Екструдер для перероблення термопластичних матеріалів
Номер патенту: 1241
Опубліковано: 15.05.2002
Автори: Біденко Василь Дмитрович, Мікульонок Ігор Олегович, Лукач Юрій Юхимович, Бондаренко Володимир Миколайович, Сезонов Максим Вікторович
Формула / Реферат
1. Екструдер для перероблення термопластичних матеріалів, що містить корпус з розташованим в його порожнині з можливістю обертання щонайменше одним черв'яком з ущільнювальним елементом, що розділяє порожнину корпуса на дві частини, сполучені одна з одною за допомогою масопроводу з вхідним і вихідним каналами, а також виконаний у корпусі між зазначеними каналами дегазаційний отвір, який відрізняється тим, що корпус по довжині виконано щонайменше з двох секцій, з'єднаних між собою за допомогою фланцевого з'єднання, а масопровід виконано у вигляді щонайменше одного поздовжнього отвору в стінці однієї із секцій корпуса з боку фланцевого з'єднання і на вхідній ділянці оснащено заглушкою.
2. Екструдер за п. 1, який відрізняється тим, що вхідний і вихідний канали масопроводу виконані у вигляді радіальних отворів у стінці корпуса, оснащених з боку зовнішньої поверхні його стінки заглушками.
3. Екструдер за п. 1 або 2, який відрізняється тим, що вихідний канал масопроводу виконано з площею поперечного перерізу, більшою від площі поперечного перерізу його вхідного каналу.
Текст
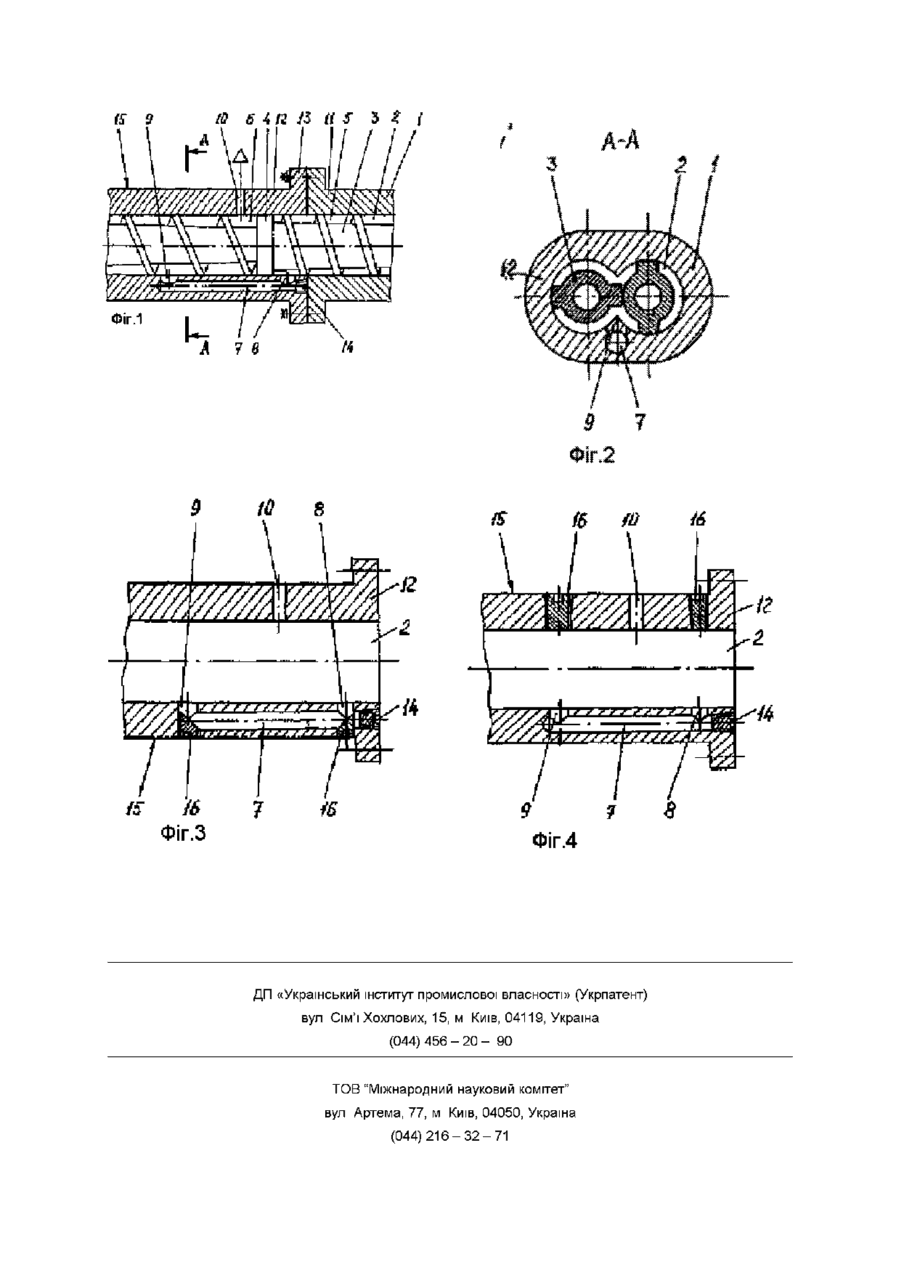
1 Екструдер для перероблення термопластичних матеріалів, що містить корпус з розташованим в його порожнині з можливістю обертання щонайменше одним черв'яком з ущільнювальним елементом, що розділяє порожнину корпуса на дві частини, сполучені одна з одною за допомогою масопроводу з вхідним і вихідним каналами, а та Корисна модель належить до обладнання для перероблення термопластичних матеріалів, зокрема до черв'ячних екструдерів з дегазацією перероблюваного матеріалу, і може бути використаний в полімер переробних екструзійних ЛІНІЯХ Для перероблення термопластичних матеріалів (полімерів, пластичних мас, гумових сумішей і композицій на їх основі) широкого поширення набули одно- та двочерв'ячні екструдери Так, відомий екструдер для перероблення термопластичних матеріалів, що містить корпус з розташованим в його порожнині з можливістю обертання щонайменше одним черв'яком з ущільнювальним елементом, що розділяє порожнину корпуса на дві частини, сполучені одна з одною за допомогою масопроводу з вхідним і вихідним каналами, а також виконаний у корпусі в КІНЦІ черв'яка дегазаційний отвір, причому черв'як виконано з прямою й зворотною нарізками (патент СРСР №1817751 МПК5В29В47/76, заявл 2109 1988, опубл 23 05 1993) Цей екструдер забезпечує ефективну дегазацію перероблюваного матеріалу, проте виконання масопроводу у вигляді трубопроводу значно ускладнює конструкцію й обслуговування екструдера, а також