Спосіб формоутворення задніх поверхонь спірального свердла з перехідними різальними крайками
Номер патенту: 14836
Опубліковано: 15.05.2006
Автори: Мамлюк Олег Володимирович, Равська Наталія Сергіївна, Лупкін Борис Володимирович, Родін Родіон Петрович

Формула / Реферат
Спосіб формоутворення задніх поверхонь спірального свердла з перехідними різальними крайками, який відрізняється тим, що свердло заточують двома (чотирма) конічними шліфувальними кругами, встановленими на одній осі, і взаємне положення яких відносно осі свердла визначають заданими вихідними даними:
![]() і
і ![]() - кути при вершині на основній і перехідній різальних крайках;
- кути при вершині на основній і перехідній різальних крайках;
![]() - інструментальний задній кут у циліндричному перерізі, концентричному осі свердла;
- інструментальний задній кут у циліндричному перерізі, концентричному осі свердла;
![]() - величина кута нахилу осі шліфувальних кругів,
- величина кута нахилу осі шліфувальних кругів,
інструментальний задній кут ![]() у перерізі, перпендикулярному осі свердла, визначають за залежністю:
у перерізі, перпендикулярному осі свердла, визначають за залежністю:
![]() ,
,
де ![]() ,
, ![]() - радіус серцевини свердла;
- радіус серцевини свердла; ![]() - радіус розглянутої точки різальної крайки,
- радіус розглянутої точки різальної крайки,
положення задніх площин різальних крайок свердел визначають за залежностями:
![]() ;
;
![]() ,
,
величини кутів ![]() і
і ![]() при вершині конічних бокових поверхонь шліфувальних кругів визначають за залежностями:
при вершині конічних бокових поверхонь шліфувальних кругів визначають за залежностями:
![]() ;
;
![]() ,
,
потім розраховують величини кутів ε1 і ε2, що визначають положення характеристик на конічних поверхнях шліфувальних кругів, за формулами:
![]() ;
;
![]() ,
,
вибирають радіус R2 першого шліфувального круга і розраховують радіус R3 другого шліфувального круга:
![]() ,
,
розраховують максимальну величину L між першим і другим шліфувальними кругами:
![]() ,
,
положення центра шліфувального круга, радіуса R2, відносно осі свердла, що заточують, визначають за розміром b:
![]() ,
,
де ![]() - величина, що характеризує розмір довжини основної і перехідної різальних крайок, приймається на практиці такою, що дорівнює 0,2D свердла.
- величина, що характеризує розмір довжини основної і перехідної різальних крайок, приймається на практиці такою, що дорівнює 0,2D свердла.
Текст
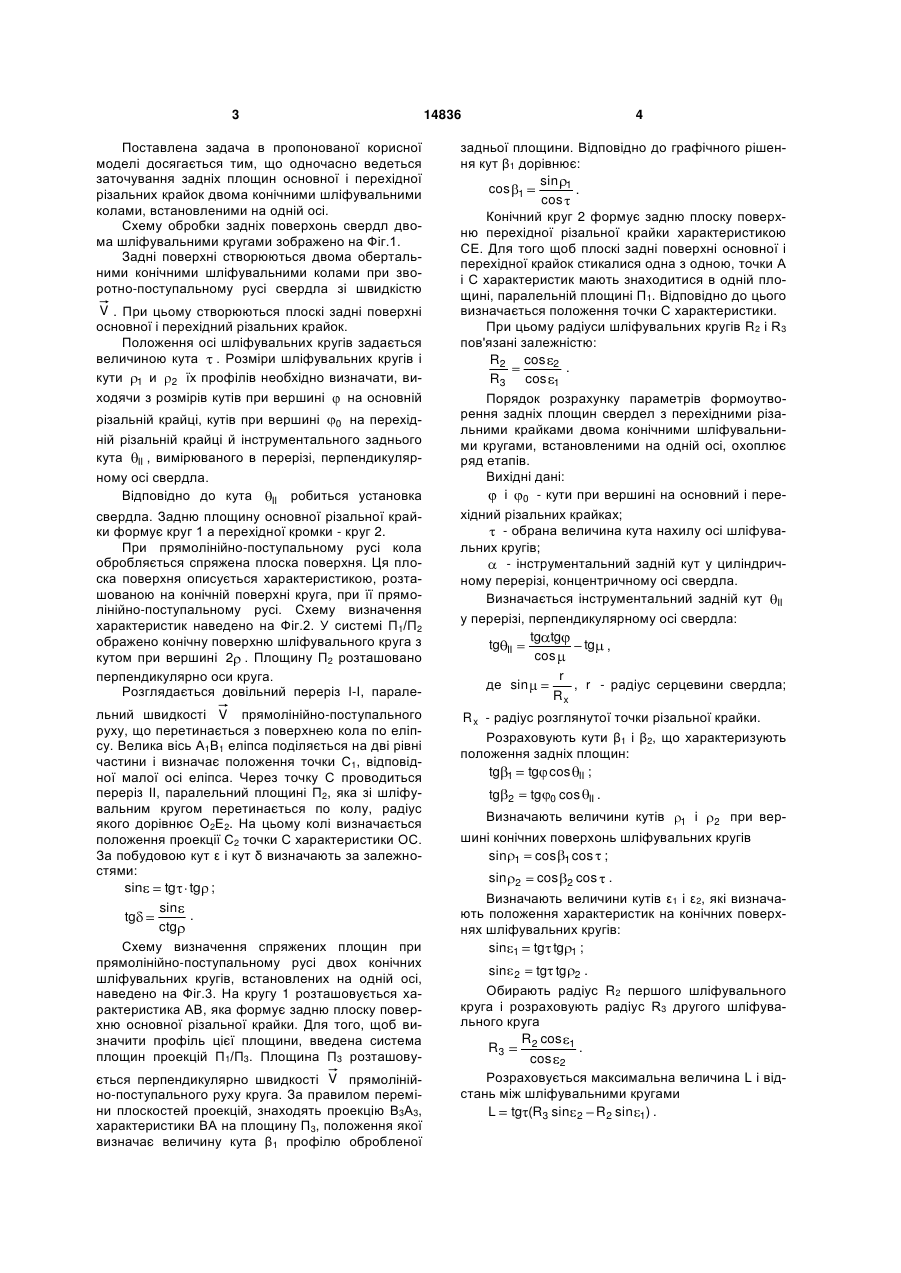
Спосіб формоутворення задніх поверхонь спірального свердла з перехідними різальними крайками, який відрізняється тим, що свердло заточують двома (чотирма) конічними шліфувальними кругами, встановленими на одній осі, і взаємне положення яких відносно осі свердла визначають заданими вихідними даними: і 0 - кути при вершині на основній і перехідній різальних крайках; - інструментальний задній кут у циліндричному перерізі, концентричному осі свердла; - величина кута нахилу осі шліфувальних кругів, інструментальний задній кут II у перерізі, перпендикулярному осі свердла, визначають за залежністю: tg tg tg II tg , cos r де sin , r - радіус серцевини свердла; R x Rx радіус розглянутої точки різальної крайки, положення задніх площин різальних крайок свердел визначають за залежностями: 3 Поставлена задача в пропонованої корисної моделі досягається тим, що одночасно ведеться заточування задніх площин основної і перехідної різальних крайок двома конічними шліфувальними колами, встановленими на одній осі. Схему