Пристрій для термічної обробки виробів
Номер патенту: 13828
Опубліковано: 25.04.1997
Автори: Терещенко Володимир Іванович, Козловський Марк Якович, Семенякін Михайло Степанович, Панасенко Людміла Іванівна, Калашнікова Діна Петрівна

Формула / Реферат
1. Устройство для термической обработки изделий, содержащее бак с приводным роликом, установленные на кронштейнах спрейеры, направляющие с подвижными каретками и поддерживающими роликами, отличающееся тем, что оно содержит дополнительный спрейер, рабочая поверхность одного из спрейеров расположена параллельно оси вращения приводного ролика, а рабочие поверхности двух других - под углом в ней и выполнены составными в виде неподвижной относительно кронштейна части, установленной с возможностью жесткой фиксации под углом к неподвижной части.
2. Устройство по п. 1, отличающееся тем, что рабочие поверхности составных спрейеров расположены под углом к оси приводного ролика, равным 50-70°
Текст
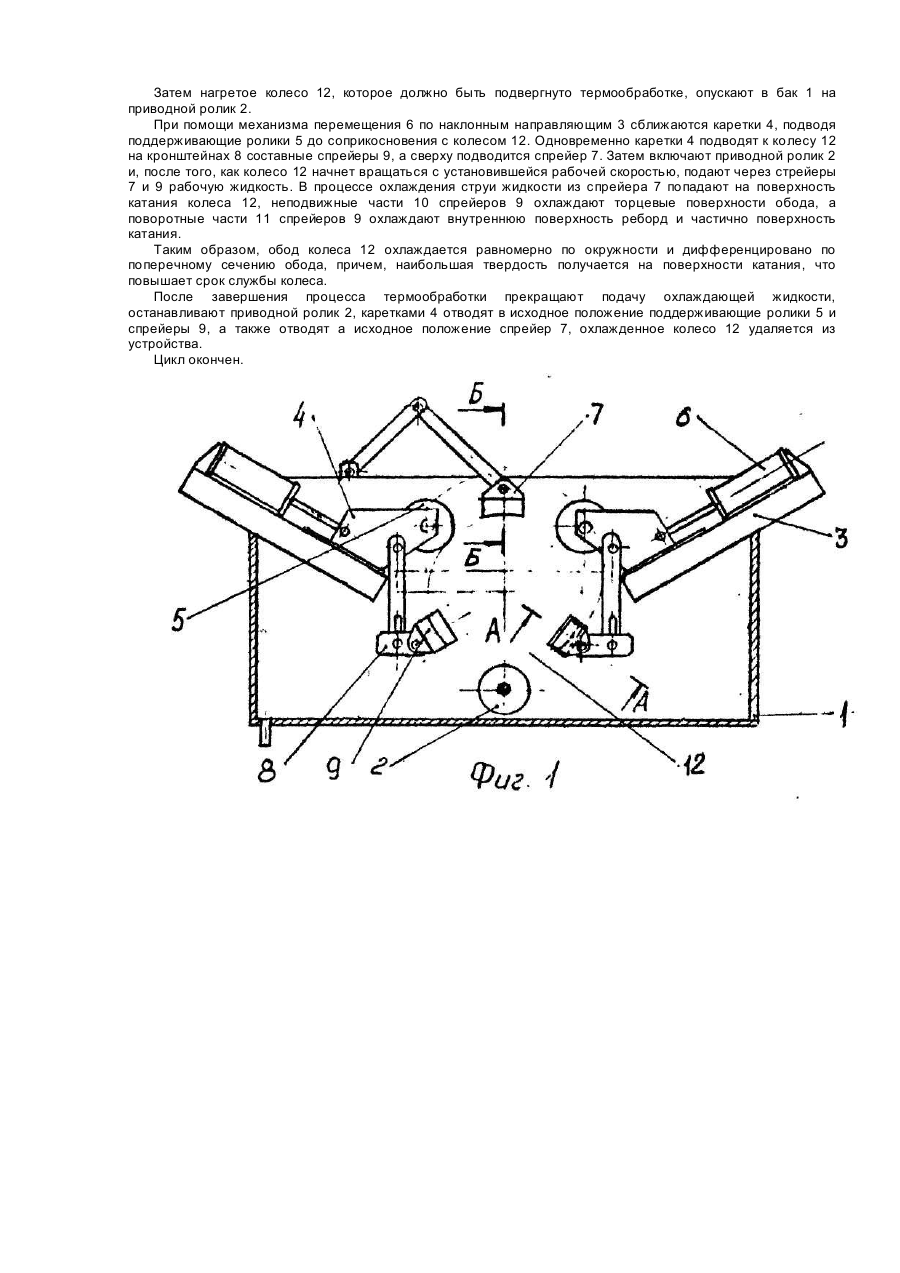
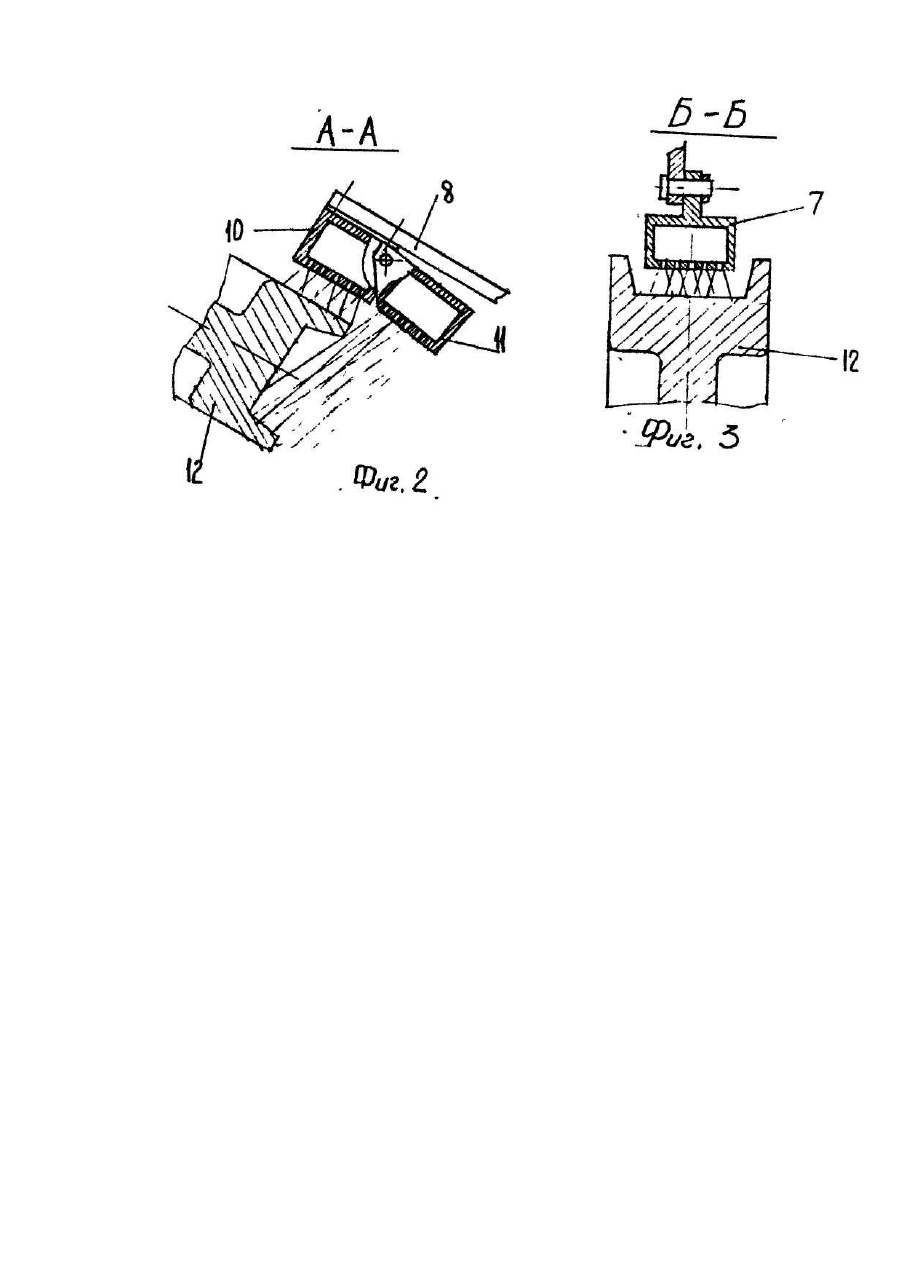
Изобретение относится к области металлургии, а именно к устройствам для термической обработки металлов, в частности изделий типа тел вращения, например, стальных крановых колес. Известно устройство для термической обработки колес, состоящее из бака с приводным роликом, направляющими с подвижными каретками, на которых установлены на кронштейне спрейеры и поддерживающие ролики. Приводной ролик подвода охлаждающей жидкости опущен в бак с водой [1]. Недостатком этого устройства является то, что нагретое колесо опускается на приводной ролик, находящийся в воде, и этот участок колеса получается "переохлажденным" по отношению к другим участкам, что приводит к неравномерному охлаждению обода колеса по окружности, т.е. к снижению качества термообработки. Приводной ролик с каналами для охлаждения жидкости не улучшает условий термообработки, так как в местах контакта его с колесом последнее перекрывает выходные отверстия его каналов и истечение жидкости затруднено, а в других местах (большая часть окружности ролика) струи охлаждающей жидкости из каналов попадают в водяную ванну не охлаждая колесо. Кроме того, при изменении типоразмера термообрабатываемого колеса необходима трудоемкая операция по замене приводного ролика. Вышеперечисленные недостатки снижают качество термообработки изделия и усложняют обслуживание устройства. Задачей заявляемого изобретения является изменение