Пристрій для термічної обробки та гідротранспортування прокату
Номер патенту: 12468
Опубліковано: 28.02.1997
Автори: Пашинский Володимир Вікторович, Бердічевський Юрій Євгенович, Ємченко Юрій Борисович, Бублик Павло Федорович
Формула / Реферат
Устройство для термической обработки и гидротранспортирования проката, включающее камеру охлаждения и форсунку с кольцевым соплом, образованным конической поверхностью входа в камеру охлаждения и наружной поверхностью концевого участка проводковой втулки, установленными с возможностью относительного перемещения и охвата при этом транспортируемого проката, отличающееся тем, что поверхность входа в камеру охлаждения и наружная поверхность концевого участка проводковой втулки выполнены по меньшей мере из двух сопряженных конических участков, причем углы наклона образующих поверхностей камеры охлаждения со стороны входа в сопло и проводковой втулки со стороны выхода из сопла, а также углы наклона образующих поверхностей проводковой втулки со стороны входа в сопло и поверхности камеры охлаждения со стороны выхода из сопла к продольной оси устройства попарно равны, при этом расстояния от продольной оси устройства до точек сопряжения образующих конусов входа в камеру охладжения и проводковой втулки выполнены в соотношении 1,05... 1,35.
Текст
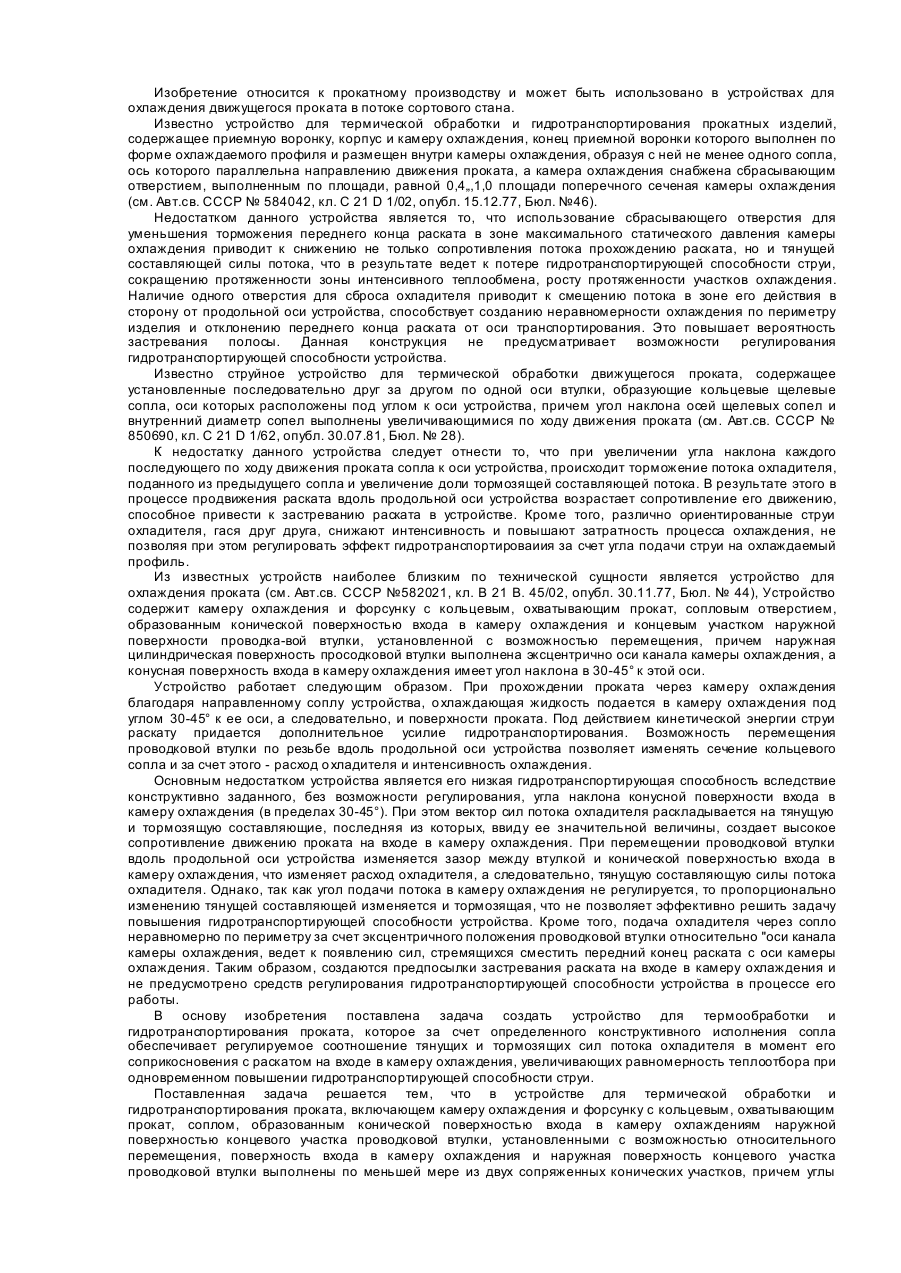
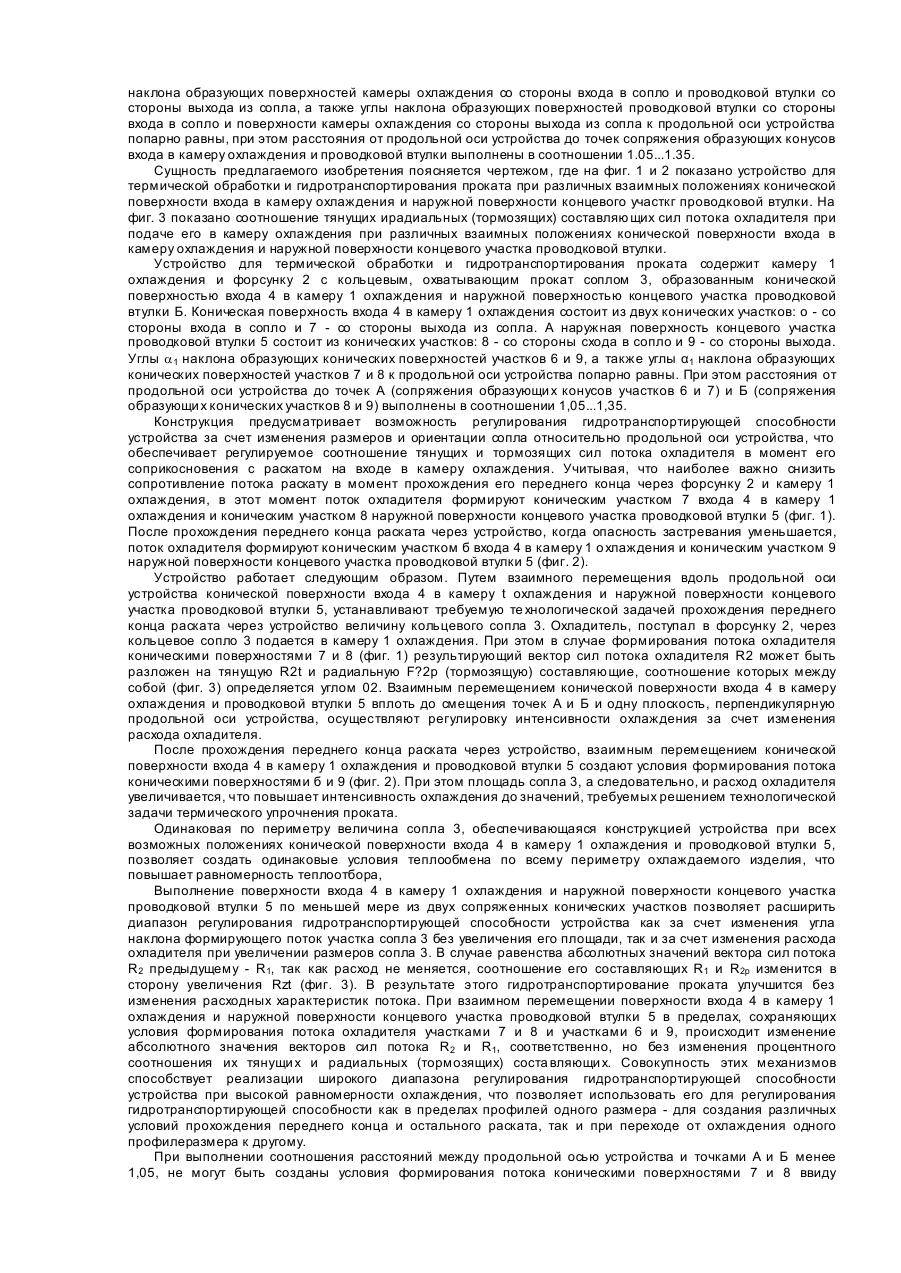
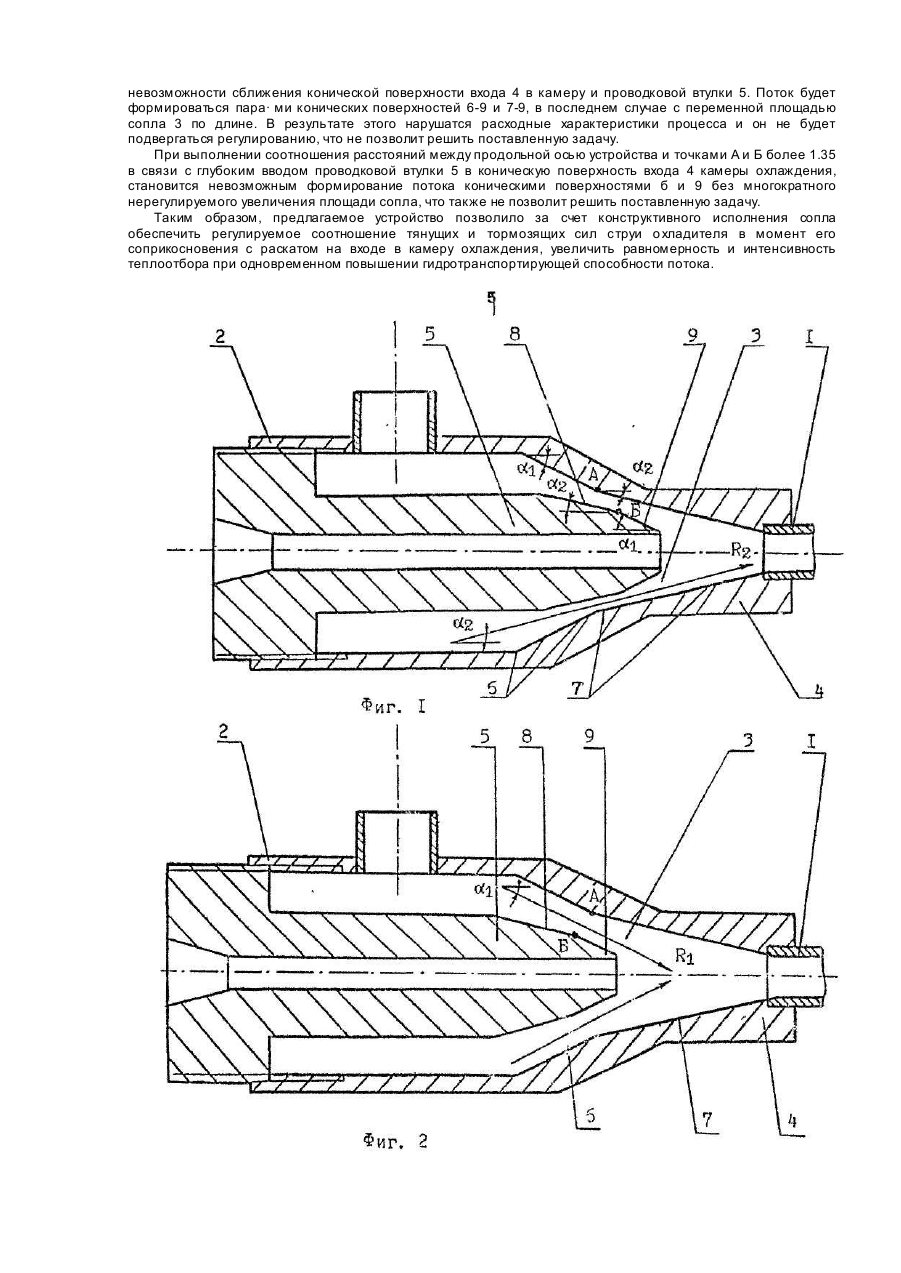
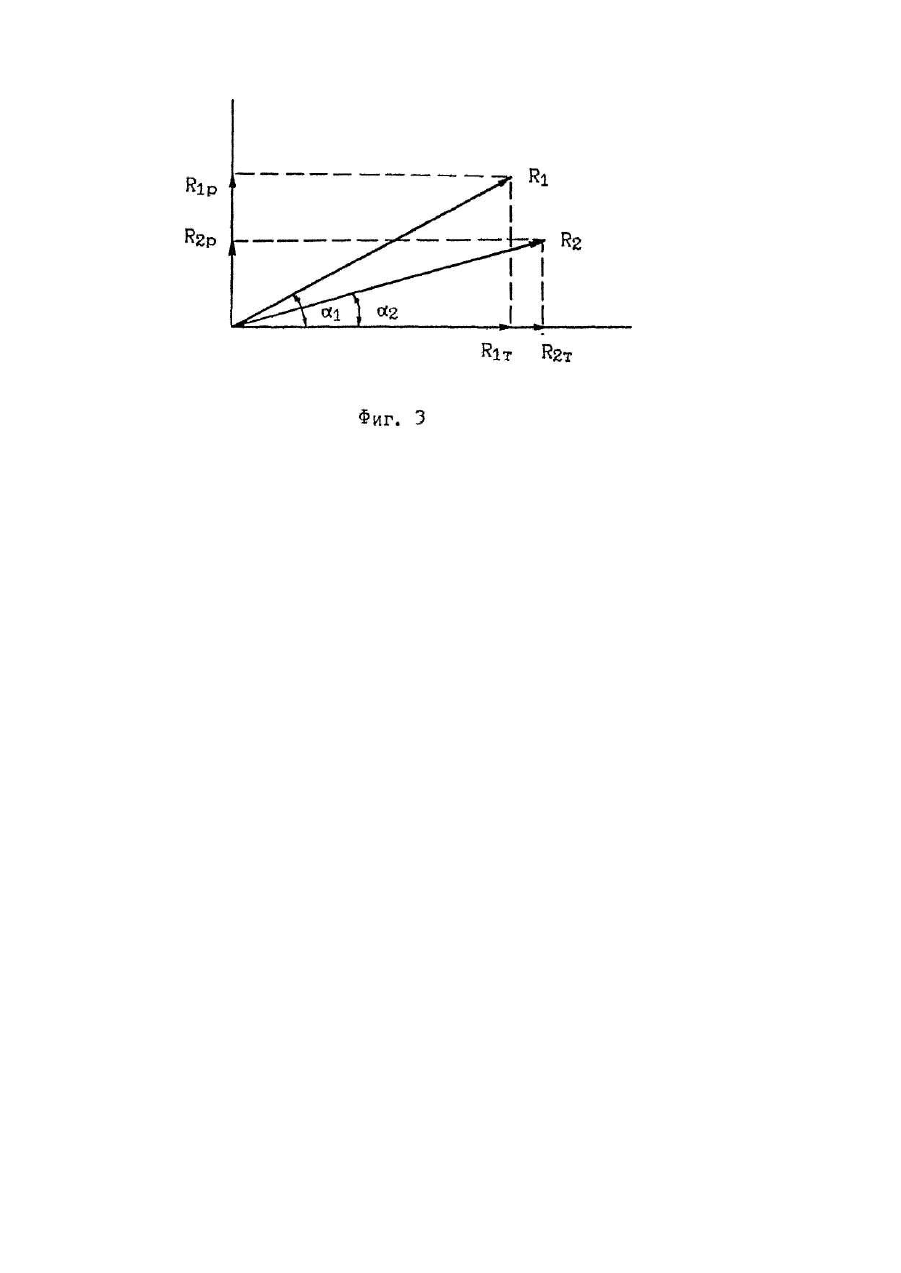
Изобретение относится к прокатному производству и может быть использовано в устройствах для охлаждения движущегося проката в потоке сортового стана. Известно устройство для термической обработки и гидротранспортирования прокатных изделий, содержащее приемную воронку, корпус и камеру охлаждения, конец приемной воронки которого выполнен по форме охлаждаемого профиля и размещен внутри камеры охлаждения, образуя с ней не менее одного сопла, ось которого параллельна направлению движения проката, а камера охлаждения снабжена сбрасывающим отверстием, выполненным по площади, равной 0,4„,1,0 площади поперечного сеченая камеры охлаждения (см. Авт.св. СССР № 584042, кл. С 21 D 1/02, опубл. 