Пристрій для термообробки циліндричних довгомірних виробів
Номер патенту: 16589
Опубліковано: 15.08.2006
Автори: Свистунов Микола Васильович, Жучинський Леонід Андрійович, Стоян Сергій Леонідович
Формула / Реферат
1. Пристрій для термообробки циліндричних довгомірних виробів, що містить опорно-направляючі елементи, механізми поступального й обертального руху оброблюваного виробу, ємність для збору охолоджуючої води, який відрізняється тим, що опорно-направляючі елементи виконані з ухилом 1-20 убік переміщення виробу, а як загартувальний пристрій використано круговий індуктор з високочастотним силовим кабелем, розміщеними усередині виробу, що гартується, при цьому довжина високочастотного кабелю порівнянна з довжиною оброблюваного виробу, а сам кабель термоізольований.
2. Пристрій за п. 1, який відрізняється тим, що кабель термоізольований і поміщений у кругових держателях з підпружиненими роликами.
Текст
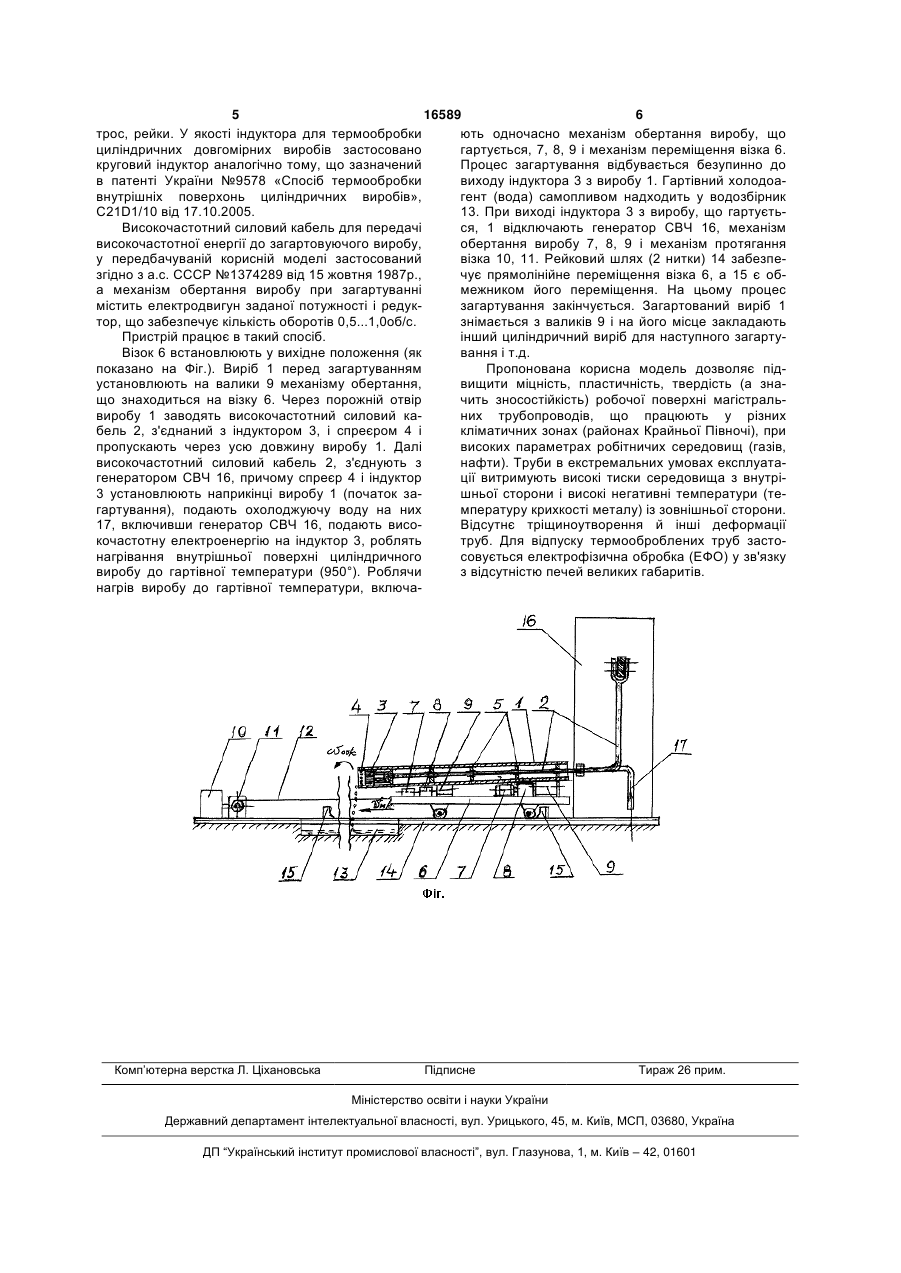
1. Пристрій для термообробки циліндричних довгомірних виробів, що містить опорнонаправляючі елементи, механізми поступального й обертального руху оброблюваного виробу, ємність для збирання охолоджуючої води, який від 3 16589 4 Корисна модель відноситься до термічної обробки досягає 50...60°С і більш. Забезпечення опірності і може бути використана при виготовленні, напристатичним і динамічним навантаженням труб досяклад, зміцненні труб нафтового сортаменту і є гається збереженням пластичності і в'язкості осноудосконаленням пристрою за а.с. СССР вної маси металу (близько 70%). При поверхнево№1082844. Метою корисної моделі є підвищення му загартуванні на глибину 1,5...3,0мм надійності транспортування виробів через агрегат загартовується лише 30% металу зсередини трудля термічної обробки. Виріб, що гартується, знаби, інший метал - в'язкий. Труби магістральних ходиться в нагрівальній камері, відкіля переміщатрубопроводів в екстремальних умовах експлуаючись в подовжньому напрямку обертаючись, натації витримують подвійне навантаження: із внутгрівається до температури загартування (950°С). рішньої сторони високий тиск чи газу, нафти Подовжнє переміщення й обертання виробу здійс(50...70кгс/см2), а з зовнішньої сторони - високі нюється біконічніми роликами до заданої швидкоснегативні температури навколишнього середовиті, що дозволяє рівномірно загартовувати виріб ща - 50...60°С. Оскільки метал в'язкий (незагарто(трубу) по всій довжині і периметру. Загальними ваний), то він витримує високу негативну темпераознаками з пристроєм, що являється, є: опорнотуру крихкості. Дуже важливо застосовувати направляючі елементи, механізми поступального термоциклічну обробку (ТЦО) індукційним нагрій обертального рухів, ємність для збору охолованням СВЧ зварених стиків нафтових і газових джуючої води. Як і в попередньому рішенні відсуттруб при зварюванні і монтажі трубопроводів у ня можливість загартування тільки внутрішньої польових умовах, що підвищує ударну в'язкість робочої поверхні труб з метою підвищення міцносметалу. З досвіду відомо, що ударна в'язкість « n» ті металу труб (твердості, границі текучості, зносопри ТЦО маловуглецевих сталей ВМСт.3 збільшустійкості, ударній в'язкості) зі збереженням ється: з 65 до 124Дж/см2, сталі 40 з 42 до 70...80% в'язкого, незагартованого металу з зовні111Дж/см2, а сталі 40Х с 56 до 172Дж/см2 і т.