Пристрій для зняття грата при контактному стиковому зварюванні
Номер патенту: 319
Опубліковано: 30.04.1993
Автори: Кривенко Валерій Георгійович, Лазебний Іван Леонтійович, Кучук-Яценко Сергій Іванович, Богорський Михайло Володимирович, Сахарнов Василь Олексійович, Череднічок Віталій Тимофійович, Порхун Федір Костянтинович
Формула / Реферат
1 Устройство для снятия грата при контактной стыковой сварке, содержащее разъемный по вертикальной оси свариваемого изделия корпус, выполненный в виде клещевого зажима, и охватывающие профиль изделия по всему периметру один верхний и два боковых резца, шарнирно установленные на корпусе посредством осей, отличающееся тем, что, с целью повышения производительности и качества снятия грата по всему периметру изделия, оси шарниров боковых резцов выполнены эксцентричными.
2. Устройство по п. 1, отличающееся тем, что величину эксцентриситета оси шарнира выбирают в зависимости от диаметра оси шарнира в соответствии с выражением
e = 0,075d,
где е - эксцентриситет оси шарнира;
d - диаметр оси шарнира.
Текст
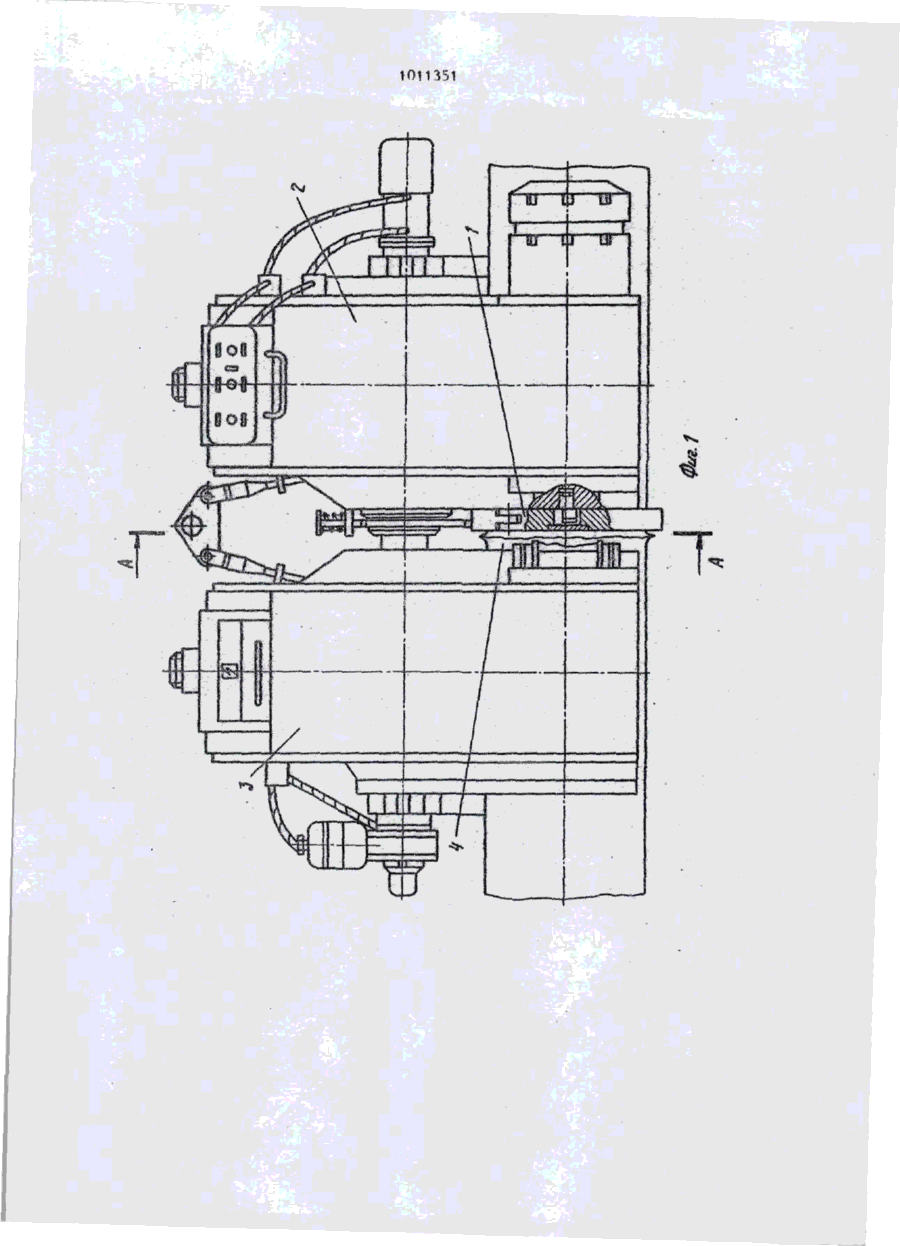
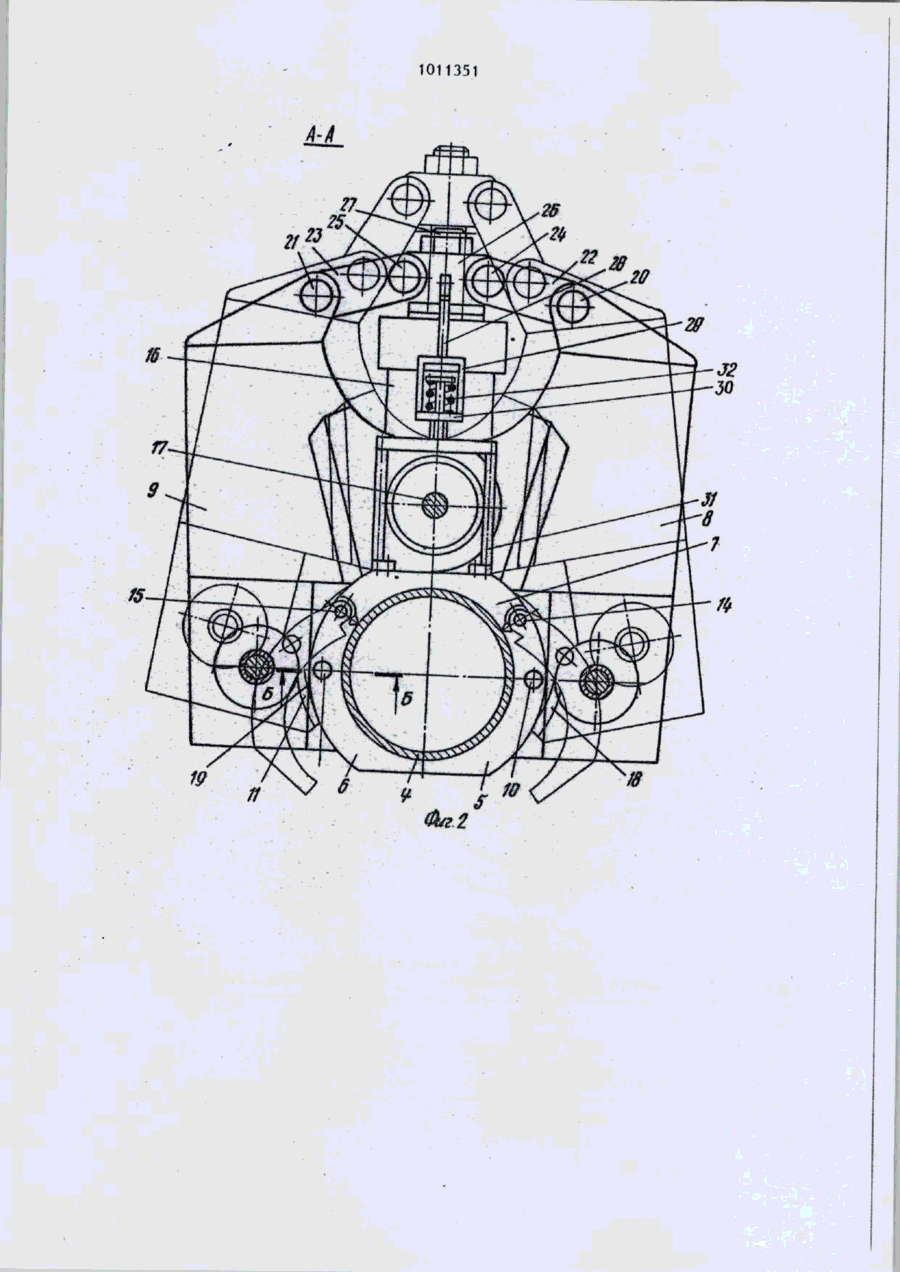
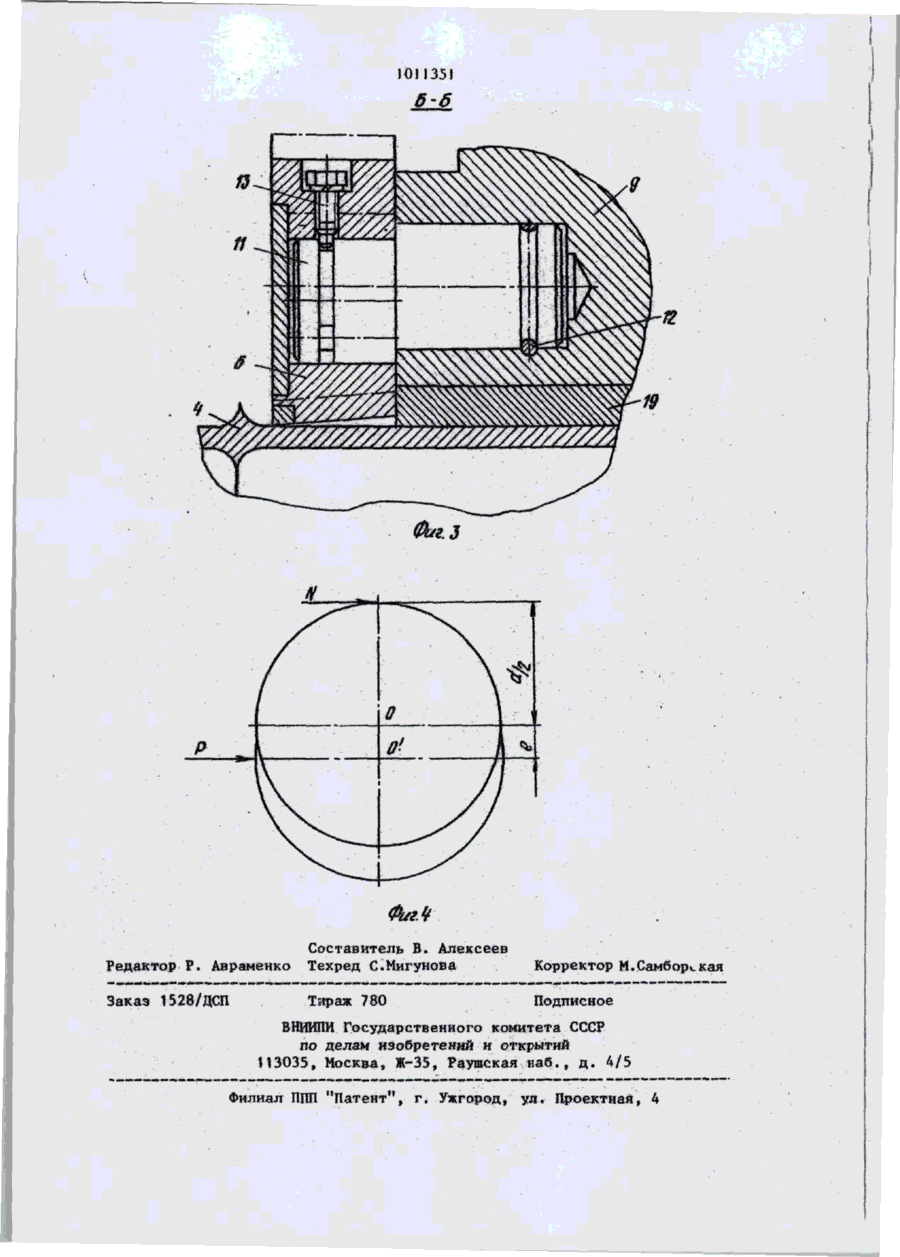
1. УСТРОЙСТВО ДЛЯ СНЯТИЯ ГРАТА ПРИ КОНТАКТНОЙ СТЫКОВОЙ СВАРКЕ, содержащее разъемный по вертикальной оси свариваемого изделия корпус, выполненный в ввде клещевого зажима, и охватывающие профиль изделия по всему периметру один верхний и два боковых резца, шарнирно установленные на корпусе посредством осей, о т л и ч а ю щ е е с я тем, что, с целью повышения производительности и качества снятия грата по всему периметру изделия, оси шарниров боковых резцов выполнены эксцентричными. 