15.12.77, Бюл. №46). Недостатком данного устройства является то, что использование сбрасывающего отверстия для уменьшения торможения переднего конца раската в зоне максимального статического давления камеры охлаждения приводит к снижению не только сопротивления потока прохождению раската, но и тянущей составляющей силы потока, что в результате ведет к потере гидротранспортирующей способности струи, сокращению протяженности зоны интенсивного теплообмена, росту протяженности участков охлаждения. Наличие одного отверстия для сброса охладителя приводит к смещению потока в зоне его действия в сторону от продольной оси устройства, способствует созданию неравномерности охлаждения по периметру изделия и отклонению переднего конца раската от оси транспортирования. Это повышает вероятность застревания полосы. Данная конструкция не предусматривает возможности регулирования гидротранспортирующей способности устройства. Известно струйное устройство для термической обработки движущегося проката, содержащее установленные последовательно друг за другом по одной оси втулки, образующие кольцевые щелевые сопла, оси которых расположены под углом к оси устройства, причем угол наклона осей щелевых сопел и внутренний диаметр сопел выполнены увеличивающимися по ходу движения проката (см. Авт.св. СССР № 850690, кл. С 21 D 1/62, опубл. 30.07.81, Бюл. № 28). К недостатку данного устройства следует отнести то, что при увеличении угла наклона каждого последующего по ходу движения проката сопла к оси устройства, происходит торможение потока охладителя, поданного из предыдущего сопла и увеличение доли тормозящей составляющей потока. В результате этого в процессе продвижения раската вдоль продольной оси устройства возрастает сопротивление его движению, способное привести к застреванию раската в устройстве. Кроме того, различно ориентированные струи охладителя, гася друг друга, снижают интенсивность и повышают затратность процесса охлаждения, не позволяя при этом регулировать эффект гидротранспортироваиия за счет угла подачи струи на охлаждаемый профиль. Из известных устройств наиболее близким по технической сущности является устройство для охлаждения проката (см. Авт.св. СССР №582021, кл. В 21 В. 45/02, опубл. 30.11.77, Бюл. № 44), Устройство содержит камеру охлаждения и форсунку с кольцевым, охватывающим прокат, сопловым отверстием, образованным конической поверхностью входа в камеру охлаждения и концевым участком наружной поверхности проводка-вой втулки, установленной с возможностью перемещения, причем наружная цилиндрическая поверхность просодковой втулки выполнена эксцентрично оси канала камеры охлаждения, а конусная поверхность входа в камеру охлаждения имеет угол наклона в 30-45° к этой ocи. Устройство работает следующим образом. При