конструкции устройства для термической обработки изделий, что позволит получить технический результат - равномерное охлаждение обода колеса по окружности и дифференцированную термообработку поперечного сечения обода, что ведет к повышению качества термообработки крановых колес их износоустойчивости. Указанный технический результат достигается благодаря тому, что известное устройство для термической обработки изделий, содержащее бак с приводным роликом, установленные на кронштейнах спрейеры, направляющие с подвижными каретками и поддерживающими роликами согласно изобретению оно содержит дополнительно установленный спрейер, рабочая поверхность одного из спрейеров расположена параллельно оси вращения приводного ролика, а рабочие поверхности двух других - под углом к ней и выполнены составными в виде неподвижной относительно кронштейна части, расположенной перпендикулярно оси приводного ролика и поворотной части, установленной с возможностью жесткой фиксации под углом к неподвижной части. Кроме того, эти спрейеры расположены под углом к оси приводного ролика равным 50...70°. Так как в случае расположения составных спрейеров под углом более 70° приведет к тому, что поток охлаждающей жидкости из этих спрейеров, попадающий на поверхность катания, совместится с потоком жидкости из спрейера, расположенного параллельно оси яриводного ролика, то есть произойдет местное переохлаждение. При расположении составных спрейеров под углом относительно приводного ролика меньше чем 50°, особенно для колес диаметром меньших 600 мм, они будут мешать нормальной работе приводного ролика. Поверхность катания от одного спрейера будет захватываться {по ходу вращения колеса) и налагаться с потоком второго, что также приведет к неравномерному охлаждению поверхности катания. Этот эффект будет проявляться у колес малого диаметра до 600 мм. Реализация предлагаемой конструкции позволяет достигнуть равномерного охлаждения обода колеса по окружности за счет того, что расположение спрейеров, а также поворотных частей составных спрейеров в процессе термообработки позволяет направлять одновременно охлаждающую жидкость на различные поверхности обода. Это позволяет отбирать тепло не только через поверхность катания, но и боковых поверхностей обода и реборд. Расположение составных спрейеров под углом 50...70° относительно приводного ролика позволяет равномерно по окружности катания колеса разместить все спрейеры