Процес виготовлення дроту з металів та сплавів
Номер патенту: 15030
Опубліковано: 15.06.2006
Автори: Пашинська Олена Генріхівна, Тищенко Ірина Іванівна, Варюхін Віктор Миколайович
Формула / Реферат
Спосіб виготовлення дроту з металів і сплавів, який включає поєднання деформацій волочіння і кручення з сумарним обтисканням 50-80 %, який відрізняється тим, що циклічне деформування дроту крученням здійснюють у взаємопротилежних напрямках в процесі волочіння через послідовно розташовані волоки, які обертаються у протилежні сторони, причому величина підкрученняскладає не більше однієї четверті від руйнуючого числа скручувань для даного діаметра дроту із даного сплаву, а швидкість обертання волок - 50-100 об/сек.
Текст
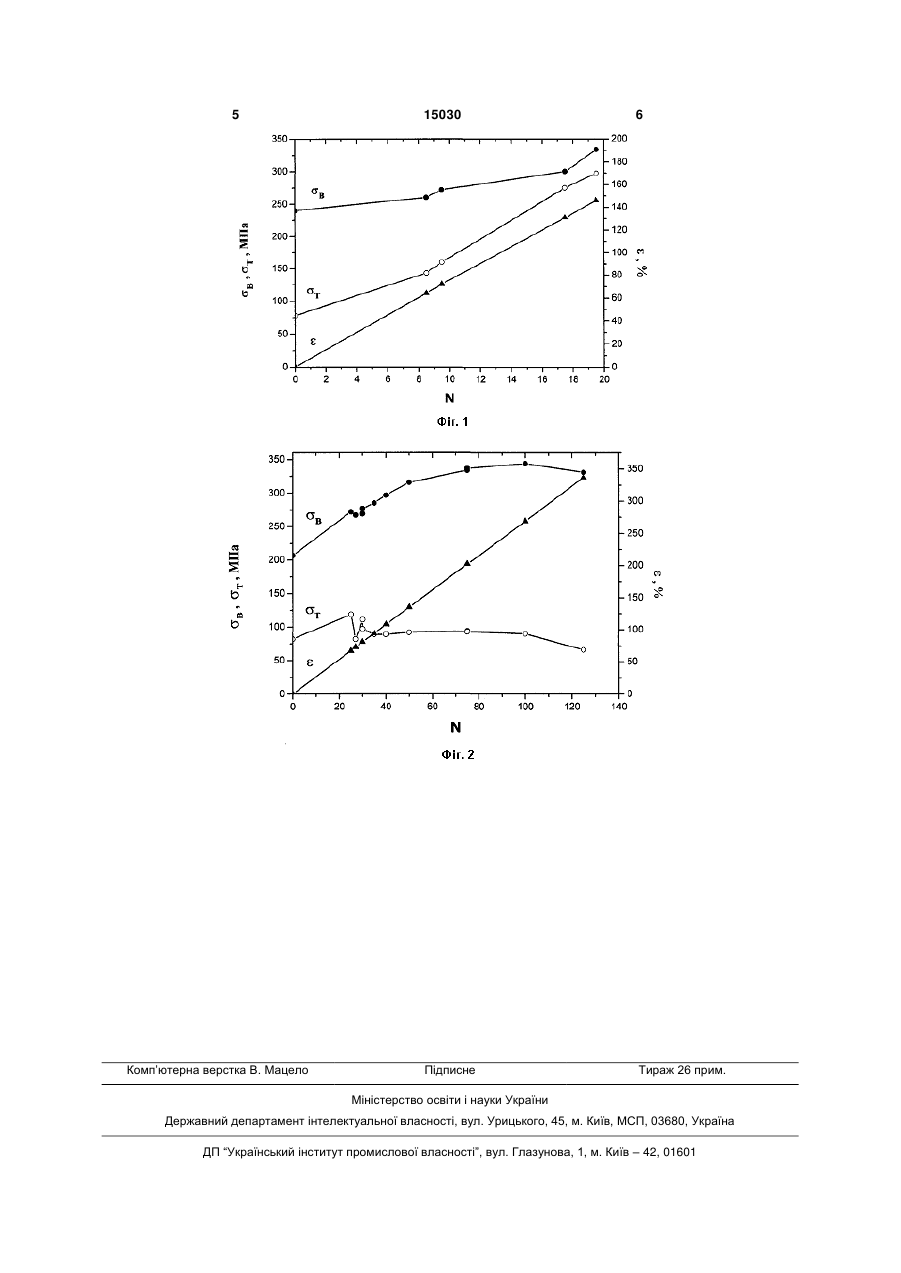
Спосіб виготовлення дроту з металів і сплавів, який включає поєднання деформацій волочіння і 3 15030 4 дніх волоках обертання здійснюють у взаємопрозичними властивостями від матеріалу, який обертилежних напрямках. До отримання готового протається в одному напрямі. філю заготовка проходить декілька циклів, які На підтвердження цього на Фіг.1, 2 приведено включають операції деформування дроту розтягудані по зміні механічних характеристик мідного ванням і знакозмінним крученням. Причому велидроту від кількості обертів (N) для однонаправлечина підкручення складає не більше 1/4 від руйного (Фіг.1: - границя текучості т, МПа; - грануючого числа скручувань для даного діаметра ниця міцності в, МПа; -ступінь деформації , %) дроту із даного сплаву, а швидкість обертання і знакозмінного (Фіг.2: - ступінь деформації, %; 50-100об./сек. - границя міцності, МПа; - границя текучості, Проведено аналіз процесів накопичення деМПа) кручення. Границя текучості т відпаленої фектів в умовах деформації крученням і розтягуміді складає 82 Н/мм2, а в - 207Н/мм2. Фіг.1 свідванням в протилежні сторони і розтягуванням при чить про те, що і при однонаправленому, і при знапостійному навантаженні. Аналіз результатів покакозмінному крученні відбувається значне