Електронна зварювальна гармата
Формула / Реферат
Электронная сварочная пушка, содержащая расположенные на одной оптической оси модуль катодного узла, включающий подогреватель, катод и управляющий электрод, анод и модуль электронно-оптической системы, содержащий фокусирующую и отклоняющую линзы, отличающаяся тем, что модуль катодного узла снабжен пьезотрансформатором, состоящим из секции возбудителя, генераторной и управляющей секций, при этом положительный полюс генераторной секции соединен с катодом, а отрицательный - с управляющим электродом.
Текст
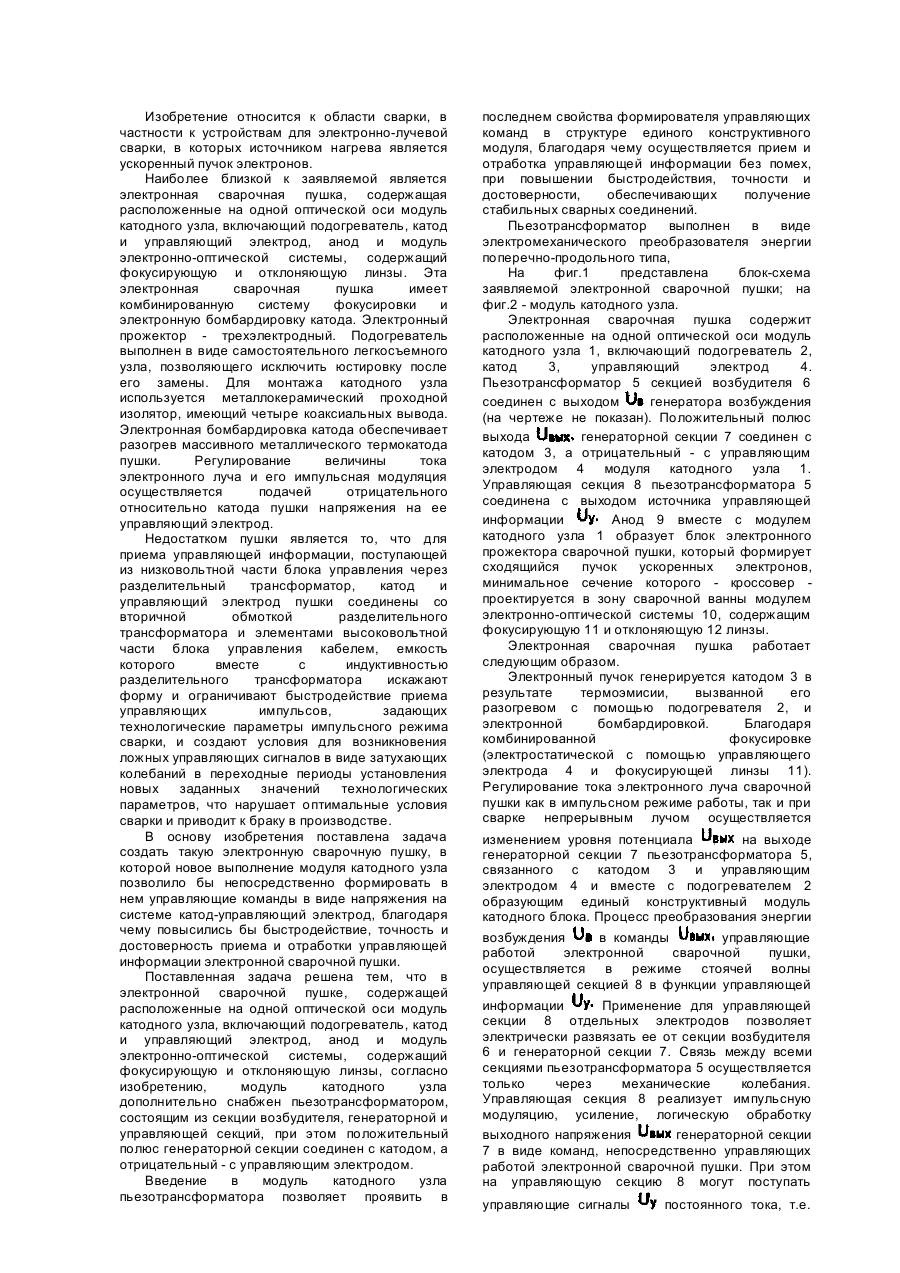
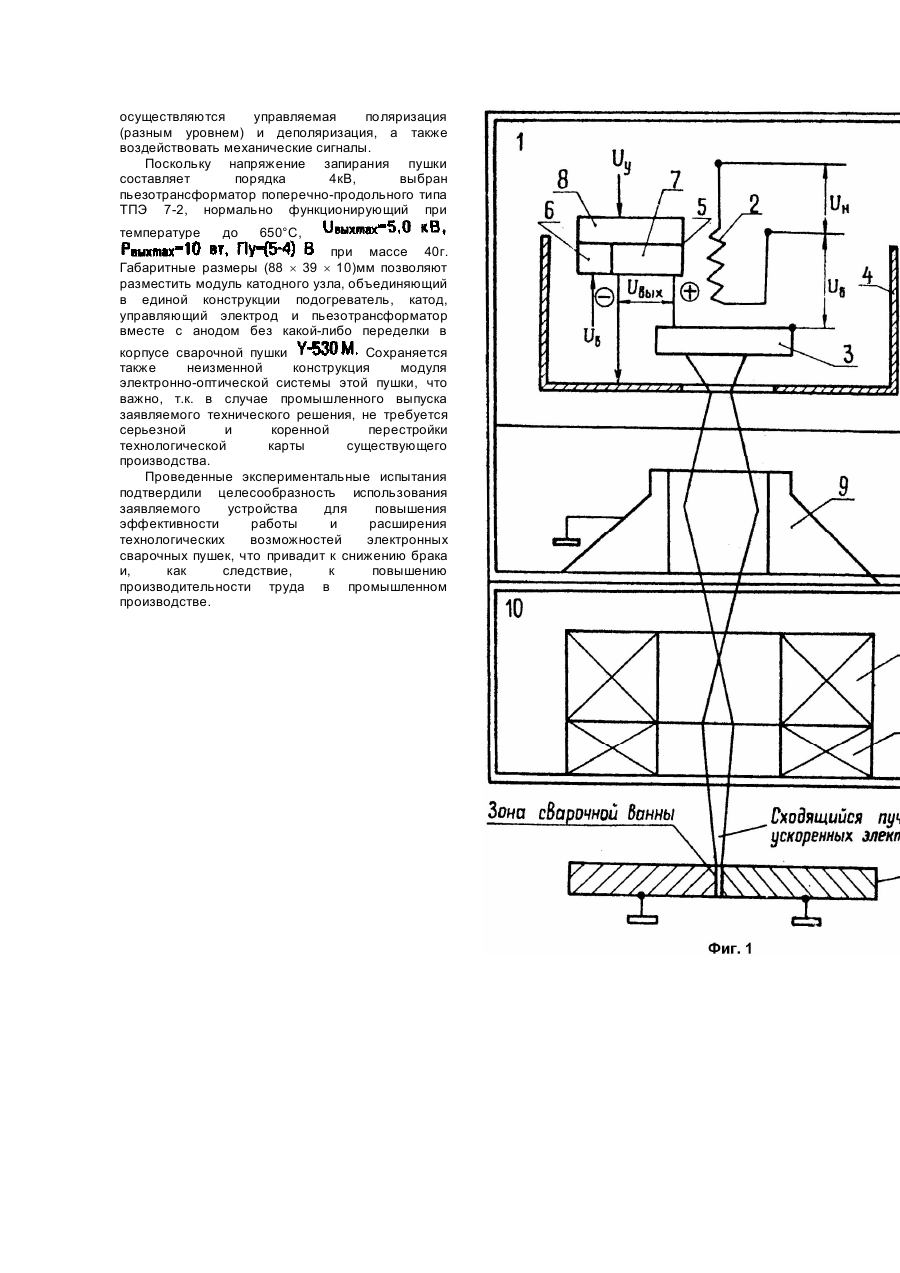
Изобретение относится к области сварки, в частности к устройствам для электронно-лучевой сварки, в которых источником нагрева является ускоренный пучок электронов. Наиболее близкой к заявляемой является электронная сварочная пушка, содержащая расположенные на одной оптической оси модуль катодного узла, включающий подогреватель, катод и управляющий электрод, анод и модуль электронно-оптической системы, содержащий фокусирующую и отклоняющую линзы. Эта электронная сварочная пушка имеет комбинированную систему фокусировки и электронную бомбардировку катода. Электронный прожектор - трехэлектродный. Подогреватель выполнен в виде самостоятельного легкосъемного узла, позволяющего исключить юстировку после его замены. Для монтажа катодного узла используется металлокерамический проходной изолятор, имеющий четыре коаксиальных вывода. Электронная бомбардировка катода обеспечивает разогрев массивного металлического термокатода пушки. Регулирование величины тока электронного луча и его импульсная модуляция осуществляется подачей отрицательного относительно катода пушки напряжения на ее управляющий электрод. Недостатком пушки является то, что для приема управляющей информации, поступающей из низковольтной части блока управления через разделительный трансформатор, катод и управляющий электрод пушки соединены со вторичной обмоткой разделительного трансформатора и элементами высоковольтной части блока управления кабелем, емкость которого вместе с индуктивностью разделительного трансформатора искажают форму и ограничивают быстродействие приема управляющих импульсов, задающих технологические параметры импульсного режима сварки, и создают условия для возникновения ложных управляющих сигналов в виде затухающих колебаний в переходные периоды установления новых заданных значений технологических параметров, что нарушает оптимальные условия