и, следовательно, равномерно охладить, не создавая термических перенапряжений. Поворотные части спрейеров позволяют охладить внутреннюю поверхность реборд и частично поверхность катания. Таким образом, совместное охлаждения колеса спрейером расположенным параллельно оси приводного ролика и поворотными частями спрейеров поверхности катания позволяет получить повышенную ее твердость по отношению к другим частям обода, то есть получается дифференцированная термообработка поперечного сечения, следовательно, повышается износоустойчивость наиболее нагруженной части колеса. На фиг. 1 показан общий вид предлагаемого устройства; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 разрез Б-Б на фиг. 1. Устройство содержит бак 1, в нижней части которого установлен приводной ролик 2 с приводом, а в верхней - наклонные направляющие 3. На наклонных направляющих 3 расположены каретки 4 с поддерживающими роликами 5 и механизмом перемещения 6 кареток 4. В верхней части бака 1 шарнирно закреплен спрейер 7 так, что его рабочая поверхность может располагаться параллельно оси приводного ролика 2. К кареткам 4 также шарнирно на кронштейнах 8 закреплены составные спрейеры 9, которые располагаются под углом 50...70° к оси приводного ролика 2, Угол изменяется в зависимости от диаметра обрабатываемого колеса. Составной спрейер 9 состоит из неподвижной части 10 относительно кронштейна 8 и поворотной части 11 спрейера. Поворотные части 11 спрейеров 9 могут занимать положения в зависимости от наклона реборды колеса 12. Устройство работает следующим образом. Перед началом процесса термообработки поддерживающие ролики 5 и спрейеры 7, 9 регулируют для каждого типоразмера колеса 12. При этом поворотную часть 11 составного спрейера 9 устанавливают так, чтобы она была параллельно внутренней поверхности реборды обрабатываемого колеса 12 и фиксируют относительно неподвижной части 10. Затем нагретое колесо 12, которое должно быть подвергнуто термообработке, опускают в бак 1 на приводной ролик 2. При помощи механизма перемещения 6 по наклонным направляющим 3 сближаются каретки 4, подводя поддерживающие ролики 5 до соприкосновения с колесом 12. Одновременно каретки 4 подводят к колесу 12 на кронштейнах 8 составные спрейеры 9, а сверху подводится спрейер 7. Затем включают приводной ролик 2 и, после того, как колесо 12 начнет вращаться с установившейся рабочей скоростью, подают через стрейеры 7 и 9 рабочую жидкость. В процессе охлаждения