Преформатор до канатов’ючої машини
Номер патенту: 1348
Опубліковано: 25.03.1994
Автори: Пікулін Віктор Олексійович, Калоша Георгій Олексійович, Алексеєв Юрій Георгійович, Івашкевич Володимир Васильович, Філіппов Вадим Володимирович, Міренський Ігор Григорович, Березуєв Олександр Іванович, Губін Марк Якович
Формула / Реферат
Преформатор к канатовьющей машине, содержащий корпус, жестко закрепленный на роторе машины и несущий направляющие и деформирующие ролики,установленные с возможностью регулировочного перемещения в собственной плоскости, отличающийся тем, что на каждом деформирующем ролике выполнены две направляющие кольцевые канавки, при этом диаметры роликов и расстояние между центрами канавок на каждом ролике определяются из соотношений
где d1 и d2 - диаметры, соответственно направляющего и деформирующего роликов; I - расстояние между центрами канавок деформирующего ролика.
Текст
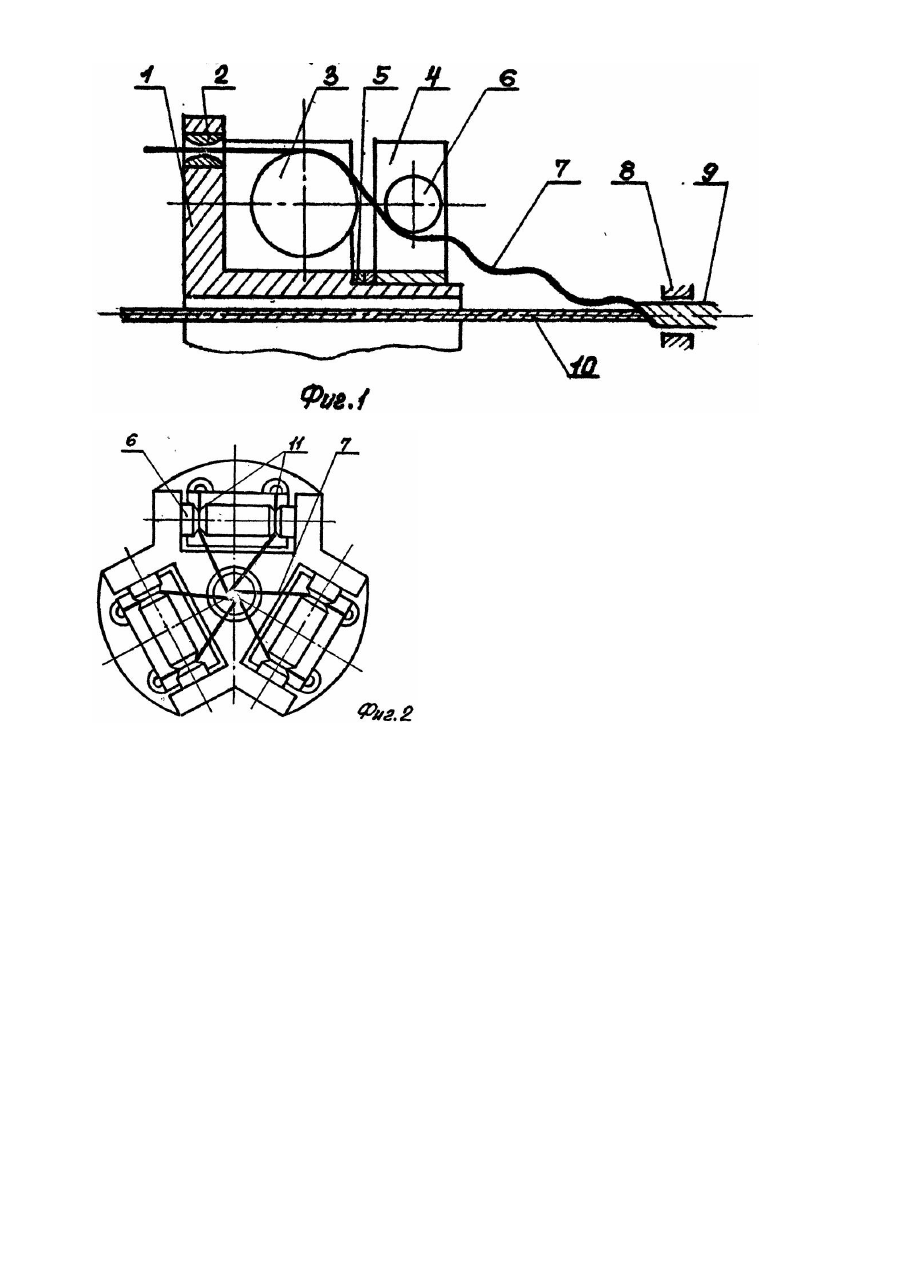
Изобретение относится к технологическому оборудованию для изготовления металлокорда и предназначено для преформирования проволок при их свивке в металлокорд. Известен дисковый преформатор, оснащенный тремя роликами одинакового диаметра для каждого элемента свиваемого изделия и устанавливаемый на роторе канатовьющей машины перед формирующими канат обжимными плашками [1]. Степень необходимой преформации регулируется поворотом среднего и осевым перемещением крайних дисков. При этом точка контакта среднего ролика с преформируемым элементом делит расстояние между крайними роликами на равные участки, составляющие примерно половину шага свивки в канат. Основным недостатком этих преформаторов является то, что регулировки необходимых параметров спирали л реформирован ной пряди (диаметра и шага) взаимосвязаны, так как расстояние между роликами должно быть .таким, чтобы длина деформируемой пряди, расположенной на роликах, была равна длине пряди, идущей на построение одного шага свивки каната. Таким образом, изменение степени деформации заготовки сдвижкой среднего ролика должно согласовываться с осевым перемещением крайних роликов, что обычно при переходе на выпуск канатов другого типоразмера не учитывается и негативно отражается на качестве изделия. Область применения преформаторов рассматриваемой конструкции ограничена изготовлением нераскручивающихся круглопрядных канатов диаметром более 10мм, так как ограниченное расстояние между роликами резко снижает надежность преформирующи х устройств для канатов малых диаметров и шагов свивки или вообще не позволяет разместить ролики с опорами на требуемом расстоянии. Кроме того, для размещения подшипников необходимо увеличить расстояние между роликами, равное сумме полушага и величине, кратной шагу свивки каната. В конечном итоге такой подход влечет за собой увеличение габаритных размеров. Известно устройство для предварительной преформации проволок (прядей), применяемое