображень, відповідної зоні передбачуваного дефекту, властивостей передбачуваного дефекту в цій же зоні, одержуваних від фільтра, і даних контексту, - щонайменше одну нейронну схему, яка приймає вхідні сигнали від комбінаторного пристрою, - цифровий каскад прийняття рішення і сигналізації, працюючий на основі вихідного сигналу нейронної схеми, і - автоматичний пристрій сортування і маркування, встановлений для відділення і маркування труб, визначених як некондиційні цифровим каскадом прийняття рішення і сигналізації. Винахід може також застосовуватися на рівні пристрою неруйнівного контролю труб (або інших металевих виробів) в ході або в кінці виготовлення, який містить: - компонування ультразвукових перетворювачів з вибраною геометрією, встановлене з ультразвуковим зв'язком з трубою за допомогою рідкого середовища і відносним рухом повороту/поступального переміщення між трубою і компонуванням перетворювачів, - схеми для селективного збудження цих перетворювальних елементів згідно з вибраним часовим законом і для збору уловлюваних ними зворотних сигналів, і - визначений вище і детально описаний нижче допоміжний експлуатаційний інструмент. Інший аспект винаходу пояснюється способом неруйнівного контролю труб (або інших металевих виробів) в ході і в кінці виготовлення, який включає наступні етапи: а) передбачають компонування ультразвукових перетворювачів з вибраною геометрією, встановлене з ультразвуковим зв'язком з трубою за допомогою рідкого середовища і відносним рухом повороту/поступального переміщення між трубою і компонуванням перетворювачів, б) згідно з вибраним часовим законом селективно збуджують ці перетворювальні елементи, в) збирають уловлювані ними зворотні сигнали з метою селективного аналізу цих зворотних сигналів і одержання інформації про вірогідні дефекти труби. Запропонований спосіб додатково включає наступні етапи: г) селективно виділяють цифрове представлення можливих ехосигналів у відповідних часових вікнах залежно від відносного руху повороту/поступального переміщення і одержують зображення можливих дефектів в трубі, д) фільтрують зображення відповідно до вибраних критеріїв фільтрування для визначення зон передбачуваного дефекту, а також властивостей кожного передбачуваного дефекту, е) формують цифрові вхідні сигнали нейронної схеми на основі вибірки з зображень, відповідної 7 94758 8 зоні передбачуваного дефекту, властивостей пебі. редбачуваного дефекту в цій же зоні і даних конФіг.15 - функціональна схема монтажу з нейтексту, ронною мережею, що визначає міру глибини деж) застосовують сформовані таким чином вхіфекту в трубі. дні сигнали щонайменше до однієї нейронної схеФіг.16 - функціональна схема моделі нейрона. ми, Фіг.17 - приклад функції передачі елементарз) вихідний сигнал нейронної схеми обробляного нейрона. ють в цифровому вигляді згідно з вибраними криФіг.18 - загальна схема установки, яка викоритеріями прийняття рішення для одержання прийнстовує винахід для виявлення недоліків за допояття рішення і/або сигналізації, і могою різних типів датчиків. і) відділяють і маркують труби, визначені як Креслення містять елементи певного характенекондиційні на етапі з). ру. Тому вони дозволяють не тільки краще зрозуІнші аспекти винаходу будуть розглянуті в ниміти даний винахід, але також, у разі необхідності, жченаведеному тексті опису даної патентної заявсприяють його визначенню. ки. У подальшому тексті даного опису ультразвуІнші відмітні ознаки і переваги винаходу будуть ковий датчик може бути рівнозначно позначений більш очевидні з нижченаведеного докладного термінами «датчик» або «щуп», або «перетворюопису з посиланнями на прикладені креслення, на вач», добре відомими фахівцям. яких: Відомі приклади застосування нейронних меФіг.1 - схематичний вигляд в перспективі труреж би, яка має дефекти або недоліки, звані еталонаВикористання нейронних мереж в рамках неми. руйнівного контролю матеріалів було розглянуте в Фіг.2 - схематичний вигляд збоку, що ілюструє багатьох публікаціях, які в своїй більшості є в осприклад установки типу «контролю з обертовою новному теоретичними і які будуть розглянуті нижголовкою» на трубі в кінці виготовлення. че. Фіг.3А-3С - детальний вигляд різних типів виУ статті "Localisation and Shape Classification of мірювання товщини і контролю подовжніх і попеDefects using the Finite Element Method and the речних дефектів. Neural Networks" ZAOUI, MARCHAND and RAZEK Фіг.4 - принципова електронна схема, пов'яза(NDT.NET - серпень 1999 p., том IV, реферат 8) на з ультразвуковим датчиком під час неруйнівносформульовані пропозиції в даній сфері. Однак ці го контролю в класичній установці. пропозиції стосуються лабораторних робіт, і опиФіг.5А і 5В - вигляд з кінця і вигляд збоку особсане застосування не може бути використане на ливого типу комірки неруйнівного контролю, звилінії в промисловому середовищі. Крім того, тут чайно званої «обертовою головкою», представлерозглядається тільки виявлення за допомогою ної схематично. струмів Фуко, що в більшості випадків є недостатФіг.6 - показує складність ультразвукових транім. єкторій в трубі на простому прикладі. У статті "Automatic Detection of Defect in Фіг.6А і 6В - схематичні часові діаграми ультIdustrial ultrasound images using a neural Network", развукових сигналів відповідно для датчика з поLowson and Parker (Proc. of Int. Symposium on хилим кутом падіння і для датчика з нормальним Lasers, Optics, and Vision for Productivity in (перпендикулярним) кутом падіння. Manufacturing I (Vision Systems: Applications), черФіг.7 - графік, що показує класичне представвень 1996, Proc. of SPIE, том 2786, cтop. 37-47, лення селективності контрольної установки. 1996) описане застосування обробки зображень і Фіг.8 - принципова електронна схема, пов'язанейронних мереж з метою інтерпретації того, що на з ультразвуковим датчиком під час неруйнівноназивають "scan TOFD". Так званий спосіб TOFD го контролю, в прикладі установки, виконаної з (Time of Flight Diffraction) полягає у відмічанні поможливістю застосування винаходу. ложень ультразвукового датчика, в яких ним можФіг.8А - більш детальна функціональна схема на спостерігати заломлення променя на краях дечастини, показаної на Фіг.8. фекту, що дозволяє надалі одержати розмірну Фіг.9 - схематична копія екрана з двома оцифхарактеристику дефекту. Цей спосіб є складно рованими ультразвуковими зображеннями потенпристосовуваним до вже існуючого обладнання ційних дефектів в трубі. неруйнівного контролю, зокрема, в промисловому Фіг.10A-10D - схематичні представлення різних середовищі. типів дефектів по класифікації API (American Стаття "Shape Classification of Flaw Indications Petroleum Institute), які утворюють вихідні дані нейin 3-Dimensional ultrasonic Images", Dunlop and ронної мережі, що визначає тип дефекту. McNab (IEE Proceedings - Science, Measurement Фіг.11 - більш детальна функціональна схема and Technology, липень 1995, том 142, випуск 4, іншої частини, показаної на Фіг.8. cтop. 307-312) стосується діагностики в сфері коФіг.12 - послідовна діаграма, що ілюструє оброзії трубопроводу. Система дозволяє здійснюваробку послідовних потенційних дефектів в зобрати неруйнівний контроль по глибині і проводити женні. дослідження в трьох вимірюваннях і в режимі реаФіг.13 - функціональна схема системи фільтльного часу. Однак система є дуже повільною. Це рів, використовуваних відповідно до даного винаробить відносно важким її використання в промисходу. ловому середовищі. Фіг.14 - функціональна схема монтажу з нейУ статті "Application of neuro-fuzzy techniques in ронною мережею, що визначає тип дефекту в труoil pipelines ultrasonic nondestructive testing", 9 94758 10 Ravanbod (NDT&E International 38 (2005), стор. «відносний рух повороту/поступального перемі643-653) запропоновано поліпшити алгоритми вищення між трубою і компонуванням перетворюваявлення дефекту за рахунок використання елемечів» стосується випадку, коли відносне обертання нтів нечіткої логіки з'єднаних нейронної мережею. є віртуальним. Однак, технології, що вивчаються тут, також стоПоказана на Фіг.2 машина неруйнівного контсуються перевірки дефектів трубопроводу і діагноролю з обертовою головкою містить власне ультстики корозійних дефектів. развуковий пристрій, встановлений на водній обоУ документі DE 42 01 502 С2 описаний спосіб лонці або «водяній сорочці» 100, через який