Спосіб термообробки внутрішніх поверхонь циліндричних виробів
Номер патенту: 9578
Опубліковано: 17.10.2005
Автори: Свистунов Микола Васильович, Івахненко Микола Миколайович, Стоян Сергій Леонідович, Жучинський Леонід Андрійович
Формула / Реферат
1. Спосіб термообробки внутрішніх поверхонь циліндричних виробів, що включає загартування шляхом прогріву поверхні виробу індукційним струмом високої частоти при переміщенні й обертанні виробу щодо індуктора і наступного охолодження внутрішньої поверхні, який відрізняється тим, що швидкість переміщення виробу збільшують по квадратичній залежності:
V=A+Bt+Ct2
де А, В, С - коефіцієнти,
t - час переміщення, с;
V - швидкість переміщення, мм/с,
при переміщенні від верхньої до нижньої мертвої точки гільзи й одночасно осаджують виріб шляхом зменшення глибини прогрівання внутрішньої поверхні циліндричного виробу збільшенням частоти струму генератора струмів високої частоти.
2. Спосіб за п. 1, який відрізняється тим, що охолодження зовнішньої поверхні виробу здійснюють у водяній ванні при синхронізації рівня води і вертикального руху виробу.
Текст
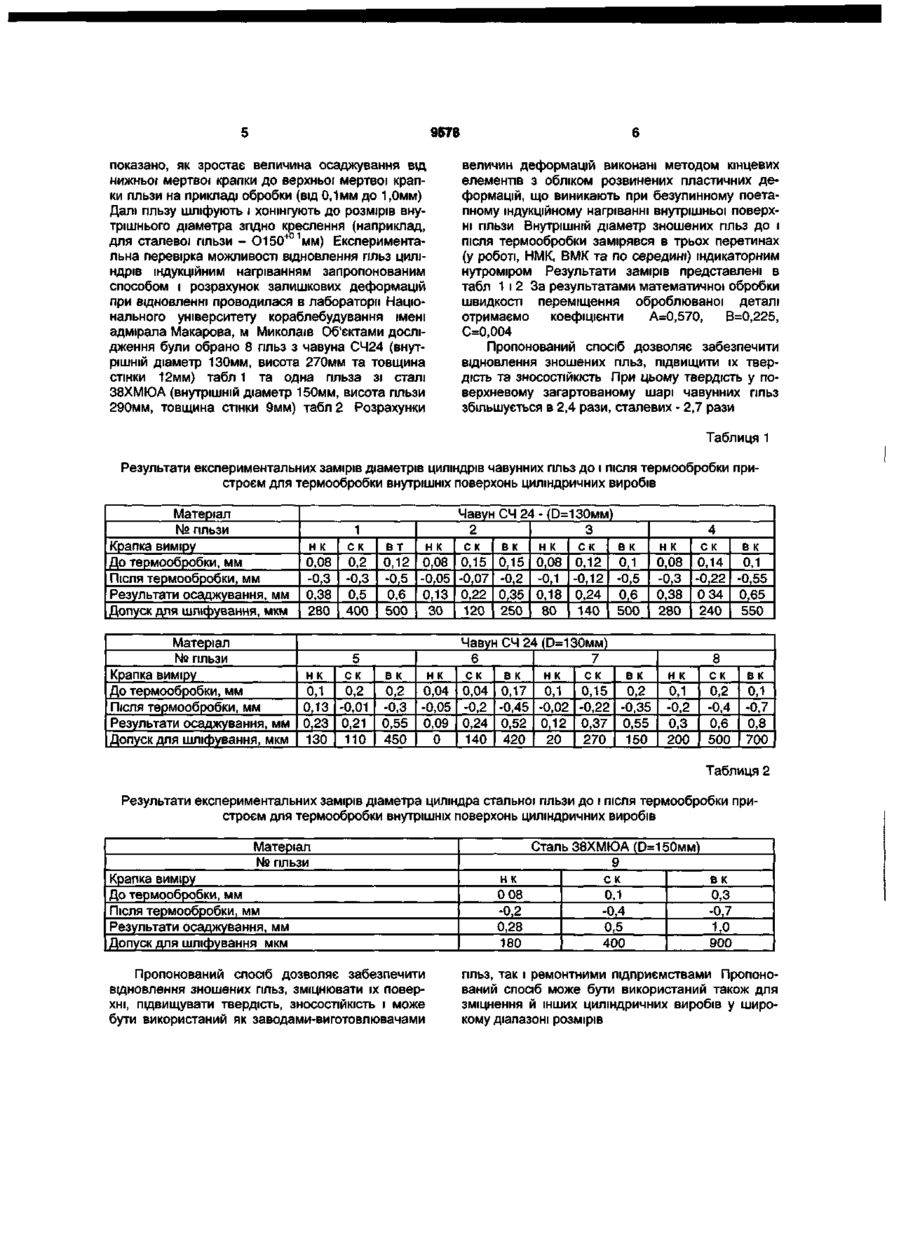
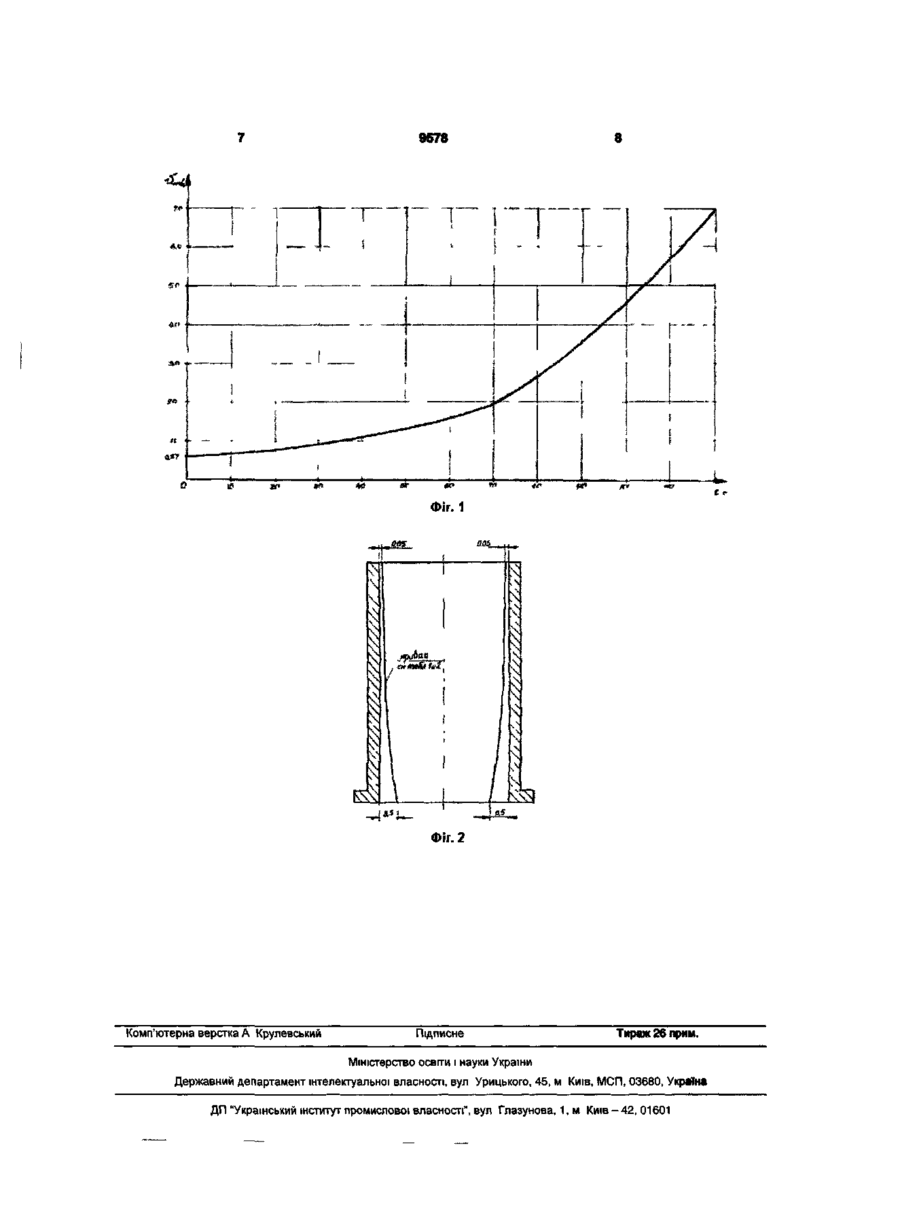
1. Спосіб термообробки внутрішніх поверхонь циліндричних виробів, що включає загартування шляхом прогріву поверхні виробу індукційним струмом високої частоти при переміщенні й обертанні виробу щодо індуктора і наступного охолодження внутрішньої поверхні, який відрізняється тим, що швидкість переміщення виробу збільшують по квадратичній залежності: V=A+Bt+Ct2 де А, В, С - коефіцієнти, t - час переміщення, с; V - швидкість переміщення, мм/с, при переміщенні від верхньої до нижньої мертвої точки гільзи й одночасно осаджують виріб шляхом зменшення глибини прогрівання внутрішньої поверхні циліндричного виробу збільшенням частоти струму генератора струмів високої частоти. 2. Спосіб за п. 1, який відрізняється тим, що охолодження зовнішньої поверхні виробу здійснюють у водяній ванні при синхронізації рівня води і вертикального руху виробу. Корисна модель відноситься до термічної обробки металів, а саме до осаджування і зміцнення внутрішніх поверхонь циліндричних виробів, і може бути використана, наприклад, для осаджування і підвищення міцності, твердості і зносостійкості гільз двигунів внутрішнього згоряння, виготовлених з чавуну або сталі. Відомо про спосіб відновлення трубчастих металевих виробів, що включає нагрівання виробу струмами високої частоти і наступне охолодження його зсередини потоком рідини [«Способ восстановления трубчатых металлических изделий и устройство для его осуществления», а.