при свивке металлокорда [2]. Это преформирующее устройство состоит из смонтированного на валу ротора машины корпуса и установленного на нем диска, оснащенных по периметру ниппель-фильерами. Диск имеет возможность поворачиваться относительно их общей оси. При повороте диска его ниппель-фильеры смещаются по отношению к ниппель-фильерам корпуса и в результате изгиба происходит преформирование заготовок. Опыт эксплуатации таких преформаторов показал, что из-за скольжения проволок по ниппель-фильерам технологического устройства возникают значительные динамические натяжения, возрастает обрывность проволок, увеличивается расход металла, снижается производительность кордовьющего оборудования и наблюдается повреждение латунированного покрытия; в результате чего ухудшается качество готового изделия. Кроме того, затруднена заправка проволок в устройство. Наиболее близким по технической сущности является преформирующее устройство для изготовления нераскручивающихся канатов малых диаметров [3]. Преформатор к канатовьющей машине содержит корпус. жестко закрепленный на моторе канатовьющей машины и несущий три ролика на каждую преформируемую заготовку. При этом, на первом и третьем роликах элементы свиваемого изделия изгибаются в зоне упругой деформации, а на втором - пластически деформируются в спиральную форму. При этом предложены следующие соотношения диаметров роликов и где d1, d2 и d3 - соответственно диаметры первого, второго и третьего по ходу те хнологического процесса роликов. Настройка параметров преформации осуществляется раздельно по степени деформации (диаметру) и шагу остаточной спирали, что является достоинством устройства-прототипа. Однако, данное преформирующее устройство имеет следующие недостатки. Наличие трех роликов для преформирования каждого элемента свиваемого изделия приводит к созданию-сложной и металлоемкой конструкции преформатора, что способствуе т большей вероятности появления дисбаланса системы. Принцип настройки преформатора влечет за собой увеличение габаритных размеров его. Указанные недостатки резко ограничивают область использования этих устройств и, в большинстве случаев, не позволяют применять при технологическом процессе изготовления витых изделий на скоростных кордовьющих машинах. В основе изобретения лежит задача разработать конструкцию преформатора к канатовьющей машине, в которой путем обеспечения возможности усовершенствования конструкции деформирующих элементов и оптимизации соотношения их геометрических размеров, достигают сокращения числа деформирующи х элементов, и за счет этого - снижения габаритных размеров преформатора, что позволит использовать его в высокоскоростной канатовьющей машине, а также повысить качественные показатели металлокорда и надежность устройства. Поставленная задача решается тем, что в преформаторе к канатовьющей машине, содержащем корпус, жестко закрепленный