Дільниця для складання під зварювання, переважно корпусу балки електромостового крана
Формула / Реферат
Дільниця для складання під зварювання, переважно корпусу балки електромостового крана, яка містить стенд із фіксатором нижньої заготовки і розміщений з можливістю переміщення по напрямних уздовж стенда привідний портал, оснащений верхнім притискним пристроєм, яка відрізняється тим, що портал оснащений бічними притискними пристроями, верхній притискний пристрій установлений із можливістю вертикального зворотно-поступального переміщення, а фіксатор нижньої заготовки виконаний у вигляді клавіш, розміщених у стенді з можливістю вертикального зворотно-поступального переміщення, і балок, встановлених у нижній частині порталу з його внутрішніх сторін паралельно одна одній і зв'язаних штангами з верхнім притискним пристроєм, при цьому балки встановлені з можливістю взаємодії з клавішами.
Текст
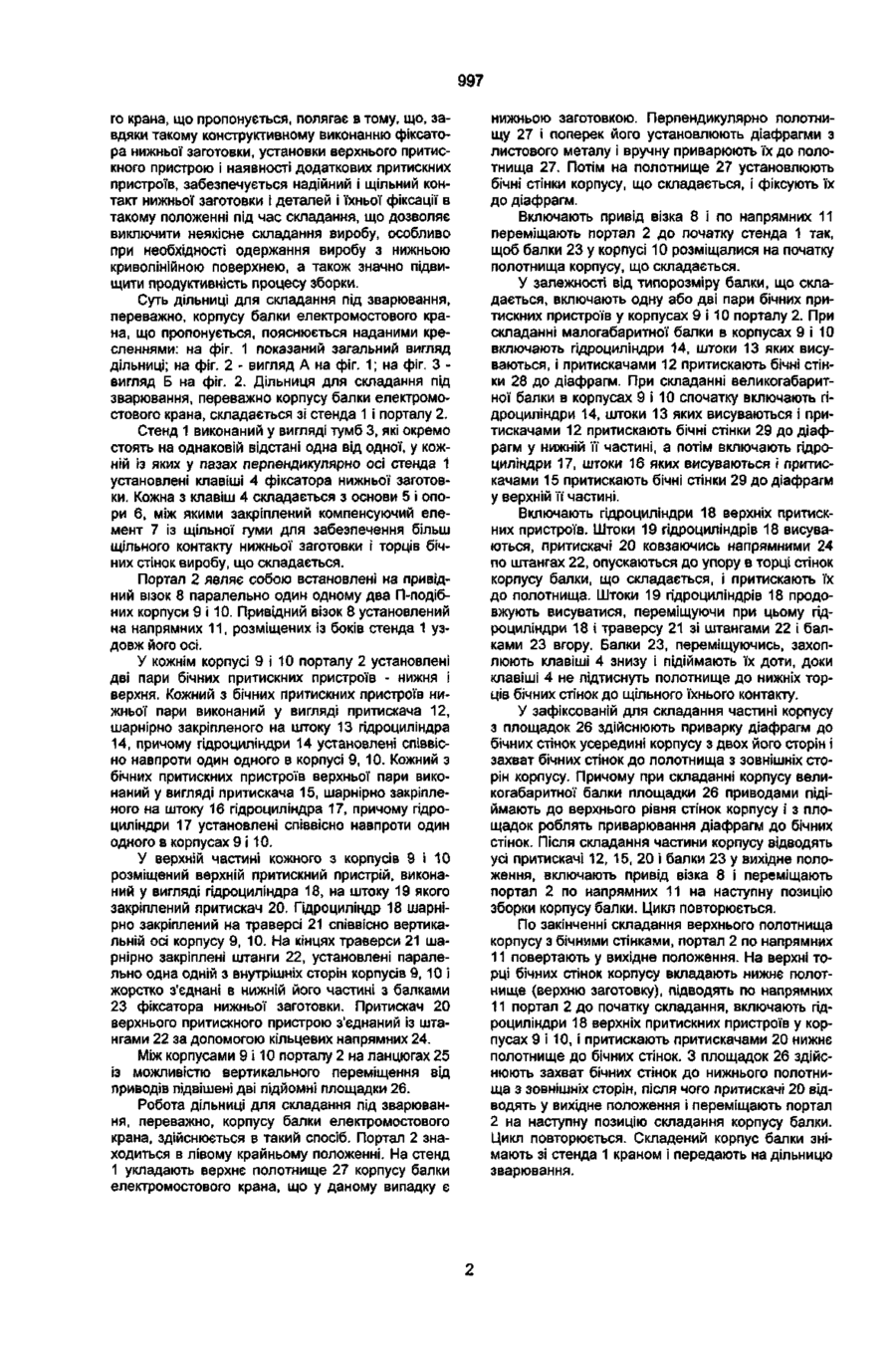
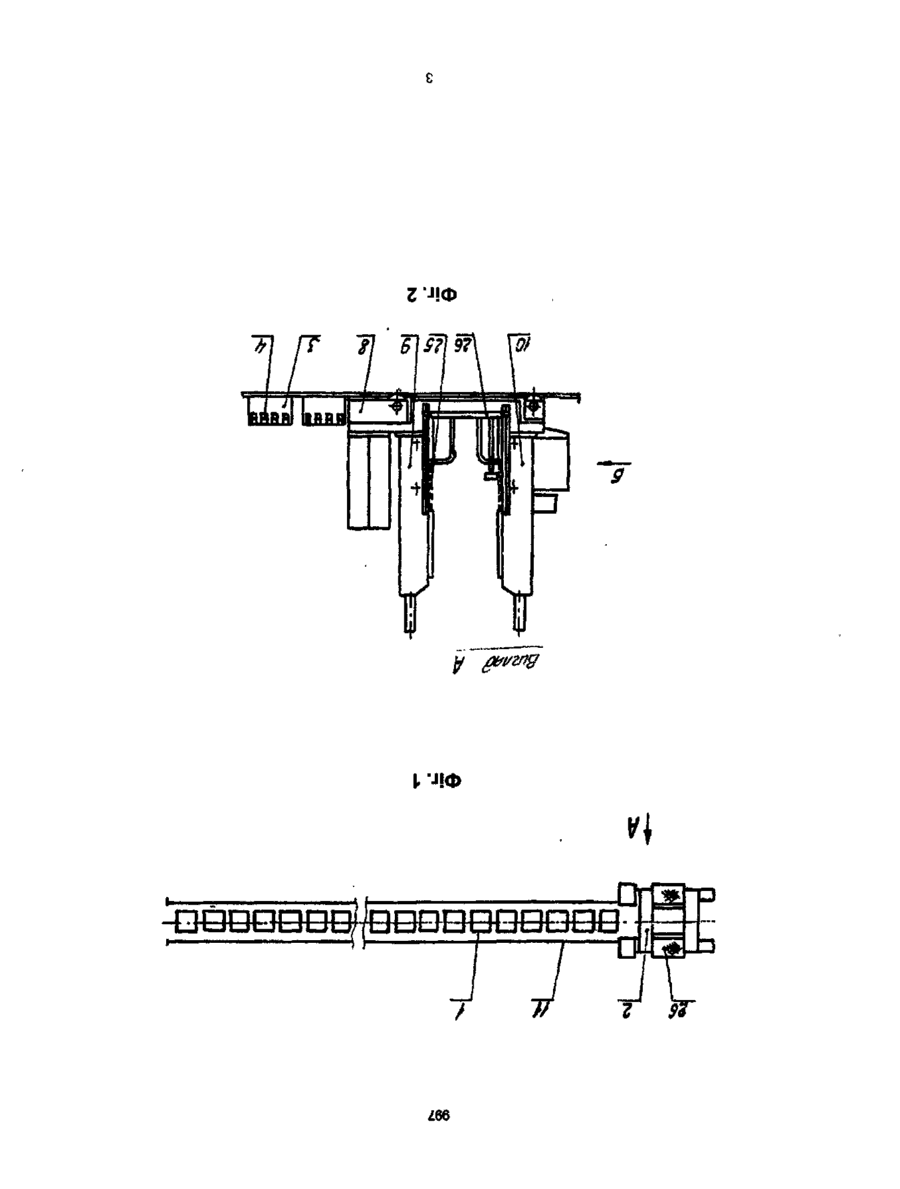
Дільниця для складання під зварювання, переважно корпусу балки електромостового крана, яка містить стенд із фіксатором нижньої заготовки і розміщений з можливістю переміщення по на прямних уздовж стенда привідний портал, оснащений верхнім притискним пристроєм, яка відрізняється тим, що портал оснащений бічними притискними пристроями, верхній притискний пристрій установлений із можливістю вертикального зворотно-поступального переміщення, а фіксатор нижньої заготовки виконаний у вигляді клавіш, розміщених у стенді з можливістю вертикального зворотно-поступального переміщення, і балок, встановлених у нижній частині порталу з його внутрішніх сторін паралельно одна одній і зв'язаних штангами з верхнім притискним пристроєм, при цьому балки встановлені з можливістю взаємодії з клавішами.— Корисна модель відноситься до складальнозварювального виробництва, переважно, для складання під зварювання балок з будівельним підйомом, а саме, - корпусів балок електромостових кранів Відома дільниця для зборки під зварювання панелей (див. а.с. СРСР № 1204354, М.Кл.4 В23 К37/04), що включає стенд і привідний портал, розміщений на напрямних з можливістю переміщення уздовж стенда. Стенд постачений фіксатором нижньої заготовки, а портал оснащений верхнім притискним пристроєм. Нижня заготовка укладається на стенд і фіксується. На нижню заготовку встановлюють інші деталі виробу, опускають на них верхній притискний пристрій. Притискують деталі до нижньої заготовки і приварюють їх до останньої. Потім