2. Устройство по п. 1, о т л ич а ю щ е е с я тем, что величину эксцентриситета оси шарнира выбирают в зависимости от диаметра оси шарнира в соответствии с выражением е = 0,075 d, где е - эксцентриситет оси шарнира; d - диаметр оси шарнира. І 1011 351 I На фиг, 1 показана сварочная Изобретение относится к устройстмашина с указанием места установки вам для контактной стыковой сварки и предлагаемого устройства, общий вид; предназначено для удаления грата со на фиг. 2 - сечение А-А на фиг. 1; сварных стыков. Известно устройство для снятия 5 на фиг. 3 - сечение Б-Б на фиг. 2; на фиг. 4 - схема сил оси шарнира грата при контактной стыковой сварке в статическом положении. рельсов, которое устанавливается В данном случае рассматривается непосредственно на корпус сварочной работа устройства при контактной машины клещевого типа и обеспечивает среэку грата по всему периметру рель- ** стыковой сварке труб. При изменении * профиля резцов возможно применение са. Это устройство осуществляет удаустройства и при сварке других изделение грата проходом режущего инстлий , например рельсов, на машинах румента череэ сварной стык рельса клещевого типа. йо взаимосвязи с технологическим процессом сварки, т.е. позволяет 15 Устройство 1 для снятия грата комплексно решить вопрос сварки и установлено на одном из подвижных резки грата [1]. корпусов сварочной машины клещевого типа, например на корпусе 2. Каждый Недостатком устройства является из корпусов 2 и 3 является разъемто, что оно не обеспечивает срезку грата с минимальным припуском по 20 ным от вертикальной оси трубы А и выполнен в виде клещевых зажимов. всему периметру. Корпус 2 сопряжен с корпусом 3 Известно также устройство, содеробщей осью. Устройство выполнено жащее разъемный по вертикальной оси в виде трех отдельных резцов 5, 6 свариваемого изделия корпус, выполненный в виде клещевого зажима, и 25 и 7, режущие кромки которых образуют