Пристрій для формування з’єднання при контактному стиковому зварюванні труби із заглушкою
Номер патенту: 12191
Опубліковано: 16.01.2006
Автори: Красноруцький Володимир Семенович, Лаврентьєв Микола Олександрович

Формула / Реферат
Пристрій для формування з'єднання при контактному стиковому зварюванні труби із заглушкою, який містить зібрані між собою в пакети за допомогою діелектричних деталей кільцеві сектори струмопідведення, обойму, що складається з ізоляційного й металевого елементів, розташований в обоймі кільцевий упор-холодильник, виконаний з набору електрично ізольованих одна від одної металевих пластин, які в кожному секторі попарно з'єднані між собою, а крайні - відповідно зі струмопідводом і металевим елементом обойми електропровідним нерознімним з'єднанням, який відрізняється тим, що частина ізоляційного елемента обойми розташована між струмопідводом і кільцевим упором-холодильником, а товщина ділянки внутрішнього діаметра кільцевого металевого елемента обойми виконана величиною, що дорівнює сумі товщини однієї пластини кільцевого упора-холодильника й величини заглиблення торця труби всередину ділянки металевого елемента обойми.
Текст
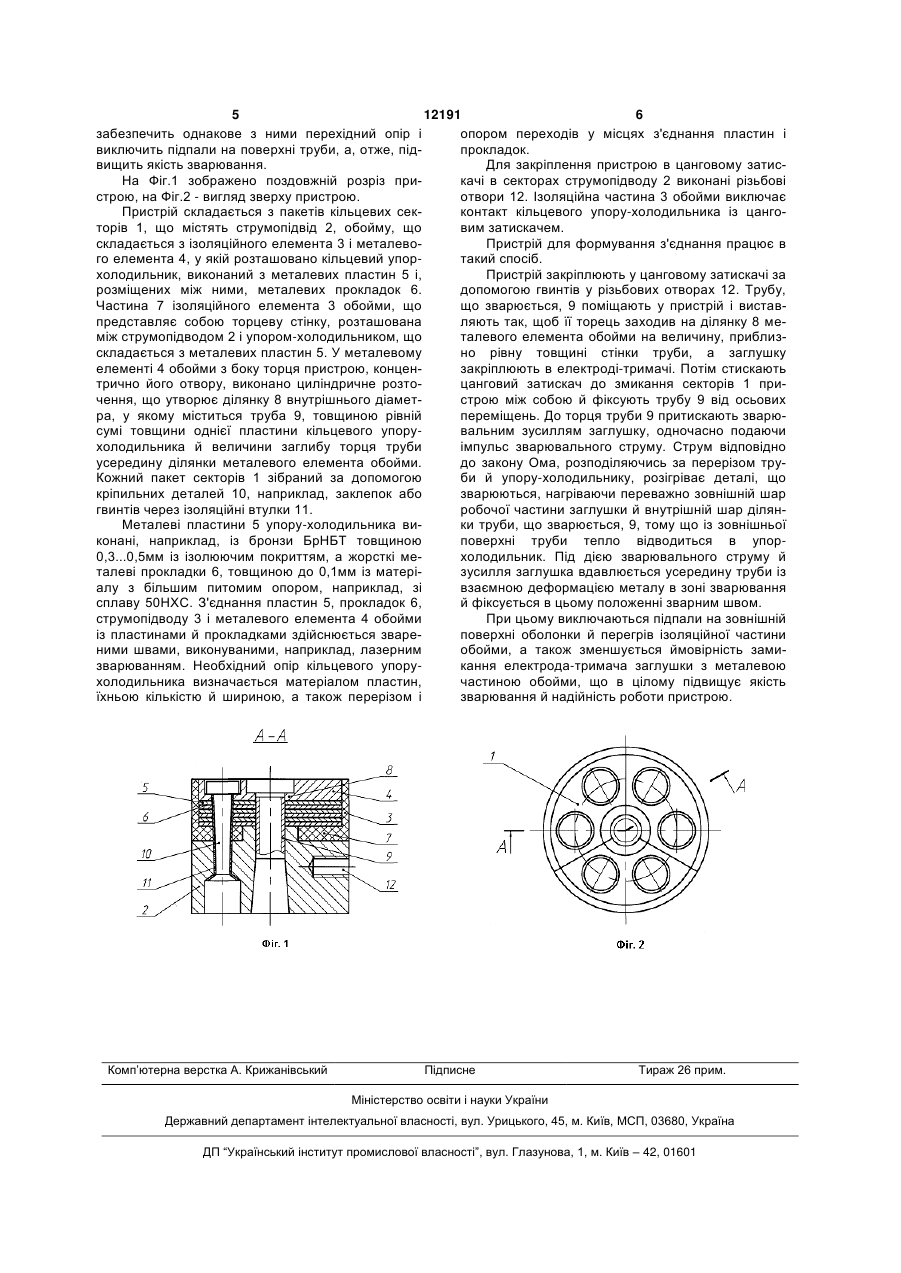
Пристрій для формування з'єднання при контактному стиковому зварюванні труби із заглушкою, який містить зібрані між собою в пакети за допомогою діелектричних деталей кільцеві сектори струмопідведення, обойму, що складається з ізоляційного й металевого елементів, розташований в обоймі кільцевий упор-холодильник, викона 3 12191 4 пустити збільшення її діаметра, установлюється із строю. Крім цього розташування торцевої стінки заглибом усередину кільцевого упоруізоляційного елемента обойми в безпосередній холодильника приблизно на товщину оболонки. близькості від зони зварювання з високою темпеТаким чином, практично завжди є можливість взаратурою може призвести до швидкого його переємодії фата із пластинами кільцевого упоругріву й, як наслідок, виходу з ладу, що так само холодильника за місцем їхнього стику. Механічний знижує надійність роботи пристрою. тиск нагрітого до температури більше 800°С ґрата В основу корисної моделі покладено завдання на стики пластин приводить до швидкого зношупідвищити якість зварювання й надійність роботи вання їхніх крайок. Стик розширюється, метал пристрою. оболонки Грата вдавлюється в раковини, що утвоРішення завдання досягається в пропоноварилися. Зварені з'єднання формуються з опуклосному пристрої, що також як і відоме містить, зібратями, що погіршують їхню якість і виводять зовніні між собою в пакети за допомогою діелектричних шній діаметр твела за припустимі межі. деталей, кільцеві сектори струмопідводу й обойми, Найбільш близьким за технічною сутністю й що складається з ізоляційного й металевого елерезультатом, що досягається, є пристрій для форментів. В обоймі розташований кільцевий упормування з'єднання при контактному стиковому холодильник, виконаний з набору електрично ізозварюванні опором труби із заглушкою, що склальованих одна від одної металевих пластин, які в дається з кільцевих секторів, зібраних між собою в кожному секторі попарно з'єднані