лінії в цілому Крім того, такий кож виконаний у корпусі між зазначеними каналами дегазаційний отвір, який відрізняється тим, що корпус по довжині виконано щонайменше з двох секцій, з'єднаних між собою за допомогою фланцевого з'єднання, а масопровід виконано у вигляді щонайменше одного поздовжнього отвору в СТІНЦІ однієї із секцій корпуса з боку фланцевого з'єднання і на ВХІДНІЙ ДІЛЯНЦІ оснащено заглушкою 2 Екструдер за п 1, який відрізняється тим, що вхідний і вихідний канали масопроводу виконані у вигляді радіальних отворів у СТІНЦІ корпуса, оснащених з боку зовнішньої поверхні його стінки заглушками 3 Екструдер за п 1 або 2, який відрізняється тим, що вихідний канал масопроводу виконано з площею поперечного перерізу, більшою від площі поперечного перерізу його вхідного каналу масопровід передбачає встановлення на ньому додаткових електронагрівачів з метою запобігання остиганню в ньому розплаву матеріалу Найбільш близьким до пропонованої корисної моделі є екструдер для перероблення термопластичних матеріалів, що містить корпус з розташованим в його порожнині з можливістю обертання щонайменше одним черв'яком з ущільнювальним елементом, що розділяє порожнину корпуса на дві частини, сполучені одна з одною за допомогою масопроводу з вхідним і вихідним каналами, а також виконаний у корпусі між зазначеними каналами дегазаційний отвір, причому масопровід виконано у вигляді сукупності винесених за межі корпуса трубопроводів (патент України №22568, МПК6В29С47/38, заявл 24 011995, опубл 30 06 1998) Виконання дегазаційного каналу на ДІЛЯНЦІ розташування масопроводу зменшує, порівняно з аналогом, що розглянуто, довжину екструдера, але не усуває тих недоліків, які притаманні цьому аналогу Крім того, виконання масопроводу у вигляді сукупності трубопроводів, що охоплюють корпус, ще більш ускладнює конструкцію й обслуговування екструдера 1241 В основу корисної моделі покладено задачу вдосконалити екструдер для перероблення термопластичних матеріалів, в якому нове виконання масопроводу спростило би конструкцію екструдера, а також зменшило би його енерго- і матеріалоємність Поставлена задача вирішується тим, що в екструдері для перероблення термопластичних матеріалів, що містить корпус з розташованим в його порожнині з можливістю обертання щонайменше одним черв'яком з ущільнювальним елементом, що розділяє порожнину корпуса на дві частини, сполучені одна з одною за допомогою масопроводу з вхідним і вихідним каналами, а також виконаний у корпусі між зазначеними каналами дегазаційний отвір, згідно з пропонованою корисною моделлю новим є те, що корпус по довжині виконано щонайменше з двох секцій, з'єднаних між собою за допомогою фланцевого з'єднання, а масопровід виконано у вигляді щонайменше одного поздовжнього отвору в СТІНЦІ однієї із секцій корпуса з боку фланцевого