обробки задніх поверхонь свердл двома шліфувальними кругами зображено на Фіг.1. Задні поверхні створюються двома обертальними конічними шліфувальними колами при зворотно-поступальному русі свердла зі швидкістю V . При цьому створюються плоскі задні поверхні основної і перехідний різальних крайок. Положення осі шліфувальних кругів задається величиною кута . Розміри шліфувальних кругів і кути 1 и 2 їх профілів необхідно визначати, виходячи з розмірів кутів при вершині на основній різальній крайці, кутів при вершині 0 на перехідній різальній крайці й інструментального заднього кута II , вимірюваного в перерізі, перпендикулярному осі свердла. Відповідно до кута II робиться установка свердла. Задню площину основної різальної крайки формує круг 1 а перехідної кромки - круг 2. При прямолінійно-поступальному русі кола обробляється спряжена плоска поверхня. Ця плоска поверхня описується характеристикою, розташованою на конічній поверхні круга, при її прямолінійно-поступальному русі. Схему визначення характеристик наведено на Фіг.2. У системі П1/П2 ображено конічну поверхню шліфувального круга з кутом при вершині 2 . Площину П2 розташовано перпендикулярно оси круга. Розглядається довільний переріз І-І, паралельний швидкості V прямолінійно-поступального руху, що перетинається з поверхнею кола по еліпсу. Велика вісь А1В1 еліпса поділяється на дві рівні частини і визначає положення точки С1, відповідної малої осі еліпса. Через точку С проводиться переріз ІІ, паралельний площині П2, яка зі шліфувальним кругом перетинається по колу, радіус якого дорівнює О2Е2. На цьому колі визначається положення проекції С2 точки С характеристики ОС. За побудовою кут ε і кут δ визначають за залежностями: sin tg tg ; sin . tg ctg Схему визначення спряжених площин при прямолінійно-поступальному русі двох конічних шліфувальних кругів, встановлених на одній осі, наведено на Фіг.3. На кругу 1 розташовується характеристика АВ, яка формує задню плоску поверхню основної різальної крайки. Для того, щоб визначити профіль цієї площини, введена система площин проекцій П1/П3. Площина П3 розташовується перпендикулярно швидкості V прямолінійно-поступального руху круга. За правилом переміни плоскостей проекцій, знаходять проекцію В3А3, характеристики ВА на площину П3, положення якої визначає величину кута β1 профілю обробленої 14836 4 задньої площини. Відповідно до графічного рішення кут β1 дорівнює: sin 1 cos 1 . cos Конічний круг 2 формує задню плоску поверхню перехідної різальної крайки характеристикою СЕ. Для того щоб плоскі задні поверхні основної і перехідної крайок стикалися одна з одною, точки А і С характеристик мають знаходитися в одній площині, паралельній площині П1. Відповідно до цього визначається положення точки С характеристики. При цьому радіуси шліфувальних кругів R2 і R3 пов'язані залежністю: R2 cos 2 . R3 cos 1 Порядок розрахунку параметрів формоутворення задніх площин свердел з перехідними різальними крайками двома конічними шліфувальними кругами, встановленими на одній осі, охоплює ряд етапів. Вихідні дані: і 0 - кути при вершині на основний і перехідний різальних крайках; - обрана величина кута нахилу осі шліфувальних кругів; - інструментальний задній кут у циліндричному перерізі, концентричному осі свердла. Визначається інструментальний задній кут II у перерізі, перпендикулярному осі свердла: tg tg tg II tg , cos r де sin , r - радіус серцевини свердла; Rx R x - радіус розглянутої точки різальної крайки. Розраховують кути β1 і β2, що характеризують положення