створення сигналу, який призначений для нейронпроходить труба, наприклад, зі швидкістю v=0,5 ної мережі, але несе дуже мало або ніскільки інметрів за секунду. Ультразвукові датчики або щупи струкцій про інтерпретацію результатів з точки випромінюють у воду подовжні хвилі. Даний датчик зору діагностики. Крім того, тут також розглядаєтьпрацює, наприклад, на частоті в 1 або декілька ся тільки виявлення струмами Фуко. МГц. Він періодично збуджується імпульсами з Японська патентна публікація JP 11-002626 вибраною формою хвилі в рекурентному ритмі (з стосується виявлення тільки подовжніх дефектів і рекурентною частотою) Fr, яка складає порядку тільки за допомогою струмів Фуко. декількох кГц або декількох десятків кГц, наприУ патентній публікації №08-110323 розглянуте клад 10 кГц. тільки частотне дослідження сигналів, одержаних Крім того, ультразвуковий перетворювач місза допомогою ультразвуку. тить: У патентній публікації №2003-279550 описана - випромінювання ближнього, практично парапрограма для визначення відмінностей між зоною, лельного поля в так званій зоні Френеля, що хараяка вважається нормальною, і поганою зоною виктеризується численними інтерференціями, довробу з використанням нейронної мережі. Ця прожина якої по осі променя складає 2 грама до кінця не розроблена і не дозволяє одерN=0,25D /, жувати класифікацію або проводити локалізацію де D є діаметром активної пластинки перетводефектів. Отже, застосування цієї програми в барювача, а , є довжиною робочої хвилі, і гатьох випадках може привести до відбраковуван- випромінювання дальнього поля в так званій ня деталей, які можна було б вважати нормальнизоні Фраунгофера у вигляді променя, який розхоми, якщо інтерпретацію результатів здійснює диться під кутом 2, при цьому людина. sin=1,22/D. Неруйнівний контроль труб - Попередній ріНа Фіг.3А, 3В, 3С показані датчики, які повервень техніки тають збіжні промені за допомогою вгнутої (ультНижченаведений докладний опис наводиться развукової) лінзи, звичайно використовувані для як необмежувальний приклад в основному в рамзастосування до труб. Переважно використовують ках неруйнівного контролю труб в кінці виготовзону Фраунгофера, найменш схильну до збурень. лення. Таким чином, для датчиків, таких як P11 і P12, Як показано на Фіг.1, дефекти в трубі T можна ультразвуковий промінь, який, як правило, є сфорозрізнювати по їх положенню. Так, поверхневі, кусованим, розповсюджується поблизу площини, внутрішні або зовнішні дефекти включають в себе перпендикулярної до осі труби Т. Виявлення відподовжні дефекти LD, обводові (або поперечні, бувається, по суті, по поперечному перерізу. Роль або косі) дефекти CD і косі або похилі дефекти ID; цих датчиків полягає в наступному: шляхом застосування різного компонування дат- або їх промінь також є перпендикулярним до чиків намагаються виявити ці дефекти, коли вони осі труби T в поперечному перерізі, і вони служать розповсюджуються по певній довжині і глибині для вимірювання товщини (наприклад, P1, Фіг.3А), згідно зі стандартами або специфікаціями, або в цьому випадку кажуть про «пряме прощупувантехнічними умовами замовників (наприклад, по ня»; стандартах, значення довжини дефекту становить - або їх промінь є похилим до осі T в попереч1/2 дюйма або приблизно 12,7 мм при глибині ному перерізі, і вони служать для виявлення поприблизно 5% від товщини контрольованого виродовжніх дефектів (наприклад, P11, Фіг.3В). В цьобу). Розглядають також так звані дефекти «в стінму випадку кут падіння в поперечному перерізі ці», тобто дефекти в масі MD (на Фіг.1 не показапереважно вибирають таким чином, щоб створюні), які часто відповідають включенням або вати в трубі тільки поперечні ультразвукові хвилі розшаруванням, які намагаються виявити одночаабо хвилі зсуву, з урахуванням характеристик грасно з вимірюванням товщини. На Фіг.1 для кращониці поділу вода/метал труби (в принципі - вого розуміння виявлення дефектів ультразвукові да/сталь). Загалом, передбачають два датчики промені показані розбіжними. На практиці, як буде P11 і Р12 з протилежними кутами падіння відносно показано нижче, вони швидше є збіжними. осі труби (Фіг.2). Класично під час неруйнівного контролю ультМашина містить також датчики, такі як Р21 і развуком використовують один з наступних трьох Р22, ультразвуковий промінь яких навпаки, як пратипів установок: так звані установки «з обертовою вило, є звичайно сфокусованим і розповсюджуєтьголовкою», так звані установки «з обертовою труся поблизу площини, яка проходить через вісь бою» і установки з багатоелементним охоплюютруби, але під кутом відносно площини, перпендичим датчиком, добре відомі фахівцям. У випадку кулярної до осі труби T (див. датчик Р21, Фіг.3С). В використання датчиків з електронним скануванцьому випадку кут падіння відносно площини, перням, відносне обертання труби/датчика є віртуапендикулярної до осі труби, переважно вибирають льним. Застосовуваний в цьому випадку вираз таким чином, щоб створювати в трубі тільки попе 11 94758 12 речні ультразвукові хвилі або хвилі зсуву, з урахузнаходження дефекту навпроти датчиків, який щованням характеристик границі поділу вода/метал найменше дорівнює Та), труби (в принципі - вода/сталь). Ці датчики слу- вздовж труби - швидкістю її просування v з жать для виявлення поперечних дефектів. Як праурахуванням апертури Od2 ультразвукових щупів вило, передбачають два датчики Р21 і Р22 з пропри виявленні і числа Nfi щупів, призначених для тилежними кутами падіння відносно площини, виконання цієї ж функції Fi (які, отже, утворюють перпендикулярної до осі труби (Фіг.2). групу щупів), причому на периферії труби (інакше Загалом, контроль дефектів проводять з фокажучи, враховуючи поступальне переміщення кусуванням променя. Точка фокусування вимірютруби, складова Od2 апертури променя повинна ється відносно «стрибка», який відповідає першозабезпечувати час знаходження дефекту навпроти му зворотно-поступальному шляху ультразвуків в датчика (або групи датчиків), який щонайменше товщині труби. Так, датчик, показаний на Фіг.3А, дорівнює Та). фокусують по половині стрибка, тоді як датчики, - числом щупів, призначених для виконання тіпоказані на Фіг.3В і 3С, фокусують по трьох чверєї ж ролі (тобто тієї ж функції), і тях стрибка. Крім того, загалом, контроль зовніш- визначеними вище проміжками часу розпоніх дефектів проводять по стрибку, а контроль всюдження хвиль. внутрішніх дефектів по половині стрибка. Класично машина містить, як правило, усього Визначимо Та час присутності, необхідний для два датчики, такі як P11, P12, для контролю дефетого, щоб щуп міг правильно сприйняти поверненктів типу LD і, у разі необхідності, ID, два датчики, ня ультразвукового променя, який представляє такі як Р21, Р22, для контролю дефектів типу CD, вірогідний дефект. Цей час Та залежить від суми до яких в принципі додають датчик, такий як P1, двох наступних проміжків часу: для вимірювання товщини виробу і контролю де- з одного боку, часу зворотно-поступального фектів типу MD. Насправді, кожний датчик може розповсюдження подовжніх ультразвукових хвиль бути групою датчиків, працюючих разом, що буде по висоті «стовпа води», присутнього між щупом і пояснено нижче. трубою на шляху ультразвуку, Машина має інтегровану або окрему електро- з іншого боку, часу розповсюдження попереніку збудження і виявлення, пов'язану з кожним з чних ультразвукових хвиль, необхідного всередині датчиків. Вона містить (Фіг.4) випромінювач 70 труби, щоб здійснити власне неруйнівний контімпульсів, наприклад, на 250 вольт, для збудження роль. В основному цей час залежить від вибору щупа Р0, встановленого на водяній сорочці 100. необхідного числа відображень поперечних хвиль Будучи невід'ємною частиною системи неруйнівновсередині стінки труби. го контролю, ультразвуковий щуп Р0, в цьому виКласично щупи приводять у обертання навкопадку випромінювач/приймач, приймає послідовні ло осі труби за допомогою не показаних засобів зі ехосигнали цього збудження. Лінії 700 і 710 перешвидкістю T порядку декількох тисяч обертів на дають відповідно імпульс збудження і сигнал з хвилину (наприклад, 6000 об./хв.). У відомому фавиводів щупа в підсилювач 73. хівцям випадку, коли у обертання приводиться Вихідний сигнал підсилювача 73 служить для труба, тоді як щупи не приводяться у обертання візуалізації оператору і/або для керування автома(так звана установка «з обертовою трубою»), швитом сортування, виконаним з можливістю віддідкість обертання труби складає порядку від декілення (на виході) некондиційних труб. лькох десятків до декількох тисяч обертів на хвиВізуалізація здійснюється, наприклад, за долину. помогою осцилоскопа 750, який як сигнал приймає Кожну сукупність датчик - передавальне серевихідний сигнал підсилювача 73, а як розгортку довище (вода) - труба можна назвати «коміркою». 