на роторе машины и несущий направляющие и деформирующие ролики, установленные с возможностью регулировочного перемещения в собственной плоскости согласно изобретению, на каждом деформирующем ролике выполнены две направляющие кольцевые канавки, при Этом диаметры роликов и расстояние между центрами канавок на каждом ролике определяются из соотношений: где d1 и d2 - диаметры соответственно направляющего и деформирующего роликов; I - расстояние между центрами канавок деформирующего ролика. Усовершенствование конструкции деформирующих элементов, направленных на осуществление преформации одновременно двух заготовок на каждом деформирующем ролике за счет наличия соответствующего числа кольцевых канавок, и оптимизация соотношения расстояния между центрами канавок (I/d2=3,7-4,1) позволяет сократить количество! роликов и, тем самым, уменьшить габаритные размеры, металлоемкость и повысить надежность преформирующего устройства, отвечающего в полной мере требованиям эксплуатации на высокоскоростных канатовьющих машинах. Предложенные на основе проведенных экспериментальных исследований оптимальные параметры настройки устройства (d1/d1=2,6-3,1) обеспечивают изготовление качественного металлокорда с гарантируемой минимальной остаточной крутимостью. Отклонения от заявляемых соотношений геометрических размеров приводит к увеличению габаритности и металлоемкости преформатора, а также нарушению структурной целостности и снижению качественных показателей витого изделия. На фиг. 1 изображен преформатор со схемой п реформирования в нем заготовки (проволоки), общий вид, разрез, а на фиг. 2 -вид на преформатор со стороны свивочных плашек. Преформатор содержит корпус 1. выполненный с одной стороны в виде распределительного шаблона с ниппелями 2 по периметру, а с др угой - сегментов, содержащий на опорах качения гладкие направляющие ролики 3. К корпусу прикреплен диск 4, выполненный в виде сегментов аналогичной конструкции, с возможностью линейного перемещения вдоль преформатора за счет размещения прокладок 5. В щеках диска на опорах качения расположены деформирующие ролики 6, предназначенные для снятия напряженнодеформированного состояния проволок 7. По ходу те хнологического процесса установлены свивочные плашки 8 для укладки элементов в канал 9 совместно с сердечником 10. Для осуществления одновременной преформации двух заготовок (проволок) каждый деформирующий ролик оснащен соответствующим числом канавок 11. Вся система (корпус с диском) жестко закреплена на роторе канатовыощей машины (не показан) при помощи винта. Устройство работает следующим образом. Каждая проволока 7 пропускается в ниппель-фильеры 2, попарно обводится в направляющем 3 и в канавках деформирующего роликов 6, а затем заправляется в свивочные плашки 8, формирующие канат 9 вместе с сердечником 10. При вращении ротора канатовьющей машины элементы изделия, проходя по