прохождении проката через камеру охлаждения благодаря направленному соплу устройства, о хлаждающая жидкость подается в камеру охлаждения под углом 30-45° к ее оси, а следовательно, и поверхности проката. Под действием кинетической энергии струи раскату придается дополнительное усилие гидротранспортирования. Возможность перемещения проводковой втулки по резьбе вдоль продольной оси устройства позволяет изменять сечение кольцевого сопла и за счет этого - расход о хладителя и интенсивность охлаждения. Основным недостатком устройства является его низкая гидротранспортирующая способность вследствие конструктивно заданного, без возможности регулирования, угла наклона конусной поверхности входа в камеру охлаждения (в пределах 30-45°). При этом вектор сил потока охладителя раскладывается на тянущую и тормозящую составляющие, последняя из которых, ввиду ее значительной величины, создает высокое сопротивление движению проката на входе в камеру охлаждения. При перемещении проводковой втулки вдоль продольной оси устройства изменяется зазор между втулкой и конической поверхностью входа в камеру охлаждения, что изменяет расход охладителя, а следовательно, тянущую составляющую силы потока охладителя. Однако, так как угол подачи потока в камеру охлаждения не регулируется, то пропорционально изменению тянущей составляющей изменяется и тормозящая, что не позволяет эффективно решить задачу повышения гидротранспортирующей способности устройства. Кроме того, подача охладителя через сопло неравномерно по периметру за счет эксцентричного положения проводковой втулки относительно "оси канала камеры охлаждения, ведет к появлению сил, стремящихся сместить передний конец раската с оси камеры охлаждения. Таким образом, создаются предпосылки застревания раската на входе в камеру охлаждения и не предусмотрено средств регулирования гидротранспортирующей способности устройства в процессе его работы. В основу изобретения поставлена задача создать устройство для термообработки и гидротранспортирования проката, которое за счет определенного конструктивного исполнения сопла обеспечивает регулируемое соотношение тянущих и тормозящих сил потока охладителя в момент его соприкосновения с раскатом на входе в камеру охлаждения, увеличивающих равномерность теплоотбора при одновременном повышении гидротранспортирующей способности струи. Поставленная задача решается тем, что в устройстве для термической обработки и гидротранспортирования