Спосіб виготовлення композитного листового матеріалу абсорбуючого виробу
Формула / Реферат
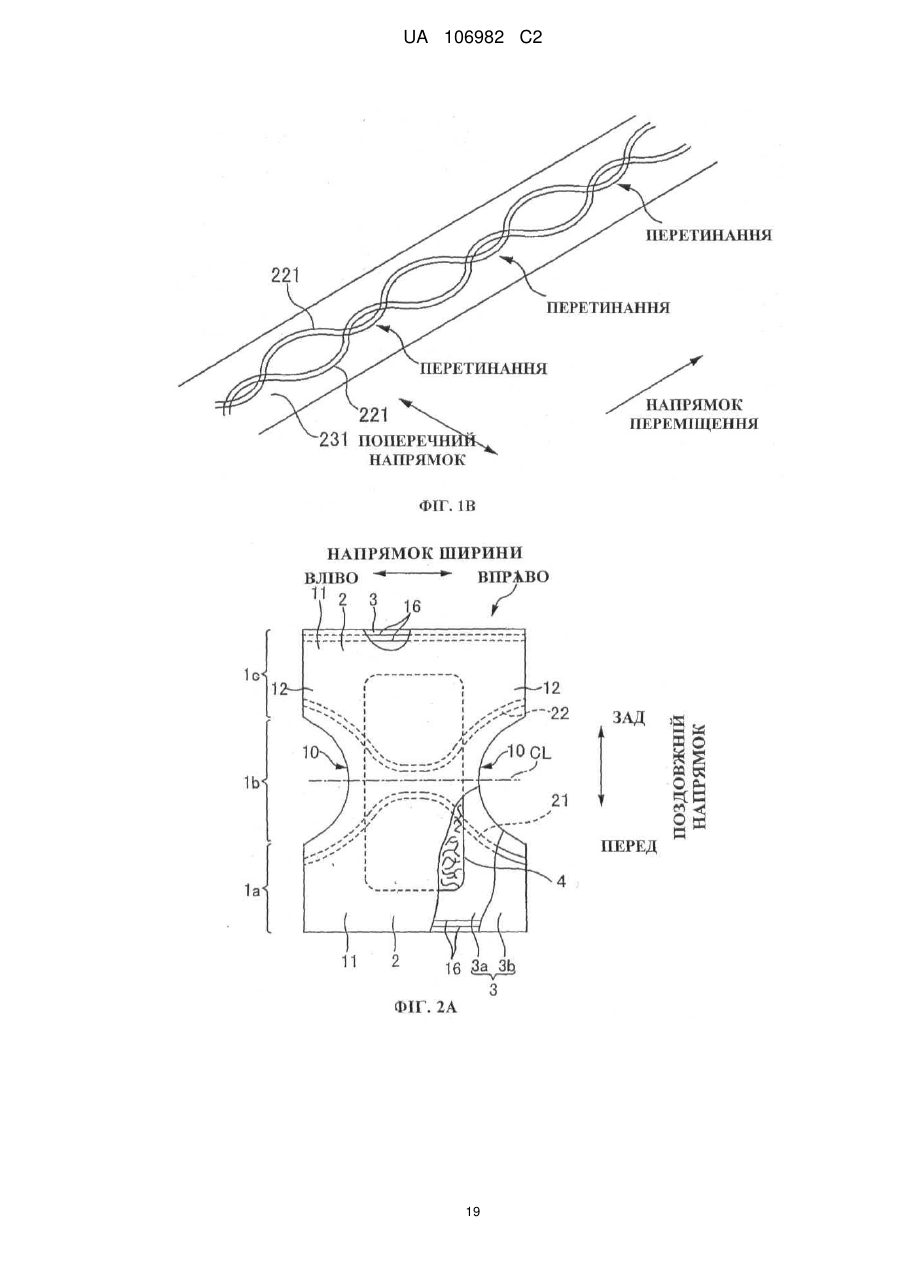
1. Спосіб виготовлення композитного листового матеріалу абсорбуючого виробу, в якому безперервний шар еластичного стрічкового елемента прикріплюють в заданій вигнутій формі до безперервного шару листового матеріалу, який безперервно переміщається в напрямку переміщення, який включає:
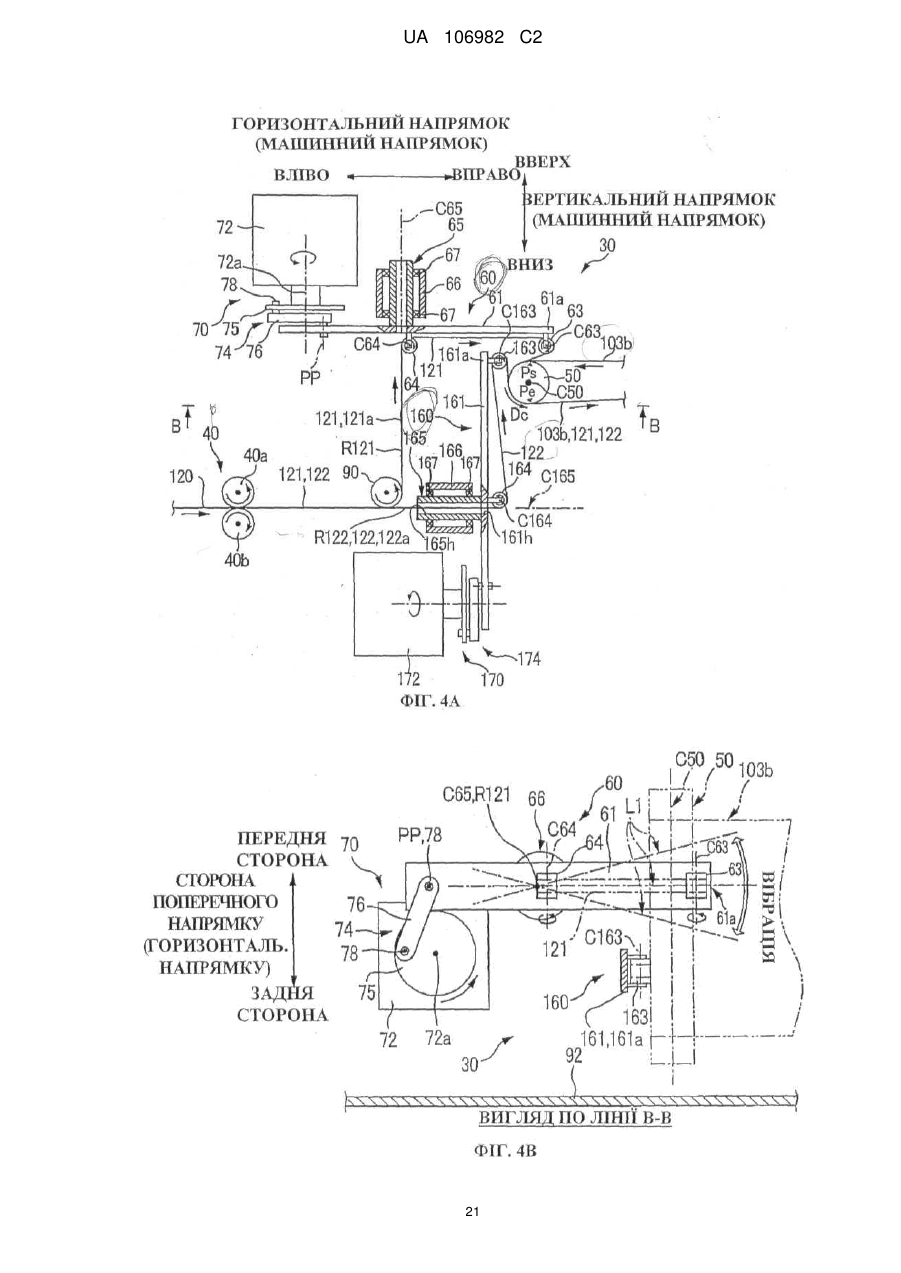
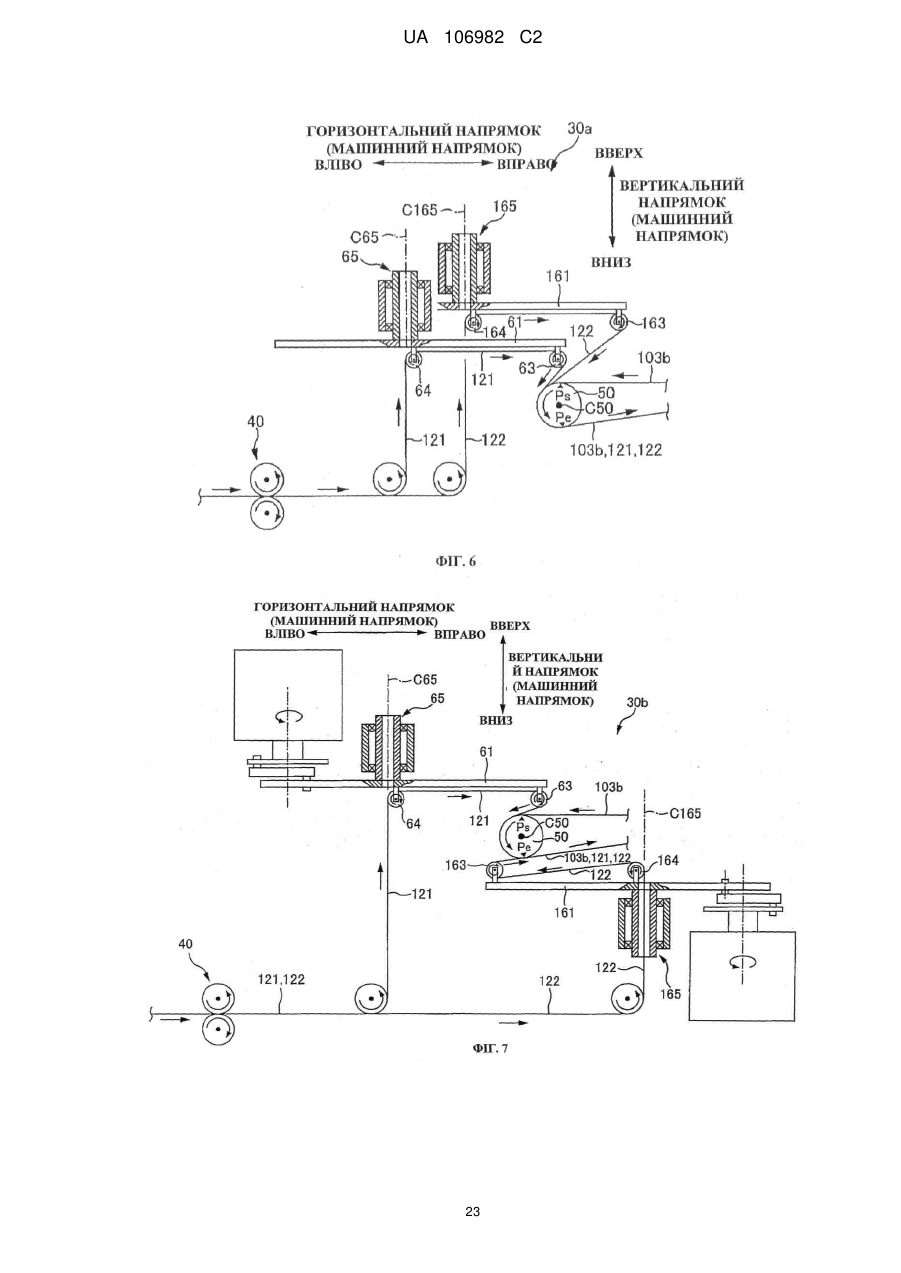
перше прикріплення безперервного шару першого еластичного стрічкового елемента до безперервного шару листового матеріалу шляхом подачі та поверхневого контакту безперервного шару першого еластичного стрічкового елемента з безперервним шаром листового матеріалу через перший вібруючий важіль, який вібрує в напрямку, що перетинає напрямок переміщення, з першою шпиндельною частиною як шарнірним центром; і
друге прикріплення безперервного шару другого еластичного стрічкового елемента до безперервного шару листового матеріалу шляхом подачі та поверхневого контакту безперервного шару другого еластичного стрічкового елемента з безперервним шаром листового матеріалу через другий вібруючий важіль, який вібрує в напрямку, що перетинає напрямок переміщення другою шпиндельною частиною як шарнірним центром,
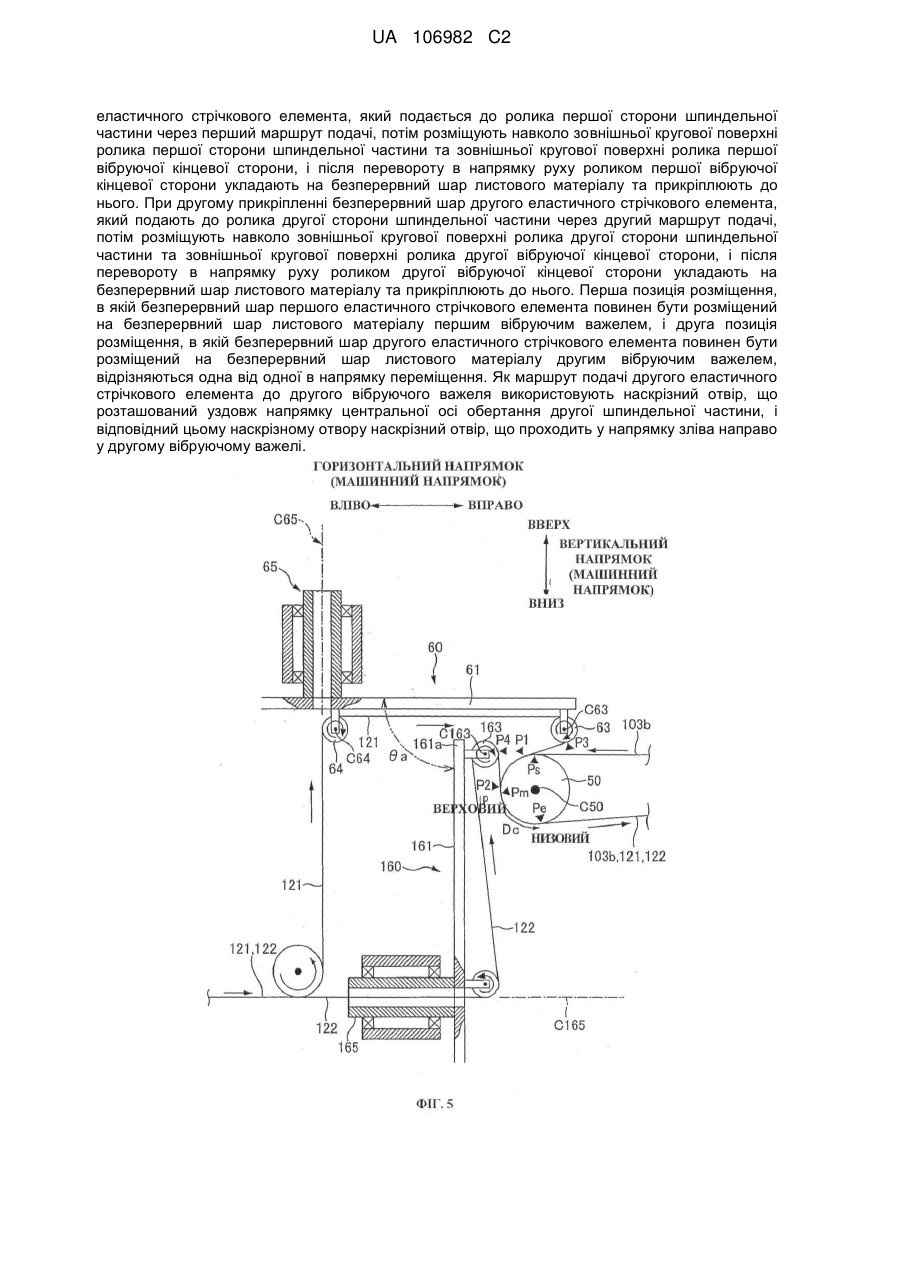
причому перший вібруючий важіль включає ролик першої вібруючої кінцевої сторони, встановлений на вібруючу кінцеву сторону першого вібруючого важеля, і ролик першої сторони шпиндельної частини, встановлений на першій стороні шпиндельної частини,
другий вібруючий важіль включає ролик другої вібруючої кінцевої сторони, встановлений на вібруючу кінцеву сторону другого вібруючого важеля, і ролик другої сторони шпиндельної частини, встановлений на другій стороні шпиндельної частини,
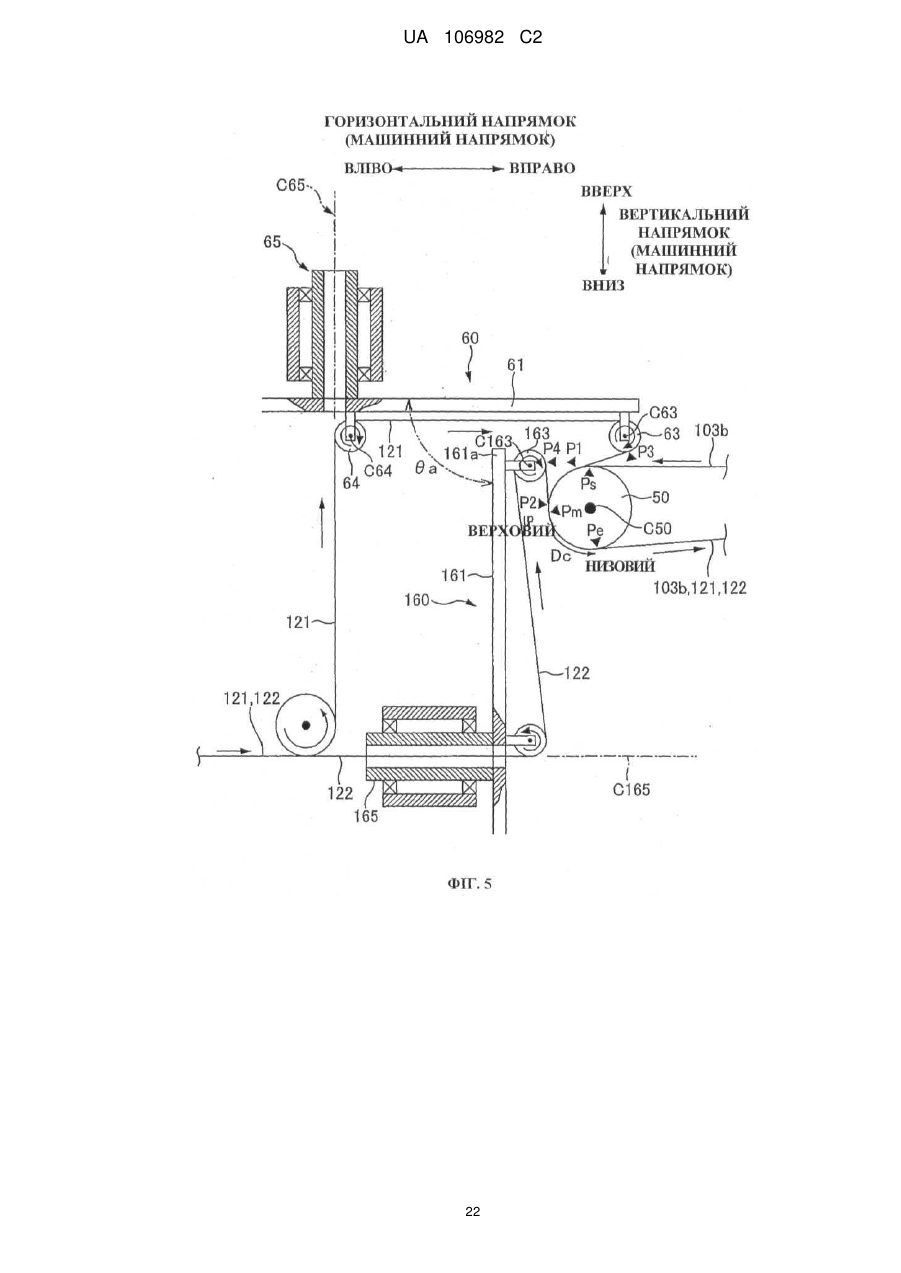
при цьому при першому прикріпленні безперервний шар першого еластичного стрічкового елемента, який подається до ролика першої сторони шпиндельної частини через перший маршрут подачі, потім розміщують навколо зовнішньої кругової поверхні ролика першої сторони шпиндельної частини та зовнішньої кругової поверхні ролика першої вібруючої кінцевої сторони, і після перевороту в напрямку руху роликом першої вібруючої кінцевої сторони укладають на безперервний шар листового матеріалу та прикріплюють до нього,
при другому прикріпленні безперервний шар другого еластичного стрічкового елемента, який подають до ролика другої сторони шпиндельної частини через другий маршрут подачі, потім розміщують навколо зовнішньої кругової поверхні ролика другої сторони шпиндельної частини та зовнішньої кругової поверхні ролика другої вібруючої кінцевої сторони, і після перевороту в напрямку руху роликом другої вібруючої кінцевої сторони укладають на безперервний шар листового матеріалу та прикріплюють до нього,
