Пристрій для складання під зварювання деталей
Номер патенту: 13728
Опубліковано: 17.04.2006
Автори: Мокін Олександр Васильович, Дяченко Микола Григорович, Атаманов Геннадій Михайлович, Мокін Андрій Олександрович, Кухаренко Валерій Іванович, Тарасов Вячеслав Єгорович
Формула / Реферат
1. Пристрій для складання під зварювання деталей, переважно циліндричної форми, що містить корпус, гвинт з рухомим башмаком і опорний башмак, який відрізняється тим, що він оснащений додатковим опорним башмаком і двома гілками ланцюгів, які охоплюють у паралельних поперечних площинах опорні башмаки, при цьому одні кінці гілок закріплені на корпусі за допомогою поздовжньої осі, а другі кінці гілок взаємодіють з зубчастими секторами, жорстко закріпленими на верхній частині корпусу.
2. Пристрій для складання під зварювання деталей за п. 1, який відрізняється тим, що рухомий і опорні башмаки виконані у вигляді відрізків ![]() - подібного профілю, кожний з яких контактує своїми поздовжніми кінцями поличок з зовнішньою поверхнею деталей.
- подібного профілю, кожний з яких контактує своїми поздовжніми кінцями поличок з зовнішньою поверхнею деталей.
3. Пристрій для складання під зварювання деталей за п. 2, який відрізняється тим, що на опорних башмаках закріплені скоби, які охоплюють гілки ланцюгів.
Текст
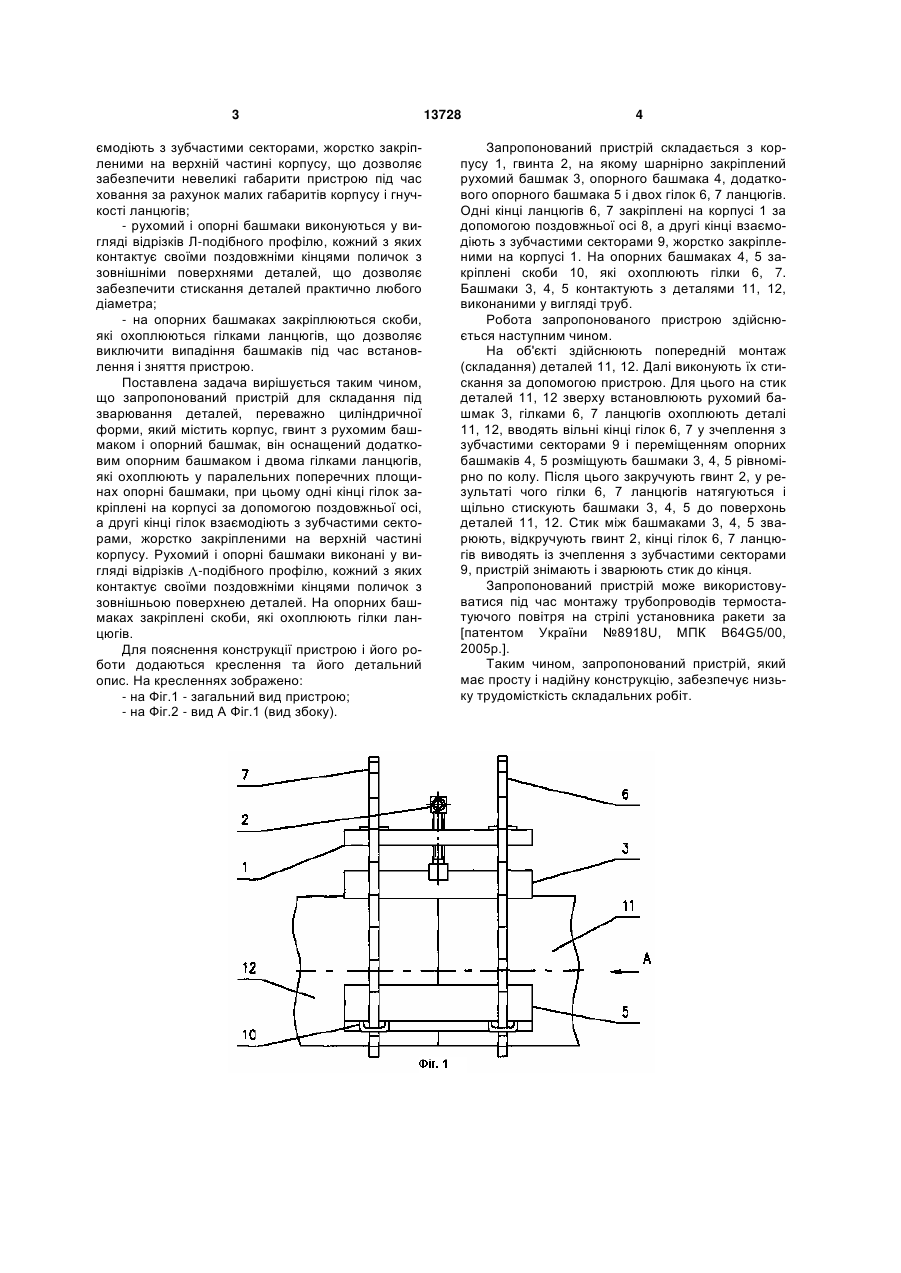
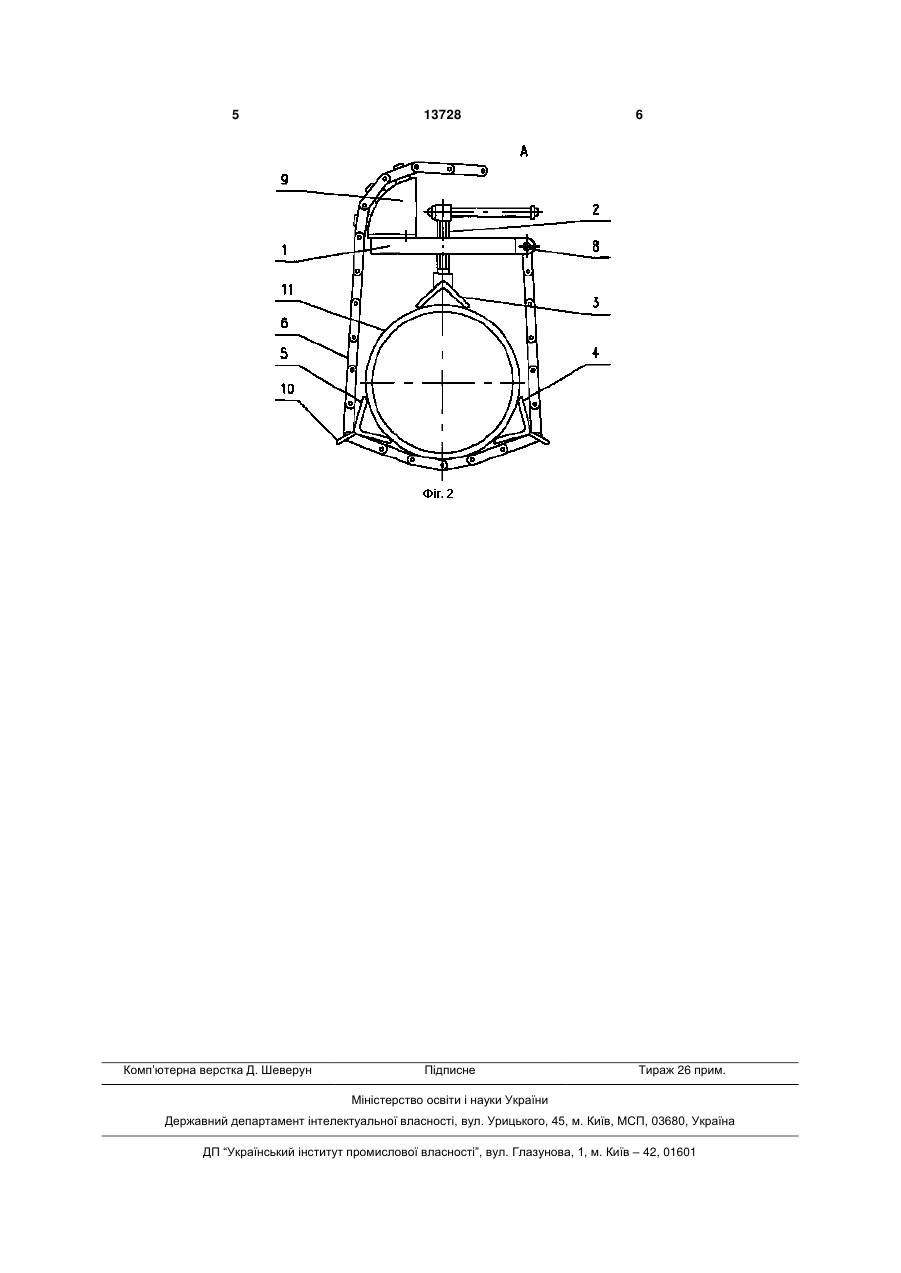
