Пристрій для зняття грата при контактному стиковому зварюванні деталей
Номер патенту: 308
Опубліковано: 30.04.1993
Автори: Череднічок Віталій Тимофійович, Кривенко Валерій Георгійович, Кучук-Яценко Сергій Іванович, Лазебний Іван Леонтійович, Сахарнов Василь Олексійович, Порхун Федір Костянтинович, Богорський Михайло Володимирович
Формула / Реферат
(57) Устройство для снятия грата при контактной стыковой сварке деталей, преимущественно труб, содержащее разъемный по вертикальной оси детали корпус, выполненный в виде клещевого зажима с цилиндром зажатия и охватывающих профиль детали по всему периметру шарнирно закрепленных резцов, отличающееся тем, что, с целью улучшения качества срезки грата при сварке труб и повышения производительности, оно снабжено четырьмя дополнительными установленными попарно на каждой из частей корпуса цилиндрами зажатия, на штоках которых симметрично относительно вертикальной оси шарнирно закреплены резцы, при этом резцы каждой пары цилиндров шарнирно связаны между собой.
Текст
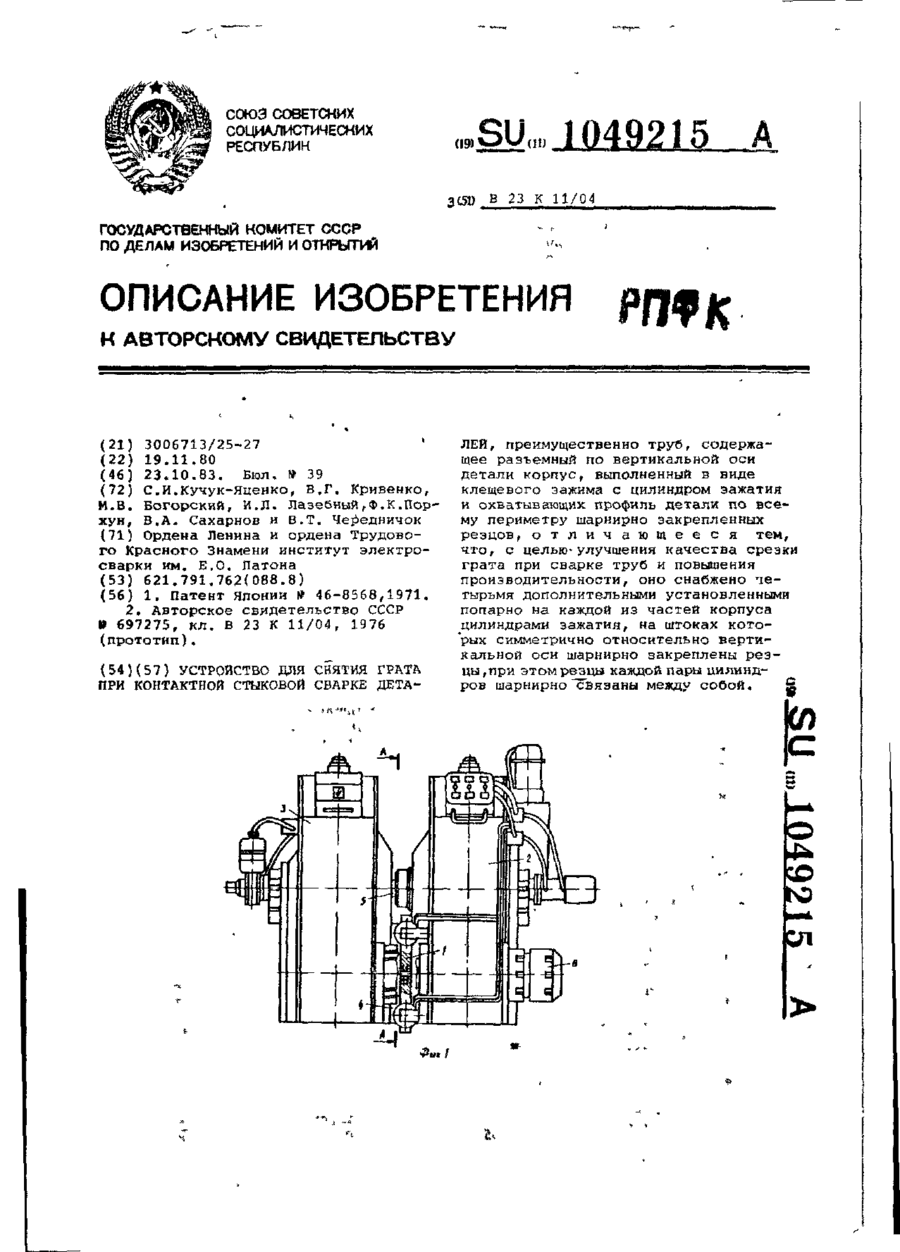
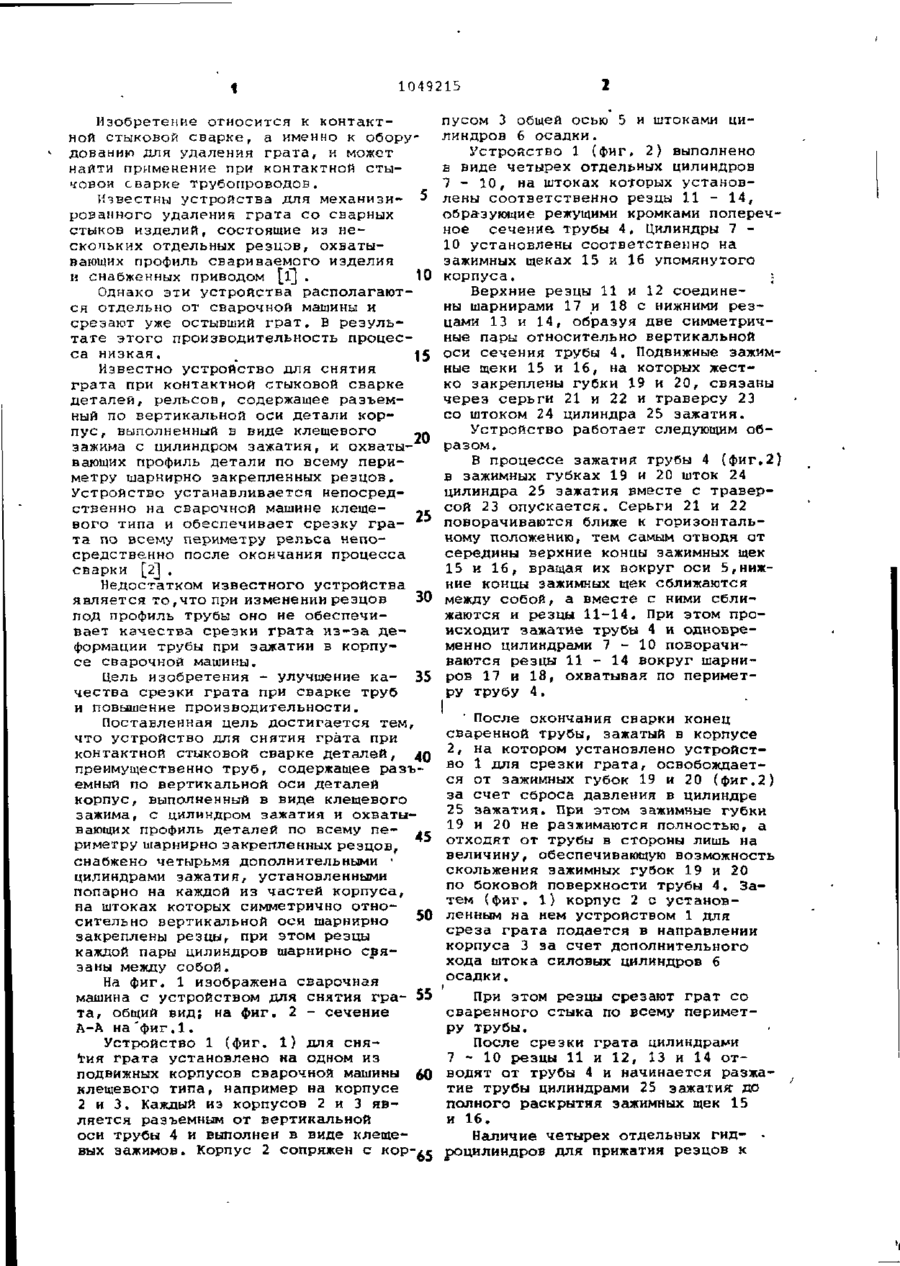
УСТРОЙСТВО ДЛЯ СНЯТИЯ ГРАТА ПРИ КОНТАКТНОЙ СТЫКОВОЙ СВАРКЕ ДЕТА ЛЕЙ, преимущественно труб, содержащее разъемный по вертикальной оси детали корпус, выполненный в виде клещевого зажима с цилиндром зажатия и охватывающих профиль детали по всему периметру шарнирно закрепленных резцов, о т л и ч а ю щ е е с я тем, что, с целью-улучшения качества срезки грата при сварке труб и повышения производительности, оно