вышеуказанным роликам, преформируются и свиваются в нераскручивающийся, прямолинейный металлокорд с минимальной остаточной крутимостыо. На направляющем ролике 3 диаметром di проволока изгибается в зоне упругой деформации. Поступая на деформирующий ролик 6, диаметром d2=d1/2,6-3,1, проволока пластически деформируется в спиральную форму. Регулировка шага остаточной спирали осуществляется за счет изменения расстояния между осью второго на ходу те хнологического процесса ролика 6 и свивочными плашками 8. Шаг получаемой спирали соответствуе т заданному при расстоянии, равному сумме полушага и величине, кратной шагу свивке изделия. Отклонение от указанного условия приводит к изменению шага и дополнительной крутке изделия. Диаметр остаточной спирали преформируемой проволоки регламентируется типоразмером деформирующего ролика и расстоянием между роликами с учетом толщины прокладок 5. Оптимальные соотношения диаметров направляющего (d1) и деформирующего (d2) роликов d1/d2=2,6-3,1, а также расстояния (I) между центрами канавок на деформирующем ролике I/d2=3,7-4,1 определены экспериментальным путем на оснований проведенных лабораторных и опытно-промышленных испытаний макета, а также экспериментального образца преформатора и обусловлены требованиями, предъявляемыми к качеству металлокорда. Отклонение от заявляемых пределов d1/d2 в сторону увеличения приводит к возрастанию массы роликов, что влечет за собой возникновение при больших оборотах ротора машины дополнительных центробежных сил, которые отрицательно сказываются на долговечности подшипников и надежности преформатора в целом. В свою очередь, отклонение в сторону уменьшения способствует снижению качественных показателей металлокорда и повышенному износу роликов. Отклонение от заявляемых пределов I/d2 в сторону уменьшения приводит к нарушению структурной целостности по длине и сечению изготавливаемого металлокорда, а в сторону увеличения - к росту габаритных размеров устройства и снижению его надежности. Предлагаемая конструкция преформатора устраняет приведенные недостатки аналогов и прототипа, что позволило создать малогабаритное преформирующее устройство с роликовыми деформирующими элементами на опорах качения для эксплуатации на высокоскоростных кордовьющих машинах. Уменьшение в три раза числа вращающи хся роликов для осуществления преформации (для деформации двух проволок в прототипе необходимо 6 роликов, в предлагаемом устройстве - только 2) значительно повысило надежность устройства и снизило металлоемкость конструкции. Результаты испытаний экспериментального образца преформирующего устройства показали, что предложенная конструкция по сравнению с базовым вариантом позволила повысить качество получаемых изделий, снизить динамическое натяжение элементов свиваемого изделия на 30-48%, уменьшить их обрывность в процессе свивки в 4-5 раз и, как следствие, надежность устройства.