с. СССР №96108737]. Вироби нагрівають, індукуючи в них кругові струми, розташовані в двох взаємно перпендикулярних площинах, при цьому напрямок кругових струмів, розташованих в одній з цих площин, сполучають з напрямком утворюючих циліндричної поверхні виробу. У відомому технічному рішенні глибина загартованого металу виконується нерівномірно, тому що відсутнє обертання трубчастих виробів. Найбільш близьким за технічною сутністю рішенням є спосіб відновлення гільз циліндрів автотракторних дизелів з чавуна по а.с. СРСР №2151678. Корисна модель відноситься до відновлення зношених внутрішніх циліндричних повер хонь. Спосіб відновлення гільз циліндрів автотракторних дизелів з чавуна включає створення безперервно-послідовного уздовж осі деталі градієнта температури за допомогою нагрівання струмами високої частоти окружної локальної зони стінки гільзи й охолодження її струменями води в процесі переміщення деталі щодо джерел нагрівання. Охолодження роблять за два проходи. За перший прохід окружну локальну зону стінки гільзи нагрівають до температури нижче крапки фазових перетворень Асз на 1О...13О°С, а за другий прохід до температури вище крапки фазових перетворень Асз на ЗО...8О°С, потім прохолоджують на повітрі до температури нижче крапки Асз на ЗО...5О°С, після чого здійснюють термоциклічну обробку шляхом багаторазового нагрівання вище крапки Асз на ЗО...8О°С и охолодження нижче крапки Асз на ЗО...5О°С. При використанні цієї корисної моделі глибина загартованого шару також виконується нерівномірно, тому що відсутнє обертання гільзи в процесі термообробки. Це технічне рішення прийняте як прототип. В основу корисної моделі поставлено задачу удосконалення способу термообробки внутрішніх поверхонь циліндричних виробів, у якому регулювання режимів нагрівання й охолодження дозволяє підвищити міцність, твердість, зносостійкість 00 ю О) 9578 внутрішньої поверхні гільзи, що дозволяє збільшити термін служби гільзи Задача вирішується тим, що в способі швидкість переміщення виробу збільшують по квадратичній залежності 2 V=A+Bt+Ct , де А=0,570, В=0,225, С=0,004 - коефіцієнти для досліджуваних гільз, t - час переміщення, с, V швидкість переміщення, мм/с, при переміщенні від верхньої до нижньої мертвої крапки гільзи й одночасно осаджують виріб шляхом зменшення глибини прогрівання внутрішньої поверхні циліндричного виробу збільшенням частоти струму генератора струмів високої частоти Також спосіб полягає в тому, що охолодження