Спосіб виготовлення заготовок різального інструмента
Номер патенту: 69094
Опубліковано: 16.08.2004
Автори: Гогаєва Тамара Казбеківна, Сидорчук Олег Миколаєвич, Гогаєв Казбек Олександрович
Формула / Реферат
Спосіб виготовлення заготовок різального інструмента з порошків швидкорізальних сталей, що включає розміщення в контейнері металевого осердя, засипку у щілину між стінками контейнера та осердям порошку швидкорізальної сталі, вакуумування, герметизацію та нагрів, який відрізняється тим, що контейнер з порошком піддають кроковій прокатці з коефіцієнтом витягу ![]() , механічній та термічній обробці.
, механічній та термічній обробці.
Текст
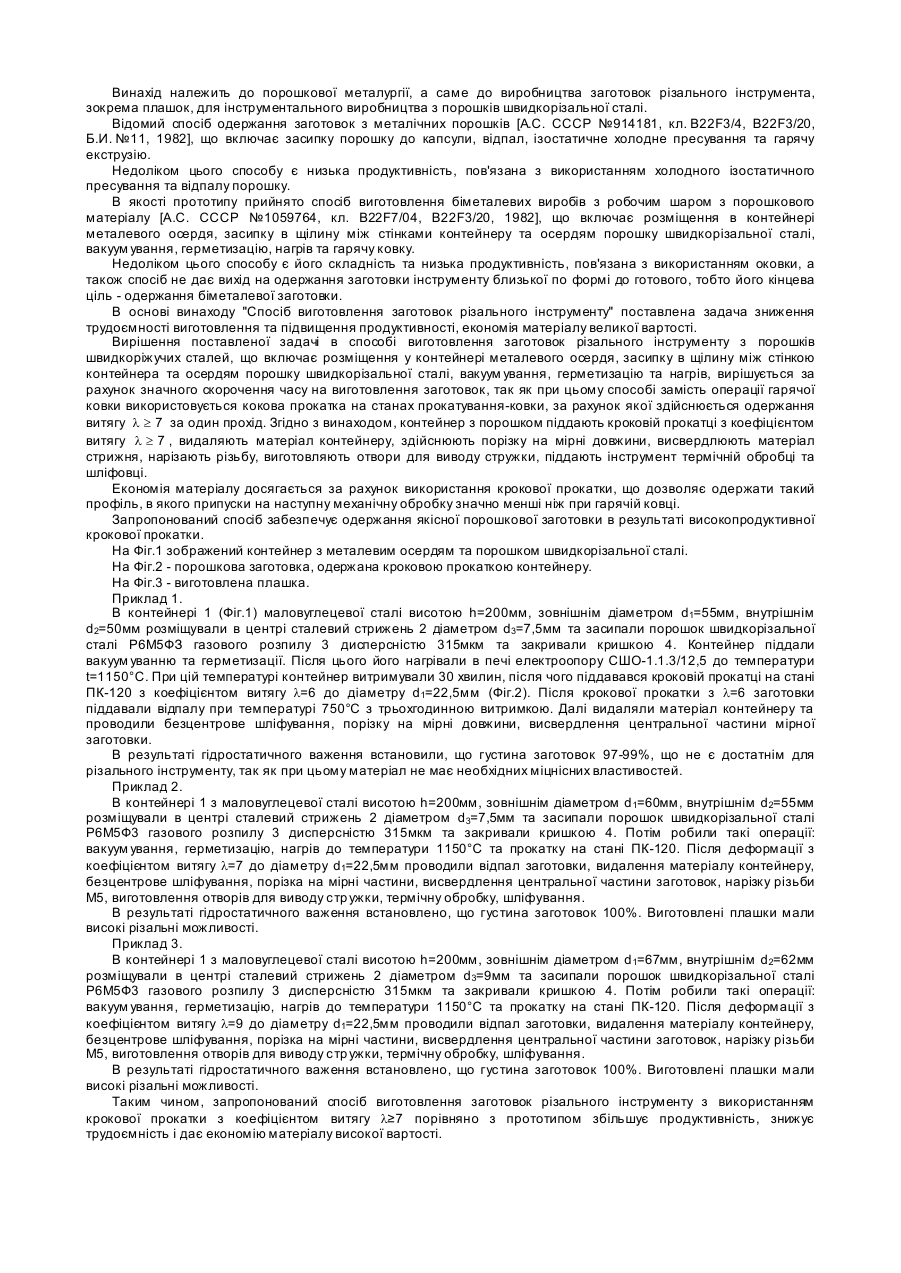
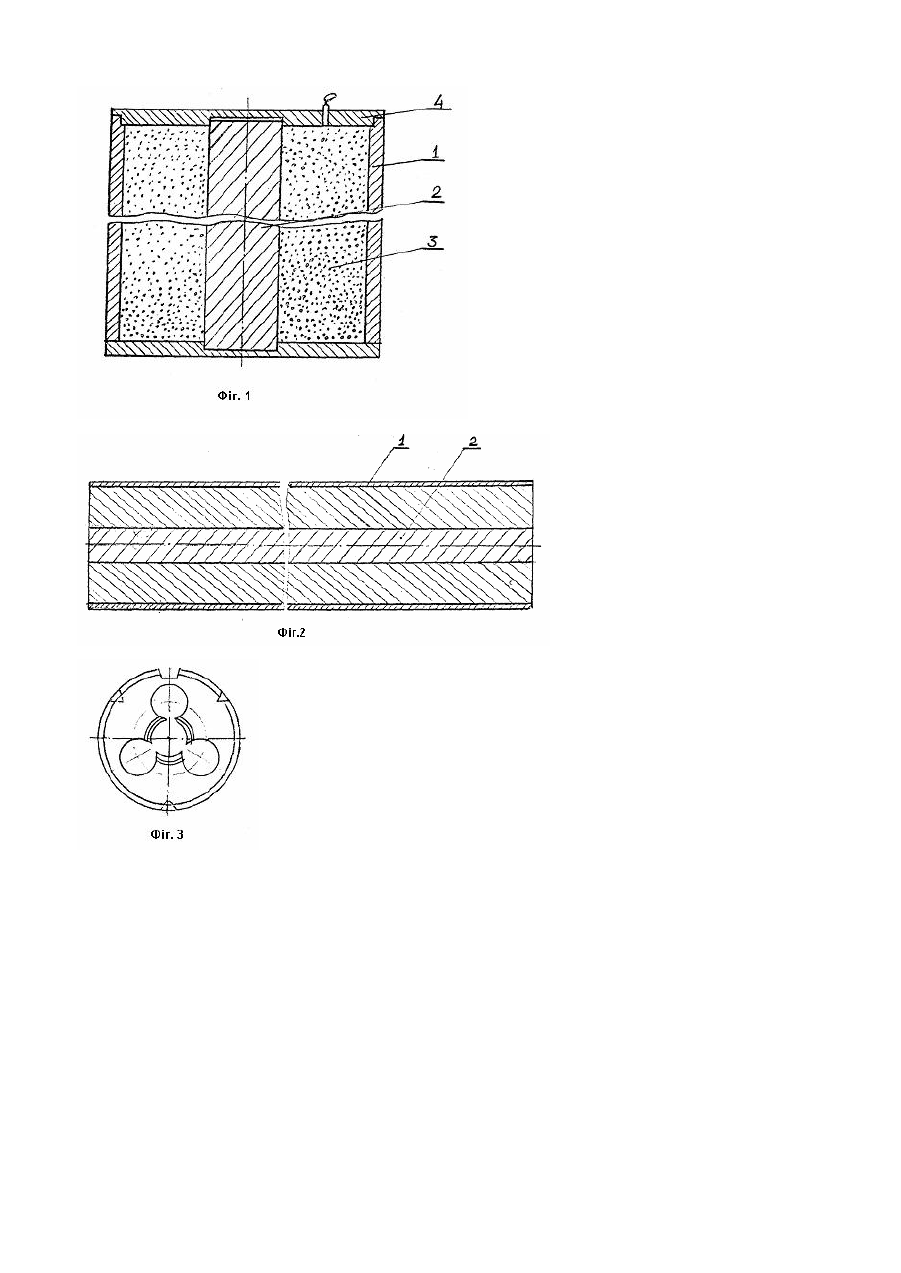
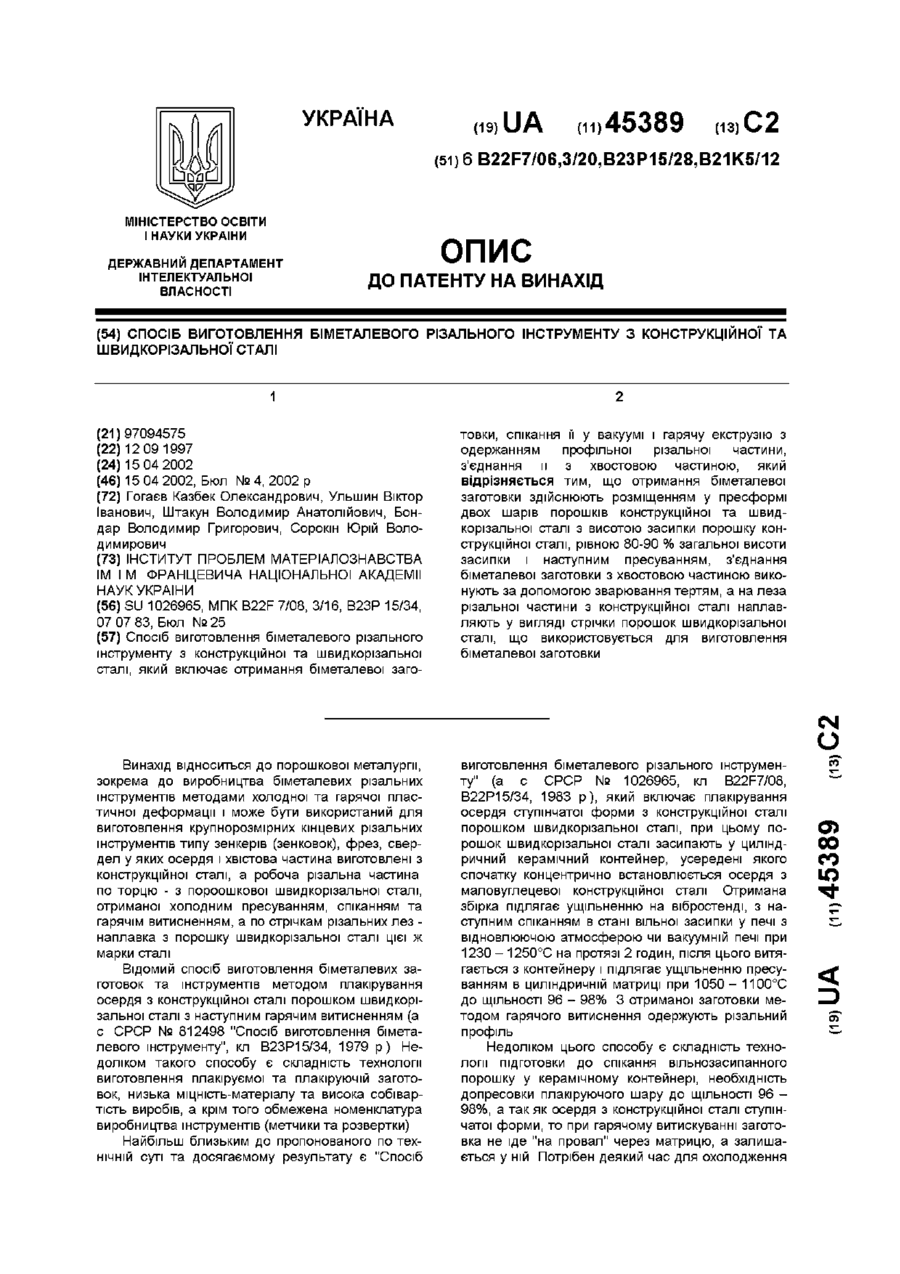
Винахід належить до порошкової металургії, а саме до виробництва заготовок різального інструмента, зокрема плашок, для інструментального виробництва з порошків швидкорізальної сталі. Відомий спосіб одержання заготовок з металічних порошків [А.С. СССР №914181, кл. B22F3/4, B22F3/20, Б.И. №11, 1982], що включає засипку порошку до капсули, відпал, ізостатичне холодне пресування та гарячу екструзію. Недоліком цього способу є низька продуктивність, пов'язана з використанням холодного ізостатичного пресування та відпалу порошку. В якості прототипу прийнято спосіб виготовлення біметалевих виробів з робочим шаром з порошкового матеріалу [А.