Спосіб установлення труб при контактному стиковому зварюванні оплавленням
Номер патенту: 11740
Опубліковано: 25.12.1996
Автори: Швець Юрій Васильович, Кучук-Яценко Сергій Іванович, Казимов Борис Іванович, Нікітін Анатолій Сергійович

Формула / Реферат
Способ установки труб при контактной стыковой сварке оплавленном, преимущественно с малой кольцевой жесткостью, при котором свариваемые концы труб зажимают снаружи и изнутри основными зажимами сварочной машины и дополнительными зажимными устройствами, отличающийся тем, что, с целью повышения экономичности способа вследствие упрощения конструкции устройств и повышения производительности труда, при сохранении качества сварного соединения вследствие уменьшения деформации концов, при использовании внутритрубных машин, вначале на концы устанавливают устройства, равномерно охватывающие их по всему периметру и затем концы зажимают изнутри зажимами.
Текст
Изобретение относится к сварке, а именно к способу контактной стыковой свар ки оплавлением труб преимущественно с малой кольцевой жесткостью (тонкостенные, многослойные и т д ) при использовании внутритрубных. сварочных машин Цель изоб ретения — повышение экономичности способа вследствие упрощения конструкции дополнительных зажимных устройств и повышение производительности труда при сохранении качества сварного соединения вследствие уменьшения деформации свариваемых концов труб На концы свариваемых труб устанавливают устройства, равномерно охватывающие их по всему периметру, d затем концы зажимают изнутри основными зажимами машины При этом дополнительное усилие зажатия устройствами снаружи возникает как реакция на основное усилие зажатия изнутри зажимами Применение изобретения повышает экономичность способа при сохра нении качества сварного соединения 1 ил (Л Изобретение относится к сварке давлением, в частности к способу контактной стыковой сварки оправлением труб, преимущественно t малой кольцевой жесткостью (тонкостенные, многослойные и т д ) , при использовании внутритрубных сварочных машин Целью изобретения является повышение экономичности способа контактной стыковой сварки оплавлением труб вследствие упрощения конструкции дополнительных зажимных устройств и повышения производительности труда" при сохранении качества сварного соединения вследствие уменьшения деформации свариваемых концов труб при использовании внутритрубных свароч ных машин На чертеже схематично показаны свариваемые трубы перед контактной стыковой сваркой оплавлением Свариваемые концы труб 1 и 2 с малой кольцевой жесткостью подготавливают, на свариваемые концы подготовленных труб 1 и 2 устанавливают дополнительные зажим ные устройства 3 и 4, равномерно охва тывающие их по всему периметру Свари ваемые трубы 1 и 2 с установленными устройствами 3 и 4 подают на внутритрубную сварочную машину Поданные трубы 1 и 2 зажимают изнутри основпы ми зажимами машины 5 и 6 При этом до полнительное усилие зажатия свариваемых концов снаружи устройствами Р| возникает как реакция на основное усилие зажатия изнутри зажимами Р2 Зажатые трубы 1 и 2 сваривают контактной стыковой сваркой оплавлением по обычной технологии Со сваренных труб 1 и 2 снимают грат снаружи и изнутри по обычной технологии Способ осуществляют следующим образом При контактной стыковой сварке оплавлением труб 1 и 2 снаружи дополнительными зажимными устройствами 3 и 4 V СП Од N3 со 532234 Pi возникает как реакция на основное усилие зажатия изнутри основными зажимами внутритрубной сварочной машины 5 и 6 Р.» При этом упрощают конструкцию устройств, кроме того повышают производительность труда способа вследствие сокращения времени зажатия свариваемых концов. Тем самым повышают экономичность способа Свариваемые концы зажимают снаружи и изнутри При этом сводят к необходимому минимуму смещение свариваемых концов при сварке Тем самым сохраняют качество сварного соединения Контактную стыковую сварку оплавлени ем многослойных труб наружным диамет ром 1240 мм, стенки которых состояли из 3—5 слоев толщиной 4—6 мм каждый, выполняли следующим образом. Свариваемые концы труб подготавливали. На свариваемые концы подготовленных труб устанавливали разъемные кольца, равномерно охватывающие их по всему периметру Свариваемые трубы [ и 2 с установленными кольцами подают на в ну тритрубную сварочную машину марки К 700—1 Поданные трубы зажимают изнутри основными зажимами машины. При этом дополнительное усилие зажатия свариваемых концов снаружи кольцами возникает как peaкция на 4 основное усилие зажатия изнутри зажимами Зажатые трубы сваривают по обычной технологии. Со сваренных труб снимают грат снаружи и изнутри по обычной технологии Применение предлагаемого способа повышает экономичность контактной стыковой сварки оплавлением труб при сохранении качества сварного соединения. 10 15 20 25 Формула изобретения Способ установки труб при контактной стыковой сварке оплавлением, преимущественно с малой кольцевой жесткостью, при котором свариваемые концы труб зажимают снаружи и изнутри основными зажимами сварочной машины и дополнительными зажимными устройствами, отличающийся тем, что, с целью повышения экономичности способа вследствие упрощения конструкции устройств и повышения производительности труда, при сохранении качества сварного соединения вследствие уменьшения деформации концов, при использовании внутритрубных машин, вначале на концы устанавливают устройства, равномерно охватывающие их по всему периметру и затем концы зажимают изнутри зажимами. \ Составите тії Н Фролов Редактор Ю Середа Техред И Верес Корректор А Обр\чап З а к а з 7997/19 Тираж «94 Подписное ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж — 3 5 , Раушская наб , д 4/5 Производственно-издательский комбинат «.Патент», г Ужгород, /л [ а г а р ч к а , 10!