зовнішньої поверхні виробу роблять у водяній ванні при синхронізації рівня води і вертикального руху виробу Відомо, ЩО глибина поширення вихрових струмів у поверхневому шарі залежить від частоти електромагнітного поля, індукуючого ці вихрові струми Причому, чим більше частота струму, тим менше товщина поширення вихрових струмів, а значить і глибина загартування виробу Тому для загартування внутрішньої поверхні гільзи вибирають частоту струму, а значить і частоту електромагнітного поля в межах, що забезпечують поширення вихрових струмів на глибину поверхневого загартування 5 = , де б - глибина поверх невого нагрівання металу, м Підставивши в цю формулу значення величин а = 2 л f і ц а = ( і о ( і , одержимо 6 = 50,3 J - * — , м, де р=1 - магнітна проникність, f - частота струму, Гц, р - питомий опір металу, р = 10~6 Омм Прийнято вважати, що глибина проникнення струму б є зручною для вивчення багатьох технологічних електростатичних залежностей, що спостерігаються при поверхневому індукційному нагріванні Можна вважати, що б є така товщина шару металу, де поглинається близько 90% від всієї енергії, що проникає в метал, який нагрівається Вищевикладені формули наведені в літературі [Слухоцкий А Е, Рыскин С Е Индуктор для индукционного нагрева - Ленинградское отделение Энергия, 1974, с 13] і [Высокочастотная электротермия Справочник Под ред д т н , проф В В Донского - М-Л Машиностроение, 1965, с 17-21] Загальноприйнято, що глибина поверхневого нагрівання дорівнює 1,0 2,5мм По наведених формулах для високочастотного нагрівання глибина 1,0 2,5мм вимагає частоти генератора в діапазоні 100Гц ббкГц Ця глибина поверхневого нагрівання гільзи складає 20 30% від товщини гільзи, що не вплине на її деформацію На малюнках представлені Фіг 1 - Швидкість ЗМІНИ переміщення гільзи по квадратичній залежності щодо нагрівача (індуктора) Фіг 2 - Епюра збільшення осадження від нижньої мертвої крапки до верхньої мертвої крапки гільзи Спосіб здійснюють таким чином При подачі електричного струму високої частоти в індуктор, у ньому виникає електромагнітне поле, що у свою чергу індуцірує вихрові струми у внутрішній поверхні порожніх циліндричних виробів (ГІЛЬЗІ) Вихрові струми нагрівають поверхневий шар виробу до температури загартування (900 950°С) Крім того, зовнішню стінку гільзи охолоджують ще круговим охолоджувачем, що виключає її теплову деформацію (виникнення тріщин, паводку та інше) Загартування починають від верхньої частини, що відповідає верхній мертвій крапці (ВМК) і продовжують у напрямку до