752 - сигнал синхронізуючого каскаду 753, що надКрім того, для однієї комірки потрібно розглядати ходить від випромінювача 70. Пороговий каскад також апертуру променя Od ультразвукових щупів 754 дозволяє уникнути засліплення осцилоскопа в під час виявлення. Апертуру можна визначати момент імпульсу випромінювання. двома складовими (Фіг.1): однією Od1 в поперечІнший вихідний сигнал підсилювача 73 надхоному перерізі труби і іншою Od2 в площині, що дить на каскад обробки 760 сигналу. Загалом, ця проходить через вісь труби і щуп. обробка включає випрямлення, згладжування і Регулювання установки (залежно від швидкосфільтрування. Після нього іде каскад виявлення ті обертання, швидкості просування, розмірів Od1 і або селектор 762, виконаний з можливістю видіOd2 і числа щупів) повинно забезпечувати сканулення суттєвих ехосигналів відомим способом. вання ультразвуковими променями всіх поверхонь При виявленні дефекту суттєвою є наявність ехоі всього об'єму контрольованої труби. сигналу з його амплітудою або його тривалістю Необхідно зазначити, що деякі норми або ви(отже, з його енергією) у визначених часових стромоги замовників, або специфікації передбачають бімпульсах, в основному в половині стрибка і в перекривання поверхонь, що скануються. Таким стрибку. При виявленні по товщині перевіряють, чином, час аналізу Та визначається компромісом щоб еквівалент відстані часового проміжку між між: відповідними донними ехосигналами відповідав - рекурентним темпом (або частотою) Fr, необхідній товщині труби. Аномалії, виявлені по - в поперечному перерізі труби - швидкістю цих критеріях, можуть ініціювати сигнал 764 тривоги і/або керувати автоматом 766 сортування, який обертання з урахуванням апертури Od1 ультравидаляє некондиційні труби, маркуючи їх відповідзвукових щупів при виявленні (інакше кажучи, врано до виявленої аномалії або виявлених аномалій. ховуючи обертання датчиків, причому складова У випадку установки з обертовою головкою Od1 апертури променя повинна забезпечувати час 13 94758 14 (Фіг.5А і 5В) комірка містить також на механічній ня, а на осі ординат - представлення електричної опорі 80 водяну сорочку 100, на якій розміщений напруги, зване також ультразвуковою амплітудою, блок датчика P0 із з'єднанням 701, яке об'єднує - «В-скан» означає зображення, відповідне далінії 700 і 701, показані на Фіг.4. Для центрування ному значенню приросту, де на осі абсцис сканутруби T передбачені, наприклад, три підшипники вання відповідає ультразвуковому опроміненню, 81-83. на осі ординат показаний час розповсюдження, і в Згідно з відомими технічними рішеннями (накожній точці - ультразвукова амплітуда, перетвоприклад, у випадку машини, яка продається німерена на сірий півтон, цькою компанією GE NUTRONIC (колишня - «Еходинаміка» означає графік, де на осі абсNUKEM)), блок датчика P0 містить датчики, які цис показане ультразвукове опромінення, а на осі обертаються зі швидкістю в декілька тисяч обертів ординат - максимальна амплітуда, відмічена у чана хвилину навколо труби. Можна також викориссовому селекторі А-скана для відповідного опромітовувати множину датчиків, розподілених у вигляді нення, кільця навколо труби. Кільце містить, наприклад, 6 - «С-скан» означає зображення, де на осі абссекторів зі 128 ультразвукових датчиків, розподіцис і осі ординат показане еквівалентне положенлених навколо периферії. Сектори датчиків чергуня в плоскому просторі точки опромінення ультраються з невеликим зміщенням в напрямі осі труби. звукової хвилі, і представляє у вигляді сірого Це дозволяє одержати перекривання між двома півтону максимальну ультразвукову амплітуду для секторами датчиків, що ідуть один за одним в поцього опромінення, відмічену в часовому селекторі довжньому напрямі, а також зменшити проблеми А-скана, що розглядається («амплітуда зображенінтерференцій. Інтерференція відбувається, коли ня»). У випадку труби, точка на осі абсцис C-скана даний датчик приймає ехосигнали в результаті відповідає положенню на довжині труби, а точка опромінення на іншому датчику. на осі ординат відповідає положенню на окружносДо цього додається станина (не показана) для ті труби. У випадку плоского виробу точка на осі направляння труби на вході і на виході поста неабсцис С-скана відповідає положенню на довжині руйнівного контролю з метою позиціонування труплоского виробу, а точка на осі ординат відповідає би, яка безперервно переміщується відносно ульположенню на ширині плоского виробу. тразвукових датчиків. На Фіг.6 в подовжньому розрізі схематично поНеруйнівний контроль повинен здійснюватися казана система, утворена датчиком, його стовпом на всій периферії труби. Разом з тим важливо таводи і трубою, а також зображення різних ультразкож, щоб цей контроль відстежував лінійну швидвукових шляхів, які створюють ехосигнали. Вона кість v труби на виході виробничої лінії. Таким чидозволяє краще зрозуміти складність цих шляхів і ном, досягають компромісу між лінійною трудність аналізу. швидкістю v труби, рекурентним ритмом (або часНа Фіг.6А схематично показана діаграма амптотою) Fr, часом аналізу Та, робочою апертурою літуди/часу ультразвукового сигналу на рівні датультразвукового щупа під час виявлення і швидкічика, який працює з похилим кутом падіння. Починаючи з моменту Texcit збудження датчика, стю обертання , числом датчиків, які забезпечуехосигнал знаходиться на границі поділу водають одну і ту ж функцію, і швидкістю розповсютруба в момент Tinterf (який можна також визначидження ультразвукових хвиль. ти TphiExter0). Після цього відмічені (вертикальна Бажано також, щоб одна і та ж установка могпунктирна лінія) момент Tphilnter, в який ультразла працювати на всьому наборі діаметрів труб (а вуковий промінь досягає внутрішньої поверхні також товщин труб), що перекриває набір виробтруби, де він відбивається і заломлюється, а також ництва. Часто передбачають також декілька знамомент TphiExter, в який ультразвуковий промінь чень швидкості обертання і рекурентної частоти досягає зовнішньої поверхні труби. Враховуючи Fr, які вибирають залежно від діаметра оброблюпохилий кут падіння, немає суттєвого ехосигналу, ваної труби. який повертається до датчика в момент Tphilnter, Нарешті, потрібно зазначити, що будь-яка зміпри відсутності дефекту в цьому місці. Це ж стосуна процесу виробництва передбачає нове регулюється і моменту TphiExter. вання кутів падіння ультразвуків від кожного датНа Фіг.6В схематично показана діаграма ампчика на периферії труби. Ця тонка операція, літуди/часу ультразвукових сигналів на рівні датздійснювана вручну, часто займає приблизно півчика, який працює з нормальним кутом падіння. години, і в цей час виробництво труб зупиняється. Загальна хронологія сигналів така ж як на Фіг.6А Саме в таких умовах відбувається в цей час не(за винятком фактора, пов'язаного з кутом падінруйнівний контроль труб або інших профільованих ня). Однак, при нормальному куті падіння є суттєві і/або тонкостінних виробів ультразвуком в кінці ехосигнали в моменти Tphilnter і TphiExter навіть процесу виробництва. при відсутності дефекту в місцях труби, які розгляУ сфері неруйнівного контролю ультразвуком даються. часто використовують наступну термінологію: На цей час системи неруйнівного контролю, - «сканування» (або «scan») означає послідоввикористовувані при виробництві труб, працюють з ність відносних положень труба/датчик, урахуванням співвідношення К між: - «приріст» означає крок сканування (зворотно - амплітудою As сигналу, що надходить від копропорційний рекурентній частоті або частоті ульнтрольованої труби, тразвукових опромінювань), - амплітудою A0 сигналу, що надходить від ко- «А-скан» означає графік електричної напрунтрольного дефекту-еталона для типу контролю, ги, виміряної на контактах ультразвукового датчищо розглядається. Як правило, цей «контрольний ка, де на осі абсцис показаний час розповсюджен 15 94758 16 дефект-еталон» визначають на еталонній трубі зі датчиками і вихідними зображеннями 769А і 769В, штучно створеним дефектом (наприклад, Uможна вважати перетворювачем. подібна або V-подібна виїмка) з розмірними харакСигнал А-скан першого елементарного датчитеристиками, вибраними, наприклад, згідно зі стака Px-1 прикладають до підсилювача 73-1, за яким ндартом неруйнівного контролю і/або з технічним ідуть два паралельних канали: канал селектора завданням замовника. 