проката, включающем камеру охлаждения и форсунку с кольцевым, охватывающим прокат, соплом, образованным конической поверхностью входа в камеру охлаждениям наружной поверхностью концевого участка проводковой втулки, установленными с возможностью относительного перемещения, поверхность входа в камеру охлаждения и наружная поверхность концевого участка проводковой втулки выполнены по меньшей мере из двух сопряженных конических участков, причем углы наклона образующих поверхностей камеры охлаждения со стороны входа в сопло и проводковой втулки со стороны выхода из сопла, а также углы наклона образующих поверхностей проводковой втулки со стороны входа в сопло и поверхности камеры охлаждения со стороны выхода из сопла к продольной оси устройства попарно равны, при этом расстояния от продольной оси устройства до точек сопряжения образующих конусов входа в камеру охлаждения и проводковой втулки выполнены в соотношении 1.05...1.35. Сущность предлагаемого изобретения поясняется чертежом, где на фиг. 1 и 2 показано устройство для термической обработки и гидротранспортирования проката при различных взаимных положениях конической поверхности входа в камеру охлаждения и наружной поверхности концевого участкг проводковой втулки. На фиг. 3 показано соотношение тянущих ирадиальных (тормозящих) составляющих сил потока охладителя при подаче его в камеру охлаждения при различных взаимных положениях конической поверхности входа в камеру охлаждения и наружной поверхности концевого участка проводковой втулки. Устройство для термической обработки и гидротранспортирования проката содержит камеру 1 охлаждения и форсунку 2 с кольцевым, охватывающим прокат соплом 3, образованным конической поверхностью входа 4 в камеру 1 охлаждения и наружной поверхностью концевого участка проводковой втулки Б. Коническая поверхность входа 4 в камеру 1 охлаждения состоит из двух конических участков: о - со стороны входа в сопло и 7 - со стороны выхода из сопла. А наружная поверхность концевого участка проводковой втулки 5 состоит из конических участков: 8 - со стороны схода в сопло и 9 - со стороны выхода. Углы a 1 наклона образующих конических поверхностей участков 6 и 9, а также углы α1 наклона образующих конических поверхностей участков 7 и 8 к продольной оси устройства попарно равны. При этом расстояния от продольной оси устройства до точек А (сопряжения образующи х конусов участков 6 и 7) и Б (сопряжения образующи х конических участков 8 и 9) выполнены в