при цьому перша позиція розміщення, в якій безперервний шар першого еластичного стрічкового елемента повинен бути розміщений на безперервний шар листового матеріалу першим вібруючим важелем, і друга позиція розміщення, в якій безперервний шар другого еластичного стрічкового елемента повинен бути розміщений на безперервний шар листового матеріалу другим вібруючим важелем, відрізняються одна від одної в напрямку переміщення,
який відрізняється тим, що як маршрут подачі другого еластичного стрічкового елемента до другого вібруючого важеля використовують наскрізний отвір, що розташований уздовж напрямку центральної осі обертання другої шпиндельної частини, і відповідний цьому наскрізному отвору наскрізний отвір, що проходить у напрямку зліва направо у другому вібруючому важелі.
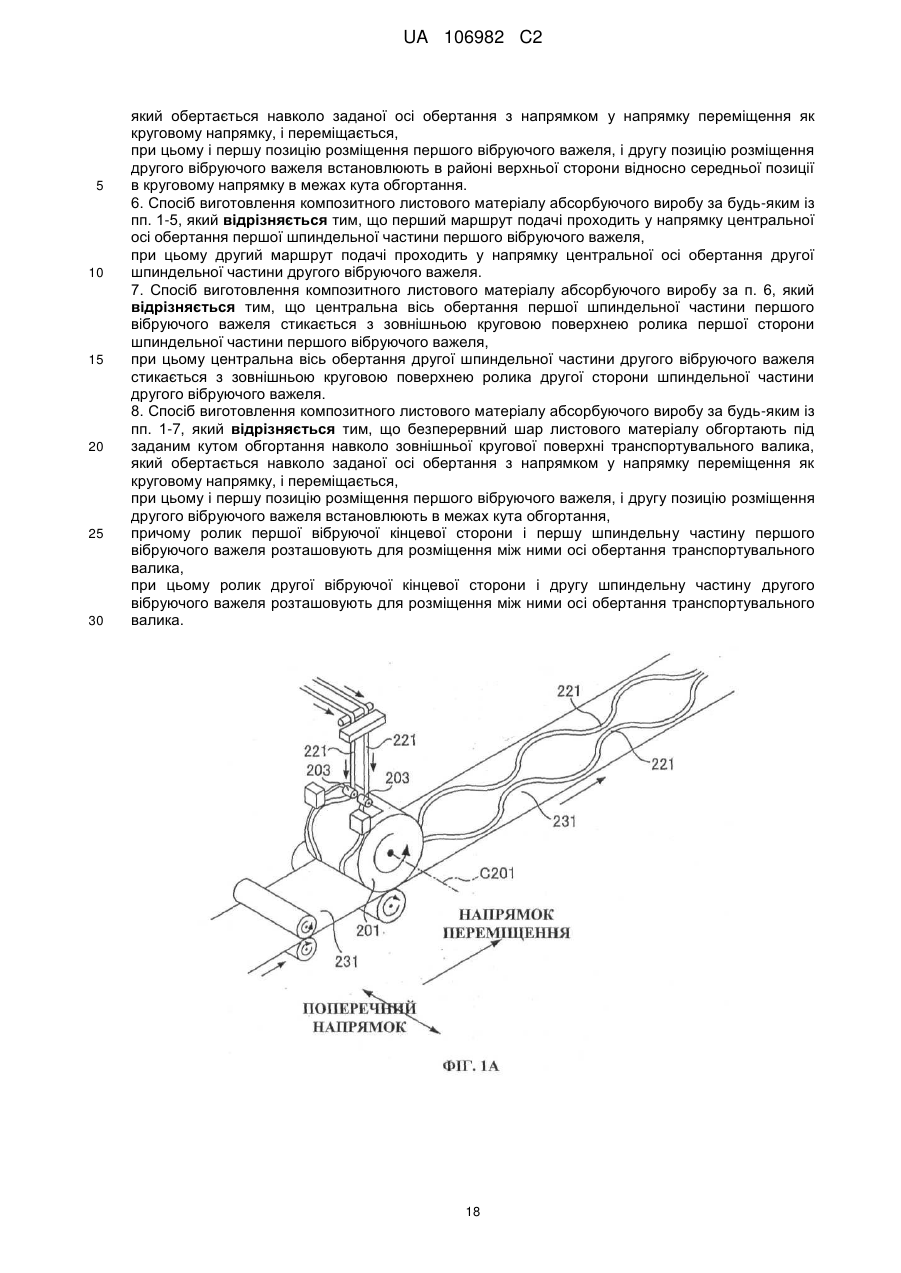
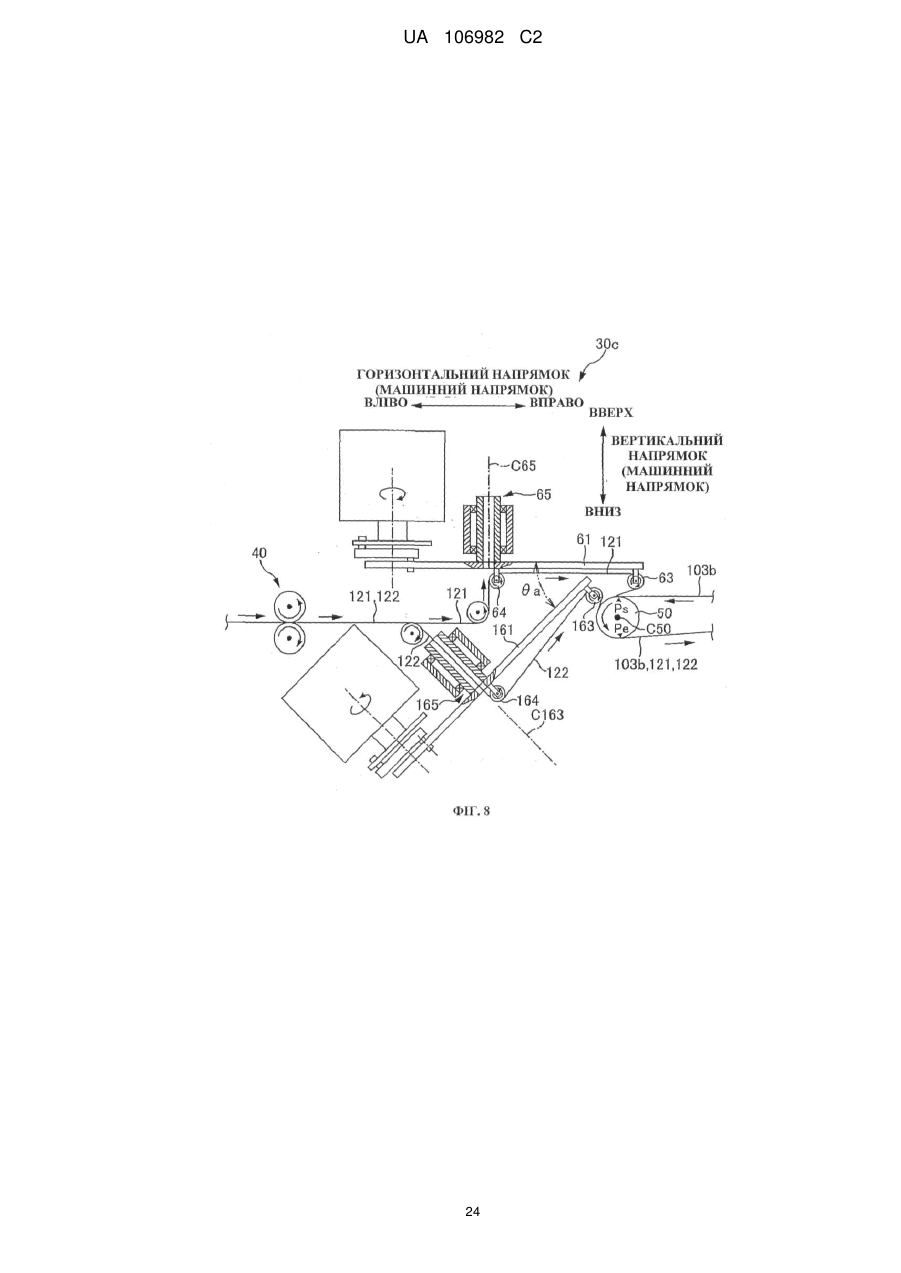
2. Спосіб виготовлення композитного листового матеріалу абсорбуючого виробу за п. 1, який відрізняється тим, що безперервний шар листового матеріалу обгортають під заданим кутом обгортання навколо зовнішньої кругової поверхні транспортувального валика, який обертається навколо заданої осі обертання з напрямком у напрямку переміщення як круговому напрямку, і переміщають,
при цьому і першу позицію розміщення першого вібруючого важеля, і другу позицію розміщення другого вібруючого важеля встановлюють в межах кута обгортання,
причому другу позицію розміщення встановлюють в низову сторону у порівнянні з першою позицією розміщення в круговому напрямку,
при цьому другий вібруючий важіль розташовують в позиції, в якій перший вібруючий важіль обертально перемістився в низову сторону в круговому напрямку тільки на заданий кут обертання (за винятком 0° і 360°) навколо уявної осі, паралельній осі обертання транспортувального валика.
3. Спосіб виготовлення композитного листового матеріалу абсорбуючого виробу за п. 2, який відрізняється тим, що кут обертання має довільне значення в межах від 30° до 150°.
4. Спосіб виготовлення композитного листового матеріалу абсорбуючого виробу за п. 1, який відрізняється тим, що безперервний шар листового матеріалу обгортають під заданим кутом обгортання навколо зовнішньої кругової поверхні транспортувального валика, який обертається навколо заданої осі обертання з напрямком у напрямку переміщення як круговому напрямку, і переміщається,
при цьому і першу позицію розміщення першого вібруючого важеля, і другу позицію розміщення другого вібруючого важеля встановлюють в межах кута обгортання,
причому центральна вісь обертання першої шпиндельної частини першого вібруючого важеля і центральна вісь обертання другої шпиндельної частини другого вібруючого важеля мають напрямки, що стоять навпроти, які перетинаються один з одним в уявній площині з напрямком осі обертання транспортувального валика як нормальним напрямком.