761-1А з подальшим лінійним оцифровувачем 765Передбачається, що ця амплітуда сигналу 1А і канал селектора 761-1В з подальшим лінійним пропорційна серйозності дефекту, тобто його глиоцифровувачем 765-1В. бині (DD). Графік на Фіг.7 (добре відомий фахівНа основі інформації, одержаної під час процям, див. Nondestructive Testing Handbook - статиходження еталонної труби, оператор зчитує в сестичний розділ з тому 7, опублікований ASNT лекторі 761-1А інформацію Т_1А, відповідну часоAmerican Society for Nondestructive Testing) предвому зазначенню положення і ширини, яке ставляє реальний розподіл К=f(DD). Він показує, залежно від відомої геометрії труби позначає йому що насправді кореляція є дуже поганою (порядку моменти, в які він одержить «ехосигнал внутріш0,3-0,4 для контролю ультразвуком). ньої поверхні», пов'язаний з внутрішньою поверхЗокрема, на графіку Фіг.7, якщо контрольну нею труби, наприклад, перший ехосигнал Int1, поамплітуду A0 (К=1) встановити в значенні XL (гликазаний на Фіг.6. На Фіг.6А більш чітко показане бина максимально допустимого дефекту) в центрі відповідне часове вікно «Int» навколо Tphilnter. розподілу (який, в свою чергу, знаходиться на поТочно так само, на основі інформації, одержахилій TDis), видно, що дефекти можна знайти таної під час проходження еталонної труби, операкож на К=0,5 глибини DD вище за XL. Звідси витор зчитує в селекторі 761-1В інформацію T_1B, пливає, що міркування обережності змушують відповідну часовому зазначенню положення і шифіксувати А0 в значенні, набагато меншому XL. рини, яке залежно від відомої геометрії труби позОтже, в процесі виробництва відбраковують труби, начає йому моменти, в які він одержить «ехосигякі по суті можуть бути задовільними. Це тим бінал зовнішньої поверхні», пов'язаний із льше негативно позначається на економічних позовнішньою поверхнею труби, наприклад, перший казниках, чим складніше технології виробництва ехосигнал Ext1, показаний на Фіг.6. На Фіг.6А труб як з точки зору їх складності, так і з точки зору більш чітко показане відповідне часове вікно «Ext» енергоємності. навколо TphiExter. У зв'язку з цим заявник поставив перед собою Схема повторюється для інших датчиків Рхзадачу поліпшення ситуації. На Фіг.8 показаний 2,..., Рх-і,..., Рх-n. пристрій, аналогічний показаному на Фіг.4, але Таким чином, кожний часовий селектор 761 вдосконалений для можливості застосування випрацює у часових вікнах з урахуванням моменту находу. випромінювання ультразвуків і попередньо визнаВихідний сигнал підсилювача 73 прикладають чених часових інтервалів, в які можна очікувати до каскаду 761, який оцифровує амплітуду сигнаехосигнали, відповідні цьому селектору. На Фіг.6 лу, що надходить з підсилювача 73, і працює на показано, як можна визначати цікавлячі часові цьому оцифрованому сигналі. Ця обробка буде інтервали з урахуванням кута падіння ультразвуописана нижче з посиланням на Фіг.11. Потім мокового променя на трубу, а також з урахуванням жна зберегти каскади 764 і 766, функціонально діаметра (внутрішнього або зовнішнього) і товщианалогічні каскадам, показаним на Фіг.8. Необробни труби. Даний часовий інтервал відповідає далений сигнал датчика, який можна спостерігати на ному ехосигналу в даній точці труби для даного осцилоскопі 750, фахівці називають А-сканом. Він відносного положення між трубою і датчиком. містить ехосигнали згідно зі схемою, показаною на Для спрощення припустимо, що моменти Фіг.6. опромінення синхронізовані по відносному оберБажано дефекти труби одержати у візуальнотанню труба/датчики таким чином, щоб елементаму відображенні за допомогою ультразвукових рний датчик завжди працював на одній і тій же сигналів. Нижче представлений опис одержання подовжній твірній труби. Таким чином, вихід його зображення. селектора видає послідовність аналогових відліків На практиці зображення одержують в резульсигналу, кожний з яких відповідає амплітуді ехоситаті декількох послідовних досліджень труби датгналу, очікуваного на стінці труби. Ці відліки датчичиком Px під послідовними кутами, які, по суті, ка Px-1 (наприклад) піддаються оцифровуванню в перекривають поперечний переріз труби. Це мож765. на здійснити шляхом послідовних опромінень тільСинхронність з опроміненням можна забезпеки одним датчиком з використанням відносного чити за допомогою зв'язку (не показаний) з випрообертання труба/датчик. мінювачем 70 або його вмикачем, схемою синхроЯк необмежувальний приклад розглянемо нізації 753 або її розгорткою 752 (Фіг.8). При установку з так званою обертовою головкою. бажанні можна зберегти індикацію 750. Система На Фіг.8А розглянутий датчик Px, який може може працювати на трубі, яка обертається з посбути датчиком одного з вищезгаданих типів P1, тійною, по суті, швидкістю. У цьому випадку кутова P11, P12, Р21 і Р22. У проілюстрованому прикладі швидкість і швидкість поступального переміщення цей датчик Px, по суті, містить елементарні датчитруби можна виміряти за допомогою точного кутоки Px-1, ..., Рх-і, ..., Рх-n, які встановлені вздовж вого кодера, наприклад, моделі RS0550168, що подовжньої осі труби і які піддають ультразвукопостачається компанією Hengsker, і лазерного вому опроміненню в один і той же момент. На спідометра, наприклад, моделі LSV 065, що постаФіг.8А те, що знаходиться між елементарними чається компанією Polytec. Труба також може не 17 94758 18 повертатися, в той час як повертається ця система - паралельно з датчиком типу P11 або з датчидатчиків. У цьому випадку, лазерного спідометра ком типу P12, які спостерігають одну і ту ж зону достатньо для вимірювання швидкості поступальтруби в двох різних напрямах. Кожний датчик доного переміщення труби, а швидкість обертання зволяє одержати внутрішнє зображення 769А і датчиків одержують за допомогою кутового кодезовнішнє зображення 769В. Після цього, залежно ра. від команди, позначеної «Int/Ext», можна вибрати Для даного опромінення сукупність датчиків одне із зображень; Px-1 - Рх-n дає рядок зображення, який відповідає - паралельно з датчиком типу Р21 і з датчиком поперечному перерізу труби. У іншому вимірювантипу Р22, які також дозволяють, кожний, одержати ні труби даний елементарний датчик дає рядок, внутрішнє зображення 769А або зовнішнє зобраякий відповідає твірній труби. ження 769В. Оцифровувачі 765-1А, 765-2А, ..., 765-іА, ..., Схему, показану на Фіг.8А, можна також засто765-nА дозволяють заповнити «внутрішнє» зобрасовувати з датчиком типу P1, і в цьому випадку ження 769А, пов'язане з внутрішньою поверхнею передбачають три паралельних канали після кожтруби. Оцифровувачі 765-1В, 765-2В, 765-іВ, ..., ного підсилювача (щонайменше віртуально). Один 765-nВ дозволяють заповнити «зовнішнє» зобраз каналів працює на повторюваному часовому ження 769В, пов'язане із зовнішньою поверхнею стробімпульсі, показаному на Фіг.6В позначенням труби (для більш чіткого розуміння схеми на вихо«Об'єм». Цей канал забезпечує контроль дефектів ді використана штрихпунктирна лінія). в об'ємі, тобто в товщині труби. Запам'ятоване в 769А або 769В зображення, Два інших канали можуть працювати відповідяке є визначеним вище C-сканом, відповідає датно на повторюваних часових стробімпульсах, почику, що розглядається, або групі датчиків Px. Коказаних на Фіг.6В позначеннями «WphiExter0» і жна точка цього зображення, транспонована в сірі «Wphilnter1». Ці два інших канали дозволяють витони, відповідає значенню амплітуди ехосигналу, мірювати товщину труби. одержаного при відображенні ультразвукового Відмінність між 3 каналами є чисто функціонасигналу від вірогідного дефекту зони, що розгляльною (віртуальною). Дійсно, згадані два інших дається, труби. Це значення (надалі позначуване канали фізично можуть бути одним і тим же канаК) може являти собою співвідношення між максилом, в якому розрізнюють моменти або стробімпумальною амплітудою ультразвукового сигналу, льси «WphiExter0» і «Wphilnter1». Можна також одержаного на трубі в ході тесту, і максимальною