верхній притискний пристрій піднімають, портал переміщають до місця наступної приварки, і цикл повторюється. Недоліком відомої дільниці є те, що конструкція фіксатора нижньої заготовки не дозволяє здійснювати її притиснення до деталей при складанні, у зв'язку з чим, при наявності нерівності поверхні нижньої заготовки, виключається їхній щільний контакт один з одним, у результаті чого можливе неякісне приварювання деталей до заготовки, що позначається на якості виробу в цілому. Крім того, у випадку складання виробу, у якому деталі, що складаються з нижньою заготовкою, мають криволінійну нижню кромку, наприклад, корпус балки електромостового крана, необхідно додатково здійснювати притиснення і фіксацію нижньої заго товки до деталей, що потребує додаткового часу для цієї операції і необхідних пристроїв. В основу корисної моделі поставлена задача створити таку дільницю для складання під зварювання, переважно, корпусу балки електромостового крана, у якому нове конструктивне виконання порталу і нове виконання фіксатора нижньої заготовки дозволило б підвищити якість і продуктивність зборки виробу за рахунок здійснення щільного контакту нижньої заготовки і деталей при їх складанні. Поставлена задача вирішується тим, що в дільниці для складання під зварювання, переважно корпусу балки електромостового крана, що містить стенд із фіксатором нижньої заготовки і, розміщений із можливістю переміщення по напрямним уздовж стенда, привідний портал, оснащений верхнім притискним пристроєм, згідно з корисною моделлю, портал постачений бічними притискними пристроями, верхній притискний пристрій установлений із можливістю вертикального зворотнопоступального переміщення, а фіксатор нижньої заготовки виконаний у вигляді клавіш, розміщених у стенді з можливістю вертикального зворотнопоступального переміщення, і балок, встановлених у нижній частині порталу з його внутрішніх сторін паралельно одна одній і зв'язаних штангами з верхнім притискним пристроєм, при цьому клавіші і балки встановлені з можливістю взаємодії одне з одним. Перевага дільниці для складання під зварювання, переважно, корпусу балки електромостово 1 О) 997 го крана, що пропонується, полягає в тому, що, завдяки такому конструктивному виконанню фіксатора нижньої заготовки, установки верхнього притискного пристрою і наявності додаткових притискних пристроїв, забезпечується надійний і щільний контакт нижньої заготовки і деталей і їхньої фіксації в такому положенні під час складання, що дозволяє виключити