Обкочувальна дискова фреза для обробки багатогранних валів
Номер патенту: 14837
Опубліковано: 15.05.2006
Автори: Равська Наталія Сергіївна, Лупкін Борис Володимирович, Мамлюк Олег Володимирович, Родін Родіон Петрович

Формула / Реферат
Обкочувальна дискова фреза для обробки багатогранних валів, яка відрізняється тим, що фрезу проектують на основі вихідної інструментальної поверхні, коли за різальну крайку приймають прямолінійну характеристику (лінію контакту спряжених поверхонь), положення якої характеризується кутом ![]() , який розраховують за формулою:
, який розраховують за формулою:
![]() ,
,
де ![]() - кількість зубів фрези;
- кількість зубів фрези;
![]() - кількість граней оброблюваного вала;
- кількість граней оброблюваного вала;
![]() - кут між осями фрези і вала.
- кут між осями фрези і вала.
Текст
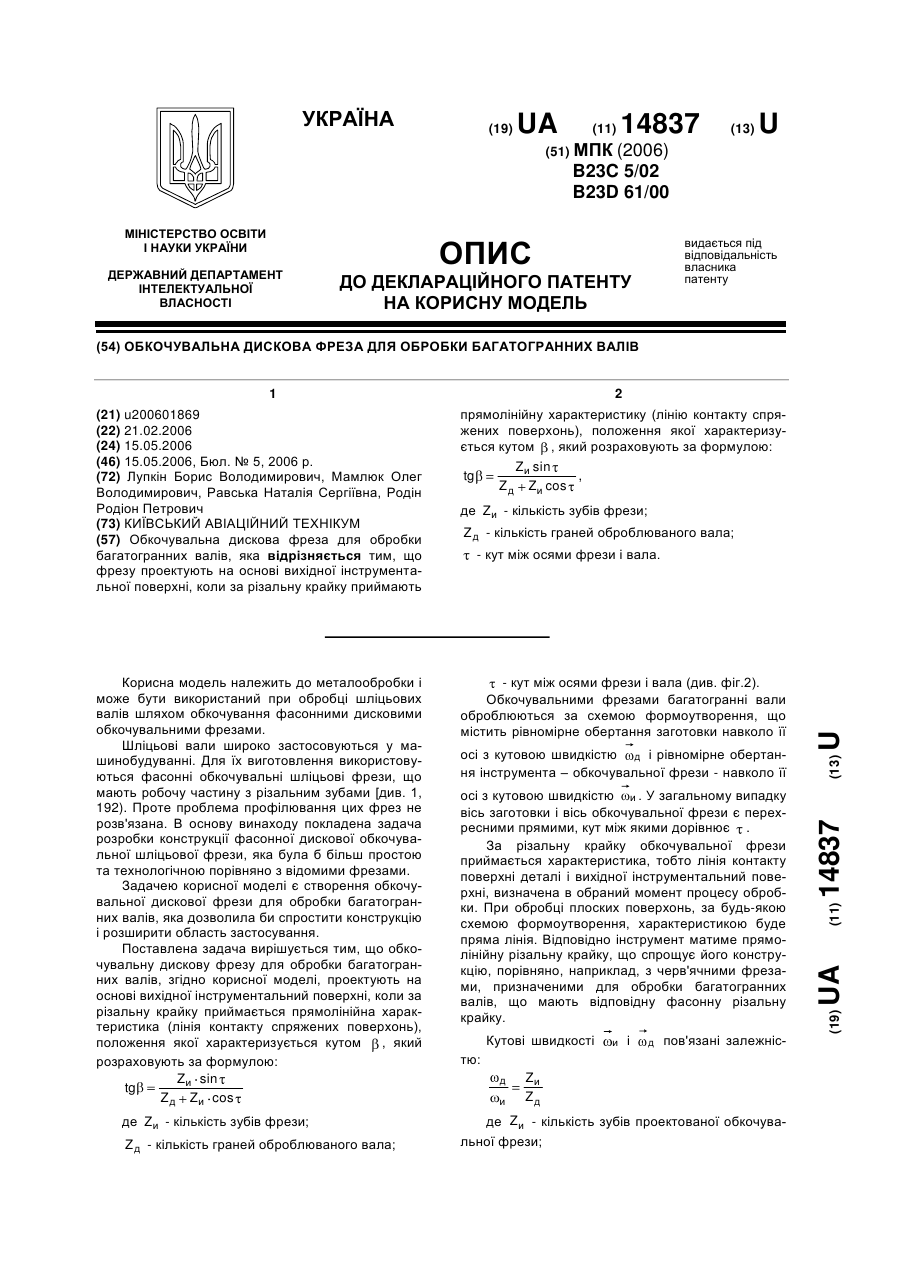
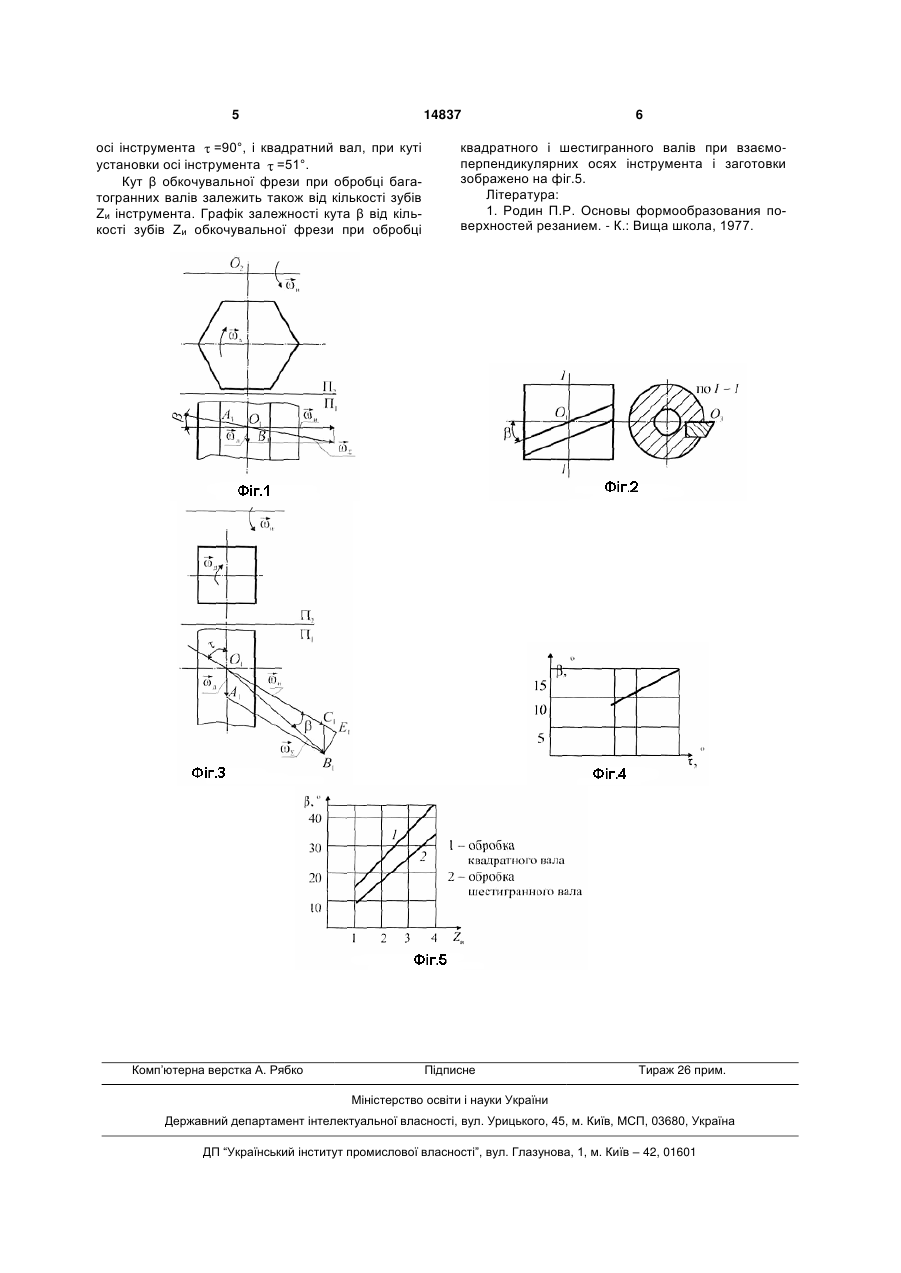
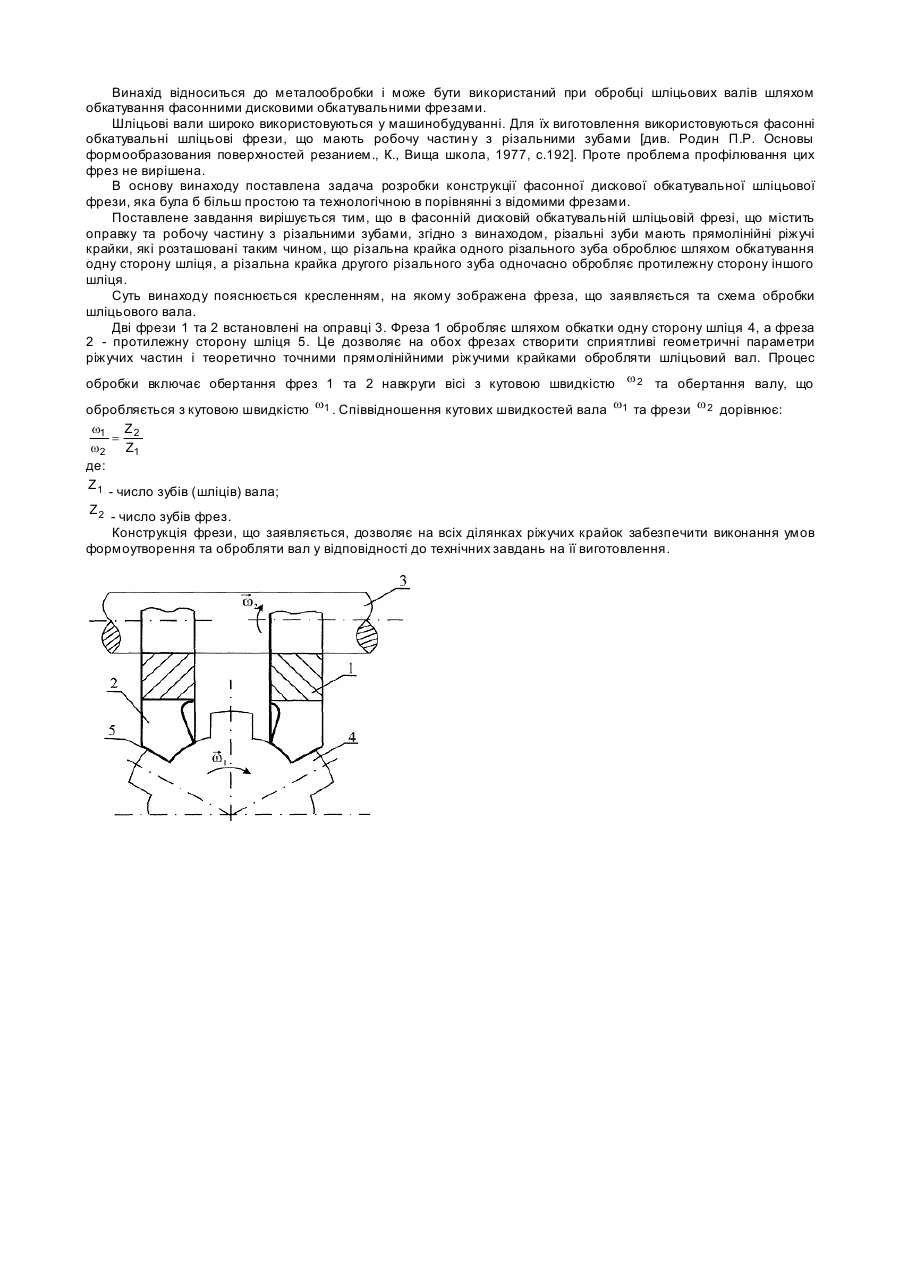
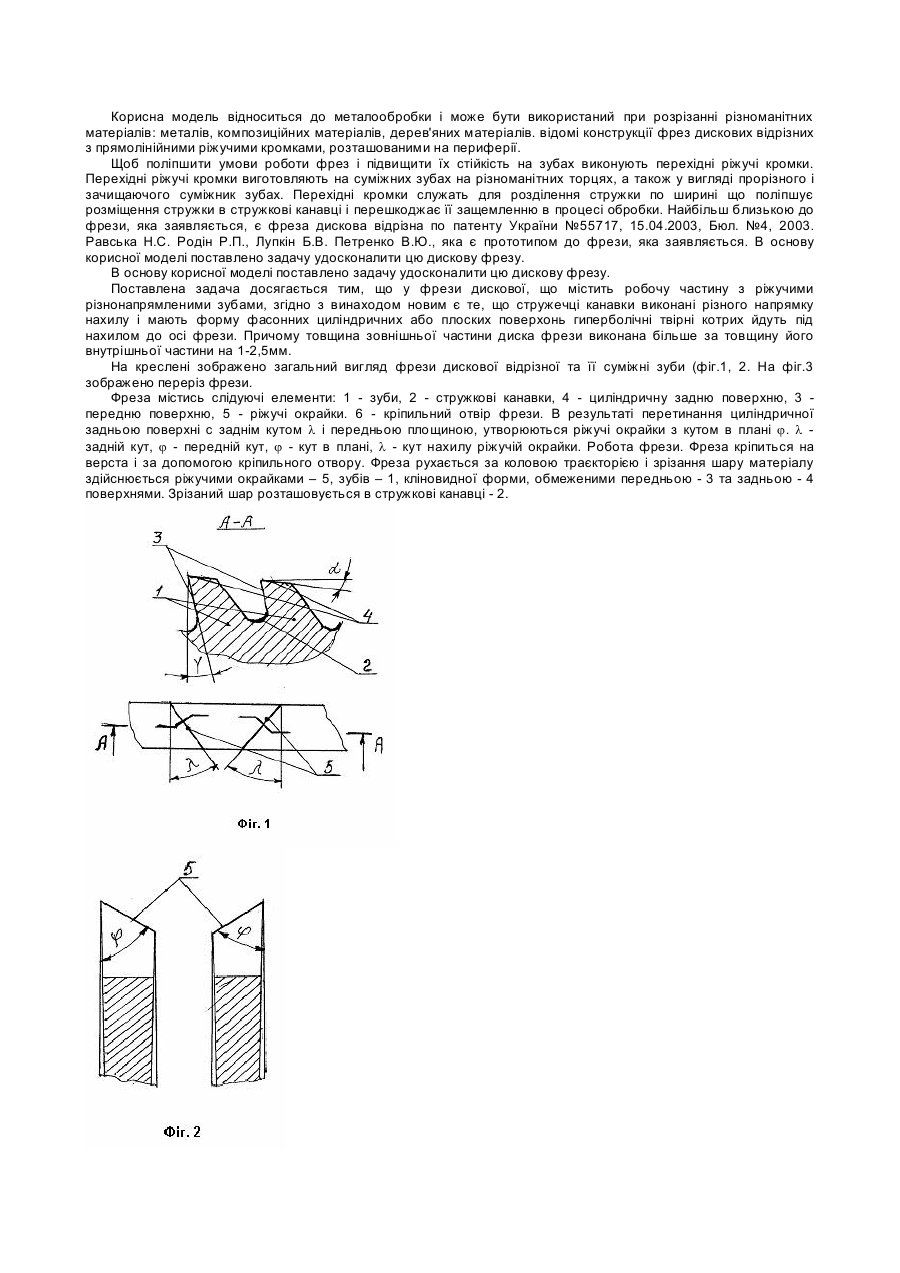
Обкочувальна дискова фреза для обробки багатогранних валів, яка відрізняється тим, що фрезу проектують на основі вихідної інструментальної поверхні, коли за різальну крайку приймають прямолінійну характеристику (лінію контакту спряжених поверхонь), положення якої характеризується кутом , який розраховують за формулою: Zи sin tg , Z д Zи cos Корисна модель належить до металообробки і може бути використаний при обробці шліцьових валів шляхом обкочування фасонними дисковими обкочувальними фрезами. Шліцьові вали широко застосовуються у машинобудуванні. Для їх виготовлення використовуються фасонні обкочувальні шліцьові