д. шньої сторони труби. Даний пристрій прийнятий як Одночасно з ударною в'язкістю підвищуються і прототип. параметри міцності сталі. Приміром, для сталі Ставиться задача удосконалення пристрою ВМСт.3: межа міцності підвищується з 462 до для термообробки циліндричних виробів, у якому 583МПа, границя текучості з 362 до 416МПа; для використання індукційного нагрівання струмами сталі 40: межа міцності збільшується з 562 до високої частоти з застосуванням кругового індук672МПа, границя текучості з 406 до 491МПа і т.д. тора і високочастотного силового кабелю дозво[Федюкин В.М. Метод термоциклической обработляє загартовувати внутрішню поверхню довгомірки металлов. - 1984г.]. Довгомірні циліндричні виних циліндричних виробів, у результаті чого роби (труби) після загартування необхідно відпуспідвищується міцність, довговічність виробів. кати для зняття гартівних мікро- і макронапруг. Як Поставлена задача вирішується тим, що привідомо, довгомірні вироби досягають 20м і більш. стрій для термообробки циліндричних довгомірних Печей для відпуску таких деталей немає. Тому виробів, що містить опорно-направляючі елемендоцільно, застосувати для відпуску більш новий ти, механізми поступального й обертального руху спосіб - електрофізичну обробку деталей. Цей оброблюваного виробу, ємність для збору охолометод найефективніший. У порівнянні з прототиджуючої води, відповідно до корисної моделі допом пропоноване рішення дозволяє зробити поведатково постачений опорно-направляючими елерхневе загартування внутрішньої поверхні циліндментами, виконаними з ухилом 1-2° убік ричних довгомірних виробів (труб) індукційним переміщення виробу, а як загартовувальний принагріванням СВЧ, що підвищує міцність, твердість, стрій використано круговий індуктор з високочасзносостійкість, в'язкість металу труб, у той час як тотним силовим кабелем, розміщеними усередині прототип підвищує надійність транспортування виробу, що гартується, при цьому довжина висовиробів через агрегат для термічної обробки. кочастотного силового кабелю порівнянна з довНа Фіг. зображено схему пристрою для терможиною оброблюваного виробу, а сам кабель теробробки циліндричних довгомірних виробів. моізольований. Пристрій для загартування довгомірних цилінПристрій також відрізняється тим, що термоідричних виробів включає виріб, що гартується. 