Спосіб термічної обробки великогабаритних виробів
Номер патенту: 3591
Опубліковано: 27.12.1994
Автори: Калиновський Сергій Костянтинович, Власов Леонід Олексійович, Куксенко Іван Васильович, Большаков Володимир Іванович, Рязанцев Юрій Михайлович, Толстих Владислав Самуїлович, Іл'юшонок Валерій Васильович, Дроб'язко Володимир Олексійович, Дейнеко Леонід Миколайович


Формула / Реферат
1. Способ термической обработки крупногабаритных изделий, включающий нагрев, выдержку, охлаждение в баке с нагретой закалочной средой и отпуск, отличающийся тем, что, с целью снижения коробления изделий и повышения безопасности труда за счет предотвращения выброса закалочной среды, охлаждение осуществляют в две стадии, на первой из которых охлаждают в воде с температурой tкип -10°С - tкип или водных растворах солей с температурой tкип - 50°С - tкип до приобретения поверхностью изделия температуры 180-550°С, а на второй стадии осуществляют охлаждение прерывистым купанием или проводят охлаждение на воздухе.
2. Способ по п. 1, отличающийся тем, что на второй стадии охлаждения прерывистым купанием осуществляют дополнительное введение среды, температура которой ниже температуры среды в баке.
Текст
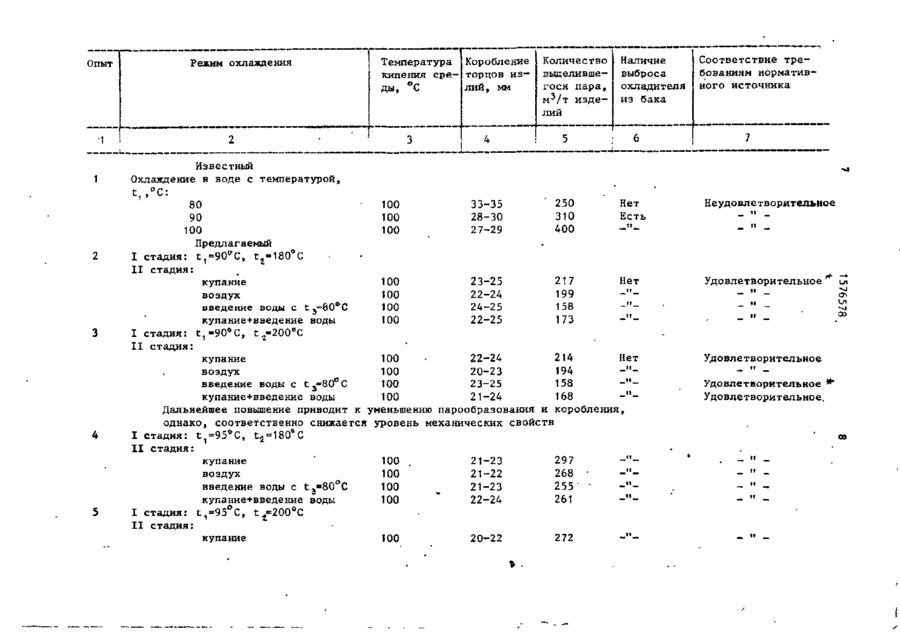
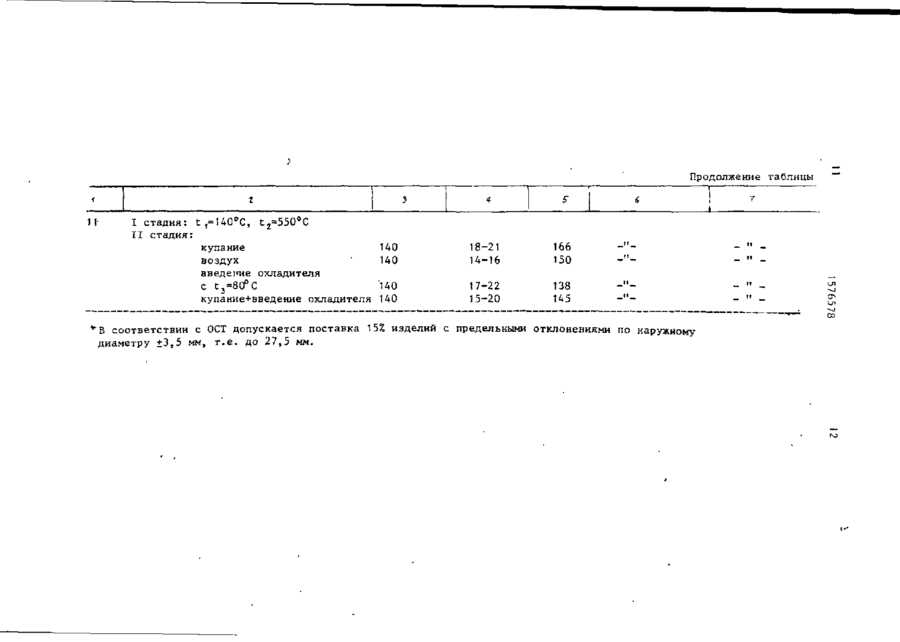
Изобретение относится к металлургии и может быть использовано при термической обработке полых или сплошных крупногабаритных изделий, например соединительных деталей трубопроводов диаметром до 1420 мм. Целью изобретения является снижение коробления изделий и повышение безопаснос ти труда за счет предотвращения выброса закалочной среды. Крупногабаритные изделия подвергают нагреву, после чего охлаждают в подогретой закалочной среде, например в воде или водных растворах солей, и отпускают. Охлаждение на первой стадии осуществляют в воде с температурой (t.KHff • - Ю С ) ~ 1:кирили водных растворах солей с температурой (tК и п -50°С) _ ? t K M n до начала интенсивного отвода тепла от изделия при температуре поверхности металла 180-550°С, а на второй стадии осуществляют охлаждение прерывистым купанием или проводят охлаждение на воздухе, или же на второй стадии охлаждения осуществляют дополнительное введение среды, температура которой ниже температуры среды в баке, или же проводимое на второй стадии прерывистое охлаждение купанием ведут одновременно с дополнительным введением среды, температура которой ниже температуры среды в баке. Предложенный способ позволяет снизить закалочные деформации и предотвращает выброс закалочной среды из бака. 1 з.п.ф-лы, 1 табл. 9 сд ел 00 Изобретение относится к металлургии и может быть использовано при термической обработке полых или сплошных крупногабаритных изделий,, преимущественно соединительных деталей трубопроводов (переходов, тройников, отводов, днищ) диаметром до 1420 мм. Целью изобретения является сниже-. ние коробления изделий и повышение безопасности труда за счет предотвращения выброса закалочной среды. В процессе.