фрези, що мають робочу частину з різальним зубами [див. 1, 192). Проте проблема профілювання цих фрез не розв'язана. В основу винаходу покладена задача розробки конструкції фасонної дискової обкочувальної шліцьової фрези, яка була б більш простою та технологічною порівняно з відомими фрезами. Задачею корисної моделі є створення обкочувальної дискової фрези для обробки багатогранних валів, яка дозволила би спростити конструкцію і розширити область застосування. Поставлена задача вирішується тим, що обкочувальну дискову фрезу для обробки багатогранних валів, згідно корисної моделі, проектують на основі вихідної інструментальний поверхні, коли за різальну крайку приймається прямолінійна характеристика (лінія контакту спряжених поверхонь), положення якої характеризується кутом , який розраховують за формулою: Zи sin tg Z д Zи cos - кут між осями фрези і вала (див. фіг.2). Обкочувальними фрезами багатогранні вали оброблюються за схемою формоутворення, що містить рівномірне обертання заготовки навколо її де Zи - кількість зубів фрези; Z д - кількість граней оброблюваного вала; де Zи - кількість зубів фрези; Z д - кількість граней оброблюваного вала; Кутові швидкості и і д пов'язані залежніс тю: д и Zи Zд де Zи - кількість зубів проектованої обкочувальної фрези; (13) 14837 (11) UA осі з кутовою швидкістю и . У загальному випадку вісь заготовки і вісь обкочувальної фрези є перехресними прямими, кут між якими дорівнює . За різальну крайку обкочувальної фрези приймається характеристика, тобто лінія контакту поверхні деталі і вихідної інструментальний поверхні, визначена в обраний момент процесу