Потокова лінія для підготування та подавання сипких матеріалів до плавильного агрегату та сталерозливного ковша
Номер патенту: 16075
Опубліковано: 17.07.2006
Автори: Голубєв Володимир Іванович, Крівченко Юрій Сергійович, Чорний Олександр Микитович, Маковенко Анатолій Павлович, Цапі Ігор Григорович, Аріст Леонід Михайлович, Ковура Олександр Борисович, Бичков Сергій Васильович, Гладун Володимир Вікторович, Травинчев Олексій Анатолійович, Васильєва Наталія Сергіївна, Волкова Любов Леонидовна
Формула / Реферат
Потокова лінія для підготування та подавання сипких матеріалів до плавильного агрегату та сталерозливного ковша, що містить встановлені по ходу технологічного процесу магістральний конвеєр зі скидальними візками, приймальні бункери з живильниками, вагові дозатори, жолоби й збірні бункери, яка відрізняється тим, що вагові дозатори обладнані затворами, виконаними з можливістю регулювання витрати сипких матеріалів, причому на кожному з вагових дозаторів встановлений привід, шток якого шарнірно з'єднаний із кронштейном затвора, а опори вагових дозаторів встановлені на тензометричних датчиках, розміщених в огородженнях.
Текст
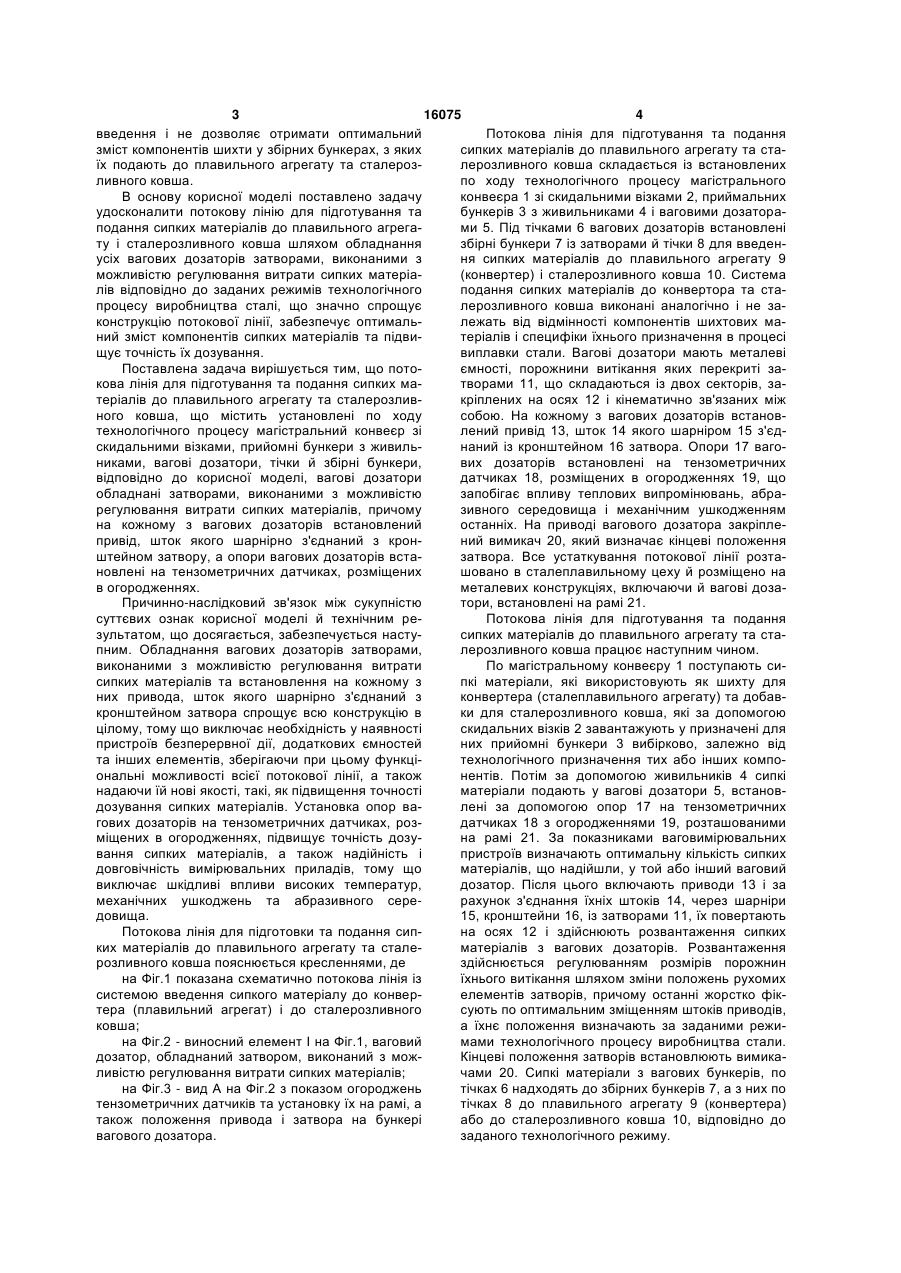
Потокова лінія для підготування та подавання сипких матеріалів до плавильного агрегату та сталерозливного ковша, що містить встановлені по ходу технологічного процесу магістральний конвеєр зі скидальними візками, приймальні бункери з живильниками, вагові дозатори, жолоби й збірні бункери, яка відрізняється тим, що вагові дозатори обладнані затворами, виконаними з можливістю регулювання витрати сипких матеріалів, причому на кожному з вагових дозаторів встановлений привід, шток якого шарнірно з'єднаний із кронштейном затвора, а опори вагових дозаторів встановлені на тензометричних датчиках, розміщених в огородженнях. (19) (21) u200601751 (22) 20.02.2006 (24) 17.07.2006 (46) 17.07.2006, Бюл. № 7, 2006 р. (72) Крівченко Юрій Сергійович, Бичков Сергій Васильович, Аріст Леонід Михайлович, Чорний Олександр Микитович, Маковенко Анатолій Павлович, Волкова Любов Леонідовна, Васильєва Наталія Сергіївна, Ковура Олександр Борисович, Травинчев Олексій Анатолійович, Голубєв Володимир Іванович, Цапі Ігор Григорович, Гладун Володимир Вікторович (73) ДЕРЖАВНЕ ПІДПРИЄМСТВО "УКРАЇНСЬКИЙ ІНСТИТУТ ПО ПРОЕКТУВАННЮ МЕТАЛУРГІЙНИХ ЗАВОДІВ" 3 16075 4 введення і не дозволяє отримати оптимальний Потокова лінія для підготування та подання зміст компонентів шихти у збірних бункерах, з яких сипких матеріалів до плавильного агрегату та стаїх подають до плавильного агрегату та сталерозлерозливного ковша складається із встановлених ливного ковша. по ходу технологічного процесу магістрального В основу корисної моделі поставлено задачу конвеєра 1 зі скидальними візками 2, приймальних удосконалити потокову лінію для підготування та бункерів 3 з живильниками 4 і ваговими дозатораподання сипких матеріалів до плавильного агрегами 5. Під тічками 6 вагових дозаторів встановлені ту і сталерозливного ковша шляхом обладнання збірні бункери 7 із затворами й тічки 8 для введенусіх вагових дозаторів затворами, виконаними з ня сипких матеріалів до плавильного агрегату 9 можливістю регулювання витрати сипких матеріа(конвертер) і сталерозливного ковша 10. Система лів відповідно до заданих режимів технологічного подання сипких матеріалів до конвертора та стапроцесу виробництва сталі, що значно спрощує лерозливного ковша виконані аналогічно і не законструкцію потокової лінії, забезпечує оптимальлежать від відмінності компонентів