неякісне складання виробу, особливо при необхідності одержання виробу з нижньою криволінійною поверхнею, а також значно підвищити продуктивність процесу зборки. Суть дільниці для складання під зварювання, переважно, корпусу балки електромостового крана, що пропонується, пояснюється наданими кресленнями: на фіг. 1 показаний загальний вигляд дільниці; на фіг. 2 - вигляд А на фіг. 1; на фіг. З вигляд Б на фіг. 2. Дільниця для складання під зварювання, переважно корпусу балки електромостового крана, складається зі стенда 1 і порталу 2. Стенд 1 виконаний у вигляді тумб 3, які окремо стоять на однаковій відстані одна від одної, у кожній із яких у пазах перпендикулярно осі стенда 1 установлені клавіші 4 фіксатора нижньої заготовки. Кожна з клавіш 4 складається з основи 5 і опори 6, між якими закріплений компенсуючий елемент 7 із щільної гуми для забезпечення більш щільного контакту нижньої заготовки і торців бічних стінок виробу, що складається. Портал 2 являє собою встановлені на привідний візок 8 паралельно один одному два П-подібних корпуси 9 і 10. Привідний візок 8 установлений на напрямних 11, розміщених із боків стенда 1 уздовж його осі. У кожнім корпусі 9 і 10 порталу 2 установлені дві пари бічних притискних пристроїв - нижня і верхня. Кожний з бічних притискних пристроїв нижньої пари виконаний у вигляді притискача 12, шарнірно закріпленого на штоку 13 гідроциліндра 14, причому гідроциліндри 14 установлені співвісно навпроти один одного в корпусі 9, 10. Кожний з бічних притискних пристроїв верхньої пари виконаний у вигляді притискача 15, шарнірно закріпленого на штоку 16 гідроциліндра 17, причому гідроциліндри 17 установлені співвісно навпроти один одного в корпусах 9 і 10. У верхній частині кожного з корпусів 9 і 10 розміщений верхній притискний пристрій, виконаний у вигляді гідроциліндра 18, на штоку 19 якого закріплений притискач 20. Гідроциліндр 18 шарнірно закріплений на траверсі 21 співвісно вертикальній осі корпусу 9, 10. На кінцях траверси 21 шарнірно закріплені штанги 22, установлені паралельно одна одній з внутрішніх сторін корпусів 9, 10 і жорстко з'єднані в нижній його частині з балками 23 фіксатора нижньої заготовки. Притискач 20 верхнього притискного пристрою з'єднаний із штангами 22 за допомогою кільцевих напрямних 24. Між корпусами 9 і 10 порталу 2 на ланцюгах 25 із можливістю вертикального переміщення від приводів підвішені дві підйомні площадки 26. Робота дільниці для складання під зварювання, переважно, корпусу