охлаждения при термической обработке крупногабаритных изделий, например, соединительных де 1576578 талей трубопроводов типа переходов, тройников, отводов, днищ в средах, с температурой, близкой к температуре кипения, для устранения обильного парообразования, выброса воды из бака при резком повышении теплопередачи на границе металл - охладитель, уменьшения коробления необходимо понижение температуры хладагента при JQ переходе стадий кипения для создания у хладагента некоторого температурнол я го запаса (лt-t.K M n - t окл сред) Д рассредоточения или поглощения по времени пика теплосъема, однако не ниже ^ определенных значений, переход за которые вызывает рост напряжений. Это может быть достигнуто жесткой регламентацией охлаждения на первой стадии с последующим на второй стадии либо jn купанием, либо охлаждением на воздухе, либо введением дополнительных порций охладителя с более низкой температурой, либо совмещением купания с допопнительным введением охлаждаю- 25 щей среды. Негативные явления резкого возрастания скорости охлаждения металла (кризис кипения) в совокупности с происходящим при этом объемном вски30 пании жидкости в баке с образованием большого количества пузырьков пара на охлаждаемой поверхности при двухстадийном охлаждении по предлагаемым схемам уменьшаются за счет отвода пара от стенок изделий и рассредоточе- 35 ния пузырьков по всему объему бака при направленном перемещении среды в ходе введения новых порций охладителя. 40 На первой стадии охлаждают в воде с температурой (t K M n -1O°C) - t K M n или водных растворах солей с температурой (t K t 1 n -5O c C) - t k l i n . Такие температурные характеристики сред обес45 печивают требуемые скорость и равномерность охлаждения, необходимые для получения заданного комплекса механических свойств. Снижение температуры хладагента ниже нижнего порога вызывает неравномерность теплоотвода 50 от изделия, следствием чего является пятнистая закалка и изменение геометрии селений (коробление). У водных растворов солей рабочий 55 интервал температур несколько шире из-за повышения температуры кипения (до 140°С у раствора, содержащего - 85% бишофита и 15% воды). Повышение температуры ср'еды выше ее tfc*n при неизменности внешних условий (давление) не может быть достигнуто. Охлаждение на первой стадии ведут до начала интенсивного отвода тепла от изделия при температуре поверхности металла 180-550°С. Начала температурного перехода стадий кипения для нагретой воды соответствует 180°С, для водного раствора бишофита (в макмисальной концентрации) 550°С. При понижении концентрации бишофита имеет место снижение температуры начала интенсивного отвода тепла от изделия от верхнего предела к нижнему. Снижение температуры поверхности металла ниже 180 С при охлаждении в воде вызывает рост парообразования и обусловливает выброс среды из бака. Завершение I стадии охлаждения при температурах, лежащих выше 550°С для водного раствора бишофита и 180°С для воды, не вызовет ухудшения характеристик охлаждения, однако целесообразность такой операции определяется структурными превращениями в металле (т.