профиль поперечного сечения трубы 4. охватывающие профиль изделия по Два боковых резца 5 и 6 шарнирно всему периметру один верхний и два боковых резца, шарнирно установленустановлены на зажимных цеках 8 и 9 ные на корпусе посредством осей £2j. упомянутого корпуса, на эксцентричных В известном устройстве невозможна 30 осях 10 и 11 и расположены симметрегулировка зазора между боковыми рично относительно вертикальной оси трубы 4. Эксцентричные оси 10 резцами и рельсом, что приводит к и 11 размещены в отверстиях зажимных снижению качества удаления грата по щек 8 и 9 и фиксируются винтами 12, боковой поверхности, а также производительности сварки. 35 а боковые резцы 5 и 6 стопорятся на эксцентричных осях 10 и 11 болтами Цель изобретения - повышение про13. Верхние части боковых резцов 5 изводительности сварки и качества и 6 соединены шарнирами 14 и 15 с снятия грата по всему периметру сваверхним резцом 7. риваемого изделия. Указанная цель достигается тем, 40 Цилиндр зажатия 16 шарнирно устачто в устройстве для снятия грата, новлен на оси 17. Подвижные зажимные содержащем разъемный по вертикальщеки 8 и 9, на которых жестко закной оси свариваемого изделия корпус, реплены токоподводящие башмаки 18-19, связаны шарнирами 20 и 21 с серьгавыполненный в виде клещевого зажима, и охватывающие профиль изделия по 45 ми 22 и 23, которые через шарниры 24 и 25 соединены с траверсой 26, всему периметру один верхний и два которая жестко соединена со штоком 27 боковых резца, шарнирно установленцилиндра зажима 16. На траверсе 26 ные на корпусе посредством осей, жестко закреплен упор 28, взаимооси шарниров боковых резцов выполнены эксцентричными. 