1, золяція кабелю виконана з діелектричного матеріякий установлений на валику 9, що встановлено в алу, а сам кабель поміщений у кругових держатедва ряди по обидві сторони виробу, високочастотлях з підпружиненими роликами. ний силовий кабель 2, що проходить усередині Термічна обробка (загартування, відпуск, тервиробу 1 по всій його довжині, круговий індуктор 3, моциклічна обробка й ін.) трубопроводів, що праспреєр 4, установлений поруч з індуктором 3, круцюють під тиском, широко застосовується при говий держатель високочастотного силового кабеспорудженні магістральних водо-, нафто- і газоплю 5, підпружинений роликами для перекочування роводів у нафтовій, газовій і інших галузях. Найсамого держателя 5 по внутрішній поверхні виробу більш досконалий спосіб підвищення міцності, 1 при обертанні його в процесі загартування; мев'язкості, твердості, зносостійкості металу труб ханізм обертання виробу 1 включає електродвигун досягається індукційним поверхневим загартуван7, редуктор 8 і опорний валик 9; механізм прямоліням СВЧ. Особливо важливо застосовувати цей нійного переміщення візка 6 містить електродвигун метод загартування СВЧ для магістральних тру10 і редуктор 11, трос сталевий 12 для перемібопроводів нафти і газу, що працюють у різних щення візка 6, ємність для збору охолоджуючої кліматичних зонах при високих параметрах робоводи 13, рейки шляхові 14, обмежник переміщення чих середовищ (50...70кгс/см2), наприклад, у райовізка 15, генератор СВЧ 16, охолоджуюча вода 17. нах Крайньої Півночі, де негативна температура Стандартні вироби - електродвигуни, редуктори, 5 16589 6 трос, рейки. У якості індуктора для термообробки ють одночасно механізм обертання виробу, що циліндричних довгомірних виробів застосовано гартується, 7, 8, 9 і механізм переміщення візка 6. круговий індуктор аналогічно тому, що зазначений Процес загартування відбувається безупинно до в патенті України №9578 «Спосіб термообробки виходу індуктора 3 з виробу 1. Гартівний холодоавнутрішніх поверхонь циліндричних виробів», гент (вода) самопливом надходить у водозбірник C21D1/10 від 17.10.2005. 13. При виході індуктора 3 з виробу, що гартуєтьВисокочастотний силовий кабель для передачі ся, 1 відключають генератор СВЧ 16, механізм високочастотної енергії до загартовуючого виробу, обертання виробу 7, 8, 9 і механізм протягання у передбачуваній корисній моделі застосований візка 10, 11. Рейковий шлях (2 нитки) 14 забезпезгідно з а.с. СССР №1374289 від 15 жовтня 1987р., чує прямолінійне переміщення візка 6, а 15 є оба механізм обертання виробу при загартуванні межником його переміщення. На цьому процес містить електродвигун заданої потужності і редукзагартування закінчується. Загартований виріб 1 тор, що забезпечує кількість оборотів 0,5...1,0об/с. знімається з валиків 9 і на його місце закладають Пристрій працює в такий спосіб. інший циліндричний виріб для наступного загартуВізок 6 встановлюють у вихідне положення (як вання і т.