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of installation of pipes at resistance butt-seam fuse welding
Автори англійськоюKuchuk-Yatsenko Serhii Ivanovych, Nikitin Anatolii Serhiiovych, Kazymov Borys Ivanovych, Shvets Yurii Vasyliovych
Назва патенту російськоюСпособ установки труб при контактной стыковой сварке плавлением
Автори російськоюКучук-Яценко Сергей Иванович, Никитин Анатолий Сергеевич, Казимов Борис Иванович, Швец Юрий Васильевич
МПК / Мітки
МПК: B23K 11/04
Мітки: труб, контактному, зварюванні, спосіб, установлення, стиковому, оплавленням
Код посилання
<a href="https://ua.patents.su/2-11740-sposib-ustanovlennya-trub-pri-kontaktnomu-stikovomu-zvaryuvanni-oplavlennyam.html" target="_blank" rel="follow" title="База патентів України">Спосіб установлення труб при контактному стиковому зварюванні оплавленням</a>
Спосіб контролю якості та ремонту стиків труб при контактному стиковому зварюванні оплавленням
Номер патенту: 4960
Опубліковано: 28.12.1994
Автори: Летовальцев Сергій Олександрович, Казимов Борис Іванович, Мазур Віталій Гаврилович, Нікітін Анатолій Сергійович, Меньшенін Леонід Миколайович, Кучук-Яценко Сергій Іванович, Швець Юрій Васильович
МПК: B23K 11/04