50 действующий с толкателем 29, который шарнирио соединен с одним из плеч Кроме того, величину эксцентридвухплечего рычага 30, другое плечо ситета оси шарнира выбирают в завикоторого связано посредством тяги 31 симости от диаметра указанной оси через пружину 32 с верхним резцом 7. в соответствии с выражением Устройство работает следующим 55 е - 0,075 d, образом. В процессе зажатия трубы 4 в токогде е - эксцентриситет оси шарнира, подводящих башмаках 18 и 19 шток 27 d - диаметр оси шарнира. 1011351 сила N, удерживающая эксцентричные цилиндра зажатия 16 вместе с травероси 10 и 11 от проворачивания, равная сой 26 опускается,Серьги 22 и 23 поворачиваются ближе к горизонтальпроизведению коэффициента трения f ному положению, тем самым отводя от на силу упругости Р, т.е. середины верхние концы зажимных щек 5 8 и 9. Нижние концы зажимных щек N = £- Р сближаются между собой, а вместе Из управления моментов статики с ними сближаются и боковые резцы относительно точки 0 (фиг. 4) 5 и 6. При этом боковые резцы 5 и 6 охватывают по периметру трубы 4 с to ZM.-4N-epsi-tp-ep.fl, минимально допустимым зазором, а верхний резец 7 выполняет дополнительную функцию соединительной тяги где d - диаметр эксцентричных осей между боковыми резцами 5 и 6. 10 и 11 шарниров, В случае большого зазора между 15 определяют эксцентриситет осей 10 резцами 5, 6 и 7 и трубой 4 (фиг. 3) и 11 шарниров: поворотом эксцентричных осей 10 и t1 устанавливают минимально допустимый е = ---d. зазор и фиксируют указанные оси 2 винтами 12. 20 В данном случае при стальных эксПосле окончания сварки конец центричных осях 10 и 11 и стальных сваренной трубы, зажатый в корпусе 2, щеках 8 и 9, з отверстиях которых . на котором установлено устройство 1 установлены указанные оси, коэффидля снятия грата, освобождается от токоподводящих башмаков 16 и 19 ' 25 циент трения f равен 0,15. Следовательно, величину эксцентриситета (фиг. 2) за счет