Спосіб контролю співвісності елементів пресового обладнання
Номер патенту: 12284
Опубліковано: 16.01.2006
Автори: Клюєв Сергій Петрович, Шпаковскій Вадім, Клюєв Андрій Петрович

Формула / Реферат
Спосіб контролю співвісності елементів пресового обладнання, що включає вимірювання положення осей формоутворюючих елементів, а саме матриці із утримувачем, контейнера, прес-штемпеля (шплінтона) з прошивною голкою та зв'язаного із ним штока гідроциліндра, відносно проектної осі преса, при цьому перед початком вимірювань утримувач матриці вводять на вісь пресування та затискають контейнером за допомогою прес-штемпеля (шплінтона), поступово вводять прошивну голку до робочого простору контейнера, здійснюють співвісне регулювання та фіксацію формоутворюючих елементів, розігрівають контейнер та матрицю в утримувачі відповідно до технології, що застосовується на даному обладнанні, та аналогічним чином здійснюють повторні вимірювання, який відрізняється тим, що до утримувача матриці встановлюють матрицю із закріпленою на вихідному отворі світлопроникною мішенню, вісь мішені попередньо центрують відносно осі матриці, перфоруючи мішень у відповідному місці, перед початком вимірювань на прошивну голку, закріплену до прес-штемпеля (шплінтона), встановлюють лазерну насадку із автономним джерелом живлення та калібрувальним отвором таким чином, щоб промінь лазера співпадав із віссю прошивної голки, та через робочий простір контейнера поступово вводять її до робочого простору матриці на максимально можливу відстань, включають лазер, при цьому його світлова позначка на мішені відповідає положенню осі прошивної голки, співвісне регулювання та фіксацію формоутворюючих елементів здійснюють на основі даних, одержаних шляхом спостереження за пересуванням світлової позначки на моніторі системи відеоспостереження, встановленої за мішенню, настроювання закінчують після співпадання осі прошивної голки з віссю матриці, про що свідчить потрапляння променя лазера до центрального отвору на мішені, при цьому світлова позначка на моніторі має максимальну інтенсивність.
Текст
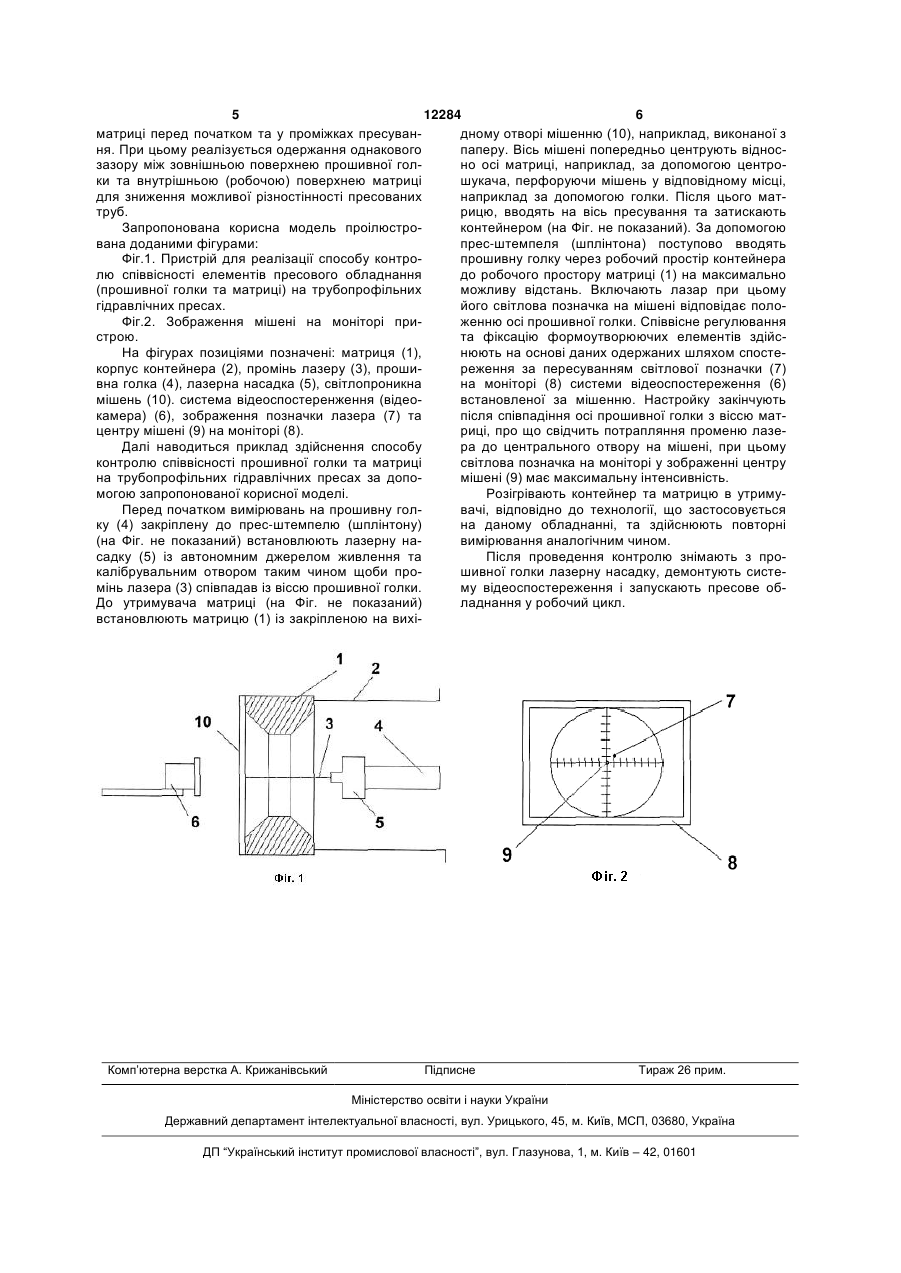
Спосіб контролю співвісності елементів пресового обладнання, що включає вимірювання положення осей формоутворюючих елементів, а саме матриці із утримувачем, контейнера, пресштемпеля (шплінтона) з прошивною голкою та зв'язаного із ним штока гідроциліндра, відносно проектної осі преса, при цьому перед початком вимірювань утримувач матриці вводять на вісь пресування та затискають контейнером за допомогою прес-штемпеля (шплінтона), поступово вводять прошивну голку до робочого простору контейнера, здійснюють співвісне регулювання та фіксацію формоутворюючих елементів, розігрівають контейнер та матрицю в утримувачі відповідно до технології, що застосовується на даному обладнанні, та аналогічним чином здійснюють повторні вимірювання, який відрізняється тим, що до U 2 (19) 1 3 12284 4 риці, що призводить до підвищеної різностінності ної голки та робочої матриці на трубопрофільних виготовлених труб. гідравлічних пресах у процесі настройки та ексДо недоліків такого способу відносять те, що плуатації з високою точністю вимірювань, що на початку пресування при подаванні прес-шайби сприяє підвищенню продуктивності процесу предо контейнера вона