струи жидкости из спрейера 7 попадают на поверхность катания колеса 12, неподвижные части 10 спрейеров 9 охлаждают торцевые поверхности обода, а поворотные части 11 спрейеров 9 охлаждают внутреннюю поверхность реборд и частично поверхность катания. Таким образом, обод колеса 12 охлаждается равномерно по окружности и дифференцировано по поперечному сечению обода, причем, наибольшая твердость получается на поверхности катания, что повышает срок службы колеса. После завершения процесса термообработки прекращают подачу охлаждающей жидкости, останавливают приводной ролик 2, каретками 4 отводят в исходное положение поддерживающие ролики 5 и спрейеры 9, а также отводят а исходное положение спрейер 7, охлажденное колесо 12 удаляется из устройства. Цикл окончен.
ДивитисяДодаткова інформація
Назва патенту англійськоюMechanism for thermal treatment of articles
Автори англійськоюPanasenko Liudmyla Ivanivna, Kozlovsky Mark Yakovych, Semeniakin Mykhailo Stepanovych, Tereschenko Volodymyr Ivanovych, Kalashnikova Dina Petrivna
Назва патенту російськоюУстройство для термической обработки изделий
Автори російськоюПанасенко Людмила Ивановна, Козловский Марк Яковлевич, Семенякин Михаил Степанович, Терещенко Владимир Иванович, Калашникова Дина Петровна
МПК / Мітки
Мітки: обробки, пристрій, виробів, термічної
Код посилання
<a href="https://ua.patents.su/3-13828-pristrijj-dlya-termichno-obrobki-virobiv.html" target="_blank" rel="follow" title="База патентів України">Пристрій для термічної обробки виробів</a>
Спосіб термічної обробки великогабаритних виробів
Номер патенту: 3591
Опубліковано: 27.12.1994
Автори: Большаков Володимир Іванович, Дроб'язко Володимир Олексійович, Куксенко Іван Васильович, Іл'юшонок Валерій Васильович, Толстих Владислав Самуїлович, Рязанцев Юрій Михайлович, Дейнеко Леонід Миколайович, Калиновський Сергій Костянтинович, Власов Леонід Олексійович
МПК: C21D 1/56
Мітки: виробів, великогабаритних, спосіб, термічної, обробки
Формула / Реферат:
1. Способ термической обработки крупногабаритных изделий, включающий нагрев, выдержку, охлаждение в баке с нагретой закалочной средой и отпуск, отличающийся тем, что, с целью снижения коробления изделий и повышения безопасности труда за счет предотвращения выброса закалочной среды, охлаждение осуществляют в две стадии, на первой из которых охлаждают в воде с температурой tкип -10°С - tкип или водных растворах солей с температурой tкип -...