шихтових маний зміст компонентів сипких матеріалів та підвитеріалів і специфіки їхнього призначення в процесі щує точність їх дозування. виплавки стали. Вагові дозатори мають металеві Поставлена задача вирішується тим, що потоємності, порожнини витікання яких перекриті закова лінія для підготування та подання сипких матворами 11, що складаються із двох секторів, затеріалів до плавильного агрегату та сталерозливкріплених на осях 12 і кінематично зв'язаних між ного ковша, що містить установлені по ходу собою. На кожному з вагових дозаторів встановтехнологічного процесу магістральний конвеєр зі лений привід 13, шток 14 якого шарніром 15 з'єдскидальними візками, прийомні бункери з живильнаний із кронштейном 16 затвора. Опори 17 вагониками, вагові дозатори, тічки й збірні бункери, вих дозаторів встановлені на тензометричних відповідно до корисної моделі, вагові дозатори датчиках 18, розміщених в огородженнях 19, що обладнані затворами, виконаними з можливістю запобігає впливу теплових випромінювань, абрарегулювання витрати сипких матеріалів, причому зивного середовища і механічним ушкодженням на кожному з вагових дозаторів встановлений останніх. На приводі вагового дозатора закріплепривід, шток якого шарнірно з'єднаний з кронний вимикач 20, який визначає кінцеві положення штейном затвору, а опори вагових дозаторів встазатвора. Все устаткування потокової лінії розтановлені на тензометричних датчиках, розміщених шовано в сталеплавильному цеху й розміщено на в огородженнях. металевих конструкціях, включаючи й вагові дозаПричинно-наслідковий зв'язок між сукупністю тори, встановлені на рамі 21. суттєвих ознак корисної моделі й технічним реПотокова лінія для підготування та подання зультатом, що досягається, забезпечується настусипких матеріалів до плавильного агрегату та стапним. Обладнання вагових дозаторів затворами, лерозливного ковша працює наступним чином. виконаними з можливістю регулювання витрати По магістральному конвеєру 1 поступають сисипких матеріалів та встановлення на кожному з пкі матеріали, які використовують як шихту для них привода, шток якого шарнірно з'єднаний з конвертера (сталеплавильного агрегату) та добавкронштейном затвора спрощує всю конструкцію в ки для сталерозливного ковша, які за допомогою цілому, тому що виключає необхідність у наявності скидальних візків 2 завантажують у призначені для пристроїв безперервної дії, додаткових ємностей них прийомні бункери 3 вибірково, залежно від та інших елементів, зберігаючи при цьому функцітехнологічного призначення тих або інших компоональні можливості всієї потокової лінії, а також нентів. Потім за допомогою живильників 4 сипкі надаючи їй нові якості, такі, як підвищення точності матеріали подають у вагові дозатори 5, встановдозування сипких матеріалів. Установка опор валені за допомогою опор 17 на тензометричних гових дозаторів на тензометричних датчиках, роздатчиках 18 з огородженнями 19, розташованими міщених в огородженнях, підвищує точність дозуна рамі 21. За показниками ваговимірювальних вання сипких матеріалів, а також надійність і пристроїв визначають оптимальну кількість сипких довговічність вимірювальних приладів, тому що матеріалів, що надійшли, у той або інший ваговий виключає шкідливі впливи високих температур, дозатор. Після цього включають приводи 13 і за механічних ушкоджень та абразивного серерахунок з'єднання їхніх штоків 14, через шарніри довища. 