сброса давления в оси шарнира необходимо выбирать в цилиндре зажатия 16. При этом токозависимости от диаметра указанной подводящие башмаки 19 и 19, а с ними оси а соответствии с выражением и боковые резцы 5 н 6 не разжимаются полностью, а отходят от трубы 4 в ЗО е - 0,075 d. стороны лишь на величину, обеспечиДанная величина эксцентриситета вающую возможность скольжения токоявляется оптимальной для регулировки. подводящих башмаков 18 и 19 по бокоПосле снятия грата со сварного вой поверхности трубы. Затем корпус 2 стыка труба 4 (фиг. 2) освобождас установленным на нем устройством 1 35 ется от токоподводящих башмаков 18 для срезки грата подается в направлеи 19 и от обхвата боковыми резцами нии корпуса 3 за счет дополнительно5 и 6 под действием цилиндра зажаго хода штоков силовых цилиндров тия 16. При этом подпружиненные осадки. тяги 31 не позволяют боковым резцам , При этом резцы срезают грат со свар- 40 5 и 6 несимметрично отходить от вертикальной оси трубы 4. ного стыка по всему периметру трубы с Как показывают испытания опытного припуском, не превышающим допусков ка образца предлагаемого устройства, сварку труб. Кроме того, боковые резпроизводительность сварки повышается цы 5 и 6 воспринимают силу упругости Р (фиг. 4) срезаемого грата и пере- 45 иа 20-30%, припуск усиления сварного стыка после удаления грата составдают ее на эксцентричные оси 10 и 11. ляет 0,5-1 мм. Притиводействует силе упругости Р 1011351 m я 1011351 б-б '/////////////////////////////А ФигЛ Редактор Р. Авраменко Составитель В. Алексеев Техред С.Мигунова Корректор М.Самбор^кая Заказ 1528/ДЄП Тираж 780 Подписное ВНИИПН Государственного комитета СССР по делам изобретений н открытий И3035» Москва, Ж-35, Раушская наб., д. Филиал ППП "Патент", г. Ужгород, ул. Проектная, 4