сварки и приводит к браку в производстве. В основу изобретения поставлена задача создать такую электронную сварочную пушку, в которой новое выполнение модуля катодного узла позволило бы непосредственно формировать в нем управляющие команды в виде напряжения на системе катод-управляющий электрод, благодаря чему повысились бы быстродействие, точность и достоверность приема и отработки управляющей информации электронной сварочной пушки. Поставленная задача решена тем, что в электронной сварочной пушке, содержащей расположенные на одной оптической оси модуль катодного узла, включающий подогреватель, катод и управляющий электрод, анод и модуль электронно-оптической системы, содержащий фокусирующую и отклоняющую линзы, согласно изобретению, модуль катодного узла дополнительно снабжен пьезотрансформатором, состоящим из секции возбудителя, генераторной и управляющей секций, при этом положительный полюс генераторной секции соединен с катодом, а отрицательный - с управляющим электродом. Введение в модуль катодного узла пьезотрансформатора позволяет проявить в последнем свойства формирователя управляющих команд в структуре единого конструктивного модуля, благодаря чему осуществляется прием и отработка управляющей информации без помех, при повышении быстродействия, точности и достоверности, обеспечивающих получение стабильных сварных соединений. Пьезотрансформатор выполнен в виде электромеханического преобразователя энергии поперечно-продольного типа, На фиг.1 представлена блок-схема заявляемой электронной сварочной пушки; на фиг.2 - модуль катодного узла. Электронная сварочная пушка содержит расположенные на одной оптической оси модуль катодного узла 1, включающий подогреватель 2, катод 3, управляющий электрод 4. Пьезотрансформатор 5 секцией возбудителя 6 соединен с выходом генератора возбуждения (на чертеже не показан). Положительный полюс выхода генераторной секции 7 соединен с катодом 3, а отрицательный - с управляющим электродом 4 модуля катодного узла 1. Управляющая секция 8 пьезотрансформатора 5 соединена с выходом источника управляющей информации Анод 9 вместе с модулем катодного узла 1 образует блок электронного прожектора сварочной пушки, который формирует сходящийся пучок ускоренных электронов, минимальное сечение которого - кроссовер проектируется в зону сварочной ванны модулем электронно-оптической системы 10, содержащим фокусирующую 11 и отклоняющую 12 линзы. Электронная сварочная пушка работает следующим образом. Электронный пучок