нижньої мертвої крапки (НМК) Переміщення гільзи відносно індуктора, що нагріває, відбувається по квадратичній залежності (Фіг 1) V=A+Bt+Ct2, де А=0,570, В=0,225, С=0,004 - коефіцієнти для досліджуваних гільз які мають розміри внутрішній діаметр 130мм, висота 270мм, товщина стінки 12мм, матеріал арий чавун СЧ 24-44 (низьколепрований) та сталь 38ХМЮА, V - швидкість переміщення, мм/с, t - час переміщення, с Запропонований спосіб відновлення пльз можливо здійснювати на найбільш близькому по технічній суті верстаті для загартування внутрішніх поверхонь циліндричних виробів, а с СССР М кл C21D1/10 шляхом модернізації і доповнення верстата ЗОВНІШНІМ круговим охолоджувачем, виконаним у вигляді ємності, встановленої співвюно виробу і пристроєм синхронного переміщення виробу відносно нерухомого індуктора і рівня рідини у круговому охолоджувачі До початку загартування гільзу переміщають зі швидкістю 0,57мм/с, напруга на електродвигуні при цьому сягає 15В Потім за допомогою реостата напругу на електродвигуні поступово збільшують до 130В, а швидкість переміщення гільзи дотримують при даній напрузі 7мм/с і при цьому індуктор виходить із гільзи (у НМК) Після ЦЬОГО кінцевий вимикач відключає генератор СВЧ, що подає електроживлення на індуктор у процесі термообробки Далі гільзу відправляють в піч для низького відпуску і зняття гартівних напруг Нагрівання під загартування гільзи виконують до температури, що перевищує на 50 60°С критичну крапку Асз Оптимальна температура загартування - 950°С Температура низького відпуску чавунних гільз 160 200°С, сталевих близько 640°С Твердість чавунних гільз до термообробки НВ=1790, сталевих - НВ=2290 од Після термообробки твердість чавунних і сталевих гільз ВІДПОВІДНО дорівнює НВ=4150 та НВ=6010 од, що в 2,4 рази вище для чавунних та у 2,7 рази для сталевих гільз Металографічні дослідження гільз показали, що глибина загартованого шару дорівнює 2 Змм Структура загартованого шару - дрібногольчастий мартенсит Після зняття припуску, що виникає в результаті осаджування, (шліфування, хонінгування), твердість структури загартованого шару дорівнює НВ=4150 та НВ=6010 од , що достатньо для одержання високої ЗНОСОСТІЙКОСТІ робочої поверхні гільзи Одночасно зі збільшенням твердості внутрішньої поверхні гільзи відбувається зменшення внутрішнього діаметра гільзи - осаджування На епюрі зміни осаджування ВІДПОВІДНО проведених ІСПИТІВ гільзи зі сталі 38ХМЮА (Фіг 2) 9578 показано, як зростає величина осаджування від нижньої мертвої крапки до верхньої мертвої крапки гільзи на