задніх площин: tg 1 tg cos II ; tg tg 2 0 cos II . Визначають величини кутів 1 і 2 при вершині конічних поверхонь шліфувальних кругів sin 1 cos 1 cos ; sin cos 2 cos . Визначають величини кутів ε1 і ε2, які визначають положення характеристик на конічних поверхнях шліфувальних кругів: sin 1 tg tg 1 ; 2 sin 2 tg tg 2 . Обирають радіус R2 першого шліфувального круга і розраховують радіус R3 другого шліфувального круга R2 cos 1 . R3 cos 2 Розраховується максимальна величина L і відстань між шліфувальними кругами L tg (R3 sin 2 R2 sin 1) . 5 Визначають положення центра окружності R2 круга відносно осі свердла, що заточується, яке характеризується розміром b: b a R2 sin 1 sin ; a a1 h , де величина a характеризує розмір довжини основної a1 різальної крайки і, відповідно, довжину перехідної h крайки, яка приймається найчастіше такою, що дорівнює 0,2D свердла (Фіг.3). При розрахованих параметрах робиться заточування задніх площин основної і перехідної різальних крайок одного зуба свердла. Потім свердло повертається навколо своєї осі на 180° і робиться заточування другого зуба. 14836 6 Для підвищення продуктивності можна вести заточування свердел з перехідною різальною крайкою при установці на одній осі чотирьох шліфувальних кругів (Фіг.4). У цьому випадку робиться одночасно заточення обох зубів свердла. При заточуванні свердла обраними шліфувальними кругами можна змінювати установку осі кругів, тобто змінювати кут , і за рахунок цього одержувати різноманітні геометричні параметри різальної частини свердла. Література: 1. Криштона Η.А., Родина Т.П. Геометрия задних поверхностей сверл и способы их формообразования. - К.: Вища школа, 1982. 2. Родин П.Р. Основы формообразования поверхностей резанием. - К.: Вища школа, 1977. 7 Комп’ютерна верстка А. Рябко 14836 8 Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of forming the rear surfaces of spiral drill with transitional cutting edges
Автори англійськоюLupkin Borys Volodymyrovych, Mamliuk Oleh Volodymyrovych, Ravska Nataliia Serhiivna, Rodin Rodion Petrovych
Назва патенту російськоюСпособ формообразования задних поверхностей спирального сверла с переходными режущими кромками
Автори російськоюЛупкин Борис Владимирович, Мамлюк Олег Владимирович, Равская Наталья Сергеевна, Родин Родион Петрович
МПК / Мітки
МПК: B23B 51/02
Мітки: спосіб, перехідними, крайками, поверхонь, свердла, спірального, формоутворення, різальними, задніх
Код посилання
<a href="https://ua.patents.su/4-14836-sposib-formoutvorennya-zadnikh-poverkhon-spiralnogo-sverdla-z-perekhidnimi-rizalnimi-krajjkami.html" target="_blank" rel="follow" title="База патентів України">Спосіб формоутворення задніх поверхонь спірального свердла з перехідними різальними крайками</a>
Спосіб заточування свердла з криволінійними різальними крайками

Номер патенту: 14830
Опубліковано: 15.05.2006
Автори: Родін Родіон Петрович, Лупкін Борис Володимирович, Мамлюк Олег Володимирович, Равська Наталія Сергіївна
МПК: B23B 51/00
Мітки: свердла, криволінійними, крайками, спосіб, заточування, різальними
Формула / Реферат:
Спосіб заточування свердла з криволінійними різальними крайками, який включає заточування фасонним шліфувальним кругом, що встановлений на осі перпендикулярно напрямку зворотно-поступальних рухів свердла, який відрізняється тим, що для спрощення кінематичної схеми обробки заточування здійснюють фасонним шліфувальним кругом, профіль якого обкреслений за дугою кола, яке обертається навколо нерухомої осі, а свердло, вісь якого перпендикулярна...
