Відшаровуваний зварний шов (варіанти) та пакувальна система
Номер патенту: 102384
Опубліковано: 10.07.2013
Автори: Джоунз Алєксандер, Покуса Кеннет, Албаум Гарі, Кінігакіс Панагіотіс, Фредеріксон Ерік
Формула / Реферат
1. Відшаровуваний зварний шов, який включає:
перший зварювальний шар, що має першу поверхню зварювання;
другий зварювальний шар, що має другу поверхню зварювання, при цьому перша поверхня зварювання введена в контакт з другою поверхнею зварювання, визначаючи зварний шов, такий, щоб один або обидва шари із першого і другого зварних шарів мали б одного або декількох представників, вибраних зі складок або перегинів, включених в них, де щонайменше один шар, вибраний з першого і другого зварювальних шарів, містить:
термопластичний полімер; і
органоглину, дисперговану щонайменше в частині термопластичного полімеру, причому щонайменше один із першого і другого зварювальних шарів має температуру ініціювання зварювання в діапазоні від приблизно 170 °F (76,7 °C) до приблизно 350 °F (176,7 °C), і органоглина включає пластинки, що характеризуються середньою величиною розшарування, яка дорівнює щонайменше 20 ангстремам, а зварювальний шар характеризується середньою шорсткістю в діапазоні від приблизно 1500 до приблизно 5000 ангстрем.
2. Відшаровуваний зварний шов за п. 1, де органоглина включає множину частинок, що мають щонайменше один просторовий розмір, менший ніж 200 нм.
3. Відшаровуваний зварний шов за п. 1, де органоглина включає пластинки, що характеризуються середньою величиною розшарування, яка дорівнює щонайменше 30 ангстремам.
4. Відшаровуваний зварний шов за п. 1, де органоглина включає глину, яка вибирається з групи, що складається з каолініту, монтморилоніт-смектитових глин, бентонітових глин, ілітових глин і їх комбінацій.
5. Відшаровуваний зварний шов за п. 1, де органоглина присутня в кількості в діапазоні від 1 % мас. до 20 % мас. від загальної маси термопластичного полімеру і органоглини.
6. Відшаровуваний зварний шов за п. 1, де органоглина присутня в кількості в діапазоні від 2 % мас. до 10 % мас. від об'єднаної маси термопластичного полімеру і органоглини.
7. Відшаровуваний зварний шов за п. 1, де термопластичний полімер містить компонент, що вибираний з групи, що складається з найлонів, поліолефінів, полістиролів, складних поліефірів, полікарбонатів, співполімерів етилену, співполімерів пропілену, співполімеру етилену-вінілацетату і їх комбінацій.
8. Відшаровуваний зварний шов за п. 1, де термопластичний полімер містить компонент, вибраний з групи, що складається з співполімеру етилену-акрилової кислоти, співполімеру етилену-етилакрилату, іономерів етилену і їх комбінацій.
9. Відшаровуваний зварний шов за п. 1, де термопластичний полімер включає співполімер етилену-вінілацетату.
10. Відшаровуваний зварний шов, який включає:
перший зварювальний шар, що має першу поверхню зварювання;
другий зварювальний шар, що має другу поверхню зварювання, при цьому перша поверхня зварювання введена в контакт з другою поверхнею зварювання, визначаючи зварний шов, такий, щоб один або декілька шарів із першого і другого зварювальних шарів мали б одного або декількох представників, вибраних зі складок або перегинів, включених в них, де щонайменше один шар, вибраний з першого і другого зварювальних шарів, містить:
термопластичний полімер; і
органоглину, дисперговану в термопластичному полімері, при цьому органоглина присутня в кількості, достатній для одержання відшаровуваного зварювального шва між першим і другим зварювальними шарами при всіх температурах в межах діапазону температур одержання відшаровуваного зварного шва, причому діапазон температур одержання відшаровуваного зварювального шва знаходиться в межах від температури ініціювання зварювання до температури, яка щонайменше на 100 градусів F (55,5 градусів С) перевищує температуру ініціювання зварювання, причому щонайменше один із першого і другого зварювальних шарів має температуру ініціювання зварювання від приблизно 170 °F (76,7 °C) до приблизно 350 °F (176,7 °C), а також щонайменше один з першого і другого зварювальних шарів має модуль пружності при розтягуванні в діапазоні від приблизно 500 до приблизно 2000 МПа, вказана органоглина включає пластинки, що характеризуються середньою величиною розшарування, яка дорівнює щонайменше 20 ангстремам, а зварювальний шар характеризується середньою шорсткістю в діапазоні від приблизно 1500 до приблизно 5000 ангстрем.
11. Пакувальна система, яка включає:
секцію контейнера; і
відшаровувану зварну секцію, приєднану до секції контейнера, при цьому відшаровувана зварна секція включає:
перший зварювальний шар, що має першу поверхню зварювання;
другий зварювальний шар, що має другу поверхню зварювання, при цьому перша поверхня зварювання введена в контакт з другою поверхнею зварювання, визначаючи зварний шов, такий, щоб один або декілька шарів, які вибрані з першого і другого зварювальних шарів, мали б одного або декількох представників, які вибрані зі складок або перегинів, включених в них, де щонайменше один шар, вибраний з першого і другого зварювальних шарів, містить:
термопластичний полімер; і
органоглину, дисперговану в термопластичному полімері, при цьому органоглина присутня в кількості, достатній для одержання відшаровуваного зварного шва, між першим і другим зварювальними шарами при всіх температурах в межах діапазону температур одержання відшаровуваного зварного шва, причому діапазон температур одержання відшаровуваного зварного шва знаходиться в межах від температури ініціювання зварювання до температури, яка щонайменше на 100 градусів F (55,5 градусів С) перевищує температуру ініціювання зварювання, причому щонайменше один із першого і другого зварювальних шарів мають температуру ініціювання зварювання від приблизно 170 °F (76,7 °C) до приблизно 350 °F (176,7 °C), а також щонайменше один з першого і другого зварювальних шарів мають модуль пружності при розтягуванні в діапазоні від приблизно 500 до приблизно 2000 МПа, вказана органоглина включає пластинки, що характеризуються середньою величиною розшарування, яка дорівнює щонайменше 20 ангстремам, а зварювальний шар характеризується середньою шорсткістю в діапазоні від приблизно 1500 до приблизно 5000 ангстрем.
12. Пакувальна система за п. 11, де органоглина диспергована щонайменше в частині термопластичного полімеру, при цьому органоглина характеризується площею питомої поверхні, більшою ніж 100 м2/грам, і аспектним співвідношенням, більшим ніж 10, де відшаровувана зварна конструкція визначає поверхню зварювання.
13. Пакувальна система за п. 11, де органоглина включає глину, вибирану з групи, яка складається з каолініту, монтморилоніт-смектитових глин, бентонітових глин, ілітових глин і їх комбінацій.
14. Пакувальна система за п. 11, де органоглина присутня в кількості в діапазоні від 1 % мас. до 20 % мас. від об'єднаної маси термопластичного полімеру і органоглини.
15. Пакувальна система за п. 11, де органоглина включає множину частинок, що мають щонайменше один просторовий розмір, менший ніж 200 нм.
16. Пакувальна система за п. 11, де термопластичний полімер включає компонент, який вибирається з групи, що складається з найлонів, поліолефінів, полістиролів, складних поліефірів, полікарбонатів, співполімерів етилену, співполімерів пропілену і їх сумішей.
17. Пакувальна система за п. 16, де термопластичний полімер включає співполімер етилену-вінілацетату.
18. Пакувальна система за п. 11, де зварна секція додатково включає один або декілька додаткових полімерних шарів, розташованих на першому зварювальному шарі.
19. Пакувальна система за п. 11, яка додатково включає продукт харчування, вміщений в неї.
20. Пакувальна система за п. 11, де зварна секція включає відшаровувані зварні шви вздовж двох і більше незалежних боків.
21. Пакувальна система за п. 11, де секція контейнера має форму, яка вибирана з групи, що складається з блістерних упаковок лотків, мішків, пакетів і їх комбінацій.
Текст
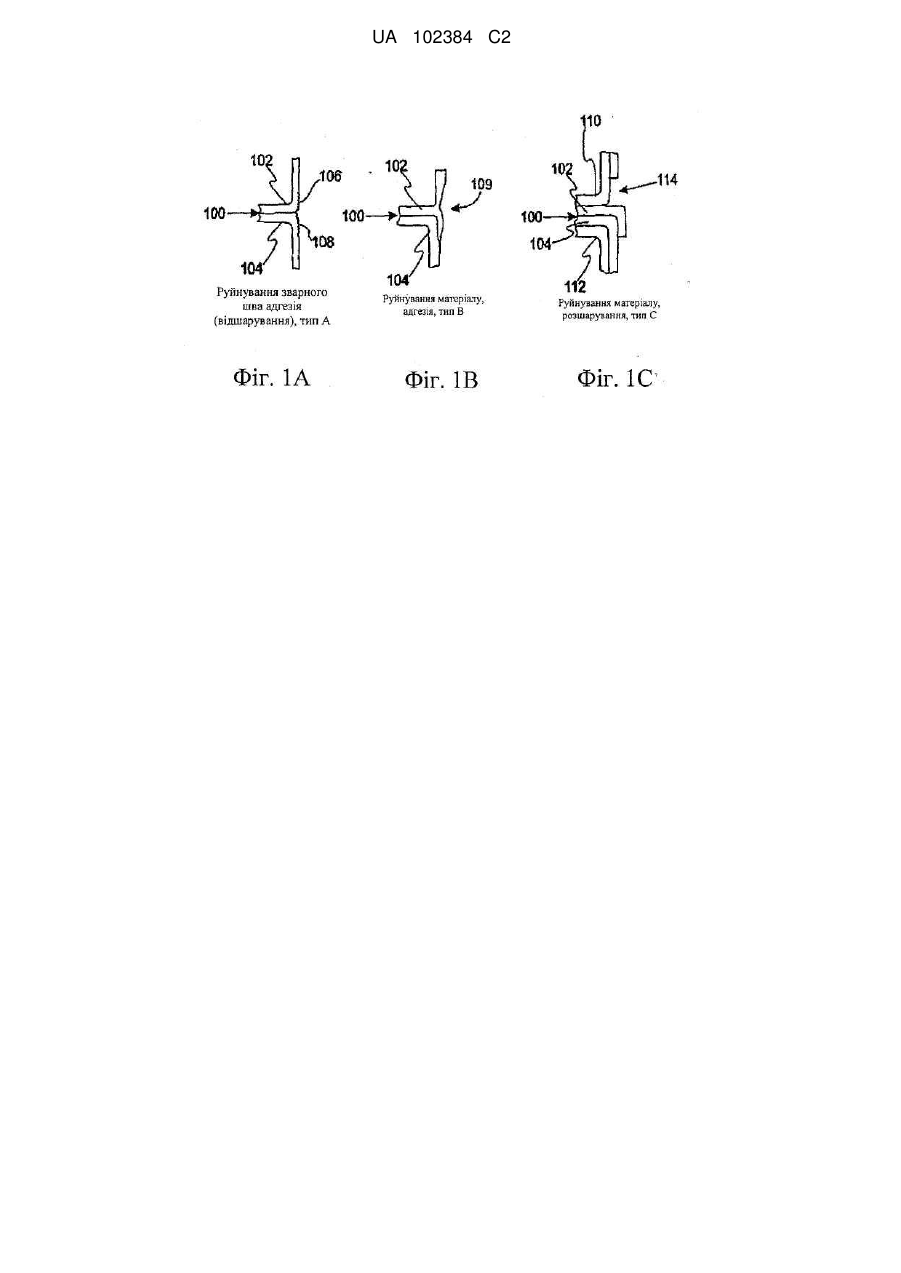
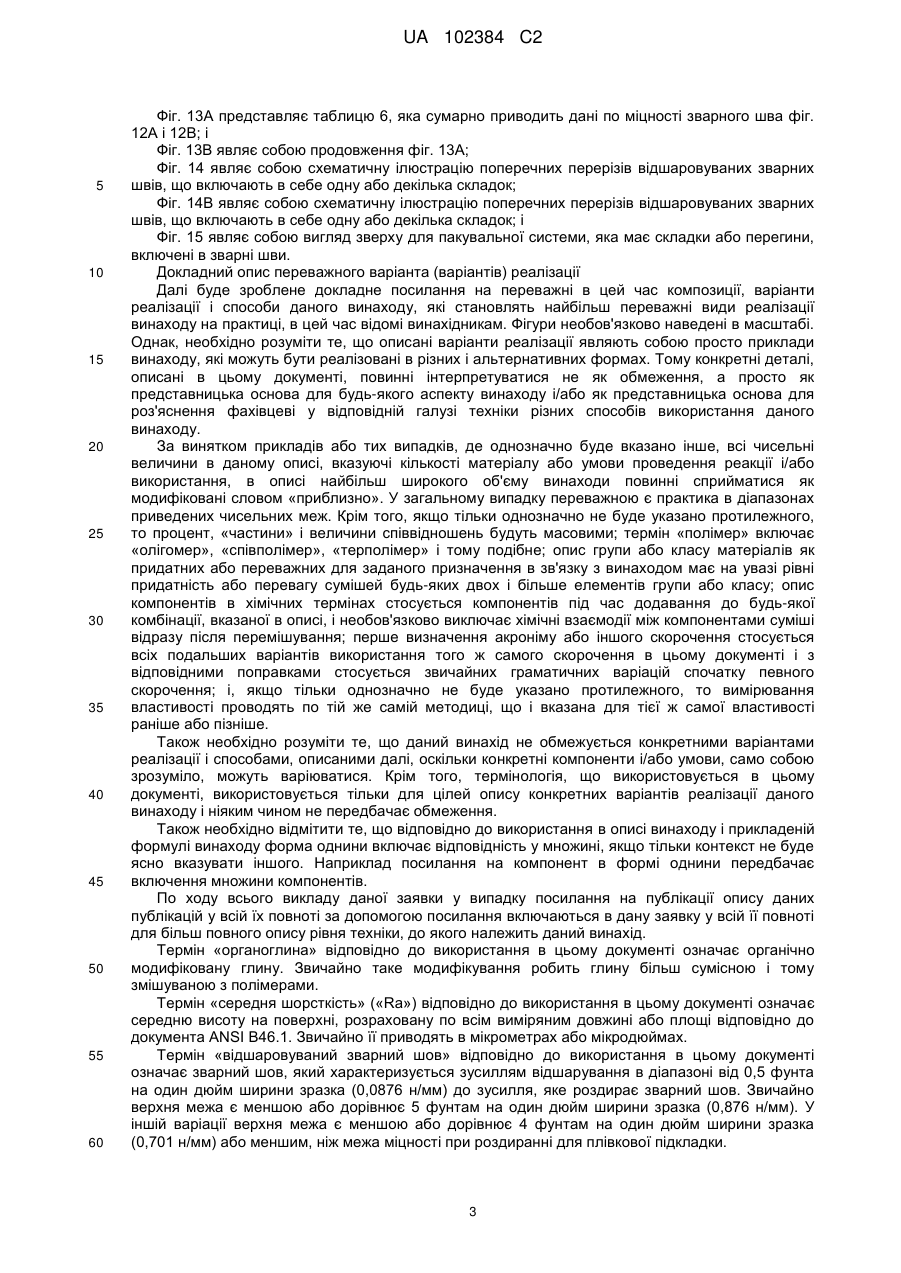
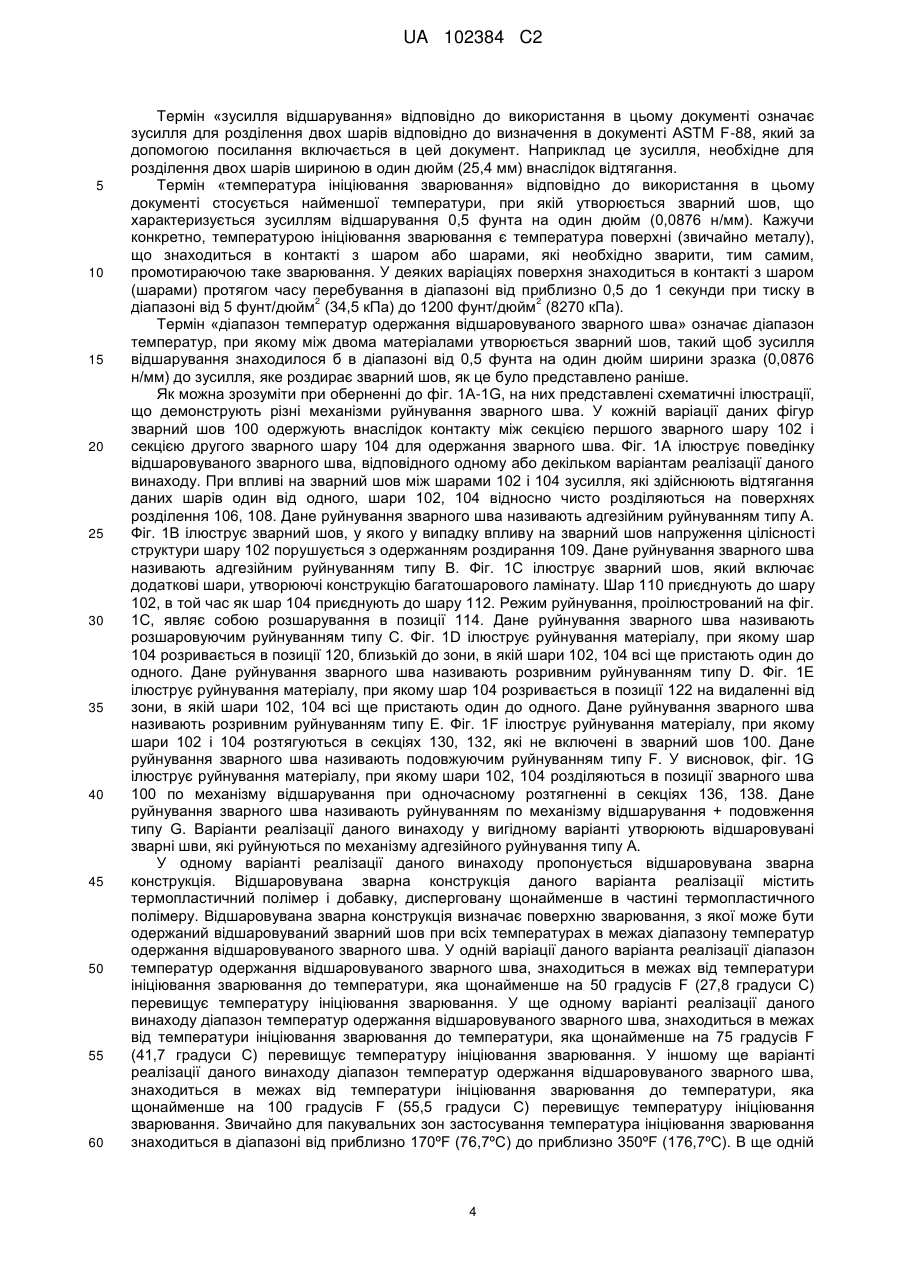
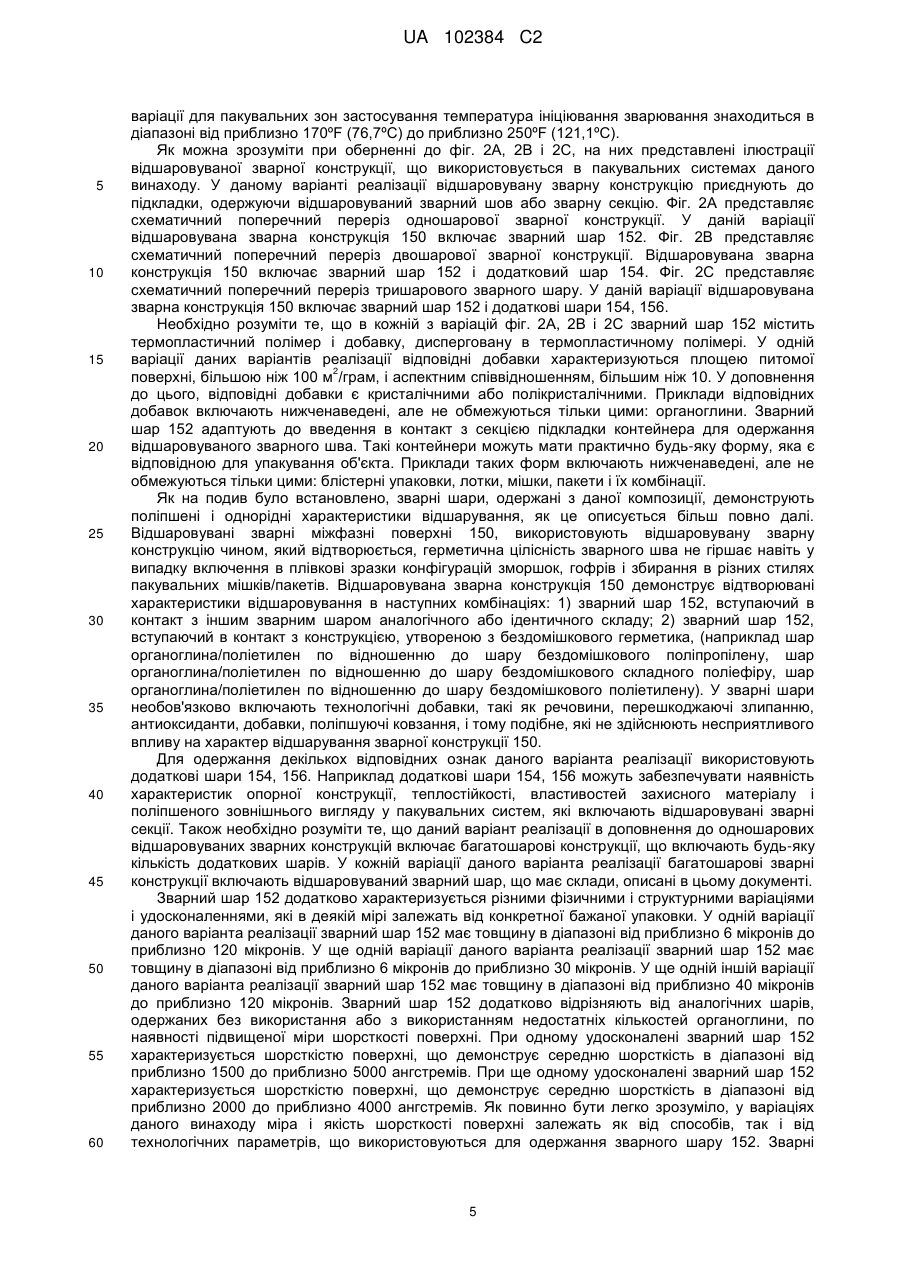
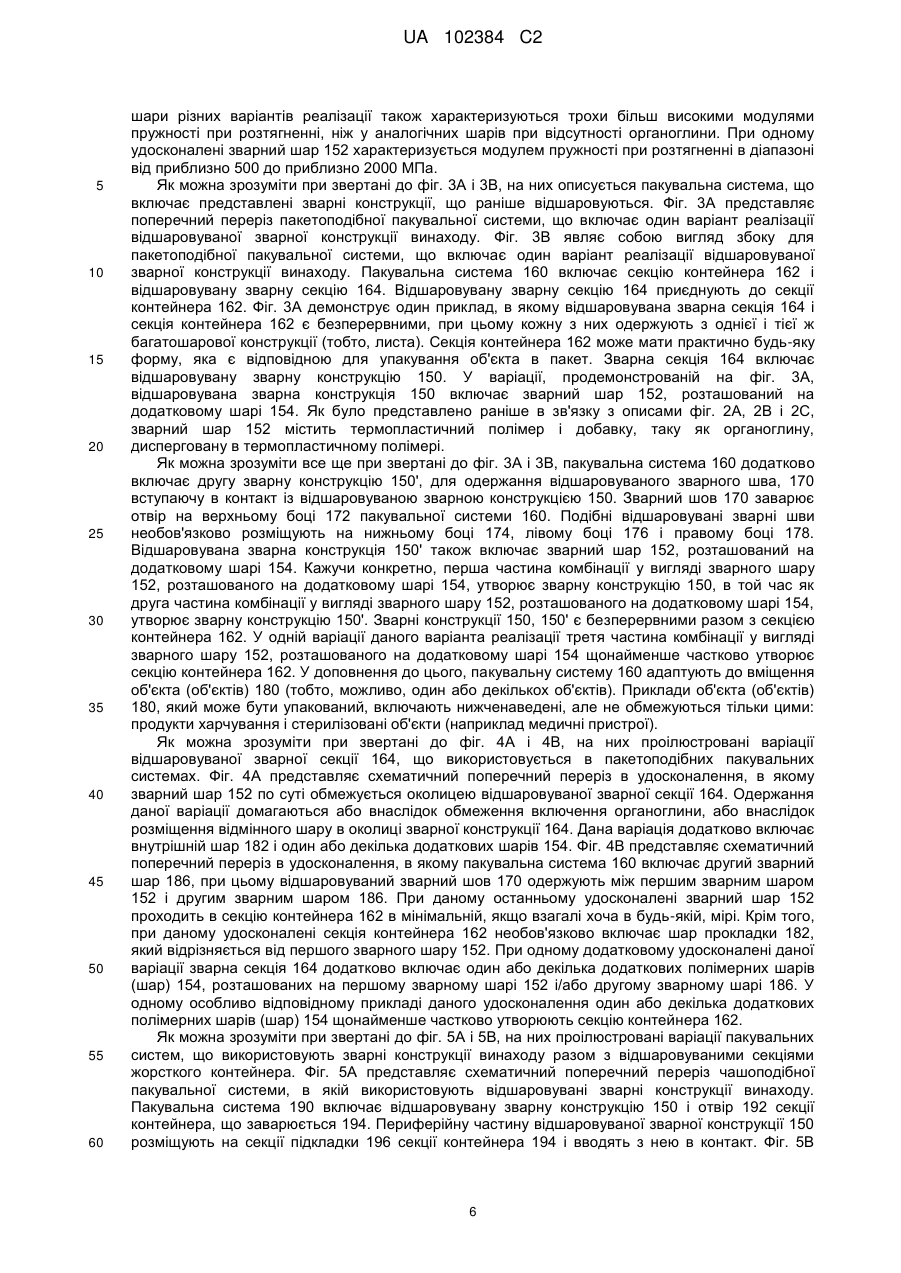
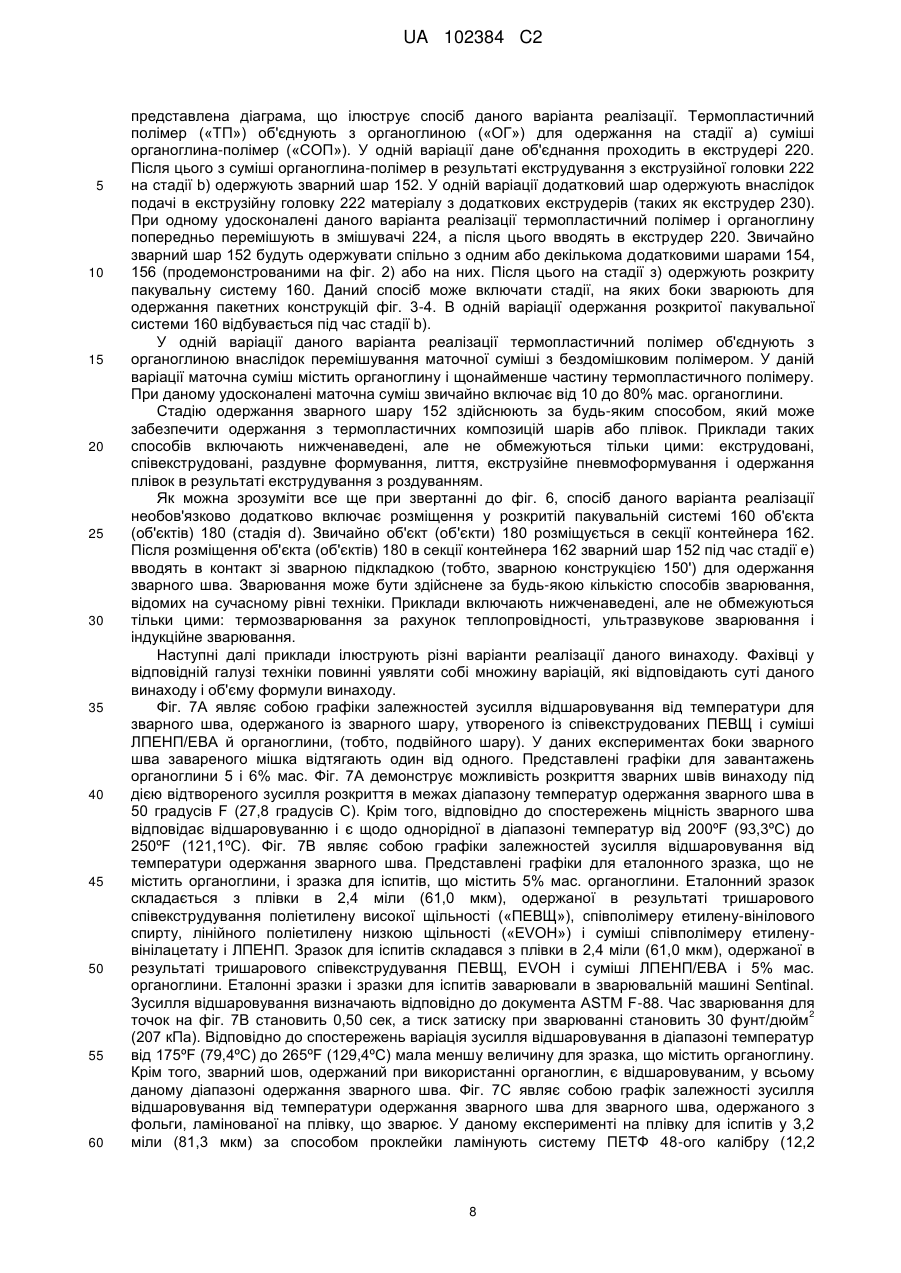
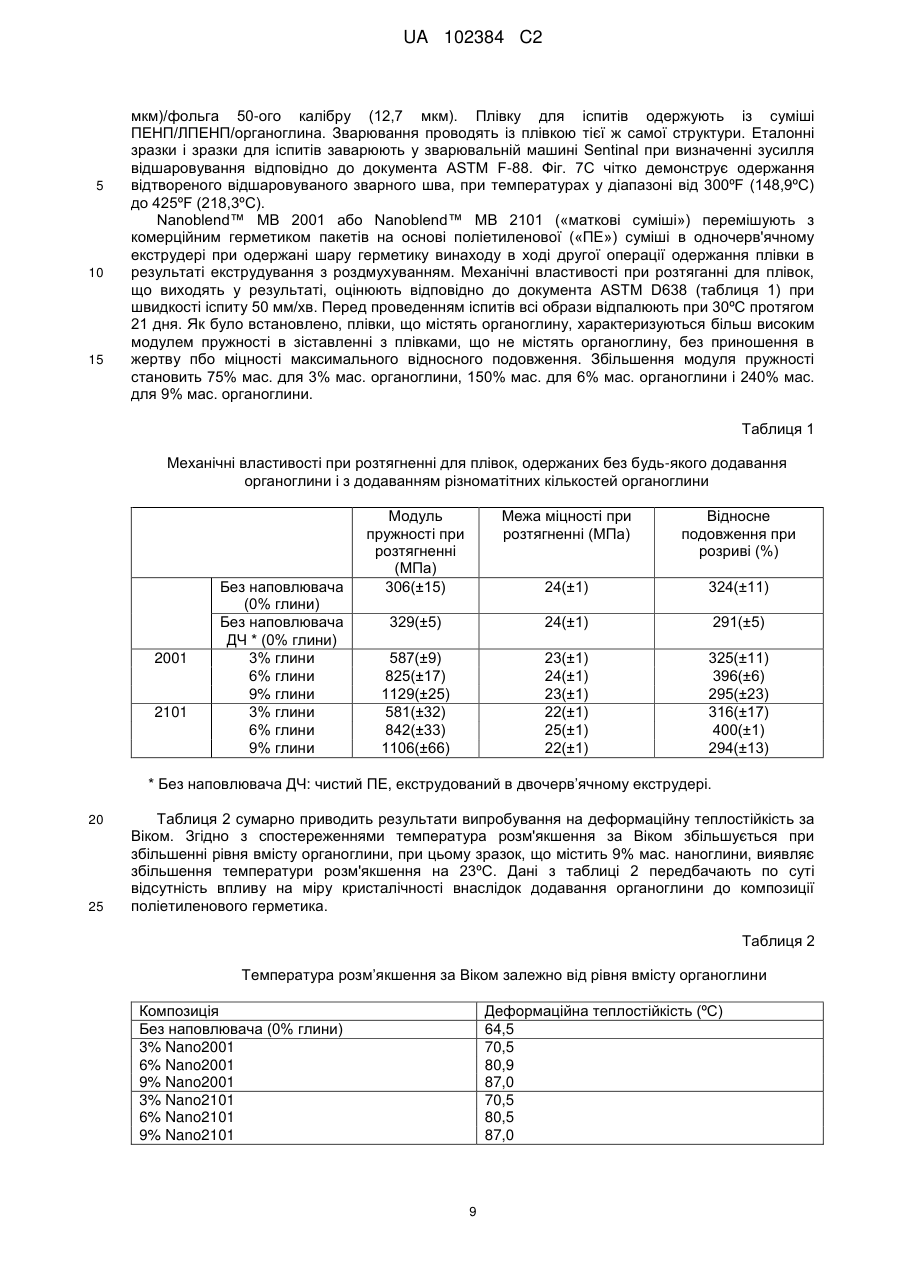
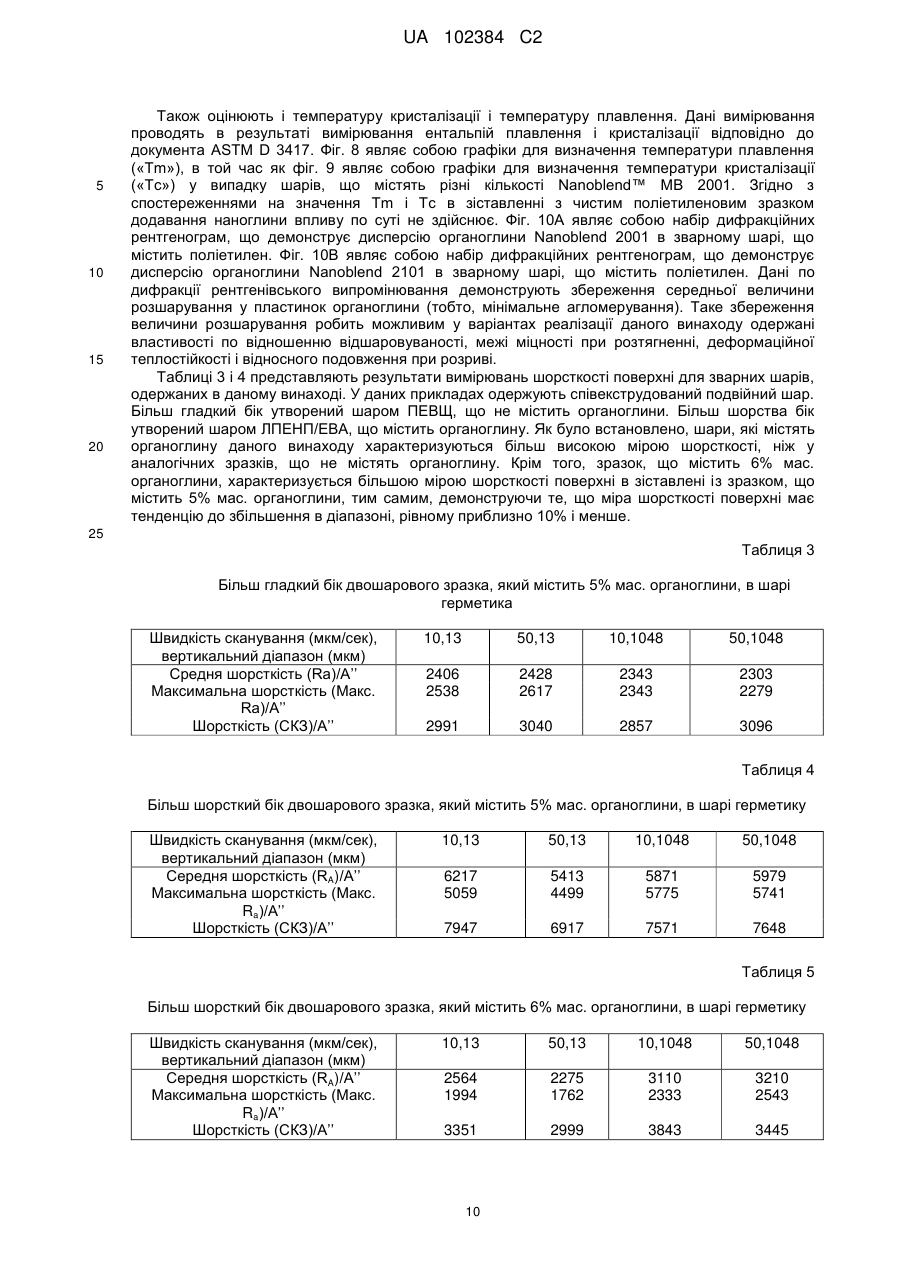
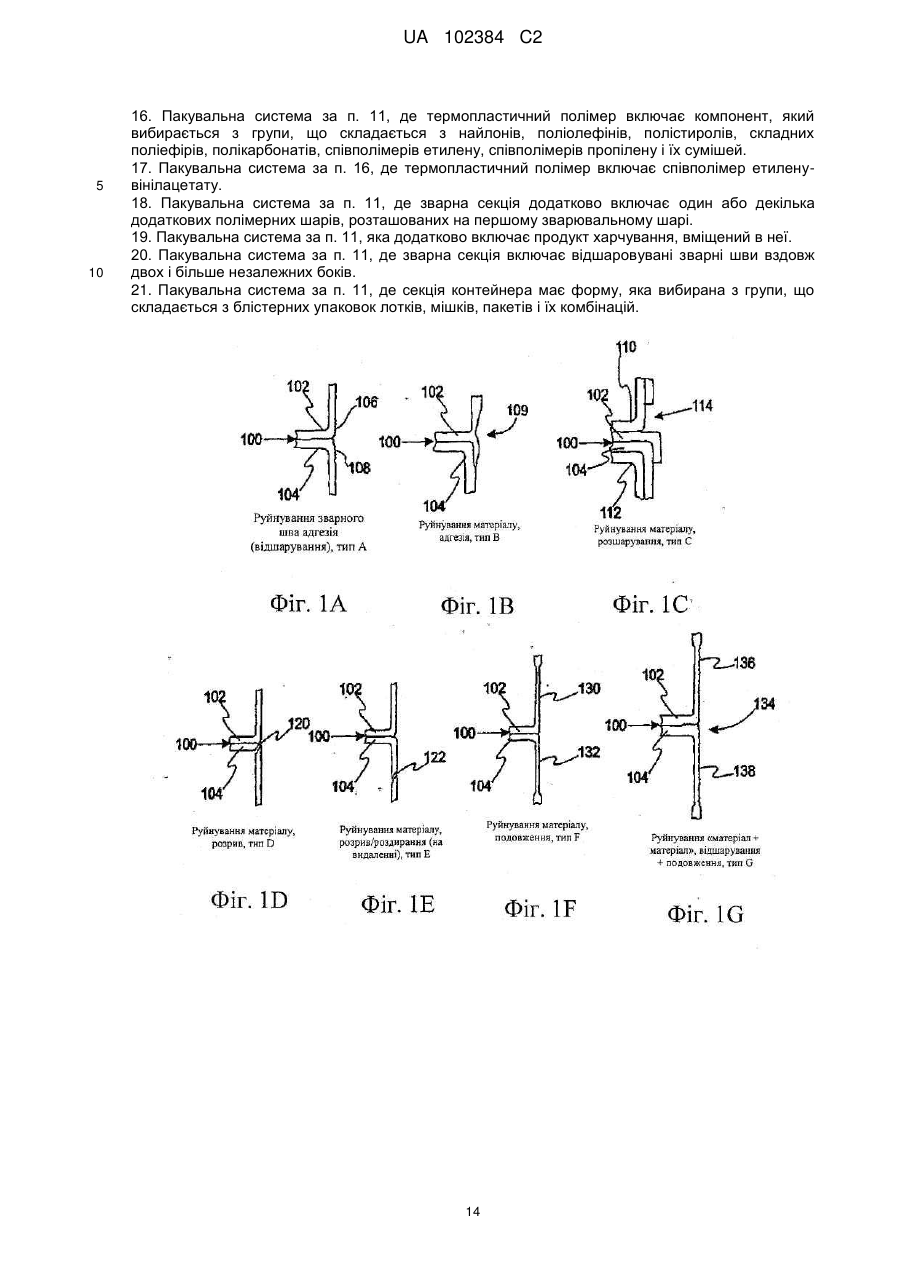
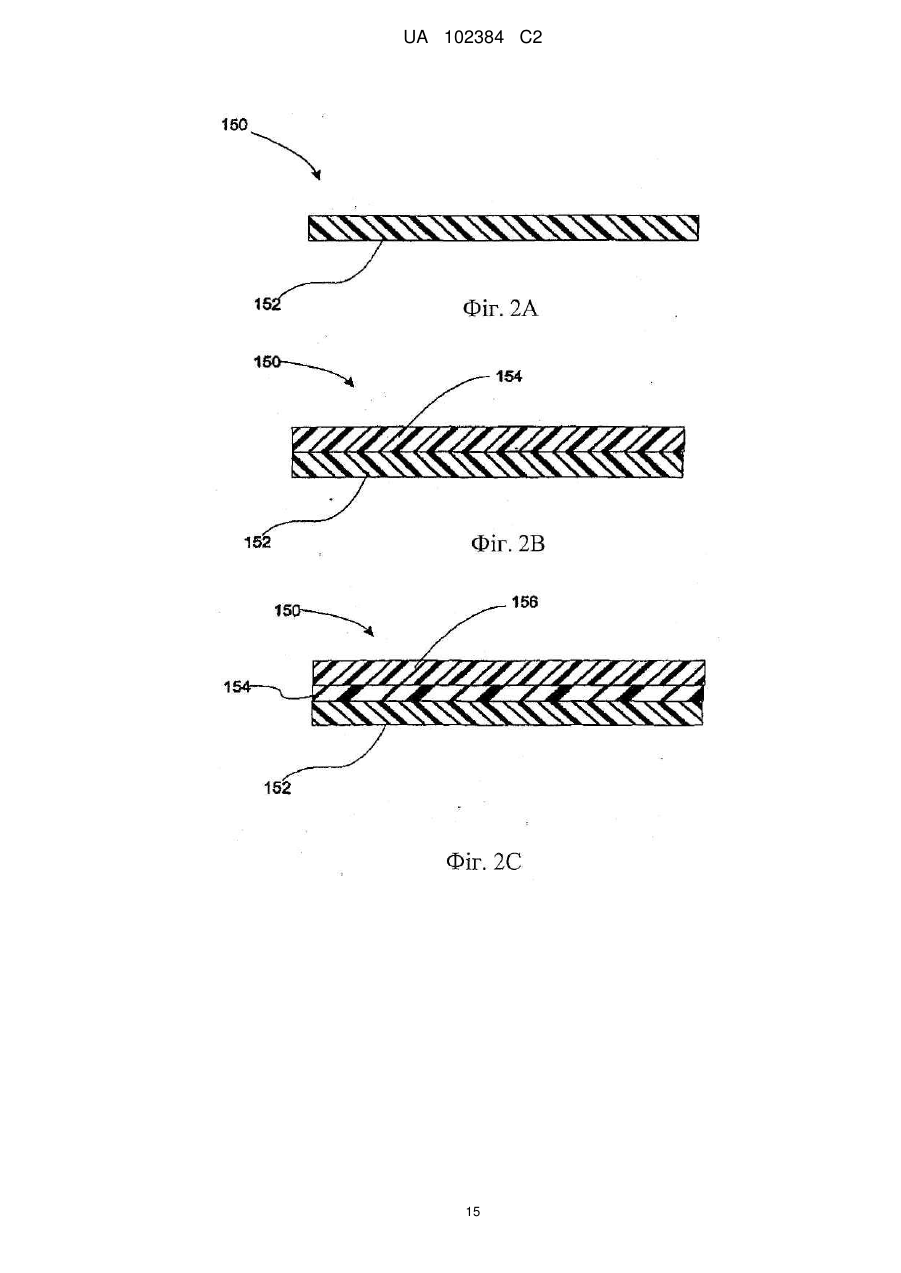
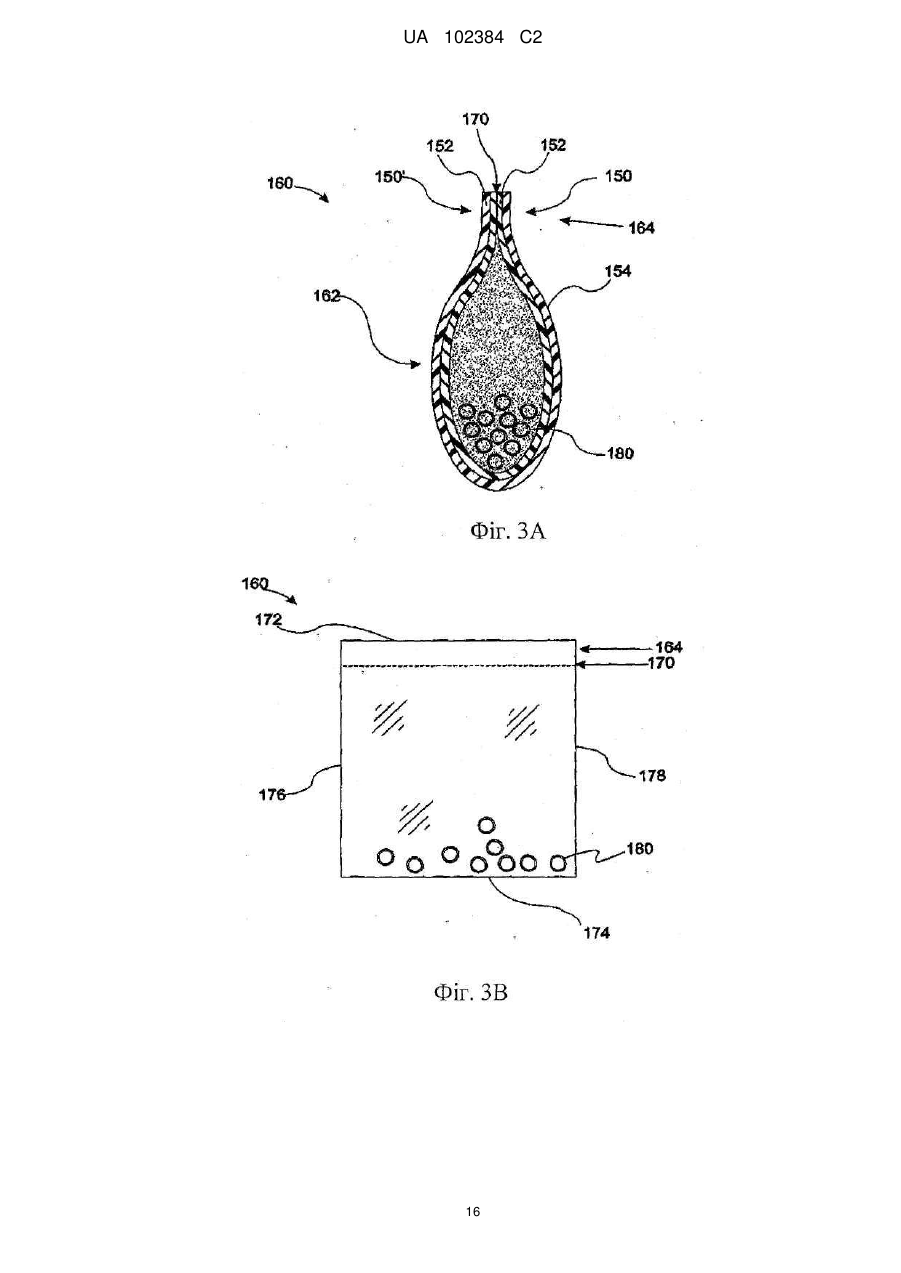
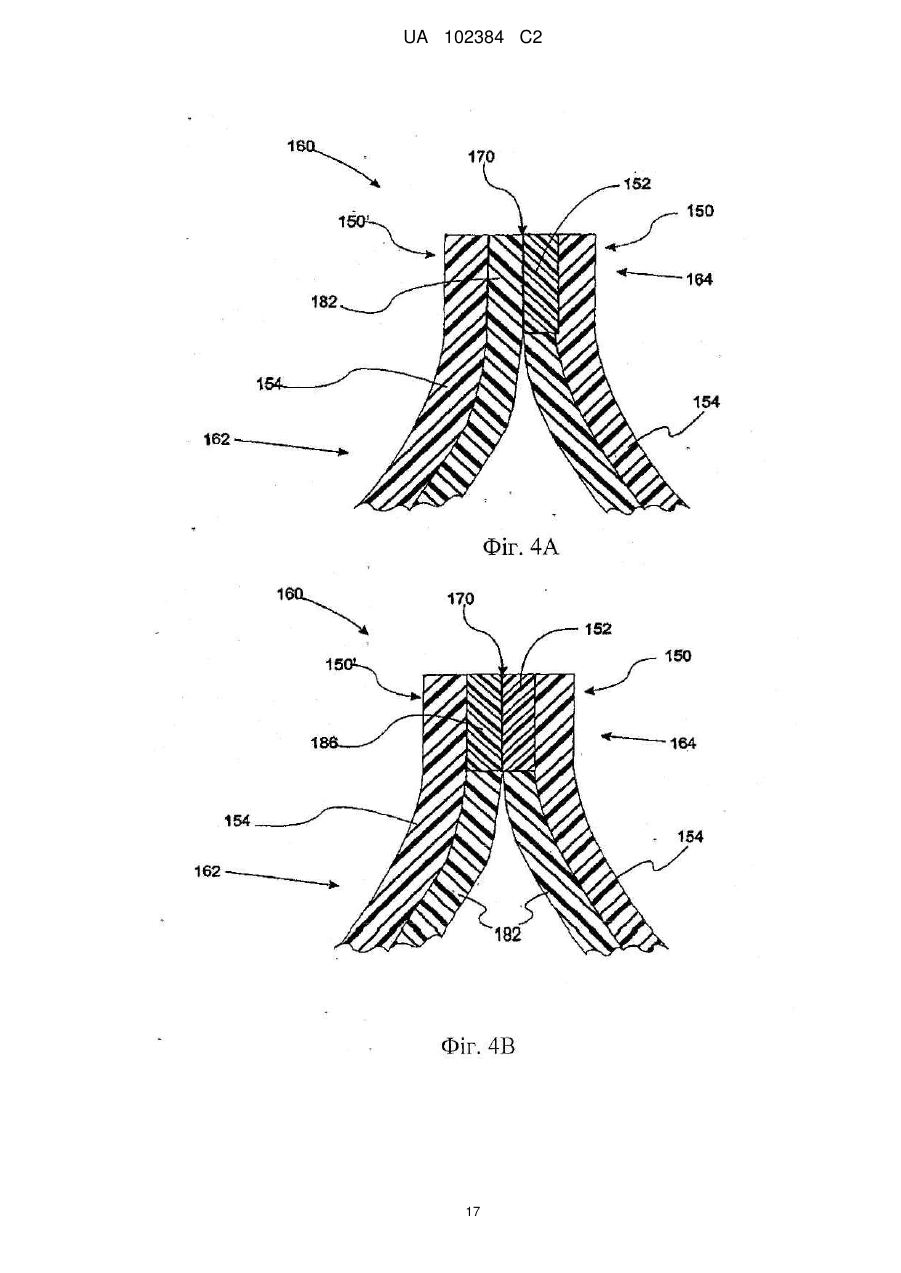
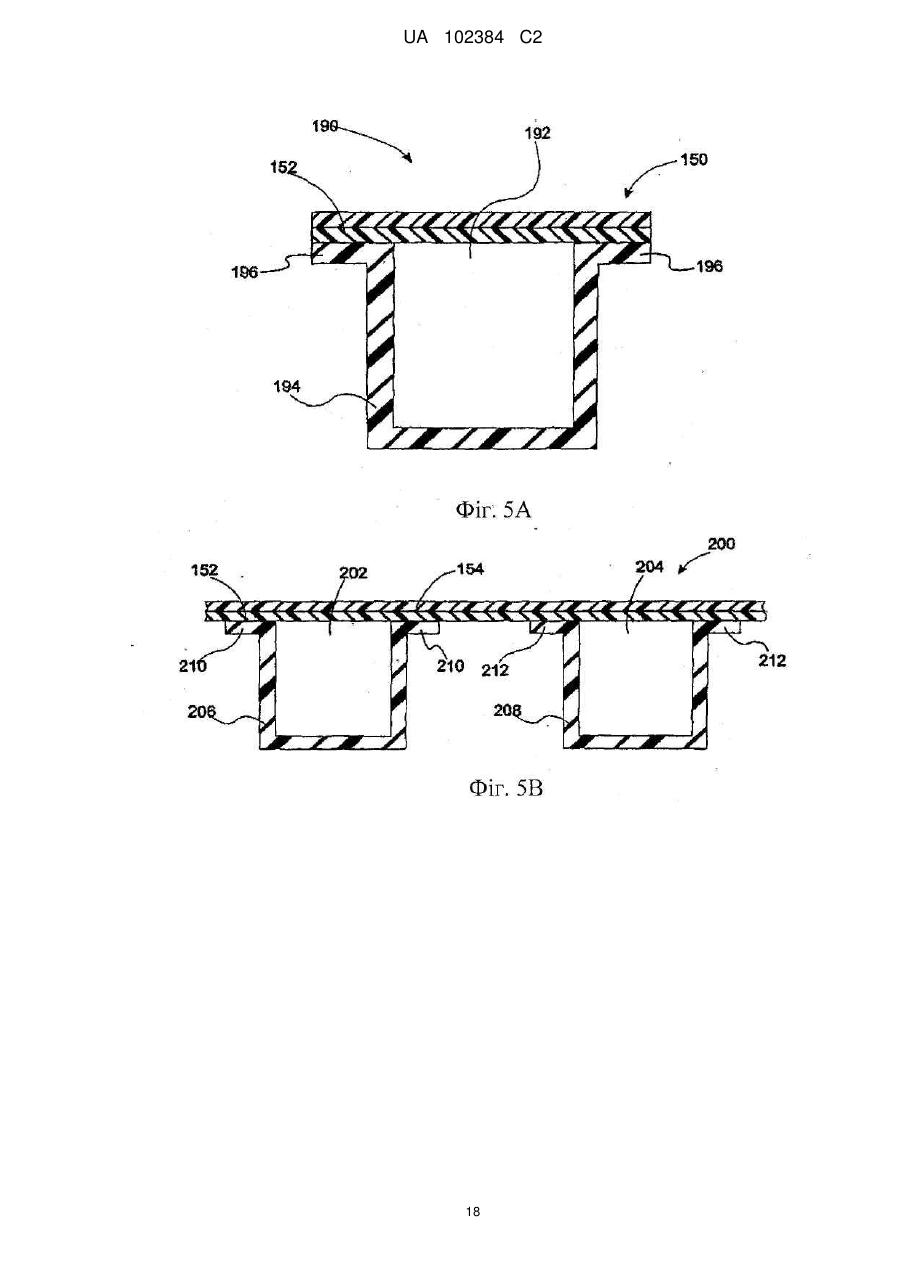
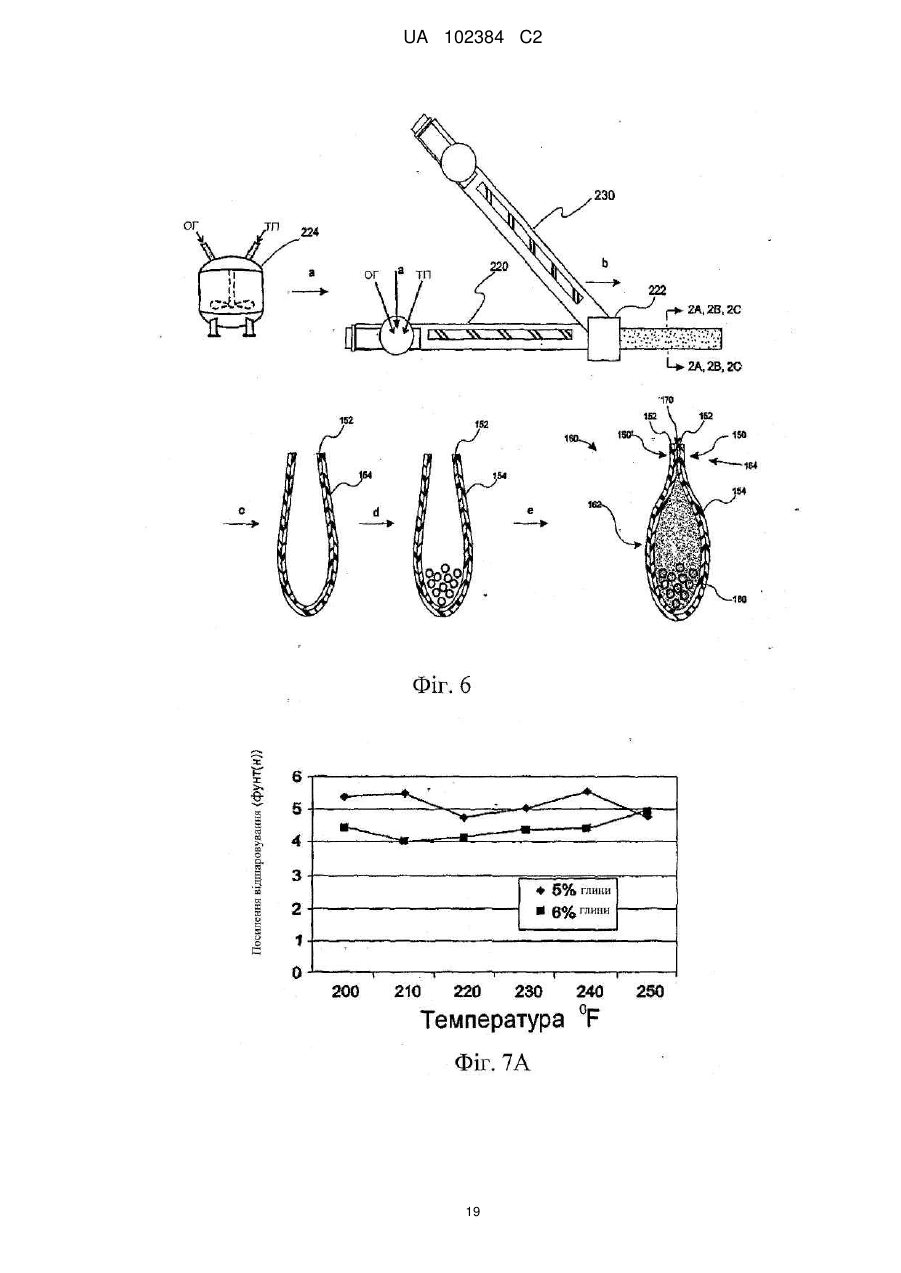
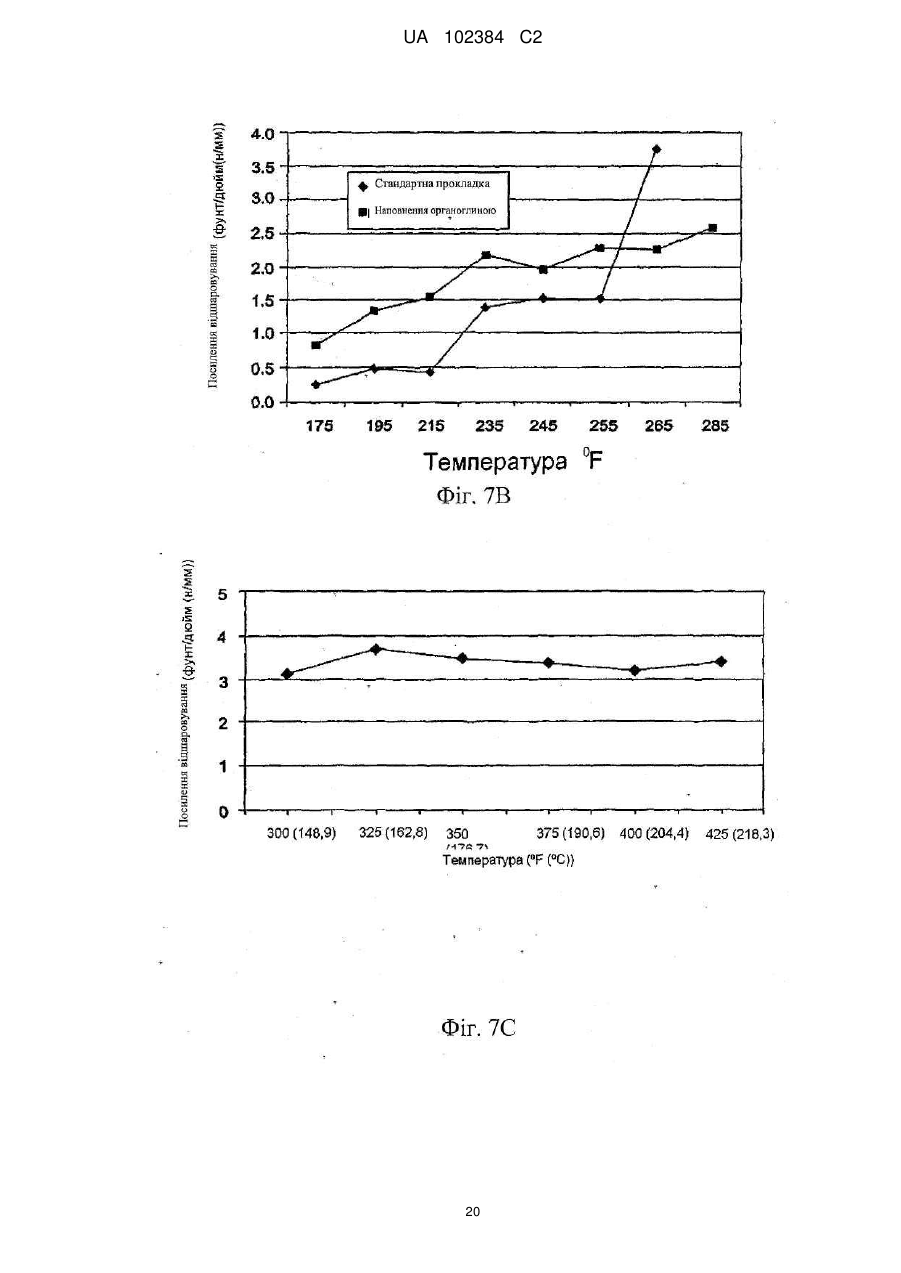
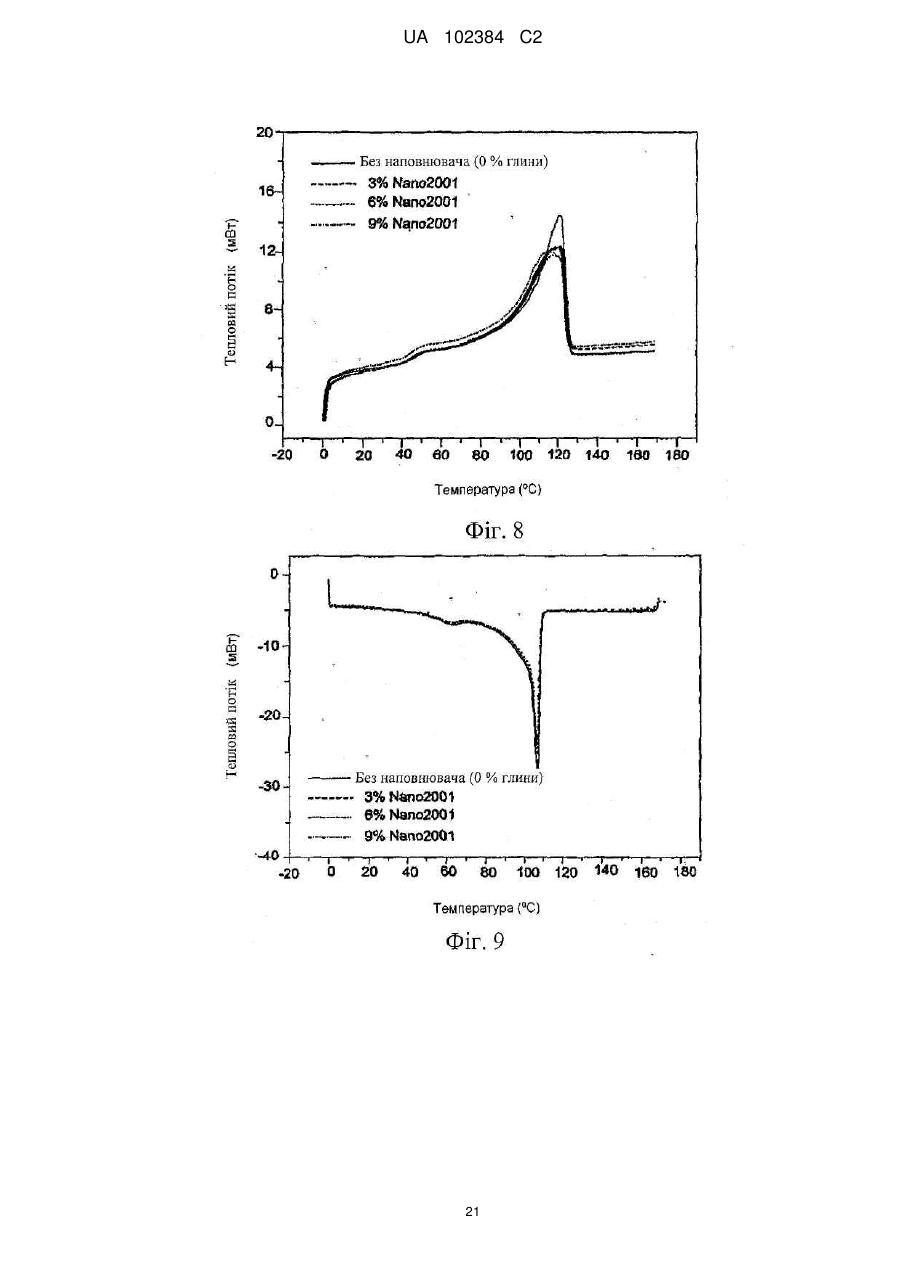
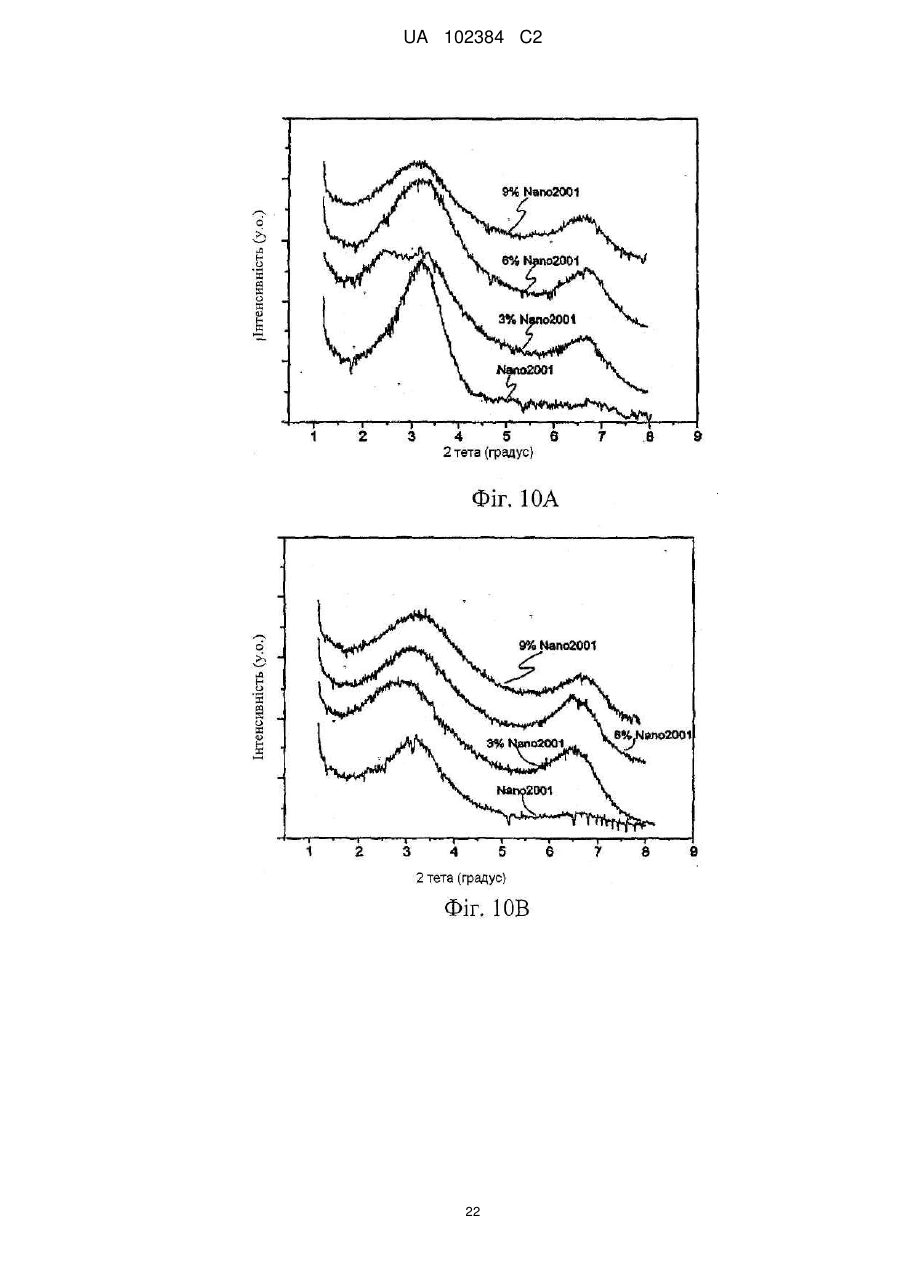
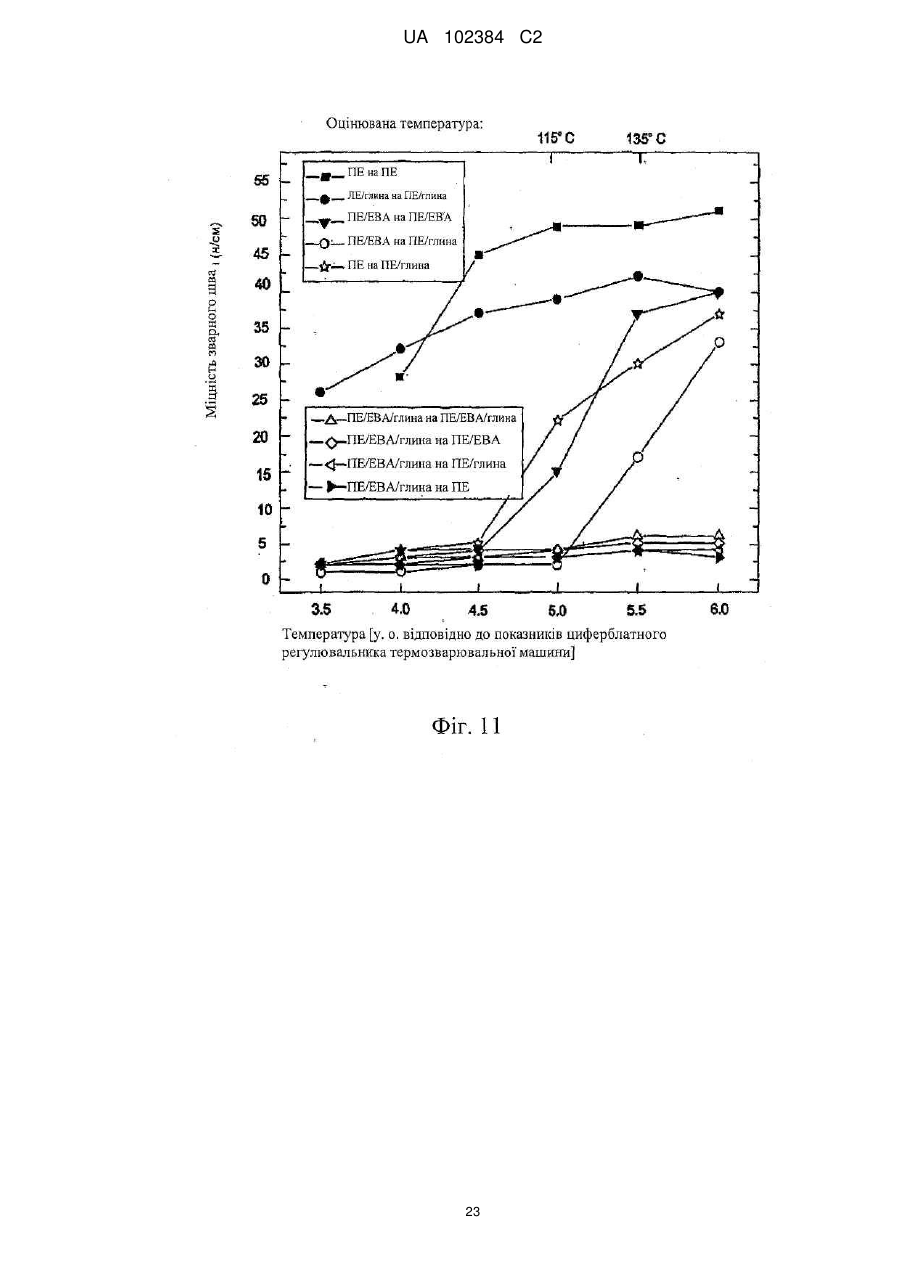
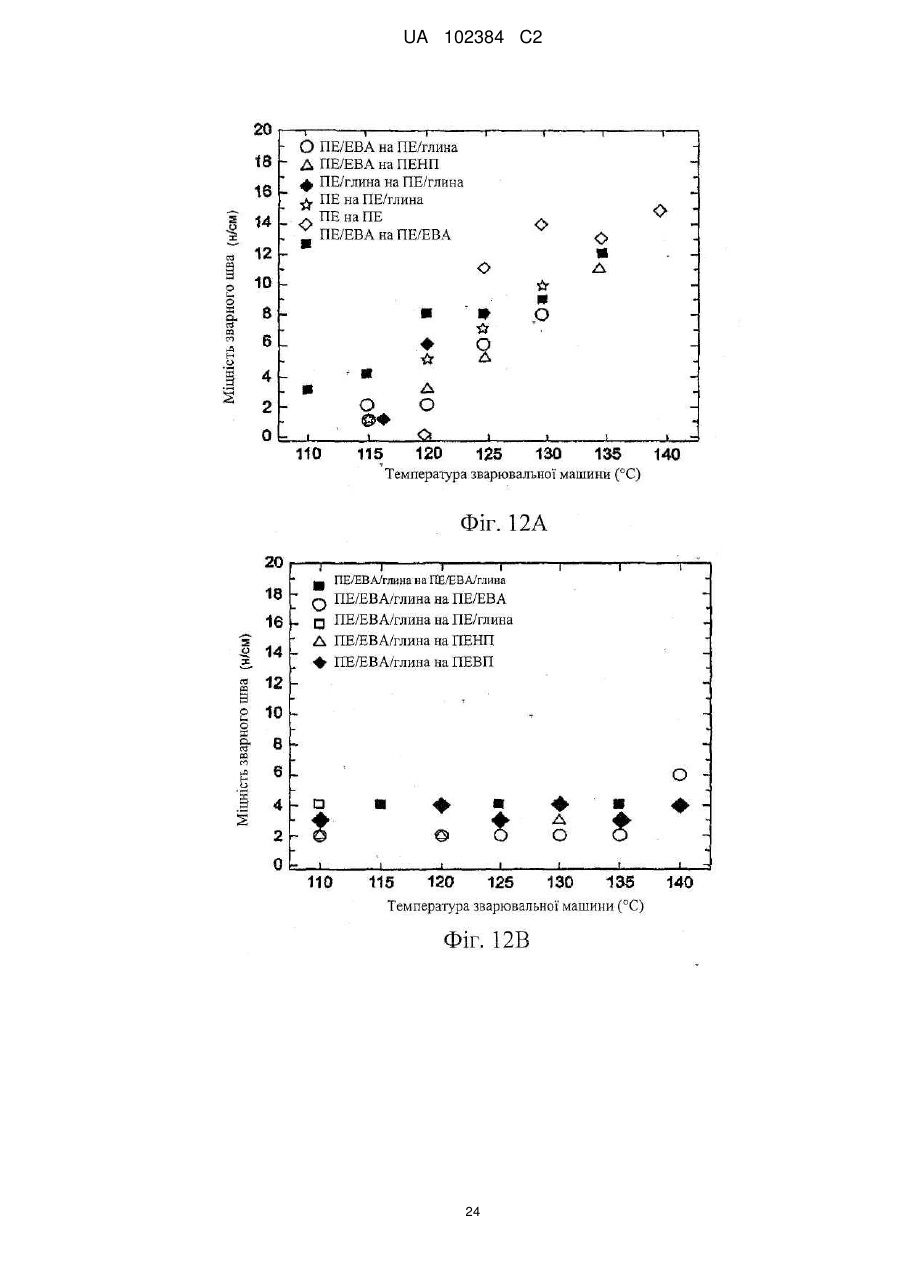
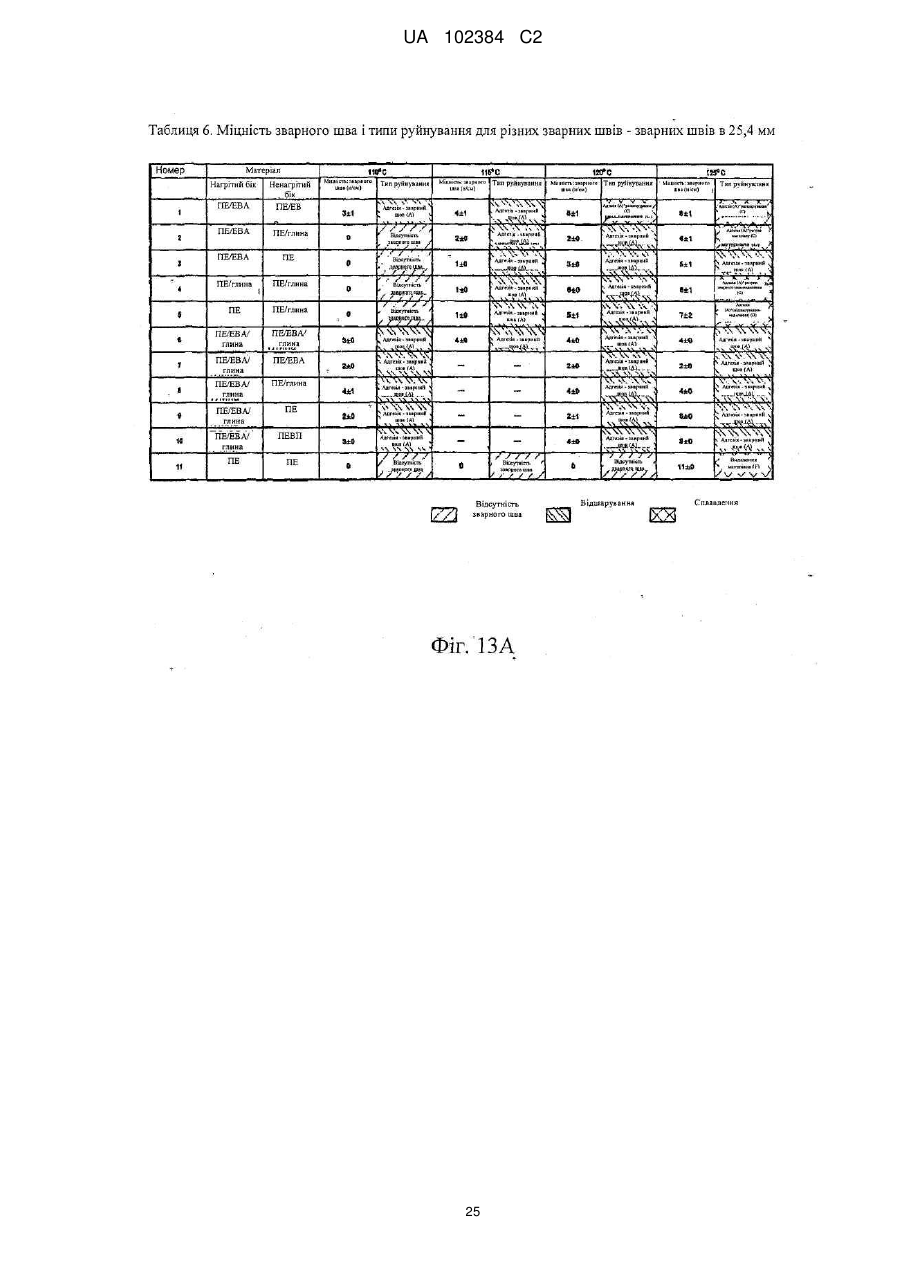
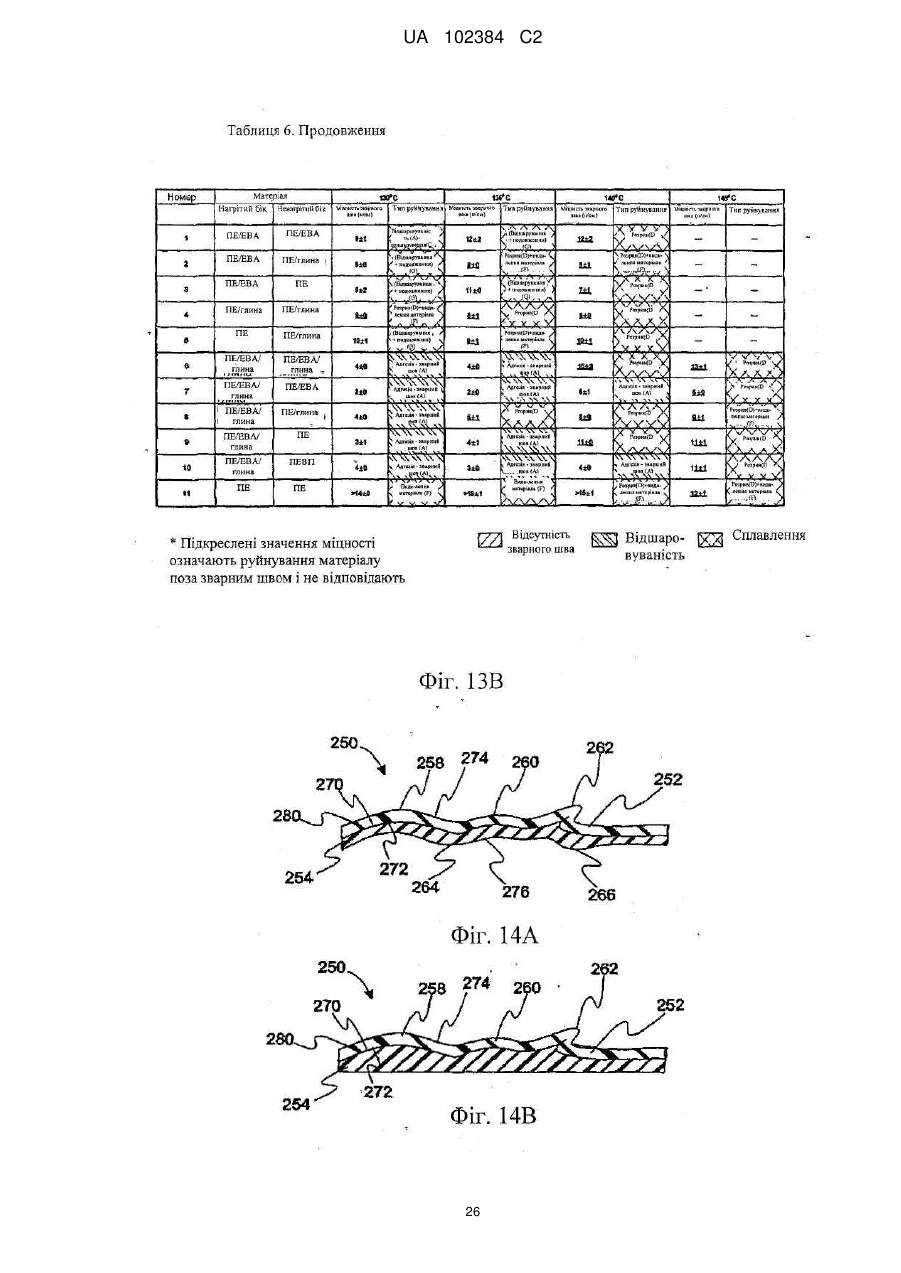
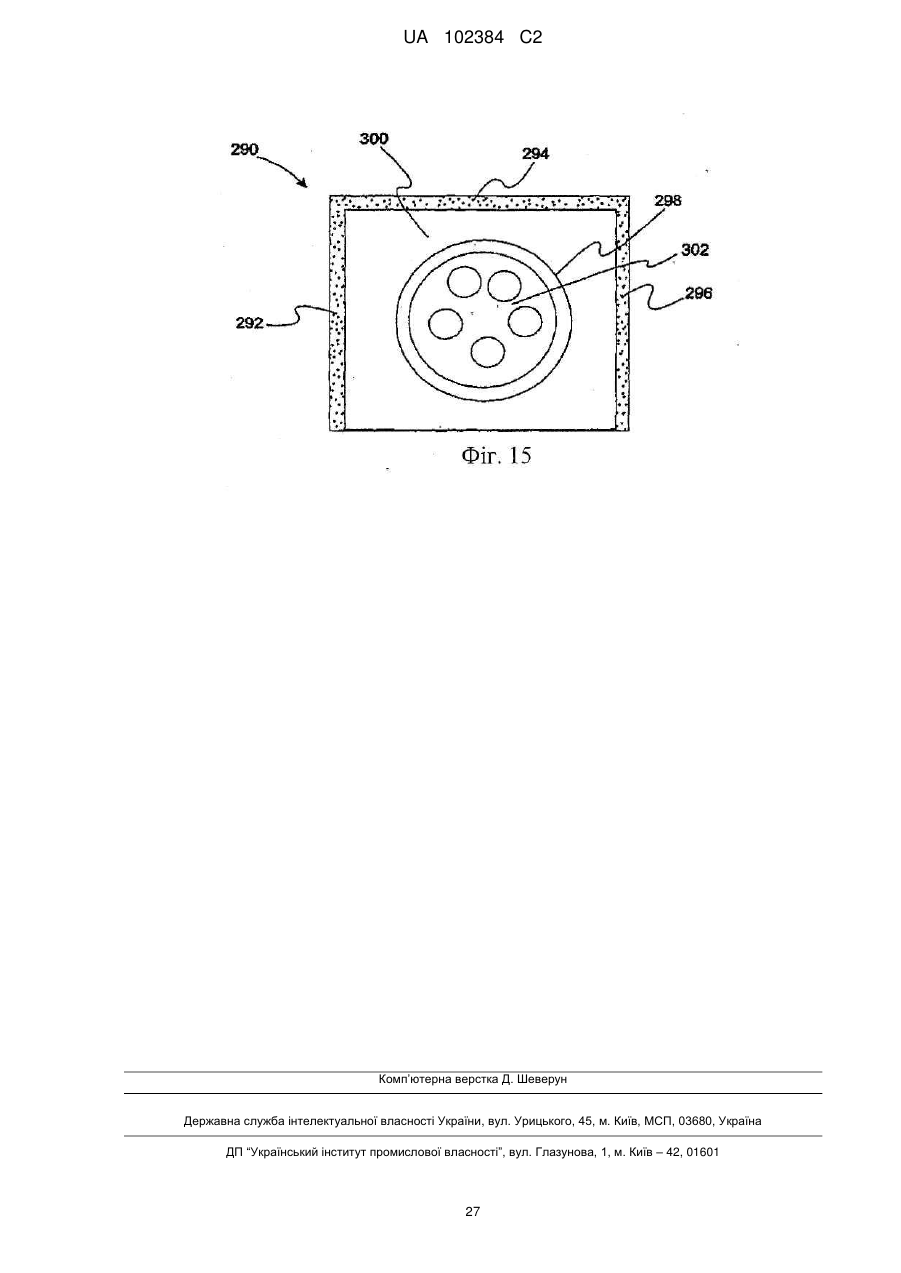
