Формуюча головка для виробництва профілів зі спінених термопластів
Номер патенту: 2664
Опубліковано: 26.12.1994
Автори: Куликов Юрій Андрійович, Новицька Тамара Михайлівна, Крамаренко Євген Федорович, Юшко Бернард Петрович, Кудряшов Володимир Петрович, Покровський Лев Іванович, Кравченко Вілен Васильович, Музиченко Олег Олександрович
Формула / Реферат
1. Формующая головка для производства профилей из вспененных термопластов, содержащая корпус с входной и выходной частями и выполненным в нем осевым подводящим каналом, установленную во входной части корпуса решетку с размещенными в ней рабочими элементами, отличающаяся тем, что, с целью повышения производительности головки и качества получаемого профиля за счет предотвращения вспенивания расплава термопласта внутри головки, рабочие элементы выполнены в виде осевой и рабочих торпед с входными и выходными частями, установленными соответственно по оси решетки и по ее окружности и с образованием с решеткой и корпусом соответственно центрального и формующих каналов для течения расплава термопласта, причем осевая торпеда установлена с возможностью ее перемещения для регулирования сечения центрального канала, а рабочие торпеды закреплены жестко с образованием в корпусе выходных каналов.
2. Формующая головка по п. І , отличающаяся тем, что, с целью получения полого профиля, выходная часть каждой рабочей торпеды выполнена переменного сечения с расширением в выходном канале.
3. Формующая головка по п. 1, отличающаяся тем, что, с целью получения прямоугольного профиля, головка снабжена установленными в выходных каналах матрицами, внутренняя поверхность каждой из которых выполнена в виде сопряженных между собой и вогнутых внутрь сегментов с образованием в месте их соединения отверстий, а рабочие торпеды между решеткой и матрицей выполнены переменного сечения с образованием в корпусе сужающийся в направлении выходных каналов накопительных полостей.