С. СССР №1059764, кл. B22F7/04, B22F3/20, 1982], що включає розміщення в контейнері металевого осердя, засипку в щілину між стінками контейнеру та осердям порошку швидкорізальної сталі, вакуум ування, герметизацію, нагрів та гарячу ковку. Недоліком цього способу є його складність та низька продуктивність, пов'язана з використанням оковки, а також спосіб не дає вихід на одержання заготовки інструменту близької по формі до готового, тобто його кінцева ціль - одержання біметалевої заготовки. В основі винаходу "Спосіб виготовлення заготовок різального інструменту" поставлена задача зниження трудоємності виготовлення та підвищення продуктивності, економія матеріалу великої вартості. Вирішення поставленої задачі в способі виготовлення заготовок різального інструменту з порошків швидкоріжучих сталей, що включає розміщення у контейнері металевого осердя, засипку в щілину між стінкою контейнера та осердям порошку швидкорізальної сталі, вакуум ування, герметизацію та нагрів, вирішується за рахунок значного скорочення часу на виготовлення заготовок, так як при цьому способі замість операції гарячої ковки використовується кокова прокатка на станах прокатування-ковки, за рахунок якої здійснюється одержання витягу l ³ 7 за один прохід. Згідно з винаходом, контейнер з порошком піддають кроковій прокатці з коефіцієнтом витягу l ³ 7 , видаляють матеріал контейнеру, здійснюють порізку на мірні довжини, висвердлюють матеріал стрижня, нарізають різьбу, виготовляють отвори для виводу стружки, піддають інструмент термічній обробці та шліфовці. Економія матеріалу досягається за рахунок використання крокової прокатки, що дозволяє одержати такий профіль, в якого припуски на наступну механічну обробку значно менші ніж при гарячій ковці. Запропонований