снабжено четырьмя дополнительными установленными попарно на каждой из частей корпуса цилиндрами зажатия, на штоках кото'рых симметрично относительно вертикальной оси шарнирно закреплены резцы,при этом резцы каждой пары цилиндров шарнирно связаны между собой, £ (Л С 1 1049215 Изобретение относится к контактной стыковой сварке, а именно к оборудованию для удаления грата, и можот найти применение при контактной стыковой сварке трубопроводов. Известны устройства для механизм- > ровамного удаления грата со сварных стыков изделий, состоящие из нескоп ьких отдельных резцов, охватывающих профиль свариваемого изделия и снабженных приводом [Ї] . 10 Однако эти устройства располагаются отдельно от сварочной машины и срезают уже остывший грат. В результате этого производительность процесса низкая. 15 Известно устройство для снятия грата при контактной стыковой сварке деталей, рельсов, содержащее разъемный по вертикальной оси детали корпус , выполненный в виде клещевого 20 зажима с цилиндром зажатия, и охватывающих профиль детали по всему периметру шарнирно закрепленных резцов. Устройство устанавливается непосредственно на сварочной машине клещевого типа и обеспечивает срезку гра- 25 та по всему периметру рельса непосредственно после окончания процесса сварки [2J . Недостатком известного устройства является то,что при изменении резцов 30 под профиль трубы оно не обеспечивает качества срезки грата из-за деформации трубы при зажатии в корпусе сварочной машины. Цель изобретения - улучшение ка- 35 чества