балки електромостового крана, здійснюється в такий спосіб. Портал 2 знаходиться в лівому крайньому положенні. На стенд 1 укладають верхнє полотнище 27 корпусу балки електромостового крана, що у даному випадку є нижньою заготовкою. Перпендикулярно полотнищу 27 і поперек його установлюють діафрагми з листового металу і вручну приварюють їх до полотнища 27. Потім на полотнище 27 установлюють бічні стінки корпусу, що складається, і фіксують їх до діафрагм. Включають привід візка 8 і по напрямних 11 переміщають портал 2 до початку стенда 1 так, щоб балки 23 у корпусі 10 розміщалися на початку полотнища корпусу, що складається. У залежності від типорозміру балки, що складається, включають одну або дві пари бічних притискних пристроїв у корпусах 9 і 10 порталу 2. При складанні малогабаритної балки в корпусах 9 і 10 включають гідроциліндри 14, штоки 13 яких висуваються, і притискачами 12 притискають бічні стінки 28 до діафрагм. При складанні великогабаритної балки в корпусах 9 і 10 спочатку включають гідроциліндри 14, штоки 13 яких висуваються і притискачами 12 притискають бічні стінки 29 до діафрагм у нижній її частині, а потім включають гідроциліндри 17, штоки 16 яких висуваються і притискачами 15 притискають бічні стінки 29 до діафрагм у верхній її частині. Включають гідроциліндри 18 верхніх притискних пристроїв. Штоки 19 гідроциліндрів 18 висуваються, притискачі 20 ковзаючись напрямними 24 по штангах 22, опускаються до упору в торці стінок корпусу балки, що складається, і притискають їх до полотнища. Штоки 19 гідроциліндрів 18 продовжують висуватися, переміщуючи при цьому гідроциліндри 18 і траверсу 21 зі штангами 22 і балками 23 вгору. Балки 23, переміщуючись, захоплюють клавіші 4 знизу і підіймають їх доти, доки клавіші 4 не підтиснуть полотнище до нижніх торців бічних стінок до щільного їхнього контакту. У зафіксованій для складання частині корпусу з площадок 26 здійснюють приварку діафрагм до бічних стінок усередині корпусу з двох його сторін і захват бічних стінок до полотнища з зовнішніх сторін корпусу. Причому при складанні корпусу великогабаритної балки площадки 26 приводами підіймають до верхнього рівня стінок корпусу і з площадок роблять приварювання діафрагм до бічних стінок. Після складання частини корпусу відводять усі притискачі 12, 15, 20 і балки 23 у вихідне положення, включають привід візка 8 і переміщають портал 2 по напрямних 11 на наступну позицію зборки корпусу балки. Цикл повторюється. По закінченні складання верхнього