е. уровнем свойства). На второй стадии осуществляют охлаждение прерывистым купанием или проводят охлаждение на воздухе. Такая обработка за счет перераспределения тепла по сечению металла (купание: между окунаниями разной продолжительности - в зависимости от толщины металла выдержка на воздухе обеспечивает равномерный порционный отвод тепла или же вообще позволяет избежать в случае охлаждения на воздухе режима интенсивного теплоотвода. На второй стадии охлаждения осуществляют дополнительное введение среды, температура которой ниже температуры среды в баке. Это приведет к общему снижению температуры среды в баке и даст возможность охладителю дополнительно принять определенное количество тепла от металла без бурного вскипания среды (отсутствие выброса), уменьшит парообразование. Дополнительная подача хладагента создаст в охлаждающих устройствах направленную' циркуляцию охладителя. Это приведет к уносу пузырьков пара от поверхности изделия направленным потоком жидкости. На второй стадии прерывистое охлаждение купанием ведут одновременно с дополнительным введением среды, 5 1576578 охладителя из бака) от режима термитемпература которой ниже температуры ческой обработки представлена в табсреды в баке. Совмещение двух опералице. ций устранит вскипание среды со всеИз данных таблицы следует, что реми отрицательными последствиями. ализация способа термической обработПредлагаемый способ термической ки крупногабаритных изделий на примеобработки опробован в промышленных ре соединительных деталей трубопровоусловиях при упрочнении штампосварнодов снижает коробление и количество го тройника диаметром 1220 мм из ставыделяющегося пара при исключении ли 15ХСНД. Готовые изделия помещают 10 выброса кипящего хладагента из бака. в печь с выкатным подом, нагревают до 930-990°С, выдерживают в печи f Ф о р м у л а и з о б р е т е н и я •при этих температурах, после чего с 1. Способ термической обработки помощью крана и закрепленного на нем крупногабаритных изделий, включающий захватного приспособления производят нагрев, выдержку, охлаждение в баке съем изделий с пода печи и осущестс нагретой закалочной средой и отвляют двухстадийное охлаждение издепуск, о т л и ч а ю щ и й с я тем, лий в нагретых воде и водных раствочто, с целью снижения коробления израх бишофита в баке с принудительной делий и повышения безопасности труда циркуляцией охладителя (по базовому за счет предотвращения выброса закаспособу производство соединительных лочной среды, охлаждение осуществлядеталей трубопроводов включает двуют в две стадии, на первой из которых кратный нагрев листовой заготовки до охлаждают в воде с температурой С КИП( 1W0-120Q С при штамповке и отбортов-10°С - t K H n или водных растворах соке горловины, сварку двух частей и 25 лей с температурой t к и ~50 С - tхил отпуск для снятия сварочных напряжедо приобретения поверхностью изделия ний) . Концентрацию бишофита изменяют температуры 180-550°С, а на второй ,от минимума (бишофит 1%, вода 99%) стадии осуществляют охлаждение прерыдо максимально возможной (бишофит вистым купанием или проводят охлажде85%, вода 15%). При содержании бишо- 30 ние на воздухе. фита свыше 85% раствор становится 2. Способ по п . 