15, кронштейни 16, із затворами 11, їх повертають Потокова лінія для підготовки та подання сипна осях 12 і здійснюють розвантаження сипких ких матеріалів до плавильного агрегату та сталематеріалів з вагових дозаторів. Розвантаження розливного ковша пояснюється кресленнями, де здійснюється регулюванням розмірів порожнин на Фіг.1 показана схематично потокова лінія із їхнього витікання шляхом зміни положень рухомих системою введення сипкого матеріалу до конверелементів затворів, причому останні жорстко фіктера (плавильний агрегат) і до сталерозливного сують по оптимальним зміщенням штоків приводів, ковша; а їхнє положення визначають за заданими режина Фіг.2 - виносний елемент І на Фіг.1, ваговий мами технологічного процесу виробництва стали. дозатор, обладнаний затвором, виконаний з можКінцеві положення затворів встановлюють вимикаливістю регулювання витрати сипких матеріалів; чами 20. Сипкі матеріали з вагових бункерів, по на Фіг.3 - вид А на Фіг.2 з показом огороджень тічках 6 надходять до збірних бункерів 7, а з них по тензометричних датчиків та установку їх на рамі, а тічках 8 до плавильного агрегату 9 (конвертера) також положення привода і затвора на бункері або до сталерозливного ковша 10, відповідно до вагового дозатора. заданого технологічного режиму. 5 16075 6 Корисна модель дозволяє спростити конструклерозливного ковша та підвищити точність дозуцію потокової лінії для підготування та подання вання сипких матеріалів у сталеплавильному висипких матеріалів до плавильного агрегату та старобництві. Комп’ютерна верстка Н. Лисенко Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюA flow line for preparation and supplying bulk materials to the melting unit and steel teeming ladle
Автори англійськоюKrivchenko Yurii Serhiiovych, Bychkov Serhii Vasyliovych, Arist Leonid Mykhailovych, Chornyi Oleksandr Mykytovych, Makovenko Anatolii Pavlovych, Kovura Oleksandr Borysovych, Travynchev Oleksii Anatoliiovych, Tsapi Ihor Hryhorovych
Назва патенту російськоюПоточная линия для подготовки и подачи сыпучих материалов к плавильному агрегату и сталеразливочному ковшу
Автори російськоюКривченко Юрий Сергеевич, Бычков Сергей Васильевич, Арист Леонид Михайлович, Черный Александр Никитович, Маковенко Анатолий Павлович, Ковура Александр Борисович, Травинчев Алексей Анатольевич, Цапи Игорь Григорьевич
МПК / Мітки
МПК: C21C 7/00
Мітки: подавання, сипких, лінія, матеріалів, ковша, плавильного, потокова, сталерозливного, підготування, агрегату
Код посилання
<a href="https://ua.patents.su/3-16075-potokova-liniya-dlya-pidgotuvannya-ta-podavannya-sipkikh-materialiv-do-plavilnogo-agregatu-ta-stalerozlivnogo-kovsha.html" target="_blank" rel="follow" title="База патентів України">Потокова лінія для підготування та подавання сипких матеріалів до плавильного агрегату та сталерозливного ковша</a>
Стенд для підготування сталерозливного ковша
Номер патенту: 13100
Опубліковано: 15.03.2006
Автори: Аріст Леонід Михайлович, Чорний Олександр Микитович, Крівченко Юрій Сергійович, Маковенко Анатолій Павлович, Бичков Сергій Васильович, Андрющенко Ігор Валерійович
МПК: B22D 41/06
Мітки: стенд, підготування, ковша, сталерозливного
Формула / Реферат:
Стенд для підготування сталерозливного ковша, який містить опорну раму з цапфами, встановленими в підшипникових корпусах на стійках, привід повороту і фіксатори, який відрізняється тим, що він обладнаний закріпленими на опорній рамі кронштейнами, причому останні розміщені на рівних відстанях один від одного відносно її центру, а фіксатори, з'єднані з приводами горизонтального переміщення, розміщені в напрямних на кронштейнах і виконані з...