підвизав, що накопичення дефектів при пластичній дещення границі міцності практично до 350Н/мм2. формації крученням і розтягуванням залежить від При обертанні в одну сторону границя текучості кількості обертів, а також від напрямку обертання. підвищується до 300Н/мм , але при цьому мідний В [роботі Б.Г. Лившица, В.С. Крапошина, Я.Л. Лидріт витримує не більше 20 обертів (ступінь дефопецкого «Физические свойства металлов и сплармації складає 150%). При знакозмінному крученні вов» (Металлургия, Москва, 1980)] відмічається, хоча і не відбувається такого зростання границі що одновісне навантаження сприяє генерації міжтекучості ( т коливається біля значення т відпавузельних атомів, а кручення сприяє генерації валеної недеформованої міді), проте дріт здатний кансій. Основне джерело точкових дефектів, у давитримати кручення на 120 обертів (сумарна кільному випадку, ковзні гвинтові дислокації, з кість) при ступені деформації 345%. елементарними порогами краєвої орієнтації. При З таблиці 1 видно, що при крученні відносне переміщенні в одну сторону за порогом, що «прозвуження досягає достатньо високих значень. тягається», утворюється ланцюжок точкових деПри однонаправленому обертанні на 40 обертів фектів (вакансій і міжвузельних атомів), а після =57%, а при знакозмінному крученні на таку ж зміни напрямку обертання відбувається їх часткокількість обертів відносне звуження досягає початва взаємна анігіляція, що приводить до підвищенкового значення ( 79%). Таким чином, при знаконя щільності металу. змінному крученні при достатньо великих дефорЗавдяки цим та іншим процесам матеріал, маціях досягаються високі міцнісні і пластичні деформований із застосуванням знакозмінного характеристики. кручення, вигідно відрізняється механічними і фіТаблиця 1 Пластичні характеристики міді Кількість обертів за годинною стрілкою N1 0 40 20 25 25 Кількість обертів проти годинної стрілки N2 0 0 20 5 10 Спостережувані ефекти пов'язані переважно зі зміною кількості точкових дефектів і дислокацій, і пояснити отримані результати можна на підставі особливостей деформації при крученні з розтягуванням. Через швидку зміну напрямку обертання не всі дефекти анігілюють тоді, коли поріг «протягається» у зворотньому напрямі [Й.