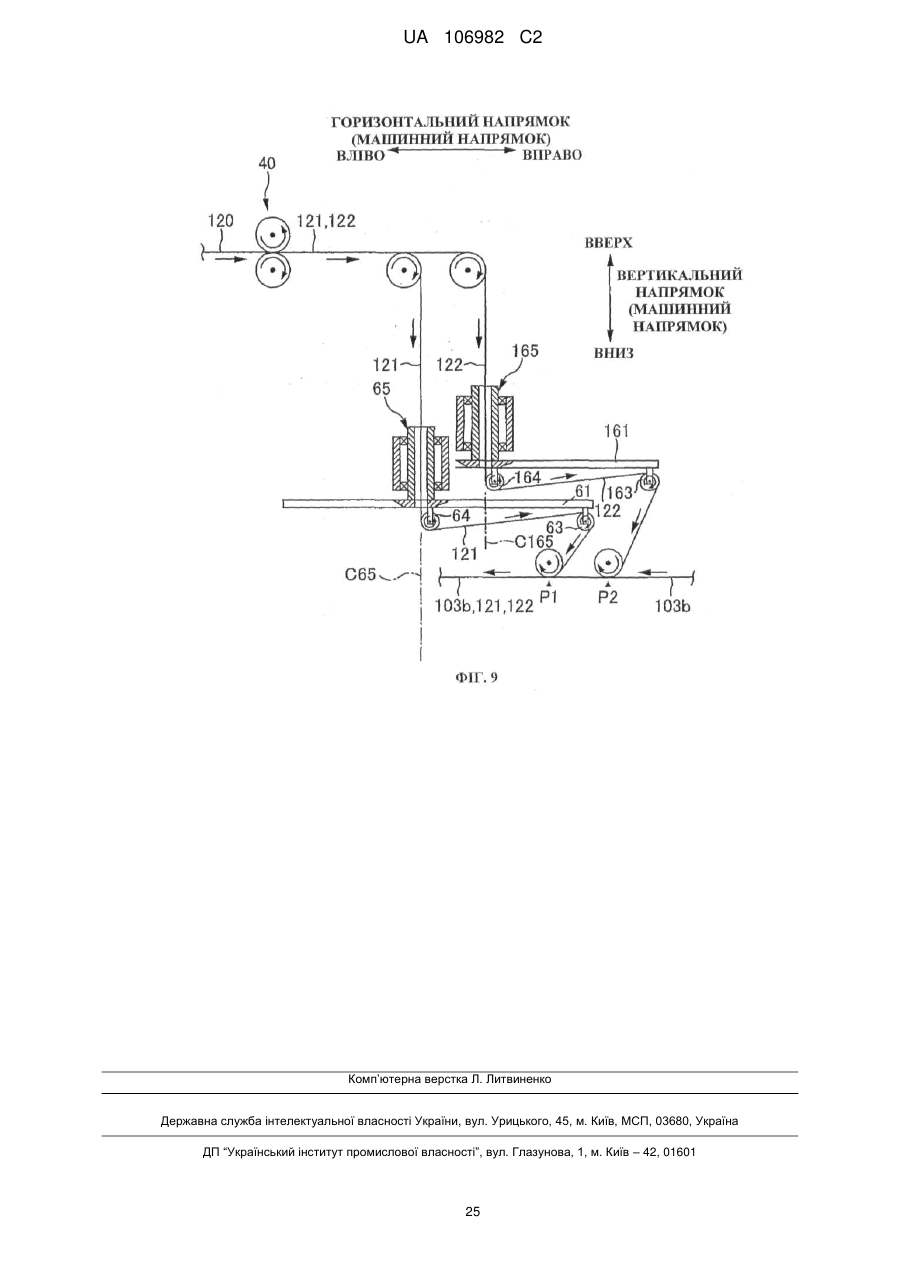
5. Спосіб виготовлення композитного листового матеріалу абсорбуючого виробу за будь-яким із пп. 1-4, який відрізняється тим, що безперервний шар листового матеріалу обгортають під заданим кутом обгортання навколо зовнішньої кругової поверхні транспортувального валика, який обертається навколо заданої осі обертання з напрямком у напрямку переміщення як круговому напрямку, і переміщається,
при цьому і першу позицію розміщення першого вібруючого важеля, і другу позицію розміщення другого вібруючого важеля встановлюють в районі верхньої сторони відносно середньої позиції в круговому напрямку в межах кута обгортання.
6. Спосіб виготовлення композитного листового матеріалу абсорбуючого виробу за будь-яким із пп. 1-5, який відрізняється тим, що перший маршрут подачі проходить у напрямку центральної осі обертання першої шпиндельної частини першого вібруючого важеля,
при цьому другий маршрут подачі проходить у напрямку центральної осі обертання другої шпиндельної частини другого вібруючого важеля.
7. Спосіб виготовлення композитного листового матеріалу абсорбуючого виробу за п. 6, який відрізняється тим, що центральна вісь обертання першої шпиндельної частини першого вібруючого важеля стикається з зовнішньою круговою поверхнею ролика першої сторони шпиндельної частини першого вібруючого важеля,
при цьому центральна вісь обертання другої шпиндельної частини другого вібруючого важеля стикається з зовнішньою круговою поверхнею ролика другоїсторони шпиндельної частини другого вібруючого важеля.
8. Спосіб виготовлення композитного листового матеріалу абсорбуючого виробу за будь-яким із пп. 1-7, який відрізняється тим, що безперервний шар листового матеріалу обгортають під заданим кутом обгортання навколо зовнішньої кругової поверхні транспортувального валика, який обертається навколо заданої осі обертання з напрямком у напрямку переміщення як круговому напрямку, і переміщається,
при цьому і першу позицію розміщення першого вібруючого важеля, і другу позицію розміщення другого вібруючого важеля встановлюють в межах кута обгортання,
причому ролик першої вібруючої кінцевої сторони і першу шпиндельну частину першого вібруючого важеля розташовують для розміщення між ними осі обертання транспортувального валика,
при цьому ролик другої вібруючої кінцевої сторони і другу шпиндельну частину другого вібруючого важеля розташовують для розміщення між ними осі обертання транспортувального валика.
Текст
Реферат: Заявлений спосіб виготовлення композитного листового матеріалу абсорбуючого виробу, в якому безперервний шар еластичного стрічкового елемента прикріплюють в заданій вигнутій формі до безперервного шару листового матеріалу, який безперервно переміщається в напрямку переміщення. Спосіб включає наступні етапи: перше прикріплення безперервного шару першого еластичного стрічкового елемента до безперервного шару листового матеріалу шляхом подачі та поверхневого контакту безперервного шару першого еластичного стрічкового елемента з безперервним шаром листового матеріалу через перший вібруючий важіль, який вібрує в напрямку, що перетинає напрямок переміщення, з першою шпиндельною частиною як шарнірним центром; і друге прикріплення безперервного шару другого еластичного стрічкового елемента до безперервного шару листового матеріалу шляхом подачі та поверхневого контакту безперервного шару другого еластичного стрічкового елемента з безперервним шаром листового матеріалу через другий вібруючий важіль, який вібрує в напрямку, що перетинає напрямок переміщення другою шпиндельною частиною як шарнірним центром. Перший вібруючий важіль включає ролик першої вібруючої кінцевої сторони, встановлений на вібруючу кінцеву сторону першого вібруючого важеля, і ролик першої сторони шпиндельної частини, встановлений на першій стороні шпиндельної частини. Другий вібруючий важіль включає ролик другої вібруючої кінцевої сторони, встановлений на вібруючу кінцеву сторону другого вібруючого важеля, і ролик другої сторони шпиндельної частини, встановлений на другій стороні шпиндельної частини. При першому прикріпленні безперервний шар першого UA 106982 C2 (12) UA 106982 C2 еластичного стрічкового елемента, який подається до ролика першої сторони шпиндельної частини через перший маршрут подачі, потім розміщують навколо зовнішньої кругової поверхні ролика першої сторони шпиндельної частини та зовнішньої кругової поверхні ролика першої вібруючої кінцевої сторони, і після перевороту в напрямку руху роликом першої вібруючої кінцевої сторони укладають на безперервний шар листового матеріалу та прикріплюють до нього. При другому прикріпленні безперервний шар другого еластичного стрічкового елемента, який подають до ролика другої сторони шпиндельної частини через другий маршрут подачі, потім розміщують навколо зовнішньої кругової поверхні ролика другої сторони шпиндельної частини та зовнішньої кругової поверхні ролика другої вібруючої кінцевої сторони, і після перевороту в напрямку руху роликом другої вібруючої кінцевої сторони укладають на безперервний шар листового матеріалу та прикріплюють до нього. Перша позиція розміщення, в якій безперервний шар першого еластичного стрічкового елемента повинен бути розміщений на безперервний шар листового матеріалу першим вібруючим важелем, і друга позиція розміщення, в якій безперервний шар другого еластичного стрічкового елемента повинен бути розміщений на безперервний шар листового матеріалу другим вібруючим важелем, відрізняються одна від одної в напрямку переміщення. Як маршрут подачі другого еластичного стрічкового елемента до другого вібруючого важеля використовують наскрізний отвір, що розташований уздовж напрямку центральної осі обертання другої шпиндельної частини, і відповідний цьому наскрізному отвору наскрізний отвір, що проходить у напрямку зліва направо у другому вібруючому важелі. UA 106982 C2 5 10 15 20 25 30 35 40 45 50 55 60 Галузь техніки Даний винахід стосується способів виготовлення і пристроїв для виготовлення композитних листових матеріалів абсорбуючих виробів. Рівень техніки Одноразові підгузники та подібні вироби традиційно відомі як приклад абсорбуючого виробу, який абсорбує рідкі виділення організму. На технологічній лінії його виготовлення безперервний шар листового матеріалу, який безперервно переміщається в напрямку переміщення, безперервно з'єднується з безперервним шаром еластичного елемента вигнутої форми, такої як синусоїда. Як приклад такого способу з'єднання документ JP-A-2004-159866 розкриває прикріплення еластичного елемента до листового матеріалу в процесі його вібрації за допомогою вібруючого важеля, який вібрує в напрямку, що перетинає напрямок переміщення листового матеріалу біля лінії переміщення листового матеріалу, і протягує ниткоподібний еластичний елемент через наскрізний отвір у вібруючому кінці вібруючого важеля. Крім того, документ JP-T-2003-517880 розкриває, як показано назображенні у перспективі на фіг. 1A, розміщення еластичного елемента 221 навколо прокатного ролика 203, який обертається навколо зовнішньої кругової поверхні передавального валика 201, шляхом зворотно-поступального руху прокатного ролика 203 в напрямку осі обертання C201 передавального валика 201, і еластичний елемент 221 втягується та утримується у вигнутій формі, такій як синусоїда, на зовнішній круговій поверхні передавального валика 201, а потім листовий матеріал 231 стикається із зовнішньою круговою поверхнею передавального валика 201 для накладення еластичного елемента 221 на листовий матеріал 231 і прикріплення його до нього. СУТЬ ВИНАХОДУ Технічна проблема Однак у випадку використання стрічкового елемента певної ширини (який надалі також іменується "еластичний стрічковий елемент"), такого як вищеописаний еластичний елемент у згаданому вище способі в документі JP-A-2004-159866, еластичний стрічковий елемент згинається при проходженні через наскрізний отвір у вібруючому кінці тощо, і в результаті важко досягти поверхневого контакту еластичного стрічкового елемента з листовим матеріалом і прикріпити його до нього. З іншого боку, в способі в документі JP-T-2003-517880 еластичний елемент 221 розміщується навколо зовнішньої кругової поверхні прокатного ролика 203, тому навіть у випадку, коли еластичний елемент 221 є еластичним стрічковим елементом, еластичний стрічковий елемент 221 може підтримуватися в плоскому стані та передаватися на передавальний валик 201, і в результаті еластичний стрічковий елемент 221 може досягти поверхневого контакту з листовим матеріалом 231 і бути прикріпленим до нього. Однак, як показано, наприклад, на фіг. 1B, при розташуванні пари еластичних стрічкових елементів 221, 221 у поперечному напрямку, який є ортогональним до напрямку переміщення, і прикріпленні їх до листового матеріалу 231 у формі розташування, в якій ці еластичні стрічкові елементи 221, 221 частково перетинаються один з одним, як показано на фіг. 1B, ці прокатні ролики 203, 203 встановлюються в такі самі позиції в круговому напрямку передавального валика 201, так що вони зіштовхуватимуться один з одним при зворотно-поступальному русі у поперечному напрямку. В результаті, еластичний стрічковий елемент 221 не може прикріплюватися в такій формі розташування. Даний винахід було створено у зв'язку з вищенаведеними проблемами відомого рівня техніки, і його метою є забезпечення способу виготовлення і пристрою для виготовлення композитного листового матеріалу абсорбуючого виробу, в якому може бути точно досягнутий поверхневий контакт принаймні безперервного шару пари еластичних стрічкових елементів з безперервним шаром листового матеріалу при поверхневому контакті та з'єднанні принаймні безперервного шару пари еластичних стрічкових елементів з безперервним шаром листового матеріалу в заданій вигнутій формі, та в якому ці еластичні стрічкові елементи можуть прикріплюватися до листового матеріалу без будь-яких проблем у формі розташування, в якій еластичні стрічкові елементи частково перетинаються або розміщені близько один до одного. Вирішення проблеми Одним аспектом винаходу для досягнення вищезгаданих переваг є спосіб виготовлення композитного листового матеріалу абсорбуючого виробу, в якому безперервний шар еластичного стрічкового елемента прикріплюється в заданій вигнутій формі до безперервного шару листового матеріалу, який безперервно переміщається в напрямку переміщення, причому спосіб включає: 1 UA 106982 C2 5 10 15 20 25 30 35 40 45 50 55 перше прикріплення безперервного шару першого еластичного стрічкового елемента до безперервного шару листового матеріалу шляхом подачі та поверхневого контакту безперервного шару першого еластичного стрічкового елемента з безперервним шаром листового матеріалу через перший вібруючий важіль, який вібрує в напрямку, що перетинає напрямок переміщення, з першою шпиндельною частиною як шарнірним центром; і друге прикріплення безперервного шару другого еластичного стрічкового елемента до безперервного шару листового матеріалу шляхом подачі та поверхневого контакту безперервного шару другого еластичного стрічкового елемента з безперервним шаром листового матеріалу через другий вібруючий важіль, який вібрує в напрямку, що перетинає напрямок переміщення другою шпиндельною частиною як шарнірний центр, при цьому перший вібруючий важіль включає ролик першої вібруючої кінцевої сторони, встановлений на вібруючу кінцеву сторону першого вібруючого важеля, і ролик першої сторони шпиндельної частини, встановлений на першій стороні шпиндельної частини, при цьому другий вібруючий важіль включає ролик другої вібруючої кінцевої сторони, встановлений на вібруючу кінцеву сторону другого вібруючого важеля, і ролик другої сторони шпиндельної частини, встановлений на другій стороні шпиндельної частини, причому при першому прикріпленні безперервний шар першого еластичного стрічкового елемента, який подається до ролика першої сторони шпиндельної частини через перший маршрут подачі, потім розміщається навколо зовнішньої кругової поверхні ролика першої сторони шпиндельної частини та зовнішньої кругової поверхні ролика першої вібруючої кінцевої сторони, і після перевороту в напрямку руху роликом першої вібруючої кінцевої сторони укладається на безперервний шар листового матеріалу та прикріплюється до нього, при цьому при другому прикріпленні безперервний шар другого еластичного стрічкового елемента, який подається до ролика другої сторони шпиндельної частини через другий маршрут подачі, потім розміщається навколо зовнішньої кругової поверхні ролика другої сторони шпиндельної частини та зовнішньої кругової поверхні ролика другої вібруючої кінцевої сторони, і після перевороту в напрямку руху роликом другої вібруючої кінцевої сторони укладається на безперервний шар листового матеріалу та прикріплюється до нього, при цьому перша позиція розміщення, в якій безперервний шар першого еластичного стрічкового елемента повинен бути розміщений на безперервний шар листового матеріалу першим вібруючим важелем, і друга позиція розміщення, в якій безперервний шар другого еластичного стрічкового елемента повинен бути розміщений на безперервний шар листового матеріалу другим вібруючим важелем, відрізняються одна від одної в напрямку переміщення. Крім того, пристрій для виготовлення композитного листового матеріалу абсорбуючого виробу, який прикріплює безперервний шар еластичного стрічкового елемента в заданій вигнутій формі до безперервного шару листового матеріалу, що безперервно переміщається в напрямку переміщення, причому пристрій включає: перший напрямний елемент, який прикріплює безперервний шар першого еластичного стрічкового елемента до безперервного шару листового матеріалу шляхом подачі та поверхневого контакту безперервного шару першого еластичного стрічкового елемента з безперервним шаром листового матеріалу через перший вібруючий важіль, який вібрує в напрямку, що перетинає напрямок переміщення, з першою шпиндельною частиною як шарнірним центром; і другий напрямний елемент, який прикріплює безперервний шар другого еластичного стрічкового елемента до безперервного шару листового матеріалу шляхом подачі та поверхневого контакту безперервного шару другого еластичного стрічкового елемента з безперервним шаром листового матеріалу через другий вібруючий важіль, який вібрує в напрямку, що перетинає напрямок переміщення другою шпиндельною частиною як шарнірний центр, при цьому перший вібруючий важіль включає ролик першої вібруючої кінцевої сторони, встановлений на вібруючу кінцеву сторону першого вібруючого важеля, і ролик першої сторони шпиндельної частини, встановлений на першій стороні шпиндельної частини, при цьому другий вібруючий важіль включає ролик другої вібруючої кінцевої сторони, встановлений на вібруючу кінцеву сторону другого вібруючого важеля, і ролик другої сторони шпиндельної частини, встановлений на другій стороні шпиндельної частини, причому безперервний шар першого еластичного стрічкового елемента, який подається до ролика першої сторони шпиндельної частини через перший маршрут подачі, потім розміщається навколо зовнішньої кругової поверхні ролика першої сторони шпиндельної частини та зовнішньої кругової поверхні ролика першої вібруючої кінцевої сторони, і після 2 UA 106982 C2 5 10 15 20 25 30 35 40 45 50 55 перевороту в напрямку руху роликом першої вібруючої кінцевої сторони укладається на безперервний шар листового матеріалу та прикріплюється до нього, при цьому безперервний шар другого еластичного стрічкового елемента, який подається до ролика другої сторони шпиндельної частини через другий маршрут подачі, потім розміщається навколо зовнішньої кругової поверхні ролика другої сторони шпиндельної частини та зовнішньої кругової поверхні ролика другої вібруючої кінцевої сторони, і після перевороту в напрямку руху роликом другої вібруючої кінцевої сторони укладається на безперервний шар листового матеріалу та прикріплюється до нього, при цьому перша позиція розміщення, в якій безперервний шар першого еластичного стрічкового