Реферат: Відшаровуваний зварний шов включає перший зварювальний шар, що має першу поверхню зварювання другий зварювальний шар, що має другу поверхню зварювання. Перша поверхня зварювання введена в контакт з другою поверхнею зварювання, визначаючи зварний шов, такий, щоб один або обидва шари із першого і другого зварних шарів мали б одного або декількох представників, вибраних зі складок або перегинів, включених в них. При цьому щонайменше один шар, вибраний з першого і другого зварювальних шарів, містить термопластичний полімер; і органоглину, дисперговану щонайменше в частині термопластичного полімеру. Причому щонайменше один із першого і другого зварювальних шарів має температуру ініціювання зварювання в діапазоні від приблизно 170 °F (76,7 °C) до приблизно 350 °F (176,7 °C), і органоглина включає пластинки, що характеризуються середньою величиною розшарування, яка дорівнює щонайменше 20 ангстремам, а зварювальний шар характеризується середньою шорсткістю в діапазоні від приблизно 1500 до приблизно 5000 ангстрем. UA 102384 C2 (12) UA 102384 C2 UA 102384 C2 5 10 15 20 25 30 35 40 45 50 55 60 Передумови винаходу Галузь техніки Даний винахід стосується пакувальних систем, які включають відшаровуваний зварний шов і, зокрема даний винахід стосується композицій і способів для одержання таких відшаровуваних зварних швів. Рівень техніки Упаковка являє собою важливу частину при продажі і маркетингу більшості продуктів. Зокрема продукти харчування характеризуються досить жорсткими вимогами до упаковки для збереження свіжості і збільшення терміну придатності при зберіганні. Певні медичні пристрої також характеризуються жорсткими вимогами до упаковки для збереження стерильності таких пристроїв. У таких галузях застосування упаковку звичайно одержують внаслідок упакування у вакуумі або внаслідок заповнення упаковки газом, а після цього її герметичного заварювання. Хоча неодмінною умовою і є ефективне упакування продуктів, важливими є і різні естетичні властивості упаковки продукту. Наприклад при залучені споживачів важливий зовнішній вигляд продукту. Крім того, в багатьох галузях застосування важливими міркуваннями, зокрема є також і можливість повторного використання продуктів живлення і легкість розкриття упаковки. У багатьох галузях застосування можливість легкого розкриття упаковки буде залежати від механічних властивостей зварного шва. У одній особливо важливій пакувальній конструкції використовують відшаровуваний зварний шов. Щонайменше в одній пакувальній системі попереднього рівня техніки відшаровуваний зварний шов, одержують внаслідок нанесення на металеву фольгу покриття з термозварюваного полімерного матеріалу. Оскільки упаковка, що включає такі зварні шви, часто є непроникною для повітря і забруднювачів, відшаровувані зварні шви, також повинні бути непроникними для даних матеріалів. У випадку розкриття упаковки, що має відшаровуваний зварний шов, зварний шар може відшаровуватися від підкладки. Бажано, щоб таке відшарування було б досяжним при низькому і відносно постійному зусиллі відшарування. Еластичні властивості відшаровуваного зварного шва, такі, що руйнування зварного шва не відбувається при згинанні упаковки і звичайному поводженні з нею. У деяких упаковках попереднього рівня техніки відшаровувані зварні шви конструюють з багатошарових листів. Приклади пакувальних систем, що мають такі зварні шви, включають упаковки продуктів живлення лоткового типу, пляшки або блістерні упаковки і тому подібне. Хоча деякі із відшаровуваних зварних упаковок попереднього рівня техніки досить добре виконують свою функцію, було важко сконструювати пакувальні системи, які відтворювано утворювали б герметичні зварні шви, які протистоять протіканням при одночасній легкості розкриття кінцевим користувачем. Крім того, такі відшаровувані пакувальні системи попереднього рівня техніки, мають тенденцію до функціонування у відносно вузьких діапазонах і, зокрема у вузьких діапазонах температур. Вузькі діапазони температур зварювання мають тенденцію приводити в результаті до одержання дефектів упаковки. Неаприклад на нижньому краю діапазону використовуваних температур можуть утворюватися протікаючі зварні шви (не герметичне зварювання). На верхньому краю діапазону використовуваних температур утворюється невідшаровуваний зварний шов, який роздирається при розкритті. Відповідно до цього, існує потреба в поліпшених відшаровуваних пакувальних системах, які протистоять протіканням, забезпечують одержання герметичного зварного шва і легко розкриваються. Короткий виклад винаходу Даний винахід вирішує одну або декілька проблем попереднього рівня техніки внаслідок пропозиції щонайменше в одному варіанті реалізації відшаровуваної зварної конструкції. Відшаровувана зварна конструкція даного варіанта реалізації у вигідному варіанті включає поверхню зварювання, з якої може бути одержаний відшаровуваний зварний шов при контакті зі зварною підкладкою при всіх температурах в межах діапазону температур одержання відшаровуваного зварного шва. Крім того, відшаровувана зварна конструкція даного варіанта реалізації містить термопластичний полімер і добавку, дисперговану щонайменше в частині термопластичного полімеру. У ще одному варіанті реалізації даного винаходу відшаровувана зварна конструкція є придатною для використання при одержанні відшаровуваного зварного шва на отворі контейнера. Відшаровувана зварна конструкція даного варіанта реалізації, включає зварний шар і один або декілька необов'язкових додаткових шарів. У вигідному варіанті зварний шар містить функціоналізовану органоглину, дисперговану в термопластичному полімері. Як було встановлено, включення частинок функціоналізованої органоглини в термозварювані термопластичні полімери, що звичайно використовуються забезпечує одержання 1 UA 102384 C2 5 10 15 20 25 30 35 40 45 50 55 60 відшаровуваної міцності на віддирання в широкому діапазоні умов термозварювання. Крім того, суміш комерційно доступних концентратів органоглина-полімер з широким діапазоном герметиків на основі поліолефінових смол у вигідному варіанті характеризується міцністю на віддирання, зворотно пропорційною процентному завантаженню органоглини. Незважаючи на відтворюваний характер відшарування зварних міжфазних поверхонь, що використовують зварний шар, герметична цілісність зварного шва не гіршає навіть у випадку включення в зразки зварного шва конфігурацій зморшок, гофрів і збирання в різних стилях пакувальних мішків/пакетів. У ще одному варіанті реалізації даного винаходу пропонується пакувальна система, що включає відшаровувані зварні конструкції винаходу. Пакувальна система винаходу включає секцію контейнера і відшаровувану зварну секцію, приєднану до секції контейнера. Зварна секція включає запропонований раніше зварний шар винаходу. Короткий опис креслень Фіг. 1А являє собою схематичну ілюстрацію адгезійного руйнування типу А; Фіг. 1В являє собою схематичну ілюстрацію адгезійного руйнування типу В; Фіг. 1С являє собою схематичну ілюстрацію розшаровуючогося руйнування типу С; Фіг. 1D являє собою схематичну ілюстрацію розривного руйнування типу D; Фіг. 1Е являє собою схематичну ілюстрацію розривного руйнування типу Е; Фіг. 1F являє собою схематичну ілюстрацію подовжуючого руйнування типу F; Фіг. 1G являє собою схематичну ілюстрацію руйнування по механізму відшарування + подовження типу G; Фіг. 2А представляє схематичний поперечний переріз одношарової зварної конструкції; Фіг. 2В представляє схематичний поперечний переріз двошарової зварної секції; Фіг. 2С представляє схематичний поперечний переріз тришарової зварної секції; Фіг. 3А представляє схематичний поперечний переріз пакетоподібної пакувальної системи, що включає один варіант реалізації відшаровуваної зварної конструкції винаходу; Фіг. 3В являє собою вигляд збоку для пакетоподібної пакувальної системи фіг. 3А; Фіг. 4А представляє поперечний переріз удосконалення, в якому зварна підкладка включає другий зварний шар; Фіг. 4В представляє схематичний поперечний переріз удосконалення, в якому зварна підкладка 160 включає другий зварний шар 170, при цьому відшаровуваний зварний шов 162 одержують між першим зварним шаром 152 і другим зварним шаром 186; Фіг. 5А представляє схематичний поперечний переріз чашоподібної пакувальної системи, яка використовує відшаровувані зварні конструкції винаходу; Фіг. 5В представляє схематичний поперечний переріз блістерної пакувальної системи, яка використовує відшаровувані зварні конструкції винаходу і включає декілька чашоподібних контейнерів; Фіг. 6 являє собою діаграму, що ілюструє спосіб одержання пакувальних систем винаходу; Фіг. 7А являє собою графіки залежності зусилля відшарування від температури для верхнього зварного шва, одержаного із зварного шару, що містить 5% мас. і 6% мас. органоглини; Фіг. 7В являє собою графіки залежності зусилля відшарування від температури для зварних швів, одержаних в результаті тришарового співекструдування ПЕВЩ, EVOH і суміші ЛПЕНП і ЕВА в присутності і при відсутності доданої органоглини; Фіг. 7С являє собою графік залежності зусилля відшарування від температури одержання зварного шва для зварного шва, одержаного з фольги, ламінованої на зварну плівку; Фіг. 8 являє собою серію графіків для визначення температури плавлення («Tm»); Фіг. 9 являє собою серію графіків для визначення температури кристалізації («Тс»); і Фіг. 10А являє собою набір дифракційних рентгенограм, що демонструє дисперсію органоглини Nanoblend 2001 в зварному шарі, що містить поліетилен; Фіг. 10В являє собою набір дифракційних рентгенограм, що демонструє дисперсію органоглини Nanoblend 2101 в зварному шарі, що містить поліетилен; Фіг. 11 являє собою графіки залежності міцності зварного шва від температури одержання зварного шва для зварних швів, одержаних при використанні імпульсної зварювальної машини; Фіг. 12А являє собою графіки залежності міцності зварного шва від температури одержання зварного шва для зварних швів, одержаних з поліетилену