з'єднання і на ВХІДНІЙ ДІЛЯНЦІ споряджено заглушкою У найприйнятніших варіантах виконання екструдера вхідний і вихідний канали масопроводу виконані у вигляді радіальних отворів у СТІНЦІ корпуса, споряджених з боку зовнішньої поверхні його стінки заглушками, а вихідний канал масопроводу виконано з площею поперечного перерізу, більшою від площі поперечного перерізу його вхідного каналу Виконання масопроводу із зазначеними ВІДМІТНИМИ ознаками дозволяє розташувати його безпосередньо в межах корпуса Це не тільки зменшує матеріалоємність і спрощує конструкцію екструдера, але й дозволяє відмовитися від сторонніх обігрівачів масопроводу, оскільки безпосередня близькість його до робочого органа (черв'яка) забезпечує можливість обігріву масопро-воду за рахунок енергії дисипації, що виділяється в основному потоці матеріалу, який перебуває в порожнині корпуса екструдера, або за рахунок основних обігрівачів корпуса Виконання вхідного й вихідного каналів масопроводу у вигляді отворів у СТІНЦІ корпуса і спорядження їх заглушками значно спрощує технологію виготовлення масопроводу, а також його обслуговування При цьому зазначені отвори можуть бути виконані як з боку масопроводу, так і з боку порожнини корпуса екструдера І, нарешті, виконання вихідного каналу масопроводу з площею поперечного перерізу більшою, ніж у вхідного каналу дозволяє на виході з масопроводу за рахунок зменшення швидкості перероб люваного матеріалу покращити умови його дегазації Суть корисної моделі пояснюється кресленнями, на яких зображено на фіг 1 - поздовжній розріз екструдера, на фіг 2 - розріз за А - А на фіг 1 (приклад двочерв'ячного екструдера), на фіг 3 - секція корпуса з масопроводом, приклад виконання вхідного й вихідного отворів масопроводу з боку масопроводу, на фіг 4 - те саме, з боку порожнини корпуса Екструдер для перероблення термопластичних матеріалів містить корпус 1 з розташованим в його порожнині 2 з можливістю обертання щонайменше одним черв'яком 3 з ущільнювальним елементом 4, що розділяє порожнину 2 корпуса 1 на дві частини 5 і 6, сполучені одна з одною за допомогою масопроводу 7 з вхідним 8 і вихідним 9 каналами, між якими в корпусі виконано дегазаційний отвір 10 (фіг 1, 2) Корпус 1 по довжині виконано щонайменше з двох секцій 11 і 12, з'єднаних між собою за допомогою фланцевого з'єднання 13, а масопровід 7 виконано у вигляді щонайменше одного поздовжнього отвору в СТІНЦІ однієї із секцій 11 або 12 корпуса 1 з боку фланцевого з'єднання 13 При цьому зазначений отвір на ВХІДНІЙ ДІЛЯНЦІ споряджено заглушкою 14 Вхідний 8 і вихідний 9 канали масопровода 7 можуть бути виконані у вигляді радіальних отворів у СТІНЦІ корпуса 1, споряджених з боку зовнішньої поверхні 15 зазначеної стінки заглушками 16 (фіг З і 4) При цьому площа поперечного перерізу вихідного каналу 9 може бути