Спосіб обробки металевих штаб перед холодним прокатуванням
Номер патенту: 13429
Опубліковано: 16.12.1996
Автори: Капланов Василь Ілліч, Радушева Людмила Миколаївна, Капланова Наталія Василівна
Формула / Реферат
Способ обработки металлических полос перед холодной прокаткой, содержащий нанесение на полосы металла водной эмульсии поверхностно-активных веществ, выдержку до ее высыхания, отличающийся тем, что дополнительно полосы обрабатывают паром непосредственно перед их введением в очаг деформации.
Текст
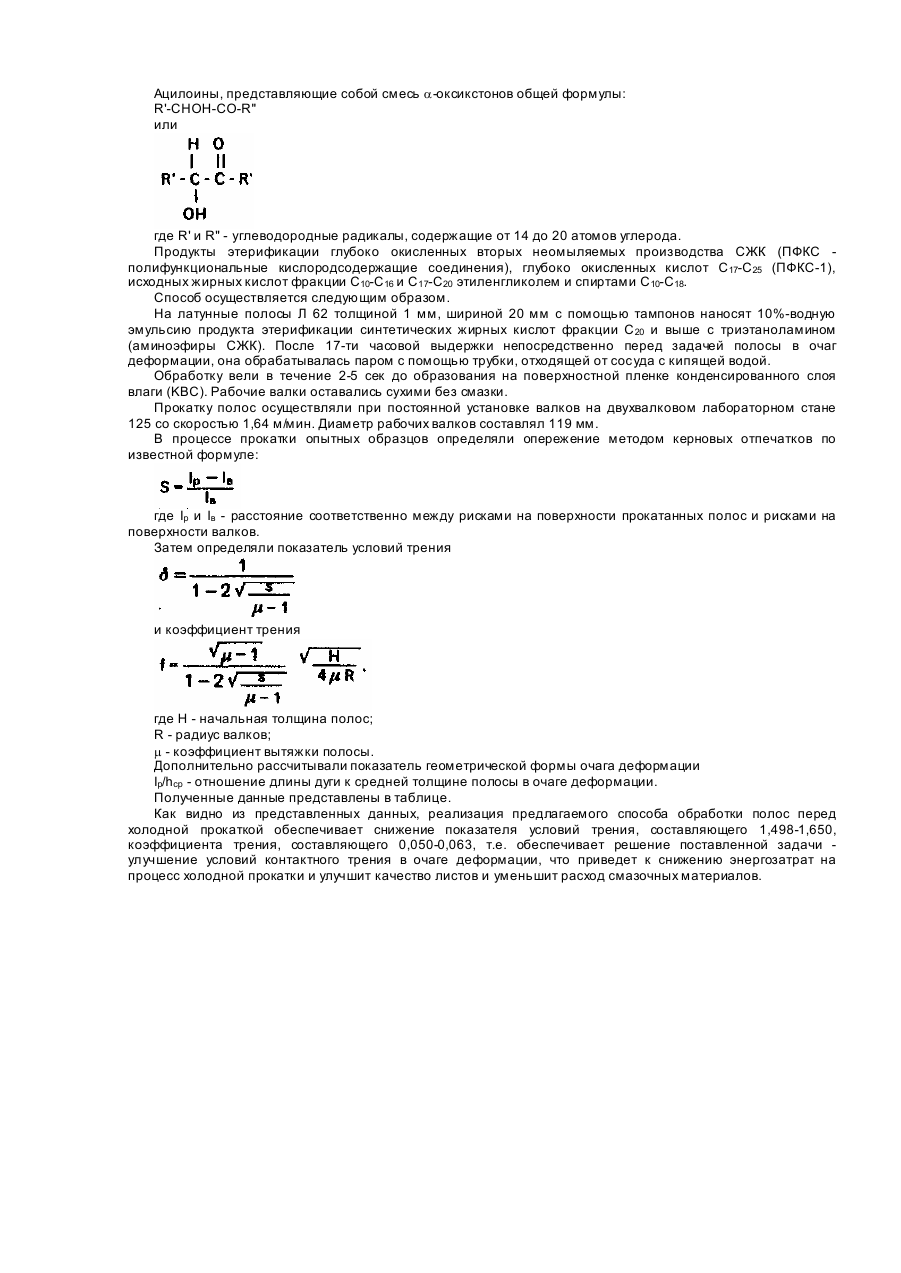
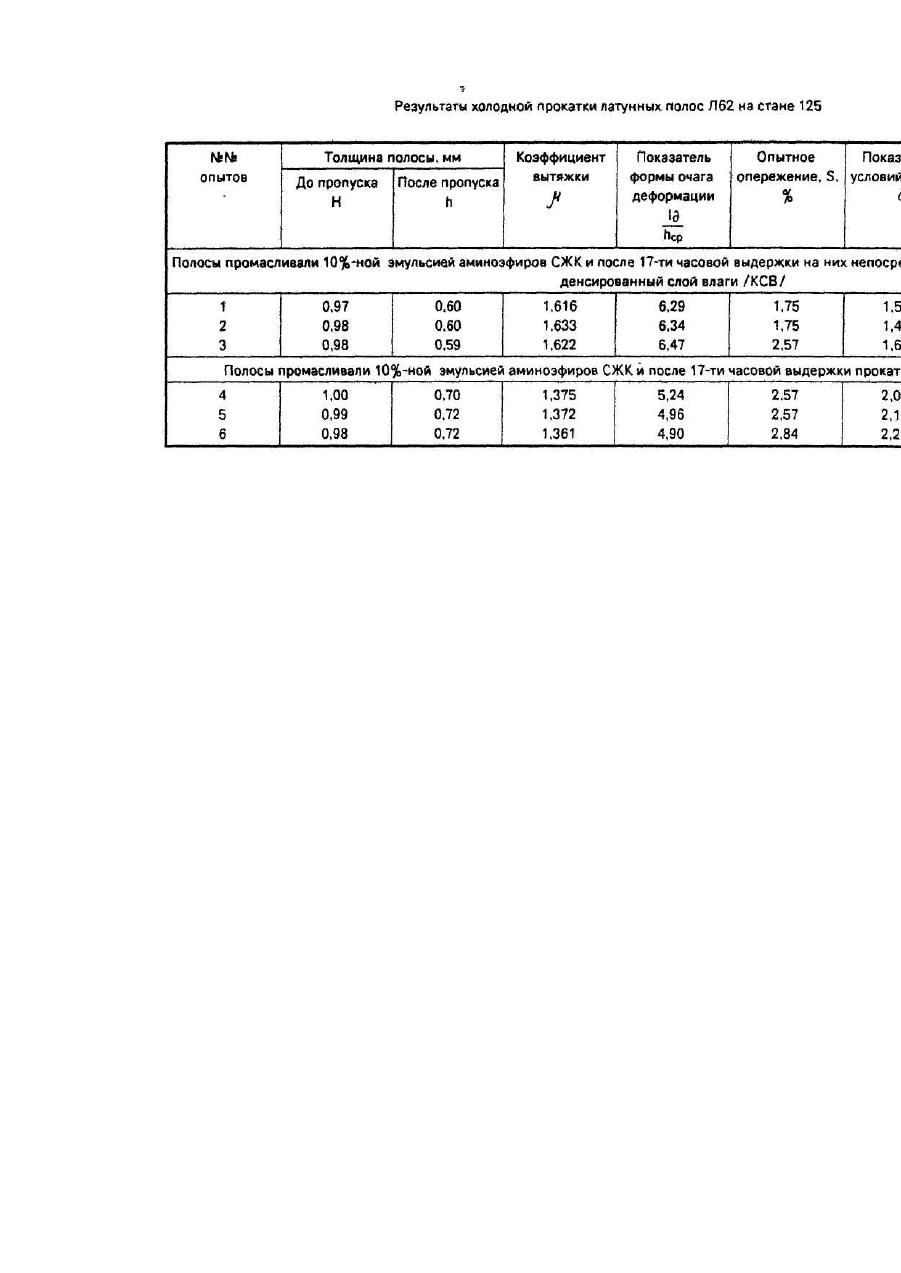
Изобретение относится к обработке металлов давлением и может быть использовано при холодной рулонной прокатке тонких полос и жести. Известен способ предварительной обработки полос-подката перед прокаткой, включающий промасливание его индустриальным маслом или мыльным клеем (ингибитор АНСК 50), и охлаждение валков эмульсией на основе стандартного эмульсола [1,7]. Используемое в известном способе индустриальное масло является инактивным веществом, практически не содержащим поверхностно-активных веществ (ПАВ) и за счет этого имеет низкие антифрикционные свойства при холодной тонколистовой прокатке. Мыльный клей, применяемый в способе, после нанесения на протравленные и просушенные полосы подкат, обладает низкой адгезией к металлической поверхности и поэтому легко отслаивается, образуя мыльную пыль, загрязняющую окружающую среду и оборудование в производственных условиях, а входящие в его состав низкомолекулярные синтетические жирные кислоты (СЖК), например C 5-C6, малоэффективны при холодной прокатке, так как в силу своего стр уктурного строения слабо влияют на процесс контактного трения между рабочими валками и полосой, а кроме того, обладают резким запахом, отрицательно влияющим на людей. Известен также способ нанесения технологической смазки при обработке металлов давлением, включающий послойное нанесение двух масел с различной поверхностной активностью, причем масло, имеющее меньшее поверхностное натяжение наносят сверху [2]. В способе используют масло с незначительным количеством жирных кислот, которые плохо адсорбируются на металлической поверхности полосы и за счет этого образуют недостаточной толщины и прочности граничный слой, что не позволяет в полной мере использовать ПАВ для уменьшения влияния контактного