Текст
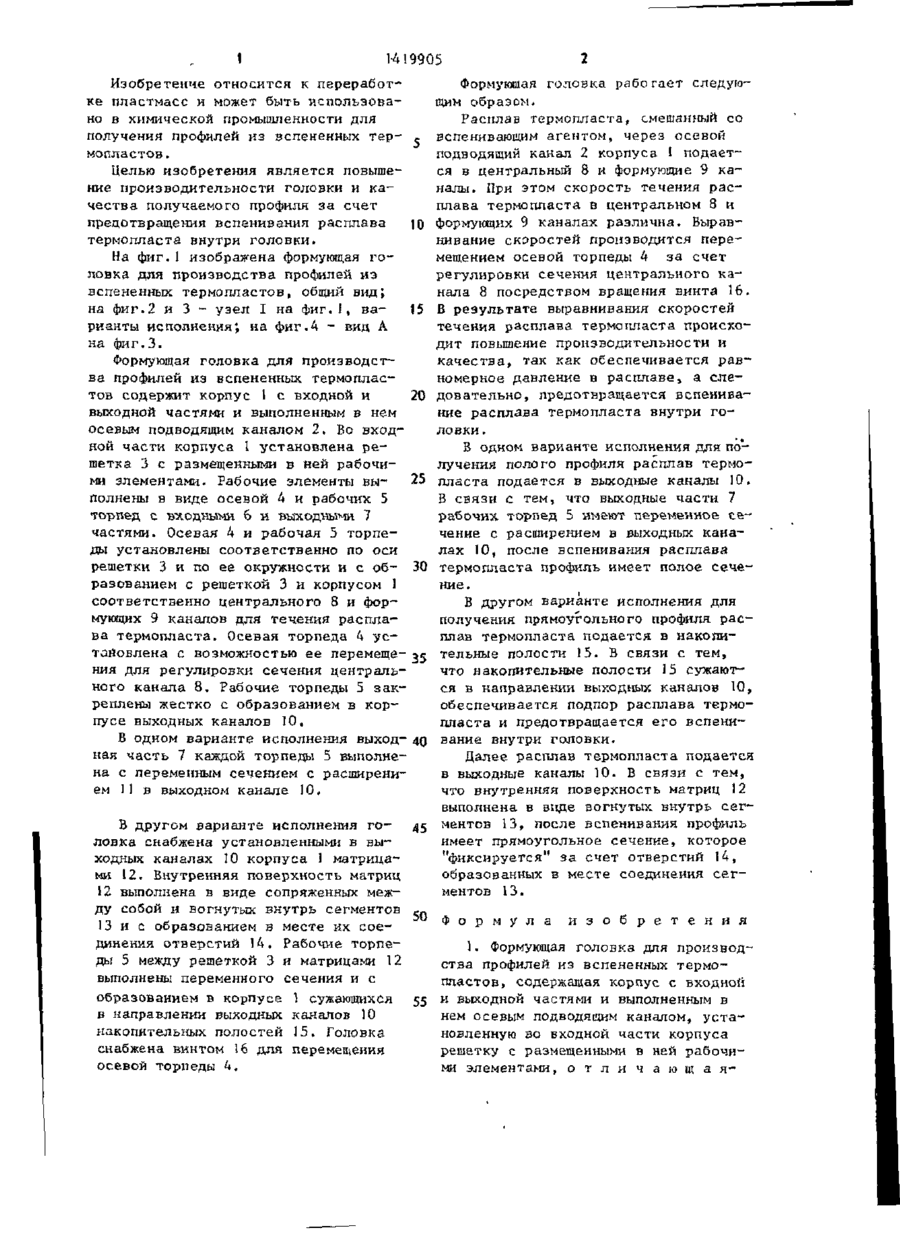
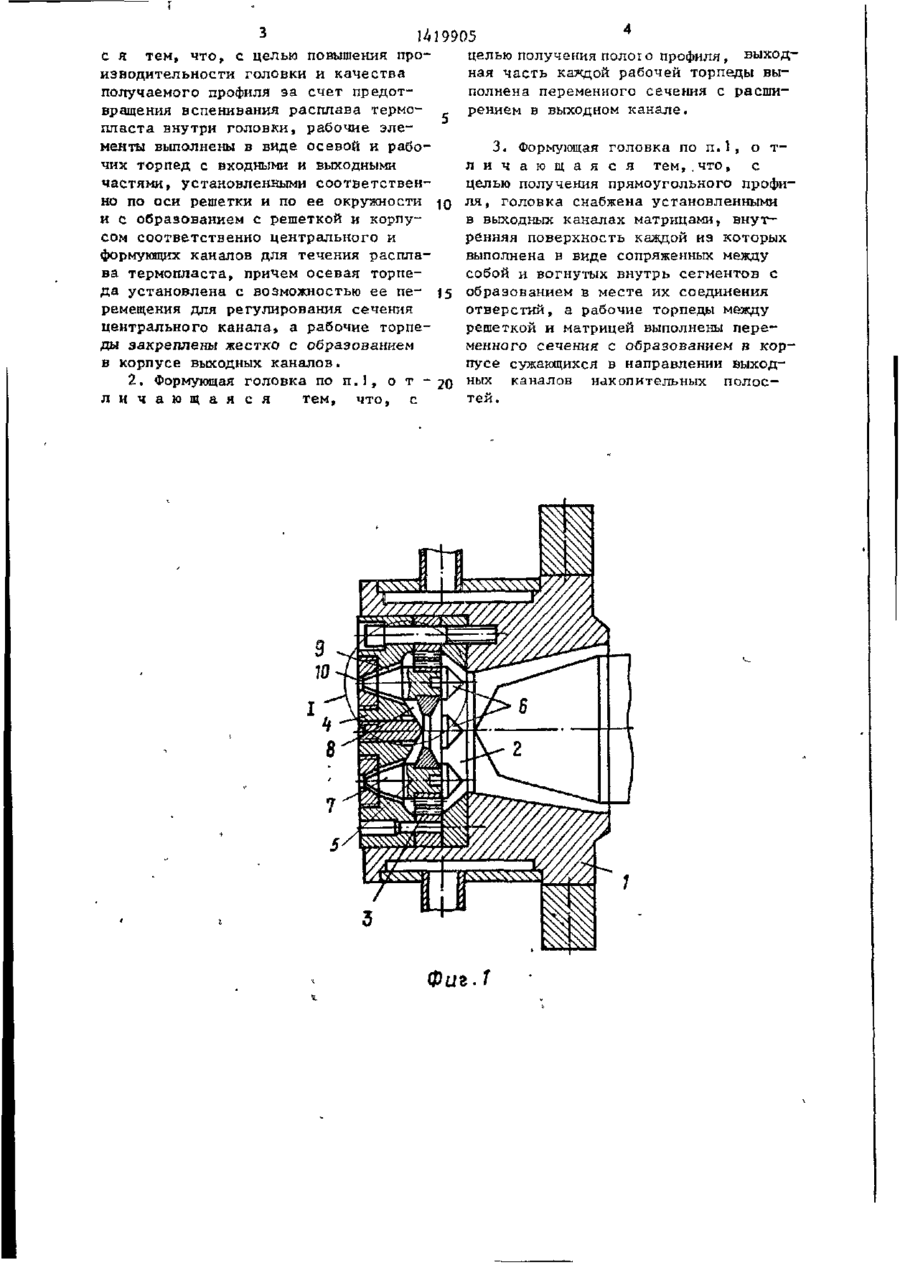
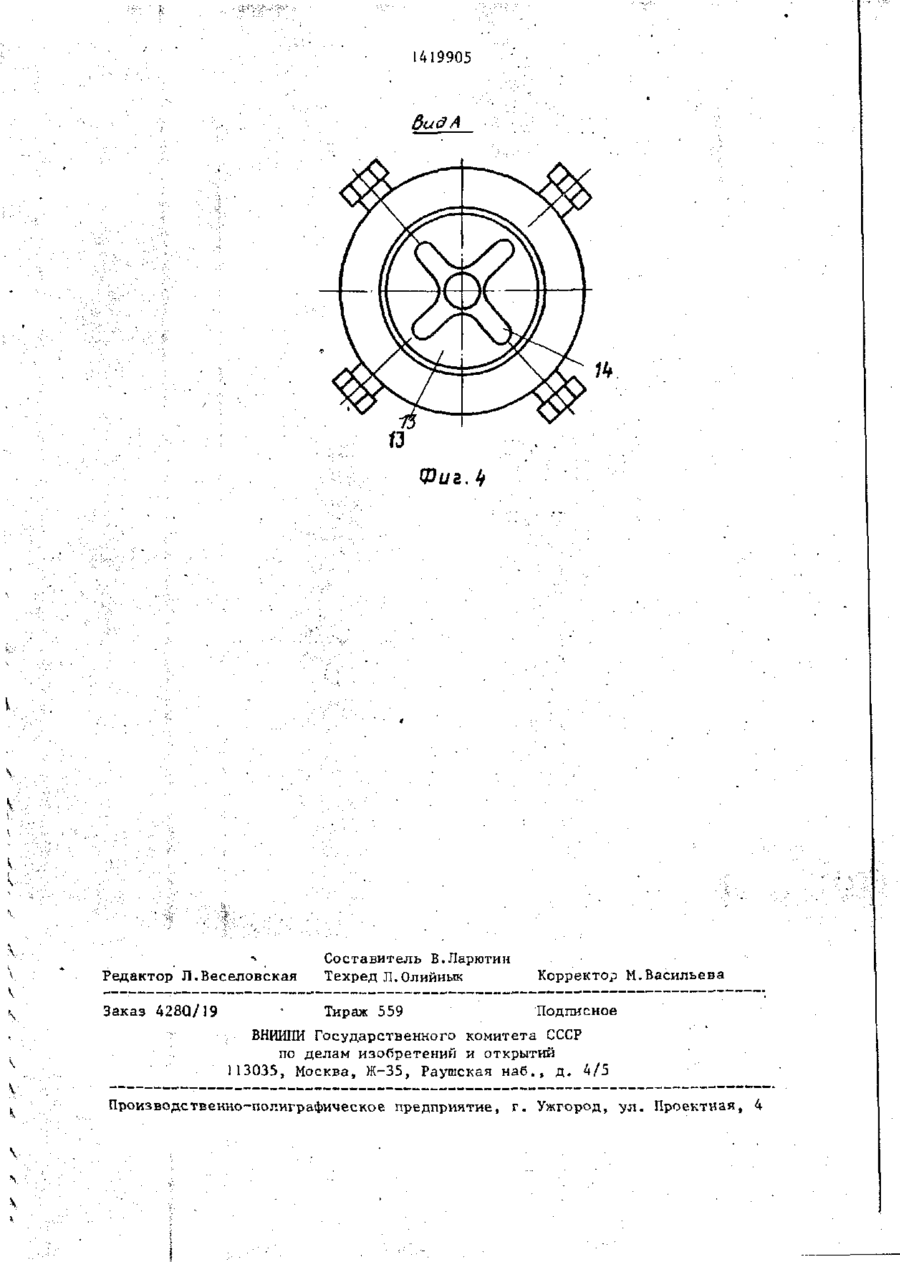
СОЮЗ СОЄЕТСНИХ СОЦИАЛИСТИЧЕСКИХ РЕСПУБЛИК (5D4 Б 29 С 47/20//В 29 L 23:00 ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР ПО ДЕЛАМ ИЗОБРЕТЕНИЙ И ОТНРЫТИИ ОПИОАНИгі И^Оог г ^ ^ 1 | Г I ^ ^ # » І І Г В №» IF 6 Чм? Vri? ЙЫЕ? і Ism К АВТОРСКОМУ СВИДЕТЕЛЬСТВУ (21) 4144486/23-05 (22) 04.11.86 (46) 3 0 . 0 8 . 8 3 . Бюл. К 32 * (71) Украинский научно-исследовательский и конструкторский институт по разработке машин и оборудования для переработки пластмасс, резины и и с кусственной кожи (72) О.А.Музыченко, Т.И.Новицкая, Е.Ф.Крамаренко, В.В.Кравченко, Л.И.Покровский, Ю.А.Куликов» . В.П.Кудряшов и Б.П.Юшко (53) 6 7 8 . 0 5 7 . 3 7 4 . 6 ( 0 8 8 . 8 ) * * (56) Авторское свидетельство СССР № 381554, кл. В 29 С 47/12, 1969. Заявка ФРГ № 2359282, кл. В 29 D 27/00, опублик. 1978. (54) ФОРМУЮЩАЯ ГОЛОВКА ДЛЯ ПРОИЗВОДСТВА ПРОФИЛЕЙ ИЗ ВСПЕНЕННЫХ ТЕРМОПЛАСТОВ (57) Изобретение относится к области переработки пластмасс и может быть использовано в химической промышленности. Целью изобретения является повыше ние производительности головки и качества получаемых профилей за счет предотвращения вспенивания расплава термопласта внутри головки. Формующая головка содержит корпус с входной и выходной частями и выполненным в нем осевым подводящим каналом, установленную во входной части корпуса решетку с размешенными в ней раб очимн элементами. Рабочие элементы выполнены в виде осевой и рабочих торпед с входными и выходными частями, установленными соответственно по й I fV( \TXf * оси решетки и по ее окружности с образованием с решеткой и корпусом соответственно центрального и формующих каналов. Осевая горпеда установлена с возможностью ее перемещения для регулирования сечения центрального канала, а рабочие торледы закреплены жестко с