або суміші поліетилену і ЕВА і створених за способом зварювання за рахунок теплопровідності; Фіг. 12В являє собою графіки залежності міцності зварного шва від температури одержання зварного шва для зварних швів, у яких щонайменше один із зварних шарів містить суміш поліетилену, ЕВА і органоглини; 2 UA 102384 C2 5 10 15 20 25 30 35 40 45 50 55 60 Фіг. 13А представляє таблицю 6, яка сумарно приводить дані по міцності зварного шва фіг. 12А і 12В; і Фіг. 13В являє собою продовження фіг. 13А; Фіг. 14 являє собою схематичну ілюстрацію поперечних перерізів відшаровуваних зварних швів, що включають в себе одну або декілька складок; Фіг. 14В являє собою схематичну ілюстрацію поперечних перерізів відшаровуваних зварних швів, що включають в себе одну або декілька складок; і Фіг. 15 являє собою вигляд зверху для пакувальної системи, яка має складки або перегини, включені в зварні шви. Докладний опис переважного варіанта (варіантів) реалізації Далі буде зроблене докладне посилання на переважні в цей час композиції, варіанти реалізації і способи даного винаходу, які становлять найбільш переважні види реалізації винаходу на практиці, в цей час відомі винахідникам. Фігури необов'язково наведені в масштабі. Однак, необхідно розуміти те, що описані варіанти реалізації являють собою просто приклади винаходу, які можуть бути реалізовані в різних і альтернативних формах. Тому конкретні деталі, описані в цьому документі, повинні інтерпретуватися не як обмеження, а просто як представницька основа для будь-якого аспекту винаходу і/або як представницька основа для роз'яснення фахівцеві у відповідній галузі техніки різних способів використання даного винаходу. За винятком прикладів або тих випадків, де однозначно буде вказано інше, всі чисельні величини в даному описі, вказуючі кількості матеріалу або умови проведення реакції і/або використання, в описі найбільш широкого об'єму винаходи повинні сприйматися як модифіковані словом «приблизно». У загальному випадку переважною є практика в діапазонах приведених чисельних меж. Крім того, якщо тільки однозначно не буде указано протилежного, то процент, «частини» і величини співвідношень будуть масовими; термін «полімер» включає «олігомер», «співполімер», «терполімер» і тому подібне; опис групи або класу матеріалів як придатних або переважних для заданого призначення в зв'язку з винаходом має на увазі рівні придатність або перевагу сумішей будь-яких двох і більше елементів групи або класу; опис компонентів в хімічних термінах стосується компонентів під час додавання до будь-якої комбінації, вказаної в описі, і необов'язково виключає хімічні взаємодії між компонентами суміші відразу після перемішування; перше визначення акроніму або іншого скорочення стосується всіх подальших варіантів використання того ж самого скорочення в цьому документі і з відповідними поправками стосується звичайних граматичних варіацій спочатку певного скорочення; і, якщо тільки однозначно не буде указано протилежного, то вимірювання властивості проводять по тій же самій методиці, що і вказана для тієї ж самої властивості раніше або пізніше. Також необхідно розуміти те, що даний винахід не обмежується конкретними варіантами реалізації і способами, описаними далі, оскільки конкретні компоненти і/або умови, само собою зрозуміло, можуть варіюватися. Крім того, термінологія, що використовується в цьому документі, використовується тільки для цілей опису конкретних варіантів реалізації даного винаходу і ніяким чином не передбачає обмеження. Також необхідно відмітити те, що відповідно до використання в описі винаходу і прикладеній формулі винаходу форма однини включає відповідність у множині, якщо тільки контекст не буде ясно вказувати іншого. Наприклад посилання на компонент в формі однини передбачає включення множини компонентів. По ходу всього викладу даної заявки у випадку посилання на публікації опису даних публікацій у всій їх повноті за допомогою посилання включаються в дану заявку у всій її повноті для більш повного опису рівня техніки, до якого належить даний винахід. Термін «органоглина» відповідно до використання в цьому документі означає органічно модифіковану глину. Звичайно таке модифікування робить глину більш сумісною і тому змішуваною з полімерами. Термін «середня шорсткість» («Ra») відповідно до використання в цьому документі означає середню висоту на поверхні, розраховану по всім виміряним довжині або площі відповідно до документа ANSI B46.1. Звичайно її приводять в мікрометрах або мікродюймах. Термін «відшаровуваний зварний шов» відповідно до використання в цьому документі означає зварний шов, який характеризується зусиллям відшарування в діапазоні від 0,5 фунта на один дюйм ширини зразка (0,0876 н/мм) до зусилля, яке роздирає зварний шов. Звичайно верхня межа є меншою або дорівнює 5 фунтам на один дюйм ширини зразка (0,876 н/мм). У іншій варіації верхня межа є меншою або дорівнює 4 фунтам на один дюйм ширини зразка (0,701 н/мм) або меншим, ніж межа міцності при роздиранні для плівкової підкладки. 3 UA 102384 C2 5 10 15 20 25 30 35 40 45 50 55 60 Термін «зусилля відшарування» відповідно до використання в цьому документі означає зусилля для розділення двох шарів відповідно до визначення в документі ASTM F-88, який за допомогою посилання включається в цей документ. Наприклад це зусилля, необхідне для розділення двох шарів шириною в один дюйм (25,4 мм) внаслідок відтягання. Термін «температура ініціювання зварювання» відповідно до використання в цьому документі стосується найменшої температури, при якій утворюється зварний шов, що характеризується зусиллям відшарування 0,5 фунта на один дюйм (0,0876 н/мм). Кажучи конкретно, температурою ініціювання зварювання є температура поверхні (звичайно металу), що знаходиться в контакті з шаром або шарами, які необхідно зварити, тим самим, промотираючою таке зварювання. У деяких варіаціях поверхня знаходиться в контакті з шаром (шарами) протягом часу перебування в діапазоні від приблизно 0,5 до 1 секунди при тиску в 2 2 діапазоні від 5 фунт/дюйм (34,5 кПа) до 1200 фунт/дюйм (8270 кПа). Термін «діапазон температур одержання відшаровуваного зварного шва» означає діапазон температур, при якому між двома матеріалами утворюється зварний шов, такий щоб зусилля відшарування знаходилося б в діапазоні від 0,5 фунта на один дюйм ширини зразка (0,0876 н/мм) до зусилля, яке роздирає зварний шов, як це було представлено раніше. Як можна зрозуміти при оберненні до фіг. 1А-1G, на них представлені схематичні ілюстрації, що демонструють різні механізми руйнування зварного шва. У кожній варіації даних фігур зварний шов 100 одержують внаслідок контакту між секцією першого зварного шару 102 і секцією другого зварного шару 104 для одержання зварного шва. Фіг. 1А ілюструє поведінку відшаровуваного зварного шва, відповідного одному або декільком варіантам реалізації даного винаходу. При впливі на зварний шов між шарами 102 і 104 зусилля, які здійснюють відтягання даних шарів один від одного, шари 102, 104 відносно чисто розділяються на поверхнях розділення 106, 108. Дане руйнування зварного шва називають адгезійним руйнуванням типу А. Фіг. 1В ілюструє зварний шов, у якого у випадку впливу на зварний шов напруження цілісності структури шару 102 порушується з одержанням роздирання 109. Дане руйнування зварного шва називають адгезійним руйнуванням типу В. Фіг. 1С ілюструє зварний шов, який включає додаткові шари, утворюючі конструкцію багатошарового ламінату. Шар 110 приєднують до шару 102, в той час як шар 104 приєднують до шару 112. Режим руйнування, проілюстрований на фіг. 1С, являє собою розшарування в позиції 114. Дане руйнування зварного шва називають розшаровуючим руйнуванням типу С. Фіг. 1D ілюструє руйнування матеріалу, при якому шар 104 розривається в позиції 120, близькій до зони, в якій шари 102, 104 всі ще пристають один до одного. Дане руйнування зварного шва називають розривним руйнуванням типу D. Фіг. 1Е ілюструє руйнування матеріалу, при якому шар 104 розривається в позиції 122 на видаленні від зони, в якій шари 102, 104 всі ще пристають один до одного. Дане руйнування зварного шва називають розривним руйнуванням типу Е. Фіг. 1F ілюструє руйнування матеріалу, при якому шари 102 і 104 розтягуються в секціях 130, 132, які не включені в зварний шов 100. Дане руйнування зварного шва називають подовжуючим руйнуванням типу F. У висновок, фіг. 1G ілюструє руйнування матеріалу, при якому шари 102, 104 розділяються в позиції зварного шва 100 по механізму відшарування при одночасному розтягненні в секціях 136, 138. Дане руйнування зварного шва називають руйнуванням по механізму відшарування + подовження типу G. Варіанти реалізації даного винаходу у вигідному варіанті утворюють відшаровувані зварні шви, які руйнуються по механізму адгезійного руйнування типу А. У одному варіанті реалізації даного винаходу пропонується відшаровувана зварна конструкція. Відшаровувана зварна конструкція даного варіанта реалізації містить термопластичний полімер і добавку, дисперговану щонайменше в частині термопластичного полімеру. Відшаровувана зварна конструкція визначає поверхню зварювання, з якої може бути одержаний відшаровуваний зварний шов при всіх температурах в межах діапазону температур одержання відшаровуваного зварного шва. У одній варіації даного варіанта реалізації діапазон температур одержання відшаровуваного зварного шва, знаходиться в межах від температури