Мітки: стиків, ремонту, стиковому, контролю, зварюванні, оплавленням, труб, якості, контактному, спосіб
Формула / Реферат:
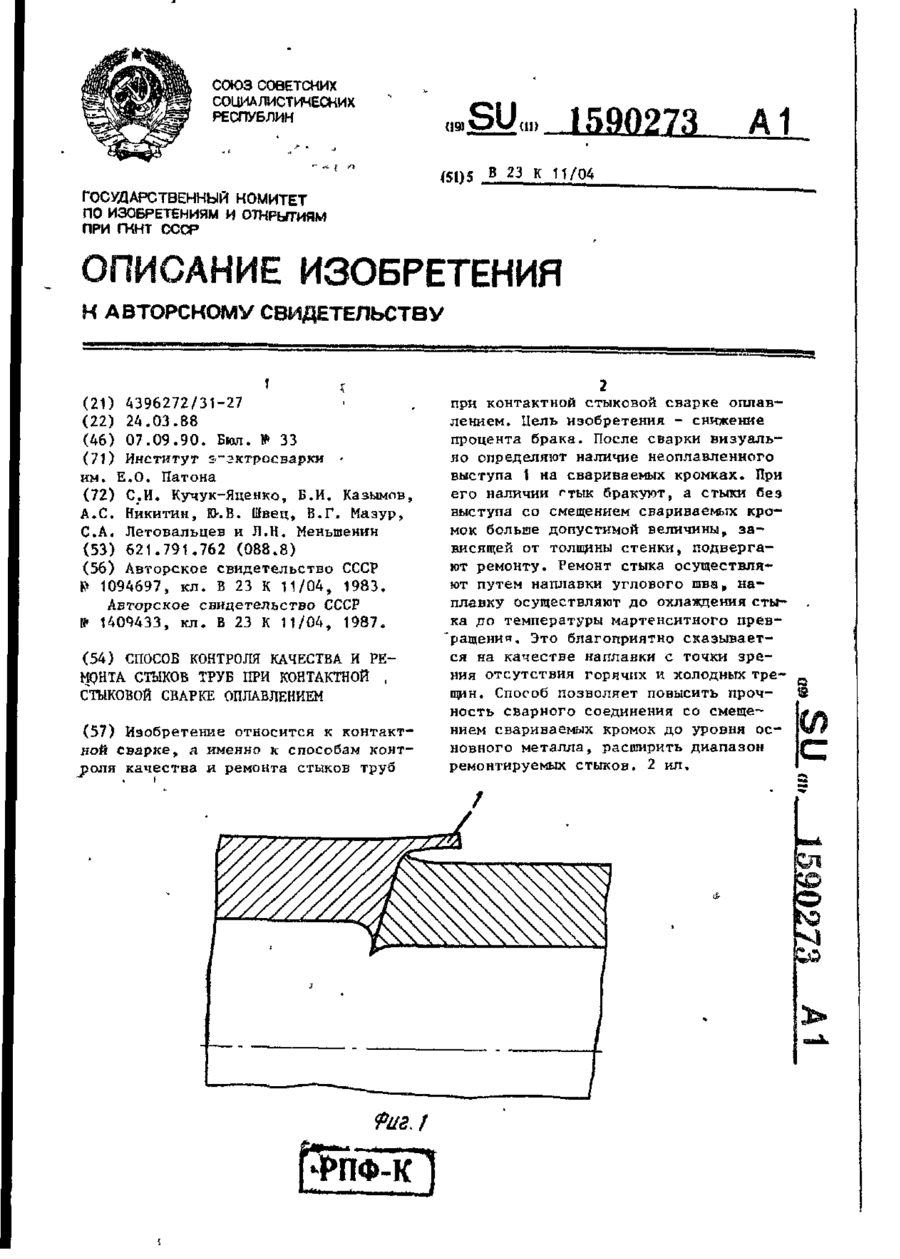
Способ контроля качества и ремонта стыков труб при контактной стыковой сварке оплавлением, включающий контроль качества сварного соединения и, в случае необходимости, ремонт стыка путем наплавки углового шва, отличающийся тем, что, с целью снижения процента брака, при контроле качества определяют визуальным осмотром наличие неоплавленного выступа на свариваемых кромках и при его наличии стык бракуют, а стыки без выступа с недопустимым...
Пристрій для зняття грата при контактному стиковому зварюванні деталей
Номер патенту: 308
Опубліковано: 30.04.1993
Автори: Кривенко Валерій Георгійович, Богорський Михайло Володимирович, Порхун Федір Костянтинович, Кучук-Яценко Сергій Іванович, Лазебний Іван Леонтійович, Сахарнов Василь Олексійович, Череднічок Віталій Тимофійович
МПК: B23K 11/04
Мітки: грата, пристрій, деталей, стиковому, зняття, контактному, зварюванні
Формула / Реферат:
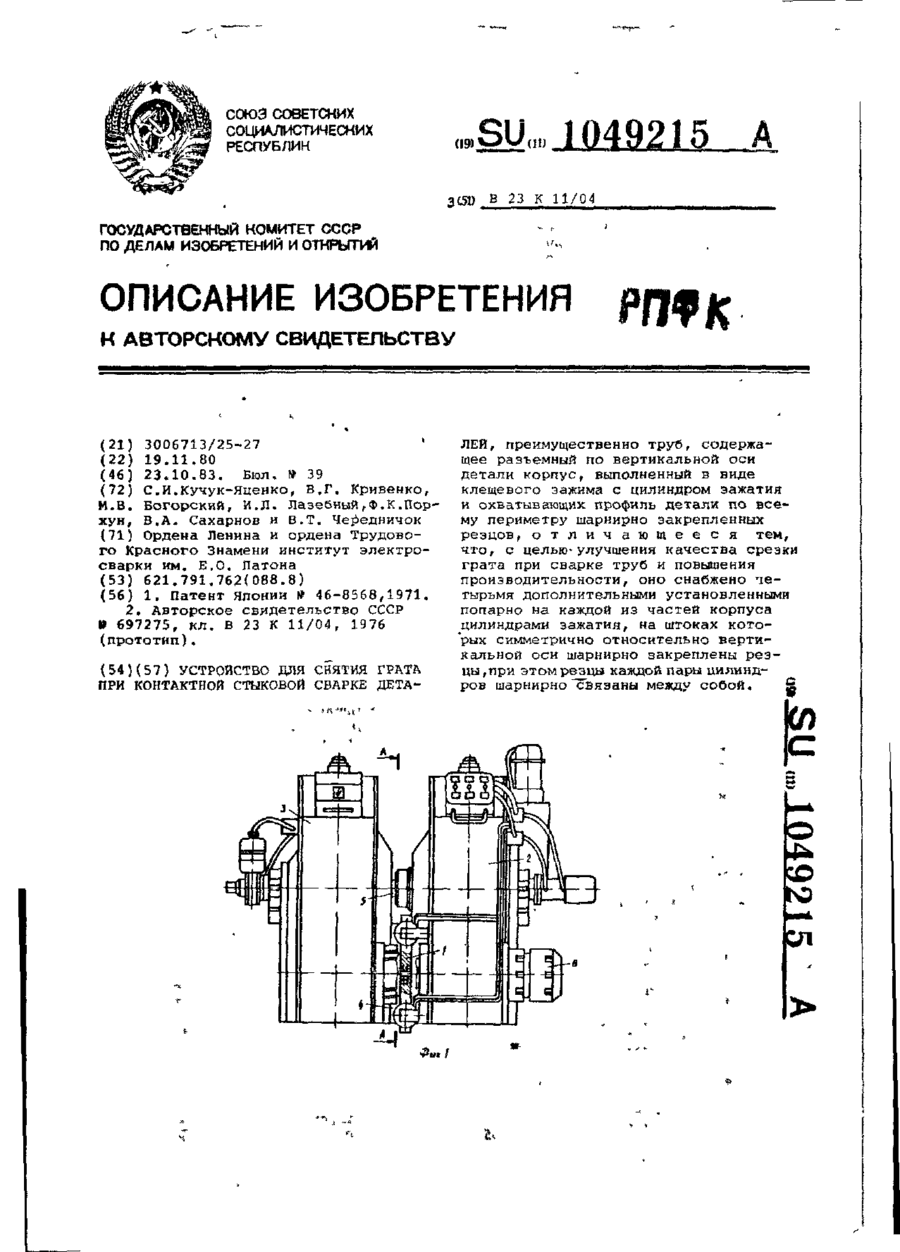