срезки грата при сварке труб и повышение производительности. Поставленная цель достигается тем, что устройство для снятия грата при контактной стыковой сварке деталей, ДО преимущественно труб, содержащее разъемный по вертикальной оси деталей корпус, выполненный в виде клещевого зажима, с цилиндром зажатия и охватывающих профиль деталей по всему пе~ 45 риметру шарнирно закрепленных резцов, снабжено четырьмя дополнительными • цилиндрами зажатия, установленными попарно на каждой из частей корпуса, на штоках которых симметрично отно50 сительно вертикальной оси шарнирно закреплены резцы, при этом резцы каждой пары цилиндров шарнирно связаны между собой. На фиг. 1 изображена сварочная машина с устройством для снятия гра- 55 та, общий вид; на фиг. 2 - сечение А-А на"фиг .1. Устройство 1 (фиг. 1) для снятия грата установлено на одном из подвижных корпусов сварочной машины 60 клещевого типа, например на корпусе 2 и 3. Каждый из корпусов 2 и 3 является разъемным от вертикальной оси тру-бы 4 и выполнен в виде клещевых зажимов. Корпус 2 сопряжен с пусом 3 общей осью 5 и штоками цилиндров 6 осадки. Устройство 1 {фиг, 2) выполнено в виде четырех отдельных цилиндров 7 - 10, на штоках которых установлены соответственно резцы 11 - 14, образующие режущими кромками поперечное сечение трубы 4, Цилиндры 7 10 установлены соответственно на зажимных щеках 15 и 16 упомянутого корпуса. ; Верхние резцы 11 и 12 соединены шарнирами 17 и 18 с нижними резцами 13 и 14, образуя две симметричные пары относительно