між собою, а пакет за допомогою діелектричних заклепок, струкрайні - відповідно із струмовідводом і металевим мопідводу, з обойми, що складається з ізоляційноелементом обойми електропровідним нероз'ємним го й металевого елементів, у якій розташований з'єднанням. Новим у пропонованому пристрої є те, кільцевий упор-холодильник, виконаний з набору що частина ізоляційного елемента обойми розтаелектрично ізольованих одна від одної металевих шована між струмопідводом і кільцевим упоромпластин, які в кожному секторі попарно з'єднані холодильником, а товщина ділянки внутрішнього між собою, а крайні - відповідно з струмопідводом і діаметра кільцевого металевого елемента обойми металевим елементом обойми електропровідним виконана рівній сумі товщини однієї пластини кільнероз'ємним з'єднанням, таким чином, що кожний цевого упору-холодильника й величини заглибу сектор у розгорненні має вигляд «гармошки» [паторця труби усередину ділянки металевого елетент РФ №2139176, В23К11/02, 1999]. мента обойми. З'єднання електрично ізольованих за площиРозташування частини ізоляційного елемента ною одна від одної металевих пластин кільцевого обойми, що уявляє собою торцеву стінку, у сереупору-холодильника попарно між собою, із струдині пристрою між струмопідводом і кільцевим мовідводом і металевим елементом обойми нероупором-холодильником дозволить віддалити його з'ємним електропровідним з'єднанням сприяє ріввід зони зварювання, а так само, забезпечить номірному розподілу струму за периметром зони більш інтенсивний відвід тепла в масивний струзварювання. Наявність в обоймі металевого елемопідвід, що виключить перегрів і вихід з ладу ізомента, що є продовженням кільцевого упоруляційного елемента обойми, тим самим підвищить холодильника, запобігає стики пластин від руйнунадійність роботи пристрою. Крім цього дозволить вання, тому що, ґрат, що видавлюється зі стику виключити кільцевий виступ металевого елемента звареного з'єднання, взаємодіє із масивною монообойми й виконати його торцеву поверхню плослітною обоймою, не заподіюючи їй шкоди. Підвикою, що дасть можливість впритул з'єднати її з щується надійність роботи пристрою і якість зваторцем кільцевого упору-холодильника. У свою рювання. чергу, це дозволить, по-перше, виконати на проАле, незважаючи на наведені переваги, даний тилежному торці металевої частини обойми в зоні пристрій має наступні недоліки. Частина ізоляційзварювання циліндричне розточення, а по-друге, ного елемента обойми, призначена для її закріпзменшити відстань між торцями труби й пристрою. лення й яка уявляє собою торцеву стінку, розтаЦе в остаточному підсумку значно знизить імовіршована між упором-холодильником і металевим ність замикання електрода-тримача з металевою елементом обойми. Тому для усунення зазору між частиною обойми, а, отже, запобіжить виходу з ними, металевий елемент обойми виконаний з ладу кільцевого упору-холодильника й підвищить кільцевим виступом, зверненим убік упорунадійність роботи пристрою. До того ж, це надає холодильника. Кільцевий виступ металевого елеможливість утворити в кільцевій металевій частині мента обойми збільшує його