обробки. При обробці плоских поверхонь, за будь-якою схемою формоутворення, характеристикою буде пряма лінія. Відповідно інструмент матиме прямолінійну різальну крайку, що спрощує його конструкцію, порівняно, наприклад, з черв'ячними фрезами, призначеними для обробки багатогранних валів, що мають відповідну фасонну різальну крайку. (19) осі з кутовою швидкістю д і рівномірне обертання інструмента – обкочувальної фрези - навколо її U - кут між осями фрези і вала. 3 14837 Z д - число граней оброблюваного багатог ранного вала. У процесі обробці, крім обертальних рухів, здійснюється також рух подачі інструмента уздовж осі заготовки. Цей рух подачі приводить до ковзання поверхні деталі «самої по собі», і тому не враховується при визначенні вихідної інструментальної поверхні і, відповідно, при проектуванні інструмента. Розглянемо обробку багатогранного вала при взаємо-перпендикулярних осях заготовки й інструмента (фіг.1). За різальну крайку обкочувальної фрези, приймається характеристика, тобто лінія контакту плоскої поверхні багатогранного вала і вихідної інструментальний поверхні в той момент процесу обробки, коли оброблювана площина займає положення, паралельне осям інструмента й однозубої обкочувальної фрези. Передатне відношення кутових швидкостей при цьому дорівнюватиме: Zи 1 д i Zд Zд и Відомо, що при додаванні двох обертань навколо перехресних осей результуючим рухом буде миттєвий гвинтовий рух. Вісь цього миттєвого гвинтового руху паралельна діагоналі паралелограма, побудованого на кутових швидкостях обертань, що додаються. У розглянутому випадку вона розташовується в площині, паралельній