Спосіб одностороннього зварювання труб
Номер патенту: 13829
Опубліковано: 25.04.1997
Автори: Бойко Володимир Семенович, Голі-Оглу Володимир Семенович, Щетиніна Віра Іванівна
Формула / Реферат
Способ односторонней сварки труб с токоподводом к изделию в двух точках и регулированием тока, протекающего в направлении сварки, отличающийся тем, что внутри трубы в непосредственном контакте соосно стыку устанавливают ферромагнитную трубу с вырезанным под углом 90° сегментом, диаметр которого выбирают в зависимости от диаметра свариваемой трубы согласно выражению:
D = (0,24-0,35)Dт,
где Dт - диаметр свариваемой трубы.
Текст
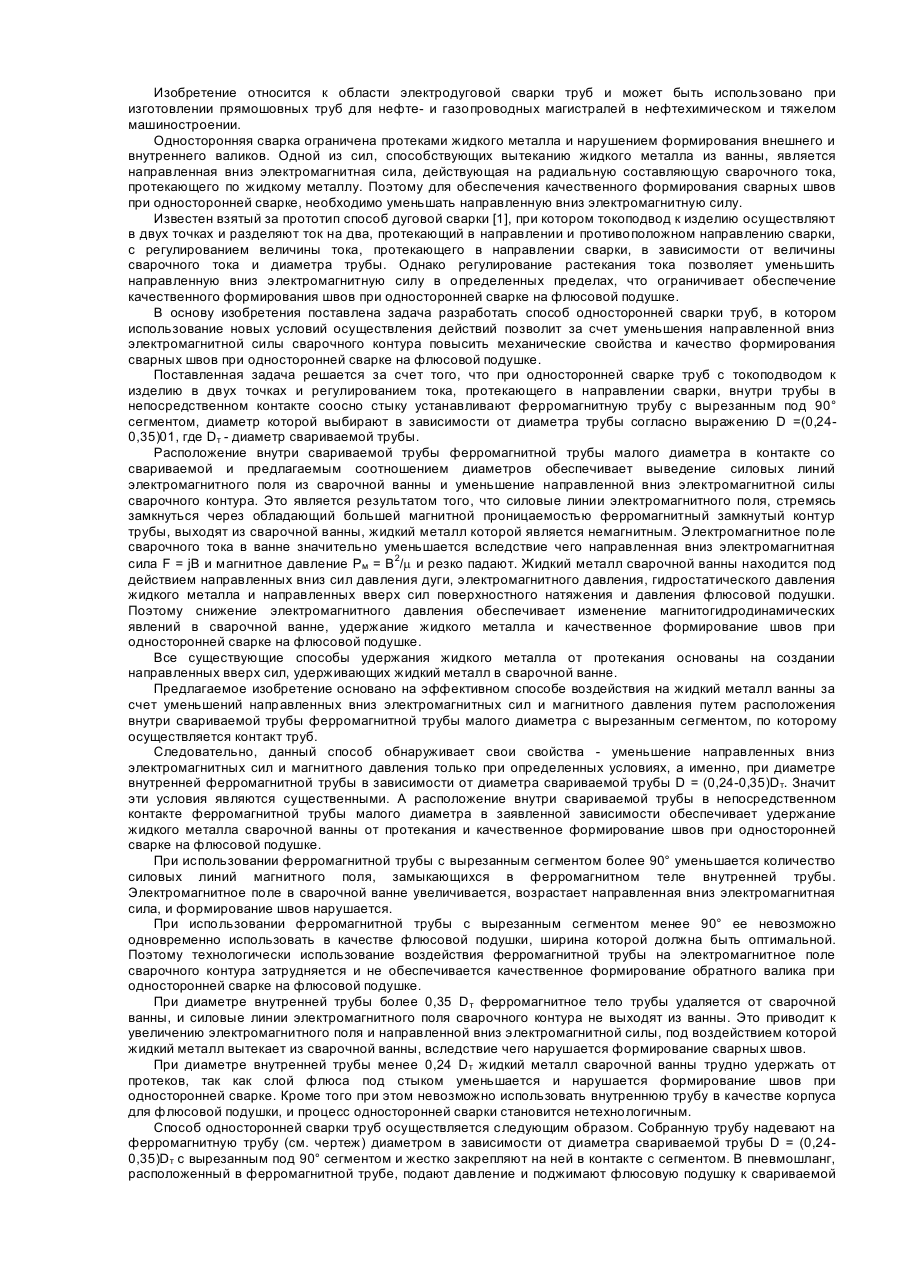
Изобретение относится к области электродуговой сварки труб и может быть использовано при изготовлении прямошовных труб для нефте- и газопроводных магистралей в нефтехимическом и тяжелом машиностроении. Односторонняя сварка ограничена протеками жидкого металла и нарушением формирования внешнего и внутреннего валиков. Одной из сил, способствующих вытеканию жидкого металла из ванны, является направленная вниз электромагнитная сила, действующая на радиальную составляющую сварочного тока, протекающего по жидкому металлу. Поэтому для обеспечения качественного формирования сварных швов при односторонней сварке, необходимо уменьшать направленную вниз электромагнитную силу. Известен взятый за прототип способ дуговой сварки [1], при котором токоподвод к изделию осуществляют в двух точках и разделяют ток на два, протекающий в направлении и противоположном направлению сварки, с регулированием величины тока, протекающего в направлении сварки, в зависимости от величины сварочного тока и диаметра трубы. Однако регулирование растекания тока позволяет уменьшить направленную вниз электромагнитную силу в определенных пределах, что ограничивает обеспечение качественного формирования швов при односторонней сварке на флюсовой подушке. В основу изобретения поставлена задача разработать способ односторонней сварки труб, в котором использование новых условий осуществления действий позволит за счет уменьшения направленной вниз электромагнитной силы сварочного контура повысить механические свойства и качество формирования сварных швов при односторонней сварке на флюсовой подушке. Поставленная задача решается за счет того, что при односторонней сварке труб с токоподводом к изделию в двух точках и регулированием тока, протекающего в направлении сварки, внутри трубы в непосредственном контакте соосно стыку устанавливают ферромагнитную трубу с вырезанным под 90° сегментом, диаметр которой выбирают в зависимости от диаметра трубы согласно выражению D =(0,240,35)01, где Dт - диаметр свариваемой трубы. Расположение внутри свариваемой трубы ферромагнитной трубы малого диаметра в контакте со свариваемой и предлагаемым соотношением диаметров обеспечивает выведение силовых линий электромагнитного поля из сварочной ванны и уменьшение