ДивитисяДодаткова інформація
Назва патенту англійськоюPreformer for cable twisting machine
Автори англійськоюMirenskyi Ihor Hryhorovych, Ivashkevych Volodymyr Vasyliovych, Hubin Mark Yakovych, Alekseiev Yurii Heorhiiovych, Kalosha Heorhii Oleksiiovych, Pikulin Viktor Oleksiiovych, Berezuiev Oleksandr Ivanovych, Filipov Vadym Volodymyrovych
Назва патенту російськоюПреформатор для канатосвивательной машины
Автори російськоюМиренский Игорь Григорьевич, Ивашкевич Владимир Васильевич, Губин Марк Яковлевич, Алексеев Юрий Георгиевич, Калоша Георгий Алексеевич, Пикулин Виктор Алексеевич, Березуев Александр Иванович, Филиппов Вадим Владимирович
МПК / Мітки
МПК: D07B 7/00
Мітки: канатов'ючої, преформатор, машини
Код посилання
<a href="https://ua.patents.su/3-1348-preformator-do-kanatovyucho-mashini.html" target="_blank" rel="follow" title="База патентів України">Преформатор до канатов’ючої машини</a>
Статор електричної машини
Номер патенту: 266
Опубліковано: 30.04.1993
Автори: Смородін Вячеслав Іванович, Черемісов Іван Якович, Крамарський Володимир Анатолійович, Кузьмін Віктор Володимирович
Мітки: статор, машини, електричної
Формула / Реферат:
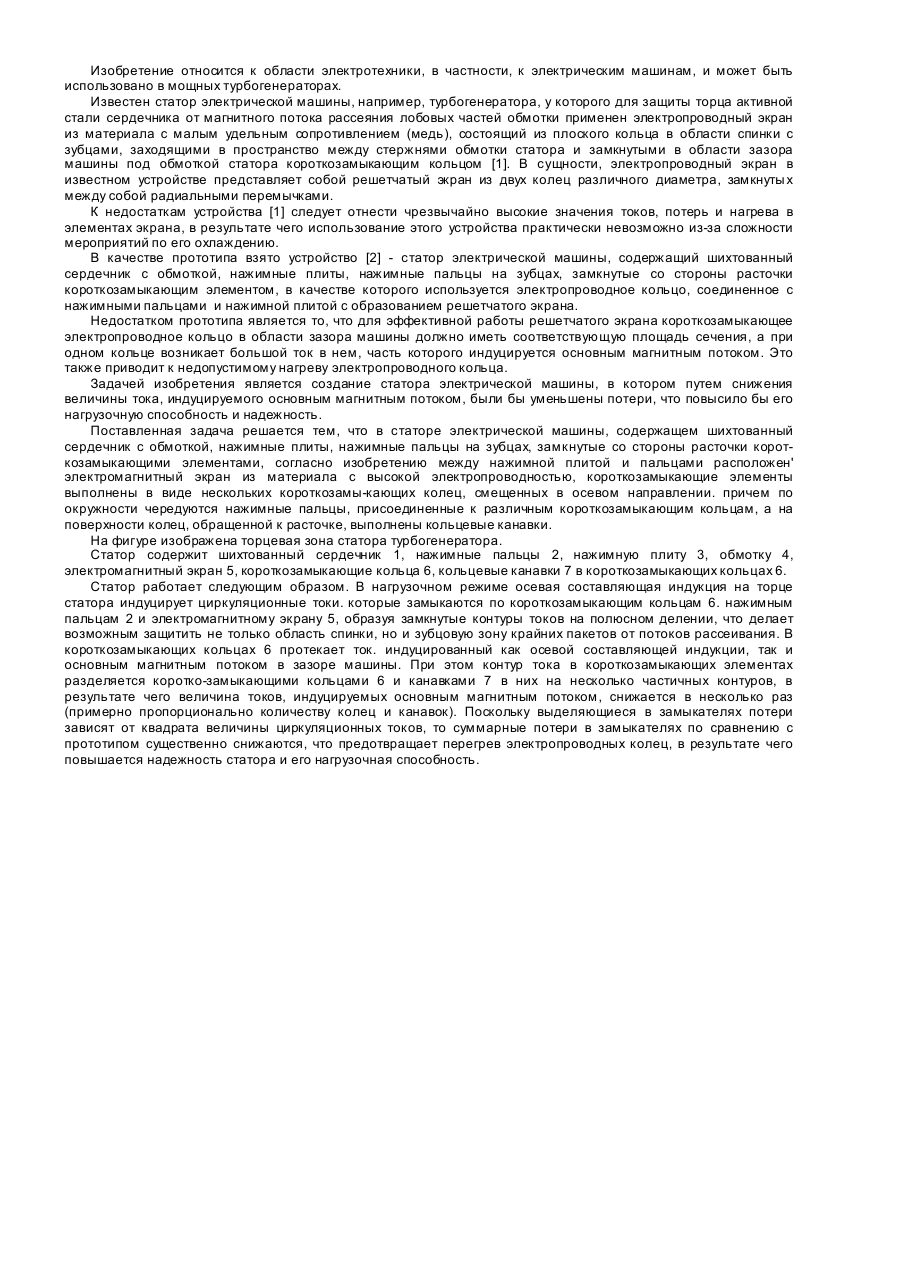
Статор электрической машины, содержащий шихтованный сердечник с обмоткой, нажимные плиты, нажимные пальцы на зубцах, замкнутые со стороны расточки короткозамыкающими элементами, отличающийся тем, что между нажимной плитой и пальцами расположен электромагнитный экран из материала с высокой электропроводностью, короткозамыкающие элементы выполнены в виде нескольких короткозамыкающих колец, смещенных в осевом направлении, причем по окружности...