перебуває у його нижній точці. сування та покращання якості одержаної продукції. При цьому відповідно збільшується зазор у верхПоставлену задачу вирішують шляхом ствоній частині контейнера та відбувається зсув нарення способу для контролю співвісності елеменпрямку осі прошивної голки до низу, що призвотів пресового обладнання в тому числі прошивної дить до появи непереборної різностінності голки та робочої матриці на трубопрофільних гідзаготовки на початку пресування. равлічних пресах в якому здійснюють вимірювання Також з рівня техніки [Патент РФ №2234386] положення осей формоутворюючих елементів, а відомий спосіб вивірювання та контролю співвіссаме матриці із утримувачем, контейнера, пресності пресового обладнання та пристрій для його штемпеля (шплінтона) з прошивною голкою та здійснення, обраний за прототип. пов’язаного із ним штока гідроциліндра відносно Вказаний спосіб полягає у тому, що здійснюпроектної осі преса. При цьому перед початком ють вимірювання положення осей формоутворювимірювань утримувач матриці, вводять на вісь ючих елементів, а саме матриці із утримувачем, пресування та затискають контейнером. За допоконтейнера, прес-штемпеля (шплінтона) з прошимогою прес-штемпеля (шплінтона) поступово ввовною голкою та пов'язаного із ним штока гідроцидять прошивну голку до робочого простору конліндра відносно проектної осі преса. При цьому тейнера. Здійснюють співвісне регулювання та перед початком вимірювань на прошивну голку фіксацію формоутворюючих елементів. Розігрівазакріплену до прес штемпелю встановлюють виміють контейнер та матрицю в утримувачі, відповідрювальну головку, а до утримувача матриці встано до технології, що застосовується на даному новлюють вимірювальну шайбу з датчиками. Після обладнанні, та здійснюють повторні вимірювання цього утримувач матриці з вимірювальною шайаналогічним чином. бою, вводять на вісь пресування та затискають При цьому, відповідно до корисної моделі, до контейнером. За допомогою прес-штемпеля утримувача матриці встановлюють матрицю із (шплінтона) поступово вводять прошивну голку із закріпленою на вихідному отворі світлопроникною вимірювальною головкою до робочого простору мішенню, наприклад, з паперу. Вісь мішені попеконтейнера. У процесі осевого переміщення проредньо центрують відносно осі матриці, напришивної голки вимірюють відстань між вимірювальклад, за допомогою центрошукача, перфоруючи ною головкою та стінками контейнера, після чого мішень у відповідному місці, наприклад, за допознімають вимірювальну головку та вводять промогою голки. Перед початком вимірювань на прошивну голку до вимірювальної шайби встановлешивну голку закріплену до прес-штемпелю (шплінної в утримувачі матриці і за допомогою датчиків тону) встановлюють лазерну насадку із встановлених на внутрішній поверхні вимірювальавтономним джерелом живлення та калібрувальної шайби вимірюють відстані від прошивної голки ним отвором, таким чином, щоби промінь лазера до стінок шайби. Керуючись показаннями датчиків співпадав із віссю прошивної голки, та через робоздійснюють співвісне регулювання та фіксацію чій простір контейнера поступово вводять її до формоутворюючих елементів. Розігрівають конробочого простору матриці на максимально можтейнер та утримувач матриці із вимірювальною ливу