ініціювання зварювання до температури, яка щонайменше на 50 градусів F (27,8 градуси С) перевищує температуру ініціювання зварювання. У ще одному варіанті реалізації даного винаходу діапазон температур одержання відшаровуваного зварного шва, знаходиться в межах від температури ініціювання зварювання до температури, яка щонайменше на 75 градусів F (41,7 градуси С) перевищує температуру ініціювання зварювання. У іншому ще варіанті реалізації даного винаходу діапазон температур одержання відшаровуваного зварного шва, знаходиться в межах від температури ініціювання зварювання до температури, яка щонайменше на 100 градусів F (55,5 градуси С) перевищує температуру ініціювання зварювання. Звичайно для пакувальних зон застосування температура ініціювання зварювання знаходиться в діапазоні від приблизно 170ºF (76,7ºС) до приблизно 350ºF (176,7ºС). В ще одній 4 UA 102384 C2 5 10 15 20 25 30 35 40 45 50 55 60 варіації для пакувальних зон застосування температура ініціювання зварювання знаходиться в діапазоні від приблизно 170ºF (76,7ºС) до приблизно 250ºF (121,1ºС). Як можна зрозуміти при оберненні до фіг. 2А, 2В і 2С, на них представлені ілюстрації відшаровуваної зварної конструкції, що використовується в пакувальних системах даного винаходу. У даному варіанті реалізації відшаровувану зварну конструкцію приєднують до підкладки, одержуючи відшаровуваний зварний шов або зварну секцію. Фіг. 2А представляє схематичний поперечний переріз одношарової зварної конструкції. У даній варіації відшаровувана зварна конструкція 150 включає зварний шар 152. Фіг. 2В представляє схематичний поперечний переріз двошарової зварної конструкції. Відшаровувана зварна конструкція 150 включає зварний шар 152 і додатковий шар 154. Фіг. 2С представляє схематичний поперечний переріз тришарового зварного шару. У даній варіації відшаровувана зварна конструкція 150 включає зварний шар 152 і додаткові шари 154, 156. Необхідно розуміти те, що в кожній з варіацій фіг. 2А, 2В і 2С зварний шар 152 містить термопластичний полімер і добавку, дисперговану в термопластичному полімері. У одній варіації даних варіантів реалізації відповідні добавки характеризуються площею питомої 2 поверхні, більшою ніж 100 м /грам, і аспектним співвідношенням, більшим ніж 10. У доповнення до цього, відповідні добавки є кристалічними або полікристалічними. Приклади відповідних добавок включають нижченаведені, але не обмежуються тільки цими: органоглини. Зварний шар 152 адаптують до введення в контакт з секцією підкладки контейнера для одержання відшаровуваного зварного шва. Такі контейнери можуть мати практично будь-яку форму, яка є відповідною для упакування об'єкта. Приклади таких форм включають нижченаведені, але не обмежуються тільки цими: блістерні упаковки, лотки, мішки, пакети і їх комбінації. Як на подив було встановлено, зварні шари, одержані з даної композиції, демонструють поліпшені і однорідні характеристики відшарування, як це описується більш повно далі. Відшаровувані зварні міжфазні поверхні 150, використовують відшаровувану зварну конструкцію чином, який відтворюється, герметична цілісність зварного шва не гіршає навіть у випадку включення в плівкові зразки конфігурацій зморшок, гофрів і збирання в різних стилях пакувальних мішків/пакетів. Відшаровувана зварна конструкція 150 демонструє відтворювані характеристики відшаровування в наступних комбінаціях: 1) зварний шар 152, вступаючий в контакт з іншим зварним шаром аналогічного або ідентичного складу; 2) зварний шар 152, вступаючий в контакт з конструкцією, утвореною з бездомішкового герметика, (наприклад шар органоглина/поліетилен по відношенню до шару бездомішкового поліпропілену, шар органоглина/поліетилен по відношенню до шару бездомішкового складного поліефіру, шар органоглина/поліетилен по відношенню до шару бездомішкового поліетилену). У зварні шари необов'язково включають технологічні добавки, такі як речовини, перешкоджаючі злипанню, антиоксиданти, добавки, поліпшуючі ковзання, і тому подібне, які не здійснюють несприятливого впливу на характер відшарування зварної конструкції 150. Для одержання декількох відповідних ознак даного варіанта реалізації використовують додаткові шари 154, 156. Наприклад додаткові шари 154, 156 можуть забезпечувати наявність характеристик опорної конструкції, теплостійкості, властивостей захисного матеріалу і поліпшеного зовнішнього вигляду у пакувальних систем, які включають відшаровувані зварні секції. Також необхідно розуміти те, що даний варіант реалізації в доповнення до одношарових відшаровуваних зварних конструкцій включає багатошарові конструкції, що включають будь-яку кількість додаткових шарів. У кожній варіації даного варіанта реалізації багатошарові зварні конструкції включають відшаровуваний зварний шар, що має склади, описані в цьому документі. Зварний шар 152 додатково характеризується різними фізичними і структурними варіаціями і удосконаленнями, які в деякій мірі залежать від конкретної бажаної упаковки. У одній варіації даного варіанта реалізації зварний шар 152 має товщину в діапазоні від приблизно 6 мікронів до приблизно 120 мікронів. У ще одній варіації даного варіанта реалізації зварний шар 152 має товщину в діапазоні від приблизно 6 мікронів до приблизно 30 мікронів. У ще одній іншій варіації даного варіанта реалізації зварний шар 152 має товщину в діапазоні від приблизно 40 мікронів до приблизно 120 мікронів. Зварний шар 152 додатково відрізняють від аналогічних шарів, одержаних без використання або з використанням недостатніх кількостей органоглини, по наявності підвищеної міри шорсткості поверхні. При одному удосконалені зварний шар 152 характеризується шорсткістю поверхні, що демонструє середню шорсткість в діапазоні від приблизно 1500 до приблизно 5000 ангстремів. При ще одному удосконалені зварний шар 152 характеризується шорсткістю поверхні, що демонструє середню шорсткість в діапазоні від приблизно 2000 до приблизно 4000 ангстремів. Як повинно бути легко зрозуміло, у варіаціях даного винаходу міра і якість шорсткості поверхні залежать як від способів, так і від технологічних параметрів, що використовуються для одержання зварного шару 152. Зварні 5 UA 102384 C2 5 10 15 20 25 30 35 40 45 50 55 60 шари різних варіантів реалізації також характеризуються трохи більш високими модулями пружності при розтягненні, ніж у аналогічних шарів при відсутності органоглини. При одному удосконалені зварний шар 152 характеризується модулем пружності при розтягненні в діапазоні від приблизно 500 до приблизно 2000 МПа. Як можна зрозуміти при звертані до фіг. 3А і 3В, на них описується пакувальна система, що включає представлені зварні конструкції, що раніше відшаровуються. Фіг. 3А представляє поперечний переріз пакетоподібної пакувальної системи, що включає один варіант реалізації відшаровуваної зварної конструкції винаходу. Фіг. 3В являє собою вигляд збоку для пакетоподібної пакувальної системи, що включає один варіант реалізації відшаровуваної зварної конструкції винаходу. Пакувальна система 160 включає секцію контейнера 162 і відшаровувану зварну секцію 164. Відшаровувану зварну секцію 164 приєднують до секції контейнера 162. Фіг. 3А демонструє один приклад, в якому відшаровувана зварна секція 164 і секція контейнера 162 є безперервними, при цьому кожну з них одержують з однієї і тієї ж багатошарової конструкції (тобто, листа). Секція контейнера 162 може мати практично будь-яку форму, яка є відповідною для упакування об'єкта в пакет. Зварна секція 164 включає відшаровувану зварну конструкцію 150. У варіації, продемонстрованій на фіг. 3А, відшаровувана зварна конструкція 150 включає зварний шар 152, розташований на додатковому шарі 154. Як було представлено раніше в зв'язку з описами фіг. 2А, 2В і 2С, зварний шар 152 містить термопластичний полімер і добавку, таку як органоглину, дисперговану в термопластичному полімері. Як можна зрозуміти все ще при звертані до фіг. 3А і 3В, пакувальна система 160 додатково включає другу зварну конструкцію 150', для одержання відшаровуваного зварного шва, 170 вступаючу в контакт із відшаровуваною зварною конструкцією 150. Зварний шов 170 заварює отвір на верхньому боці 172 пакувальної системи 160. Подібні відшаровувані зварні шви необов'язково розміщують на нижньому боці 174, лівому боці 176 і правому боці 178. Відшаровувана зварна конструкція 150' також включає зварний шар 152, розташований на додатковому шарі 154. Кажучи конкретно, перша частина комбінації у вигляді зварного шару 152, розташованого на додатковому шарі 154, утворює зварну конструкцію 150, в той час як друга частина комбінації у вигляді зварного шару 152, розташованого на додатковому шарі 154, утворює зварну конструкцію 150'. Зварні конструкції 150, 150' є безперервними разом з секцією контейнера 162. У одній варіації даного варіанта реалізації третя частина комбінації у вигляді зварного шару 152, розташованого на додатковому шарі 154 щонайменше частково утворює секцію контейнера 162. У доповнення до цього, пакувальну систему 160 адаптують до вміщення об'єкта (об'єктів) 180 (тобто, можливо, один або декількох об'єктів). Приклади об'єкта (об'єктів) 180, який може бути упакований, включають нижченаведені, але не обмежуються тільки цими: продукти харчування і стерилізовані об'єкти (наприклад медичні пристрої). Як можна зрозуміти при звертані до фіг. 4А і 4В, на них проілюстровані варіації відшаровуваної зварної секції 164, що