елемента повинен бути розміщений на безперервний шар листового матеріалу першим вібруючим важелем, і друга позиція розміщення, в якій безперервний шар другого еластичного стрічкового елемента повинен бути розміщений на безперервний шар листового матеріалу другим вібруючим важелем, відрізняються одна від одної в напрямку переміщення. Корисні ефекти винаходу Згідно з цим винаходом може бути точно досягнутий поверхневий контакт принаймні безперервного шару пари еластичних стрічкових елементів з безперервним шаром листового матеріалу при поверхневому контакті та з'єднанні принаймні безперервного шару пари еластичних стрічкових елементів з безперервним шаром листового матеріалу в заданій вигнутій формі, і ці еластичні стрічкові елементи можуть прикріплюватися до листового матеріалу без будь-яких проблем у формі розташування, в якій еластичні стрічкові елементи частково перетинаються або розміщені близько один до одного. СТИСЛИЙ ОПИС КРЕСЛЕНЬ Фіг. 1A - вигляд у перспективі відомого способу прикріплення безперервного шару еластичного стрічкового елемента 221 заданої вигнутої форми до безперервного шару листового матеріалу 231, а фіг. 1B - пояснювальне зображення іншої форми розташування еластичного стрічкового елемента 221. Фіг. 2A - вигляд у плані в частковому розрізі підгузника 1, а фіг. 2B - покомпонентний вигляд у перспективі підгузника. Фіг. 3 - вигляд у перспективі підгузника 1 з еластичними стрічковими елементами 21, 22, розташованими так, щоб вони перехрещувалися один з одним у зворотній частині кожної вигнутої форми. Фіг. 4A - вигляд у перспективі, що зображує в частковому розрізі пристрій для виготовлення 30 цього варіанта втілення, а фіг. 4B - вигляд у поперечному розрізі по лінії B-B на фіг. 4A. Фіг. 5 - збільшене зображення частини біля транспортувального валика 50 на фіг. 4A. Фіг. 6 - пояснювальне зображення іншого відносного взаємного розташування першого вібруючого важеля 61 і другого вібруючого важеля 161. Фіг. 7 - пояснювальне зображення ще одного відносного взаємного розташування першого вібруючого важеля 61 і другого вібруючого важеля 161. Фіг. 8 - пояснювальне зображення ще одного додаткового відносного взаємного розташування першого вібруючого важеля 61 і другого вібруючого важеля 161. Фіг. 9 - пояснювальна схема, що зображує інший варіант втілення пристрою для виготовлення згідно з цим винаходом. ОПИС ВАРІАНТІВ ВТІЛЕННЯ Завдяки опису винаходу та кресленням, що додаються, стануть зрозумілі принаймні описані нижче питання. Спосіб виготовлення композитного листового матеріалу абсорбуючого виробу, в якому безперервний шар еластичного стрічкового елемента прикріплюється в заданій вигнутій формі до безперервного шару листового матеріалу, який безперервно переміщається в напрямку переміщення, причому спосіб включає: перше прикріплення безперервного шару першого еластичного стрічкового елемента до безперервного шару листового матеріалу шляхом подачі та поверхневого контакту безперервного шару першого еластичного стрічкового елемента з безперервним шаром листового матеріалу через перший вібруючий важіль, який вібрує в напрямку, що перетинає напрямок переміщення, з першою шпиндельною частиною як шарнірним центром; і друге прикріплення безперервного шару другого еластичного стрічкового елемента до безперервного шару листового матеріалу шляхом подачі та поверхневого контакту безперервного шару другого еластичного стрічкового елемента з безперервним шаром листового матеріалу через другий вібруючий важіль, який вібрує в напрямку, що перетинає напрямок переміщення другою шпиндельною частиною як шарнірний центр, 3 UA 106982 C2 5 10 15 20 25 30 35 40 45 50 55 при цьому перший вібруючий важіль включає ролик першої вібруючої кінцевої сторони, встановлений на вібруючу кінцеву сторону першого вібруючого важеля, і ролик першої сторони шпиндельної частини, встановлений на першій стороні шпиндельної частини, при цьому другий вібруючий важіль включає ролик другої вібруючої кінцевої сторони, встановлений на вібруючу кінцеву сторону другого вібруючого важеля, і ролик другої сторони шпиндельної частини, встановлений на другій стороні шпиндельної частини, при цьому при першому прикріпленні безперервний шар першого еластичного стрічкового елемента, який подається до ролика першої сторони шпиндельної частини через перший маршрут подачі, потім розміщається навколо зовнішньої кругової поверхні ролика першої сторони шпиндельної частини та зовнішньої кругової поверхні ролика першої вібруючої кінцевої сторони, і після перевороту в напрямку руху роликом першої вібруючої кінцевої сторони укладається на безперервний шар листового матеріалу та прикріплюється до нього, при цьому при другому прикріпленні безперервний шар другого еластичного стрічкового елемента, який подається до ролика другої сторони шпиндельної частини через другий маршрут подачі, потім розміщається навколо зовнішньої кругової поверхні ролика другої сторони шпиндельної частини та зовнішньої кругової поверхні ролика другої вібруючої кінцевої сторони, і після перевороту в напрямку руху роликом другої вібруючої кінцевої сторони укладається на безперервний шар листового матеріалу та прикріплюється до нього, при цьому перша позиція розміщення, в якій безперервний шар першого еластичного стрічкового елемента повинен бути розміщений на безперервний шар листового матеріалу першим вібруючим важелем, і друга позиція розміщення, в якій безперервний шар другого еластичного стрічкового елемента повинен бути розміщений на безперервний шар листового матеріалу другим вібруючим важелем, відрізняються одна від одної в напрямку переміщення. У способі виготовлення композитного листового матеріалу абсорбуючого виробу перша позиція розміщення першого вібруючого важеля і друга позиція розміщення другого вібруючого важеля відрізняються одна від одної в напрямку переміщення листового матеріалу, так що можна уникнути інтерференції між першим еластичним стрічковим елементом і другим еластичним стрічковим елементом при вібруванні. В результаті, навіть у випадку форми розташування, в якій вигнута форма першого еластичного стрічкового елемента, який прикріплюється до листового матеріалу першим вібруючим важелем, і вигнута форма другого еластичного стрічкового елемента, який прикріплюється до листового матеріалу другим вібруючим важелем, частково перехрещуються одна з одною або наближаються одна до одної, ці перший і другий еластичні стрічкові елементи можуть прикріплюватися без будь-яких проблем. Крім того, і перший еластичний стрічковий елемент, і другий еластичний стрічковий елемент розміщаються на листовому матеріалі після перевороту в напрямку руху роликом першої вібруючої кінцевої сторони та роликом другої вібруючої кінцевої сторони. Потім при перевороті кожен цей перший і другий еластичний стрічковий елемент обгортається навколо зовнішньої кругової поверхні ролика першої і другої вібруючої кінцевої сторони з заданим кутом обгортання, та зовнішньою круговою поверхнею кожен із цих еластичних стрічкових елементів утримується в плоскій формі, і в результаті підтримується в плоскій формі в першій і другій позиціях розміщення. Таким чином, перший і другий еластичні стрічкові елементи можуть точно досягати поверхневого контакту та прикріплюватися до листового матеріалу. Спосіб виготовлення композитного листового матеріалу абсорбуючого виробу, в якому, у кращому варіанті: безперервний шар листового матеріалу обгортається під заданим кутом обгортання навколо зовнішньої кругової поверхні транспортувального валика, який обертається навколо заданої осі обертання з напрямком у напрямку переміщення як круговому напрямку, і переміщається, і перша позиція розміщення першого вібруючого важеля, і друга позиція розміщення другого вібруючого важеля встановлюється в межах кута обгортання, друга позиція розміщення встановлюється в низову сторону у порівнянні з першою позицією розміщення в круговому напрямку, другий вібруючий важіль розташовується в позиції, в якій перший вібруючий важіль обертально перемістився в низову сторону в круговому напрямку тільки на заданий кут обертання (за винятком 0° і 360°) навколо уявної осі, паралельної осі обертання транспортувального валика. За допомогою способу виготовлення композитного листового матеріалу абсорбуючого виробу можна успішно досягти і компактної форми пристрою для виготовлення способу виготовлення, і вдосконалення точності позиції прикріплення першого еластичного стрічкового 4 UA 106982 C2 5 10 15 20 25 30 35 40 45 50 55 60 елемента та другого еластичного стрічкового елемента до листового матеріалу. Деталі викладені нижче. Другий вібруючий важіль розташовується в позиції, в якій перший вібруючий важіль обертально перемістився тільки на кут обертання навколо уявної осі. Таким чином, при точному уникненні інтерференції між першим вібруючим важелем і другим вібруючим важелем розмір простору, необхідного для уникнення інтерференції, може бути зменшений. В результаті, пристрій для способу виготовлення може бути зроблений компактним. Крім того, обертальним рухом практично підтримується відносне взаємне розташування між роликом першої вібруючої кінцевої сторони і транспортувальним валиком та між роликом другої вібруючої кінцевої сторони і транспортувальним валиком. Таким чином, і ролик першої вібруючої кінцевої сторони, і ролик другої вібруючої кінцевої сторони можуть бути розташовані близько до транспортувального валика, і тому і перший еластичний стрічковий елемент, і другий еластичний стрічковий елемент можуть прикріплюватися з високою точністю в цільовій позиції прикріплення до листового матеріалу. Спосіб виготовлення композитного листового матеріалу абсорбуючого виробу, в якому, у кращому варіанті, кут обертання має довільне значення в межах від 30° до 150°. За допомогою способу виготовлення композитного листового матеріалу абсорбуючого виробу можна успішно точно досягти і компактної форми пристрою для способу виготовлення, і вдосконалення точності позиції прикріплення першого еластичного стрічкового елемента та другого еластичного стрічкового елемента до листового матеріалу. Спосіб виготовлення композитного листового матеріалу абсорбуючого виробу, в якому, у кращому варіанті, безперервний шар листового матеріалу обгортається під заданим кутом обгортання навколо зовнішньої кругової поверхні транспортувального валика, який обертається навколо заданої осі обертання з напрямком у напрямку переміщення як круговому напрямку, і переміщається, при цьому і перша позиція розміщення першого вібруючого важеля, і друга позиція розміщення другого вібруючого важеля встановлюється в межах кута обгортання, причому центральна вісь обертання першої шпиндельної частини першого вібруючого важеля і центральна вісь обертання другої шпиндельної частини другого вібруючого важеля мають напрямки, що стоять навпроти, які перетинаються один з одним в уявній площині з напрямком осі обертання транспортувального валика як нормальним напрямком. В способі виготовлення композитного листового матеріалу абсорбуючого виробу перший вібруючий важіль і другий вібруючий важіль розташовуються так, щоб перетинатися один з одним в уявній площині. Таким чином, при точному уникненні інтерференції між першим вібруючим важелем і другим вібруючим важелем розмір простору, необхідного для уникнення інтерференції, може бути зменшений. В результаті, пристрій для способу виготовлення може бути зроблений компактним. Спосіб виготовлення композитного листового матеріалу абсорбуючого виробу, в якому, у кращому варіанті, безперервний шар листового матеріалу обгортається під заданим кутом обгортання навколо зовнішньої кругової поверхні транспортувального валика, який обертається навколо заданої осі обертання з напрямком у напрямку переміщення як круговому напрямку, і переміщається, при цьому і перша позиція розміщення першого вібруючого важеля, і друга позиція розміщення другого вібруючого важеля встановлюються в районі верхової сторони в порівнянні з середньою позицією в круговому напрямку в межах кута обгортання. В способі виготовлення композитного листового матеріалу абсорбуючого виробу район, в якому перший еластичний стрічковий елемент і другий еластичний стрічковий елемент перекриваються і притискаються до листового матеріалу на транспортувальному валику, може бути розташований у різних місцях по круговому напрямку транспортувального валика, і в результаті перший еластичний стрічковий елемент і другий еластичний стрічковий елемент можуть міцно прикріплюватися до листового матеріалу. Спосіб виготовлення композитного листового матеріалу абсорбуючого виробу, в якому, у кращому варіанті, перший маршрут подачі проходить у напрямку центральної осі обертання першої шпиндельної частини першого вібруючого важеля, при цьому другий маршрут подачі проходить у напрямку центральної осі обертання другої шпиндельної частини другого вібруючого важеля. В способі виготовлення композитного листового матеріалу абсорбуючого виробу перший еластичний стрічковий елемент подається на ролик першої сторони шпиндельної частини в напрямку центральної осі обертання першої шпиндельної частини. Таким чином, рух у напрямку 5 UA 106982 C2 5 10 15 20 25 30 35 40 45 50 55 60 перетинання першого еластичного стрічкового елемента, який може відбутися через вібруючий рух першого вібруючого важеля, в основному відбувається як скривлення частини першого еластичного стрічкового елемента, розміщеного на верховій стороні у порівнянні з роликом першої сторони шпиндельної частини, і амортизується там, і таким чином падіння першого еластичного стрічкового елемента з ролика першої сторони шпиндельної частини можна фактично уникнути. Аналогічно, другий еластичний стрічковий елемент подається на ролик другої сторони шпиндельної частини в напрямку центральної осі обертання другої шпиндельної частини. Таким чином, рух у напрямку перетинання другого еластичного стрічкового елемента, який може відбутися через вібруючий рух другого вібруючого важеля, в основному відбувається як скривлення частини другого еластичного стрічкового елемента, розміщеного на верховій стороні у порівнянні з роликом другої сторони шпиндельної частини, і амортизується там, і таким чином падіння другого еластичного стрічкового елемента з ролика другої сторони шпиндельної частини можна фактично уникнути. Спосіб виготовлення композитного листового матеріалу абсорбуючого виробу, в якому, у кращому варіанті, центральна вісь обертання першої шпиндельної частини першого вібруючого важеля стикається з зовнішньою круговою поверхнею ролика першої сторони шпиндельної частини першого вібруючого важеля, при цьому центральна вісь обертання другої шпиндельної частини другого вібруючого важеля стикається з зовнішньою круговою поверхнею ролика другої сторони шпиндельної частини другого вібруючого важеля. В способі виготовлення композитного листового матеріалу абсорбуючого виробу центральна вісь обертання першої шпиндельної частини стикається із зовнішньою круговою поверхнею ролика першої сторони шпиндельної частини. Таким чином, перший еластичний стрічковий елемент точно подається на ролик першої сторони шпиндельної частини в напрямку центральної осі обертання першої шпиндельної частини. В результаті, рух першого еластичного стрічкового елемента в напрямку перетинання, який може відбутися через вібруючий рух першого вібруючого важеля, точно відбувається як скривлення частини першого еластичного стрічкового елемента, розміщеного на верховій стороні в порівнянні з роликом першої сторони шпиндельної частини, і амортизується там, в результаті чого можна фактично уникнути падіння першого еластичного стрічкового елемента з ролика першої сторони шпиндельної частини. Аналогічно, центральна вісь обертання другої шпиндельної частини стикається з зовнішньою круговою поверхнею ролика другої сторони шпиндельної частини. Таким чином, другий еластичний стрічковий елемент точно подається на ролик другої сторони шпиндельної частини в напрямку центральної осі обертання другої