ДивитисяДодаткова інформація
Назва патенту англійськоюWeld trimmer for contact flash welding
Автори англійськоюKuchuk-Yatsenko Serhii Ivanovych, Bohorskyi Mykhailo Volodymyrovych, Kryvenko Valerii Heorhiiovych, Lazebnyi Ivan Leontiioyvch, Porkhun Fedir Kostiantynovych, Sakharnov Vasyl Oleksiiovych, Cherednichok Vitalii Tymofiiovych
Назва патенту російськоюУстройство для снятия грата при контактной стыковой сварке
Автори російськоюКучук-Яценко Сергей Иванович, Богорский Михаил Владимирович, Кривенко Валерий Георгиевич, Лазебный Иван Леонтьевич, Порхун Федор Константинович, Сахарнов Василий Алексеевич, Чередничок Виталий Тимофеевич
МПК / Мітки
МПК: B23K 11/04
Мітки: зварюванні, грата, контактному, пристрій, стиковому, зняття
Код посилання
<a href="https://ua.patents.su/6-319-pristrijj-dlya-znyattya-grata-pri-kontaktnomu-stikovomu-zvaryuvanni.html" target="_blank" rel="follow" title="База патентів України">Пристрій для зняття грата при контактному стиковому зварюванні</a>
Пристрій для зняття грата при контактному стиковому зварюванні деталей
Номер патенту: 308
Опубліковано: 30.04.1993
Автори: Сахарнов Василь Олексійович, Кривенко Валерій Георгійович, Лазебний Іван Леонтійович, Кучук-Яценко Сергій Іванович, Богорський Михайло Володимирович, Порхун Федір Костянтинович, Череднічок Віталій Тимофійович
МПК: B23K 11/04
Мітки: пристрій, зняття, деталей, грата, стиковому, зварюванні, контактному
Формула / Реферат:
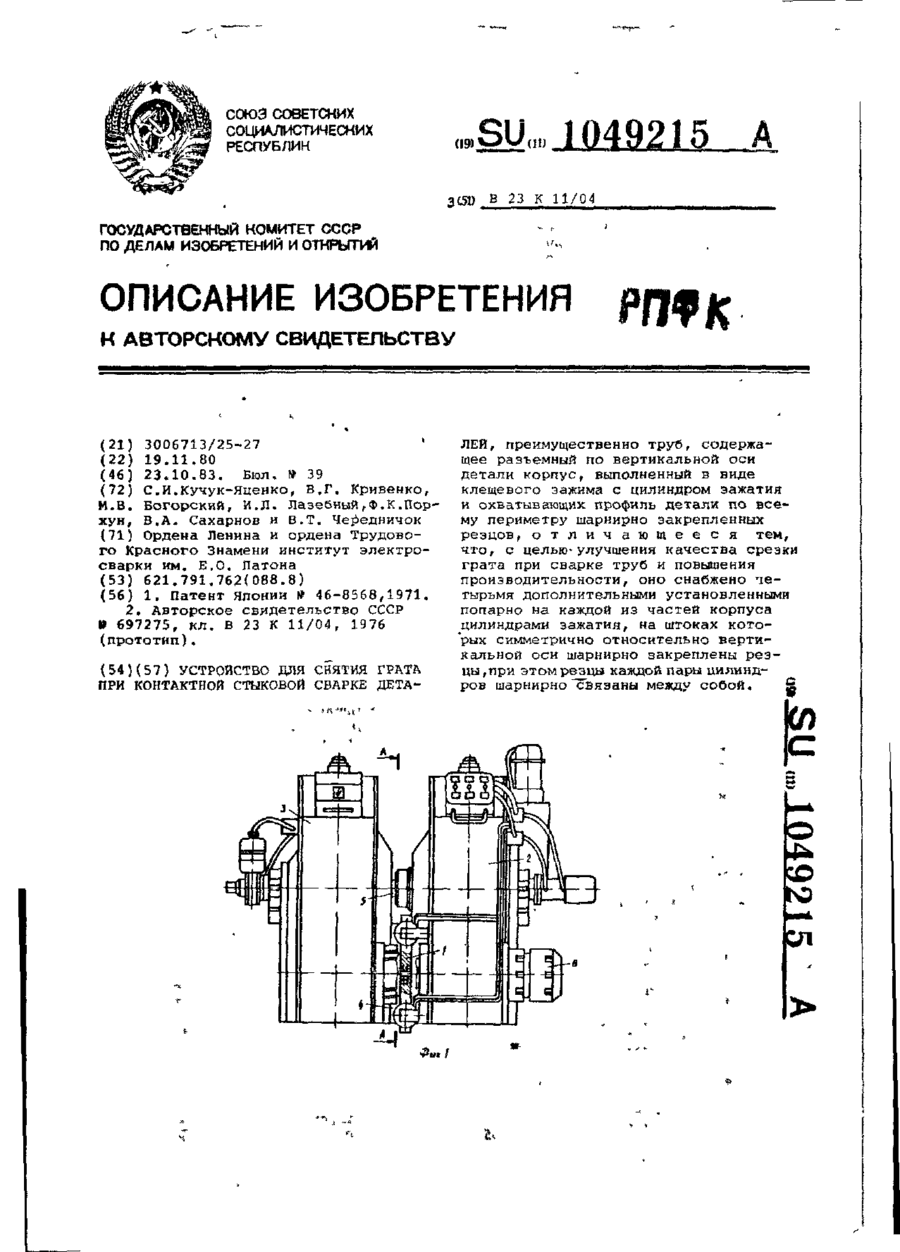
(57) Устройство для снятия грата при контактной стыковой сварке деталей, преимущественно труб, содержащее разъемный по вертикальной оси детали корпус, выполненный в виде клещевого зажима с цилиндром зажатия и охватывающих профиль детали по всему периметру шарнирно закрепленных резцов, отличающееся тем, что, с целью улучшения качества срезки грата при сварке труб и повышения производительности, оно снабжено четырьмя дополнительными...