генерируется катодом 3 в результате термоэмисии, вызванной егоразогревом с помощью подогревателя 2, и электронной бомбардировкой. Благодаря комбинированной фокусировке (электростатической с помощью управляющего электрода 4 и фокусирующей линзы 11). Регулирование тока электронного луча сварочной пушки как в импульсном режиме работы, так и при сварке непрерывным лучом осуществляется изменением уровня потенциала на выходе генераторной секции 7 пьезотрансформатора 5, связанного с катодом 3 и управляющим электродом 4 и вместе с подогревателем 2 образующим единый конструктивный модуль катодного блока. Процесс преобразования энергии возбуждения в команды управляющие работой электронной сварочной пушки, осуществляется в режиме стоячей волны управляющей секцией 8 в функции управляющей информации Применение для управляющей секции 8 отдельных электродов позволяет электрически развязать ее от секции возбудителя 6 и генераторной секции 7. Связь между всеми секциями пьезотрансформатора 5 осуществляется только через механические колебания. Управляющая секция 8 реализует импульсную модуляцию, усиление, логическую обработку выходного напряжения генераторной секции 7 в виде команд, непосредственно управляющих работой электронной сварочной пушки. При этом на управляющую секцию 8 могут поступать управляющие сигналы постоянного тока, т.е. осуществляются управляемая поляризация (разным уровнем) и деполяризация, а также воздействовать механические сигналы. Поскольку напряжение запирания пушки составляет порядка 4кВ, выбран пьезотрансформатор поперечно-продольного типа ТПЭ 7-2, нормально функционирующий при температуре до 650°C, при массе 40г. Габаритные размеры (88 ´ 39 ´ 10)мм позволяют разместить модуль катодного узла, объединяющий в единой конструкции подогреватель, катод, управляющий электрод и пьезотрансформатор вместе с анодом без какой-либо переделки в корпусе сварочной пушки Сохраняется также неизменной конструкция модуля электронно-оптической системы этой пушки, что важно, т.к. в случае промышленного выпуска заявляемого технического решения, не требуется серьезной и коренной перестройки технологической карты существующего производства. Проведенные экспериментальные испытания подтвердили целесообразность использования заявляемого устройства для повышения эффективности работы и расширения технологических возможностей электронных сварочных пушек, что привадит к снижению брака и, как следствие, к повышению производительности труда в промышленном производстве.