використовується в пакетоподібних пакувальних системах. Фіг. 4А представляє схематичний поперечний переріз в удосконалення, в якому зварний шар 152 по суті обмежується околицею відшаровуваної зварної секції 164. Одержання даної варіації домагаються або внаслідок обмеження включення органоглини, або внаслідок розміщення відмінного шару в околиці зварної конструкції 164. Дана варіація додатково включає внутрішній шар 182 і один або декілька додаткових шарів 154. Фіг. 4В представляє схематичний поперечний переріз в удосконалення, в якому пакувальна система 160 включає другий зварний шар 186, при цьому відшаровуваний зварний шов 170 одержують між першим зварним шаром 152 і другим зварним шаром 186. При даному останньому удосконалені зварний шар 152 проходить в секцію контейнера 162 в мінімальній, якщо взагалі хоча в будь-якій, мірі. Крім того, при даному удосконалені секція контейнера 162 необов'язково включає шар прокладки 182, який відрізняється від першого зварного шару 152. При одному додатковому удосконалені даної варіації зварна секція 164 додатково включає один або декілька додаткових полімерних шарів (шар) 154, розташованих на першому зварному шарі 152 і/або другому зварному шарі 186. У одному особливо відповідному прикладі даного удосконалення один або декілька додаткових полімерних шарів (шар) 154 щонайменше частково утворюють секцію контейнера 162. Як можна зрозуміти при звертані до фіг. 5А і 5В, на них проілюстровані варіації пакувальних систем, що використовують зварні конструкції винаходу разом з відшаровуваними секціями жорсткого контейнера. Фіг. 5А представляє схематичний поперечний переріз чашоподібної пакувальної системи, в якій використовують відшаровувані зварні конструкції винаходу. Пакувальна система 190 включає відшаровувану зварну конструкцію 150 і отвір 192 секції контейнера, що заварюється 194. Периферійну частину відшаровуваної зварної конструкції 150 розміщують на секції підкладки 196 секції контейнера 194 і вводять з нею в контакт. Фіг. 5В 6 UA 102384 C2 5 10 15 20 25 30 35 40 45 50 55 60 представляє схематичний поперечний переріз блістерної пакувальної системи, яка включає декілька чашоподібних контейнерів. Блістерна пакувальна система 200 включає відшаровувану зварну конструкцію 152 і отвори, що заварюються 202, 204 секцій контейнерів 206, 208. Частину відшаровуваної зварної конструкції 152 розміщують на секціях підкладки 210, 212 секцій контейнерів 206, 208 і вводять з ними в контакт. Як було представлено раніше, відшаровувані зварні конструкції різних варіантів реалізації винаходу містять добавку, таку як органоглини. Приклади відповідних органоглин включають нижченаведені, але не обмежуються тільки цими: каолініт, монтморилоніт-смектитові глини, бентонитові глини, ілітові глини і їх комбінації. У патентах США №№ 5780376, 5739087, 6034163 і 5747560 пропонуються конкретні приклади наноглин, які є придатними для використання при реалізації даного винаходу на практиці. Вся повнота опису кожного з даних патентів за допомогою посилання включається в цей документ. При одному удосконалені даного винаходу органоглина присутня в кількості в діапазоні від 1% мас. до 20% мас. від об'єднаної маси термопластичного полімеру і органоглини. При ще одному удосконалені даного варіанта реалізації органоглина присутня в кількості в діапазоні від 2% мас. до 10% мас. від об'єднаної маси термопластичного полімеру і органоглини. Органоглина, що використовується в відшаровуваному зварному шарі 152, звичайно включає множину частинок. У одній варіації органоглина включає множину частинок, що мають щонайменше один просторовий розмір, менший ніж 200 нм. У ще одній варіації органоглина включає множину частинок, що мають щонайменше один просторовий розмір, менший ніж 100 нм. У ще одній варіації органоглина включає множину частинок, що мають щонайменше один просторовий розмір, менший ніж 50 нм. У ще одній іншій варіації органоглина включає множину частинок, що мають просторові розміри, великий або, що дорівнює 1 нм. У ще одній іншій варіації органоглина включає множину частинок, що мають просторові розміри, великий або, що дорівнює 5 нм. У ще одній варіації органоглина включає пластинки, що характеризуються середньою величиною розшарування, яка дорівнює щонайменше 20 ангстремам. У ще одній іншій варіації органоглина включає пластинки, що характеризуються середньою величиною розшарування, що дорівнює щонайменше 30 ангстремам. У ще одній додатковій варіації органоглина включає пластинки, що характеризуються середньою величиною розшарування, що дорівнює щонайменше 40 ангстремам. Звичайно перед об'єднанням з термопластичним полімером органоглина включає пластинки, що характеризуються середньою величиною розшарування в діапазоні від 20 до 45 ангстремів. У вигідному варіанті після об'єднання з термопластом органоглина залишається в даному розшарованому стані, так що середня величина розшарування зберігається або збільшується. Як було представлено раніше, відшаровуваний зварний шар 152 також містить термопластичний полімер. Відповідні термопластичні полімери включають нижченаведені, але не обмежуються тільки цими: найлони, поліолефіни, полістироли, складні поліефіри, полікарбонати і їх суміші. У одній варіації термопластичний полімер містить компонент, вибираний з групи, що складається з співполімеру етилену-акрилової кислоти, співполімеру етилену-етилакрилату, іономерів етилену (наприклад лінії смол Surlynо, доступної в компанії E. I. du Pont de Nemours and Company) і їх комбінацій. Поліолефіни являють собою термопластичні полімери, особливо придатні для використання в практикові винаходи. У одній варіації поліолефін вибирають з групи, що складається з гомополімерів і співполімерів етилену, пропілену, вінілацетату і їх комбінацій. Як було встановлено, суміш поліолефінів з співполімером етилену-вінілацетату («ЕВА») є особливо придатний для використання при одержанні відшаровуваних зварних швів особливо у випадку добавки у вигляді органоглини. Секції контейнера різних варіантів реалізації винаходу одержують з практично будь-якого матеріалу, що використовується для упакування. Такі матеріали включають нижченаведені, але не обмежуються тільки цими: папір, металева фольга, полімерні листи, металізовані полімерні листи і їх комбінації. Більш конкретні приклади включають орієнтований або неорієнтований складний поліефір, орієнтований або неорієнтований поліпропілен, орієнтований або неорієнтований найлон і їх комбінації. Кожний з даних матеріалів може мати, а може і не мати покриття. Приклади відповідних покриттів включають нижченаведені, але не обмежуються тільки цими: оліфа, лаки, клеї, друкарські фарби і захисні матеріали (тобто, ПВДХ). Матеріали, відповідні для використання при упакуванні медичних пристроїв, включають поліолефіни високої щільності. Одним прикладом такого матеріалу, що використовується для упакування медичних пристроїв, є Tyvekо (синтетичний матеріал, одержаний з волокон поліетилену високої щільності), комерційно доступний в компанії Dupont, Inc. У ще одному іншому варіанті реалізації даного винаходу пропонується спосіб одержання представлених раніше пакувальних систем. Як можна зрозуміти при звертанні до фіг. 6, на ній 7 UA 102384 C2 5 10 15 20 25 30 35 40 45 50 55 60 представлена діаграма, що ілюструє спосіб даного варіанта реалізації. Термопластичний полімер («ТП») об'єднують з органоглиною («ОГ») для одержання на стадії а) суміші органоглина-полімер («СОП»). У одній варіації дане об'єднання проходить в екструдері 220. Після цього з суміші органоглина-полімер в результаті екструдування з екструзійної головки 222 на стадії b) одержують зварний шар 152. У одній варіації додатковий шар одержують внаслідок подачі в екструзійну головку 222 матеріалу з додаткових екструдерів (таких як екструдер 230). При одному удосконалені даного варіанта реалізації термопластичний полімер і органоглину попередньо перемішують в змішувачі 224, а після цього вводять в екструдер 220. Звичайно зварний шар 152 будуть одержувати спільно з одним або декількома додатковими шарами 154, 156 (продемонстрованими на фіг. 2) або на них. Після цього на стадії з) одержують розкриту пакувальну систему 160. Даний спосіб може включати стадії, на яких боки зварюють для одержання пакетних конструкцій фіг. 3-4. В одній варіації одержання розкритої пакувальної системи 160 відбувається під час стадії b). У одній варіації даного варіанта реалізації термопластичний полімер об'єднують з органоглиною внаслідок перемішування маточної суміші з бездомішковим полімером. У даній варіації маточна суміш містить органоглину і щонайменше частину термопластичного полімеру. При даному удосконалені маточна суміш звичайно включає від 10 до 80% мас. органоглини. Стадію одержання зварного шару 152 здійснюють за будь-яким способом, який може забезпечити одержання з термопластичних композицій шарів або плівок. Приклади таких способів включають нижченаведені, але не обмежуються тільки цими: екструдовані, співекструдовані, раздувне формування, лиття, екструзійне пневмоформування і одержання плівок в результаті екструдування з роздуванням. Як можна зрозуміти все ще при звертанні до фіг. 6, спосіб даного варіанта реалізації необов'язково додатково включає розміщення у розкритій пакувальній системі 160 об'єкта (об'єктів) 180 (стадія d). Звичайно об'єкт (об'єкти) 180 розміщується в секції контейнера 162. Після розміщення об'єкта (об'єктів) 