Пристрій для збудження синхронної машини
Номер патенту: 1403
Опубліковано: 25.03.1994
Автори: Зозулін Юрій Васильович, Савєльєв Юрій Юхимович, Ігнатов Владімір Євгєньєвіч, Маглаперідзе Заалі Отаровіч, Петрі Віктор Львовіч
Мітки: синхронної, збудження, пристрій, машини
Формула / Реферат:
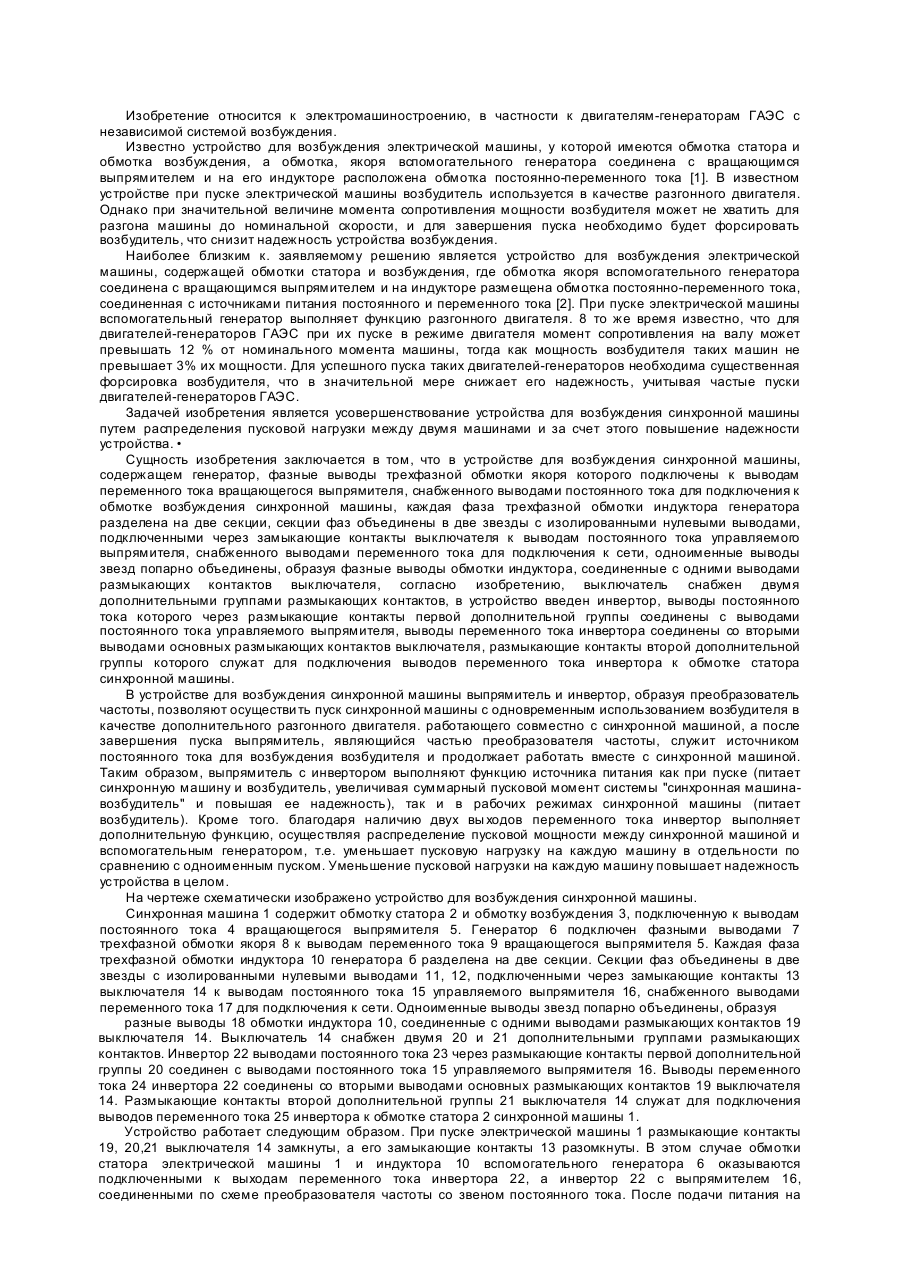
Устройство для возбуждения синхронной машины, содержащее генератор, фазные выводы трехфазной обмотки якоря которого подключены к выводам переменного тока вращающегося выпрямителя, снабженного выводами постоянного тока для подключения к обмотке возбуждения синхронной машины, каждая фаза трехфазной обмотки индуктора генератора разделена на две секции, секции фаз объединены в две звезды с изолированными нулевыми выводами, подключенными через...
Транспортер коренезбиральної машини
Номер патенту: 525
Опубліковано: 30.04.1993
Автори: Мартиненко Володимир Якимович, Смакоуз Георгій Микитович, Миколайчук Микола Зиновийович, Козіброда Ярослав Іванович, Данильченко Михайло Григорович, Осуховський Володимир Михайлович, Гевко Роман Богданович, Шутурма Ігор Ярославович
МПК: A01D 33/08