використовувати один фізичний канал, в якому амплітудою ультразвукового сигналу, одержаного розрізнюють моменти або стробімпульси з вищезгаданого штучного «контрольного дефек«WphiExter0», «Об'єм» і «Wphilnter1». ту-еталона», визначеного вище. Далі іде більш детальний опис випадку датчиУ цьому випадку це зображення відповідає зока типу P11 з датчиком типу P12. Це тепер і буде ні труби, одержаній шляхом об'єднання, по суті, зроблено. кільцевих зон труби, які відповідають кожному з Потрібно нагадати, що ці дві групи датчиків оцифрованих рядків. По суті мова йде про кільцеві P11 і P12 служать для виявлення подовжніх дефезони, якщо промінь ультразвуку є, по суті, перпенктів на трубах. Ультразвуковий контроль здійснюдикулярним до осі труби. Як відомо, для деяких ють за допомогою опромінень ультразвуком (US) в типів дефектів справа в іншому. Тут зони є швиддвох переважних напрямах («за годинниковою ше еліптичними і, по суті, деформованими або стрілкою» - «проти годинникової стрілка»): «викривленими» в просторі. У даному описі вираз - датчик або група датчиків P11 видає ультра«кільцеві зони» охоплює ці різні варіанти. звукове зображення труби в робочому напрямі Необхідно зазначити, що для одержання цієї («за годинниковою стрілкою»); повної реконструкції зображення С-скан необхідно - другий датчик або група датчиків P12 видає мати додаткову інформацію про позиціонування ультразвукове зображення цієї ж труби в іншому труби відносно датчика. її можна одержати на робочому напрямі («проти годинникової стрілки»). окремому вході 740. Ця інформація надходить від Таким чином, подовжні дефекти переважно кодера XYZ або від лазера XYZ. Оскільки трубу виявляють за допомогою 2 датчиків або груп датможна ототожнити з циліндром без товщини, то чиків, осі променя яких нахилені симетрично відінформація про положення може бути зменшена носно площини, перпендикулярної до осі труби. до двох вимірювань. Наприклад, нахил складає приблизно +/-17°. Це і є Зрозуміло, що застосування винаходу на існуприкладом застосування вищезазначеної системи ючому стенді контролю ультразвуком («UT bench») з двох датчиків або з двох груп датчиків. передбачає: На Фіг.9 показаний приклад двох зображень - доступність необроблених даних контролю 901 і 902 типу С-скан, розташованих одне над одультразвуком («UT Raw Data»), яка забезпечуєтьним, з однаковим відліком часу. Ці два зображення ся, наприклад, за допомогою плати збору, наприодержують відповідно на основі інформації від 2 клад, моделі NI 6024 серії E або моделі NI 6251 груп датчиків в протилежних положеннях, тут грусерії M компанії National Instrument, пи датчиків типу P11 і P12 (у варіанті - групи дат- наявність інформації он-лайн про швидкість чиків типу Р21 і Р22), причому для одного з двох обертання (труби або головки датчиків), і випадків «Внутрішнє»/«Зовнішнє». - наявність інформації он-лайн про швидкість Зображення блоків 901 і 902 являють собою поступального переміщення труби. сигнал на рівні сірого кольору (по суті в колірній Схему, показану на Фіг.8, можна застосовувагаммі). За бажанням виводять додаткову індикати: цію, додаткові зображення якої: 1994758 20 - 921, яке показує амплітуду сигналу по вертичасно оброблюваних зображень. кальній лінії 911, вибраній в зображенні 901, Первинною функцією фільтрів 921 і 922 є ви- 922, яке показує амплітуду сигналу по вертизначення зон дефектів в зображеннях С-скан 901 і кальній лінії 912, вибраній в зображенні 902, 902. Як правило, фільтрування здійснюють, щоб - 910, яке містить дві криві, які представляють виділити зони для аналізу і відділити там дефекти максимум, виявлений на відповідній вертикалі в від інших показань. Фільтрування працює на двох зображеннях 901 і 902 відповідно. подібних ділянках двох зображень, показаних на Далі розглянемо Фіг.11. Блоки зображень 901 і Фіг.9. По суті, обидва фільтри працюють спільно, 902 являють собою запам'ятовані зображення для що відображено на Фіг.11 у вигляді з'єднуючого їх груп датчиків P11 і P12, наприклад, зображення, двостороннього зв'язку. показані на Фіг.9. Зображення 901 одержане за За допомогою сканування цифрового зобрадопомогою способу, показаного на Фіг.8А. Блок ження спочатку локалізують місця зображення, де перетворювача 891 на Фіг.11 відповідає зборці на існують потенційні дефекти. Фіг.8А, застосованої для датчика P11. Точно так Для цього можна застосовувати фіксоване посамо, блок перетворювача 892 також відповідає рогове значення, встановлене методом калібрумонтажу на Фіг.8А, але застосовно до датчика вання. P12. Блоки перетворювачів 891 і 892 використоНа цей час заявник вважає за краще викорисвують дані контексту труба/датчики блока 740. Ці товувати поріг, відповідний поточному рівню шуму дані пов'язані з характеристиками труби під час в зображенні. Метод оснований на теорії виявлендослідження і датчиків під час використання. Вони ня сигналу в білому шумі, яка може основуватися передаються також на блоки перетворювачів 891 і на двох гіпотезах: 892, на блоки зображень 901 і 902, а також на блок Гіпотеза Н0: вимірювання = білий шум з серекомбінаторного пристрою 960. днім значенням m_b і типовим відхиленням std_b. Після блоків 901 і 902 показані фільтри 921 і Гіпотеза H1: вимірювання = сигнал + білий 922, які дозволяють, зокрема, одержувати вибірки шум. з зображень, а також дані їх підготовки як вхідних Здійснюють статистичні тести, які дозволяють даних, об'єднуваних блоком комбінаторного привизначити, чи знаходимося ми в рамках гіпотези строю 960 для нейронної обробки 970, що буде H0 або гіпотези Н1. Ці статистичні розрахунки показано. здійснюються в реальному часі для n ковзних тоУ описаному варіанті виконання фільтр 921 мічок зображення, відповідних послідовним опромістить: ненням, причому число n може бути визначене - вихід сигналу Zcur, який позначає робочу зошляхом навчання. ну в зображенні. Цей вихід використовують для Згідно з цим способом (так званий випадок функції вибірки 951, яка здійснює, таким чином, «адитивного гауссівого шуму»), можна, наприклад, вибірку з зображення (С-скан) для зони Zcur, і досвикористовувати критерій Неймана-Пірсона для тупу до підготовки зображення 891 з метою одервизначення порога виявлення по заданій імовірножання в ньому запам'ятованої інформації (званої сті помилкової тривоги (pfa). Це виражається приА-скан), яка стосується цієї ж зони Zcur. Всі ці дані кладеною формулою [21]. Використовують кумупередаються функцією вибірки 951 в комбінаторлятивну гауссіву функцію, звичайно звану Q (або ний пристрій 960 як вхідні сигнали нейронної обще функцією похибки erf), яку необхідно інвертуробки 970, вати для одержання порога, згідно з прикладеною - вихід, що видає інформацію, одержану в реформулою [22]. зультаті фільтрування, яка, щонайменше деяка, На практиці часто відмічають присутність фостосується зони Zcur, яку він передає як вхідний нового шуму, який може мати різне походження сигнал нейронної обробки (комбінаторний пристрій (наприклад: присутність води всередині труби, 960), фон змінного струму, акустичні явища, пов'язана зі - факультативно (пунктирна лінія) додаткові структурою матеріалу контрольованого виробу). виходи даних для запам'ятовуючого пристрою 990. Використання змінного порога дозволяє уникнути Це ж стосується і фільтра 922 з функцією випомилкових тривог, які виникають при застосуванні бірки 952 для поточної зони Zcur. фіксованого порога. Нейронна обробка 970 забезпечує логіку 992 Серед інших хибних сприйманих показників, прийняття рішення і сигналізації, яка керує автоякі можуть з'явитися, перешкоди виявляються думатом сортування і маркування 994. Можна пеже короткими піками в ультразвуковому сигналі. Ці редбачити інтерфейс 996 для інтерпретації операперешкоди можна виділити за допомогою простих тором, через який можна представити всі або алгоритмів, які можна назвати алгоритмами кумучастину даних, які містяться в запам'ятовуючому лятивного обліку або ще інтеграторами (приклад: пристрої 990 і пов'язані з ділянкою труби, під час «n імпульсів перед тривогою» або «подвійний подослідження. ріг»). У цьому випадку Фіг.11 обробляє інформацію, Заявник розглянув також «виток», що являє що надходить як мінімум від двох груп датчиків, які собою шлях, який проходить датчиком вздовж цизабезпечують однакову функцію або призначені ліндричної поверхні, з якою ототожнюють трубу. для однакового