ДивитисяДодаткова інформація
Назва патенту англійськоюElectronic welding gun
Автори англійськоюKoval Oleksandr Borysovych
Назва патенту російськоюЭлектронная сварочная пушка
Автори російськоюКоваль Александр Борисович
МПК / Мітки
МПК: B23K 15/00
Мітки: зварювальна, гармата, електронна
Код посилання
<a href="https://ua.patents.su/3-15120-elektronna-zvaryuvalna-garmata.html" target="_blank" rel="follow" title="База патентів України">Електронна зварювальна гармата</a>
Електронно-променева гармата
Номер патенту: 2245
Опубліковано: 26.12.1994
Автори: Локшин Віктор Юхимович, Ташлай Василь Йосипович, Назаренко Олег Кузьмич, Галушка Віктор Васильович
МПК: B23K 15/00
Мітки: гармата, електронно-променева
Формула / Реферат:
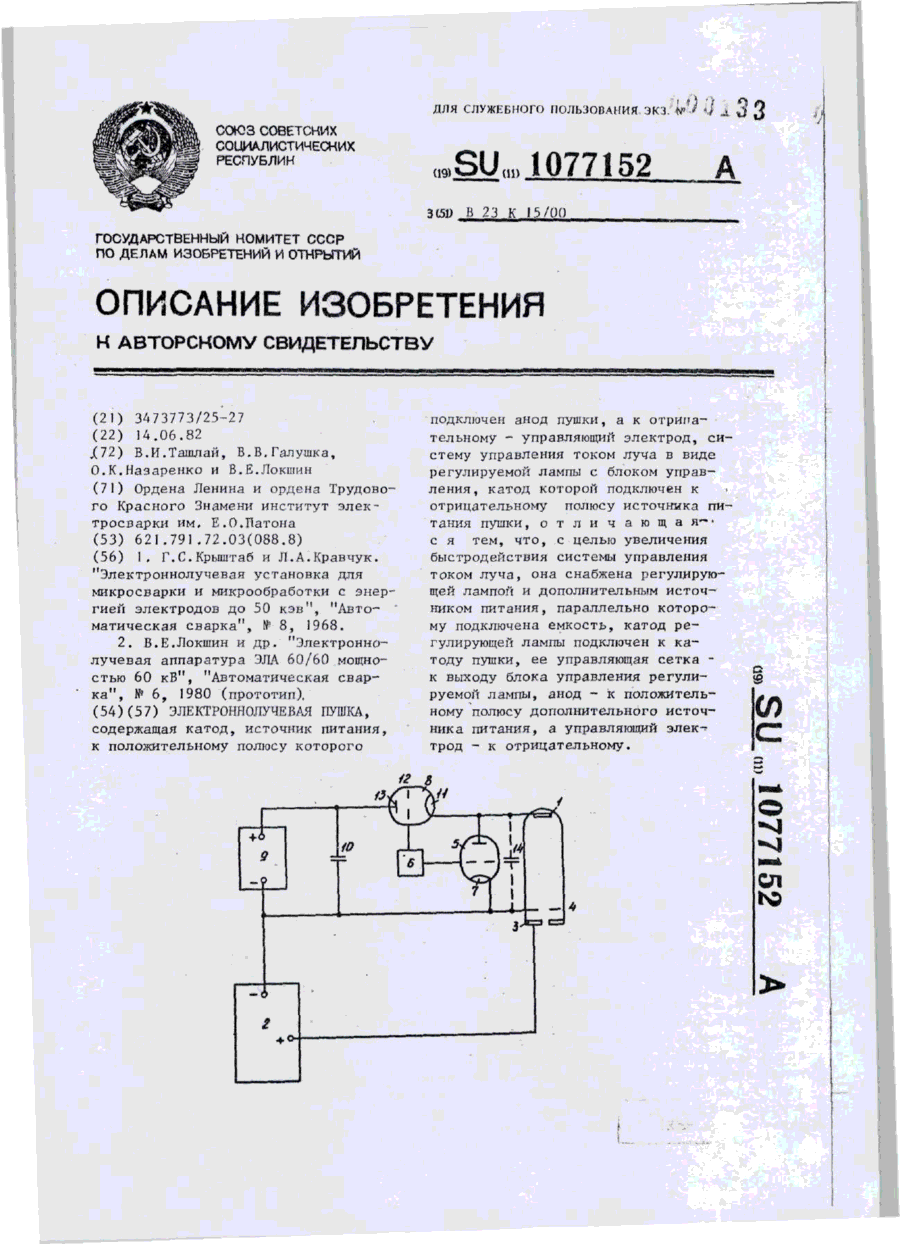
Электронно-лучевая пушка, содержащая катод, источник питання, к положительному полюсу которого подключен анод пушки, а к отрицательному — управляющий электрод, систему управления током луча в виде регулируемой лампы с блоком управления, катод которой подключен к отрицательному полюсу источника питания пушки, отличающийся тем, что, с целью увеличения быстродействия системы управления током луча, она снабжена регулирующей лампой и...
Пристрій для електронно-променевого полірування виробів
Номер патенту: 17577
Опубліковано: 06.05.1997
Автори: Канашевич Георгій Вікторович, Поздєєв Валерій Сергійович, Ващенко Вячеслав Андрійович
МПК: H01J 37/305, C03B 29/00