товщину, й, відповідобойми ділянку внутрішнього діаметра з необхідно, і площу контакту із трубою, що приводить до ною товщиною й площею контакту з поверхнею збільшення перехідного опору, у результаті чого труби. на зовнішній поверхні труби можуть з'являтися Виконання в металевому елементі обойми діпідпали. Наявність підпалів погіршує корозійні лянки внутрішнього діаметра товщиною рівній сумі властивості труби в зоні зварювання і є неприпустовщини однієї пластини кільцевого упорутимим дефектом. До того ж подовжується відстань холодильника й величини заглибу торця труби між торцем труби й торцем пристрою, що веде до усередину ділянки металевого елемента обойми збільшення глибини заходу електрода-тримача дозволить після установки торця труби в кільцевий заглушки в металевий елемент обойми, і підвищує металевий елемент обойми на величину заглибу, ймовірність його замикання з конусною поверхнею. приблизно рівну товщині стінки труби, контактуваЦе, у свою чергу, приводить до виходу з ладу тепти з оболонкою лише товщині металевого елеменлопровідного набору пластин кільцевого упорута обойми в зоні зварювання, рівній товщині кожхолодильника й знижує надійність роботи приної пластини кільцевого упору-холодильника, що 5 12191 6 забезпечить однакове з ними перехідний опір і опором переходів у місцях з'єднання пластин і виключить підпали на поверхні труби, а, отже, підпрокладок. вищить якість зварювання. Для закріплення пристрою в цанговому затисНа Фіг.1 зображено поздовжній розріз прикачі в секторах струмопідводу 2 виконані різьбові строю, на Фіг.2 - вигляд зверху пристрою. отвори 12. Ізоляційна частина 3 обойми виключає Пристрій складається з пакетів кільцевих секконтакт кільцевого упору-холодильника із цанготорів 1, що містять струмопідвід 2, обойму, що вим затискачем. складається з ізоляційного елемента 3 і металевоПристрій для формування з'єднання працює в го елемента 4, у якій розташовано кільцевий упортакий спосіб. холодильник, виконаний з металевих пластин 5 і, Пристрій закріплюють у цанговому затискачі за розміщених між ними, металевих прокладок 6. допомогою гвинтів у різьбових отворах 12. Трубу, Частина 7 ізоляційного елемента 3 обойми, що що зварюється, 9 поміщають у пристрій і виставпредставляє собою торцеву стінку, розташована ляють так, щоб її торець заходив на ділянку 8 меміж струмопідводом 2 і упором-холодильником, що талевого елемента обойми на величину, приблизскладається з металевих пластин 5. У металевому но рівну товщині стінки труби, а заглушку елементі 4 обойми з боку торця пристрою, концензакріплюють в електроді-тримачі. Потім стискають трично його отвору, виконано циліндричне розтоцанговий затискач до змикання секторів 1 причення, що утворює ділянку 8 внутрішнього діаметстрою між собою й фіксують трубу 9 від осьових ра, у якому міститься труба 9, товщиною рівній переміщень. До торця труби 9 притискають зварюсумі товщини однієї пластини кільцевого упорувальним зусиллям заглушку, одночасно подаючи холодильника й величини заглибу торця труби імпульс зварювального струму. Струм відповідно усередину ділянки металевого елемента обойми. до закону Ома, розподіляючись за