1. Пристрій для складання під зварювання деталей, переважно циліндричної форми, що містить корпус, гвинт з рухомим башмаком і опорний башмак, який відрізняється тим, що він оснащений додатковим опорним башмаком і двома гілка 3 ємодіють з зубчастими секторами, жорстко закріпленими на верхній частині корпусу, що дозволяє забезпечити невеликі габарити пристрою під час ховання за рахунок малих габаритів корпусу і гнучкості ланцюгів; - рухомий і опорні башмаки виконуються у вигляді відрізків Л-подібного профілю, кожний з яких контактує своїми поздовжніми кінцями поличок з зовнішніми поверхнями деталей, що дозволяє забезпечити стискання деталей практично любого діаметра; - на опорних башмаках закріплюються скоби, які охоплюються гілками ланцюгів, що дозволяє виключити випадіння башмаків під час встановлення і зняття пристрою. Поставлена задача вирішується таким чином, що запропонований пристрій для складання під зварювання деталей, переважно циліндричної форми, який містить корпус, гвинт з рухомим башмаком і опорний башмак, він оснащений додатковим опорним башмаком і двома гілками ланцюгів, які охоплюють у паралельних поперечних площинах опорні башмаки, при цьому одні кінці гілок закріплені на корпусі за допомогою поздовжньої осі, а другі кінці гілок взаємодіють з зубчастими секторами, жорстко закріпленими на верхній частині корпусу. Рухомий і опорні башмаки виконані у вигляді відрізків -подібного профілю, кожний з яких контактує своїми поздовжніми кінцями поличок з зовнішньою поверхнею деталей. На опорних башмаках закріплені скоби, які охоплюють гілки ланцюгів. Для пояснення конструкції пристрою і його роботи додаються креслення та його детальний опис. На кресленнях зображено: - на Фіг.1 - загальний вид пристрою; - на Фіг.2 - вид А Фіг.1 (вид збоку). 