Мітки: транспортер, машини, коренезбиральної
Формула / Реферат:
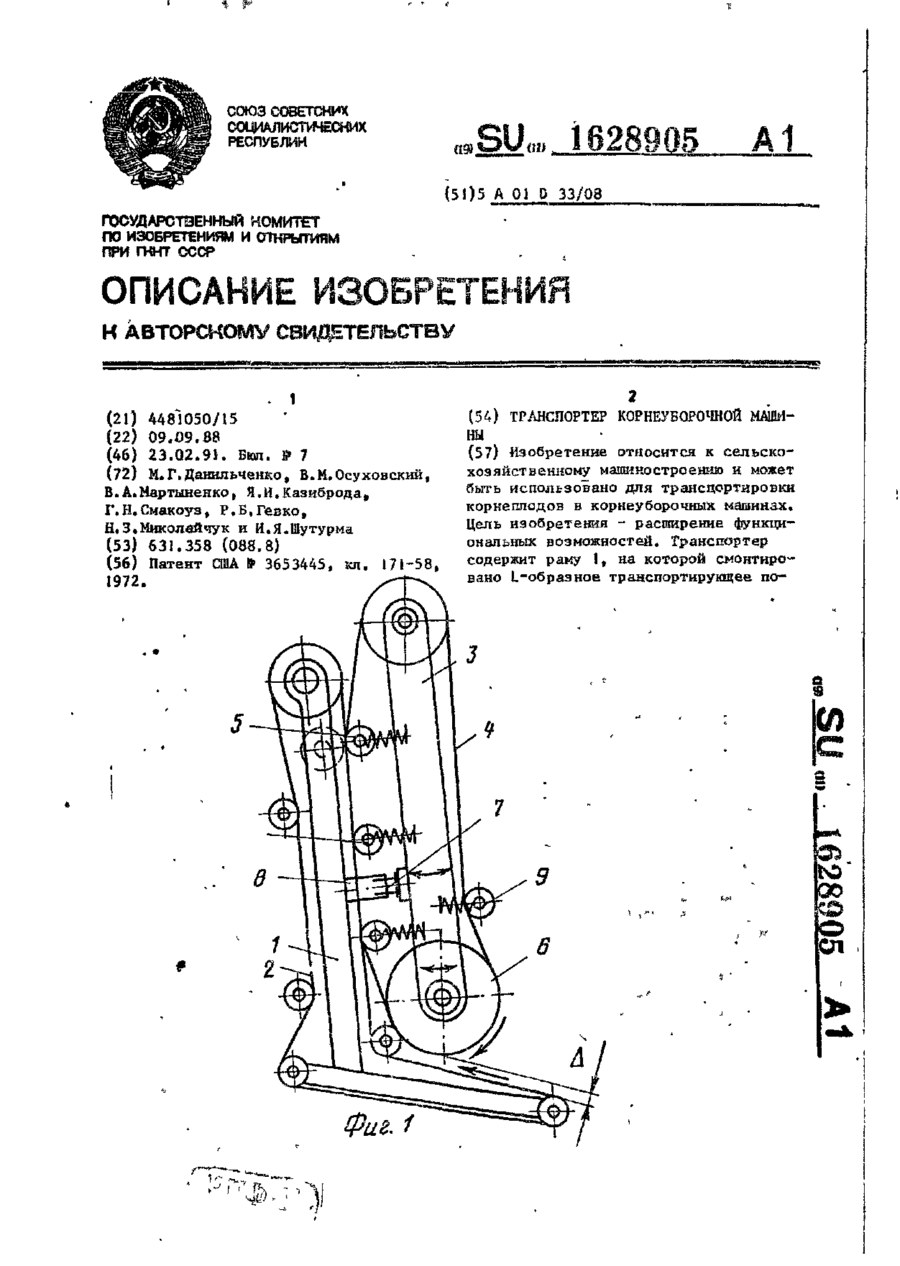
1. Транспортер корнеуборочной машины, содержащий смонтированное на одной раме L-образное транспортирующее полотно, а на шарнирно установленной раме - другое транспортирующее полотно, отличающийся тем, что, с целью расширения функциональных возможностей, между рамами транспортирующих полотен установлено устройство для изменения расстояния между ними.2. Транспортер по п. 1, отличающийся тем, что устройство для изменения расстояния между...
Очищувально-транспортуючий пристрій коренебульбозбиральної машини

Номер патенту: 522
Опубліковано: 30.04.1993
Автори: Вахновський Віктор Володимирович, Мартиненко Володимир Якимович, Козіброда Ярослав Іванович, Гевко Роман Богданович, Мирошниченко Юрій Іванович, Шутурма Ігор Ярославович, Смакоуз Георгій Микитович
МПК: A01D 33/08
Мітки: пристрій, коренебульбозбиральної, очищувально-транспортуючий, машини
Формула / Реферат:
Ф о р м у л а и з о б р е т е н и я Очистительно-транспортирующее устройство корнеклубнеуборочной машины, содержащее установленные на валу призматические передающие элементы, о т л и ч а ю щ е е с я тем, что, с целью снижения травмирования корнеклубнеплодов, каждый из призматических передающих элементов выполнен в виде попарно установленных пластин, между которыми на каждой грани закреплены упругие элементы, причем в рабочей зоне...
Полюс синхронної явнополюсної електричної машини
Номер патенту: 549
Опубліковано: 15.12.1993
Автори: Лейбович Анатолій Романович, Пронько Юрій Борисович, Кухарєв Олександр Сергійович
МПК: H02K 1/22
Мітки: електричної, явнополюсної, синхронної, полюс, машини
Формула / Реферат:
1. Полюс синхронной явнополюсной электрической машины, содержащей магнитопровод с сердечником и башмаком полюса и отделенную от башмака изоляционной рамкой катушку возбуждения, витки которой стянуты изоляционными бандажами, а катушка зафиксирована на полюсе посредством выступов в изоляционных элементах катушки, входящих в пазы магнитопровода с образованием вентиляционных каналов между магнитопроводом и катушкой, отличающийся тем, что...
Попередній патент: Електрична машина
Наступний патент: Теплиця, що самообігрівається
Випадковий патент: Пристрій для полімеризації композитних матеріалів