направленной вниз электромагнитной силы сварочного контура. Это является результатом того, что силовые линии электромагнитного поля, стремясь замкнуться через обладающий большей магнитной проницаемостью ферромагнитный замкнутый контур трубы, выходят из сварочной ванны, жидкий металл которой является немагнитным. Электромагнитное поле сварочного тока в ванне значительно уменьшается вследствие чего направленная вниз электромагнитная сила F = jB и магнитное давление Рм = В2/m и резко падают. Жидкий металл сварочной ванны находится под действием направленных вниз сил давления дуги, электромагнитного давления, гидростатического давления жидкого металла и направленных вверх сил поверхностного натяжения и давления флюсовой подушки. Поэтому снижение электромагнитного давления обеспечивает изменение магнитогидродинамических явлений в сварочной ванне, удержание жидкого металла и качественное формирование швов при односторонней сварке на флюсовой подушке. Все существующие способы удержания жидкого металла от протекания основаны на создании направленных вверх сил, удерживающих жидкий металл в сварочной ванне. Предлагаемое изобретение основано на эффективном способе воздействия на жидкий металл ванны за счет уменьшений направленных вниз электромагнитных сил и магнитного давления путем расположения внутри свариваемой трубы ферромагнитной трубы малого диаметра с вырезанным сегментом, по которому осуществляется контакт труб. Следовательно, данный способ обнаруживает свои свойства - уменьшение направленных вниз электромагнитных сил и магнитного давления только при определенных условиях, а именно, при диаметре внутренней ферромагнитной трубы в зависимости от диаметра свариваемой трубы D = (0,24-0,35)Dт. Значит эти условия являются существенными. А расположение внутри свариваемой трубы в непосредственном контакте ферромагнитной трубы малого диаметра в заявленной зависимости обеспечивает удержание жидкого металла сварочной ванны от протекания и качественное формирование швов при односторонней сварке на флюсовой подушке. При использовании ферромагнитной трубы с вырезанным сегментом более 90° уменьшается количество силовых линий магнитного поля, замыкающихся в ферромагнитном теле внутренней трубы. Электромагнитное поле в сварочной ванне увеличивается, возрастает направленная вниз электромагнитная сила, и формирование швов нарушается. При использовании ферромагнитной трубы с вырезанным сегментом менее 90° ее невозможно одновременно использовать в качестве флюсовой подушки, ширина которой должна быть оптимальной. Поэтому технологически использование воздействия ферромагнитной трубы на электромагнитное поле сварочного контура затрудняется и не обеспечивается качественное формирование обратного валика при односторонней сварке на флюсовой подушке. При диаметре внутренней трубы более 0,35 Dт ферромагнитное тело трубы удаляется от сварочной ванны, и силовые линии электромагнитного