13728 4 Запропонований пристрій складається з корпусу 1, гвинта 2, на якому шарнірно закріплений рухомий башмак 3, опорного башмака 4, додаткового опорного башмака 5 і двох гілок 6, 7 ланцюгів. Одні кінці ланцюгів 6, 7 закріплені на корпусі 1 за допомогою поздовжньої осі 8, а другі кінці взаємодіють з зубчастими секторами 9, жорстко закріпленими на корпусі 1. На опорних башмаках 4, 5 закріплені скоби 10, які охоплюють гілки 6, 7. Башмаки 3, 4, 5 контактують з деталями 11, 12, виконаними у вигляді труб. Робота запропонованого пристрою здійснюється наступним чином. На об'єкті здійснюють попередній монтаж (складання) деталей 11, 12. Далі виконують їх стискання за допомогою пристрою. Для цього на стик деталей 11, 12 зверху встановлюють рухомий башмак 3, гілками 6, 7 ланцюгів охоплюють деталі 11, 12, вводять вільні кінці гілок 6, 7 у зчеплення з зубчастими секторами 9 і переміщенням опорних башмаків 4, 5 розміщують башмаки 3, 4, 5 рівномірно по колу. Після цього закручують гвинт 2, у результаті чого гілки 6, 7 ланцюгів натягуються і щільно стискують башмаки 3, 4, 5 до поверхонь деталей 11, 12. Стик між башмаками 3, 4, 5 зварюють, відкручують гвинт 2, кінці гілок 6, 7 ланцюгів виводять із зчеплення з зубчастими секторами 9, пристрій знімають і зварюють стик до кінця. Запропонований пристрій може використовуватися під час монтажу трубопроводів термостатуючого повітря на стрілі установника ракети за [патентом України №8918U, МПК B64G5/00, 2005р.]