д. показано на Фіг.). Виріб 1 перед загартуванням Пропонована корисна модель дозволяє підустановлюють на валики 9 механізму обертання, вищити міцність, пластичність, твердість (а знащо знаходиться на візку 6. Через порожній отвір чить зносостійкість) робочої поверхні магістральвиробу 1 заводять високочастотний силовий каних трубопроводів, що працюють у різних бель 2, з'єднаний з індуктором 3, і спреєром 4 і кліматичних зонах (районах Крайньої Півночі), при пропускають через усю довжину виробу 1. Далі високих параметрах робітничих середовищ (газів, високочастотний силовий кабель 2, з'єднують з нафти). Труби в екстремальних умовах експлуатагенератором СВЧ 16, причому спреєр 4 і індуктор ції витримують високі тиски середовища з внутрі3 установлюють наприкінці виробу 1 (початок зашньої сторони і високі негативні температури (тегартування), подають охолоджуючу воду на них мпературу крихкості металу) із зовнішньої сторони. 17, включивши генератор СВЧ 16, подають висоВідсутнє тріщиноутворення й інші деформації кочастотну електроенергію на індуктор 3, роблять труб. Для відпуску термооброблених труб застонагрівання внутрішньої поверхні циліндричного совується електрофізична обробка (ЕФО) у зв'язку виробу до гартівної температури (950°). Роблячи з відсутністю печей великих габаритів. нагрів виробу до гартівної температури, включа Комп’ютерна верстка Л. Ціхановська Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюA mechanism for the thermal treatment of cylindrical long-length articles
Автори англійськоюZhuchynskyi Leonid Andriiovych, Svystunov Mykola Vasyliovych, Stoian Serhii Leonidovych
Назва патенту російськоюУстройство для термообработки цилиндрических длинномерных изделий
Автори російськоюЖучинский Леонид Андреевич, Свистунов Николай Васильевич, Стоян Сергей Леонидович
МПК / Мітки
МПК: C21D 1/09
Мітки: циліндричних, пристрій, виробів, довгомірних, термообробки
Код посилання
<a href="https://ua.patents.su/3-16589-pristrijj-dlya-termoobrobki-cilindrichnikh-dovgomirnikh-virobiv.html" target="_blank" rel="follow" title="База патентів України">Пристрій для термообробки циліндричних довгомірних виробів</a>
Пристрій для термообробки довгомірних порожнистих циліндричних виробів
Номер патенту: 34155
Опубліковано: 15.05.2003
Автори: Рябець Микола Пантелеймонович, Ляшенко Віктор Михайлович, Пирогов Олександр Дмитрович, Шамонін Олександр Миколайович, Галенко Василь Петрович
МПК: C21D 1/62
Мітки: порожнистих, пристрій, виробів, циліндричних, термообробки, довгомірних
Формула / Реферат:
Пристрій для термообробки довгомірних порожнистих циліндричних виробів, що має вертикальну ванну з переливом і частково занурену в неї вертикальну підвіску, до якої підключені трубопровід охолоджуючої рідини, бак для зливання гарячої рідини і трубопровід стиснутого повітря, при цьому в верхній частині пристрою є основа, на якій встановлений конус, спряжений з несучим конусом захвата виробу, який відрізняється тим, що підвіска включає механізм...