(57) Устройство для снятия грата при контактной стыковой сварке деталей, преимущественно труб, содержащее разъемный по вертикальной оси детали корпус, выполненный в виде клещевого зажима с цилиндром зажатия и охватывающих профиль детали по всему периметру шарнирно закрепленных резцов, отличающееся тем, что, с целью улучшения качества срезки грата при сварке труб и повышения производительности, оно снабжено четырьмя дополнительными...
Пристрій для зняття грата при контактному стиковому зварюванні
Номер патенту: 319
Опубліковано: 30.04.1993
Автори: Богорський Михайло Володимирович, Кучук-Яценко Сергій Іванович, Сахарнов Василь Олексійович, Череднічок Віталій Тимофійович, Порхун Федір Костянтинович, Лазебний Іван Леонтійович, Кривенко Валерій Георгійович
МПК: B23K 11/04
Мітки: грата, зняття, пристрій, контактному, зварюванні, стиковому
Формула / Реферат:
1 Устройство для снятия грата при контактной стыковой сварке, содержащее разъемный по вертикальной оси свариваемого изделия корпус, выполненный в виде клещевого зажима, и охватывающие профиль изделия по всему периметру один верхний и два боковых резца, шарнирно установленные на корпусе посредством осей, отличающееся тем, что, с целью повышения производительности и качества снятия грата по всему периметру изделия, оси шарниров боковых...