180 в секції контейнера 162 зварний шар 152 під час стадії е) вводять в контакт зі зварною підкладкою (тобто, зварною конструкцією 150') для одержання зварного шва. Зварювання може бути здійснене за будь-якою кількістю способів зварювання, відомих на сучасному рівні техніки. Приклади включають нижченаведені, але не обмежуються тільки цими: термозварювання за рахунок теплопровідності, ультразвукове зварювання і індукційне зварювання. Наступні далі приклади ілюструють різні варіанти реалізації даного винаходу. Фахівці у відповідній галузі техніки повинні уявляти собі множину варіацій, які відповідають суті даного винаходу і об'єму формули винаходу. Фіг. 7А являє собою графіки залежностей зусилля відшаровування від температури для зварного шва, одержаного із зварного шару, утвореного із співекструдованих ПЕВЩ і суміші ЛПЕНП/ЕВА й органоглини, (тобто, подвійного шару). У даних експериментах боки зварного шва завареного мішка відтягають один від одного. Представлені графіки для завантажень органоглини 5 і 6% мас. Фіг. 7А демонструє можливість розкриття зварних швів винаходу під дією відтвореного зусилля розкриття в межах діапазону температур одержання зварного шва в 50 градусів F (27,8 градусів С). Крім того, відповідно до спостережень міцність зварного шва відповідає відшаровуванню і є щодо однорідної в діапазоні температур від 200ºF (93,3ºС) до 250ºF (121,1ºС). Фіг. 7В являє собою графіки залежностей зусилля відшаровування від температури одержання зварного шва. Представлені графіки для еталонного зразка, що не містить органоглини, і зразка для іспитів, що містить 5% мас. органоглини. Еталонний зразок складається з плівки в 2,4 міли (61,0 мкм), одержаної в результаті тришарового співекструдування поліетилену високої щільності («ПЕВЩ»), співполімеру етилену-вінілового спирту, лінійного поліетилену низкою щільності («EVOH») і суміші співполімеру етиленувінілацетату і ЛПЕНП. Зразок для іспитів складався з плівки в 2,4 міли (61,0 мкм), одержаної в результаті тришарового співекструдування ПЕВЩ, EVOH і суміші ЛПЕНП/ЕВА і 5% мас. органоглини. Еталонні зразки і зразки для іспитів заварювали в зварювальній машині Sentinal. Зусилля відшаровування визначають відповідно до документа ASTM F-88. Час зварювання для 2 точок на фіг. 7В становить 0,50 сек, а тиск затиску при зварюванні становить 30 фунт/дюйм (207 кПа). Відповідно до спостережень варіація зусилля відшаровування в діапазоні температур від 175ºF (79,4ºС) до 265ºF (129,4ºС) мала меншу величину для зразка, що містить органоглину. Крім того, зварний шов, одержаний при використанні органоглин, є відшаровуваним, у всьому даному діапазоні одержання зварного шва. Фіг. 7С являє собою графік залежності зусилля відшаровування від температури одержання зварного шва для зварного шва, одержаного з фольги, ламінованої на плівку, що зварює. У даному експерименті на плівку для іспитів у 3,2 міли (81,3 мкм) за способом проклейки ламінують систему ПЕТФ 48-ого калібру (12,2 8 UA 102384 C2 5 10 15 мкм)/фольга 50-ого калібру (12,7 мкм). Плівку для іспитів одержують із суміші ПЕНП/ЛПЕНП/органоглина. Зварювання проводять із плівкою тієї ж самої структури. Еталонні зразки і зразки для іспитів заварюють у зварювальній машині Sentinal при визначенні зусилля відшаровування відповідно до документа ASTM F-88. Фіг. 7С чітко демонструє одержання відтвореного відшаровуваного зварного шва, при температурах у діапазоні від 300ºF (148,9ºС) до 425ºF (218,3ºС). Nanoblend™ MB 2001 або Nanoblend™ MB 2101 («маткові суміші») перемішують з комерційним герметиком пакетів на основі поліетиленової («ПЕ») суміші в одночерв'ячному екструдері при одержані шару герметику винаходу в ході другої операції одержання плівки в результаті екструдування з роздмухуванням. Механічні властивості при розтяганні для плівок, що виходять у результаті, оцінюють відповідно до документа АSTМ D638 (таблиця 1) при швидкості іспиту 50 мм/хв. Перед проведенням іспитів всі образи відпалюють при 30ºС протягом 21 дня. Як було встановлено, плівки, що містять органоглину, характеризуються більш високим модулем пружності в зіставленні з плівками, що не містять органоглину, без приношення в жертву пбо міцності максимального відносного подовження. Збільшення модуля пружності становить 75% мас. для 3% мас. органоглини, 150% мас. для 6% мас. органоглини і 240% мас. для 9% мас. органоглини. Таблиця 1 Механічні властивості при розтягненні для плівок, одержаних без будь-якого додавання органоглини і з додаванням різноматітних кількостей органоглини 2001 2101 Без наповлювача (0% глини) Без наповлювача ДЧ * (0% глини) 3% глини 6% глини 9% глини 3% глини 6% глини 9% глини Модуль пружності при розтягненні (МПа) 306(±15) Межа міцності при розтягненні (МПа) Відносне подовження при розриві (%) 24(±1) 324(±11) 329(±5) 24(±1) 291(±5) 587(±9) 825(±17) 1129(±25) 581(±32) 842(±33) 1106(±66) 23(±1) 24(±1) 23(±1) 22(±1) 25(±1) 22(±1) 325(±11) 396(±6) 295(±23) 316(±17) 400(±1) 294(±13) * Без наповлювача ДЧ: чистий ПЕ, екструдований в двочерв’ячному екструдері. 20 25 Таблиця 2 сумарно приводить результати випробування на деформаційну теплостійкість за Віком. Згідно з спостереженнями температура розм'якшення за Віком збільшується при збільшенні рівня вмісту органоглини, при цьому зразок, що містить 9% мас. наноглини, виявляє збільшення температури розм'якшення на 23ºС. Дані з таблиці 2 передбачають по суті відсутність впливу на міру кристалічності внаслідок додавання органоглини до композиції поліетиленового герметика. Таблиця 2 Температура розм’якшення за Віком залежно від рівня вмісту органоглини Композиція Без наповлювача (0% глини) 3% Nano2001 6% Nano2001 9% Nano2001 3% Nano2101 6% Nano2101 9% Nano2101 Деформаційна теплостійкість (ºС) 64,5 70,5 80,9 87,0 70,5 80,5 87,0 9 UA 102384 C2 5 10 15 20 Також оцінюють і температуру кристалізації і температуру плавлення. Дані вимірювання проводять в результаті вимірювання ентальпій плавлення і кристалізації відповідно до документа ASTM D 3417. Фіг. 8 являє собою графіки для визначення температури плавлення («Tm»), в той час як фіг. 9 являє собою графіки для визначення температури кристалізації («Тс») у випадку шарів, що містять різні кількості Nanoblend™ MB 2001. Згідно з спостереженнями на значення Tm і Тс в зіставленні з чистим поліетиленовим зразком додавання наноглини впливу по суті не здійснює. Фіг. 10А являє собою набір дифракційних рентгенограм, що демонструє дисперсію органоглини Nanoblend 2001 в зварному шарі, що містить поліетилен. Фіг. 10В являє собою набір дифракційних рентгенограм, що демонструє дисперсію органоглини Nanoblend 2101 в зварному шарі, що містить поліетилен. Дані по дифракції рентгенівського випромінювання демонструють збереження середньої величини розшарування у пластинок органоглини (тобто, мінімальне агломерування). Таке збереження величини розшарування робить можливим у варіантах реалізації даного винаходу одержані властивості по відношенню відшаровуваності, межі міцності при розтягненні, деформаційної теплостійкості і відносного подовження при розриві. Таблиці 3 і 4 представляють результати вимірювань шорсткості поверхні для зварних шарів, одержаних в даному винаході. У даних прикладах одержують співекструдований подвійний шар. Більш гладкий бік утворений шаром ПЕВЩ, що не містить органоглини. Більш шорства бік утворений шаром ЛПЕНП/ЕВА, що містить органоглину. Як було встановлено, шари, які містять органоглину даного винаходу характеризуються більш високою мірою шорсткості, ніж у аналогічних зразків, що не містять органоглину. Крім того, зразок, що містить 6% мас. органоглини, характеризується більшою мірою шорсткості поверхні в зіставлені із зразком, що містить 5% мас. органоглини, тим самим, демонструючи те, що міра шорсткості поверхні має тенденцію до збільшення в діапазоні, рівному приблизно 10% і менше. 25 Таблиця 3 Більш гладкий бік двошарового зразка, який містить 5% мас. органоглини, в шарі герметика Швидкість сканування (мкм/сек), вертикальний діапазон (мкм) Средня шорсткість (Ra)/A’’ Максимальна шорсткість (Макс. Ra)/A’’ Шорсткість (СКЗ)/А’’ 10,13 50,13 10,1048 50,1048 2406 2538 2428 2617 2343 2343 2303 2279 2991 3040 2857 3096 Таблиця 4 Більш шорсткий бік двошарового зразка, який містить 5% мас. органоглини, в шарі герметику Швидкість сканування (мкм/сек), вертикальний діапазон (мкм) Середня шорсткість (RA)/A’’ Максимальна шорсткість (Макс. Ra)/A’’ Шорсткість (СКЗ)/А’’ 10,13 50,13 10,1048 50,1048 6217 5059 5413 4499 5871 5775 5979 5741 7947 6917 7571 7648 Таблиця 5 Більш шорсткий бік двошарового зразка, який містить 6% мас. органоглини, в шарі герметику Швидкість сканування (мкм/сек), вертикальний діапазон (мкм) Середня шорсткість (RA)/A’’ Максимальна шорсткість (Макс. Ra)/A’’ Шорсткість (СКЗ)/А’’ 10,13 50,13 10,1048 50,1048 2564 1994 2275 1762 3110 2333 3210 2543 3351 2999 3843 3445 10 UA 102384 C2 Таблиця 6 Більш шорсткий бік двошарового зразка, який містить 6% мас. органоглини, в шарі герметику Швидкість сканування (мкм/сек), вертикальний діапазон (мкм) Середня шорсткість (RA)/A’’ Максимальна шорсткість (Макс. Ra)/A’’ Шорсткість (СКЗ)/А’’ 5 10 15 20 25 30 35 40 45 50 10,13 50,13 10,1048 50,1048 7069 8081 9100 6935 6977 8990 7974 6600 9955 6897 6412 8951 Фіг. 11 являє собою графіки залежності міцності зварного шва від температури одержання зварного шва. У даних експериментах для одержання зварних швів використовують імпульсну зварну машину. У