Гартівне середовище для термічної обробки сталевих виробів
Номер патенту: 4005
Опубліковано: 27.12.1994
Автори: Кобаско Микола Іванович, Гранкін Василь Ігнатович
МПК: C21D 1/34
Мітки: гартівне, середовище, термічної, обробки, сталевих, виробів
Формула / Реферат:
Закалочная среда для термической обработки стальных изделий, содержащая воду и минеральную соль, отличающаяся тем, что, с целью улучшения качества изделия, в качестве минеральной соли она содержит хлориды одно- и двухвалентных элементов и дополнительно гидроокись кальция с водородным показателем рН 7,5-12,5 при следующем соотношении компонентов, мас.%:хлориды одно- и двухвалентных элементов 6-77...
Спосіб хіміко-термічної обробки виробів

Номер патенту: 8625
Опубліковано: 30.09.1996
Автори: Чикрижов Олександр Михайлович, Верещака Анатолій Степанович, Ступак Римма Іванівна, Бубнов Ігор Васильович, Андреєв Анатолій Афанасійович, Савостіков Олександр Іванович, Григор'єв Сергій Миколайович, Саблєв Леонід Павлович
МПК: C23C 14/48
Мітки: хіміко-термічної, виробів, обробки, спосіб
Формула / Реферат:
Способ химико-термической обработки изделий, включающий возбуждение несамостоятельного вакуумно-дугового разряда в атмосфере реакционного газа, нагрев изделий и их выдержку в плазме разряда при отрицательном потенциале на поверхности, отличающийся тем, что, с целью повышения износостойкости изделий, выдержку осуществляют при плавающем потенциале на поверхности обрабатываемых изделий, причем в процессе выдержки осуществляют дополнительный...
Пристрій для термічної обробки та гідротранспортування прокату
Номер патенту: 12468
Опубліковано: 28.02.1997