Пристрій для термообробки внутрішніх поверхонь циліндричних виробів
Номер патенту: 11719
Опубліковано: 16.01.2006
Автори: Стоян Сергій Леонідович, Івахненко Микола Миколайович, Свистунов Микола Васильович, Жучинський Леонід Андрійович
МПК: C21D 1/09
Мітки: термообробки, пристрій, циліндричних, виробів, внутрішніх, поверхонь
Формула / Реферат:
Пристрій для термообробки внутрішніх поверхонь циліндричних виробів, що містить підйомник з верхньою поворотною і нижньою неповоротною планшайбами, розміщені між вертикальними напрямними стояками, індуктор зі спреєром, механізми підйому і обертання виробів, який відрізняється тим, що пристрій оснащений зовнішнім круговим охолоджувачем, виконаним у вигляді ємності, встановленої співвісно виробу, і пристроєм синхронного переміщення виробу...
Пристрій для зберігання і транспортування довгомірних циліндричних виробів
Номер патенту: 59500
Опубліковано: 15.09.2003
Автори: Кравченко Юрій Олексійович, Андрющенко Віталій Селівестрович, Дуднік Сергій Вікторович
МПК: B65D 85/20
Мітки: зберігання, пристрій, транспортування, циліндричних, виробів, довгомірних
Формула / Реферат:
Пристрій для зберігання і транспортування довгомірних циліндричних виробів, що включає кінцеві і, щонайменше, одну проміжну опори, кожна з яких виконана у вигляді фасонного моноблока, на протилежних сторонах котрого симетрично виконані ложементи для укладання циліндричних виробів, і напрямні для стягуючих елементів, який відрізняється тим, що бокові стінки суміжних опор сполучені між собою за допомогою замкових з'єднань, кожне з яких виконано...
Пристрій для струминної обробки довгомірних циліндричних виробів
Номер патенту: 2758
Опубліковано: 16.08.2004
Автори: Рожков Олександр Дмитрович, Мартинов Володимир Ілліч, Пергат Владислав Васильович, Максименко Вадим Михайлович
МПК: C23G 3/00
Мітки: обробки, виробів, циліндричних, довгомірних, пристрій, струминної
Формула / Реферат:
1. Пристрій для струминної обробки довгомірних циліндричних виробів, який містить ємність для розчину з насосом, прохідну камеру, транспортний засіб, сопла подачі розчину і повітря, який відрізняється тим, що він оснащений шламовідстійником і кільцевими колекторами, причому на прохідній камері розташований повітропідвідний розтруб, в основі якого закріплена пориста мембрана, а сопла встановлені на кільцевих колекторах, розміщених по обидва...
Спосіб термообробки внутрішніх поверхонь циліндричних виробів
Номер патенту: 9578
Опубліковано: 17.10.2005
Автори: Івахненко Микола Миколайович, Жучинський Леонід Андрійович, Свистунов Микола Васильович, Стоян Сергій Леонідович
МПК: C21D 1/09
Мітки: термообробки, поверхонь, циліндричних, виробів, спосіб, внутрішніх
Формула / Реферат:
1. Спосіб термообробки внутрішніх поверхонь циліндричних виробів, що включає загартування шляхом прогріву поверхні виробу індукційним струмом високої частоти при переміщенні й обертанні виробу щодо індуктора і наступного охолодження внутрішньої поверхні, який відрізняється тим, що швидкість переміщення виробу збільшують по квадратичній залежності:V=A+Bt+Ct2де А, В, С - коефіцієнти, t - час переміщення, с; V -...
Попередній патент: Пристрій для контролю ресурсу комутаційних апаратів
Наступний патент: Стабільний діапазонний генератор гармонічних коливань
Випадковий патент: Спосіб попередження розвитку ураження печінки у дітей