Н. Новиков, Загальна кількість обертів N=N1+N2 0 40 40 30 35 Ступінь деформації ,% 0 105 105 81 97 Відносне звуження , % 79 57 79 68 75 К.М. Розин, Кристаллография и дефекты кристаллической решетки, Металлургия, Москва (1990); Nabarro F.R.N., Phys.State.Sol. (a), V.I 04, 47(1987)]. Часткова взаємна анігіляція дефектів змінює стан зразка, саме тому ступінь анігіляції дефектів залежить від числа обертів в одну та іншу сторони. 5 Комп’ютерна верстка В. Мацело 15030 6 Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for production of the wire from metals and alloys
Автори англійськоюPashynska Olena Henrikhivna, Variukhin Viktor Mykolaiovych
Назва патенту російськоюПроцесс изготовления проволоки из металлов и сплавов
Автори російськоюПашинская Елена Генриховна, Варюхин Виктор Николаевич
МПК / Мітки
Мітки: металів, дроту, виготовлення, процес, сплавів
Код посилання
<a href="https://ua.patents.su/3-15030-proces-vigotovlennya-drotu-z-metaliv-ta-splaviv.html" target="_blank" rel="follow" title="База патентів України">Процес виготовлення дроту з металів та сплавів</a>
Спосіб виготовлення мідного дроту
Номер патенту: 8326
Опубліковано: 15.07.2005
Автори: Клюєв Сергій Петрович, Шпаковскій Вадім, Клюєв Андрій Петрович
МПК: B21D 22/00
Мітки: виготовлення, спосіб, мідного, дроту
Формула / Реферат:
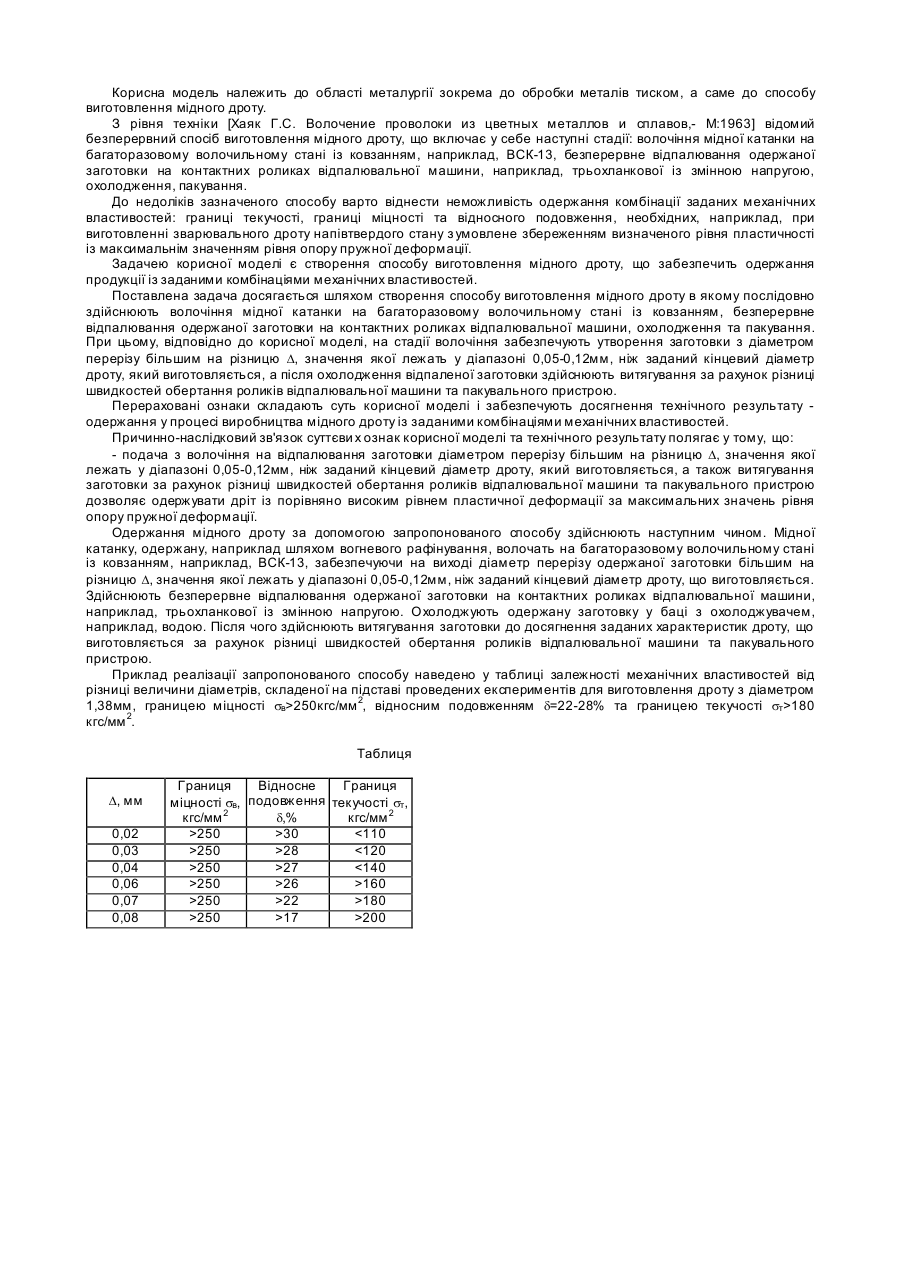
Спосіб виготовлення мідного дроту, що включає послідовне здійснення волочіння мідної катанки на багаторазовому волочильному стані із ковзанням, безперервне відпалювання одержаної заготовки на контактних роликах відпалювальної машини, охолодження та пакування, який відрізняється тим, що на стадії волочіння забезпечують утворення заготовки з діаметром перерізу більшим на різницю Δ, значення якої лежать у діапазоні 0,05-0,12 мм, ніж заданий...