1 , о т л и ч а ю пересыщенным. щийся тем, что на второй стадии Зависимость характеристик охлаждеохлаждения прерывистым купанием осуния тройника диаметром 1220 мм из ществляют дополнительное введение стади )5ХСНД (изменение геометричес35 среды, температура которой ниже темких размеров изделий, количество выпературы среды в баке. деляющегося пара и наличие выброса Опыт Режим охлаждения Температура Коробление кипения сре- торцов из— ЛИЙ, ММ ды, °С 2 • 1 3 Количество выделившегося пара, M V T изделий 4 5 33-35 28-30 27-29 250 310 400 Наличие выброса охладителя из бака 90 100 100 100 100 7 6 Известный Охлаждение в воде с температурой» і- °С • 80 Соответствие требованиям нормативного источника Нет Есть Предлагаемый I стадия: t,=90 p C f Иг=180°С I I стадия: Нет 23-25 купание 100 217 22-24 199 воздух 100 158 24-25 введение воды с t2=80*0 100 22-25 173 купание+введение воды 100 I стадия: t 1 =90°C, t^=200°C II стадия: 214 22-24 100 Нет купание 194 100 20-23 воздух 0 158 23-25 100 введение воды с t .«SO С 168 21-24 100 купание+введение воды Дальнейшее повышение приводит к уменьшению парообразования и коробления, однако, соответственно снижается уровень механических свойств I стадия: t 1 =95°C, ta=180°C I I стадия: купание 21-23 100 297 воздух 21-22 100 268 введение воды с t-=80 С 100 21-23 255 купание+введение воды 22-24 100 261 I стадия: t,=95°C, Г4=200°С II стадия: 100 272 20-22 купание Неудовлетворительное Удовлетворительное L n ОЭ Удовлетворительное — . It _ Удовлетворительное ** Удовлетворительное. оо Продолжение таблицы 10 воздух введение воды с t 3 «80 С купание+введение воды I стадия: t 1 -iOO°C, t 2 =18O°G I I стадия: купание воздух введение воды с t j e 8 0 С купание+введенне воды I стадия: t , = iOOJC, t t -20
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for heat treatment of bulky articles
Автори англійськоюBolshakov Volodymyr Ivanovych, Deineko Leonid Mykolaiovych, Bezuevskyi Mark Aronovych, Drobiazko Volodymyr Oleksiiovych, Kalynovskyi Serhii Kostiantynovych, Kuksenko Ivan Vasyliovych, Mordasov Serhii Oleksiovych, Riazantsev Yurii Mykhailovych
Назва патенту російськоюСпособ термической обработки крупногабаритных изделий
Автори російськоюБольшаков Владимир Иванович, Дейнеко Леонид Николаевич, Дробязко Владимир Алексеевич, Толстых Владислав Самуилович, Калиновский Сергей Константинович, Куксенко Иван Васильевич, Ильюшонок Валерий Васильевич, Рязанцев Юрий Михайлович, Власов Леонид Алексеевич
МПК / Мітки
МПК: C21D 1/56
Мітки: спосіб, виробів, великогабаритних, термічної, обробки
Код посилання
<a href="https://ua.patents.su/8-3591-sposib-termichno-obrobki-velikogabaritnikh-virobiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб термічної обробки великогабаритних виробів</a>
Спосіб теплової обробки виробів із важкого бетону
Номер патенту: 2465
Опубліковано: 26.12.1994
Автори: Улько Петро Іванович, Калініченко Станіслав Іванович, Коршунов Михайло Олександрович, Дикань Сергій Антонович
МПК: C04B 40/02
Мітки: виробів, бетону, обробки, важкого, спосіб, теплової
Формула / Реферат:
Способ тепловой обработки изделий из тяжелого бетона, включающий нагрев в среде продуктов сгорания природного газа при нормальном давлении до 85—95 °C с регулируемой скоростью повышения температуры и понижения влажности среды до 20—40 % с последующим остыванием, отличающийся тем, что, с целью снижения расхода газа при сохранении прочности бетона, повышение температуры среды осуществляют со скоростью: 30—50°С/ч в течение 0,5ч; 14—20°С/ч в...