обраному положенню оброблюваної площини багатогранного вала, тобто паралельно площині проекцій Π1. Звідси характеристикою, тобто різальною крайкою АВ, буде проекція осі миттєвого гвинтового руху на оброблювану площину вала. Кут β, що складається віссю відносно результуючого миттєвого гвинтового руху з віссю інструмента, визначається за співвідношенням: 1 д tg Zд и Кут β характеризує положення різальної крайки АВ обкочувальної фрези відносно її осі. На фіг.1 графічно визначено кут β обкочувальної фрези, призначеної для обробки шестигранного вала. Величина кут β при цьому дорівнюватиме: 1 ; tg 6 9 30 Схемуоднозубої обкочувальної фрези для обробки багатогранного - шестигранного - вала При взаємо-перпендикулярних осях заготовки та інструмента зображено на фіг.2. Розглянутою обкочу вальною фрезою можна обробляти шестигранні вали різних розмірів, що е перевагою такого інструмента. Розглянемо обробку багатогранних валів обкочувальними фрезами при перехресних осях інструмента і заготовки (фіг.3). У процесі обробки інструмент обертається навколо своєї осі з кутовою швидкістю ка навколо її осі з кутовою швидкістю и, а заготов д. 4 Кут між осями інструмента й оброблюваного багатогранного вала дорівнює обраній величині кута . Кутові швидкості пов'язані залежністю Zи д . Zд и і и д, як і при =90°, Для однозубої обкочувальної фрези матимемо: д и 1 Zд Вісь миттєвого гвинтового руху поверхні вала відносно інструмента паралельна діагоналі паралелограма O1А1В1С1O1, побудованого на кутових швидкостях и і д обертань, що додаються. Приймемо, що оброблювана площина багатогранного вала в момент її