образованием в корпусе выходных каналов. В одном варианте выполнения выходная часть каждой рабочей торпеды имеет переменное сечение с расширением в выходном канале, в другом варианте во входных каналах установлены матрицы, внутренняя поверхность которых выполнена в виде сопряженных между собой и вогнутых внутрь сегментов с образованием в месте их соединения отверстий, а рабочие горпеды между решеткой и матрицей выполнены переменного сечения и с образованием в корпусе сужающихся в направлении выходных каналов накопительных полостей. Расплав термопласта под давлением продавливается через формующие каналы, за счет перемещения осевой торпеды происходит выравнивание скоростей течения расплава и поддержание постоянного давления. При получении полого профиля расплав продавливается по выходным каналам, в которых торпеды выполнены с переменным сечением с расширением. Для получения прямоугольного профиля расплав продавливается через матрицу, внутренняя поверхность которой выполнена в виде вогнутых внутрь сегментов. 2 э.п. ф-лы, 4 ил. СО 1 1-419905 Изобретение относится к переработке пластмасс и может быть использовано в химической промышленности для получения профилей из вспененных тер- емопластов. Целью изобретения является повышение производительности головки и качества получаемого профиля за счет предотвращения вспенивания расплава 10 термопласта внутри головки. На фиг.1 изображена формующая головка для производства профилей из вспененных термопластов, общий вид; на фиг.2 и 3 - узел I на ф и г . ] , в а 15 рианты исполнения; на фиг.4 - вид А на фиг.З. Формующая головка для производства профилей из вспененных термопластов содержит корпус 1 с входной и 20 выходной частями и выполненным в нем осевым подводящим каналом 2. Во входной части корпуса I установлена решетка 3 с размещенными в ней рабочими элементами. Рабочие элементы вы25 полнены в виде осевой 4 и рабочих 5 торпед с