трения на процесс холодной прокатки [3]. Наиболее близким техническим решением является способ холодной прокатки, содержащий предварительное промасливание стальной полосы перед прокаткой с использованием водной эмульсии поверхностно-активных веществ, например, 5-10%-ной концентрации смазки из продуктов конденсации синтетических жирных кислот фракции С 20 и вы ше с триэтаноламином и с добавкой в качестве эмульгатора триэтаноламиновых кислот, выдержку полосы до высыхания эмульсии и последующее охлаждение водой при прокатке рабочих валков стана [4]. В прототипе обработку полосы осуществляют промасливанием синтетическими жирными кислотами и их производными ПАВ высоких фракций, которые образуют квазикристаллический граничный слой достаточной толщины со всеми структурными составляющими непосредственно на контактной поверхности полосы подката [5] и далее выше его образуется толстый слой смазки хаотически расположенных молекул ПАВ. Во время холодной прокатки на стане охлаждающая вода практически является инертной средой и не оказывает влияния на смазочный эффект в очаге деформации, так как она попадает на поверхность слоя хаотически расположенных молекул смазки, что препятствует созданию наилучши х условий трения (рубежный, гидродинамический и др.) [6], т.е. в очаге де формации возможности промасливающего слоя используются недостаточно, так какие полностью реализуются антифрикционные свойства граничного слоя. В основу изобретения поставлена задача разработать способ обработки металла перед холодной прокаткой, в котором использование дополнительного действия позволит значительно улучшить условия трения в очаге деформации и за счет этого улучшить выкатываемость полосы и уменьшить энергосиловые параметры прокатки. Для решения поставленной задачи, в способе обработки металлических полос перед холодной прокаткой, содержащем нанесение на полосы металла водной эмульсии поверхностно-активных веществ, выдержку до ее высыхания, в соответствии с изобретением, после высыхания эмульсии полосы обрабатывают паром непосредственно перед введением в очаг деформации. В предлагаемом изобретении по сравнению с прототипом осуществляют кратковременную до 5 с, обработку паром полосы металла с нанесением на нее и высушенным (пластичным) слоем смазки. В результате воздействия пара размягчается поверхностный слой, хаотически