таких зварних машинах температуру встановлюють по положенню циферблатного регулювальника. Фіг. 11 представляє міцність зварного шва в залежності від положення циферблатного регулювальника. Температури, що оцінюються, представлені у верхній частині фіг. 11. Фіг. 11 ще раз демонструє синергетичний ефект для комбінації поліетилену. ЕВА і органоглини, при цьому зварні шви, одержані з даної комбінації, є відшаровуваними, в межах широкого діапазону температур одержання зварного шва. Серію зварних швів в 25,4 мм одержують під тиском, який дорівнює приблизно 1000 2 фунт/дюйм (6890 кПа), при часі зварювання, який дорівнює приблизно 8 секундам. У даних експериментах використовують гідравлічний прес. Незважаючи на велику жорсткість даних умов в зіставленні з умовами, що використовуються в звичайних комерційних операціях зварювання, одержання відшаровуваних зварних швів, в даних умовах додатково ілюструє здатність рецептур даного винаходу утворювати відшаровуваний зварний шов. Фіг. 12А і 12В являють собою графіки залежності міцності зварного шва від температури одержання зварного шва для різних комбінацій зварних шарів. У даних експериментах зварний шов одержують між першим зварним шаром і другим зварним шаром. На фіг. 12А кожний зварний шар містить поліетилен або суміш поліетилену і ЕВА. У загальному випадку міцність зварного шва збільшується при збільшенні температури для даних комбінацій в межах діапазону температур від 110ºС до 140ºС. На фіг. 12В щонайменше один із зварних шарів містить суміш поліетилену, ЕВА і органоглини. Для зварних швів, одержаних даним чином, фіг. 12В ілюструє одержання відшаровуваних зварних швів в межах діапазону температур від 110ºС до 140ºС. Фіг. 13А і 13В представляють таблицю 6, яка сумарно приводить дані по міцності зварного шва для фіг. 12А і 12В при одночасній вказівці на характеристику типу режиму руйнування (див. фіг. 1А-1G). Таблиця 6 чітко демонструє одержання відшаровуваних зварних швів в межах широкого діапазону температур. У ще одному іншому варіанті реалізації даного винаходу пропонується відшаровуваний зварний шов адаптований для одержання не допускаючого протікань зварного шва, що має включені в нього одну або декілька зморшок. Як можна зрозуміти при звертанні до фіг. 14А і 14В, на них представлена схематична ілюстрація поперечних перерізів для відшаровуваних зварних швів, що включають одну або декілька складок. Відшаровуваний зварний шов 250 включає перший зварний шар 252 і другий зварний шар 254. Перший зварний шар 252 включає перегини 258, 260 і складку 262. Подібним чином другий зварний шар 254 включає перегини 264, 266. Перший зварний шар 252 включає першу поверхню зварювання 270, в той час як другий зварний шар 254 включає другу поверхню зварювання 272. Зовнішні поверхні зварювання 274, 276 приєднують до додаткових шарів, представлених раніше в зв'язку з описами фіг. 1-5. Першу поверхню зварювання 270 вводять в контакт з другою поверхнею зварювання 272, одержуючи зварний шов 280. Фіг. 14В являє собою ілюстрацію, на якій другий зварний шар 254 включає мінімальну кількість перегинів або складок. Деталі композиції зварних шарів 252 і 254 є тими ж самими, що і представлені раніше. Зокрема щонайменше один шар, вибраний з першого зварного шару 252 і другого зварного шару 254, містить термопластичний полімер і добавку, дисперговану в термопластичному полімері. У одній варіації добавка присутня в кількості, достатній для одержання відшаровуваного зварного шва, 280 між першим зварним шаром 252 і другим зварним шаром 254 при всіх температурах в межах діапазону температур одержання відшаровуваного зварного шва. Як було представлено раніше, при одному удосконалені діапазон температур одержання відшаровуваного зварного шва, укладений в межах від температури ініціювання зварювання до температури, яка щонайменше на 100 градусів F (55,5 градусів С) перевищує температуру ініціювання зварювання. У одній особливо відповідній варіації добавка являє собою 11 UA 102384 C2 5 10 15 20 25 30 35 40 45 50 55 органоглину, дисперговану щонайменше в частині термопластичного полімеру. У такій варіації один або обидва шари, вибрані з першого зварного шару 252 і другого зварного шару 254, характеризуються температурою ініціювання зварювання в діапазоні від приблизно 170ºF (76,7ºС) до приблизно 350ºF (176,7ºС). Додаткові подробиці по добавці органоглини і термопластичному полімеру були представлені раніше. Як можна зрозуміти при звертані до фіг. 15, на ній представлений вигляд зверху для пакувальної системи, яка має тенденцію до включення складок або перегинів в зварні шви. Упаковка 290 включає відшаровувані зварні шви 292, 294, 296. Необхідно розуміти те, що також можлива і упаковка, що має тільки один або два боки, що мають відшаровуваний зварний шов. Упаковка 290 продемонстрована як така, що вміщає харчовий об'єкт 298. Присутність харчового об'єкта 298 в секції контейнера 300 під час процесу упакування викликає підйом стінки контейнера 302. Даний підйом стінки контейнера 302 спричиняє утворення в відшаровуваних зварних швах 292, 294, 296 перегинів і складки, як це було представлено в зв'язку з описами фіг. 14А і 14В. Як було встановлено, упаковки, такі як продемонстровані на фіг. 15, характеризуються зниженим числом випадків протікань. Неаприклад як було встановлено, рівні вмісту киснюя в упаковці, що використовує представлені раніше композиції органоглини, в середньому є меншими, ніж у комерційно доступної зварної композиції. Крім того, як також було встановлено, випробування з рідинами, що містять барвники, також характеризується малим числом випадків протікань. Незважаючи на ілюстрацію і опис варіантів реалізації винаходу дані варіанти реалізації не передбачаються ілюструючими і описуючими всі можливі форми винаходу. Замість цього, використовувані слова в описі винаходу, є словами опису, а не обмеження, і необхідно розуміти те, що без відхилення від об'єму і суті винаходи можуть бути зроблені і різні зміни. ФОРМУЛА ВИНАХОДУ 1. Відшаровуваний зварний шов, який включає: перший зварювальний шар, що має першу поверхню зварювання; другий зварювальний шар, що має другу поверхню зварювання, при цьому перша поверхня зварювання введена в контакт з другою поверхнею зварювання, визначаючи зварний шов, такий, щоб один або обидва шари із першого і другого зварних шарів мали б одного або декількох представників, вибраних зі складок або перегинів, включених в них, де щонайменше один шар, вибраний з першого і другого зварювальних шарів, містить: термопластичний полімер; і органоглину, дисперговану щонайменше в частині термопластичного полімеру, причому щонайменше один із першого і другого зварювальних шарів має температуру ініціювання зварювання в діапазоні від приблизно 170 °F (76,7 °C) до приблизно 350 °F (176,7 °C), і органоглина включає пластинки, що характеризуються середньою величиною розшарування, яка дорівнює щонайменше 20 ангстремам, а зварювальний шар характеризується середньою шорсткістю в діапазоні від приблизно 1500 до приблизно 5000 ангстрем. 2. Відшаровуваний зварний шов за п. 1, де органоглина включає множину частинок, що мають щонайменше один просторовий розмір, менший ніж 200 нм. 3. Відшаровуваний зварний шов за п. 1, де органоглина включає пластинки, що характеризуються середньою величиною розшарування, яка дорівнює щонайменше 30 ангстремам. 4. Відшаровуваний зварний шов за п. 1, де органоглина включає глину, яка вибирається з групи, що складається з каолініту, монтморилоніт-смектитових глин, бентонітових глин, ілітових глин і їх комбінацій. 5. Відшаровуваний зварний шов за п. 1, де органоглина присутня в кількості в діапазоні від 1 % мас. до 20 % мас. від загальної маси термопластичного полімеру і органоглини. 6. Відшаровуваний зварний шов за п. 1, де органоглина присутня в кількості в діапазоні від 2 % мас. до 10 % мас. від об'єднаної маси термопластичного полімеру і органоглини. 7. Відшаровуваний зварний шов за п. 1, де термопластичний полімер містить компонент, що вибираний з групи, що складається з найлонів, поліолефінів, полістиролів, складних поліефірів, полікарбонатів, співполімерів етилену, співполімерів пропілену, співполімеру етиленувінілацетату і їх комбінацій. 8. Відшаровуваний зварний шов за п. 1, де термопластичний полімер містить компонент, вибраний з групи, що складається з співполімеру етилену-акрилової кислоти, співполімеру етилену-етилакрилату, іономерів етилену і їх комбінацій. 12 UA 102384 C2 5 10 15 20 25 30 35 40 45 50 55 9. Відшаровуваний зварний шов за п. 1, де термопластичний полімер включає співполімер етилену-вінілацетату. 