соотношении 1,05...1,35. Конструкция предусматривает возможность регулирования гидротранспортирующей способности устройства за счет изменения размеров и ориентации сопла относительно продольной оси устройства, что обеспечивает регулируемое соотношение тянущих и тормозящих сил потока охладителя в момент его соприкосновения с раскатом на входе в камеру охлаждения. Учитывая, что наиболее важно снизить сопротивление потока раскату в момент прохождения его переднего конца через форсунку 2 и камеру 1 охлаждения, в этот момент поток охладителя формируют коническим участком 7 входа 4 в камеру 1 охлаждения и коническим участком 8 наружной поверхности концевого участка проводковой втулки 5 (фиг. 1). После прохождения переднего конца раската через устройство, когда опасность застревания уменьшается, поток охладителя формируют коническим участком б входа 4 в камеру 1 о хлаждения и коническим участком 9 наружной поверхности концевого участка проводковой втулки 5 (фиг. 2). Устройство работает следующим образом. Путем взаимного перемещения вдоль продольной оси устройства конической поверхности входа 4 в камеру t охлаждения и наружной поверхности концевого участка проводковой втулки 5, устанавливают требуемую те хнологической задачей прохождения переднего конца раската через устройство величину кольцевого сопла 3. Охладитель, поступал в форсунку 2, через кольцевое сопло 3 подается в камеру 1 охлаждения. При этом в случае формирования потока охладителя коническими поверхностями 7 и 8 (фиг. 1) результирующий вектор сил потока охладителя R2 может быть разложен на тянущую R2t и радиальную F?2p (тормозящую) составляющие, соотношение которых между собой (фиг. 3) определяется углом 02. Взаимным перемещением конической поверхности входа 4 в камеру охлаждения и проводковой втулки 5 вплоть до смещения точек А и Б и одну плоскость, перпендикулярную продольной оси устройства, осуществляют регулировку интенсивности охлаждения за счет изменения расхода охладителя. После прохождения переднего конца раската через устройство, взаимным перемещением конической поверхности входа 4 в камеру 1 охлаждения и проводковой втулки 5 создают условия формирования потока коническими поверхностями б и 9 (фиг. 2). При этом площадь сопла 3, а следовательно, и расход охладителя увеличивается, что повышает интенсивность охлаждения до значений, требуемых решением технологической задачи термического упрочнения проката. Одинаковая по периметру величина сопла 