полотнища корпусу з бічними стінками, портал 2 по напрямних 11 повертають у вихідне положення. На верхні торці бічних стінок корпусу вкладають нижнє полотнище (верхню заготовку), підводять по напрямних 11 портал 2 до початку складання, включають гідроциліндри 18 верхніх притискних пристроїв у корпусах 9 і 10, і притискають притискачами 20 нижнє полотнище до бічних стінок. З площадок 26 здійснюють захват бічних стінок до нижнього полотнища з зовнішніх сторін, після чого притискачі 20 відводять у вихідне положення і переміщають портал 2 на наступну позицію складання корпусу балки. Цикл повторюється. Складений корпус балки знімають зі стенда 1 краном і передають на дільницю зварювання. І'ЦФ вваи Z66 Фіг. З ДП "Український інститут промислової власності" (Укрпатент) Україна, 01133, Киів-133, бульв. Лесі Українки, 26 (044) 295-81-42, 295-61-97 Підписано до друку / о , //!> 2001 р. Формат 60x84 J/8 ч Обсяг 0. tfЛ обл.-вид. арк. Тираж 50 прим Зам.. УкрІНТЕІ, 03680, Київ-39 МСП, вул. Горького, 180. (044) 268-25-22
ДивитисяДодаткова інформація
Назва патенту англійськоюArea for assembling for welding, mainly, of housing of the beam of electric bridge crane
Автори англійськоюRak Vasyl Ivanovych
Назва патенту російськоюУчасток для сборки под сварку, преимущественно корпуса балки электромостового крана
Автори російськоюРак Василий Иванович
МПК / Мітки
МПК: B23K 37/04, B23K 37/00
Мітки: переважно, зварювання, корпусу, балки, електромостового, складання, крана, дільниця
Код посилання
<a href="https://ua.patents.su/4-997-dilnicya-dlya-skladannya-pid-zvaryuvannya-perevazhno-korpusu-balki-elektromostovogo-krana.html" target="_blank" rel="follow" title="База патентів України">Дільниця для складання під зварювання, переважно корпусу балки електромостового крана</a>
Лінія для виготовлення полотнищ прогонової балки електромостового крана
Номер патенту: 996
Опубліковано: 16.07.2001
Автор: Рак Василь Іванович
МПК: B23K 37/00
Мітки: прогонової, полотнищ, крана, лінія, балки, електромостового, виготовлення
Формула / Реферат:
1. Лінія для виготовлення полотнищ прогонової балки електромостового крана, що містить ділянку зборки полотнищ з пристроєм для притиснення кромок листових заготовок, що стикуються, ділянку зварювання полотнищ із зварювальною установкою, ділянку рентгеноконтролю стикових з'єднань, сполучені між собою транспортним засобом, обладнаним вхідною секцією, розміщеною перед ділянкою зборки полотнищ, і накопичувач листових заготовок, що включає склад...