Мітки: пристрій, полірування, електронно-променевого, виробів
Формула / Реферат:
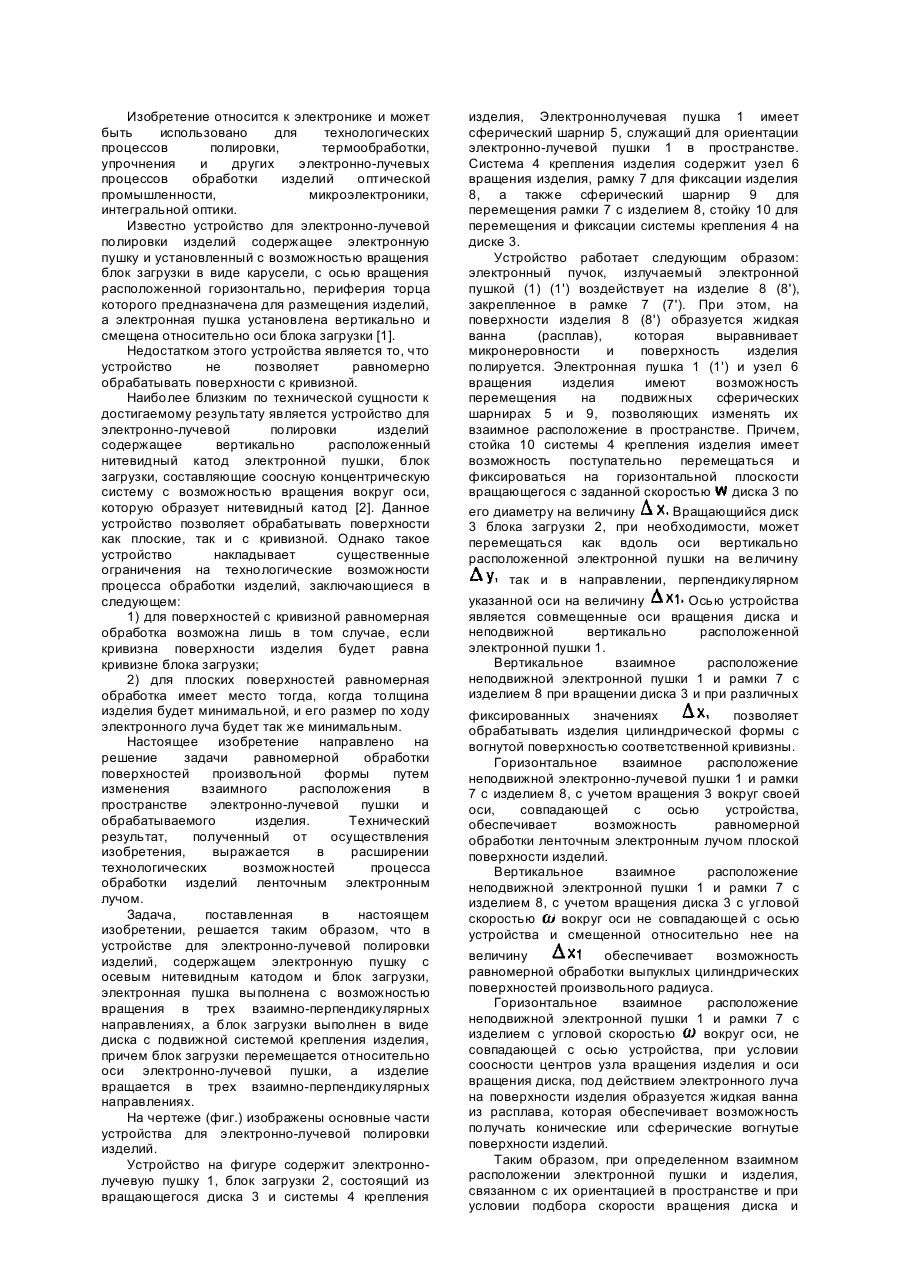
Устройство для электронно-лучевой полировки изделий, включающее электронную пушку с осевым нитевидным катодом и блок загрузки, установленный с возможностью вращения, отличающееся тем, что электронная пушка выполнена с возможностью ориентации в трех взаимно перпендикулярных направлениях, а блок загрузки состоит из диска и системы крепления изделия и выполнен с возможностью изменения положения изделия относительно пушки в 3 - х...
Катодний вузол електронно-променевої пушки
Номер патенту: 6654
Опубліковано: 29.12.1994
Автори: Кацько Мілитина Феодосіївна, Безсалий Всеволод Григорович
МПК: B23K 15/00
Мітки: електронно-променевої, пушки, катодний, вузол
Формула / Реферат:
(57) Катодный узел электронно-лучевой пушки с электронным подогревом, содержащий металлический дисковый катод, закрепленный в держателе, выполненном в виде полого усеченного конуса, отличающийся тем, что держатель катода изготовлен из проволоки со сваренными между собой витками, навитыми по контуру полого усеченного конуса, при этом концы проволок у меньшего основания отогнуты и образуют стойки, приваренные к диску катода по прорезям,...
Зварювальна горелка
Номер патенту: 8502
Опубліковано: 30.09.1996
Автори: Замков Вадим Миколаєвич, Лапченко Сергій Васильович, Стаін Ігор Борисович, Прилуцький Валерій Павлович, Димченко Валерій Олександрович