вертикальной оси сечения трубы 4. Подвижные зажимные щеки 15 и 16, на которых жестко закреплены губки 19 и 20, связаны через серьги 21 и 22 и траверсу 23 со штоком 24 цилиндра 25 зажатия. Устройство работает следующим образом. В процессе зажатия трубы 4 (фиг.2) в зажимных губках 19 и 20 шток 24 цилиндра 25 зажатия вместе с траверсой 23 опускается. Серьги 21 и 22 поворачиваются ближе к горизонтальному положению, тем самым отводя от середины верхние концы зажимных щек 15 и 16, вращая их вокруг оси 5,нижние концы зажимных щек сближаются между собой, а вместе с ними сближаются и резцы 11-14. При этом происходит зажатие трубы 4 и одновременно цилиндрами 7 - 1 0 поворачиваются резцы 11 - 14 вокруг шарниров 17 и 18, охватывая по периметру трубу 4. ' После окончания сварки конец сваренной трубы, зажатый в корпусе 2, на котором установлено устройство 1 для срезки грата, освобождается от зажимных губок 19 и 20 (фиг.2) за счет сброса давления в цилиндре 25 зажатия. При этом зажимные губки 19 и 20 не разжимаются полностью, а отходят от трубы в стороны лишь на величину, обеспечивающую возможность скольжения зажимных губок 19 и 20 по боковой поверхности трубы 4. Затем (фиг. 1) корпус 2 с установленным на нем устройством 1 для среза грата подается в направлении корпуса 3 за счет дополнительного хода штока силовых цилиндров 6 осадки, і При этом резцы срезают грат со сваренного стыка по всему периметру трубы. После срезки грата цилиндрами 7 - 1 0 резцы 11 и 12, 13 и 14 отводят от трубы 4 и начинается