поля сварочного контура не выходят из ванны. Это приводит к увеличению электромагнитного поля и направленной вниз электромагнитной силы, под воздействием которой жидкий металл вытекает из сварочной ванны, вследствие чего нарушается формирование сварных швов. При диаметре внутренней трубы менее 0,24 Dт жидкий металл сварочной ванны трудно удержать от протеков, так как слой флюса под стыком уменьшается и нарушается формирование швов при односторонней сварке. Кроме того при этом невозможно использовать внутреннюю трубу в качестве корпуса для флюсовой подушки, и процесс односторонней сварки становится нетехнологичным. Способ односторонней сварки труб осуществляется следующим образом. Собранную трубу надевают на ферромагнитную трубу (см. чертеж) диаметром в зависимости от диаметра свариваемой трубы D = (0,240,35)Dт с вырезанным под 90° сегментом и жестко закрепляют на ней в контакте с сегментом. В пневмошланг, расположенный в ферромагнитной трубе, подают давление и поджимают флюсовую подушку к свариваемой трубе. Электрод закорачивают на трубу, засыпают флюсом и начинают процесс односторонней сварки. Пример. Производилась односторонняя сварка на флюсовой подушке прямо-шовных труб диаметром 426, 478, 530 и 630мм с толщиной стенки 9мм из стали 09Г2С с расположенной внутри ферромагнитной трубой различного диаметра. В качестве источника питания использовали сварочный выпрямитель ВМГ-5000. Токоподвод осуществляли в начале и конце трубы. Автоматическая сварка производилась двумя электродами, один из которых проволочный Св08Г2С диаметром 4 мм, а другой ленточный Ст08Кп сечением 45x0,5мм на режиме; величина тока 2200-2400А, напряжение на дуге 28-30В, скорость сварки 70 м/ч. Сварка производилась под стекловидным флюсом АН-348АМ, который использовали и во флюсовой подушке. Результаты проведенных исследований влияния диаметра внутренней ферромагнитной трубы на качество формирования сварных швов представлены в таблице. В результате проведенных исследований установлено, что расположение внутри свариваемой трубы в непосредственном контакте ферромагнитной трубы с соотношением диаметров D=(0,24-0,35)Dт является оптимальным. Использование предлагаемого способа по сравнению с существующими обеспечивает следующие преимущества: - уменьшение электромагнитного давления на жидкий металл сварочной ванны и отсутствие протеков жидкого металла; - качественное формирование сварных швов при односторонней сварке на флюсовой подушке; - улучшение механических свойств сварных соединений; - повышение производительности процесса за счет замены двухсторонней сварки на одностороннюю. Внедрение предлагаемого способа односторонней сварки при изготовлении труб для газо- и нефтепроводных магистралей позволяет обеспечить качественное формирование сварных швов при односторонней сварке на флюсовой подушке с использованием стандартных сварочных флюсов.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of series welding of pipes