виконана меншою від площі поперечного перерізу вхідного каналу 8 масопровода 7 Екструдер працює таким чином Перероблюваний термопластичний матеріал просувається черв'яком 3 вздовж порожнини 2 корпуса 1 до ущільнювального елемента 4 і поступово нагрівається та ущільнюється Враховуючи, що ущільнювальний елемент 4 не дає можливості матеріалу рухатися далі вздовж черв'яка 3 по порожнині 2 корпуса 1, то матеріал під надлишковим тиском виштовхується з частини 5 корпуса 1 крізь вхідний канал 8 до масопроводу 7, яким прямує до вихідного каналу 9, крізь який потрапляє до частини 6 порожнини 2 корпуса 1 На ДІЛЯНЦІ розташування дегазаційного отвору 10 завдяки зменшенню тиску розплавленого термопластичного матеріалу газоподібні речовини, які виділилися з матеріалу, видаляються крізь цей отвір Пропонована корисна модель, як показали промислові дослідження, зменшує матеріало- і енергоємність екструдера при задовільній дегазації перероблюваного матеріалу Л? 6 4 /2 У (( S З 3 Фіг.1 & « ттжж У6 ДП «Український інститут промислової власності» (Укрпатент) вул Сім'ї Хохлових, 15, м Київ, 04119, Україна (044) 456 - 20 - 90 ТОВ "Міжнародний науковий комітет" вул Артема, 77, м Київ, 04050, Україна (044)216-32-71
ДивитисяДодаткова інформація
Автори англійськоюBidenko Vasyl Dmytrovych, Bondarenko Volodymyr Mykolaiovych, Lukach Yurii Yukhymovych, Mikulionok Ihor Olehovych, Sezonov Maksym Viktorovych
Автори російськоюБиденко Василий Дмитриевич, Бондаренко Владимир Николаевич, Лукач Юрий Ефимович, Микуленок Игорь Олегович, Сезонов Максим Викторович
МПК / Мітки
МПК: B29C 47/58, B29C 47/76
Мітки: термопластичних, екструдер, матеріалів, перероблення
Код посилання
<a href="https://ua.patents.su/3-1241-ekstruder-dlya-pereroblennya-termoplastichnikh-materialiv.html" target="_blank" rel="follow" title="База патентів України">Екструдер для перероблення термопластичних матеріалів</a>
Екструдер для виготовлення виробів з композицій на основі термопластичних полімерів і органічних наповнювачів
Номер патенту: 42573
Опубліковано: 15.10.2001
Автори: Мікульонок Ігор Олегович, Сезонов Максим Вікторович, Суханов Владімір Пєтровіч, Бородін Ігорь Владіміровіч, Біденко Василь Дмитрович, Жидов Ніколай Вікторовіч
МПК: B29C 47/38, B27N 3/08
Мітки: композицій, основі, органічних, виробів, наповнювачів, виготовлення, екструдер, полімерів, термопластичних
Формула / Реферат:
1. Екструдер для виготовлення виробів з композицій на основі термопластичних полімерів і органічних наповнювачів, що містить порожнистий корпус з вікнами для завантаження органічного наповнювача й термопластичного полімеру, розташований у корпусі з можливістю обертання щонайменше один шнек з ущільнювальним елементом, що розділяє порожнину корпуса на дві частини, сполучені одна з одною за допомогою масопроводу, який відрізняється...