шпиндельної частини. В результаті, рух другого еластичного стрічкового елемента в напрямку перетинання, який може відбутися через вібруючий рух другого вібруючого важеля, точно відбувається як скривлення частини другого еластичного стрічкового елемента, розміщеного на верховій стороні в порівнянні з роликом другої сторони шпиндельної частини, і амортизується там, в результаті чого падіння другого еластичного стрічкового елемента з ролика другої сторони шпиндельної частини можна фактично уникнути. Спосіб виготовлення композитного листового матеріалу абсорбуючого виробу, в якому, у кращому варіанті, безперервний шар листового матеріалу обгортається під заданим кутом обгортання навколо зовнішньої кругової поверхні транспортувального валика, який обертається навколо заданої осі обертання з напрямком у напрямку переміщення як круговому напрямку, і переміщається, при цьому і перша позиція розміщення першого вібруючого важеля, і друга позиція розміщення другого вібруючого важеля встановлюється в межах кута обгортання, при цьому ролик першої вібруючої кінцевої сторони і перша шпиндельна частина першого вібруючого важеля розташовуються для розміщення між ними осі обертання транспортувального валика, причому ролик другої вібруючої кінцевої сторони і друга шпиндельна частина другого вібруючого важеля розташовуються для розміщення між ними осі обертання транспортувального валика. В способі виготовлення композитного листового матеріалу абсорбуючого виробу напрямок руху і першого еластичного стрічкового елемента, і другого еластичного стрічкового елемента перевертається першим вібруючим роликом і другим вібруючим роликом, а потім кожен еластичний стрічковий елемент може обгортатися навколо зовнішньої кругової поверхні транспортувального ролика. Таким чином, і перший еластичний стрічковий елемент, і другий 6 UA 106982 C2 5 10 15 20 25 30 35 40 45 50 55 еластичний стрічковий елемент можуть підтримуватися в плоскій формі та розміщуватися на листовому матеріалі, в результаті чого кожен еластичний стрічковий елемент може точно досягати поверхневого контакту та прикріплюватися до листового матеріалу. Пристрій для виготовлення композитного листового матеріалу абсорбуючого виробу, який прикріплює безперервний шар еластичного стрічкового елемента в заданій вигнутій формі до безперервного шару листового матеріалу, що безперервно переміщається в напрямку переміщення, причому пристрій включає: перший напрямний елемент, який прикріплює безперервний шар першого еластичного стрічкового елемента до безперервного шару листового матеріалу шляхом подачі та поверхневого контакту безперервного шару першого еластичного стрічкового елемента з безперервним шаром листового матеріалу через перший вібруючий важіль, який вібрує в напрямку, що перетинає напрямок переміщення, з першою шпиндельною частиною як шарнірним центром; і другий напрямний елемент, який прикріплює безперервний шар другого еластичного стрічкового елемента до безперервного шару листового матеріалу шляхом подачі та поверхневого контакту безперервного шару другого еластичного стрічкового елемента з безперервним шаром листового матеріалу через другий вібруючий важіль, який вібрує в напрямку, що перетинає напрямок переміщення другою шпиндельною частиною як шарнірний центр, при цьому перший вібруючий важіль включає ролик першої вібруючої кінцевої сторони, встановлений на вібруючу кінцеву сторону першого вібруючого важеля, і ролик першої сторони шпиндельної частини, встановлений на першій стороні шпиндельної частини, при цьому другий вібруючий важіль включає ролик другої вібруючої кінцевої сторони, встановлений на вібруючу кінцеву сторону другого вібруючого важеля, і ролик другої сторони шпиндельної частини, встановлений на другій стороні шпиндельної частини, причому безперервний шар першого еластичного стрічкового елемента, який подається до ролика першої сторони шпиндельної частини через перший маршрут подачі, потім розміщається навколо зовнішньої кругової поверхні ролика першої сторони шпиндельної частини та зовнішньої кругової поверхні ролика першої вібруючої кінцевої сторони, і після перевороту в напрямку руху роликом першої вібруючої кінцевої сторони укладається на безперервний шар листового матеріалу та прикріплюється до нього, при цьому безперервний шар другого еластичного стрічкового елемента, який подається до ролика другої сторони шпиндельної частини через другий маршрут подачі, потім розміщається навколо зовнішньої кругової поверхні ролика другої сторони шпиндельної частини та зовнішньої кругової поверхні ролика другої вібруючої кінцевої сторони, і після перевороту в напрямку руху роликом другої вібруючої кінцевої сторони укладається на безперервний шар листового матеріалу та прикріплюється до нього, при цьому перша позиція розміщення, в якій безперервний шар першого еластичного стрічкового елемента повинен бути розміщений на безперервний шар листового матеріалу першим вібруючим важелем, і друга позиція розміщення, в якій безперервний шар другого еластичного стрічкового елемента повинен бути розміщений на безперервний шар листового матеріалу другим вібруючим важелем, відрізняються одна від одної в напрямку переміщення. У пристрої для виготовлення композитного листового матеріалу абсорбуючого виробу перша позиція розміщення першого вібруючого важеля і друга позиція розміщення другого вібруючого важеля відрізняються одна від одної в напрямку переміщення листового матеріалу, так що можна уникнути інтерференції між першим еластичним стрічковим елементом і другим еластичним стрічковим елементом при вібруванні. В результаті, навіть у випадку форми розташування, в якій вигнута форма першого еластичного стрічкового елемента, який прикріплюється до листового матеріалу першим вібруючим важелем, і вигнута форма другого еластичного стрічкового елемента, який прикріплюється до листового матеріалу другим вібруючим важелем, частково перехрещуються одна з одною або наближаються одна до одної, ці перший і другий еластичні стрічкові елементи можна прикріплювати без будь-яких проблем. Крім того, і перший еластичний стрічковий елемент, і другий еластичний стрічковий елемент розміщуються на листовому матеріалі після перевороту в напрямку руху роликом першої вібруючої кінцевої сторони та роликом другої вібруючої кінцевої сторони. При перевороті кожен цей перший і другий еластичний стрічковий елемент обгортається навколо зовнішньої кругової поверхні ролика першої і другої вібруючої кінцевої сторони з заданим кутом обгортання, та зовнішньою круговою поверхнею кожен із цих еластичних стрічкових елементів утримується в плоскій формі, і в результаті підтримується в плоскій формі в першій і другій позиціях 7 UA 106982 C2 5 10 15 20 25 30 35 40 45 50 55 60 розміщення. Таким чином, перший і другий еластичні стрічкові елементи можуть точно досягати поверхневого контакту та прикріплюватися до листового матеріалу. Варіант втілення Спосіб виготовлення і пристрій для виготовлення листового матеріалу даного варіанта втілення застосовуються, наприклад, на технологічній лінії виготовлення одноразового підгузника 1 (відповідає абсорбуючому виробу). Підгузник 1 Фіг. 2A - вигляд у плані в частковому розрізі підгузника 1, а фіг. 2B - покомпонентний вигляд у перспективі підгузника. Обидві схеми показують розкладений стан, у якому зона передньої частини тіла 1a і зона задньої частини тіла 1c розділені в проміжній частині підгузника 1 типу трусиків. Цей підгузник 1 має поздовжній напрямок, напрямок ширини і напрямок товщини, які перпендикулярні один одному, і вздовж поздовжнього напрямку підгузника 1 визначаються зона передньої частини тіла 1a, зона промежини 1b і зона задньої частини тіла 1c. Також підгузник 1 має в напрямку товщини проникний для рідини поверхневий шар 2, непроникний для рідини задній шар 3 і абсорбуючу рідину прокладку 4, розташовану між шарами 2, 3. Поверхневий шар 2 і задній шар 3 накладаються один на одний в частині, що простягається назовні від зовнішнього краю абсорбуючої прокладки 4, і скріплюються один з одним, наприклад, плавким адгезивом. Таким чином, клапани кінцевого краю 11 утворюються в передній і задній частині в поздовжньому напрямку, а клапани бічного краю 12 утворюються зліва і справа в напрямку ширини. Слід зазначити, що в зоні промежини 1b клапанів бічного краю 12 утворені ввігнуті ділянки 10 навколо ніг, які робляться увігнутими всередину в напрямку ширини, і підгузник 1 в цілому має практично форму пісочного годинника. Для поверхневого шару 2, наприклад, використовується проникна для рідини полімерна плівка або нетканий матеріал. Задній шар 3 містить внутрішній шар 3a, звернений до поверхневого шару 2, зовнішній шар 3b, звернений до внутрішнього шару 3a, і обидва ці шари 3a, 3b мають практично однакову форму і однаковий розмір один з одним, і з'єднуються шляхом склеювання або спаювання. Як внутрішній шар 3a використовується непроникна для рідини полімерна плівка або нетканий матеріал, а як зовнішній шар 3b використовується проникний для повітря нетканий матеріал. Кожен із клапанів кінцевого краю 11 зон передньої та задньої частини тіла 1a, 1c з'єднується з еластичним елементом для прилягання до тіла 16 у розтягнутому стані, розміщеним між поверхневим шаром 2 і заднім шаром 3. Крім того, зона промежини 1b і близькі до неї ділянки мають передній еластичний стрічковий елемент 21 і задній еластичний стрічковий елемент 22 упоперек і вздовж напрямку ширини підгузника 1. Для таких еластичних стрічкових елементів 21, 22 використовують, наприклад, розтяжний нетканий матеріал або стрічкоподібну гуму тощо. Кожен із цих еластичних стрічкових елементів 21, 22 проходить в напрямку ширини в заданій вигнутій формі, яка вигинається в опуклій формі до центральної лінії CL, що розділяє підгузник 1 практично навпіл на передню і задню частини у поздовжньому напрямку, та еластичні стрічкові елементи 21, 22 виконані між внутрішнім шаром 3a і зовнішнім шаром 3b, які складають задній шар 3, і, наприклад, прикріплюються до внутрішньої поверхні зовнішнього шару 3b у розтягнутому стані. Ці передні і задні еластичні стрічкові елементи 21, 22 взаємодіють для надання еластичності ввігнутим ділянкам 10 навколо ніг. Слід зазначити, що синусоїда тут наводиться як приклад вигнутої форми цих еластичних стрічкових елементів 21, 22, але вигнута форма може відповідно змінюватися, щоб увігнуті ділянки 10 навколо ніг могли ефективно прилягати до ніг того, хто носить підгузник. Крім того, щоб підсилити прилягання практично по всій довжині ввігнутої ділянки 10 навколо ноги, як зображено на фіг. 3, еластичні стрічкові елементи 21, 22 можуть розташовуватися для перетинання один з одним у зворотній частині кожної вигнутої форми, а також, щоб послабити еластичність в районі перетинання R, частина еластичних стрічкових елементів 21, 22, яка відноситься до району перетинання R, може бути розділена. До речі, еластичність цього району перетинання R послабляється, тому що, якщо існує еластичність на ділянці абсорбуючої прокладки 4, утворюються складки в абсорбуючій прокладці 4, що може призвести до погіршення і абсорбування рідини. Спосіб виготовлення і пристрій 30 для виготовлення композитного листового матеріалу цього варіанта втілення Такий підгузник 1 повинен комплектуватися основним матеріалом підгузника 1, який безперервно рухається по виробничій лінії і до якого прикріплюються різні структурні компоненти. Спосіб виготовлення і пристрій 30 для виготовлення композитного листового 8 UA 106982 C2 5 10 15 20 25 30 35 40 45 50 55 матеріалу відповідно до цього варіанта втілення здійснює один із процесів. Тобто, тут спосіб виготовлення і пристрій 30 для виготовлення застосовуються у процесі прикріплення у вищеописаній вигнутій формі безперервного шару еластичного стрічкового елемента 121 як вищеописаного переднього еластичного стрічкового елемента 21 (відповідає безперервному шару першого еластичного стрічкового елемента, який надалі також іменується "перший еластичний стрічковий елемент 121") і безперервного шару еластичного стрічкового елемента 122 як вищеописаного заднього еластичного стрічкового елемента 21 (відповідає безперервному шару другого еластичного стрічкового елемента, який надалі також іменується "другий еластичний стрічковий елемент 122") до безперервного шару листового матеріалу 103b як зовнішнього шару 3b вищеописаного заднього шару 3 (який надалі іменується "шар 103b"). Фіг. 4A - вигляд у перспективі, що зображує в частковому розрізі пристрій 30 для виготовлення описуваного способу, а фіг. 4B - вигляд у поперечному розрізі по лінії B-B на фіг. 4A. Крім того, фіг. 5 - збільшене зображення частини біля транспортувального валика 50 на фіг. 4A. Слід зазначити, що надалі напрямок ширини пристрою 30 для виготовлення називається поперечний напрямок або передня сторона - задня сторона. Крім того, напрямок, перпендикулярний поперечному напрямку, називається машинний напрямок. Тобто машинний напрямок є довільним напрямком на площині, перпендикулярним поперечному напрямку. Також, що стосується машинного напрямку, як зображено на фіг. 4A, два напрямки, які перпендикулярні один одному, визначаються як напрямок вгору - вниз (вертикальний напрямок) і напрямок вліво - вправо (горизонтальний напрямок). До речі, як зображено на фіг. 4B, поперечний напрямок знаходиться також у горизонтальному напрямку, і знаходиться в перпендикулярному відношенні до напрямку вліво - вправо в горизонтальному напрямку. Цей пристрій 30 для виготовлення включає (1) транспортувальний валик 50, який переміщає листовий матеріал 103b у машинному напрямку (відповідає напрямку переміщення) шляхом обгортання листового матеріалу 103b під заданим кутом обгортання та обертання; (2) різальний пристрій 40, розташований з лівої сторони від транспортувального валика 50, який розділяє навпіл по центру в поперечному напрямку листовий елемент 120, який є початковим листовим матеріалом, зробленим з еластичного стрічкового елемента, що безперервно подається зліва, і утворює перший і другий еластичні стрічкові елементи 121, 122; (3) перший напрямний елемент 60, який безперервно розміщає перший еластичний стрічковий елемент 121 у розтягнутому стані на частину листового матеріалу 103b, що обгортається навколо зовнішньої кругової поверхні транспортувального валика 50, і скріплює їх, та (4) другий напрямний елемент 160, який безперервно розміщає другий еластичний стрічковий елемент 122 у розтягнутому стані на частину того самого листового матеріалу 103b і скріплює їх. Кожен із першого і другого напрямних елементів 60, 160 подає еластичні стрічкові елементи 121, 122, за які вони відповідають, до листового матеріалу 103b у машинному напрямку і рухає назад і вперед кожний з еластичних стрічкових елементів 121, 122 у поперечному напрямку (відповідає напрямку перетинання). Таким чином, кожний з еластичних стрічкових елементів 121, 122 перекривається на зовнішній поверхні листового матеріалу 103b і прикріплюється, в той час як позиція прикріплення до листового матеріалу 103b у поперечному напрямку постійно змінюється щомиті. В результаті, зовнішня поверхня листового матеріалу 103b скріплюється в стані поверхневого контакту з парою еластичних стрічкових елементів 121, 122 у заданій вигнутій формі, такій як синусоїда. До речі, саме собою зрозуміло, що перед прикріпленням кожного з еластичних стрічкових елементів 121, 122 до листового матеріалу 103b, плавкий адгезив або подібна речовина повинен бути нанесений на кожний з еластичних стрічкових елементів 121, 122 пристроєм для нанесення адгезиву, який не показаний. Нижче описаний кожний структурний елемент 40, 50, 60, 160. Слід зауважити, що в нижченаведеному описі, якщо спеціально не зазначено, кожний структурний пристрій згідно з пристроєм 30 для виготовлення кріпиться консольно за допомогою відповідного кронштейна, який не показаний, до вертикальної опорної стіни 92 (а саме, до панелі), яка простягається по всій довжині пристрою 30 для виготовлення у машинному напрямку. Тобто, як зображено