разжатие трубы цилиндрами 25 зажатия- до полного раскрытия зажимных щек 15 и 16. Наличие четырех отдельных гид- • роцилиндров для прижатия резцов к 1049215 трубе, на штоках которых шарнирно установлены резцы, позволяет достигнуть высокого качества срезки грата независимо от деформации трубы при зажатии в корпусе сварочной ма1 шины. Усиление сварного стЕЛка после снятия грата составляет 1-2 мм. Производительность труда увеличивается на 20-30% и экономия от использования устройства на одной сварочной машине при строительстве магистральных трубопроводов составит, по предварительным подсчетам, около 50 тыс.руб. в год. 22 21 Фиг г Редактор Р. Цицика Составитель В. Томбулатов Техред Т,Маточка Корректор (О.Макаренко Заказ 8300/11 Тираж 1106 Подписное ВНИИПИ Государственного комитета СССР по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5 Филиал ППП "Патент"t г. Ужгород, ул. Проектная, 4
ДивитисяДодаткова інформація
Назва патенту англійськоюWeld trimmer for contact flash welding parts
Автори англійськоюKuchuk-Yatsenko Serhii Ivanovych, Kryvenko Valerii Heorhiiovych, Bohorskyi Mykhailo Volodymyrovych, Lazebnyi Ivan Leontiioyvch, Porkhun Fedir Kostiantynovych, Sakharnov Vasyl Oleksiiovych, Cherednichok Vitalii Tymofiiovych
Назва патенту російськоюУстройство для снятия грата при контактной стыковой сварке деталей
Автори російськоюКучук-Яценко Сергей Иванович, Кривенко Валерий Георгиевич, Богорский Михаил Владимирович, Лазебный Иван Леонтьевич, Порхун Федор Константинович, Сахарнов Василий Алексеевич, Чередничок Виталий Тимофеевич