. Таким чином, запропонований пристрій, який має просту і надійну конструкцію, забезпечує низьку трудомісткість складальних робіт. 5 Комп’ютерна верстка Д. Шеверун 13728 6 Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for arrangement of details for welding
Автори англійськоюMokin Andrii Oleksandrovych, Mokin Oleksandr Vasyliovych, Tarasov Viacheslav Yehorovych
Назва патенту російськоюУстройство для складывания под сварку деталей
Автори російськоюМокин Андрей Александрович, Мокин Александр Васильевич, Тарасов Вячеслав Егорович
МПК / Мітки
МПК: B23K 31/00
Мітки: складання, деталей, зварювання, пристрій
Код посилання
<a href="https://ua.patents.su/3-13728-pristrijj-dlya-skladannya-pid-zvaryuvannya-detalejj.html" target="_blank" rel="follow" title="База патентів України">Пристрій для складання під зварювання деталей</a>
Пристрій для складання виробів під зварювання
Номер патенту: 3083
Опубліковано: 26.12.1994
Автор: Дудник Георгій Петрович
МПК: B23K 37/047
Мітки: зварювання, пристрій, виробів, складання
Формула / Реферат:
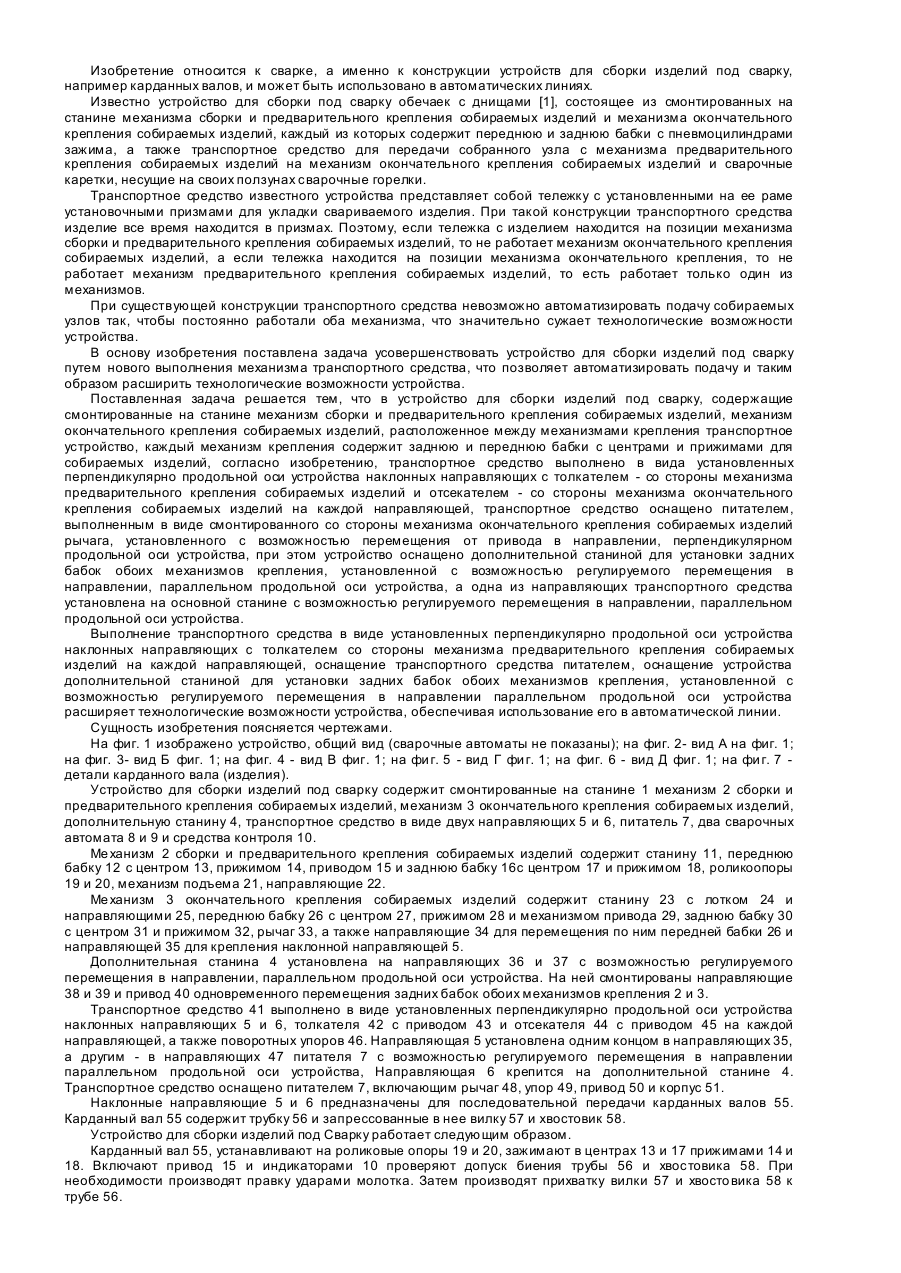
Устройство для сборки изделий под сварку, содержащее смонтированный на станине механизм сборки и предварительного крепления собираемых изделий, механизм окончательного крепления собираемых изделий, расположенное между механизмами крепления транспортное устройство, каждый механизм крепления содержит заднюю и переднюю бабки с центрами и прижимами для собираемых изделий, отличающееся тем, что транспортное средство выполнено в виде установленных...