входными 6 и выходными 7 частями. Осевая 4 и рабочая 5 торпеды установлены соответственно по оси решетки 3 и по ее окружности и с об- 30 разованием с решеткой 3 н корпусом 1 соответственно центрального 8 и формующих 9 каналов для течения расплава термопласта. Осевая торпеда 4 у с тановлена с возможностью ее перемеще- 35 ния для регулировки сечения центрального канала 8. Рабочие торпеды 5 закреплены жестко с образованием в корпусе выходных каналов 10. В одном варианте исполнения выход- 40 ная часть 7 каждой торпеды 5 выполнена с переменным сечением с расширением 1 І в выходном канале 10. Формующая головка работает следующим образом. Расплав термопласта, смешанный со вспенивающим агентом, через осевой подводящий канал 2 корпуса I подается в центральный 8 и формующие 9 каналы. При этом скорость течения р а с плава термопласта в центральном 8 и формующих 9 каналах различна. Выравнивание скоростей производится перемещением осевой торпеды 4 за счет регулировки сечения центрального канала 8 посредством вращения винта 16. В результате выравнивания скоростей течения расплава термопласта происходит повышение производительности и качества, так как обеспечивается равномерное давление в расплаве, а следовательно, предотвращается вспенивание расплава термопласта внутри головки . В одном варианте исполнения для получения полого профиля расплав термопласта подается в выходные каналы 10. В связи с тем, что выходные части 7 рабочих торпед 5 имеют переменное с е чение с расширением в выходных каналах 10, после вспенивания расплава термопласта профиль имеет полое сечение. В другом варианте исполнения для получения прямоугольного профиля р а с плав термопласта подается в накопительные полости 15. В связи с тем, что накопительные полости 15 сужаются в направлении выходных каналов 10, обеспечивается подпор расплава термопласта и предотвращается его вспенивание внутри головки. Далее