МПК / Мітки
МПК: B23K 11/04
Мітки: деталей, зварюванні, контактному, грата, пристрій, зняття, стиковому
Код посилання
<a href="https://ua.patents.su/4-308-pristrijj-dlya-znyattya-grata-pri-kontaktnomu-stikovomu-zvaryuvanni-detalejj.html" target="_blank" rel="follow" title="База патентів України">Пристрій для зняття грата при контактному стиковому зварюванні деталей</a>
Гідросистема механізму затиску деталей контактної стикової зварювальної машини кліщового типу
Номер патенту: 315
Опубліковано: 30.04.1993
Автори: Кривенко Валерій Георгійович, Голомовзюк Іван Корнійович, Кучук-Яценко Сергій Іванович
МПК: B23K 11/04
Мітки: кліщового, механізму, машини, типу, контактної, стикової, зварювальної, затиску, деталей, гідросистема
Формула / Реферат:
Формула изобретенияГидросистема механизма зажатия деталей контактной стыковой сварочной машины клещевого типа, содержащая установленные на подвижной и неподвижной плитах машины гидравлические цилиндры зажатия свариваемых деталей, штоковая и бесштоковая полости которых соединены через реверсивный золотник с нагнетающей и сливной магистралями, отличающаяся тем, что, с целью расширения диапазона регулирования работы гидроцилиндра зажатия,...
Пристрій для вирощування рослин
Номер патенту: 279
Опубліковано: 30.04.1993
Автори: Одрінська Тамар Леонідовна, Дименко Леонід Олександрович, Страхов Олег Іванович
Мітки: вирощування, пристрій, рослин
Формула / Реферат:
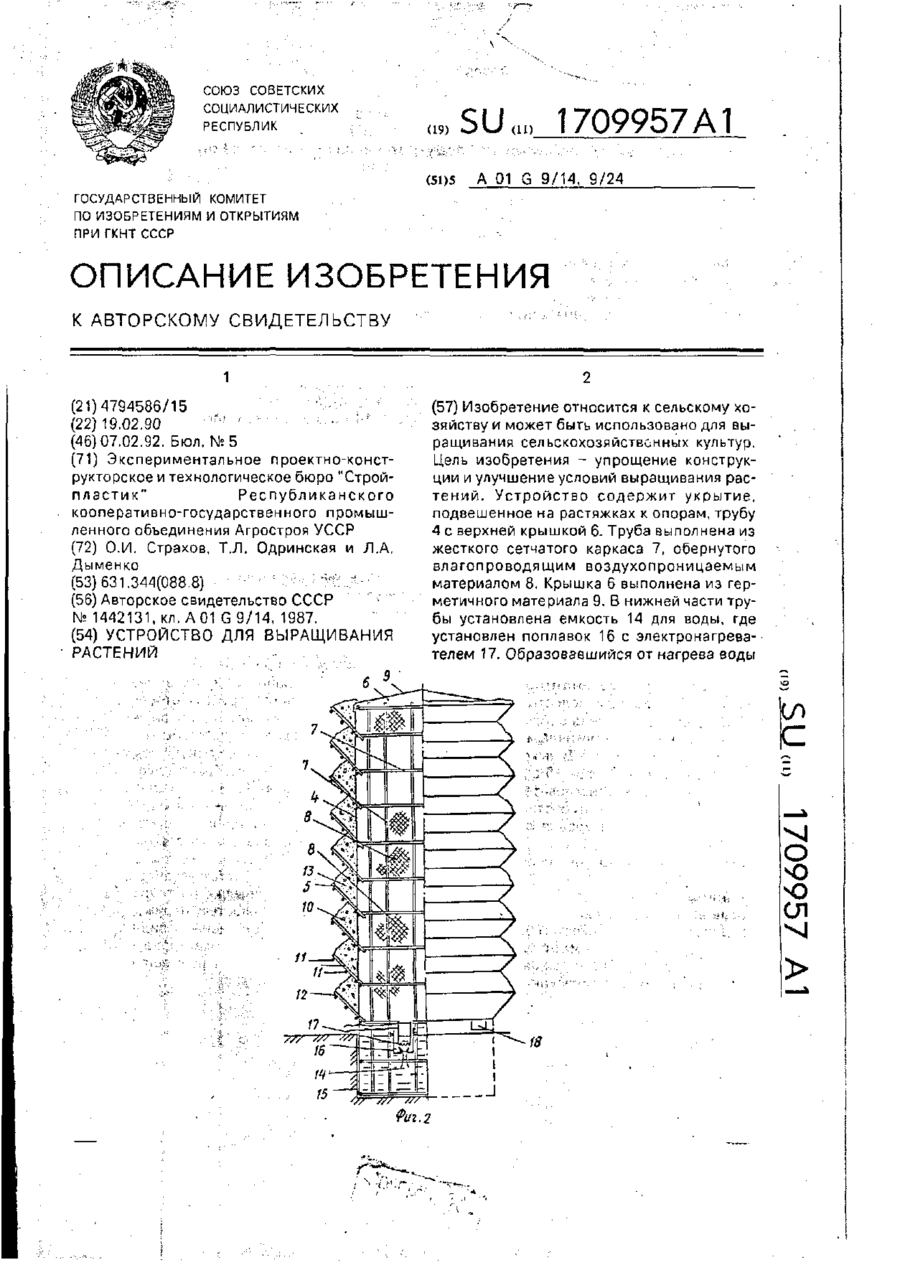