перерізом труКожний пакет секторів 1 зібраний за допомогою би й упору-холодильнику, розігріває деталі, що кріпильних деталей 10, наприклад, заклепок або зварюються, нагріваючи переважно зовнішній шар гвинтів через ізоляційні втулки 11. робочої частини заглушки й внутрішній шар ділянМеталеві пластини 5 упору-холодильника вики труби, що зварюється, 9, тому що із зовнішньої конані, наприклад, із бронзи БрНБТ товщиною поверхні труби тепло відводиться в упор0,3...0,5мм із ізолюючим покриттям, а жорсткі мехолодильник. Під дією зварювального струму й талеві прокладки 6, товщиною до 0,1мм із матерізусилля заглушка вдавлюється усередину труби із алу з більшим питомим опором, наприклад, зі взаємною деформацією металу в зоні зварювання сплаву 50НХС. З'єднання пластин 5, прокладок 6, й фіксується в цьому положенні зварним швом. струмопідводу 3 і металевого елемента 4 обойми При цьому виключаються підпали на зовнішній із пластинами й прокладками здійснюється звареповерхні оболонки й перегрів ізоляційної частини ними швами, виконуваними, наприклад, лазерним обойми, а також зменшується ймовірність замизварюванням. Необхідний опір кільцевого упорукання електрода-тримача заглушки з металевою холодильника визначається матеріалом пластин, частиною обойми, що в цілому підвищує якість їхньою кількістю й шириною, а також перерізом і зварювання й надійність роботи пристрою. Комп’ютерна верстка А. Крижанівський Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for formation of connection at contact butt-seam welding of pipe with the plug
Автори англійськоюLavrentiev Mykola Oleksnadrovych, Krasnorutskyi Volodymyr Semenovych
Назва патенту російськоюУстройство для формирования соединения при контактной стыковой сварке трубы с заглушкой
Автори російськоюЛаврентьев Николай Александрович, Красноруцкий Владимир Семенович
МПК / Мітки
МПК: B23K 11/02
Мітки: заглушкою, формування, зварюванні, з'єднання, контактному, трубі, пристрій, стиковому
Код посилання
<a href="https://ua.patents.su/3-12191-pristrijj-dlya-formuvannya-zehdnannya-pri-kontaktnomu-stikovomu-zvaryuvanni-trubi-iz-zaglushkoyu.html" target="_blank" rel="follow" title="База патентів України">Пристрій для формування з’єднання при контактному стиковому зварюванні труби із заглушкою</a>
Пристрій для зняття грата при контактному стиковому зварюванні
Номер патенту: 319
Опубліковано: 30.04.1993
Автори: Череднічок Віталій Тимофійович, Сахарнов Василь Олексійович, Лазебний Іван Леонтійович, Богорський Михайло Володимирович, Кривенко Валерій Георгійович, Порхун Федір Костянтинович, Кучук-Яценко Сергій Іванович
МПК: B23K 11/04
Мітки: зняття, зварюванні, пристрій, грата, контактному, стиковому
Формула / Реферат:
1 Устройство для снятия грата при контактной стыковой сварке, содержащее разъемный по вертикальной оси свариваемого изделия корпус, выполненный в виде клещевого зажима, и охватывающие профиль изделия по всему периметру один верхний и два боковых резца, шарнирно установленные на корпусе посредством осей, отличающееся тем, что, с целью повышения производительности и качества снятия грата по всему периметру изделия, оси шарниров боковых...