расплав термопласта подается в выходные каналы 10. В связи с тем, что внутренняя поверхность матриц 12 выполнена в виде вогнутых внутрь сегВ другом варианте исполнения г о - 45 ментов 13, после вспенивания профиль имеет прямоугольное сечение, которое ловка снабжена установленными в вы"фиксируется" за счет отверстий 14, ходных каналах 10 корпуса 1 матрицаобразованных в месте соединения с е г ми 12. Внутренняя поверхность матриц ментов 1 3. 12 выполнена в виде сопряженных между собой и вогнутых внутрь сегментов и з о б р е т е н и я 13 и с образованием в месте их сое- 50 Ф о р м у л а динения отверстий 14. Рабочие торпе1. Формующая головка для производды 5 между решеткой 3 и матрицами 12 ства профилей из вспененных термовыполнены переменного сечения и с пластов, содержащая корпус с входной образованием в корпусе 1 сужающихся 55 и выходной частями и выполненным в в направлении выходных каналов 10 нем осевым подводящим каналом, устанакопительных полостей 15. Головка новленную во входной части корпуса снабжена винтом 16 для перемещения решетку с размещенными в ней рабочиосевой торпеды h. ми элементами, о т л и ч а ю щ а я з \h 19905 с я тем, что, с целью повышения производительности головки и качества получаемого профиля за счет предотвращения вспенивания расплава термопласта внутри головки, рабочие элементы выполнены в виде осевой и рабочих торпед с входными и выходными частями, установленными соответственно по оси решетки и по ее окружности Ю и с образованием с решеткой и корпусом соответственно центрального и формующих каналов для течения расплава термопласта, причем осевая торпеда установлена с возможностью ее пе- 15 ремещения для регулирования сечения центрального канала, а рабочие торпеды закреплены жестко с образованием в корпусе выходных каналов. 2 . Формующая г о л о в к а по п . 