10. Відшаровуваний зварний шов, який включає: перший зварювальний шар, що має першу поверхню зварювання; другий зварювальний шар, що має другу поверхню зварювання, при цьому перша поверхня зварювання введена в контакт з другою поверхнею зварювання, визначаючи зварний шов, такий, щоб один або декілька шарів із першого і другого зварювальних шарів мали б одного або декількох представників, вибраних зі складок або перегинів, включених в них, де щонайменше один шар, вибраний з першого і другого зварювальних шарів, містить: термопластичний полімер; і органоглину, дисперговану в термопластичному полімері, при цьому органоглина присутня в кількості, достатній для одержання відшаровуваного зварювального шва між першим і другим зварювальними шарами при всіх температурах в межах діапазону температур одержання відшаровуваного зварного шва, причому діапазон температур одержання відшаровуваного зварювального шва знаходиться в межах від температури ініціювання зварювання до температури, яка щонайменше на 100 градусів F (55,5 градусів С) перевищує температуру ініціювання зварювання, причому щонайменше один із першого і другого зварювальних шарів має температуру ініціювання зварювання від приблизно 170 °F (76,7 °C) до приблизно 350 °F (176,7 °C), а також щонайменше один з першого і другого зварювальних шарів має модуль пружності при розтягуванні в діапазоні від приблизно 500 до приблизно 2000 МПа, вказана органоглина включає пластинки, що характеризуються середньою величиною розшарування, яка дорівнює щонайменше 20 ангстремам, а зварювальний шар характеризується середньою шорсткістю в діапазоні від приблизно 1500 до приблизно 5000 ангстрем. 11. Пакувальна система, яка включає: секцію контейнера; і відшаровувану зварну секцію, приєднану до секції контейнера, при цьому відшаровувана зварна секція включає: перший зварювальний шар, що має першу поверхню зварювання; другий зварювальний шар, що має другу поверхню зварювання, при цьому перша поверхня зварювання введена в контакт з другою поверхнею зварювання, визначаючи зварний шов, такий, щоб один або декілька шарів, які вибрані з першого і другого зварювальних шарів, мали б одного або декількох представників, які вибрані зі складок або перегинів, включених в них, де щонайменше один шар, вибраний з першого і другого зварювальних шарів, містить: термопластичний полімер; і органоглину, дисперговану в термопластичному полімері, при цьому органоглина присутня в кількості, достатній для одержання відшаровуваного зварного шва, між першим і другим зварювальними шарами при всіх температурах в межах діапазону температур одержання відшаровуваного зварного шва, причому діапазон температур одержання відшаровуваного зварного шва знаходиться в межах від температури ініціювання зварювання до температури, яка щонайменше на 100 градусів F (55,5 градусів С) перевищує температуру ініціювання зварювання, причому щонайменше один із першого і другого зварювальних шарів мають температуру ініціювання зварювання від приблизно 170 °F (76,7 °C) до приблизно 350 °F (176,7 °C), а також щонайменше один з першого і другого зварювальних шарів мають модуль пружності при розтягуванні в діапазоні від приблизно 500 до приблизно 2000 МПа, вказана органоглина включає пластинки, що характеризуються середньою величиною розшарування, яка дорівнює щонайменше 20 ангстремам, а зварювальний шар характеризується середньою шорсткістю в діапазоні від приблизно 1500 до приблизно 5000 ангстрем. 12. Пакувальна система за п. 11, де органоглина диспергована щонайменше в частині термопластичного полімеру, при цьому органоглина характеризується площею питомої 2 поверхні, більшою ніж 100 м /грам, і аспектним співвідношенням, більшим ніж 10, де відшаровувана зварна конструкція визначає поверхню зварювання. 13. Пакувальна система за п. 11, де органоглина включає глину, вибирану з групи, яка складається з каолініту, монтморилоніт-смектитових глин, бентонітових глин, ілітових глин і їх комбінацій. 14. Пакувальна система за п. 11, де органоглина присутня в кількості в діапазоні від 1 % мас. до 20 % мас. від об'єднаної маси термопластичного полімеру і органоглини. 15. Пакувальна система за п. 11, де органоглина включає множину частинок, що мають щонайменше один просторовий розмір, менший ніж 200 нм. 13 UA 102384 C2 5 10 16. Пакувальна система за п. 11, де термопластичний полімер включає компонент, який вибирається з групи, що складається з найлонів, поліолефінів, полістиролів, складних поліефірів, полікарбонатів, співполімерів етилену, співполімерів пропілену і їх сумішей. 17. Пакувальна система за п. 16, де термопластичний полімер включає співполімер етиленувінілацетату. 18. Пакувальна система за п. 11, де зварна секція додатково включає один або декілька додаткових полімерних шарів, розташованих на першому зварювальному шарі. 19. Пакувальна система за п. 11, яка додатково включає продукт харчування, вміщений в неї. 20. Пакувальна система за п. 11, де зварна секція включає відшаровувані зварні шви вздовж двох і більше незалежних боків. 21. Пакувальна система за п. 11, де секція контейнера має форму, яка вибирана з групи, що складається з блістерних упаковок лотків, мішків, пакетів і їх комбінацій. 14 UA 102384 C2 15 UA 102384 C2 16 UA 102384 C2 17 UA 102384 C2 18 UA 102384 C2 19 UA 102384 C2 20 UA 102384 C2 21 UA 102384 C2 22 UA 102384 C2 23 UA 102384 C2 24 UA 102384 C2 25 UA 102384 C2 26 UA 102384 C2 Комп’ютерна верстка Д. Шеверун Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 27
ДивитисяДодаткова інформація
Назва патенту англійськоюPeelable sealing structure (embodiments) and packaging system
Автори англійськоюKinigakis, Panagiotis, Pokusa, Kenneth, Albaum, Gary, Jones, Alexander, Frederickson, Eric
Назва патенту російськоюОтслаиваемый сварной шов (варианты) и упаковочная система
Автори російськоюКинигакис Панагиотис, Покуса Кеннет, Албаум Гари, Джоунз Александер, Фредериксен Эрик
МПК / Мітки
МПК: B32B 27/20, B29C 65/40, B29C 65/76, B32B 37/14, B65D 65/40, B32B 5/22, B65B 25/00
Мітки: шов, зварний, варіанти, пакувальна, система, відшаровуваний
Код посилання
<a href="https://ua.patents.su/29-102384-vidsharovuvanijj-zvarnijj-shov-varianti-ta-pakuvalna-sistema.html" target="_blank" rel="follow" title="База патентів України">Відшаровуваний зварний шов (варіанти) та пакувальна система</a>
Відшаровувана запечатувальна структура (варіанти), відшаровуване ущільнення, пакувальна система
Номер патенту: 94704
Опубліковано: 10.06.2011
Автори: Албаум Гарі, Кінігакіс Панагіотіс, Покуса Кеннет К.
МПК: C08K 3/34, B29C 65/40, B65B 25/00, B32B 27/20, B29C 65/76, B65D 65/40
Мітки: пакувальна, система, відшаровувана, запечатувальна, варіанти, відшаровуване, ущільнення, структура
Формула / Реферат:
1. Відшаровувана запечатувальна структура, що включає: термопластичний полімер і розшаровану органоглину, диспергованув щонайменше частині термопластичного полімеру, причому відшаровувана запечатувальна структура містить запечатувальний шар, який має запечатувальну поверхню і відшаровуване ущільнення при всіх температурах у межах температурного діапазону відшаровуваного ущільнення, при цьому температурний діапазон відшаровуваного ущільнення...
Металевий зварний нагрівальний пристрій
Номер патенту: 624
Опубліковано: 16.10.2000
Автор: Баранов Олександр Гаврилович
МПК: F24B 7/00
Мітки: нагрівальний, зварний, металевій, пристрій
Формула / Реферат:
1. Металевий зварний нагрівальний пристрій, що містить корпус, утворений бічними панелями-повітроводами з екраном, а також камеру згоряння, завантажувальний отвір і вихідний канал для видаляння продуктів згоряння, який відрізняється тим, що екран встановлений з можливістю переміщення і фіксації.2. Металевий зварний нагрівальний пристрій по п. 1, який відрізняється тим, що повітроводи бічних панелей виконані із зварного кутикового...
Металевий зварний нагрівальний пристрій
Номер патенту: 621
Опубліковано: 16.10.2000
Автор: Баранов Олександр Гаврилович
МПК: F24B 7/00
Мітки: зварний, металевій, пристрій, нагрівальний
Формула / Реферат:
1. Металевий зварний нагрівальний пристрій, що містить корпус, утворений бічними панелями-повітроводами з екраном, а також камеру згоряння, завантажувальний отвір і вихідний канал для видаляння продуктів згоряння, який відрізняється тим, що торцева панель корпусу виконана у вигляді панелі-повітроводу.2. Металевий зварний нагрівальний пристрій за п. 1, який відрізняється тим, що торцева панель забезпечена екраном.3. Металевий...
Металевий зварний нагрівальний пристрій
Номер патенту: 622
Опубліковано: 16.10.2000
Автор: Баранов Олександр Гаврилович
МПК: F24B 7/00
Мітки: зварний, металевій, нагрівальний, пристрій
Формула / Реферат:
1. Металевий зварний нагрівальний пристрій, що містить корпус, утворений передньою, задньою, верхньою і нижньою панелями, сполученими бічними панелями, а також камеру згоряння, завантажувальний отвір і вихідний канал для видаляння продуктів згоряння, який відрізняється тим, що верхня панель забезпечена наскрізним або напівкрізним пазом, при цьому бічні і донні сторони паза утворюють склепіння камери згоряння.2. Металевий зварний...
Зварний блок двигуна внутрішнього згоряння
Номер патенту: 2488
Опубліковано: 17.05.2004
Автори: ДОРОШ СЕРГІЙ ІВАНОВИЧ, ЧЕРНІГОВ ВІКТОР ЛЕОНІДОВИЧ, ЗАЙОНЧКОВСЬКИЙ ВАЛЕНТИН МИКОЛАЙОВИЧ, Тернопол Володимир Петрович, МИРГОРОДСЬКИЙ ЮРІЙ ЯКОВИЧ, Бобов Евгеній Федорович, Будьонний Михайло Михайлович
МПК: F02F 7/00
Мітки: блок, внутрішнього, двигуна, згоряння, зварний
Формула / Реферат:
Зварний блок двигуна внутрішнього згоряння, що містить вертикальні і горизонтальні листи, а також опори корінних підшипників, який відрізняється тим, що в переході опори підшипника до горизонтального листа виконане оброблення під зварний шов на всю товщину листа, до вертикального листа приварені два фланці з загальною основою, з боків основи розташовані два фланці, що своїми нижніми краями перекривають отвори, розташовані поруч по висоті...
Попередній патент: Латексні зв’язувальні речовини, водні покриття і фарби, які мають стабільність при багаторазовому заморожуванні, і способи їхнього застосування
Наступний патент: Спосіб отримання сполуки ізотіоціанату, що має карбоксильну групу
Випадковий патент: Змішувальна секція черв'яка екструдера