відстань. Включають лазар при цьому його шайбою, відповідно до технології, що застосовусвітлова позначка на мішені відповідає положенню ється на даному обладнанні, та аналогічним чином осі прошивної голки. Співвісне регулювання та повторно вимірюють відстані від вимірювальної фіксацію формоутворюючих елементів здійснюють головки до стінок контейнера та відстані від прона основі даних одержаних шляхом спостереженшивної голки до датчиків вимірювальної шайби. ня за пересуванням світлової позначки на моніторі На місце вимірювальної шайби встановлюють росистеми відеоспостереження встановленої за мібочу матрицю. шенню. Настройку закінчують після співпадіння осі До недоліків вказаного способу зокрема віднопрошивної голки з віссю матриці, про що свідчить сять необхідність виготовлення різних вимірювапотрапляння променю лазера до центрального льних головок залежно від типу та розмірів застоотвору на мішені, при цьому світлова позначка на совуваних матриць і контейнерів, а також моніторі має максимальну інтенсивність. конструктивних особливостей типів пресів. ВикоПерераховані ознаки складають суть корисної ристання спеціального пристрою (вимірювальної моделі і забезпечують досягнення технічного решайби), що заміняє реальну матрицю, а також зультату - простоту реалізації, універсальність, наявність комунікаційних систем між вимірювальоперативність та високу точність вимірювань співною шайбою та засобами індикації показників вивісності прошивної голки та робочої матриці на мірів значно ускладнює конструкцію пристрою та трубопрофільних гідравлічних пресах у процесі робить неможливим настроювання пресового настройки та експлуатації обладнання, що сприяє устаткування із використанням реальної матриці з підвищенню продуктивності процесу пресування наступним негайним його введенням до експлуата покращання якості одержаної продукції. тації. Причинно-наслідковий зв'язок суттєвих ознак Задачею запропонованої корисної моделі є корисної моделі та технічного результату полягає створення простого у реалізації, універсального та у тому, що застосування запропонованого способу оперативного способу для контролю співвісності дозволяє оперативно здійснювати контроль та елементів пресового обладнання, а саме прошивнастройку обладнання із використанням реальної 5 12284 6 матриці перед початком та у проміжках пресувандному отворі мішенню (10), наприклад, виконаної з ня. При цьому реалізується одержання однакового паперу. Вісь мішені попередньо центрують відносзазору між зовнішньою поверхнею прошивної голно осі матриці, наприклад, за допомогою центроки та внутрішньою (робочою) поверхнею матриці шукача, перфоруючи мішень у відповідному місці, для зниження можливої різностінності пресованих наприклад за допомогою голки. Після цього маттруб. рицю, вводять на вісь пресування та затискають Запропонована корисна модель проілюстроконтейнером (на Фіг. не показаний). За допомогою вана доданими фігурами: прес-штемпеля (шплінтона) поступово вводять Фіг.1. Пристрій для реалізації способу контропрошивну голку через робочий простір контейнера лю співвісності елементів пресового обладнання до робочого простору матриці (1) на максимально (прошивної голки та матриці) на трубопрофільних можливу відстань. Включають лазар при цьому гідравлічних пресах. його світлова