типу контролю (2 груп P11 і Р12 Фільтрування можна здійснювати вздовж кожного або 2 груп Р21 і Р22). Ця ж схема може служити витка, щоб ще більше скоротити частку хибних для обробки даних, що надходять від більшого тривог. Для цього використовують, наприклад, числа груп датчиків, призначених для контролю фільтр Баттерворта і/або дискретне перетворення різного типу. Відповідно збільшується число одноФур'є, таке як швидке перетворення Фур'є. Цей 21 94758 22 прийом застосовують для кожного оцифрованого позначення зони Zcur; рядка. - тест 820 дозволяє визначити, чи є в зобраАналогічний алгоритм можна застосовувати в женні ще інша зона для обробки, і в цьому випадку напрямі довжини труби. поновлюють етап 805 з цією іншою зоною, що заТаким чином, локалізують потенційні дефекти. значено в 821; якщо ні - обробка поточного зобраПри виявленні дефекту, його положення відповіження або поточних зображень завершена (822). дає положенню, визначеному шляхом аналізу зоУ випадку обробки датчика P1 існує тільки одбражень, показаних на Фіг.9 (наприклад). Це двоне зображення, що міняє число вхідних параметвимірне зображення відповідає розгортці труби, рів. За винятком цього моменту, обробка в основщо ототожнюється з циліндром без товщини. Індиному є такою ж. кації радіального положення/товщини (або, просПісля визначення кожної цікавлячої зони Zcur, тіше кажучи, внутрішнє положення, зовнішнє пофільтрування може включати інші функції. Для цих ложення або положення дефекту в масі) можуть інших функцій на Фіг.13 схематично показаний бути представлені як атрибути точок зображення. взаємозв'язок між фільтруванням і послідовністю Таким чином, маємо: операцій, показаних на Фіг.11. - два двовимірних зображення, які показують Фіг.13 аналогічна Фіг.11, але тільки для зобравірогідні дефекти на зовнішній поверхні труби, ження 901. На ній показані: - два двовимірних зображення, які показують - елементи контексту труба/датчики блока 740, вірогідні дефекти на внутрішній поверхні труби, - екстрактор 951, який знаходить дані для зони - одне двовимірне зображення, яке показує Zcur в зображенні 901 і для його підготовки 891, можливі дефекти в товщині труби. - внутрішній/зовнішній блок 7410, який вказує, Тепер розглянемо «підтверджені» дефекти, чи знаходиться дефект в зоні Zcur, що розглядазокрема, після усунення перешкод і хибних тривог. ється, на внутрішній поверхні або на зовнішній Для розгляду заявник вибрав роботу в зоні зоповерхні. браження фіксованого розміру. Тому цю зону неТе, що фільтрування додає до базових даних, обхідно пов'язувати з одержаними даними існубільш детально визначається для кожної зони Zcur вання дефекту. (блок 805), а саме, як показано в рамці, позначеній Інакше кажучи, відмічені точки потрібно вважапунктирною лінією: ти такими, що перевищують поріг, щоб визначити - пошук кута нахилу в 931, повну зону навколо дефекту. Необхідність в цьому - індикація довжини дефекту 932. До цього виникає, наприклад, коли потрібно визначити поможна, зокрема, додати: хиле положення дефекту. Алгоритм організований - індикацію вирівнювання по С-скан в 935, і різними етапами: - в 936 - індикацію існування інших дефектів в - виявлення контуру (наприклад, градієнт Роцьому ж поперечному перерізі труби. бертса), У описаному варіанті здійснення дані, такі як - розширення (об'єднання близьких контурів), 935 і 936, направляються в пам'ять 990. Інші дані - розмивання, потім змикання, що дозволяє направляються в нейронні мережі 970. Ці мережі визначити маску навколо дефектів, поділяються по двох функціях, що буде показано - останній етап охоплення дозволяє повністю нижче. локалізувати дефект. Нейронні схеми Таким чином, для кожного дефекту одержують Дефект в трубі може бути визначений по його координати відповідної зони зображення, які буположенню, його типу і його серйозності, часто дуть використані для подальшого її аналізу за дозумовленої його глибиною. У описаному варіанті помогою нейронної мережі. здійснення тип і міру глибини дефекту труби виНа Фіг.12 у вигляді блок-схеми показана ця значають окремо за допомогою двох нейронних обробка зон зображення. процесів, що мають однакову загальну структуру, На початку зображень (801) необхідно оброякі будуть більш детально розглянуті нижче на бити від 0 до р зон зображення, в яких містяться прикладі. підтверджені дефекти. Операція 803 передбачає, Випадок типу дефекту представлений на що існує щонайменше одна перша зона, яка слуФіг.14, тоді як випадок серйозності розглянутий на жить поточною зоною Zcur, оброблюваною на етаФіг.15. пі 805. Для цієї зони Zcur: Типи можна визначати, наприклад, як показа- під час операції 807 селективно витягують но на Фіг.10А-10D. На цих фігурах показані чотири дані з зображень 901 і 902, які відповідають цій типи, які являють собою спрощений вибір, в порівзоні (визначеній в зображенні своїми координатанянні зі списком дефектів, забезпечуваним АРІ, і ми); можуть з'являтися в процесах обробки труби. Для - під час операції 809 селективно витягують позначення природи дефектів фахівці використодані, які були використані при підготовці зобравують назви, вказані на французькій і англійській жень 901 і 902 і які відповідають зоні Zcur. Прикламовах. Зазначається, що дефекти типів 1 і 3 є ди цих даних будуть наведені нижче; прямими, а дефекти на Фіг.2 і 4 є зігненими (з «хо- під час операції 811 здійснюють власне нейрдою»). ронну обробку, яка буде розглянута нижче; Відповідність між реальними дефектами і ви- результати, одержані для зони Zcur, селектищезгаданими чотирма типами можна визначити вно запам'ятовують на етапі 813 відповідно до таким чином: 23 Назва на французькій мові Виїмка Тріщина Непровар/Плена перпендикулярна або пряма (прокат) Непровар/Плена (прокат) Розщіп Дефект заготовки Подряпина Включення Відсутність матеріалу («пустота») Перекривання/напусток/складка У цьому випадку на обох Фіг.14 і 15 представлені нейронні схеми з трьома проміжними нейронами (або «прихованими нейронами»), позначеними NC121-NC123 на Фіг.14 і NC141-NC143 на Фіг.15. Фіг.14 і 15 мають загальне визначене число вхідних сигналів. Щоб полегшити розуміння, вхідні сигнали показані різними типами ліній. Подвійними лініями показані множинні вхідні сигнали, тобто повторювані для кожної точки зони Zcur. Передусім, в 7410 залежно від стану, що розглядається, відповідних селекторів 761 одержують інформацію, яка вказує, чи йде мова про обробку дефекту, що знаходиться на внутрішній поверхні або на зовнішній поверхні стінки труби. Друга категорія загальних вхідних величин містить величини контексту, які надходять з блока 740 (Фіг.13): - в 7401 - WT/OD, яка є відношенням товщини стінки до діаметра труби, - в 7402 - Freq, яка є робочою частотою ультразвукових щупів, - в 7403 - ProbDiam, яка є корисним діаметром ультразвукових щупів. Третя категорія загальних величин включає кількісні значення, які одержують з фільтрування і які можна вважати загальними для двох датчиків 921 і 922 (або більше). Визначають, наприклад, середнє значення результатів по двох датчиках або беруть найбільш характерний результат (максимум/мінімум, залежно від випадку). Цими кількісними величинами є величини в 9201, нахил дефекту і його довжина в 9202. Ці дві величини можна легко уловити на двох зображеннях, показаних на Фіг.9, які мають дзеркальну симетрію. Далі розглянемо тільки Фіг.14. Наступна категорія величин включає величини окремих вимірювань для кожного з двох датчиків (або груп датчиків) і для кожної з зон Zcur, що показано на кресленні із застосуванням подвійної лінії. Для першого датчика маємо: - В 9511 - К1, яка є співвідношенням між максимальною амплітудою ультразвукового сигналу в зоні Zcur і на зображенні 901 і максимальною амплітудою вищезазначеного «контрольного дефектуеталона». По суті, в даному прикладі, цим відношенням визначають амплітуду в кожному пікселі зображення 901; в цьому випадку К1 є просто максимумом амплітуди в зоні Zcur зображення 901; точку зони Zcur, де зустрічається цей максимум, позначають Pmax1. - В 9512 - QBE1, яка є величиною в С-скан, 94758 24 Назва на англійській мові Notch Crack Відповідність ТИП 1 ТИП 1 Seam (perpendicular) ТИП 1 Seam (arcuate), "overlap" Sliver Rolled-in-slug Gouge Inclusion Bore-slug Lap ТИП 2 ТИП 3 ТИП 4 ТИП 4 ТИП 4 ТИП 4 ТИП 4 званою QuantBumpsEchodyn, і являє собою число локальних максимумів, в зоні Zcur