Пристрій для зняття грата
Номер патенту: 489
Опубліковано: 30.04.1993
Автори: Лебедєв Володимир Костянтинович, Асоянц Григорій Боградович, Патон Борис Євгенович, Кучук-Яценко Сергій Іванович, Галян Борис Опанасович, Сахарнов Василь Олексійович, Воробей Михайло Федорович, Солодовніков Сергій Олександрович
МПК: B23B 5/00
Мітки: грата, пристрій, зняття
Формула / Реферат:
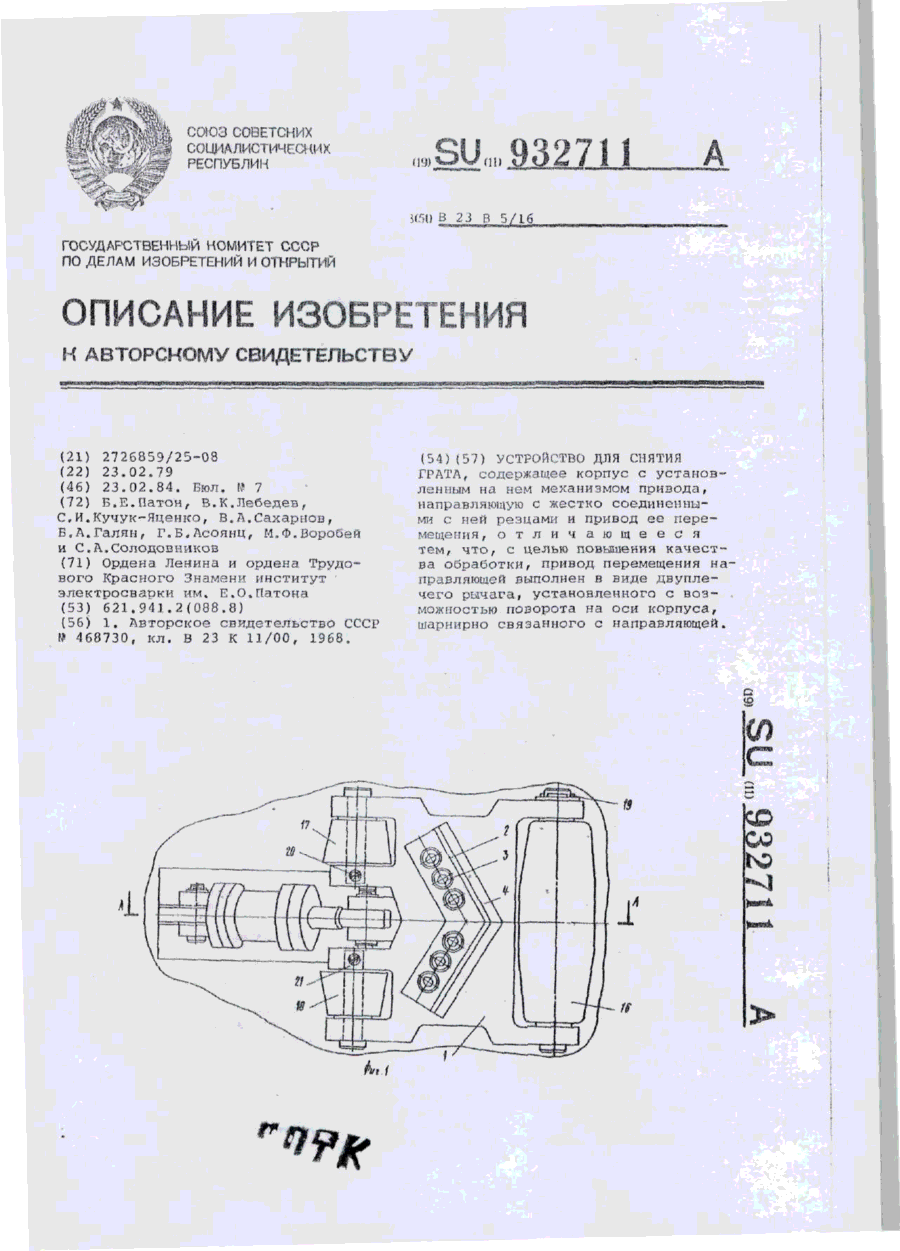
Устройство для снятия грата, содержащее корпус с установленным на нем механизмом привода, направляющую с жестко соединенными с ней резцами и привод ее перемещения, отличающееся тем, что, с целью повышения качества обработки, привод перемещения направляющей выполнен в виде двуплечего рычага, установленного с возможностью поворота на оси корпуса, шарнирно связанного с направляющей.
Спосіб зняття грата після контактного стикового зварювання
Номер патенту: 309
Опубліковано: 30.04.1993
Автори: Богорський Михайло Володимирович, Кривенко Валерій Георгійович, Лазебний Іван Леонтійович, Кучук-Яценко Сергій Іванович
МПК: B23K 11/04
Мітки: зварювання, спосіб, грата, зняття, стикового, контактного
Формула / Реферат:
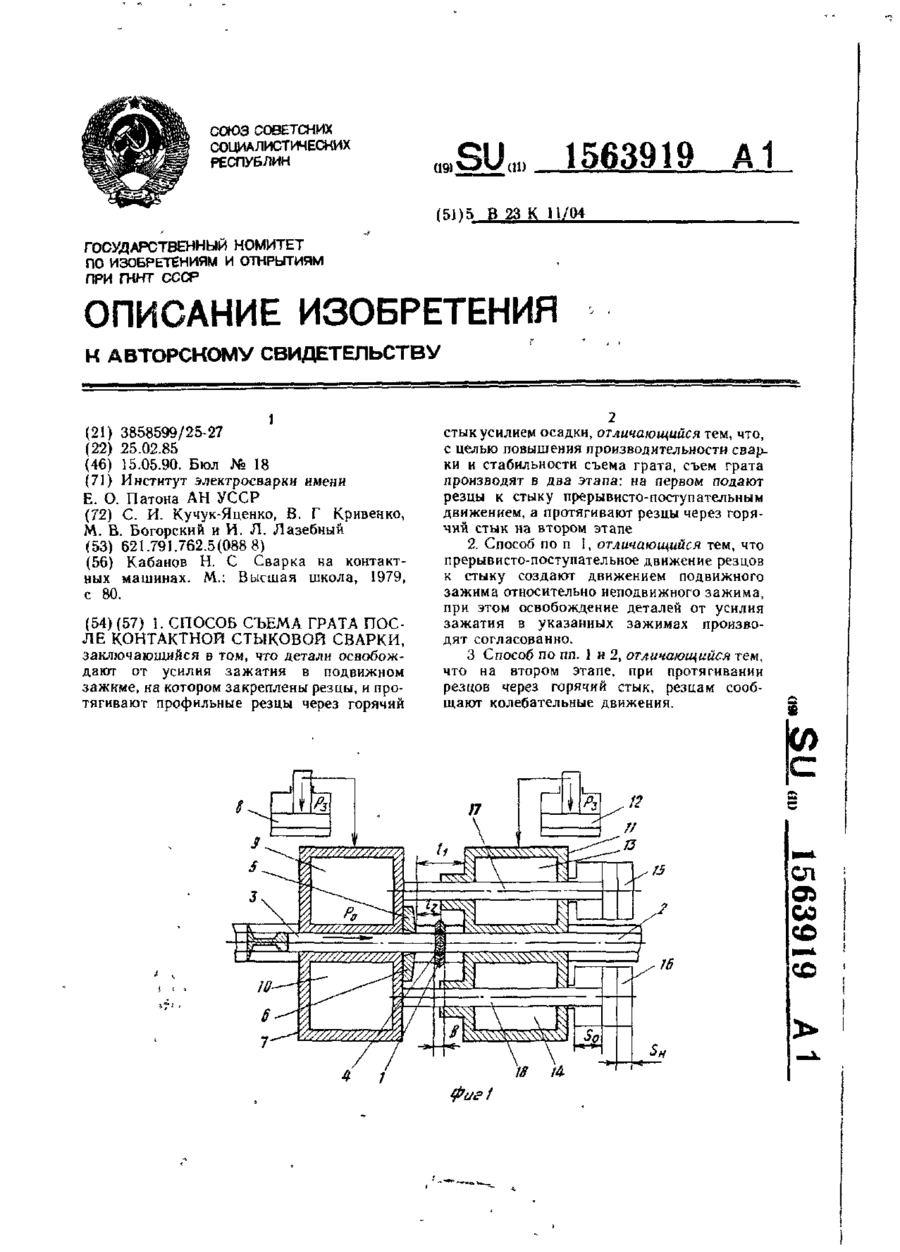
(57) 1. СПОСОБ СЪЕМА ГРАТА ПОСЛЕ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ, заключающийся в том, что детали освобождают от усилия зажатия в подвижном зажиме, на котором закреплены резцы, и протягивают профильные резцы через горячий стык усилием осадки, отличающийся тем, что, с целью повышения производительности сварки и стабильности съема грата, съем грата производят в два этапа: на первом подают резцы к стыку прерывисто-поступательным движением, а...
Пристрій для контактного стикового зварювання рейок