прикладі обробки (від 0,1мм до 1,0мм) Далі гільзу шліфують і хонінгують до розмірів внутрішнього діаметра згідно креслення (наприклад, для сталевої гільзи - О150 +01 мм) Експериментальна перевірка можливості відновлення гільз циліндрів індукційним нагріванням запропонованим способом і розрахунок залишкових деформацій при відновленні проводилася в лабораторії Національного університету кораблебудування імені адмірала Макарова, м Миколаїв Об'єктами дослідження були обрано 8 гільз з чавуна СЧ24 (внутрішній діаметр 130мм, висота 270мм та товщина стінки 12мм) табл 1 та одна гільза зі сталі 38ХМЮА (внутрішній діаметр 150мм, висота гільзи 290мм, товщина стінки 9мм) табл 2 Розрахунки величин деформацій виконані методом кінцевих елементів з обліком розвинених пластичних деформацій, що виникають при безупинному поетапному індукційному нагріванні внутрішньої поверхні гільзи Внутрішній діаметр зношених гільз до і після термообробки замірявся в трьох перетинах (у роботі, НМК, ВМК та по середині) індикаторним нутроміром Результати замірів представлені в табл 1 і 2 За результатами математичної обробки швидкості переміщення оброблюваної деталі отримаємо коефіцієнти А=0,570, В=0,225, С=0,004 Пропонований спосіб дозволяє забезпечити відновлення зношених гільз, підвищити їх твердість та ЗНОСОСТІЙКІСТЬ При цьому твердість у поверхневому загартованому шарі чавунних гільз збільшується в 2,4 рази, сталевих - 2,7 рази Таблиця 1 Результати експериментальних замірів діаметрів циліндрів чавунних гільз до і після термообробки пристроєм для термообробки внутрішніх поверхонь циліндричних виробів Матеріал № гільзи Крапка виміру До термообробки, мм Після термообробки, мм Результати осаджування, мм Допуск для шліфування, м ш нк 0,08 -0,3 0,38 280 Матеріал № гільзи Крапка виміру До термообробки, мм Після термообробки, мм Результати осаджування, мм Допуск для шліфування, мкм 5 ск нк вк 0,2 0,2 0,1 0,13 -0,01 -0,3 0,23 0,21 0,55 130 110 450 1 ск 0,2 -0,3 0,5 400 Чавун СЧ 24 - (D=130мм) 2 3 нк ск вк нк ск ВТ вк 0,12 0,08 0,15 0,15 0,08 0,12 0,1 -0,5 -0,05 -0,07 -0,2 -0,1 -0,12 -0,5 0,6 0,13 0,22 0,35 0,18 0,24 0,6 ЗО 120 250 80 500 140 500 Чавун СЧ 24 (D=130мм) 6 7 ск нк вк нк ск вк 0,04 0,04 0,17 0,1 0,15 0,2 -0,05 -0,2 -0,45 -0,02 -0,22 -0,35 0,09 0,24 0,52 0,12 0,37 0,55 0 140 420 20 270 150 нк 0,08 -0,3 0,38 280 нк 0,1 -0,2 0,3 200 4 ск 0,14 -0,22 0 34 240 8 ск 0,2 -0,4 0,6 500 вк 0,1 -0,55 0,65 550 вк 0,1 -0,7 0,8 700 Таблиця 2 Результати експериментальних замірів діаметра циліндра стальної гільзи до і після