позначка на мішені відповідає полоФіг.2. Зображення мішені на моніторі приженню осі прошивної голки. Співвісне регулювання строю. та фіксацію формоутворюючих елементів здійсНа фігурах позиціями позначені: матриця (1), нюють на основі даних одержаних шляхом спостекорпус контейнера (2), промінь лазеру (3), проширеження за пересуванням світлової позначки (7) вна голка (4), лазерна насадка (5), світлопроникна на моніторі (8) системи відеоспостереження (6) мішень (10). система відеоспостеренження (відеовстановленої за мішенню. Настройку закінчують камера) (6), зображення позначки лазера (7) та після співпадіння осі прошивної голки з віссю матцентру мішені (9) на моніторі (8). риці, про що свідчить потрапляння променю лазеДалі наводиться приклад здійснення способу ра до центрального отвору на мішені, при цьому контролю співвісності прошивної голки та матриці світлова позначка на моніторі у зображенні центру на трубопрофільних гідравлічних пресах за допомішені (9) має максимальну інтенсивність. могою запропонованої корисної моделі. Розігрівають контейнер та матрицю в утримуПеред початком вимірювань на прошивну голвачі, відповідно до технології, що застосовується ку (4) закріплену до прес-штемпелю (шплінтону) на даному обладнанні, та здійснюють повторні (на Фіг. не показаний) встановлюють лазерну навимірювання аналогічним чином. садку (5) із автономним джерелом живлення та Після проведення контролю знімають з прокалібрувальним отвором таким чином щоби прошивної голки лазерну насадку, демонтують системінь лазера (3) співпадав із віссю прошивної голки. му відеоспостереження і запускають пресове обДо утримувача матриці (на Фіг. не показаний) ладнання у робочий цикл. встановлюють матрицю (1) із закріпленою на вихі Комп’ютерна верстка А. Крижанівський Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of control of the coaxiality of elements of press equipment
Автори англійськоюKliuiev Andrii Petrovych, Kliuiev Serhii Petrovych, Shpakovskiy Vadim, Shpakovskii Vadim
Назва патенту російськоюСпособ контроля соосности элементов прессового оборудования
Автори російськоюКлюев Андрей Петрович, Клюев Сергей Петрович, Шпаковский Вадим
МПК / Мітки
МПК: B21C 51/00, B30B 15/16
Мітки: спосіб, контролю, обладнання, елементів, пресового, співвісності
Код посилання
<a href="https://ua.patents.su/3-12284-sposib-kontrolyu-spivvisnosti-elementiv-presovogo-obladnannya.html" target="_blank" rel="follow" title="База патентів України">Спосіб контролю співвісності елементів пресового обладнання</a>
Пристрій для контролю співвісності елементів пресового обладнання
Номер патенту: 12283
Опубліковано: 16.01.2006
Автори: Шпаковскій Вадім, Клюєв Андрій Петрович, Клюєв Сергій Петрович
МПК: B30B 15/16, B21C 51/00
Мітки: елементів, співвісності, пресового, контролю, пристрій, обладнання
Формула / Реферат:
1. Пристрій для контролю співвісності елементів пресового обладнання, що складається з прес-штемпеля (шплінтона) із жорстко закріпленою у ньому голкою, пов'язаного із рухомою поперечиною, на яку здійснює вплив шток робочого гідроциліндра, утримувача контейнера з контейнером, утримувача матриці, встановленого у нерухомій поперечині, при цьому горизонтальний прес стаціонарно встановлений на станині, а рухома поперечина, утримувач контейнера з...