спосіб забезпечує одержання якісної порошкової заготовки в результаті високопродуктивної крокової прокатки. На Фіг.1 зображений контейнер з металевим осердям та порошком швидкорізальної сталі. На Фіг.2 - порошкова заготовка, одержана кроковою прокаткою контейнеру. На Фіг.3 - виготовлена плашка. Приклад 1. В контейнері 1 (Фіг.1) маловуглецевої сталі висотою h=200мм, зовнішнім діаметром d1=55мм, внутрішнім d2=50мм розміщували в центрі сталевий стрижень 2 діаметром d3=7,5мм та засипали порошок швидкорізальної сталі Р6М5ФЗ газового розпилу 3 дисперсністю 315мкм та закривали кришкою 4. Контейнер піддали вакуум уванню та герметизації. Після цього його нагрівали в печі електроопору СШО-1.1.3/12,5 до температури t=1150°С. При цій температурі контейнер витримували 30 хвилин, після чого піддавався кроковій прокатці на стані ПК-120 з коефіцієнтом витягу l=6 до діаметру d1=22,5мм (Фіг.2). Після крокової прокатки з l=6 заготовки піддавали відпалу при температурі 750°С з трьохгодинною витримкою. Далі видаляли матеріал контейнеру та проводили безцентрове шліфування, порізку на мірні довжини, висвердлення центральної частини мірної заготовки. В результаті гідростатичного важення встановили, що густина заготовок 97-99%, що не є достатнім для різального інструменту, так як при цьому матеріал не має необхідних міцнісних властивостей. Приклад 2. В контейнері 1 з маловуглецевої сталі висотою h=200мм, зовнішнім діаметром d 1=60мм, внутрішнім d2=55мм розміщували в центрі сталевий стрижень 2 діаметром d3=7,5мм та засипали порошок швидкорізальної сталі Р6М5Ф3 газового розпилу 3 