термообробки пристроєм для термообробки внутрішніх поверхонь циліндричних виробів Матеріал № гільзи Крапка виміру До термообробки, мм Після термообробки, мм Результати осаджування, мм Допуск для шліфування мкм Пропонований спосіб дозволяє забезпечити відновлення зношених гільз, зміцнювати їх поверхні, підвищувати твердість, ЗНОСОСТІЙКІСТЬ І може бути використаний як заводами-виготовлювачами Сталь 38ХМЮА (D=150MM) 9 нк ск вк 0 08 0,3 0,1 -0,2 -0,4 -0,7 0,28 0,5 1,0 180 400 900 гільз, так і ремонтними підприємствами Пропонований спосіб може бути використаний також для зміцнення й інших циліндричних виробів у широкому діапазоні розмірів 9578 Фіг. 1 Ц Фіг. 2 Комп'ютерна верстка А Крулевський Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул Урицького, 45, м Київ, МСП, 03680, Україна ДП "Український інститут промислової власності", вул Глазунова, 1, м Київ - 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюA method for the thermal treatment of the cylindrical articles inner surfaces
Автори англійськоюZhuchynskyi Leonid Andriiovych, Svystunov Mykola Vasyliovych, Ivakhnenko Mykola Mykolaiovych, Stoian Serhii Leonidovych
Назва патенту російськоюСпособ термообработки внутренних поверхностей цилиндрических изделий
Автори російськоюЖучинский Леонид Андреевич, Свистунов Николай Васильевич, Ивахненко Николай Николаевич, Стоян Сергей Леонидович
МПК / Мітки
МПК: C21D 1/09
Мітки: циліндричних, поверхонь, спосіб, виробів, внутрішніх, термообробки
Код посилання
<a href="https://ua.patents.su/4-9578-sposib-termoobrobki-vnutrishnikh-poverkhon-cilindrichnikh-virobiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб термообробки внутрішніх поверхонь циліндричних виробів</a>
Пристрій для термообробки довгомірних порожнистих циліндричних виробів
Номер патенту: 34155
Опубліковано: 15.05.2003
Автори: Пирогов Олександр Дмитрович, Галенко Василь Петрович, Ляшенко Віктор Михайлович, Рябець Микола Пантелеймонович, Шамонін Олександр Миколайович
МПК: C21D 1/62
Мітки: термообробки, порожнистих, циліндричних, довгомірних, пристрій, виробів
Формула / Реферат:
Пристрій для термообробки довгомірних порожнистих циліндричних виробів, що має вертикальну ванну з переливом і частково занурену в неї вертикальну підвіску, до якої підключені трубопровід охолоджуючої рідини, бак для зливання гарячої рідини і трубопровід стиснутого повітря, при цьому в верхній частині пристрою є основа, на якій встановлений конус, спряжений з несучим конусом захвата виробу, який відрізняється тим, що підвіска включає механізм...