Спосіб виготовлення порошків феромагнітних сплавів рідкісноземельних металів, перехідних металів та бору і пристрій для здійснення способу
Номер патенту: 51229
Опубліковано: 15.11.2002
Автори: Панасюк Володимир Васильович, Булик Ігор Іванович, Басараба Юрій Борисович, Путілов Юрій Григорович
МПК: H01F 7/02, H01F 7/00, B22F 9/00
Мітки: спосіб, пристрій, виготовлення, феромагнітних, металів, рідкісноземельних, способу, здійснення, порошків, перехідних, бору, сплавів
Формула / Реферат:
1. Пристрій очищення питної води, розміщений у водонапірній башті, що включає бак з дахом і дном та ствол, в якому знаходиться контактне завантаження, розташоване у приймальній обичайці з перфорацією у нижній частині, перегородку, крізь яку проходить трубопровід подачі вихідної води, оснащений аератором, і під якою знаходиться плаваюче фільтруюче завантаження з дренажно-розподільчою системою, який відрізняється тим, що плаваюче фільтруюче...
Пристрій для безперервного виготовлення кілець із дроту
Номер патенту: 56679
Опубліковано: 15.05.2003
Автори: Хиноцький Анатолій Климентійович, Шеремет Володимир Олександрович, Осокін Борис Федорович, Козін Володимир Вячеславович, Омесь Микола Михайлович, Чепа Валентин Васильович, Костюченко Михайло Іванович, Курочкін Олександр Федорович
МПК: B21F 1/00
Мітки: виготовлення, кілець, пристрій, безперервного, дроту
Формула / Реферат:
1. Пристрій для безперервного виготовлення кілець із дроту, що містить розміщений на основі механізм формоутворення, який включає привідне оправлення і розміщені на осях притискні ролики, механізм різання з рухливими ножами, установленими з можливістю синхронного обертання з оправкою, і засіб для спрямовування дроту, який відрізняється тим, що пристрій оснащений виштовхувачами, встановленими з можливістю хитання на вертикальних осях на...
Спосіб виготовлення поковок, переважно з металів та сплавів підгрупи титану, і кувальний комплекс для його здійснення
Номер патенту: 73393
Опубліковано: 15.07.2005
Автори: Бочаров Олєг Вікторовіч, Ноздрін Ігорь Вікторовіч, Терновой Юрій Федорович, Рождєствєнскій Владімір Владіміровіч, Філіппов Владімір Борісовіч, Лазоркін Віктор Андрійович, Чєрємних Гєннадій Сєргєєвіч, Лосіцкій Анатолій Францєвіч, Котрєхов Владімір Андрєєвіч, Коновалов Віталій Фьодоровіч, Артамонов Юрій Вікторович, Ахтонов Сєргєй Гєннадьєвіч, Шіков Алєксандр Константіновіч, Прохоров Валєрій Васільєвіч
МПК: B21J 1/04, B21J 5/00, B21J 13/02
Мітки: здійснення, поковок, комплекс, підгрупи, кувальний, сплавів, титану, спосіб, переважно, металів, виготовлення
Формула / Реферат:
1. Спосіб виготовлення поковок, переважно з металів і сплавів підгрупи титану, що включає нагрівання злитка і наступне його кування на пресі з одним або двома маніпуляторами в кілька проходів шляхом чотирибічного обтиснення в чотирибойкових кувальних пристроях з додатковими макрозрушеннями металу в поперечній площині заготовки при кожному одиничному обтисненні, подачу і кантування заготовки, який відрізняється тим, що кування здійснюють у...
Пристрій для виготовлення витих виробів із дроту
Номер патенту: 56677
Опубліковано: 15.05.2003
Автори: Осокін Борис Федорович, Шеремет Володимир Олександрович, Омесь Микола Михайлович, Чепа Валентин Васильович, Костюченко Михайло Іванович, Козін Володимир Вячеславович, Курочкін Олександр Федорович, Хиноцький Анатолій Климентійович
МПК: B21F 3/00, B21F 11/00
Мітки: виробів, дроту, виготовлення, пристрій, витих
Формула / Реферат:
Пристрій для виготовлення витих виробів із дроту, який містить нерухому основу, привідний обертовий барабан, притискні ролики, напрямляч подачі дроту, який відрізняється тим, що барабан установлений під основою з вертикальною віссю обертання, а формоутворювач виконаний з напрямляча та притискного ролика, причому напрямляч виконаний на обертовому барабані у вигляді кільцевої канавки трапецеїдальної форми, у яку входить дріт, що притискається...
Попередній патент: Пристрій для різання медичних шприців
Наступний патент: Спосіб лікування ювенільного ревматоїдного артриту у дітей
Випадковий патент: Спосіб вдосконалення визначення вмісту кальцію в молоці титрометричним методом