дисперсністю 315мкм та закривали кришкою 4. Потім робили такі операції: вакуум ування, герметизацію, нагрів до температури 1150°С та прокатку на стані ПК-120. Після деформації з коефіцієнтом витягу l=7 до діаметру d1=22,5мм проводили відпал заготовки, видалення матеріалу контейнеру, безцентрове шліфування, порізка на мірні частини, висвердлення центральної частини заготовок, нарізку різьби М5, виготовлення отворів для виводу стр ужки, термічну обробку, шліфування. В результаті гідростатичного важення встановлено, що густина заготовок 100%. Виготовлені плашки мали високі різальні можливості. Приклад 3. В контейнері 1 з маловуглецевої сталі висотою h=200мм, зовнішнім діаметром d 1=67мм, внутрішнім d2=62мм розміщували в центрі сталевий стрижень 2 діаметром d3=9мм та засипали порошок швидкорізальної сталі Р6М5Ф3 газового розпилу 3 дисперсністю 315мкм та закривали кришкою 4. Потім робили такі операції: вакуум ування, герметизацію, нагрів до температури 1150°С та прокатку на стані ПК-120. Після деформації з коефіцієнтом витягу l=9 до діаметру d1=22,5мм проводили відпал заготовки, видалення матеріалу контейнеру, безцентрове шліфування, порізка на мірні частини, висвердлення центральної частини заготовок, нарізку різьби М5, виготовлення отворів для виводу стр ужки, термічну обробку, шліфування. В результаті гідростатичного важення встановлено, що густина заготовок 100%. Виготовлені плашки мали високі різальні можливості. Таким чином, запропонований спосіб виготовлення заготовок різального інструменту з використанням крокової прокатки з коефіцієнтом витягу l≥7 порівняно з прототипом збільшує продуктивність, знижує трудоємність і дає економію матеріалу високої вартості.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for manufacture of blanks for a cutting tool