Автори: Бердічевський Юрій Євгенович, Пашинский Володимир Вікторович, Бублик Павло Федорович, Ємченко Юрій Борисович
МПК: B21B 45/02, C21D 1/62
Мітки: обробки, термічної, гідротранспортування, пристрій, прокату
Формула / Реферат:
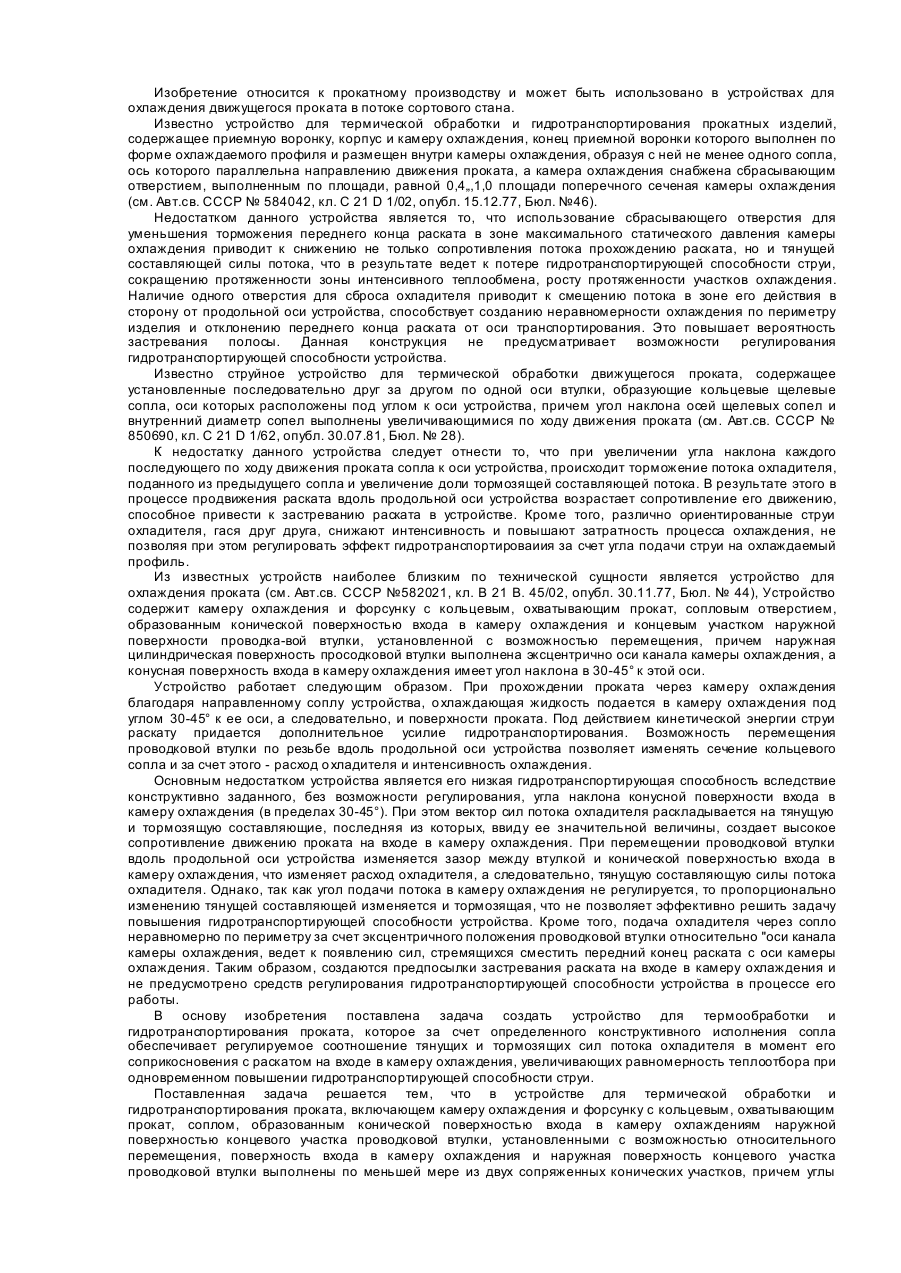
Устройство для термической обработки и гидротранспортирования проката, включающее камеру охлаждения и форсунку с кольцевым соплом, образованным конической поверхностью входа в камеру охлаждения и наружной поверхностью концевого участка проводковой втулки, установленными с возможностью относительного перемещения и охвата при этом транспортируемого проката, отличающееся тем, что поверхность входа в камеру охлаждения и наружная поверхность...
Спосіб хіміко-термічної обробки виробів
Номер патенту: 8688
Опубліковано: 30.09.1996
Автори: Саблєв Леонід Павлович, Верещака Анатолій Степанович, Андреєв Анатолій Афанасійович, Ступак Римма Іванівна, Григор'єв Сергій Миколайович
МПК: C23C 14/48
Мітки: спосіб, виробів, обробки, хіміко-термічної
Формула / Реферат:
Способ химико-термической обработки изделий, включающий возбуждение несамостоятельного газового разряда вакуумно-дуговым разрядом, нагрев изделий и обработку в плазме реакционного газа, отличающийся тем, что, с целью повышения износостойкости изделий без снижения производительности обработки, обработку в плазме реакционного газа проводят бомбардировкой электронами несамостоятельного разряда при давлении реакционного газа...
Попередній патент: Спосіб прокатки заготівок на обтискних і заготівельних станах
Наступний патент: Спосіб одностороннього зварювання труб
Випадковий патент: Способи одержання сполук боронового естеру та кислоти