Формула изобретенияУстройство для выращивания растений, содержащее вертикальную трубу с отверстиями, снабженную верхней крышкой и расположенными ярусами вокруг трубы емкостями для субстрата, размещенную под трубой емкость для воды и электронагреватель, отличающееся тем, что, с целью упрощения конструкции и улучшения условий выращивания растений, труба выполнена в виде обтянутого влагопроводящим воздухопроницаемым материалом жесткого...
Пристрій для садіння щепів винограду
Номер патенту: 503
Опубліковано: 30.04.1993
Автори: Савін Михайло Олексійович, Сапожников Анатолій Михайлович, Возняк Григорій Олександрович, Смелянський Наум Лейбович
МПК: A01C 11/02
Мітки: щепів, садіння, винограду, пристрій
Формула / Реферат:
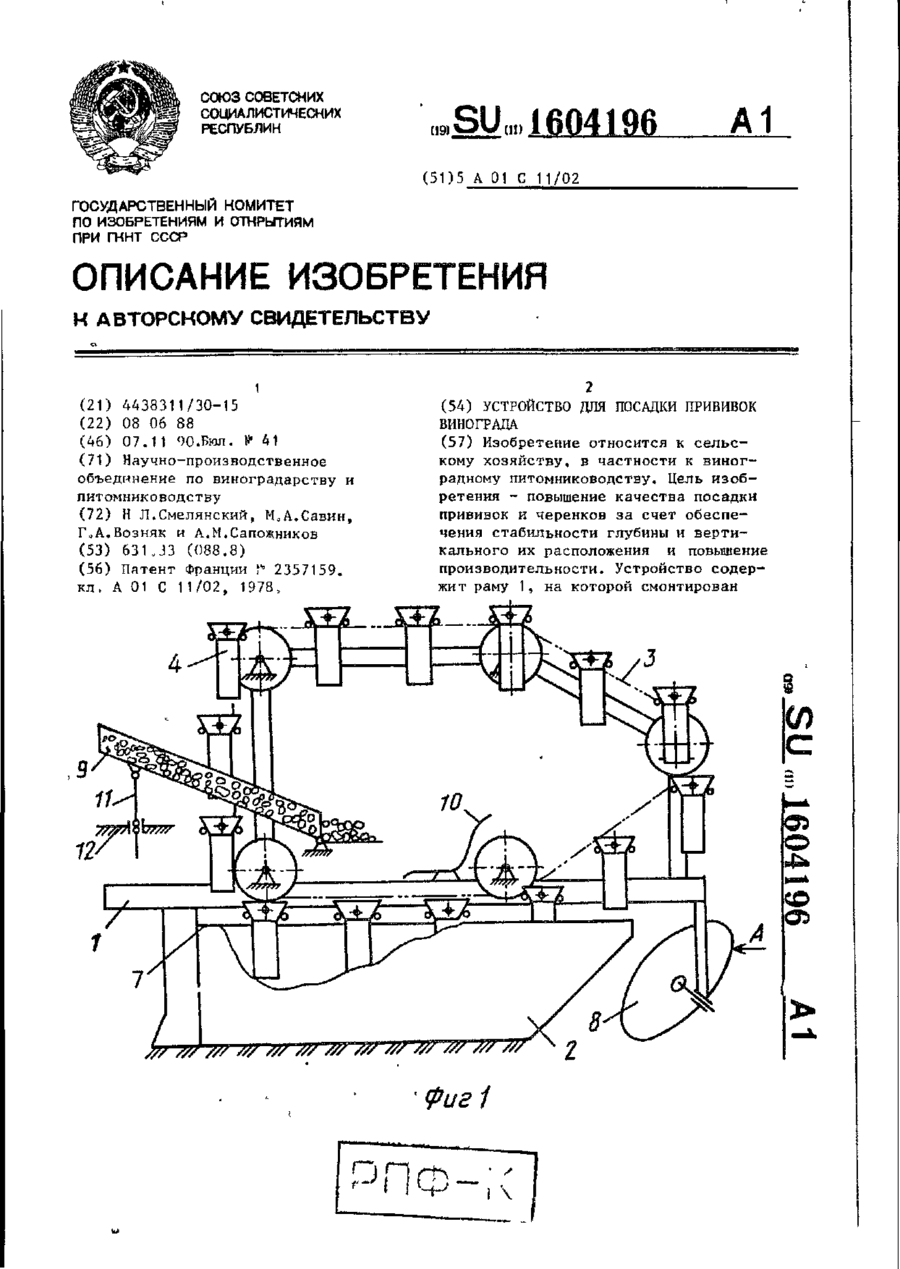
Ф о р м у л а и з о б р е т е н и я 1. Устройство для посадки прививок винограда, содержащее раму, на которой установлены сошник-щелерез, посадочный аппарат, выполненный в виде направляющих лотков, смонтированных шарнирно на транспортере в виде перемещающейся в продольно-вертикальной линию движения окучивающие сферические диски и накопитель прививок, о т л и ч а ю щ е е с я тем, что, с целью повышения качества посадки прививок путем...
Пристрій для переміщення і передачі виробів
Номер патенту: 338
Опубліковано: 30.04.1993
Автори: Гелев Георгій Наумович, Бурлика Анатолій Пилипович, Ларіонов Михайло Тихонович, Кундін Станіслав Ісакович, Фрідман Роман Аркадійович
МПК: B65G 47/53
Мітки: виробів, переміщення, передачі, пристрій
Формула / Реферат:
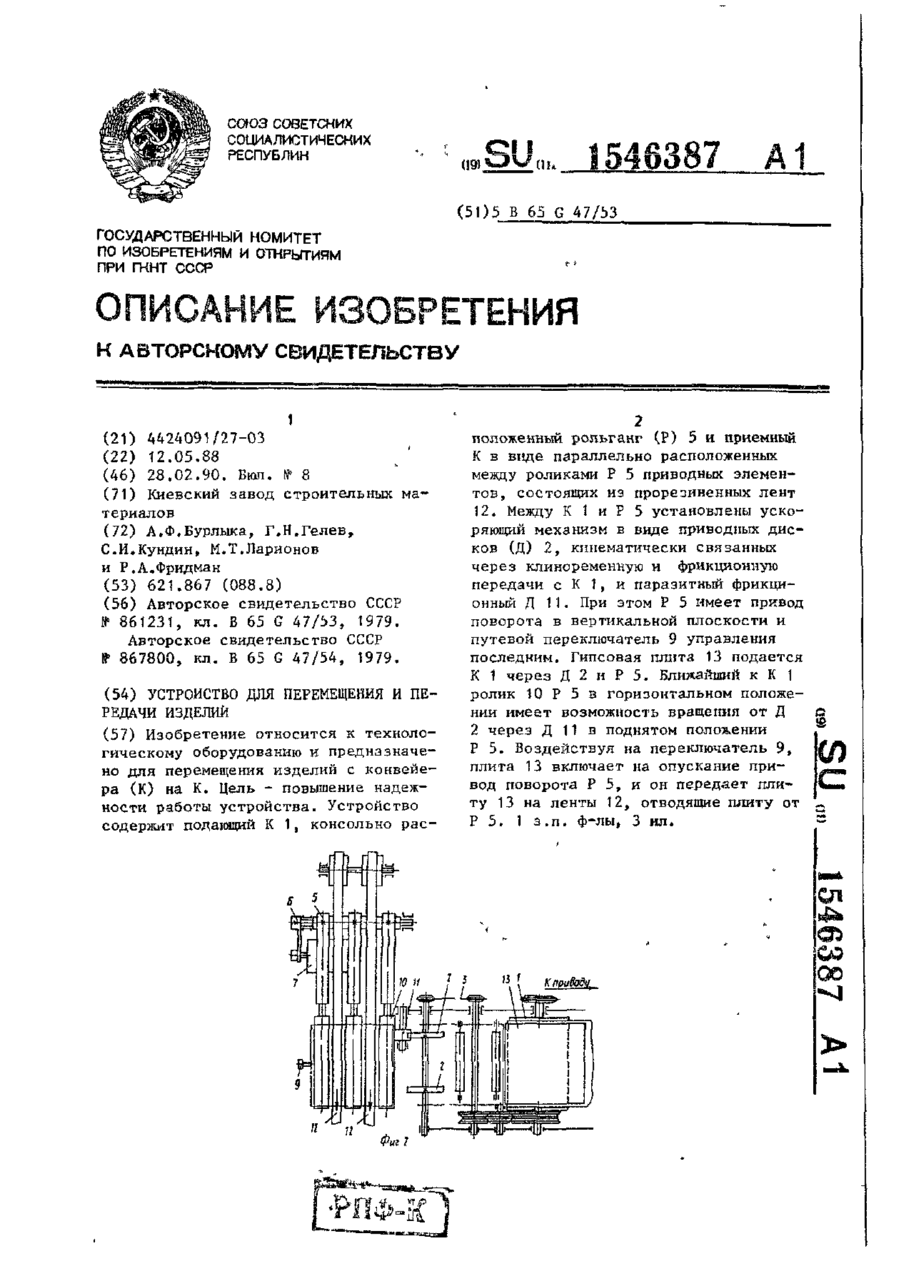
Ф о р м у л а и з о б р е т е н и я 1. Устройство для перемещения и передачи изделий, включающее подающий конвейер, консольно расположенный рольганг с приводом поворота в вертикальной плоскости и путевым переключателем управления последним и приемный конвейер в виде параллельно расположенных между роликами рольганга приводных элементов, о т л и ч а ю щ е е с я тем, что, с целью повышения надежности работы устройства, оно снабжено...
Пристрій управління машиною для контактного стикового зварювання оплавленням

Номер патенту: 314
Опубліковано: 30.04.1993
Автори: Кучук-Яценко Сергій Іванович, Горишняков Олексій Іванович, Лазебний Іван Леонтійович, Богорський Михайло Володимирович, Кривенко Валерій Георгійович
МПК: B23K 11/04
Мітки: контактного, машиною, зварювання, управління, стикового, пристрій, оплавленням
Формула / Реферат:
(57) Устройство управления машиной для контактной стыковой сварки оплавлением, содержащее сварочный трансформатор, в его первичную обмотку включен датчик сварочного тока, соединенный с электрогидравлическим приводом перемещения плиты машины через блок управления приводом, отличающееся тем, что, с целью повышения производительности процесса сварки за счет сокращения времени на его протекание и повышения качества сварного соединения за счет...
Попередній патент: Паста-модифікатор іржі
Наступний патент: Спосіб зняття грата після контактного стикового зварювання
Випадковий патент: Спосіб оцінки якості очищення стічних вод в аеротенках