Установка для термічної обробки довгомірних виробів
Номер патенту: 2435
Опубліковано: 26.12.1994
Автори: Вишневецький Микола Іванович, Шепеляковський Костянтин Захарович
МПК: C21D 1/42
Мітки: довгомірних, установка, обробки, термічної, виробів
Формула / Реферат:
Установка для термообработки длинномерных изделий, содержащая последовательно расположенные механизмы подачи изделий, загрузки в виде толкателя, индуктор и механизм выгрузки в виде приводной рычажной системы с захватом, отличающаяся тем, что, с целью повышения надежности в работе путем устранения перекосов и заклинивания изделий при сохранении качества нагрева, захват выполнен с гравитационно-эксцентриковым зажимом, а толкатель выполнен...
Спосіб термічної обробки двофазних титанових сплавів мартенситного класу
Номер патенту: 1305
Опубліковано: 25.03.1994
Автори: Ошкадьоров Станіслав Петрович, Варфоломієва Людмила Василівна, Брун Морис Якович, Гріднев Віталій Никифорович, Марковський Павло Євгенович, Смирнов Олексій Михайлович, Івасишин Орест Михайлович, Годін Наум Львович, Єлагина Людмила Олександрівна, Свечников Василь Львович
МПК: C22F 1/18
Мітки: двофазних, сплавів, класу, спосіб, термічної, обробки, титанових, мартенситного
Формула / Реферат:
Способ термической обработки двухфазных титановых сплавов мартснситного класса, включающий нагрев под закалку до температуры на 10— 30 °C выше температуры полиморфного превращения, охлаждение до комнатной температуры и отжиг, отличающийся тем, что, с целью повышения уровня механических свойств путем преобразования пластинчатой структуры в глобулярную, нагрев под закалку проводят со скоростью ...
Піч для термічної обробки
Номер патенту: 1474
Опубліковано: 25.07.1994
Автори: Гагарін Віктор Миколайович, Самбуров Анатолій Яковлевич, Огінський Володимир Володимирович
МПК: F27B 9/00
Мітки: піч, термічної, обробки
Формула / Реферат:
Печь для термической обработки, содержащая корпус с последовательно расположенными камерами нагрева с нагревателями и охлаждения с заслонками, механизм подъема и опускания заслонок, направляющие для перемещения обрабатываемых деталей, трубопроводы для подвода газа и отвода продуктов испарения, отличающаяся тем, что корпус выполнен с возможностью вертикального поворота, механизм подъема и опускания заслонок выполнен в виде приводной планки с...
Спосіб обробки виробів
Номер патенту: 3717
Опубліковано: 27.12.1994
Автори: Дробязін Володимир Миколайович, Половнєва Світлана Прохорівна
МПК: C22F 1/04
Мітки: виробів, спосіб, обробки
Формула / Реферат:
1. Способ обработки изделий преимущественно термообработанных листов из сплавов на основе алюминия, включающий размещение изделий в среде жидкого азота и последующую деформацию в этой среде, отличающийся тем, что, с целью повышения вязкости разрушения за счет устранения полос Чернова-Людерса при сохранении уровня прочностных свойств, деформацию осуществляют циклически путем кручения на угол ± (35-55)°.2. Способ по п. 1,...
Попередній патент: Високовольтний імпульсний трансформатор
Наступний патент: Монорейкова транспортна система
Випадковий патент: Установка для нейтралізації лужних та кислих стоків