Автори англійськоюHohaiev Kazbek Oleksandrovych
Назва патенту російськоюСпособ изготовления заготовок режущего инструмента
Автори російськоюГогаев Казбек Александрович
МПК / Мітки
МПК: B22F 7/06, B23P 15/30
Мітки: виготовлення, спосіб, інструмента, різального, заготовок
Код посилання
<a href="https://ua.patents.su/2-69094-sposib-vigotovlennya-zagotovok-rizalnogo-instrumenta.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення заготовок різального інструмента</a>
Спосіб виготовлення біметалевого різального інструменту з конструкційної та швидкорізальної сталі
Номер патенту: 45389
Опубліковано: 15.04.2002
Автори: Ульшин Віктор Іванович, Гогаєв Казбек Олександрович, Штакун Володимир Анатолійович, Сорокін Юрій Володимирович, Бондар Володимир Григорович
МПК: B23P 15/28, B22F 7/06, B22F 3/20, B21K 5/00
Мітки: різального, спосіб, конструкційної, біметалевого, виготовлення, швидкорізальної, сталі, інструменту
Формула / Реферат:
Спосіб виготовлення біметалевого різального інструменту з конструкційної та швидкорізальної сталі, який включає отримання біметалевої заготовки, спікання її у вакуумі і гарячу екструзію з одержанням профільної різальної частини, з'єднання її з хвостовою частиною, який відрізняється тим, що отримання біметалевої заготовки здійснюють розміщенням у пресформі двох шарів порошків конструкційної та швидкорізальної сталі з висотою засипки порошку...