Пристрій для зняття грату при контактно-стиковому зварюванні деталей
Номер патенту: 1611
Опубліковано: 25.10.1994
Автори: Бондарук Андрій Всеволодович, Кучук-Яценко Сергій Іванович, Дідковський Олександр Володимирович, Череднічок Віталій Тимофійович, Беляєв Данило Іванович, Богорський Михайло Володимирович, Горонков Микола Дмитрович, Думчев Євген Олександрович
МПК: B23K 11/04
Мітки: деталей, грату, контактно-стиковому, пристрій, зварюванні, зняття
Формула / Реферат:
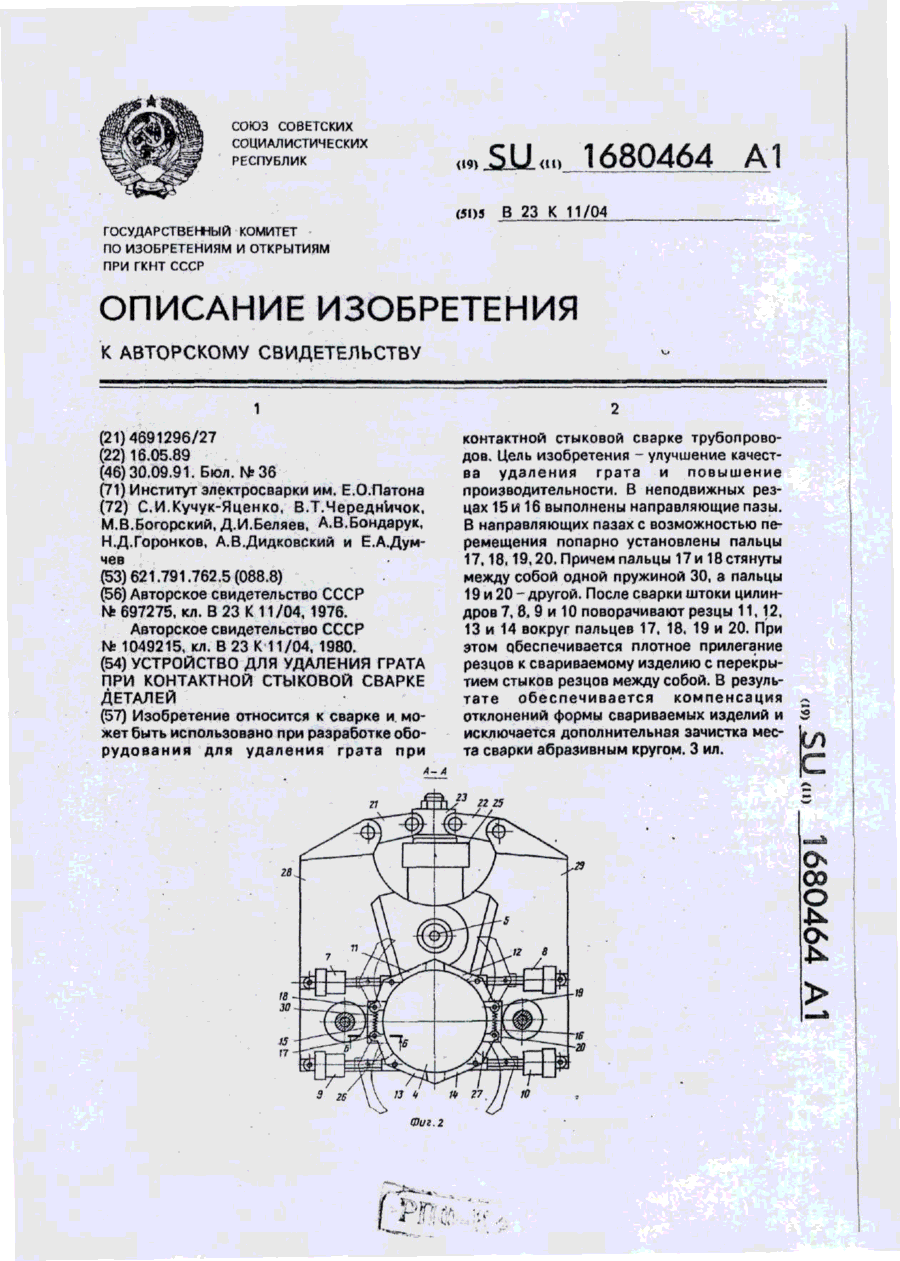
Устройство для удаления грата при контактной стыковой сварке деталей, преимущественно труб, содержащее разъемный корпус, выполненный в виде клещевого зажима, четыре цилиндра, установленные попарно на каждой из частей корпуса, шарнирно закрепленные на штоках цилиндров подвижные резцы и цилиндр зажатия, отличающееся тем, что, с целью улучшения качества удаления грата и повышения производительности, оно снабжено жестко закрепленными на...
Машина для контактного стикового зварювання оплавленням труб

Номер патенту: 2650
Опубліковано: 26.12.1994
Автори: Уніговський Михайло Рахмілєвич, Солтис Віталій Петрович, Немировський Ісак Якович, Іткін Олександр Феліксович, Сєрафін Орєст Міхайловіч, Зубаньов Олександр Георгійович
МПК: B23K 11/04
Мітки: зварювання, оплавленням, контактного, стикового, машина, труб
Формула / Реферат:
Машина для контактной стыковой сварки оплавлением труб, содержащая кинематически связанные между собой приводом оплавлення и осадки два полукорпуса клещевого типа, каждый из которых включает подвижную и неподвижную щеки с полукруглыми окнами для фиксации труб, отличающаяся тем, что она снабжена двумя жестко закрепленными на торцах неподвижных щек амортизационными устройствами, каждое из которых выполнено в виде жестко закрепленной на торце...
Попередній патент: Пристрій для з’єднання механізму з основою
Наступний патент: Герметичний ізолюючий костюм
Випадковий патент: Адсорбуючий препарат комбінованої лікувальної дії