расположенных молекул ПАВ и проникающий конденсированный слой влаги образует на контакте непосредственно с граничным слоем смазки нематический (нитевой) слой молекул параллельно поверхности полосы металла, одновременно взаимодействуя с частоколом молекул квазикристаллического слоя смазки адсорбированного на металлической поверхности полосы (6), создавая нематический режим скольжения, который обеспечивает наименьший коэффициент трения при холодной прокатке и чем больше такого режима создается в общем смешанном режиме на контакте металлическая полоса - валок, тем больше уменьшается влияние сил трения и создаются наиболее благоприятные условия деформации (6). В качестве водных эмульсий поверхностно-активных веществ могут быть применены такие вещества, как аминоэфиры синтетических жирных кислот (СЖК), получаемые этерификацией триэтаноламина СЖК, общей формулы где R - радикалы С10-С16; С17-С 20 и выше (кубовые остатки от фракционирования синтетических жирных кислот). Ацилоины, представляющие собой смесь a-оксикстонов общей формулы: R'-CHOH-CO-R" или где R' и R" - углеводородные радикалы, содержащие от 14 до 20 атомов углерода. Продукты этерификации глубоко окисленных вторых неомыляемых производства СЖК (ПФКС полифункциональные кислородсодержащие соединения), глубоко окисленных кислот С 17-С25 (ПФКС-1), исходных жирных кислот фракции С10-С16 и С17-С20 этиленгликолем и спиртами C10-C18. Способ осуществляется следующим образом. На латунные полосы Л 62 толщиной 1 мм, шириной 20 мм с помощью тампонов наносят 10%-водную эмульсию продукта этерификации синтетических жирных кислот фракции С 20 и выше с триэтаноламином (аминоэфиры СЖК). После 17-ти часовой выдержки непосредственно перед задачей полосы в очаг деформации, она обрабатывалась паром с помощью трубки, отходящей от сосуда с кипящей водой. Обработку вели в течение 2-5 сек до образования на поверхностной пленке конденсированного слоя влаги (KBС). Рабочие валки оставались сухими без смазки. Прокатку полос осуществляли при постоянной установке валков на двухвалковом лабораторном стане 125 со скоростью 1,64 м/мин. Диаметр рабочих валков составлял 119 мм. В процессе прокатки опытных образцов определяли опережение методом керновых отпечатков по известной формуле: где Iр и Iв - расстояние соответственно между рисками на поверхности прокатанных полос и рисками