Спосіб заточування свердла з підрізними різальними крайками
Номер патенту: 52249
Опубліковано: 16.12.2002
Автори: Равська Наталья Сергіївна, Родін Родіон Петрович, Лупкін Борис Володимирович, Мамлюк Олег Володимирович
МПК: B23B 3/00
Мітки: крайками, різальними, спосіб, свердла, підрізними, заточування
Формула / Реферат:
Спосіб заточування свердла з підрізними різальними крайками, при якому шліфувальним кругом одноразово формують площини периферійної і центральної різальних крайок свердла, який відрізняється тим, що оброблювальне свердло встановлюють в універсально-заточувальній головці з кутами й надають зворотно-поступального руху відносно шліфувального круга комбінованої "а",...
Спосіб заточування свердла
Номер патенту: 52246
Опубліковано: 16.12.2002
Автори: Родін Родіон Петрович, Мамлюк Олег Володимирович, Равська Наталья Сергіївна, Лупкін Борис Володимирович
МПК: B23B 51/02
Мітки: свердла, спосіб, заточування
Формула / Реферат:
Спосіб заточування свердла, який включає заточування двома конічними шліфувальними кругами, що встановлені з зазором на одній осі, похилій відносно напрямку зворотно-поступальних рухів свердла, який відрізняється тим, що задні поверхні основних різальних крайок формують конічними поверхнями шліфувальних кругів, а задні поверхні в центральній зоні поперечної різальної крайки свердла формують граничними окружностями, розташованими на торцях...
Спосіб заточування свердла по циліндричних фасонних поверхнях
Номер патенту: 14829
Опубліковано: 15.05.2006
Автори: Мамлюк Олег Володимирович, Лупкін Борис Володимирович, Равська Наталія Сергіївна, Родін Родіон Петрович
МПК: B23B 51/00
Мітки: спосіб, заточування, поверхнях, фасонних, циліндричних, свердла
Формула / Реферат:
Спосіб заточування свердла по циліндричних фасонних поверхнях, який відрізняється тим, що для спрощення технологічних пристосувань, заточування виконують фасонним шліфувальним кругом, профіль якого обкреслений дугою кола, вісь свердла встановлюється паралельно осі шліфувального круга, а саме свердло - на відстані і
Спосіб безцентрового поздовжнього шліфування циліндричних поверхонь
Номер патенту: 14242
Опубліковано: 15.05.2006
Автори: Кальченко Володимир Віталійович, Шам Максим Костянтинович, Кальченко Віталій Іванович
МПК: B24B 5/00
Мітки: спосіб, безцентрового, шліфування, циліндричних, поздовжного, поверхонь
Формула / Реферат:
1. Спосіб безцентрового поздовжнього шліфування циліндричних поверхонь, за яким деталь переміщується в осьовому напрямку за рахунок розвороту ведучого круга і базується на ньому та опорному ножі, а шліфування виконується профільованим шліфувальним абразивним кругом, який відрізняється тим, що вісь деталі в процесі знімання припуску та формоутворення переміщують вздовж однієї прямої, яка співпадає з віссю номінальної циліндричної поверхні...
Попередній патент: Спосіб розробки газоконденсатного родовища
Наступний патент: Обкочувальна дискова фреза для обробки багатогранних валів
Випадковий патент: Спосіб лікування сечокам'яної хвороби