на фіг. 4B, на задній стороні в поперечному напрямку (зворотна сторона площини паперу на фіг. 4A) виконана опорна стіна 92 уздовж напрямку, практично паралельного машинному напрямку (напрямок, практично паралельний площині паперу). Вертикальна зовнішня поверхня цієї опорної стіни 92 підтримує частини на задній стороні в поперечному напрямку кожного структурного пристрою, а частини на передній стороні знаходяться в непідтримуваному стані. (1) Транспортувальний валик 50 9 UA 106982 C2 5 10 15 20 25 30 35 40 45 50 55 60 Транспортувальний валик 50 має циліндричний корпус з віссю обертання C50 у горизонтальному поперечному напрямку як основну частину і обертається проти годинникової стрілки із заданою периферичною швидкістю в напрямку вздовж машинного напрямку як кругового напрямку Dc. На цей транспортувальний валик 50 подається листовий матеріал 103b справа практично горизонтально, наприклад. Приблизно в 12-годинній позиції в верхній частині транспортувального валика 50 як позиції початку обгортання Ps листовий матеріал 103b обгортається навколо зовнішньої кругової поверхні транспортувального валика 50 з позиції Ps під кутом обгортання, наприклад, від 180° до 200°, і напрямок його переміщення перевертається. Зрештою, листовий матеріал 103b подається направо у практично горизонтальному напрямку приблизно в 6-годинній позиції в нижній частині транспортувального валика 50 як позиції кінця обгортання Pe. Цей транспортувальний валик 50 може бути сконструйований як приводний ролик, який обертально приводиться в рух відповідним двигуном, тощо, як приводним джерелом, або може бути сконструйований як ведений ролик, який обертально приводиться в рух листовим матеріалом 103b. (2) Різальний пристрій 40 Різальний пристрій 40 має верхню та нижню пару дискових обертових ножів 40a, 40b в центрі у поперечному напрямку. При проходженні через ці обертові ножі 40a, 40b листовий елемент 120, який є початковою смугою еластичних стрічкових елементів 121, 122, розділяється навпіл, і таким чином виробляється пара еластичних стрічкових елементів 121, 122, а саме, перший еластичний стрічковий елемент 121 і другий еластичний стрічковий елемент 122. Перший еластичний стрічковий елемент 121 подається на перший напрямний елемент 60, а другий еластичний стрічковий елемент 122 подається на другий напрямний елемент 160. (3) Перший напрямний елемент 60 Перший напрямний елемент 60 має плоский перший вібруючий важіль 61, встановлений над транспортувальним валиком 50. Перший вібруючий важіль 61 має поздовжній напрямок, і з поздовжнім напрямком вліво і вправо в горизонтальному напрямку розташовується, щоб перетинати вісь обертання C50 транспортувального валика 50 вліво і вправо в горизонтальному напрямку. Потім, зі шпиндельною частиною 65 (яка надалі також називається перша шпиндельна частина 65), розміщеною зліва від осі обертання C50 в якості осі шарніра, вібруючий кінець 61a, розміщений справа від осі обертання C50, може бути виконаний вібруючим у поперечному напрямку. Крім того, перша шпиндельна частина 65 є, наприклад, корпусом стрижня 65, який видається повністю вгору від верхньої поверхні першого вібруючого важеля 61 і поворотно утримується всередині зовнішньої циліндричної деталі 66 за допомогою опор 67. Зовнішня циліндрична деталь 66 кріпиться до опорної стіни 92 за допомогою відповідного кронштейна, який не показаний, і таким чином перший вібруючий важіль 61 утримується з можливістю обертання навколо вертикальної центральної осі обертання C65 першої шпиндельної частини 65. Більш того, приводний механізм 70 першого вібруючого важеля 61 є двигуном 72, об'єднаним із кривошипно-шатунним механізмом 74. Кривошипно-шатунний механізм 74 має на осі обертання привода 72a двигуна 72 у напрямку вгору-вниз у машинному напрямку круглу дискову деталь 75, яка закріплена нерозривно і концентрично, і стрижневу сполучну деталь 76, яка з'єднує дискову деталь 75 і місце подачі живлення PP першого вібруючого важеля 61. Далі, позиція, ексцентрична від осі обертання привода 72a в дисковій деталі 75, з'єднується з кінцевою частиною сполучної деталі 76 зчіпним болтом 78 або подібною деталлю. Таким чином, щоразу, коли дискова деталь 75 обертається один раз, сполучна деталь 76 робить зворотнопоступальний рух один раз тільки у своєму поздовжньому напрямку, і перший вібруючий важіль 61 робить вібруючий рух тільки один раз цим зворотно-поступальним рухом. На нижній поверхні, яка є поверхнею сторони, протилежної транспортувальному валику 50 першого вібруючого важеля 61, поворотно утримується пара роликів 63, 64 навколо кожної з горизонтальних осей обертання C63, C64. Один ролик 63 є роликом першої вібруючої кінцевої сторони 63, обладнаним на вібруючому кінці 61a, а інший ролик 64 є роликом першої сторони шпиндельної частини 64, обладнаним у позиції, яка ближче до першої шпиндельної частини 65, ніж ролик першої вібруючої кінцевої сторони 63. Таким чином, перший еластичний стрічковий елемент 121 з еластичних стрічкових елементів 121, 122, який подається від вищеописаного різального пристрою 40, спочатку подається зліва направо вздовж горизонтального напрямку, напрямок руху змінюється вгору у вертикальному напрямку реверсивним роликом 90 у позиції, яка відповідає позиції на площині центральної осі обертання C65 першої шпиндельної частини 65 першого вібруючого важеля 61, 10 UA 106982 C2 5 10 15 20 25 30 35 40 45 50 55 60 і перший еластичний стрічковий елемент 121 досягає ролика першої сторони шпиндельної частини 64 і розміщується навколо зовнішньої кругової поверхні ролика першої сторони шпиндельної частини 64. Потім роликом 64 перший еластичний стрічковий елемент 121 направляється до вібруючого кінця 61a, який знаходиться справа від транспортувального валика 50, після чого обгортається навколо зовнішньої кругової поверхні ролика першої вібруючої кінцевої сторони 63 на вібруючому кінці 61a, і після перевороту в напрямку руху практично вліво шляхом обгортання розміщається в зоні обгортання Ps-Pe листового матеріалу 103b з верхньої правої сторони від транспортувального валика 50. Потім під час вищезгаданого розміщення ролик першої вібруючої кінцевої сторони 63 здійснює зворотно-поступальний рух у поперечному напрямку через вібруючий рух вібруючого кінця 61a, таким чином перший еластичний стрічковий елемент 121 прикріплюється до зовнішньої поверхні листового матеріалу 103b у бажаній вигнутій формі, причому позиція його прикріплення до зовнішньої поверхні листового матеріалу 103b безперервно змінюється у поперечному напрямку. Крім того, під час цього розміщення перший еластичний стрічковий елемент 121 підтримується в практично плоскій формі шляхом обгортання навколо зовнішньої кругової поверхні ролика першої сторони шпиндельної частини 64 і зовнішньої кругової поверхні ролика першої вібруючої кінцевої сторони 63, так що перший еластичний стрічковий елемент 121 прикріплюється до листового матеріалу 103b в стані поверхневого контакту (відповідає "першому прикріпленню"). У кращому варіанті, зображеному на фіг. 5, позиція P1 (яка надалі також іменується "перша позиція розміщення P1"), в якій перший еластичний стрічковий елемент 121 розміщується на листовий матеріал 103b першим вібруючим важелем 61, встановлюється в районі верхової сторони від середньої позиції Pm в круговому напрямку Dc у вищезгаданій зоні обгортання PsPe. З цим встановленням район перекриття та притискання першого еластичного стрічкового елемента 121 до листового матеріалу 103b транспортувального валика 50 може бути широко забезпечений уздовж кругового напрямку Dc, і в результаті перший еластичний стрічковий елемент 121 може міцно прикріплюватися до листового матеріалу 103b. Для конкретизації вищеописаної першої позиції розміщення P1, слід зазначити, що перша позиція розміщення P1 стосується позиції, в якій перший еластичний стрічковий елемент 121, який подається від ролика першої вібруючої кінцевої сторони 63 першого вібруючого важеля 61, уперше стикається з листовим матеріалом 103b. До речі, як зображено на фіг. 4B, і ролик першої вібруючої кінцевої сторони 63, і ролик першої сторони шпиндельної частини 64 розташовані на лінії L1, яка з'єднує вібруючий кінець 61a та центральну вісь обертання C65 першої шпиндельної частини 65. Крім того, ролик першої вібруючої кінцевої сторони 63 кріпиться до першого вібруючого важеля 61 таким чином, що його напрямок до першого вібруючого важеля 61 є незмінним, в стані, в якому зовнішня кругова поверхня звернена до центральної осі обертання C65 першої шпиндельної частини 65, в той час, коли ролик першої сторони шпиндельної частини 64 також кріпиться до першого вібруючого важеля 61, так що його напрямок до важеля 61 є незмінним, в стані, в якому зовнішня кругова поверхня ролика 64 звернена до вібруючого кінця 61a першого вібруючого важеля 61. Таким чином, з цією конфігурацією відповідно до зворотно-поступального руху ролика першої вібруючої кінцевої сторони 63 зовнішня кругова поверхня ролика першої сторони шпиндельної частини 64 завжди звернена до ролика першої вібруючої кінцевої сторони 63, таким чином, перший еластичний стрічковий елемент 121 може точно подаватися до ролика першої вібруючої кінцевої сторони 63. В результаті цього можна ефективно запобігти спаданню першого еластичного стрічкового елемента 121 з ролика першої вібруючої кінцевої сторони 63, тощо, і можна досягти стабільності стану ходу першого еластичного стрічкового елемента 121. Крім того, відповідно до вищеописаної конфігурації вісь обертання C63 ролика першої вібруючої кінцевої сторони 63 і вісь обертання C64 ролика першої сторони шпиндельної частини 64 завжди підтримуються у паралельному стані, незалежно від вібраційного руху першого вібруючого важеля 61. Таким чином, можна точно послабити різницю в натягу на обох кінцевих краях у напрямку ширини першого еластичного стрічкового елемента 121, яка може виникнути з вібраційним рухом першого вібруючого важеля 61, і в результаті цього можна ефективно запобігти спаданню першого еластичного стрічкового елемента 121 з ролика першої вібруючої кінцевої сторони 63 або ролика першої сторони шпиндельної частини 64. Щоб додатково стабілізувати стан ходу, як зображено на фіг. 4A, маршрут подачі R121 (який надалі також називається "перший маршрут подачі R121") першого еластичного стрічкового елемента 121 до ролика першої сторони шпиндельної частини 64 вирівнюється по прямій лінії з центральною віссю обертання C65 першої шпиндельної частини 65, і ролик 64 встановлюється таким чином, щоб зовнішня кругова поверхня ролика першої сторони шпиндельної частини 64 11 UA 106982 C2 5 10 15 20 25 30 35 40 45 50 55 60 знаходилася в контакті з центральною віссю обертання C65 першої шпиндельної частини 65. Таким чином, рух першого еластичного стрічкового елемента 121 у поперечному напрямку, який може відбутися з вібраційним рухом першого вібруючого важеля 61, в основному проявляється як вигин у частині 121a першого еластичного стрічкового елемента 121 до верхової сторони у порівнянні з роликом першої сторони шпиндельної частини 64 і амортизується там, в результаті чого можна ефективно запобігти спаданню першого еластичного стрічкового елемента 121 з ролика 64. Також, як описано вище, зовнішня кругова поверхня ролика першої сторони шпиндельної частини 64 знаходиться в контакті з центральною віссю обертання C65 першої шпиндельної частини 65, таким чином, щоб величина руху у поперечному напрямку ролика 64, що може відбутися з вібраційним рухом першого вібруючого важеля 61, могла бути зведена практично до нуля, і за допомогою цього можна також ефективно запобігти спаданню першого еластичного стрічкового елемента 121 з ролика першої сторони шпиндельної частини 64. (4) Другий напрямний елемент 160 Другий напрямний елемент 160 є деталлю з приблизно такою самою конструкцією, що і вищеописаний перший напрямний елемент 60. Як зображено на фіг. 4B, другий напрямний елемент 160 розташований ближче до задньої сторони, ніж перший напрямний елемент 60 у поперечному напрямку. Таким чином, другий еластичний стрічковий елемент 122, за який відповідає цей другий напрямний елемент 160, прикріплюється ближче до задньої сторони в поперечному напрямку, ніж перший еластичний стрічковий елемент 121, і паралельно до нього, еластичний стрічковий елемент 121 прикріплюється до листового матеріалу 103b першим напрямним елементом 60. Однак, залежно від одноразового підгузника 1, як зображено на фіг. 3 (або фіг. 1B), можливою є форма розташування першого і другого еластичних стрічкових елементів 121, 122, в якій перший еластичний стрічковий елемент 121 (221) і другий еластичний стрічковий елемент 122 (221) частково перекриваються. В цьому випадку, якщо перший вібруючий важіль 61 і другий вібруючий важіль 161 розташовані паралельно, ці вібруючі важелі 61, 161 зіштовхуватимуться один з одним і не зможуть створювати вищеописану форму. В даному варіанті втілення для уникнення вищезгаданого зіткнення, як зображено на фіг. 4A, позиція другого вібруючого важеля 161 в круговому напрямку Dc транспортувального валика 50 виконана відмінною від позиції першого вібруючого важеля 61. Таким чином, другий вібруючий важіль 161 встановлюється зміщеним до низової сторони в круговому напрямку Dc у порівнянні з першим вібруючим важелем 61. Відповідно до цього, як зображено на фіг. 5, друга позиція розміщення P2, де другий вібруючий важіль 161 укладає другий еластичний стрічковий елемент 122 на листовому матеріалі 103b, розміщується більше до низової сторони в круговому напрямку Dc у порівнянні з першою позицією розміщення P1 першого вібруючого важеля 61. Таким чином, можна також уникнути інтерференції між першими і другим еластичними стрічковими елементами 121, 122 у позиціях розміщення P1, P2. До речі, вищеописана друга позиція розміщення P2 посилається на позицію, в якій аналогічно визначенню першої позиції розміщення P1 другий еластичний стрічковий елемент 122, який був поданий з ролика другої вібруючої кінцевої сторони 163 другого вібруючого важеля 161, вперше стикається з листовим матеріалом 103b. Нижче детально описується конструкція другого напрямного елемента 160. Як зображено на фіг. 5, другий вібруючий важіль 161 знаходиться в позиції, в якій перший вібруючий важіль 61 обертально переміщається в низову сторону в круговому напрямку Dc на заданий кут обертання θa тільки навколо уявної осі, яка не показана, паралельної осі обертання C50 транспортувального валика 50, причому кут обертання θa становить 90° у наведеному прикладі. З цим обертовим рухом на 90° другий вібруючий важіль 161 розташовується зліва від першого вібруючого важеля 61 і транспортувального валика 50, і потім другий вібруючий важіль 161 розташовується, перетинаючи вісь обертання C50 транспортувального валика 50 вертикально у вертикальному напрямку, зі своїм поздовжнім напрямком у вертикальному напрямку. З другою шпиндельною частиною 165, яка розміщується нижче осі обертання C50 як овісь шарніра, вібруючий кінець 161a, розміщений вище осі обертання C50, конструюється таким чином, щоб він міг вібрувати у поперечному напрямку. Як зображено на фіг. 4, ведучий механізм 170 для вібруючого руху є двигуном 172, з'єднаним із кривошипно-шатунним механізмом 174, як у випадку першого напрямного елемента 60. Крім того, другий шпиндель 165 є корпусом стрижня 165, який видається повністю і вліво від лівої поверхні другого вібруючого важеля 161, аналогічно першому напрямному елементу 60, і цей корпус стрижня 165 поворотно утримується в зовнішній циліндричній деталі 12 UA 106982 C2 5 10 15 20 25 30 35 40 45 50 55 60 166 за допомогою опор 167. Слід зазначити, що зовнішня циліндрична деталь 166 кріпиться до опорної стіни 92. Тут друга шпиндельна частина 165 конструюється з наскрізним отвором 165h уздовж напрямку її центральної осі обертання C165, і відповідний наскрізному отвору 165h другий вібруючий важіль 161 також конструюється з наскрізним отвором 161h у напрямку зліва направо. Ці наскрізні отвори 165h, 61h слугують маршрутом подачі R122 