Пристрій для зняття грату при контактному стиковому зварюванні рейок
Номер патенту: 56985
Опубліковано: 16.06.2003
Автори: Череднічок Віталій Тимофійович, Порхун Федір Костянтинович, Сахарнов Василій Олексійович, Кривенко Валерій Георгійович, Кучук-Яценко Сергій Іванович
МПК: B23K 11/04
Мітки: грату, контактному, рейок, зварюванні, зняття, стиковому, пристрій
Формула / Реферат:
Устройство для снятия грата при контактной стыковой сварке рельсов на машине с двумя клещевыми зажимами, каждый из которых имеет по два двуплечих зажимных рычага и состоит из трех резцов для схватывания профиля рельса по всему периметру, причем два боковых резца установлены с возможностью поворота относительно одного клещевого зажима и шарнирно связаны с верхним третьим резцом, отличающееся тем, что боковые резцы закреплены на штоках двух...
Пристрій для зняття грата при контактному стиковому зварюванні деталей
Номер патенту: 308
Опубліковано: 30.04.1993
Автори: Кривенко Валерій Георгійович, Кучук-Яценко Сергій Іванович, Порхун Федір Костянтинович, Лазебний Іван Леонтійович, Сахарнов Василь Олексійович, Череднічок Віталій Тимофійович, Богорський Михайло Володимирович
МПК: B23K 11/04
Мітки: зварюванні, грата, деталей, пристрій, зняття, стиковому, контактному
Формула / Реферат:
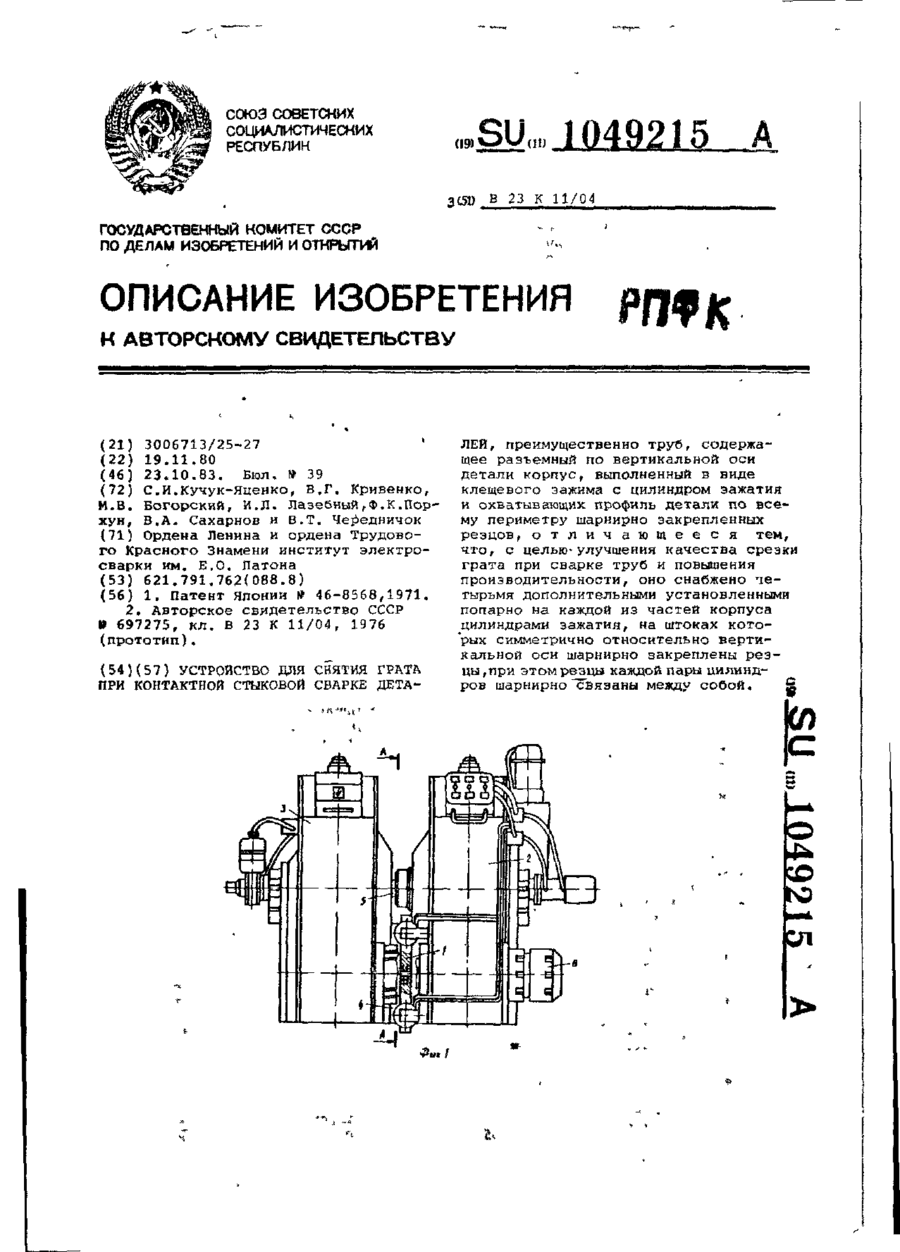
(57) Устройство для снятия грата при контактной стыковой сварке деталей, преимущественно труб, содержащее разъемный по вертикальной оси детали корпус, выполненный в виде клещевого зажима с цилиндром зажатия и охватывающих профиль детали по всему периметру шарнирно закрепленных резцов, отличающееся тем, что, с целью улучшения качества срезки грата при сварке труб и повышения производительности, оно снабжено четырьмя дополнительными...
Спосіб установлення труб при контактному стиковому зварюванні оплавленням
Номер патенту: 11740
Опубліковано: 25.12.1996
Автори: Нікітін Анатолій Сергійович, Казимов Борис Іванович, Швець Юрій Васильович, Кучук-Яценко Сергій Іванович
МПК: B23K 11/04
Мітки: труб, оплавленням, спосіб, стиковому, установлення, контактному, зварюванні
Формула / Реферат:
Способ установки труб при контактной стыковой сварке оплавленном, преимущественно с малой кольцевой жесткостью, при котором свариваемые концы труб зажимают снаружи и изнутри основными зажимами сварочной машины и дополнительными зажимными устройствами, отличающийся тем, что, с целью повышения экономичности способа вследствие упрощения конструкции устройств и повышения производительности труда, при сохранении качества сварного соединения...