Автори англійськоюSchetynina Vira Ivanivna, Boiko Volodymyr Semenovych, Holi-Ohlu Volodymyr Semenovych
Назва патенту російськоюСпособ односторонней сварки труб
Автори російськоюЩетинина Вера Ивановна, Бойко Владимир Семенович, Голи-Оглу Владимир Семенович
МПК / Мітки
МПК: B23K 9/18
Мітки: одностороннього, труб, зварювання, спосіб
Код посилання
<a href="https://ua.patents.su/2-13829-sposib-odnostoronnogo-zvaryuvannya-trub.html" target="_blank" rel="follow" title="База патентів України">Спосіб одностороннього зварювання труб</a>
Спосіб багатошарового зварювання неповоротних стиків труб переважно з примусовим формуванням шва
Номер патенту: 4858
Опубліковано: 28.12.1994
Автор: Кутовий Андрій Миколайович
МПК: B23K 31/02, B23K 101/06
Мітки: переважно, примусовим, шва, труб, спосіб, формуванням, неповоротних, багатошарового, стиків, зварювання
Формула / Реферат:
Способ многослойной сварки неповоротных стыков труб преимущественно с принудительным формированием шва, при котором выполняют V-образную разделку с притуплением кромок, собирают трубы с технологическим зазором в стыке, осуществляют сварку с принудительным формированием снизу вверх, подавая сварочную проволоку в зону сварки по касательной к трубе, и перемещают ее к центру трубы по мере заполнения разделки, отличающийся тем, что, с целью...
Спосіб газоелектричного зварювання труб високонікелевих сплавів
Номер патенту: 8205
Опубліковано: 29.03.1996
Автори: Цимбал Едуард Андрійович, Сальников Олександр Сергійович, Шеленков Георгій Михайлович, Ющенко Константин Андрійович, Липодаєв Володимир Миколайович
МПК: B23K 9/16
Мітки: газоелектричного, сплавів, високонікелевих, зварювання, труб, спосіб
Формула / Реферат:
Способ газоэлектрической сварки труб из высоконикелевых сплавов с принудительным охлаждением металла шва охлаждающим устройством, отличающийся тем, что, с целью повышения пластических свойств и стойкостиметалла шва против межкристаллитной коррозии, охлаждающее устройство располагают со стороны сварки за сварочной головкой, а скорость охлаждения металла шва в диапазоне 1150-600°С устанавливают равной 240-350 град/с.
Машина для контактностикового зварювання труб

Номер патенту: 2649
Опубліковано: 26.12.1994
Автори: Сєрафін Орєст Міхайловіч, Уніговський Михайло Рахмілєвич, Солтис Віталій Петрович, Іткін Олександр Феліксович, Немировський Ісак Якович
МПК: B23K 11/04
Мітки: труб, контактностикового, машина, зварювання
Формула / Реферат:
1 Машина для контактной стыковой сварки труб, включающая наружные зажимные устройства дли каждого из свариваемых труби внутритрубное устройство, выполненное в виде разжимных силовых элементов для каждой из труб с приводом их разжатия, отличающаяся тем, что разжимные силовые элементы внутритрубного устройства смещены относительно наружного зажимного устройства для каждой трубы в сторону поперечной плоскости симметрии устройства.2....