Спосіб виготовлення гірничо-різального інструмента
Номер патенту: 41101
Опубліковано: 15.08.2001
Автор: Бойко Микола Григорович
МПК: E21C 35/00
Мітки: виготовлення, гірничо-різального, інструмента, спосіб
Формула / Реферат:
1. Спосіб виготовлення гірничо-різального інструмента, що включає виконання заглиблення в тримачі і виконання різальної вставки з хвостовиком, близьким за формою і розмірами з заглибленням, установлення і фіксацію хвостовика в заглибленні, який відрізняється тим, що фіксацію вставки в заглибленні здійснюють шляхом обтиснення частини тримача, що охоплює хвостовик вставки.2. Спосіб за п. 1, який відрізняється тим, що...
Спосіб виготовлення колюче-різального мікрохірургічного інструмента
Номер патенту: 40257
Опубліковано: 16.02.2004
Автори: Мазілова Тетяна Іванівна, Вандерка Неллі, Михайловський Ігор Михайлович
МПК: A61B 17/32
Мітки: мікрохірургічного, інструмента, колюче-різального, спосіб, виготовлення
Формула / Реферат:
Спосіб виготовлення колюче-різального мікрохірургічного інструмента, який полягає у електрохімічному травленні металевої заготовки та наступній обробці її в електричному полі шляхом створення різниці потенціалів між заготовкою та електродом при позитивному потенціалі на заготовці, який відрізняється тим, що наступну обробку ведуть у середовищі газу, який стимулює польове випарування, причому значення різниці потенціалів вибирають за...
Спосіб реєстрації присутності та торкання різального інструмента
Номер патенту: 30120
Опубліковано: 15.11.2000
Автори: Скицюк Володимир Іванович, Скицюк Максим Володимирович
МПК: B23Q 17/22
Мітки: різального, присутності, інструмента, спосіб, торкання, реєстрації
Формула / Реферат:
Спосіб реєстрації присутності та торкання різального інструмента, заснований на тому, що різальний інструмент охоплюють осердям індукційного перетворювача, по вихідному сигналу якого реєструють присутність інструмента поблизу деталі та момент фізичного торкання, який відрізняється тим, що поряд з індукційним перетворювачем присутності та торкання встановлюють перетворювач електромагнітних шумів та перешкод, сигналом якого синхронізують струм...
Спосіб визначення сил на контактних поверхнях різального інструмента при повздовжньому точінні
Номер патенту: 48447
Опубліковано: 15.08.2002
Автори: Кузьменко Анатолій Григорович, Пасечник Анатолій Андрійович, Баннов Генадій Михайлович
МПК: G01L 1/00
Мітки: інструмента, повздовжньому, різального, поверхнях, точінні, спосіб, контактних, визначення, сіль
Формула / Реферат:
Спосіб визначення сил на контактних поверхнях різального інструмента при повздовжньому точінні, що включає вимірювання складових сил різання при зрізанні стружки із зразка і визначення результуючих по їх сумі, який відрізняється тим, що попередньо у зразку виконується отвір, який заповнюється матеріалом, границя пружності якого значно менша границі пружності матеріалу зразка, вимірювання складових сили різання виконується при різанні...
Попередній патент: b-фенілетиламід 2-метил-4-оксі-5-ізопропілсукцинанілової кислоти, що проявляє антиоксидантну активність
Наступний патент: Пристрій для переробки відходів гуми, штучної і натуральної шкіри
Випадковий патент: Упорний гідростатичний підшипник ковзання