Спосіб контролю співвісності валів
Номер патенту: 62873
Опубліковано: 15.12.2005
Автори: Грядущий Борис Абрамович, Чехлатий Микола Олександрович, Логвиненко Володимир Іванович, Мялковський Валентин Йосипович
МПК: G01B 5/24, G01B 11/27
Мітки: валів, контролю, спосіб, співвісності
Формула / Реферат:
Спосіб одержання металевого порошку включає підготовку шихти на основі стружкових відходів чавуну, її термічну обробку, подрібнення спеку та розсів отриманого порошку. В процесі підготовки шихти стружкові відходи чавуну змішують з порошком або стружкою титану. Термічна обробка шихти включає відпал в середовищі нейтральних газів, водню або в вакуумі.
Спосіб контролю співвісності отворів в решітках ємкості та пристрій для його здіснення
Номер патенту: 73764
Опубліковано: 15.09.2005
Автори: Галенко Василь Петрович, Рябець Микола Пантелеймонович, Левун Микола Олександрович, Пирогов Олександр Дмитрович, Распутько Олексій Степанович, Лісовенко Іван Степанович
Мітки: здіснення, пристрій, отворів, співвісності, спосіб, решітках, контролю, ємкості
Формула / Реферат:
1. Спосіб контролю співвісності отворів в решітках ємкості, який включає переміщення маніпулятора з підвищеним калібром в зону контролю отворів, установлення ємкості на поворотний стіл і опускання калібра в отвори решіток з наступним підніманням його з отворів, який відрізняється тим, що підвішений калібр оснащують датчиком контролю зусилля і виставляють по базовій осі, а ємкість установлюють з корекцією базового отвору по калібру так, щоб...
Пристрій для контролю співвісності щитів статорного блока великих електричних машин
Номер патенту: 57443
Опубліковано: 16.06.2003
Автори: Завальнюк Інна Петрівна, Бражник Олександр Михайлович
МПК: G01B 11/27
Мітки: блока, пристрій, електричних, співвісності, машин, щитів, контролю, великих, статорного
Формула / Реферат:
Пристрій для контролю співвісності щитів статорного блока великих електричних машин, що має корпус для розміщення на контрольному об'єкті, джерело випромінювання і вимірювальні блоки, що складаються з плоских дзеркал і позиційно-чутливих фотоприймачів, який відрізняється тим, що пристрій має два джерела випромінювання і два вимірювальних блоки, розташованих співвісно напроти один одного, при цьому як кожне джерело випромінювання...
Спосіб контролю якості gaas сонячних елементів
Номер патенту: 70850
Опубліковано: 15.10.2004
Автори: Данильченко Борис Олександрович, Будник Андрій Петрович, Будник Оксана Петрівна
МПК: H01L 21/66
Мітки: якості, контролю, елементів, спосіб, сонячних
Формула / Реферат:
1. Спосіб контролю якості GaAs сонячних елементів сонячних батарей, що включає вимірювання стаціонарних вольт-амперних характеристик зразка при освітленні, який відрізняється тим, що елементи попередньо опромінюють тестовим потоком електронів і контролюють зміну основних параметрів, отриманих з вольт-амперних характеристик. 2. Спосіб за п. 1, який відрізняється тим, що опромінення проводиться потоком електронів з енергією 1 МеВ,...
Попередній патент: Пристрій для стабілізації хребта
Наступний патент: Спосіб брагоректифікації у виробництві етилового спирту
Випадковий патент: Гідроструминна установка з регулюванням витрати повітря