Пристрій для зварювання труб з термопластів
Номер патенту: 4316
Опубліковано: 27.12.1994
Автори: Новиченко Микола Григорович, Персіон Олексій Абрамович, Тютюник Микола Сергійович
МПК: B29C 65/18
Мітки: термопластів, труб, зварювання, пристрій
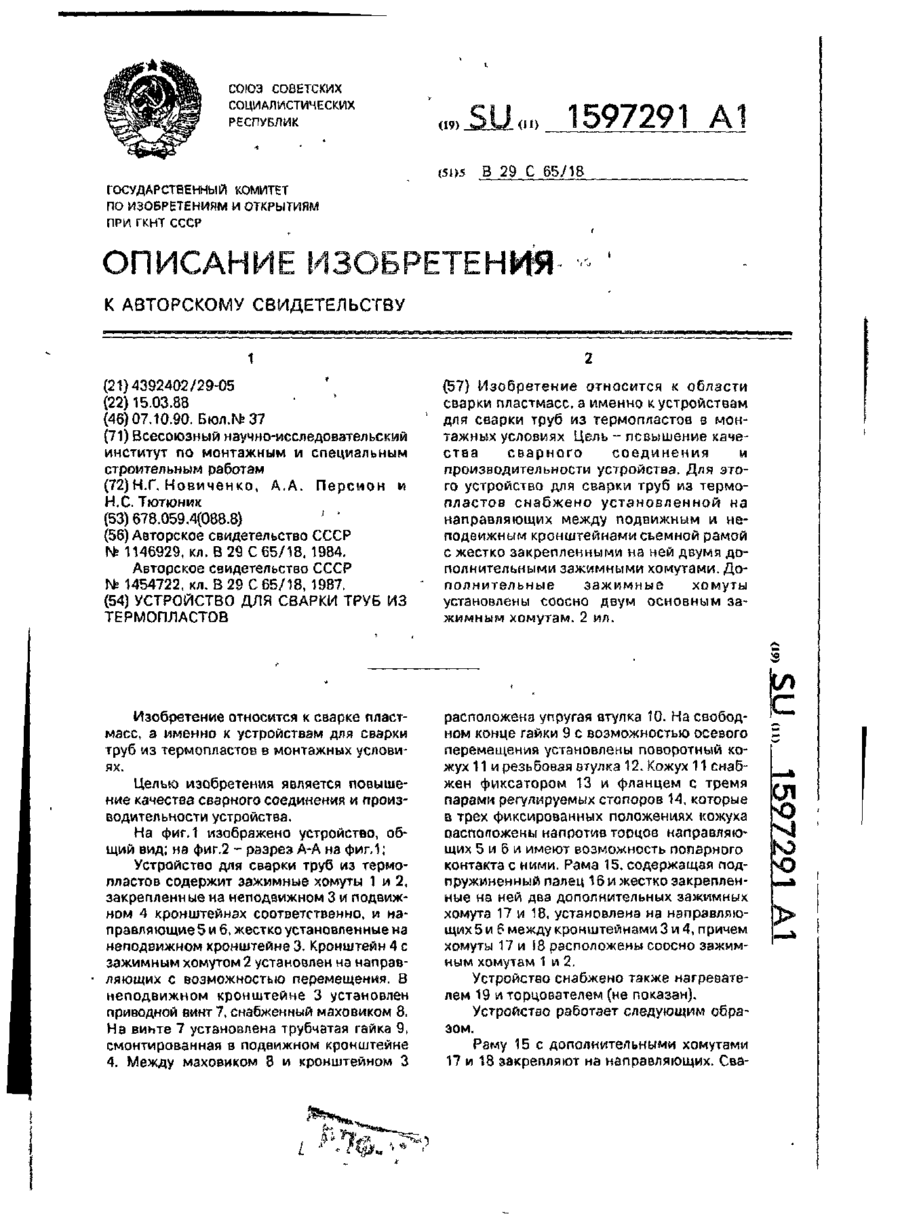
Формула / Реферат:
Устройство для сварки труб из термопластов, содержащее неподвижный и подвижный кронштейны с зажимными хомутами, направляющие, закрепленные на неподвижном кронштейне, и приходной винт с трубчатой гайкой, установленной на подвижном кронштейне и снабженной на свободном конце резьбовой втулкой и поворотным кожухом с фиксатором и с тремя парами регулирумых стопоров, установленных с возможностью попарного контакта с торцами направляющих,...