формування займає положення, паралельне осям інструмента і заготовки. При цьому вісь O1В1 відносного гвинтового руху буде паралельна оброблюваній площині. Оскільки в досліджуваний момент часу вісь O1В1 йде паралельно оброблюваній площині вала, характеристикою, що приймається за різальну крайку, буде проекція осі O1В1 на оброблювану площину. Кут β між віссю інструмента і прямолінійною різальною крайкою фрези дорівнюватиме куту між векторами і и д. Розглядаючи трикутники ΔB1E1C1 і ΔO1А1Е1, матимемо: и B1E1 д sin ; C1E1 д cos ; O1E1 и д и д cos ; д sin BE tg 1 1 O1E1 и Zд Zи д cos ; . Отже, tg Zд Zи sin . Zи cos Для однозубої обкочувальної фрези матимемо: tg Zд sin . cos На фіг.3 графічно визначено кут β для обкочувальної фрези, призначеної для обробки квадратного вала, при прийнятій величині кута , що дорівнює =60°. При зміні кута відповідно змінюється кут β. Графік залежності кута β від кута зображено на фіг.4 для однозубої обкочувальної фрези, призначеної для обробки квадратного вала. Відповідно до графіка величина кута β при обробці квадратного вала дорівнюватиме β=9°30' при куті установки осі фрези 51°. Таким чином, однією і тією самою обкочувальною фрезою з β=9°30' можна обробляти шестигранний вал, при куті установки 5 14837 осі інструмента =90°, і квадратний вал, при куті установки осі інструмента =51°. Кут β обкочувальної фрези при обробці багатогранних валів залежить також від кількості зубів Zи інструмента. Графік залежності кута β від кількості зубів Zи обкочувальної фрези при обробці Комп’ютерна верстка А. Рябко 6 квадратного і шестигранного валів при взаємоперпендикулярних осях інструмента і заготовки зображено на фіг.5. Література: 1. Родин П.