Спосіб контролю якості та ремонту стиків труб при контактному стиковому зварюванні оплавленням
Номер патенту: 4960
Опубліковано: 28.12.1994
Автори: Казимов Борис Іванович, Летовальцев Сергій Олександрович, Нікітін Анатолій Сергійович, Мазур Віталій Гаврилович, Швець Юрій Васильович, Кучук-Яценко Сергій Іванович, Меньшенін Леонід Миколайович
МПК: B23K 11/04
Мітки: контактному, контролю, стиків, ремонту, якості, зварюванні, оплавленням, стиковому, труб, спосіб
Формула / Реферат:
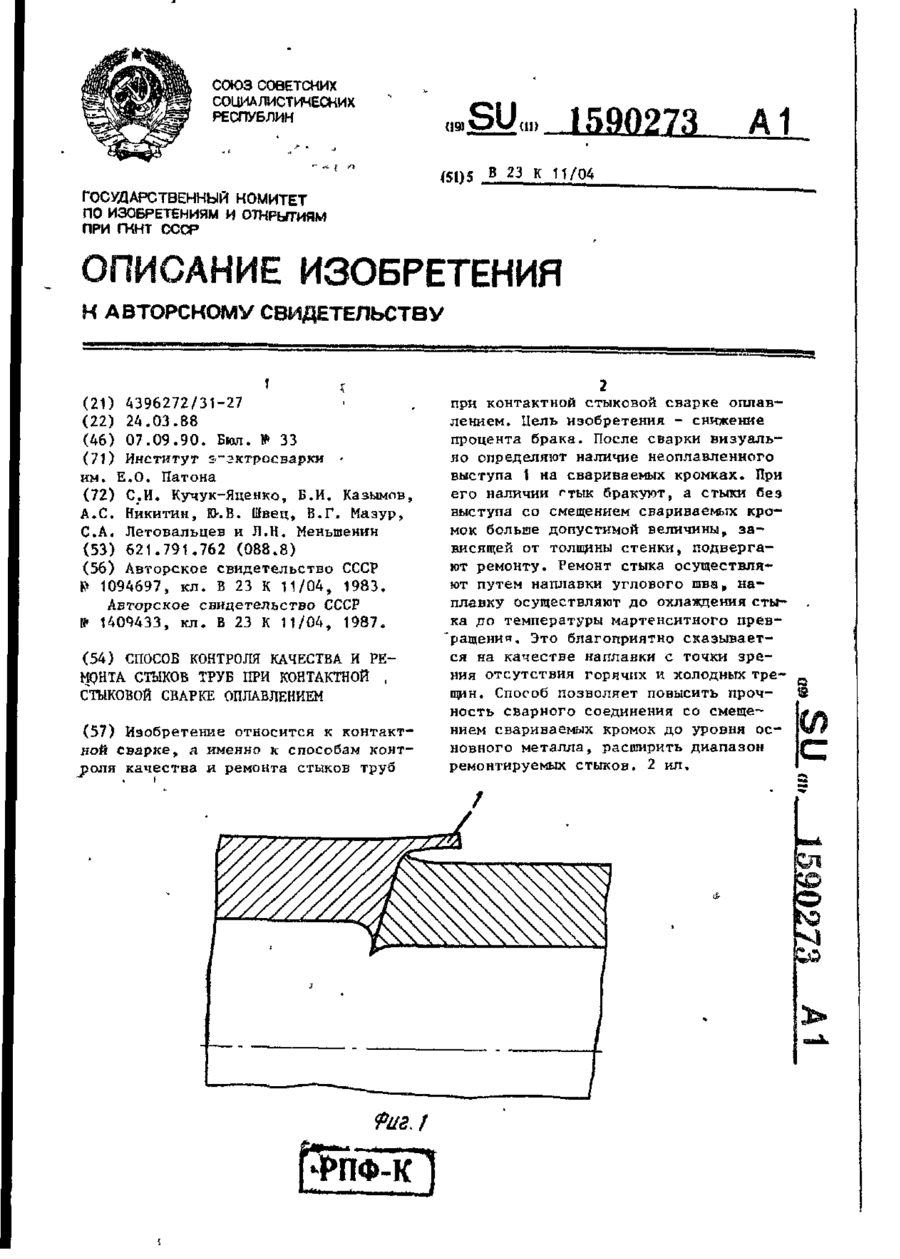
Способ контроля качества и ремонта стыков труб при контактной стыковой сварке оплавлением, включающий контроль качества сварного соединения и, в случае необходимости, ремонт стыка путем наплавки углового шва, отличающийся тем, что, с целью снижения процента брака, при контроле качества определяют визуальным осмотром наличие неоплавленного выступа на свариваемых кромках и при его наличии стык бракуют, а стыки без выступа с недопустимым...
Попередній патент: Монтажно-випробувальний корпус ракети
Наступний патент: Головний убір
Випадковий патент: Апарат для виготовлення насіннєвих стрічок