Спосіб підготування сталерозливного ковша
Номер патенту: 13099
Опубліковано: 15.03.2006
Автори: Маковенко Анатолій Павлович, Аріст Леонід Михайлович, Крівченко Юрій Сергійович, Чорний Олександр Микитович, Бичков Сергій Васильович, Андрющенко Ігор Валерійович
МПК: B22D 41/06
Мітки: підготування, ковша, сталерозливного, спосіб
Формула / Реферат:
Спосіб підготування сталерозливного ковша шляхом встановлення його краном на опорну раму, кріплення його до неї і кантування на відповідний кут, який відрізняється тим, що сталерозливний ківш кріплять до опорної рами за допомогою встановлених на її кронштейнах фіксаторів, причому останні встановлюють з можливістю контакту з боковими опорами сталерозливного ковша, а робочий хід фіксаторів у напрямних здійснюють приводами горизонтального...
Потокова лінія для підготування та подання сипучих матеріалів у сталеплавильному виробництві
Номер патенту: 13578
Опубліковано: 25.04.1997
Автори: Скорубський Леонід Моісейович, Аріст Леонід Михайлович, Учитель Лев Михайлович, Щербін Арнольд Іванович
МПК: C21C 7/00
Мітки: подання, виробництві, сталеплавильному, потокова, сипучих, матеріалів, підготування, лінія
Формула / Реферат:
Поточная линия для подготовки и подачи сыпучих материалов в сталеплавильном производстве по авт.св. № 931756, отличающаяся тем, что, с целью повышения эффективности производства путем совмещения пооперационного ввода компонентов в плавильный агрегат и в сталеразливочный ковш, она снабжена дополнительно трубопроводными трактами и датчиками положения шиберов, причем трубопроводные тракты встроены верхними окончаниями в течки ввода...
Потокова лінія для підготування та подання шлакостворювальних сумішей у плавильний агрегат та сталерозливний ковш
Номер патенту: 3786
Опубліковано: 27.12.1994
Автори: Щербін Арнольд Іванович, Стороженко Анатолій Сергійович, Бельман Леонід Михайлович, Сахно Валерій Олександрович, Аріст Леонід Михайлович, Скорубський Леонід Моїсейович
МПК: C21C 7/00
Мітки: агрегат, сумішей, подання, підготування, потокова, лінія, сталерозливний, ковш, шлакостворювальних, плавильній
Формула / Реферат:
Поточная линия для подготовки и подачи шлакообразующих смесей в плавильный агрегат и сталеразливочный ковш, содержащая установленные по ходу технологического процесса приемные бункера с затворами, весовые дозаторы, сборные бункера, связанные между собой транспортерами с разгрузочными механизмами и течками, отличающаяся тем, что приемные бункера выполнены с наклонными течками, закрепленными под затворами, а поточная линия снабжена устройствами...
Пристрій для зберігання та подавання сипких матеріалів
Номер патенту: 201
Опубліковано: 31.08.1998
Автори: Петрунькін Григорій Валер'янович, Смокій Ігор Петрович
МПК: B28C 5/38
Мітки: сипких, зберігання, матеріалів, подавання, пристрій
Формула / Реферат:
Пристрій для зберігання та подавання сипких матеріалів, який включає раму, візок, дві поздовжньо розміщені циліндричні ємкості, призначені для роботи під тиском, компресор, дозатор і матеріальний трубопровід, який відрізняється тим, що циліндричні ємкості встановлені по діагоналі одна над одною таким чином, що поперечний габарит пристрою менше суми діаметрів цих ємкостей.
Попередній патент: Спосіб підвищення стійкості транспортного засобу
Наступний патент: Інерційний вібратор
Випадковий патент: Двонапрямлена мовна система масового доступу до інтернету