3, обеспечивающаяся конструкцией устройства при всех возможных положениях конической поверхности входа 4 в камеру 1 охлаждения и проводковой втулки 5, позволяет создать одинаковые условия теплообмена по всему периметру охлаждаемого изделия, что повышает равномерность теплоотбора, Выполнение поверхности входа 4 в камеру 1 охлаждения и наружной поверхности концевого участка проводковой втулки 5 по меньшей мере из двух сопряженных конических участков позволяет расширить диапазон регулирования гидротранспортирующей способности устройства как за счет изменения угла наклона формирующего поток участка сопла 3 без увеличения его площади, так и за счет изменения расхода охладителя при увеличении размеров сопла 3. В случае равенства абсолютных значений вектора сил потока R2 предыдущему - R1, так как расход не меняется, соотношение его составляющих R1 и R2p изменится в сторону увеличения Rzt (фиг. 3). В результате этого гидротранспортирование проката улучшится без изменения расходных характеристик потока. При взаимном перемещении поверхности входа 4 в камеру 1 охлаждения и наружной поверхности концевого участка проводковой втулки 5 в пределах, сохраняющих условия формирования потока охладителя участками 7 и 8 и участками 6 и 9, происходит изменение абсолютного значения векторов сил потока R2 и R1, соответственно, но без изменения процентного соотношения их тянущи х и радиальных (тормозящих) соста вляющи х. Совокупность этих механизмов способствует реализации широкого диапазона регулирования гидротранспортирующей способности устройства при высокой равномерности охлаждения, что позволяет использовать его для регулирования гидротранспортирующей способности как в пределах профилей одного размера - для создания различных условий прохождения переднего конца и остального раската, так и при переходе от охлаждения одного профилеразмера к другому. При выполнении соотношения расстояний между продольной осью устройства и точками А и Б менее 1,05, не могут быть созданы условия формирования потока коническими поверхностями 7 и 8 ввиду невозможности сближения конической поверхности входа 4 в камеру и проводковой втулки 5. Поток будет формироваться пара· ми конических поверхностей 6-9 и 7-9, в последнем случае с переменной площадью сопла 3 по длине. В результате этого нарушатся расходные характеристики процесса и он не будет подвергаться регулированию, что не позволит решить поставленную задачу. При выполнении соотношения расстояний