Р. Основы формообразования поверхностей резанием. - К.: Вища школа, 1977. Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюRolling disk cutter for treating the many-sided shafts
Автори англійськоюLupkin Borys Volodymyrovych, Mamliuk Oleh Volodymyrovych, Ravska Nataliia Serhiivna, Rodin Rodion Petrovych
Назва патенту російськоюОбкатывающая дисковая фреза для обработки многогранных валов
Автори російськоюЛупкин Борис Владимирович, Мамлюк Олег Владимирович, Равская Наталья Сергеевна, Родин Родион Петрович
МПК / Мітки
МПК: B23D 61/00, B23C 5/02
Мітки: обробки, дискова, обкочувальна, валів, багатогранних, фреза
Код посилання
<a href="https://ua.patents.su/3-14837-obkochuvalna-diskova-freza-dlya-obrobki-bagatogrannikh-valiv.html" target="_blank" rel="follow" title="База патентів України">Обкочувальна дискова фреза для обробки багатогранних валів</a>
Фасонна дискова обкатувальна шліцьова фреза
Номер патенту: 73707
Опубліковано: 15.08.2005
Автори: Равська Наталья Сергіївна, Лупкін Борис Володимирович, Родін Родіон Петрович, Мамлюк Олег Володимирович
МПК: B23F 21/00
Мітки: шліцьова, фреза, обкатувальна, дискова, фасонна
Формула / Реферат:
Фасонна дискова обкатувальна шліцьова фреза, що містить оправку та робочу частину з різальними зубами, яка відрізняється тим, що різальні зуби мають прямолінійні різальні крайки, які розташовані таким чином, що різальна крайка одного різального зуба обробляє шляхом обкатування одну сторону шліца, а різальна крайка другого різального зуба одночасно обробляє протилежну сторону іншого шліца.