Номер патенту: 312
Опубліковано: 30.04.1993
Автори: Лазебний Іван Леонтійович, Кривенко Валерій Георгійович, Лядов Володимир Васильович, Сахарнов Василь Олексійович, Кучук-Яценко Сергій Іванович, Порхун Федір Костянтинович, Грідін Олександр Петрович, Череднічок Віталій Тимофійович, Богорський Михайло Володимирович
МПК: B23K 11/04
Мітки: пристрій, зварювання, рейок, контактного, стикового
Формула / Реферат:
Формула изобретения1. Устройство для контактной стыковой сварки рельсов, содержащее корпус, выполненный в виде пары клещевых зажимов, каждый из которых состоит из двух щек, соединенных между собой цилиндрами зажатия, верхний и два шарнирно связанных с верхним симметричных боковых резца, две тяги, соединенные с верхним резцом и через коромысло с корпусом, отличающееся тем, что, с целью повышения качества снятия грата по всему периметру...
Спосіб механічної обробки заготовки прокатного виробу
Номер патенту: 366
Опубліковано: 30.04.1993
Автори: Богорський Михайло Володимирович, Ашимов Марат Ашимович, Дідківський Олександр Володимирович, Тільга Степан Сергійович, Кучук-Яценко Сергій Іванович, Бєляєв Данило Іванович, Череднічок Віталій Тимофійович, Ротару Іон Теодорович, Бондарук Андрій Всеволодович
МПК: B23K 11/04
Мітки: обробки, заготовки, прокатного, виробу, спосіб, механічної
Формула / Реферат:
Формула изобретенияСпособ механической обработки заготовки прокатного изделия, сваренного контактной стыковой сваркой, при котором ножи, охватывающие поперечное сечение заготовки, размещают на заготовке непосредственно после сварки, прижимают к заготовке и перемещают относительно заготовки в продольном направлении, отличающийся тем, что, с целью повышения качества обработки, вследствие более полного удаления грата и предотвращения...