Пристрій для центрування труб до магнітно-імпульсного зварювання
Номер патенту: 1014
Опубліковано: 30.12.1993
Автор: Чудаков Вячеслав Андрійович
МПК: B23K 37/053
Мітки: труб, центрування, зварювання, магнітно-імпульсного, пристрій
Формула / Реферат:
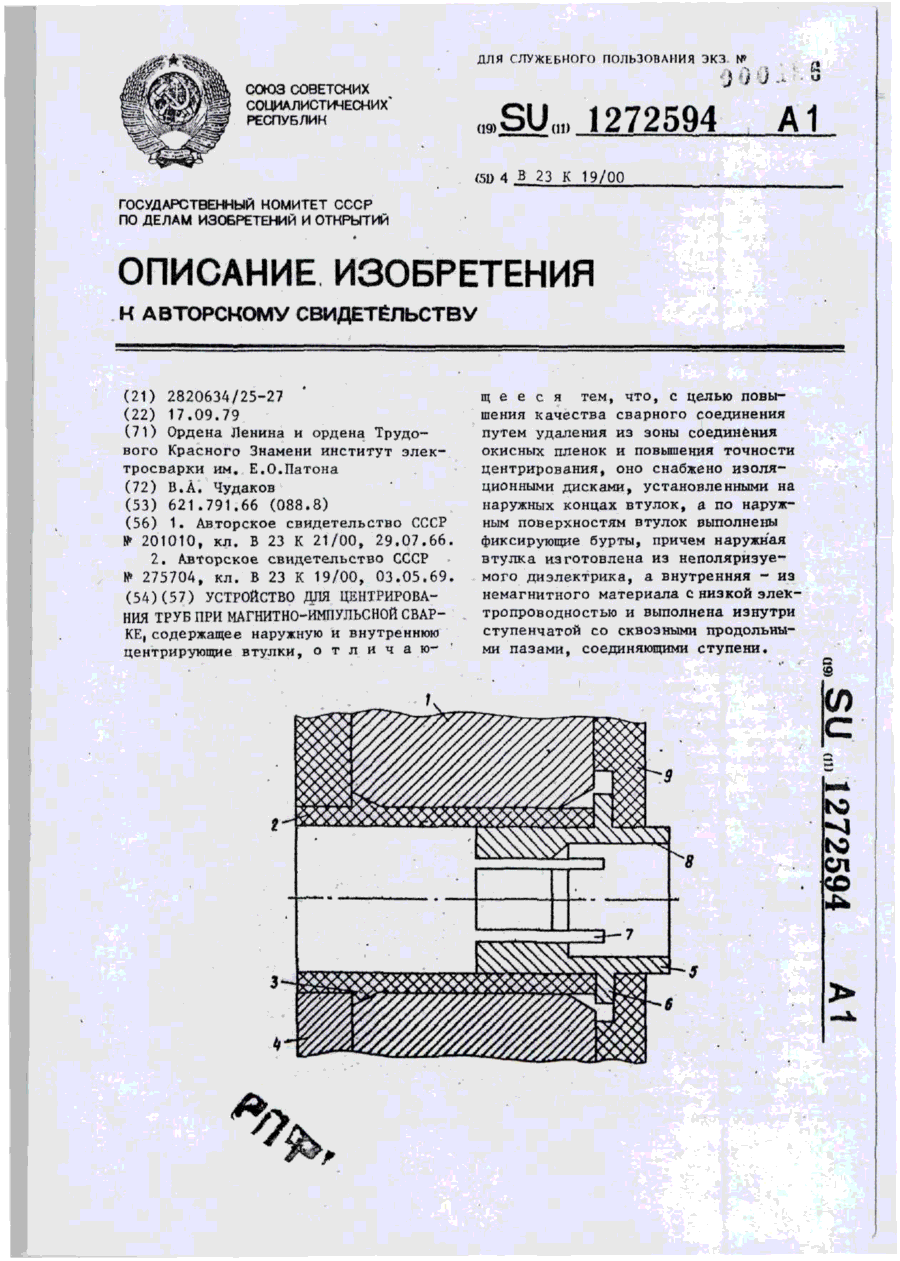
Устройство для центрирования труб при магнитно-импульсной сварке, содержащее наружную и внутреннюю центрирующие втулки, отличающееся тем, что, с целью повышения качества сварного соединения путем удаления из зоны соединения окисных пленок и повышения точности центрирования, оно снабжено изоляционными дисками, установленными на наружных концах втулок, а по наружным поверхностям втулок выполнены фиксирующие бурты, причем наружная втулка...
Попередній патент: Пристрій для термічної обробки виробів
Наступний патент: Верстатний пристрій
Випадковий патент: Спосіб опалення печі