Мітки: зварювальна, горелка
Формула / Реферат:
Сварочная горелка, содержащая корпус с каналом для электрода и охватывающий его ферромагнитный цилиндр, установленный с возможностью осевого перемещения и поворота вокруг электрода, отличающаяся тем, что, с целью расширения диапазона свариваемых толщин и повышения качества швов путем управления процессом сварки при больших вылетах электрода, ферроматитный цилиндр выполнен с полюсами в виде двух стержней, причем торцы электрода и стержней...
Електронно-променева гармата
Номер патенту: 2487
Опубліковано: 26.12.1994
Автори: Пономарьов Борис Миколайович, Назаренко Олег Кузьмич, Акоп'янц Карпо Сергійович, Зубченко Юрій Васильович, Локшин Віктор Юхимович
МПК: B23K 15/00
Мітки: електронно-променева, гармата
Формула / Реферат:
Электронно-лучевая пушка, содержащая трубчатый высоковольтный изолятор, расположенный между фланцами, один из которых электрически нейтрален и электроннооптическую систему, состоящую из катода, фокусирующего электрода и анода, отличающаяся тем, что, с целью увеличения срока службы изолятора за счет исключения его пробоя, между изолятором и электроннооптической системой установлен металлический конический экран, причем меньшее основание...
Попередній патент: Спосіб прогнозування ефективності адаптації до фізичних навантажень у спортсменів
Наступний патент: Кава-фільтр та пристрій для його установлювання
Випадковий патент: Сталь