зображення 901 поблизу точки Pmaxl максимальної амплітуди. Це число QBE1 обмежене локальними максимумами, що знаходяться по сусідству з Pmax1 з одного боку і з іншого, але при цьому амплітуда сигналу не опускається нижче рівня, відповідного фоновому шуму. Як правило, QBE1 приймає або значення 1, або значення 2. Ці дві величини одержують із зображення 901 через екстрактор 951, що на кресленні відображено позначенням 951(901). До цього додаються: - в 9518 - RT1, яка є величиною, що являє собою час підвищення ехосигналу в первинному ультразвуковому сигналі, званому А-сканом (мова йде про проміжок між моментом, коли сигнал є максимальним, і останнім попереднім моментом, коли сигнал знаходиться на рівні фонового шуму, який часто виражається мікросекундами). Ця величина RT1 була виміряна раніше на виході відповідного підсилювача 73 (Фіг.8А); вона була внесена в пам'ять, наприклад, 891, згідно з пов'язаною з нею точкою труби. Саме так вона може бути селективно витягнута екстрактором 951. Для другого датчика маємо: - В 9521 - К2, яку визначають як і К1, але для зображення 902 замість зображення 901. У даному прикладі К2 є просто максимумом амплітуди, в зоні Zcur зображення 902; точку зони Zcur, де зустрічається цей максимум, позначають Pmax2. - В 9522 - QBE2, що визначається як і QBE1, але для зображення 902 замість зображення 901 і по сусідству з Рmах2. Тут також QBE2 приймає або значення 1, або значення 2. Ці дві величини одержують із зображення 902 через екстрактор 952. До них додаються: - в 9528 - RT2, яка є величиною, що являє собою час підвищення ехосигналу в первинному ультразвуковому сигналі, званому А-сканом. Як і в попередньому випадку, ця величина RT2 була виміряна раніше на виході відповідного підсилювача 73 (Фіг.8А); вона була внесена в пам'ять, наприклад, 892, згідно з пов'язаною з нею точкою труби. Саме так вона може бути селективно витягнута екстрактором 952. Останній вхідний сигнал 958 нейронної мережі є постійним значенням, позначеним ConstantA, яке являє собою константу, що визначається під час налагодження моделі в результаті навчання. Вихідний сигнал 998, показаний на Фіг.14, є величиною, яка вказує на тип дефекту і його середній нахил (що визначається залежно від типу). 25 94758 26 Випадок міри глибини (або серйозність) дефеблоку 999 на Фіг.15. кту розглянутий з посиланнями на Фіг.15. Входи є Зазначимо, що «нейрон»-константа E0 викотакими ж, що і на Фіг.14, за винятком того, що: ристовують для надання вагового коефіцієнта не - для першого датчика блок 9512 замінюють тільки прихованому шару або прихованим шарам блоком 9513, який обробляє величину EW_1 або HL, але також вихідному нейрону (шар OL або EchodynWidth, яка є шириною на половині висоти "Output Layer"). (50%) форми еходинамічної хвилі для цього перЗагальна поведінка нейронної схеми, викорисшого датчика. Цю величину EW_1 одержують з Стовуваної в цьому випадку, виражена формулою скана. [11] Додатка 1, де wij є ваговим коефіцієнтом, за- Точно так само, для другого датчика блок стосовуваним до сигналу Xi, присутнього на вході 9522 замінюють блоком 9523, який обробляє венейрона]. личину EW_2 або EchodynWidth, яка є шириною на У передбаченій тут схемі, елементарний нейполовині висоти (50%) форми еходинамічної хвилі рон передбачається за формулою [12], що схемадля цього другого датчика. тично показано на Фіг.17. - В 959 константа, позначена в цьому випадку Вихід S1 на Фіг.16 видає розрахункове значенConstantB, є іншою. ня, яке відповідає формулі [13] Додатка 1. - Вихід 999 є індикацією серйозності дефекту, Шляхом навчання заявник привів у відповідяка позначається DD. Потрібно зазначити, що в ність приховані нейрони і їх вагові коефіцієнти таобох випадках (Фіг.14 і 15) дана нейронна схема ким чином, щоб функція f була нелінійною, безпе970 обробляє вибірку з зображення 951 для однієї рервною, диференційованою і обмеженою з груп ультразвукових датчиків, а також вибірку з функцією. У переважному прикладі вона є функцізображення 952, відповідного тій же зоні, але одеєю арктангенса. ржаного від іншої групи датчиків. Відомо, що нейронна мережа визначає свої Заявник встановив, що можна одержати дуже коефіцієнти wij, звичайно звані синапсами, шляхом задовільні результати за умови належного регунавчання. Це навчання повинно застосовувати лювання параметрів нейронних схем і, у випадку звичайно в 3-10 разів більше прикладів, ніж число необхідності, їх числа, для оптимізації прогнозуобчислюваних вагових коефіцієнтів, і в той же час вання. правильно покривати діапазон необхідних робочих Крім того, заявник констатував, що прогнозуумов. вання можна зробити ще більш точним за рахунок Виходячи з прикладів Ер (р = від 1 до М), для комбінування інформації, зібраної різними нейронкожного з прикладів визначають відхилення Dh між ними мережами. значенням Sp, виданим нейронною схемою, і реаЗагалом вхідними параметрами нейронної мельним значенням Rp, виміряним або визначеним режі є характеристики двох зображень (відношенекспериментально. Саме це і відображає формула ня максимальної амплітуди до амплітуди еталона, [14]. ширина ехосигналу, орієнтація ехосигналу, яка Якість роботи нейронної схеми визначається визначає нахил дефекту і т.д.) і контролю (датчик, загальною величиною відхилення Cg, званою «варозміри труби і т.д.). ртістю». Вона може бути виражена, наприклад, Вихідними параметрами є характеристики деформулою [15] як загальна величина квадратичнофекту (глибина, нахил/тип). Прийняття рішення го зваженого відхилення. і/або сигналізація (992) можуть бути здійснені авНавчання ставить різні проблеми у випадку томатично за допомогою вибраних критеріїв приконтролю дефектів в трубах, зокрема, як було зайняття рішення, на основі порогів, з урахуванням значено, мова йде про складні технології. запасу надійності, згідно з вимогами. Для визнаПередусім, заявник провів перше навчання на чення цих порогів можна також скористатися реоснові моделювання. Для цього можна використозультатами навчання. вувати програмне забезпечення CIVA, яке розробДалі розглянемо Фіг.16, яка є моделлю елемелене і випускається в продаж Комісаріатом з нтарної нейронної схеми, показаної на Фіг.14 і 15, атомної енергії Франції. Це перше навчання додля двох датчиків. зволило виявити параметри, що впливають, і поЦя модель включає вхідний рівень або шар IL будувати першу версію нейронної мережі на осно("Input Layer"), який об'єднує всі вхідні параметри ві віртуальних дефектів. Була оптимізована (часто звані «вхідними нейронами»). Щоб не перефункція вартості. вантажувати фігуру, показані тільки три нейрони Після цього заявник провів друге навчання, Е1-Е3, плюс константа, яку також можна розглядаяке комбінує результати, одержані на моделюванти як нейрон E0. Цю константу частіше за все нані і штучних дефектах, тобто створених навмисно зивають «систематичною похибкою». На практиці на реальних трубах. Це друге навчання дозволило вхідні нейрони є більш численними, як показано на побудувати другу версію нейронної мережі, функФіг.14 або на Фіг.15, залежно від випадку. ція вартості якої також була оптимізована. Після цього передбачений щонайменше один Після цього заявник скомбінував результати, рівень або шар HL ("Hidden Layer" або «приховаодержані на штучних дефектах і на дефектах, що ний шар»), який містить k нейронів (з яких показані були присутніми на реальних трубах, причому ці тільки два, щоб не перевантажувати креслення). дефекти були точно відомі в результаті вимірюНарешті, іде вихідний нейрон S1, який видає вань, зроблених після виготовлення за межами рішення у вигляді значення, що представляє важвиробничого конвеєра. Ця третя фаза дозволила ливість дефекту труби, наприклад, подовжнього підтвердити останню версію нейронної мережі. Ця дефекту. Цей вихід відповідає блоку 998 на Фіг.14 і версія виявилася найбільш відповідною для конт 27 94758 28 ролю за виробництвом. Разом з тим, при впроваровані дані можуть бути проаналізовані надалі дженні на новій або модифікованій установці її оператором, який має право приймати рішення потрібно піддати «регулюванню» за допомогою після аналізу зареєстрованих результатів, обробдесятка штучних еталонів, які охоплюють весь лених нейронною мережею (нейронними мережадіапазон оброблюваних дефектів. Після цього, ми). природно, проводять оптимізацію. Зрозуміло, враховуючи властивості нейронних Фіг.11, 12, 