Фреза дискова відрізна
Номер патенту: 8748
Опубліковано: 15.08.2005
Автор: Дегтяр Володимир Федорович
МПК: B23C 5/02
Мітки: відрізна, дискова, фреза
Формула / Реферат:
1. Фреза дискова відрізна, що містить робочу частину з різальними зубами, причому на суміжних різальних зубах виконані стружкові канавки, яка відрізняється тим, що поперечний переріз диска має форму трапеції, а стружкові канавки виконані різного напрямку нахилу і мають форму фасонних циліндричних або плоских поверхонь, гіперболічні твірні яких йдуть під нахилом до осі фрези.2. Фреза дискова відрізна за п. 1, яка відрізняється тим,...
Дискова фреза
Номер патенту: 13127
Опубліковано: 28.02.1997
Автор: Квіта Віктор Володимирович
МПК: B23D 61/00, B23C 5/02
Формула / Реферат:
(57) Дисковая фреза, содержащая корпус с режущими зубьями, передняя и задняя поверхности которых наклонены относительно оси фрезы в противоположных направлениях, отличающаяся тем, что передний угол в плоскости, перпендикулярной оси фрезы, выполнен отрицательным в диапазоне (-5,5°)...(-6,5°), при этом угол наклона задней поверхности в осевой плоскости выполнен в диапазоне 20°...45°, а в плоскости, перпендикулярной оси фрезы, в диапазоне...
Фреза дискова відрізна
Номер патенту: 55717
Опубліковано: 15.04.2003
Автори: Петренко Владислав Юрійович, Равська Наталія Сергіївна, Родін Радіон Петрович, Лупкін Борис Володимирович
МПК: B23C 5/02
Мітки: відрізна, фреза, дискова
Формула / Реферат:
Фреза дискова відрізна, що містить робочу частину з різальними зубами і затискну частину у вигляді кріпильного отвору з шпоночним пазом, причому на суміжних різальних зубах виконані стружечні канавки, яка відрізняється тим, що стружечні канавки виконані різного напрямку нахилу і мають форму фасонних циліндричних або плоских поверхонь, твірні яких йдуть під нахилом до осі фрези з кутом η з різним напрямком на суміжних зубах, причому...
Дискова фреза робочого органу знаряддя для обробітку грунту
Номер патенту: 3305
Опубліковано: 15.11.2004
Автор: Гулько Аркадій Михайлович
МПК: A01B 33/00, A01B 35/28
Мітки: грунту, дискова, обробітку, робочого, знаряддя, фреза, органу
Формула / Реферат:
1. Дискова фреза робочого органу знаряддя для обробітку грунту, що включає диск і зуби, вигнуті кінці яких розташовані на однаковій відстані від осі диска, яка відрізняється тим, що диск і зуби виконані у вигляді суцільної деталі, при цьому зуби в плані мають форму нерівнобедрених трикутників і виконані з заточуванням передніх і задніх крайок, причому зуби кожної пари діаметрально протилежних зубів розташовані з однієї сторони диска і під...
Попередній патент: Спосіб формоутворення задніх поверхонь спірального свердла з перехідними різальними крайками
Наступний патент: Бісквітно-кондитерський виріб
Випадковий патент: Спосіб виготовлення сирного продукту