Черв’ячний прес для перероблення термопластичних матеріалів
Номер патенту: 40481
Опубліковано: 16.07.2001
Автори: Мікульонок Ігор Олегович, Біденко Василь Дмитрович, Бородін Ігорь Владіміровіч, Сезонов Максим Вікторович, Суханов Владімір Пєтровіч
МПК: B29C 47/76
Мітки: перероблення, термопластичних, прес, черв'ячний, матеріалів
Формула / Реферат:
Черв'ячний прес для перероблення термопластичних матеріалів, що містить корпус з порожниною, в якій з можливістю обертання розташовано щонайменше один черв'як, і сполученим з нею радіальним наскрізним дегазаційним отвором, в якому розташовано вставку з каналом для відведення газоподібних речовин, виконаним з боку порожнини корпуса, який відрізняється тим, що поверхню вставки з боку кожного черв'яка виконано жолобоподібною з радіусом, що...
Вальці для перероблення термопластичних матеріалів
Номер патенту: 1194
Опубліковано: 15.04.2002
Автор: Мікульонок Ігор Олегович
МПК: B29B 7/56
Мітки: термопластичних, перероблення, вальці, матеріалів
Формула / Реферат:
1. Вальці для перероблення термопластичних матеріалів, що містять фундаментну плиту, дві станини, а також два валки з приводом їх обертання, робочі поверхні яких мають циліндричні ділянки й ділянки у формі зрізаних конусів, причому основи сусідніх ділянок кожного валка виконані однакового діаметра, які відрізняються тим, що ділянки робочих поверхонь кожного валка виконані на знімних кільцевих секторах, закріплених на циліндричній поверхні...
Литтєва багатопозиційна машина для перероблення термопластичних матеріалів
Номер патенту: 1828
Опубліковано: 20.12.1994
Автори: Сиволап Сергій Володимирович, Мисливець Василь Миколайович, Проскурня Альберт Григорович
МПК: B29C 45/00
Мітки: машина, термопластичних, литтєва, перероблення, багатопозиційна, матеріалів
Формула / Реферат:
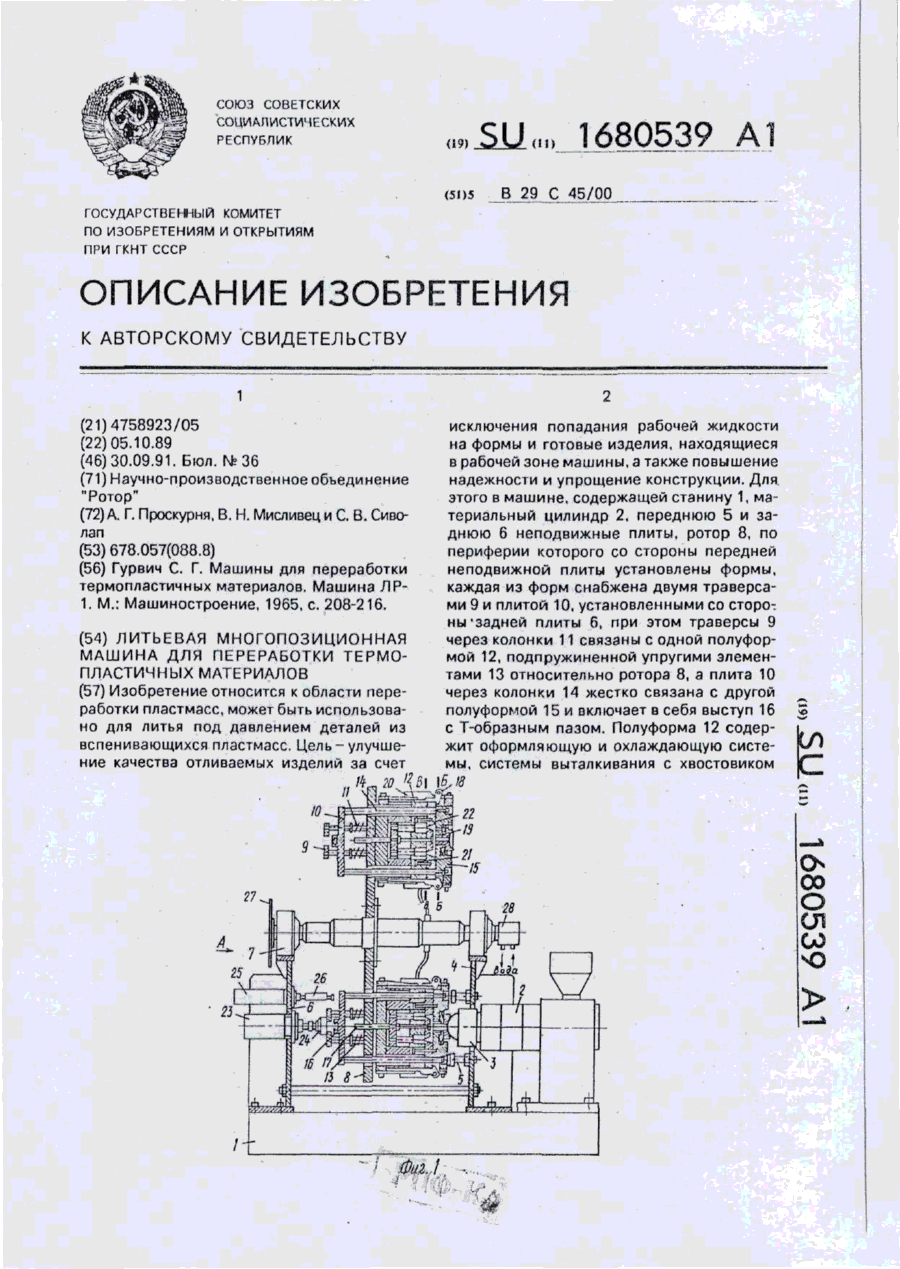
Литьевая многопозиционная машина для переработки термопластичных материалов, содержащая станину, материальный цилиндр, переднюю и заднюю неподвижные плиты, ротор, по периферии которого со стороны передней неподвижной плиты установлены формы, механизм поворота и фиксации ротора, цилиндр дожима форм, смонтированный в задней неподвижной плите соосно с материальным цилиндром, установленным со стороны передней неподвижной плиты, упоры,...