Спосіб відновлення внутрішніх циліндричних поверхонь деталей
Номер патенту: 69653
Опубліковано: 15.09.2004
Автори: Кирильченко Петро Миколайович, Іщенко Анатолій Олексійович, Семенюта Анатолій Ніканорович
МПК: B23P 6/02
Мітки: спосіб, поверхонь, деталей, відновлення, циліндричних, внутрішніх
Формула / Реферат:
Спосіб відновлення внутрішніх циліндричних поверхонь деталей, котрий включає підготовку поверхні і заливання полімерного матеріалу з використанням шаблону, який відрізняється тим, що відновлення поверхні здійснюють переміщенням шаблону до упирання у встановлену перед тим чи наявну донну частину деталі після заливання в неї полімерного матеріалу.
Спосіб відновлення спрацьованих внутрішніх циліндричних поверхонь деталей
Номер патенту: 60194
Опубліковано: 15.09.2003
Автори: Гринько Павло Васильович, Молодик Микола Володимирович, Хітров Ігор Олександрович, Кононогов Юрій Андрійович
МПК: B23P 6/00
Мітки: спрацьованих, відновлення, внутрішніх, деталей, спосіб, циліндричних, поверхонь
Формула / Реферат:
Спосіб відновлення спрацьованих внутрішніх циліндричних поверхонь деталей, який полягає в механічній обробці спрацьованої поверхні, нанесенні на неї полімерного матеріалу, вклеюванні ремонтної втулки в отвір, який відрізняється тим, що проводять фіксацію ремонтної втулки з наступним центруванням її в відновлювальному отворі, а вклеювання ремонтної втулки в відновлювальний отвір здійснюють в вакуумній камері.
Пристрій для автоматичної наплавки внутрішніх циліндричних і конічних поверхонь
Номер патенту: 14650
Опубліковано: 20.01.1997
Автори: Стасишин Петро Іванович, Єфремов Михайло Васильович, Сенцюк Богдан Володимирович, Поліщук Микола Олександрович
МПК: B23K 9/04
Мітки: конічних, наплавки, пристрій, циліндричних, внутрішніх, автоматичної, поверхонь
Формула / Реферат:
Пристрій для автоматичної наплавки внутрішніх циліндричних і конічних поверхонь, який містить станину, електродвигун, планшайбу для кріплення та обертання деталі, що наплавляється, зварювальну головку з кареткою і механізм переміщення, який відрізняється тим, що станина виконана з двох стінок, причому на одній з них кріпиться планшайба, оснащена штангою, що має можливість обертатись, а на іншій - механізм переміщення, оснащений...
Пристрій для кінцевої, з використанням змащувально-охолоджувальної рідини, обробки внутрішніх циліндричних поверхонь
Номер патенту: 43691
Опубліковано: 17.12.2001
Автори: Борисов Дмитро Володимирович, Мішустін Дмитро Борисович, Коваленко Олена Леонідівна, Степанов Михайло Сергійович, Морозов Роман Вадимович
МПК: B24B 55/00
Мітки: використанням, пристрій, рідини, поверхонь, змащувально-охолоджувальної, циліндричних, обробки, кінцевої, внутрішніх
Формула / Реферат:
Пристрій для кінцевої, з використанням змащувально-охолоджувальної рідини (ЗОР) обробки внутрішніх циліндричних поверхонь, який містить вал, шліфувальний круг, бічну кришку, магістраль підводу ЗОР, який відрізняється тим, що шліфувальний круг виконаний розбірним і обладнаний планшайбою, в пазах якої встановлені зв'язані з додатковою бічною кришкою пластини з роликами, причому додаткова бічна кришка виконана роз'ємною.
Попередній патент: Паливний інжектор
Наступний патент: Спосіб очищення гарячих газів від дрібнодисперсних частинок
Випадковий патент: Миючий засіб