Пристрій для складання і зварювання кузова автомобіля
Номер патенту: 13396
Опубліковано: 28.02.1997
Автори: Сухов Ігор Данилович, Герасько Михайло Олександрович, Ламан Володимир Ілларіонович, Кукарін Віктор Григорович
МПК: B23K 37/04
Мітки: складання, пристрій, автомобіля, кузова, зварювання
Формула / Реферат:
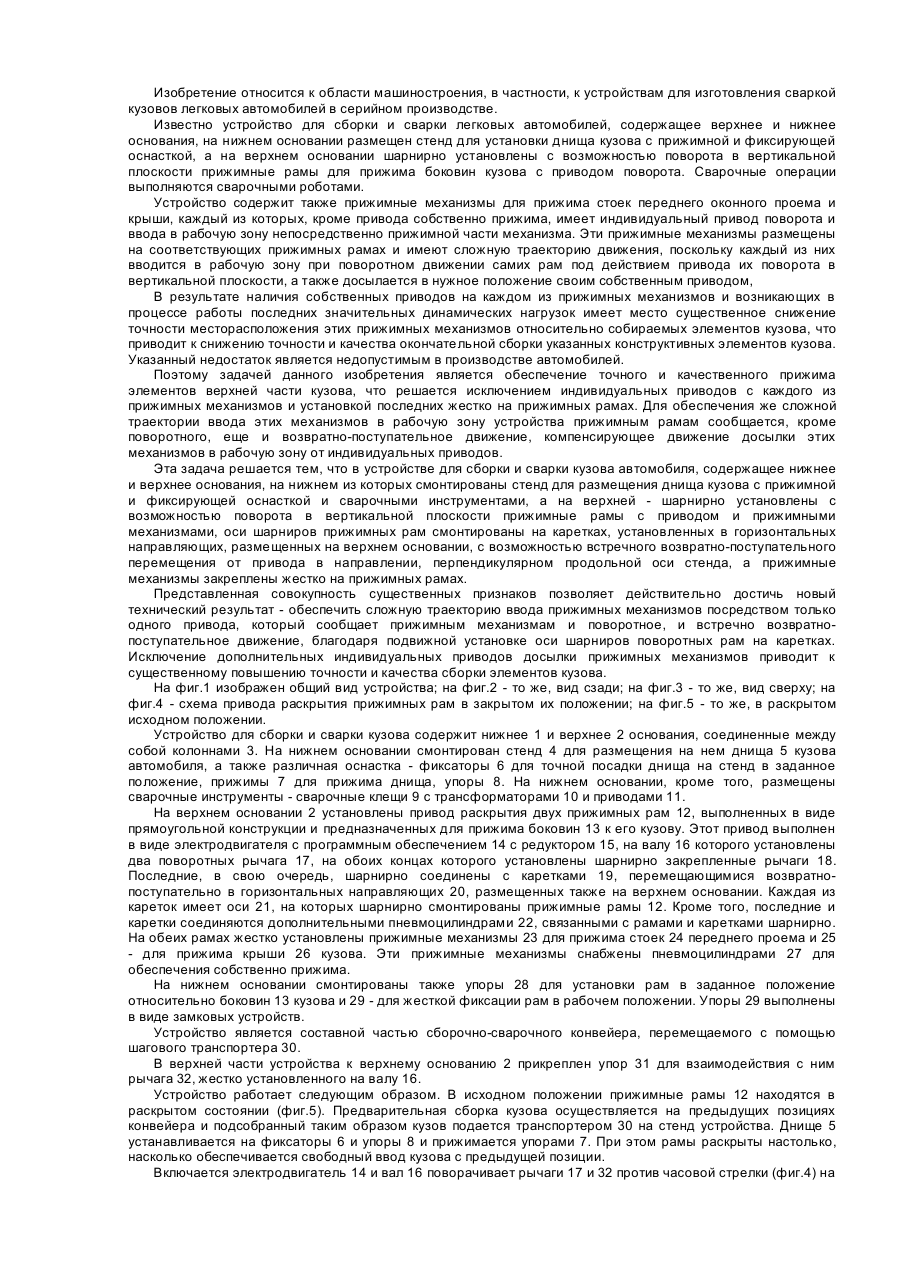
Устройство для сборки и сварки кузова автомобиля, Содержащее нижнее и верхнее основания, на нижнем из которых смонтирован стенд для размещения днища кузова с прижимной и фиксирующей оснасткой и сварочными инструментами, а на верхнем - шарнирно установлены с возможностью поворота в вертикальной плоскости прижимные рамы с приводом и прижимными механизмами, отличающееся тем, что оси шарниров прижимных рам смонтированы на каретках,...
Пристрій для точкового конденсаторного зварювання, переважно тугоплавких матеріалів
Номер патенту: 30514
Опубліковано: 15.11.2000
Автори: Білобородченко Володимир Іванович, Самотий Володимир Васильович
МПК: B23K 11/00
Мітки: зварювання, матеріалів, пристрій, тугоплавких, переважно, точкового, конденсаторного