14 і 15 були описані в рамках розгсхем, можна, щонайменше частково, згрупувати ляду датчиків P11 і P12. всі нейронні схеми (що містяться в обробках 764-1, Цей же принцип можна застосувати для груп 764-10 і 764-20) в одну нейронну схему, яка має датчиків P1. У цьому випадку зображення 2 не всі необхідні входи. буде, і побудована мережа буде мати менше вхідОписаний варіант здійснення використовує них параметрів, як було зазначено вище. Схеми, нейронні мережі напряму. Однак винахід не обмеописані для двох датчиків, можна використовувати жується цим варіантом здійснення. У цьому випаддля одного датчика, але без вхідних параметрів ку, вираз «компонування типу нейронної схеми» для частини «зображення 2». може охоплювати інші технології нелінійної статиЦей же принцип можна застосовувати також стики, як з нейронними схемами, так і без них. для двох груп датчиків Р21 і Р22, призначених для Запропонована система описана для випадку виявлення поперечних дефектів, з урахуванням неруйнівного контролю під час виробництва труб того, що для цього виявлення датчики мають набез зварних швів, тобто для найбільш переважнохил (наприклад, +/-17°) в площині, яка проходить го випадку застосування винаходу. Ці ж технології через вісь труби. можна застосовувати, зокрема, для довгих і неЗрозуміло,що в кожному випадку застосовуобов'язково трубчастих металургійних виробів. ють цифрову обробку визначеного типу, описаного У випадку зварних труб або інших зварних виз посиланнями на Фіг.11, за винятком елементів робів (наприклад, таких як листи або плити) сис992-996. Цю обробку позначають загальною позитема може додатково визначати границі зварного цією 761 на Фіг.8, після чого ідуть блоки 764 і 766. шва і, отже, локалізувати вірогідні дефекти в зварТаким чином, одержують сукупність, яка поканому шві, за якими необхідно спостерігати. Разом зана на Фіг.18 і включає: з тим, дефекти, що знаходяться за межами гра- для датчика P1: обробку 761-1 з подальшою ниць зварного шва, які можуть відповідати вклюфазою прийняття рішення і сигналізації 764-1; ченням, вже присутнім в листовій заготовки (або у - для датчиків P11 і P12: обробку 761-10 з повиробі), будуть розглядатися по-іншому. дальшою фазою прийняття рішення і сигналізації Додаток 1 764-10; Розділ 1 - для датчиків Р21 і Р22: обробку 761-20 з поYi F( w ijXi ) (11) дальшою фазою прийняття рішення і сигналізації j 764-20; N - при цьому всі три фази 764-1, 764-10 і 764-20 S1 F( Eiwi w 0 ) (12) спільно інтерпретуються автоматом сортування і i1 сигналізації 766. k Не показаний варіант Фіг.18 передбачає тільки S Siw w (13) i 0 i1 одну фазу «Прийняття рішення і сигналізація», яка напряму використовує вихідні сигнали трьох оброDp Sp Rp (14) бок 764-1, 764-10 і 764-20. Розділ 2 Власне неруйнівний контроль здійснюють «на pM 2 льоту», тобто по мірі проходження труби в устано p 1 Dp вці контролю. Прийняття рішення в результаті Cg (15) описаної вище обробки інформації також може 2M 2 прийматися по мірі проходження труби в установці x m b 2 1 контролю (з прийняттям рішення - сигналізацією і pfa e 2stdb dx поріг маркуванням «на льоту»); варіант прийняття цього 2 std b рішення має місце після огляду всієї довжини тру поріг mb би або навіть пізніше (наприклад, після контролю Q всієї партії труб), при цьому кожну трубу відмічаstd b (21) ють/ідентифікують (наприклад, № по порядку). У 1 цьому випадку необхідно, щоб одержана інформапоріг std bQ (pfa) mb (22) ція була зареєстрована (запам'ятована). Зареєст 29 94758 30 31 94758 32 33 94758 34 35 94758 36 37 94758 38 39 94758 40 41 94758 42 43 94758 44 45 94758 46 47 94758 48 49 94758 50 51 Комп’ютерна верстка А. Рябко 94758 Підписне 52 Тираж 24 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюNon-destructive control of metallurgical products with ultrasound
Автори англійськоюBizio Bernar, Lesage, Frederic, Peti Sebastien, Detsh Silven
Назва патенту російськоюНеразрушающий контроль металлургических изделий ультразвуком
Автори російськоюБизио Бернар, Лезаж Фредерик, Пети Себастьен, Детш Сильвен
МПК / Мітки
МПК: G01N 29/22, G01N 29/44, G01N 29/04, G01N 29/26, G01N 29/06
Мітки: контроль, виробів, неруйнівний, ультразвуком, металургійних
Код посилання
<a href="https://ua.patents.su/26-94758-nerujjnivnijj-kontrol-metalurgijjnikh-virobiv-ultrazvukom.html" target="_blank" rel="follow" title="База патентів України">Неруйнівний контроль металургійних виробів ультразвуком</a>
Система для неруйнівного контролю металургійних виробів з застосуванням ультразвукових датчиків
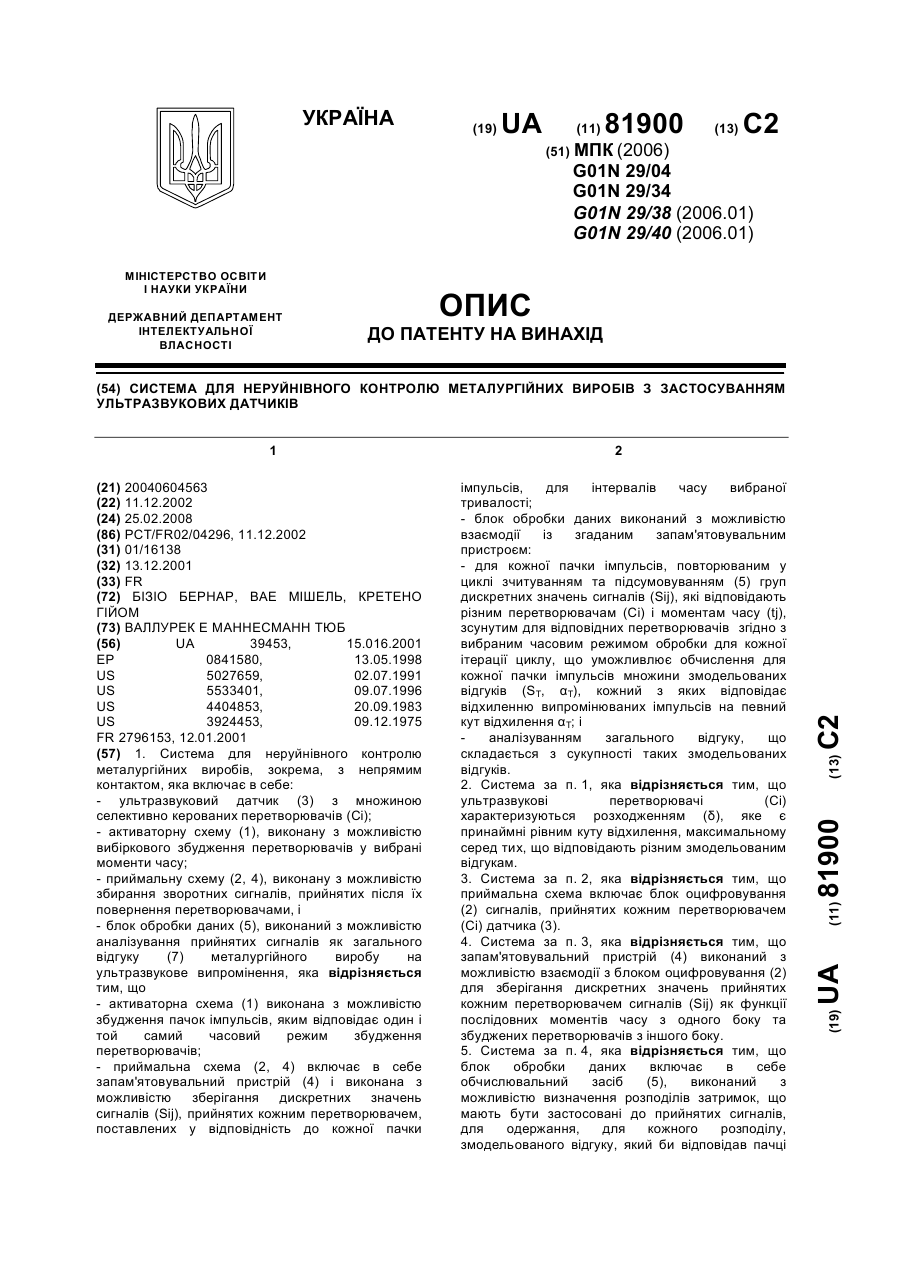
Номер патенту: 81900
Опубліковано: 25.02.2008
Автори: Кретено Гійом, Вае Мішель, Бізіо Бернар
МПК: G01N 29/38, G01N 29/34, G01N 29/40, G01N 29/04
Мітки: металургійних, ультразвукових, неруйнівного, система, виробів, датчиків, контролю, застосуванням
Формула / Реферат:
1. Система для неруйнівного контролю металургійних виробів, зокрема, з непрямим контактом, яка включає в себе: - ультразвуковий датчик (3) з множиною селективно керованих перетворювачів (Сі); - активаторну схему (1), виконану з можливістю вибіркового збудження перетворювачів у вибрані моменти часу; - приймальну схему (2, 4), виконану з можливістю збирання зворотних сигналів, прийнятих після їх повернення перетворювачами,...
Неруйнівний спосіб визначення гартувальних напружень на поверхні листових скловиробів
Номер патенту: 53284
Опубліковано: 15.01.2003
Автори: Чекурін Василь Феодосійович, Марголін Анатолій Михайлович, Дяків Василь Володимирович
МПК: G01N 11/00
Мітки: гартувальних, визначення, поверхні, напружень, неруйнівний, листових, скловиробів, спосіб
Формула / Реферат:
Неруйнівний спосіб визначення гартувальних напружень на поверхні листових скловиробів, який полягає в просвічуванні виробу поляризованим світлом, визначенні нульової інтерференційної смуги, підрахунку кількості та порядку інтерференційних смуг і розрахунку на цій основі напружень, що діють на поверхні, який відрізняється тим, що просвічування здійснюють біля краю листа у напрямку, нормальному до поверхонь, на яких визначають гартувальні...
Неруйнівний спосіб контролю міцності ніздрюватих бетонів шляхом пластичного деформування поверхні
Номер патенту: 58424
Опубліковано: 11.04.2011
Автори: Пашинський Віктор Антонович, Шульгін Володимир Васильович
МПК: G01N 33/38
Мітки: контролю, деформування, спосіб, міцності, пластичного, неруйнівний, бетонів, шляхом, ніздрюватих, поверхні
Формула / Реферат:
Неруйнівний спосіб контролю міцності ніздрюватих бетонів шляхом пластичного деформування поверхні, що полягає у зануренні в бетон штампа певної форми та розмірів з наступним визначенням залежно від розмірів отриманих відбитків марки та класу міцності, який відрізняється тим, що індентор, виконаний у формі кулі діаметром 20-40 мм, занурюється в бетон унаслідок статичної дії навантаження величиною 200-800 Н, а окремі тарувальні залежності...
Неруйнівний при гідруванні водневмісний композиційний матеріал
Номер патенту: 93331
Опубліковано: 25.01.2011
Автори: Кучерявий Олег Вікторович, Братаніч Тетяна Іванівна, Скороход Валерій Володимирович
МПК: C22C 9/00, C22C 32/00, C22C 1/10, C01B 6/00
Мітки: матеріал, водневмісний, гідруванні, неруйнівний, композиційний
Формула / Реферат:
Неруйнівний при гідруванні водневмісний композиційний матеріал, який складається з пластичної матриці та водневмісних включень, який відрізняється тим, що пластична матриця сформована з безпористої міді, а водневмісні включення сформовані з безпористого гідриду титану, при наступному співвідношенні компонентів, мас. %: Сu 57-84 ТіН2 решта.
Пристрій для обробки зерна ультразвуком у потоці

Номер патенту: 30697
Опубліковано: 11.03.2008
Автори: Діордієв Володимир Трифонович, Кашкарьов Антон Олександрович
МПК: B02B 1/00
Мітки: зерна, обробки, пристрій, ультразвуком, потоці
Формула / Реферат:
Пристрій для обробки зерна ультразвуком у потоці, що містить корпус, всередині якого розташований розподільник потоку у вигляді конуса, ультразвуковий генератор і підсилювач коливань, який відрізняється тим, що розподільник потоку має у своїй основі увігнуті лінзи, розташовані напроти підсилювача коливань.
Попередній патент: Пристрій для точіння з однієї установки циліндра і кутової канавки
Наступний патент: Похідні піразолу як інгібітори цитохрому p450
Випадковий патент: Спосіб лікування залізодефіцитної анемії у дітей