на поверхности валков. Затем определяли показатель условий трения и коэффициент трения где Н - начальная толщина полос; R - радиус валков; m - коэффициент вытяжки полосы. Дополнительно рассчитывали показатель геометрической формы очага деформации Ip/hcp - отношение длины дуги к средней толщине полосы в очаге деформации. Полученные данные представлены в таблице. Как видно из представленных данных, реализация предлагаемого способа обработки полос перед холодной прокаткой обеспечивает снижение показателя условий трения, составляющего 1,498-1,650, коэффициента трения, составляющего 0,050-0,063, т.е. обеспечивает решение поставленной задачи улучшение условий контактного трения в очаге деформации, что приведет к снижению энергозатрат на процесс холодной прокатки и улучшит качество листов и уменьшит расход смазочных материалов.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for working of metal strips prior to cold rolling
Автори англійськоюKaplanov Vasyl Illich, Radusheva Liudmyla Mykolaivna, Kaplanova Natalia Vasylivna
Назва патенту російськоюСпособ обработки металлических полос перед холодной прокаткой
Автори російськоюКапланов Василий Ильич, Радушева Людмила Николаевна, Капланова Наталья Васильевна
МПК / Мітки
МПК: B21B 45/02
Мітки: обробки, спосіб, штаб, металевих, холодним, прокатуванням
Код посилання
<a href="https://ua.patents.su/3-13429-sposib-obrobki-metalevikh-shtab-pered-kholodnim-prokatuvannyam.html" target="_blank" rel="follow" title="База патентів України">Спосіб обробки металевих штаб перед холодним прокатуванням</a>
Спосіб прокатки штаб
Номер патенту: 5597
Опубліковано: 28.12.1994
Автори: Ющевський Віктор Карлович, Єремєєв Віктор Іванович, Курандо Ігор Григорович, Филонов Юрій Всеволодович, Коваленко Віктор Федорович, Добровольський Владислав Борисович, Афанасьєв Сергій Іванович, Сапригін Хразален Михайлович
МПК: B21B 1/22
Формула / Реферат:
(57) 1. Способ прокатки полос, включающий черновую горячую прокатку в некруглых валках с получением волнистого по длине раската и последующую прокатку с выравниванием поверхностей до плоской формы, отличающийся тем, что черновую прокатку ведут с превышением в 1,1-15 раз высоты волны над минимальной толщиной получаемого неэквидистантного раската с изменением поочередного преобладания деформаций сжатия и продольного сдвига со стороны обеих...