Формула / Реферат:
Пристрій для точкового конденсаторного зварювання, переважно тугоплавких матеріалів, який містить джерело напруги, що з'єднане з першим тиристором та через перший діод - з накопичувальним конденсатором, зварювальний трансформатор, первинна обмотка якого має принаймні один проміжний вивід, вхід та вихід її під'єднані відповідно до другого діоду та першого тиристора, а вторинна обмотка є виходом пристрою, який відрізняється тим, що в нього...
Пристрій для складання виробів під зварювання
Номер патенту: 3083
Опубліковано: 26.12.1994
Автор: Дудник Георгій Петрович
МПК: B23K 37/047
Мітки: пристрій, складання, виробів, зварювання
Формула / Реферат:
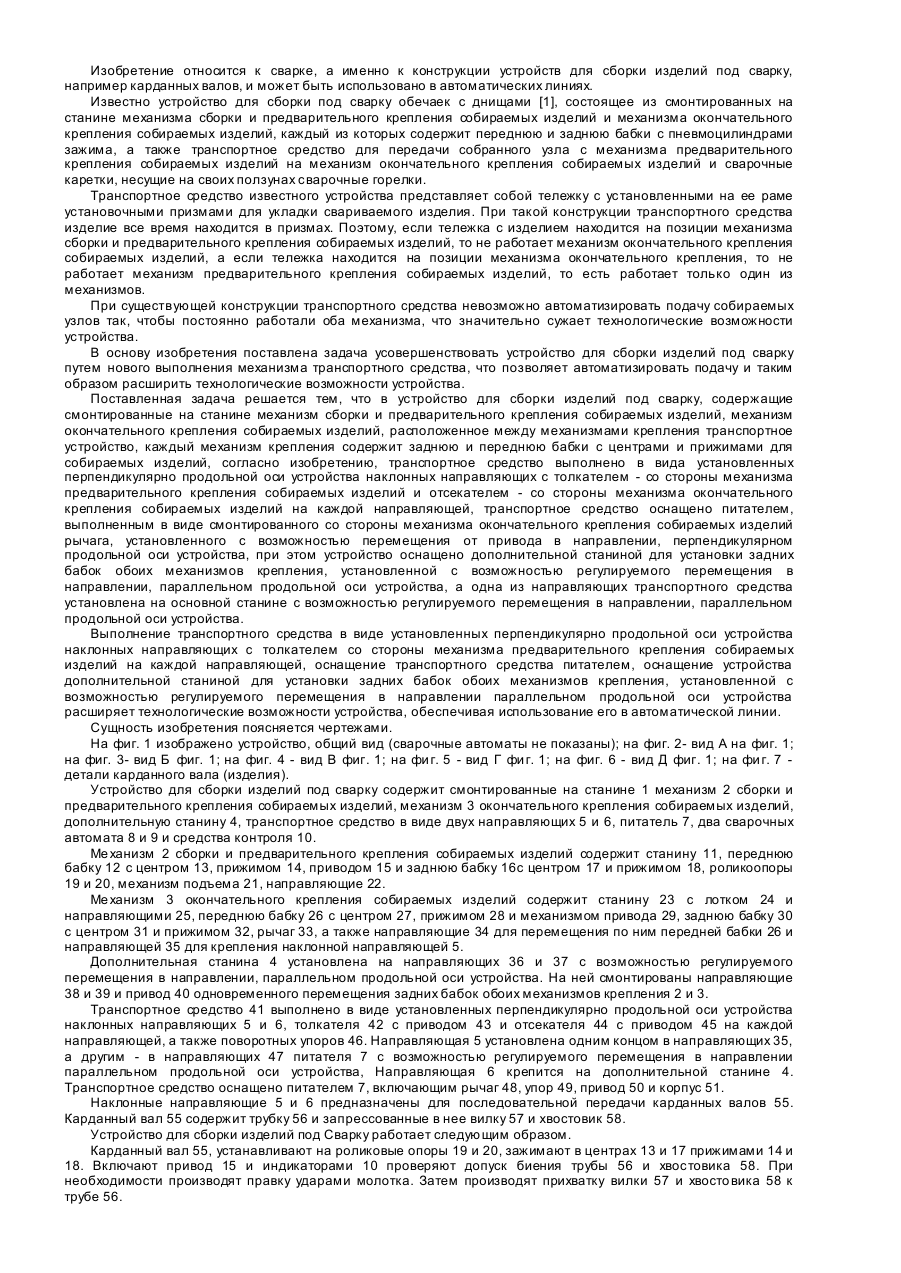
Устройство для сборки изделий под сварку, содержащее смонтированный на станине механизм сборки и предварительного крепления собираемых изделий, механизм окончательного крепления собираемых изделий, расположенное между механизмами крепления транспортное устройство, каждый механизм крепления содержит заднюю и переднюю бабки с центрами и прижимами для собираемых изделий, отличающееся тем, что транспортное средство выполнено в виде установленных...
Пристрій для точкового конденсаторного зварювання, переважно тугоплавких матеріалів
Номер патенту: 37553
Опубліковано: 15.05.2001
Автори: Білобородченко Володимир Іванович, Самотий Володимир Васильович
МПК: B23K 11/00
Мітки: переважно, точкового, матеріалів, зварювання, тугоплавких, конденсаторного, пристрій
Формула / Реферат:
Пристрій для точкового конденсаторного зварювання, переважно тугоплавких матеріалів, який містить джерело напруги, що з’єднане з першим тиристором та через діод з нагромаджуючого конденсатором, причому катод, першого тиристора та один з виводів нагромаджуючого конденсатора приєднані до загальної шини, зварювальний трансформатор, первинна обмотка якого має принаймні один проміжний вивід, а вторинна обмотка є виходом пристрою, який...
Попередній патент: Лінія для виготовлення полотнищ прогонової балки електромостового крана
Наступний патент: Гідророзподільник
Випадковий патент: Вільнопоршневий двигун внутрішнього згоряння