между продольной осью устройства и точками А и Б более 1.35 в связи с глубоким вводом проводковой втулки 5 в коническую поверхность входа 4 камеры охлаждения, становится невозможным формирование потока коническими поверхностями б и 9 без многократного нерегулируемого увеличения площади сопла, что также не позволит решить поставленную задачу. Таким образом, предлагаемое устройство позволило за счет конструктивного исполнения сопла обеспечить регулируемое соотношение тянущих и тормозящих сил струи о хладителя в момент его соприкосновения с раскатом на входе в камеру охлаждения, увеличить равномерность и интенсивность теплоотбора при одновременном повышении гидротранспортирующей способности потока.
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for thermal treatment and hydraulic conveying of rolled products
Автори англійськоюBerdychevskyi Yurii Yevhenovych, Yemchenko Yurii Borysovych, Bublyk Pavlo Fedorovych, Pashynskyi Volodymyr Viktorovych
Назва патенту російськоюУстройство для термической обработки и гидротранспортирования проката
Автори російськоюБердичевский Юрий Евгеньевич, Емченко Юрий Борисович, Бублик Павел Федорович, Пашинский Владимир Викторович
МПК / Мітки
МПК: C21D 1/62, B21B 45/02
Мітки: термічної, пристрій, гідротранспортування, обробки, прокату
Код посилання
<a href="https://ua.patents.su/4-12468-pristrijj-dlya-termichno-obrobki-ta-gidrotransportuvannya-prokatu.html" target="_blank" rel="follow" title="База патентів України">Пристрій для термічної обробки та гідротранспортування прокату</a>
Пристрій для термічної обробки та гідротранспортування прокату
Номер патенту: 3378
Опубліковано: 27.12.1994
Автори: Кузьменко Анатолій Григорович, Костюченко Михайло Іванович, Пелих Людмила Тимофіївна, Костирко Сергій Андрійович, Гермашев Анатолій Федорович, Приходько Євгенія Валер'янівна, Черненко Валерій Тарасович, Гунькін Ігор Олександрович, Худик Валер'ян Тарасович
МПК: C21D 1/02
Мітки: термічної, обробки, пристрій, прокату, гідротранспортування
Формула / Реферат:
1. Устройство для термической обработки и гидротранспортирования проката, содержащее форсунку, прямоточную камеру охлаждения, коллектор с отсекающими соплами, установленными перпендикулярно продольной оси устройства, и направляющие воронки, отличающееся тем, что оно снабжено дополнительным коллектором с отсекающими соплами, установленным напротив основного коллектора, при этом сопла основного и дополнительного коллекторов расположены в...