до другого вібруючого важеля 161 другого еластичного стрічкового елемента 122, який буде описаний пізніше. Також на правій бічній поверхні другого вібруючого важеля 161, яка є поверхнею на стороні, протилежній транспортувальному валику 50, кожна пара роликів 163, 164 поворотно утримується навколо практично горизонтальних осей обертання C163, C164. Один ролик 163 є роликом другої вібруючої кінцевої сторони 163, обладнаним на вібруючому кінці 161a, а інший ролик 164 є роликом другої сторони шпиндельної частини 164, обладнаним ближче до другої шпиндельної частини 165 у порівнянні з роликом другої вібруючої кінцевої сторони 163. Отже, другий еластичний стрічковий елемент 122, який подається від різального пристрою 40, подається зліва направо в горизонтальному напрямку, при цьому будучи паралельним у поперечному напрямку поруч із першим еластичним стрічковим елементом 121, який потрібно спрямувати на вищеописаний перший напрямний елемент 60. Потім еластичний стрічковий елемент 122 проходить через наскрізний отвір 65h в другій шпиндельній частині 165 і виходить у поверхні з правої сторони другого вібруючого важеля 161. Потім, шляхом розміщення навколо зовнішньої кругової поверхні ролика другої сторони шпиндельної частини 164, встановленого на тій самій поверхні, еластичний стрічковий елемент 122 спрямовується на вищезгаданий вібруючий кінець 161a і після цього обгортається навколо зовнішньої кругової поверхні ролика другої вібруючої кінцевої сторони 163 на вібруючому кінці 161a, і після того, як напрямок руху повертається практично вниз із обгортанням, еластичний стрічковий елемент 122 розміщується в зоні обгортання від Ps до Pe листового матеріалу 103b з верхньої лівої сторони транспортувального валика 50. Потім під час вищезгаданого розміщення ролик другої вібруючої кінцевої сторони 163 здійснює зворотно-поступальний рух у поперечному напрямку через вібруючий рух вібруючого кінця 161a, таким чином другий еластичний стрічковий елемент 122 прикріплюється до зовнішньої поверхні листового матеріалу 103b у бажаній вигнутій формі, причому позиція його прикріплення до зовнішньої поверхні листового матеріалу 103b безперервно змінюється у поперечному напрямку. Крім того, під час цього розміщення другий еластичний стрічковий елемент 122 підтримується в практично плоскій формі шляхом обгортання навколо зовнішньої кругової поверхні ролика другої сторони шпиндельної частини 164 і зовнішньої кругової поверхні ролика другої вібруючої кінцевої сторони 163, так що еластичний стрічковий елемент 122 прикріплюється до листового матеріалу 103b в стані поверхневого контакту (відповідає "другому прикріпленню"). Тут, в кращому варіанті, аналогічно ситуації першої позиції розміщення P1 першого еластичного стрічкового елемента 121, друга позиція розміщення P2 другого еластичного стрічкового елемента 122 встановлюється в районі верхової сторони від середньої позиції Pm в круговому напрямку Dc у вищезгаданій зоні обгортання Ps-Pe (з посиланням на фіг. 5). Якщо друга позиція розміщення P2 встановлюється таким чином, район нанесення з перекриттям транспортувальним валиком 50 другого еластичного стрічкового елемента 122 до листового матеріалу 103b і його притискання до нього може бути широко забезпечений уздовж кругового напрямку Dc, і в результаті другий еластичний стрічковий елемент 122 може міцно прикріплюватися до листового матеріалу 103b. Крім того, вищеописаний кут обертання θa (з посиланням на фіг. 5), а саме, кут обертання θa взаємного розташування між першим вібруючим важелем 61 і другим вібруючим важелем 161 в кращому варіанті вибирають із кута, за винятком 0° і 360°, в ще кращому варіанті вибирають в межах 30° - 150°, в найкращому варіанта вибирають в межах 45° - 135°, і в самому кращому варіанті вибирають в межах 0° - 110°. Якщо позиція P2 встановлена в довільному значенні в цих межах при розташуванні як ролика першої вібруючої кінцевої сторони 63, так і ролика другої вібруючої кінцевої сторони 163 біля транспортувального валика 50, місце, яке займає пристрій 30 для виготовлення, можна зменшити. Наприклад, у випадку, коли кут обертання не відповідає вищеописаним межам, тобто у випадку, коли кут обертання θa становить 0°, як зображено на фіг. 6, конфігурація пристрою 30а для виготовлення є компактною, але ролик другої вібруючої кінцевої сторони 163 не може бути розташований близько до транспортувального валика 50. Крім того, також у випадку на фіг. 7, де кут обертання не відповідає межам, тобто, у випадку, коли кут обертання θa становить 180°, 13 UA 106982 C2 5 10 15 20 25 30 35 40 45 50 55 ролики як першої, так і другої вібруючої кінцевої сторони 63, 163 можуть бути розташовані близько до транспортувального валика 50, але конфігурація пристрою 30b для виготовлення стає великою. Тобто, в кожному з прикладів на фіг. 6 і 7 не можна успішно досягти і близького розташування роликів вібруючої кінцевої сторони 63, 163, і створення компактного пристрою 30 для виготовлення. На відміну від цього, у випадку, коли кут обертання θa становить 90°, як на фіг. 4A, і кут обертання знаходиться в оптимальних межах вищеописаного кута обертання θa, і у випадку, коли кут обертання θa становить 45°, як на фіг. 8, ролики як першої, так і другої вібруючої кінцевої сторони 63, 163 можуть бути розташовані близько до транспортувального валика 50, і пристрої 30, 30c для виготовлення можуть бути виконані компактними. Тобто, можна успішно досягти і близького розташування роликів вібруючої кінцевої сторони 63, 163, і створення компактного пристрою 30 для виготовлення. До речі, причина того, що кожен із роликів вібруючої кінцевої сторони 63, 163 повинен бути розташований близько до транспортувального валика 50, полягає в тому, що, якщо вони не розташовані близько, подальша якість вібруючих рухів кожного з еластичних стрічкових елементів 121, 122 у відношенні вібруючих рухів кожного з вібруючих важелів 61, 161 погіршується. А саме, у випадку, коли ролики не розташовані близько, частина кожного з еластичних стрічкових елементів 121, 122, покладена нещільно на листовий матеріал 103b з кожного з роликів вібруючої кінцевої сторони 63, 163, згинається з провисанням при повороті вібруючого руху, і затримка руху з кожного з роликів вібруючої кінцевої сторони 63, 163 стає великою, в результаті чого фактична позиція прикріплення листового матеріалу 103b стає злегка зміщеною від цільової позиції прикріплення кожного з еластичнихстрічкових елементів 121, 122. Слід зазначити, що основний принцип близького розташування проілюстрований нижче. Тобто, як зображено на фіг. 5, ілюструється, що відстань між позицією P3 (P4), в якій еластичний стрічковий елемент 121 (122) відходить від зовнішньої кругової поверхні ролика вібруючої кінцевої сторони 63 (163), і позиція P1 (P2), в якій еластичний стрічковий елемент 121 (122), який був нещільно покладений з позиції P3, торкається транспортувального валика 50, стає більше 30 мм і менше 80 мм, в стані, де лінія L1 вібруючого важеля 61 (161) звернена в напрямку, паралельному до машинного напрямку. До речі, вищеописане відносне взаємне розташування другого вібруючого важеля 161 у відношенні першого вібруючого важеля 61 можна висловити таким чином. Центральна вісь обертання C65 першої шпиндельної частини 65 першого вібруючого важеля 61 і центральна вісь обертання C165 другої шпиндельної частини 165 другого вібруючого важеля 161 звернені в напрямку, який перетинає один одного в уявній площині (площині, паралельній площині паперу на фіг. 4A або фіг. 5), яка має напрямок осі обертання C50 транспортувального валика 50 як нормальний напрямок, і другий вібруючий важіль 161 розташований у відношенні першого вібруючого важеля 61 так, щоб кут перетинання θb центральної осі обертання C65 і центральної осі обертання C165 становив 90°. Тут як оптимальні межі кута перетинання θb наводяться кути, за винятком 0° і 360°, у кращому варіанті наводяться межі 30° - 150°, в ще кращому варіанті наводяться межі 45° - 135°, і у найкращому варіанті наводяться межі 80° - 110°. Потім, якщо кут встановлений у довільному значенні в цих межах, як описано вище, можна успішно досягти і близького розташування роликів вібруючої кінцевої сторони 63, 163, і створення компактного пристрою 30 для виготовлення. До речі, приклад конфігурації на фіг. 6 відповідає випадку, коли вищеописаний кут перетинання θb становить 0° або 360°, приклад конфігурації на фіг. 7 відповідає випадку, коли кут перетинання θb становить 180°, приклад конфігурації на фіг. 8 відповідає випадку, коли кут становить 45°, і приклад конфігурації на фіг. 4A відповідає випадку, коли кут становить 90°. Конфігурація другого напрямного елемента 160 була описана вище, і конструкція, показана в пунктах (a) - (c) нижче, є точно такою самою, як у першого напрямного елемента 60, і тому його детальний опис не наводиться. (a) Кожний ролик другої вібруючої кінцевої сторони 163 і ролик другої сторони шпиндельної частини 164 розташований на прямій лінії, яка з'єднує вібруючий кінець 161a другого вібруючого важеля 161 і центральну вісь обертання C165 другої шпиндельної частини 165. (b) Ролик другої вібруючої кінцевої сторони 163 кріпиться до другого вібруючого важеля 161 так, щоб його зовнішня кругова поверхня була звернена до центральної осі обертання C165 другої шпиндельної частини 165 другого вібруючого важеля 161, щоб його орієнтацію у відношенні другого вібруючого важеля 161 не можна було змінити, і ролик другої сторони шпиндельної частини 164 також кріпиться до другого вібруючого важеля 161 так, щоб його 14 UA 106982 C2 5 10 15 20 25 30 35 40 45 50 55 60 зовнішня кругова поверхня була звернена до вібруючого кінця 161a другого вібруючого важеля 161, щоб його орієнтацію у відношенні другого вібруючого важеля 161 не можна було змінити. (c) Маршрут подачі R122 другого еластичного стрічкового елемента 122 до ролика другої сторони шпиндельної частини 164 вирівняний в одну лінію з центральною віссю обертання C165 другої шпиндельної частини 165, і ролик другої сторони шпиндельної частини 164 розташований так, щоб кругова поверхня ролика другої сторони шпиндельної частини 164 знаходилася в контакті з центральною віссю обертання C165 другої шпиндельної частини 165. Інші варіанти втілення Варіанти втілення даного винаходу були описані вище, але даний винахід не обмежується цими варіантами втілення, і можливі нижчеописані модифікації. У вищеописаному варіанті втілення листовий матеріал 103b обгортається навколо транспортувального валика 50 під заданим кутом обгортання і переміщається, а перший еластичний стрічковий елемент 121 і другий еластичний стрічковий елемент 122 розміщуються на частину листового матеріалу 103b, що був обгорнений, і прикріплюються, але це не обмежується вищевикладеним. Наприклад, як зображено на фіг. 9, листовий матеріал 103b не повинен обов'язково обгортатися навколо транспортувального валика 50 в кожній із позицій розміщення P1, P2 кожного з еластичних стрічкових елементів 121, 122. Тобто, як у проілюстрованому прикладі, перша і друга позиції розміщення P1, P2 можуть встановлюватися на шляху переміщення лінійного листового матеріалу 103b уздовж горизонтального напрямку. У вищеописаному варіанті втілення встановлюються два вібруючі важелі 61, 161, але кількість вібруючих важелів просто повинна бути множинною, а саме, кількість може дорівнювати трьом або бути більшою, ніж три. У вищеописаному варіанті втілення ілюструється етап виготовлення підгузника 1 типу трусиків, але це не обмежується вищевикладеним, і винахід може застосовуватися для виготовлення підгузників розтяжного типу (тип підгузника, в якому зона 1а передньої частини тіла і зона 1с задньої частини тіла утримуються скріпленими стрічковою застібкою при носінні). У вищеописаному варіанті втілення ілюструється конструкція, в якій вібруючий важіль 61 (161) має два ролики – ролик вібруючої кінцевої сторони 63 (163) і ролик сторони шпиндельної частини 64 (164), але це не обмежується вищевикладеним, і один ролик може бути обладнаний між роликом вібруючої кінцевої сторони 63 (163) і роликом сторони шпиндельної частини 64 (164). Слід зазначити, що в цьому випадку вісь обертання ролика, який буде додатково обладнаний, може бути паралельною осі обертання C64 (C164) ролика сторони шпиндельної частини 64 (164). У вищеописаному варіанті втілення, як зображено на фіг. 4A, центральна вісь обертання C65 першої шпиндельної частини 65 першого напрямного елемента 60 орієнтована в напрямку вгору - вниз (вертикальний напрямок), центральна вісь обертання C165 шпиндельної частини 165 другого напрямного елемента 160 орієнтована в напрямку вліво - вправо (горизонтальний напрямок), і вісь обертання C50 транспортувального валика 50 орієнтована у поперечному напрямку (горизонтальний напрямок). Однак, це не обмежується вищевикладеним, оскільки центральна вісь обертання C65 (C165) шпиндельної частини 65 (165) першого напрямного елемента 60 або другого напрямного елемента 160 і вісь обертання C50 транспортувального валика 50 знаходяться в перпендикулярному відношенні одна з одною. У вищеописаному варіанті втілення вісь обертання C63 (C163) ролика вібруючої кінцевої сторони 63 (163) і вісь обертання C64 (C164) ролика сторони шпиндельної частини 64 (164) знаходяться практично в горизонтальному напрямку. Причина полягає в тому, щоб передавати еластичний стрічковий елемент 121 (122) у практично плоскій формі з невеликим скручуванням у відношенні транспортувального валика 50 з віссю обертання C50 в горизонтальному напрямку, який є поперечним напрямком. Таким чином, орієнтування осей обертання C63 (C163), C64 (C164) ролика вібруючої кінцевої сторони 63 (163) і ролика сторони шпиндельної частини 64 (164) в жодному разі не обмежується практично горизонтальним напрямком і може змінюватися згідно з напрямком, до якого звернена вісь обертання C50 транспортувального валика 50. Тобто, вісь обертання C63 (C163) ролика вібруючої кінцевої сторони 63 (163) і вісь обертання C64 (C164) ролика сторони шпиндельної частини 64 (164) можуть бути розташовані таким чином, щоб поверхня, яку утворюють осі обертання C63 (C163), C64 (C164) вібруючим рухом вібруючого важеля 61 (161), була паралельною осі обертання C50 транспортувального валика 50. Крім того, ролик вібруючої кінцевої сторони 63 (163) і ролик сторони шпиндельної частини 64 (164) можуть бути розташовані таким чином, щоб осі обертання C63 (C163), C64 (C164) стали перпендикулярними центральній осі обертання C65 (C165) шпиндельної частини 65 (165), яка знаходиться в перпендикулярному відношенні з віссю обертання C50 транспортувального валика 50. 