Спосіб прокатки листів та смуг

Номер патенту: 7898
Опубліковано: 26.12.1995
Автори: Байков Євген Вікторович, Мітьєв Анатолій Петрович, Феофілактов Андрій Вікторович, Горелік Вадім Семенович, Кліменко Ігор Валентинович
МПК: B21B 1/22
Мітки: листів, смуг, прокатки, спосіб
Формула / Реферат:
Способ прокатки листов и полос, включающий прокатку с рассогласованием окружных скоростей рабочих валков в функции вытяжки полосы в каждом проходе, отличающийся тем, что, с целью повышения качества проката за счет шлифования поверхности в процессе прокатки, прокатку производят с пробуксовкой одного из валков.
Технологічне мастило для холодної обробки металів тиском
Номер патенту: 8649
Опубліковано: 30.09.1996
Автори: Гарун Ярослав Євстафієвич, Ільницький Зенон Михайлович, Казакевич Ігор Іларіонович, Шкарапата Ярослав Євстафієвич, Сошко Віктор Олександрович, Гораль Володимир Михайлович, Болюк Іван Михайлович, Гірняк Іван Степанович, Мельничок Мирослав Йосифович, Сошко Олександр Іванович, Літвак Єфим Анатолійович
МПК: C10M 173/02, C10M 143/00, C10M 131/00, C10M 129/16
Мітки: технологічне, обробки, холодної, мастило, металів, тиском
Формула / Реферат:
Технологическая смазка для холодной обработки металлов давлением, содержащая хлорированный парафин и полимерную добавку, отличающаяся. тем, что, с целью повышения антифрикционных свойств и качества обработки поверхности, она дополнительно содержит воду, полиэтиленгликолевые эфиры высших жирных спиртов фракции С10-С18 и в качестве полимерной добавки - продукт обработки триэтаноламином окисленного полиэтиленового воска мол.м. 1000-2000 при...
Спосіб прокатки листів та смуг
Номер патенту: 7905
Опубліковано: 26.12.1995
Автори: Кліменко Ігор Валентинович, Горелік Вадім Семенович, Мітьєв Анатолій Петрович, Байков Євген Вікторович, Феофілактов Андрій Вікторович
МПК: B21B 1/22
Мітки: листів, спосіб, прокатки, смуг
Формула / Реферат:
Способ прокатки листов и полос по авт. св. № 1400676, отличающийся тем, что, с целью повышения качества проката путем шлифования поверхности в процессе прокатки и стабилизации пробуксовки одного из валков, ведомому валку сообщают окружную скорость, направленную противоположно скорости движения полосы; а прокатку ведут с передним натяжением.
Мастило для металевих форм
Номер патенту: 756
Опубліковано: 15.12.1993
Автори: Баглай Анатолій Прохорович, Стойло Олександр Феліксович, Скрицький Олександр Георгійович, Лемешко Валентина Анікіївна, Іванов Михайло Юрьєвич
МПК: B28B 7/38
Мітки: металевих, мастило, форм
Формула / Реферат:
Формула изобретенияСмазка для металлических форм при изготовлении бетонных и железобетонных изделий, включающая кислый синтетический эмульсол, добавку и воду, отличающаяся тем, что, с целью снижения адгезии бетона к форме, она содержит в качестве добавки мыльно-щелочной раствор - отход щелочной рафинации масел и саломаса с содержанием общего жира не менее 8%, в том числе жирных кислот не менее 7%, при следующем соотношении компонентов,...
Попередній патент: Гідравличний затвор
Наступний патент: Драбина для обслуговування світильників
Випадковий патент: Відцентрова бурякорізка