Спосіб термічної обробки рухомого прокату
Номер патенту: 11750
Опубліковано: 25.12.1996
Автори: Дубиня Олександр Андрійович, Подгайський Михайло Серафимович, Максимов Олександр Борисович, Наливайченко Тетяна Михайлівна, Пілюшенко Віталій Лаврентьович, Дмитриєв Василь Дмитрович
Мітки: рухомого, прокату, обробки, термічної, спосіб
Формула / Реферат:
Способ термической обработки движущегося проката, преимущественно листа и полосы, включающий нагрев до температуры свыше Ас3 и охлаждение с чередованием воды и воздуха, отличающийся тем, что, с целью сокращения длительности обработки и повышения ударной вязкости металла, прокат в периоды охлаждения на воздухе подвергают изгибным знакопеременным пластическим деформациям.
Пристрій для охолодження прокату, який рухається
Номер патенту: 400
Опубліковано: 30.04.1993
Автори: Антонов Володимир Федорович, Мінаєв Олександр Анатолієвич, Бердічевський Юрій Євгенович, Судья Володимир Петрович, Пісарєв Олександр Георгійович, Кабаченко Сергій Борисович, Сичков Олександр Борисович, Онищенко Сергій Олександрович, Віліпп Олександр Іванович, Львовський Ян Семенович
МПК: B21B 45/02, C21D 1/02
Мітки: пристрій, прокату, рухається, охолодження
Формула / Реферат:
Формула изобретения Устройство для охлаждения движущегося проката по авт. св. № 1368057, отличающееся тем, что, с целью повышения качества профилей поперечного сечения отличного от круга путем повышения равномерности охлаждения их по периметру, оно снабжено продольными перегородками, установленными между направляющей проводкой и кожухом с образованием между ними каналов, параллельных продольной оси устройства.
Пристрій для прискореного охолодження прокату
Номер патенту: 806
Опубліковано: 15.12.1993
Автори: Деркач Дмитро Олександрович, Бердічевський Юрій Євгенович, Кабаченко Сергій Борисович, Мінаєв Олександр Анатолієвич, Горбаньов Аркадій Олексійович, Галюченко Іван Миколайович, Юнаков Олександр Михайлович, Пілюшенко Віталій Лаврентьович, Швердін Сергій Мітрофанович, Онищенко Сергій Олександрович
МПК: B21B 45/02
Мітки: охолодження, пристрій, прокату, прискореного
Формула / Реферат:
1. Устройство для ускоренного охлаждения проката, преимущественно арматуры и катанки, содержащее камеру охлаждения с местными внутренними сужениями по длине камеры, выполненными в виде изогнутых плоских пружин, установленных по периметру камеры с перекрытием одна другой, выпуклостью к продольной оси камеры, при этом конец пружины с входной стороны камеры закреплен в камере, а второй конец установлен свободно, отличающееся тем, что оно...
Пристрій для охолодження сортового прокату
Номер патенту: 8083
Опубліковано: 26.12.1995
Автори: Бердічевський Юрій Євгенович, Онищенко Сергій Олександрович, Судья Володимир Петрович, Антонов Володимир Федорович, Мінаєв Олександр Анатолійович, Слєднєв Володимир Петрович
МПК: C21D 1/62, B21B 45/02
Мітки: охолодження, прокату, сортового, пристрій
Формула / Реферат:
1. Устройство для охлаждения сортового проката, преимущественно арматурных профилей, содержащее нагнетающую форсунку и камеру охлаждения с расположенными подлине ее внутреннего канала местными сужениями в форме овала, меньшая ось которого меньше диаметра камеры, а большая ось превышает этот диаметр, причем меньшие оси смежных местных сужений повернуты друг относительно друга, отличающееся тем, что, с целью увеличения выхода годного за счет...
Попередній патент: Спосіб радикального хірургічного лікування перфоративної виразки дванадцятипалої кишки при гнійному перитоніті в токсичній фазі
Наступний патент: Пристрій для термічного зміцнення прокату
Випадковий патент: Спосіб підвищення збереженості перепелів