15 UA 106982 C2 5 10 15 20 25 30 35 40 45 У вищеописаному варіанті втілення плоскостінний ролик, що має кругову поверхню, яка є плоскою упоперек напрямку ширини (поперечний напрямок) ролика, використовується як ролик вібруючої кінцевої сторони 63 (163) і ролик сторони шпиндельної частини 64 (164), але це в жодному разі не обмежується вищевикладеним. Наприклад, може використовуватися зубчастий ролик. Цей зубчастий ролик належить до ролика з частиною з найбільшим діаметром ролика, розташованою в центральній частині в напрямку ширини. Цим роликом еластичному стрічковому елементу 121 (122), розміщеному навколо зовнішньої кругової поверхні, надається доцентрова сила до центральної частини в напрямку ширини ролика частиною з найбільшим діаметром зовнішньої кругової поверхні, для того, щоб еластичному стрічковому елементу 121 (122) стало важко спадати з ролика. Прикладом такого зубчастого ролика може бути, наприклад, ролик, сконструйований з кільцевими ребрами вздовж кругового напрямку тільки в центральній частині в зовнішній круговій поверхні, або ролик, що має радіус, який поступово збільшується від кінцевих частин до центральної частини зовнішньої кругової поверхні. У вищеописаному варіанті втілення наносився плавкий адгезив пристроєм для нанесення адгезиву на еластичні стрічкові елементи 121, 122, але це в жодному разі не обмежується вищевикладеним, доки листовий матеріал 103b і еластичні стрічкові елементи 121, 122 можуть з'єднуватися разом. Наприклад, адгезив може наноситися тільки на листовий матеріал 103b або як на еластичні стрічкові елементи 121, 122, так і на листовий матеріал 103b. Перелік позначень позицій 1 – одноразовий підгузник (абсорбуючий виріб), 1a – зона передньої частини тіла, 1b – зона промежини, 1c – зона задньої частини тіла, 2 – поверхневий шар, 3 – задній шар, 3a – внутрішній шар, 3b – зовнішній шар, 4 – абсорбуюча прокладка, 10 – увігнута ділянка навколо ноги, 11 – клапани кінцевого краю, 12 – клапани бічного краю, 16 – еластичний елемент для прилягання до тіла, 21 – передній еластичний стрічковий елемент, 22 – задній еластичний стрічковий елемент, 30 – пристрій для виготовлення, 30a – пристрій для виготовлення, 30b – пристрій для виготовлення, 30c – пристрій для виготовлення, 40 – різальний пристрій, 40a – обертовий ніж, 40b – обертовий ніж, 50 – транспортувальний валик, 60 – перший напрямний елемент, 61 – перший вібруючий важіль, 61a – вібруючий кінець, 63 – ролик першої вібруючої кінцевої сторони, 64 – ролик першої сторони шпиндельної частини, 65 – перша шпиндельна частина, 66 – зовнішня циліндрична деталь, 67 – опори, 70 – приводний механізм, 72 – двигун, 72a – вісь обертання привода, 74 – кривошипно-шатунний механізм, 75 – дискова деталь, 76 – сполучна деталь, 78 – зчіпний болт, 90 – реверсивний ролик, 92 – опорна стіна, 103b – листовий матеріал (безперервний шар листового матеріалу), 120 – листовий елемент, 121 – перший еластичний стрічковий елемент (безперервний шар першого еластичного стрічкового елемента), 121a – ділянка, 122 – другий еластичний стрічковий елемент (безперервний шар другого еластичного стрічкового елемента), 160 – другий напрямний елемент, 161 – другий вібруючий важіль, 161a – вібруючий кінець, 161h – наскрізний отвір, 163 – ролик другої вібруючої кінцевої сторони, 164 – ролик другої сторони шпиндельної частини, 165 – друга шпиндельна частина, 165h – наскрізний отвір, 166 – зовнішня циліндрична деталь, 167 – опори, 170 – приводний механізм, 172 – двигун, 174 – кривошипно-шатунний механізм, CL – центральна лінія, C50 – вісь обертання, C63 – вісь обертання, C64 – вісь обертання, C65 – центральна вісь обертання, C163 – вісь обертання, C164 – вісь обертання, C165 – центральна вісь обертання, R121 – перший маршрут подачі, R122 – другий маршрут подачі, P1 – перша позиція розміщення, P2 – друга позиція розміщення, P3 – позиція, P4 – позиція, Ps – позиція початку обгортання, Pe – позиція кінця обгортання, Pm – середня позиція, PP – місце подачі живлення, R – район, Dc – круговий напрямок. ФОРМУЛА ВИНАХОДУ 50 55 60 1. Спосіб виготовлення композитного листового матеріалу абсорбуючого виробу, в якому безперервний шар еластичного стрічкового елемента прикріплюють в заданій вигнутій формі до безперервного шару листового матеріалу, який безперервно переміщається в напрямку переміщення, який включає: перше прикріплення безперервного шару першого еластичного стрічкового елемента до безперервного шару листового матеріалу шляхом подачі та поверхневого контакту безперервного шару першого еластичного стрічкового елемента з безперервним шаром листового матеріалу через перший вібруючий важіль, який вібрує в напрямку, що перетинає напрямок переміщення, з першою шпиндельною частиною як шарнірним центром; і друге прикріплення безперервного шару другого еластичного стрічкового елемента до безперервного шару листового матеріалу шляхом подачі та поверхневого контакту 16 UA 106982 C2 5 10 15 20 25 30 35 40 45 50 55 60 безперервного шару другого еластичного стрічкового елемента з безперервним шаром листового матеріалу через другий вібруючий важіль, який вібрує в напрямку, що перетинає напрямок переміщення другою шпиндельною частиною як шарнірним центром, причому перший вібруючий важіль включає ролик першої вібруючої кінцевої сторони, встановлений на вібруючу кінцеву сторону першого вібруючого важеля, і ролик першої сторони шпиндельної частини, встановлений на першій стороні шпиндельної частини, другий вібруючий важіль включає ролик другої вібруючої кінцевої сторони, встановлений на вібруючу кінцеву сторону другого вібруючого важеля, і ролик другої сторони шпиндельної частини, встановлений на другій стороні шпиндельної частини, при цьому при першому прикріпленні безперервний шар першого еластичного стрічкового елемента, який подається до ролика першої сторони шпиндельної частини через перший маршрут подачі, потім розміщують навколо зовнішньої кругової поверхні ролика першої сторони шпиндельної частини та зовнішньої кругової поверхні ролика першої вібруючої кінцевої сторони, і після перевороту в напрямку руху роликом першої вібруючої кінцевої сторони укладають на безперервний шар листового матеріалу та прикріплюють до нього, при другому прикріпленні безперервний шар другого еластичного стрічкового елемента, який подають до ролика другої сторони шпиндельної частини через другий маршрут подачі, потім розміщують навколо зовнішньої кругової поверхні ролика другої сторони шпиндельної частини та зовнішньої кругової поверхні ролика другої вібруючої кінцевої сторони, і після перевороту в напрямку руху роликом другої вібруючої кінцевої сторони укладають на безперервний шар листового матеріалу та прикріплюють до нього, при цьому перша позиція розміщення, в якій безперервний шар першого еластичного стрічкового елемента повинен бути розміщений на безперервний шар листового матеріалу першим вібруючим важелем, і друга позиція розміщення, в якій безперервний шар другого еластичного стрічкового елемента повинен бути розміщений на безперервний шар листового матеріалу другим вібруючим важелем, відрізняються одна від одної в напрямку переміщення, який відрізняється тим, що як маршрут подачі другого еластичного стрічкового елемента до другого вібруючого важеля використовують наскрізний отвір, що розташований уздовж напрямку центральної осі обертання другої шпиндельної частини, і відповідний цьому наскрізному отвору наскрізний отвір, що проходить у напрямку зліва направо у другому вібруючому важелі. 2. Спосіб виготовлення композитного листового матеріалу абсорбуючого виробу за п. 1, який відрізняється тим, що безперервний шар листового матеріалу обгортають під заданим кутом обгортання навколо зовнішньої кругової поверхні транспортувального валика, який обертається навколо заданої осі обертання з напрямком у напрямку переміщення як круговому напрямку, і переміщають, при цьому і першу позицію розміщення першого вібруючого важеля, і другу позицію розміщення другого вібруючого важеля встановлюють в межах кута обгортання, причому другу позицію розміщення встановлюють в низову сторону у порівнянні з першою позицією розміщення в круговому напрямку, при цьому другий вібруючий важіль розташовують в позиції, в якій перший вібруючий важіль обертально перемістився в низову сторону в круговому напрямку тільки на заданий кут обертання (за винятком 0° і 360°) навколо уявної осі, паралельній осі обертання транспортувального валика. 3. Спосіб виготовлення композитного листового матеріалу абсорбуючого виробу за п. 2, який відрізняється тим, що кут обертання має довільне значення в межах від 30° до 150°. 4. Спосіб виготовлення композитного листового матеріалу абсорбуючого виробу за п. 1, який відрізняється тим, що безперервний шар листового матеріалу обгортають під заданим кутом обгортання навколо зовнішньої кругової поверхні транспортувального валика, який обертається навколо заданої осі обертання з напрямком у напрямку переміщення як круговому напрямку, і переміщається, при цьому і першу позицію розміщення першого вібруючого важеля, і другу позицію розміщення другого вібруючого важеля встановлюють в межах кута обгортання, причому центральна вісь обертання першої шпиндельної частини першого вібруючого важеля і центральна вісь обертання другої шпиндельної частини другого вібруючого важеля мають напрямки, що стоять навпроти, які перетинаються один з одним в уявній площині з напрямком осі обертання транспортувального валика як нормальним напрямком. 5. Спосіб виготовлення композитного листового матеріалу абсорбуючого виробу за будь-яким із пп. 1-4, який відрізняється тим, що безперервний шар листового матеріалу обгортають під заданим кутом обгортання навколо зовнішньої кругової поверхні транспортувального валика, 17 UA 106982 C2 5 10 15 20 25 30 який обертається навколо заданої осі обертання з напрямком у напрямку переміщення як круговому напрямку, і переміщається, при цьому і першу позицію розміщення першого вібруючого важеля, і другу позицію розміщення другого вібруючого важеля встановлюють в районі верхньої сторони відносно середньої позиції в круговому напрямку в межах кута обгортання. 6. Спосіб виготовлення композитного листового матеріалу абсорбуючого виробу за будь-яким із пп. 1-5, який відрізняється тим, що перший маршрут подачі проходить у напрямку центральної осі обертання першої шпиндельної частини першого вібруючого важеля, при цьому другий маршрут подачі проходить у напрямку центральної осі обертання другої шпиндельної частини другого вібруючого важеля. 7. Спосіб виготовлення композитного листового матеріалу абсорбуючого виробу за п. 6, який відрізняється тим, що центральна вісь обертання першої шпиндельної частини першого вібруючого важеля стикається з зовнішньою круговою поверхнею ролика першої сторони шпиндельної частини першого вібруючого важеля, при цьому центральна вісь обертання другої шпиндельної частини другого вібруючого важеля стикається з зовнішньою круговою поверхнею ролика другої сторони шпиндельної частини другого вібруючого важеля. 8. Спосіб виготовлення композитного листового матеріалу абсорбуючого виробу за будь-яким із пп. 1-7, який відрізняється тим, що безперервний шар листового матеріалу обгортають під заданим кутом обгортання навколо зовнішньої кругової поверхні транспортувального валика, який обертається навколо заданої осі обертання з напрямком у напрямку переміщення як круговому напрямку, і переміщається, при цьому і першу позицію розміщення першого вібруючого важеля, і другу позицію розміщення другого вібруючого важеля встановлюють в межах кута обгортання, причому ролик першої вібруючої кінцевої сторони і першу шпиндельну частину першого вібруючого важеля розташовують для розміщення між ними осі обертання транспортувального валика, при цьому ролик другої вібруючої кінцевої сторони і другу шпиндельну частину другого вібруючого важеля розташовують для розміщення між ними осі обертання транспортувального валика. 18 UA 106982 C2 19 UA 106982 C2 20 UA 106982 C2 21 UA 106982 C2 22 UA 106982 C2 23 UA 106982 C2 24 UA 106982 C2 Комп’ютерна верстка Л. Литвиненко Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 25
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod and device for manufacturing composite sheet for absorptive article
Автори англійськоюNakamura, Taishi, Ishikawa, Shinichi, Okuda, Jun
Автори російськоюНакамура Таиши, Ишикава Шиничи, Окуда Джан
МПК / Мітки
МПК: A61F 13/15, A61F 13/49
Мітки: листового, виробу, спосіб, абсорбуючого, виготовлення, композитного, матеріалу
Код посилання
<a href="https://ua.patents.su/27-106982-sposib-vigotovlennya-kompozitnogo-listovogo-materialu-absorbuyuchogo-virobu.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення композитного листового матеріалу абсорбуючого виробу</a>
Спосіб виготовлення волокнистого полотна із полотнищ, орієнтованих у будь-яких напрямах , зв`язане волокнисте полотнище , спосіб виготовлення виробу із композитного матеріалу, виріб із композитного матеріалу (в
Номер патенту: 57776
Опубліковано: 15.07.2003
Автори: Окань Жан, Олрі П'єр, Брюйер Ален, Куп Домінік, Бомпар Бруно, Дюваль Рено
МПК: D04H 3/02, D04H 13/00
Мітки: напрямах, волокнисте, виріб, виготовлення, полотнище, зв`язане, будь-яких, спосіб, полотна, полотнищ, виробу, матеріалу, орієнтованих, композитного, волокнистого
Формула / Реферат:
1. Спосіб виготовлення волокнистого полотна із полотнищ, орієнтованих у будь-яких напрямах (полотна ОРН), який включає етапи накладання декількох полотнищ, які мають один напрям волокнистих елементів (полотнищ ОНВ), орієнтованих у будь-яких напрямах, та з'єднання накладених полотнищ між собою, який відрізняється тим, що для виготовлення принаймні одного полотнища ОНВ принаймні один джгут розподіляють таким чином, щоб одержати полотнище по...
Спосіб виготовлення бруса трубчастого із композитного матеріалу, брус трубчастий із композитного матеріалу і шнековий екструдер для виготовлення бруса трубчастого із композитного матеріалу
Номер патенту: 102976
Опубліковано: 27.08.2013
Автори: Діденко Ігор Миколайович, Семеновський Олександр Анатолійович, Семенівський Павло Анатолійович, Семеновський Анатолій Якимович
МПК: B29C 47/38, B29C 47/60, B29C 47/24, B29C 47/10, B27N 3/28
Мітки: екструдер, трубчастий, брус, виготовлення, матеріалу, трубчастого, бруса, композитного, шнековий, спосіб
Формула / Реферат:
1. Спосіб виготовлення бруса трубчастого із замкнутим багатокутним поперечним перерізом із композитного матеріалу, який містить щонайменше один наповнювач і щонайменше одну зв'язуючу речовину, причому наповнювач містить частинки і/або волокна рослинного походження, такі як стовчений і/або подрібнений деревинний матеріал з відходів деревини у вигляді стружки, шматків і трісок, причому зв'язуюча речовина містить термореактивну смолу, методом...
Заготовка з листового матеріалу (варіанти), ємність з листового матеріалу (варіанти) та спосіб формування ємності з листового матеріалу
Номер патенту: 92480
Опубліковано: 10.11.2010
Автори: Тровааг Оле Петер, Франік Івіца, Харрсон Харалд, Делей Майкл Стефен, Келлі Джон
МПК: B65D 5/02
Мітки: листового, матеріалу, ємності, ємність, заготовка, спосіб, варіанти, формування
Формула / Реферат:
1. Заготовка з листового матеріалу, що складається з шару целюлозного матеріалу та шару термопластичного матеріалу і включає ряд панелей корпусу (Р1-Р4), утворених з першої, другої, третьої та четвертої панелей корпуса (Р1-Р4), та ряду закриваючих панелей (Р6-Р9), що проходить, по суті, паралельно зазначеному ряду панелей корпуса (Р1-Р4) і складається з першої, другої, третьої та четвертої закриваючих панелей (Р6-Р9), при цьому друга (Р7) та...
Спосіб виготовлення декоративного виробу із листового металу
Номер патенту: 77890
Опубліковано: 25.02.2013
Автор: Дорощук Кирило Вікторович
МПК: B23K 10/00, B24C 5/00
Мітки: виробу, металу, виготовлення, листового, спосіб, декоративного
Формула / Реферат:
1. Спосіб виготовлення декоративного виробу із листового металу шляхом розкрою листового металу на конструктивні елементи виробу, їх подальшу деформацію, скріплення в композицію за допомогою зварювання та подальше декорування отриманого виробу в цілому і/або його окремих частин, який відрізняється тим, що як листовий метал використовують холоднокатану або гарячекатану сталь товщиною листа від 0,3 мм до 3 мм, а розкрій виконують за допомогою...
Спосіб захисту від окислення виробу з композитного матеріалу, який містить вуглець, і виріб, захищений цим способом
Номер патенту: 87819
Опубліковано: 25.08.2009
Автори: Тебо Жак, Дісс Паскаль
МПК: F16D 69/02, C04B 41/85, C04B 41/45
Мітки: містить, композитного, вуглець, виробу, способом, виріб, захищений, окислення, цим, спосіб, захисту, матеріалу
Формула / Реферат:
1. Спосіб захисту від окислення виробу, виготовленого з композитного матеріалу, який містить вуглець і має залишкові відкриті внутрішні пори, який включає застосування розчину, що містить принаймні один фосфат металу, який відрізняється тим, що спосіб включає принаймні один етап нанесення просочувальної композиції, яка містить розчин принаймні одного фосфату металу і додатково містить диборид титану.2. Спосіб за п. 1, який...
Попередній патент: Мікроінкапсульований інсектицид з підвищеною залишковою активністю
Наступний патент: Удосконалений тимчасовий міст
Випадковий патент: Спосіб зниження чисельності діапаузуючих гусениць садових плодожерок