Пристрій для складання та зварювання кузовів напіввагонів
Номер патенту: 9504
Опубліковано: 30.09.1996
Автори: Кіпка Володимир Васильович, Бумах Вячеслав Іванович, Плютін Іван Іванович, Кузнецов Сергій Микитович, Приходько Володимир Іванович, Чеботарьов Валентин Ізотович
МПК: B23K 37/04
Мітки: пристрій, зварювання, напіввагонів, кузовів, складання
Формула / Реферат:
(57) 1. Устройство для сборки и сварки кузовов полувагонов, содержащее самоходную платформу с опорными ложементами для рамы кузова полувагона, механизмами крепления рамы кузова полувагона в виде рычагов, шарнирно соединенными с силовым приводом, механизмами поджатия бочковых стенок и механизмами захвата боковых стенок, выполненными в виде шарнирно смонтированных на осях, параллельных плоскости опорных ложементов, рычагов с силовым приводом,...
Дільниця для складання під зварювання, переважно корпусу балки електромостового крана
Номер патенту: 997
Опубліковано: 16.07.2001
Автор: Рак Василь Іванович
МПК: B23K 37/00, B23K 37/04
Мітки: електромостового, крана, зварювання, балки, корпусу, переважно, дільниця, складання
Формула / Реферат:
Дільниця для складання під зварювання, переважно корпусу балки електромостового крана, яка містить стенд із фіксатором нижньої заготовки і розміщений з можливістю переміщення по напрямних уздовж стенда привідний портал, оснащений верхнім притискним пристроєм, яка відрізняється тим, що портал оснащений бічними притискними пристроями, верхній притискний пристрій установлений із можливістю вертикального зворотно-поступального переміщення, а...
Пристрій для складання і зварювання кузова автомобіля
Номер патенту: 13396
Опубліковано: 28.02.1997
Автори: Герасько Михайло Олександрович, Сухов Ігор Данилович, Кукарін Віктор Григорович, Ламан Володимир Ілларіонович
МПК: B23K 37/04
Мітки: складання, кузова, пристрій, зварювання, автомобіля
Формула / Реферат:
Устройство для сборки и сварки кузова автомобиля, Содержащее нижнее и верхнее основания, на нижнем из которых смонтирован стенд для размещения днища кузова с прижимной и фиксирующей оснасткой и сварочными инструментами, а на верхнем - шарнирно установлены с возможностью поворота в вертикальной плоскости прижимные рамы с приводом и прижимными механизмами, отличающееся тем, что оси шарниров прижимных рам смонтированы на каретках,...
Спосіб зварювання трубчастих деталей та пристрій для його реалізації
Номер патенту: 63795
Опубліковано: 15.01.2004
Автори: Козлов Ігор Костянтинович, Авер'янов Павло Борисович, Янковський Володимир Михайлович, Чубар Ала Георгієвна, Гутников Вадим Борисович
МПК: B23K 37/04, B23K 31/00
Мітки: реалізації, спосіб, трубчастих, пристрій, деталей, зварювання
Формула / Реферат:
1. Спосіб зварювання трубчастих деталей, при якому зварюють трубу з кінцевою деталлю аргонодуговим зварюванням неплавким електродом, який відрізняється тим, що зварювання здійснюють етапами, спочатку - внутрішній шов, а потім - зовнішній з переплавленням металу на глибину до 75%, причому хімічний склад кінцевої деталі з середньовуглецевої сталі вибирають таким чином, щоб співвідношення вуглецевих еквівалентів металу труби і кінцевої деталі...
Попередній патент: Спосіб вибору адекватної терапії пухлин щитовидної залози
Наступний патент: Голкотримач із запобіжником
Випадковий патент: Спосіб прогнозування туберкульозу легень у дорослих