Екструдер для переробки термопластичних матеріалів
Номер патенту: 8835
Опубліковано: 30.09.1996
Автори: Іл'їн Вадим Григорович, Хусед Герман Іонасович, Волков Анатолій Олександрович
МПК: B29C 47/38
Мітки: термопластичних, екструдер, переробки, матеріалів
Формула / Реферат:
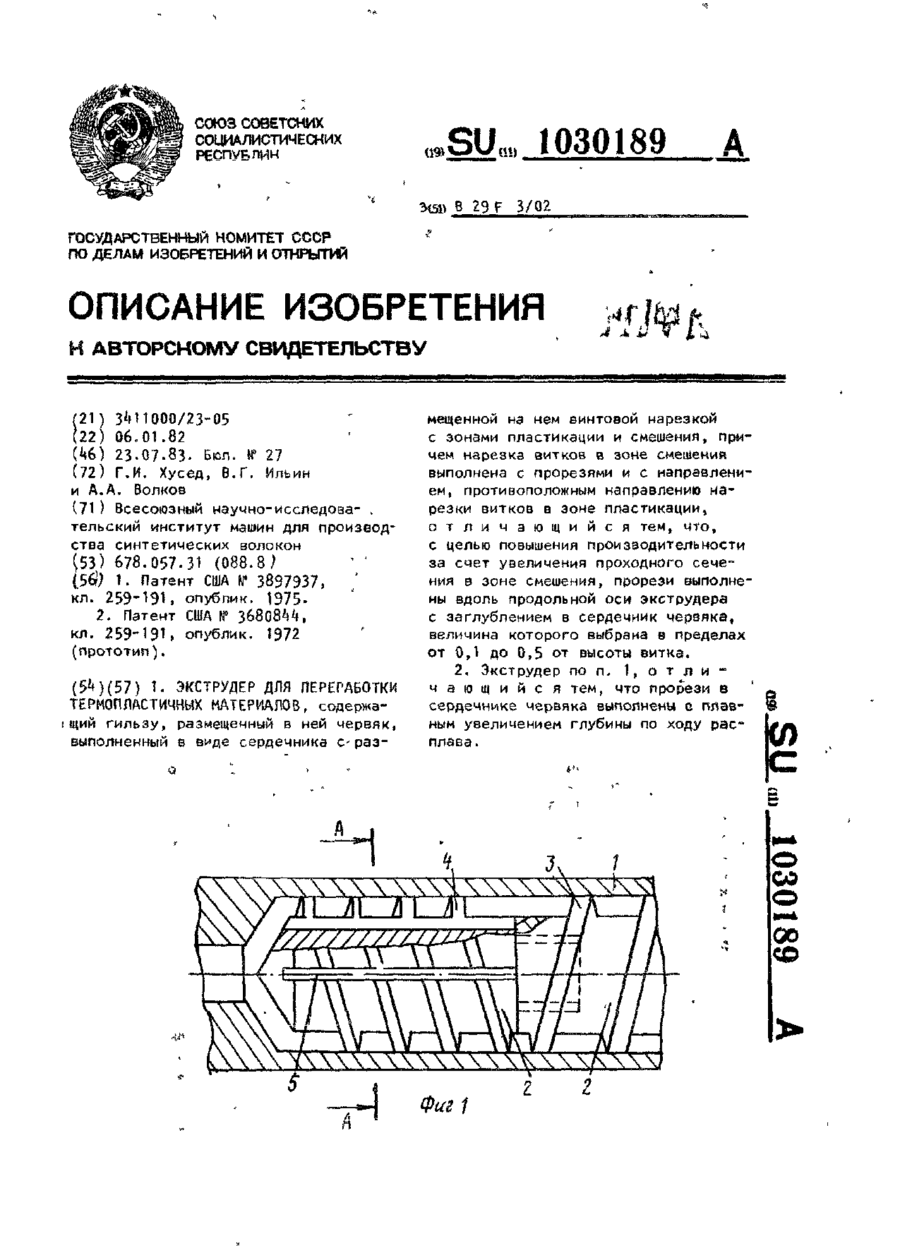
1. Экструдер для переработки термопластичных материалов, содержащий гильзу, размещенный в ней червяк, выполненный в виде сердечника с размещенной на нем винтовой нарезкой с зонами пластикации и смешения, причем нарезка витков в зоне смешения выполнена с прорезями и с направлением, противоположным направлению нарезки витков в зоне пластикации, отличающийся тем, что, с целью повышения производительности за счет увеличения проходного сечения в...
Попередній патент: Колійний стопор
Наступний патент: Солі похідного індолу проти мігрені, спосіб їх одержання (варіанти), фармацевтична композиція та спосіб лікування
Випадковий патент: Спосіб розрахунку маси хлорофілу на одиницю площі насаджень