1 , о т - 20 л и ч а ю щ а я ся тем, что, с щ целью получения полого профиля, выходная часть каждой рабочей торпеды выполнена переменного сечения с расширением в выходном канале. 3. Формующая головка по п . 1 , о тл и ч а ю щ а я с я тем,.что, с целью получения прямоугольного профил я , головка снабжена установленными в выходных каналах матрицами, внутренняя поверхность каждой иэ которых выполнена в виде сопряженных между собой и вогнутых внутрь сегментов с образованием в месте их соединения отверстий, а рабочие торпеды между решеткой и матрицей выполнены переменного сечения с образованием в корпусе сужающихся в направлении выходньіх каналов накопительных полостей. Фиг. f 1Д199О5 Фиг 3 12 7 3 1419905 Вид А Фиг. * Редактор Л.Веселовская Составитель В.Ларютин Техред Л.Олийнык Корректор М.Васильева Заказ 428Q/19 Тираж 559 Подписное ВНИИПИ Государственного комитета СССР по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб„, д. 4/5 Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
ДивитисяДодаткова інформація
Назва патенту англійськоюForming head for production of profiles from foam thermoplastics
Автори англійськоюMuzychenko Oleh Oleksandrovych, Kramarenko Yevhen Fedorovych, Kravchenko Vilen Vasyliovych, Pokrovskyi Lev Ivanovych, Kulykov Yurii Andriiovych, Kudriashov Volodymyr Petrovych, Yushko Bernard Petrovych
Назва патенту російськоюФормующая головка для производства профилей из вспененных термопластов
Автори російськоюМузыченко Олег Александрович, Крамаренко Евгений Федорович, Кравченко Вилен Васильевич, Покровский Лев Иванович, Куликов Юрий Андреевич, Кудряшов Владимир Петрович, Юшко Бернард Петрович
МПК / Мітки
МПК: B29C 47/20, B29L 23/00
Мітки: профілів, головка, спінених, формуюча, виробництва, термопластів
Код посилання
<a href="https://ua.patents.su/6-2664-formuyucha-golovka-dlya-virobnictva-profiliv-zi-spinenikh-termoplastiv.html" target="_blank" rel="follow" title="База патентів України">Формуюча головка для виробництва профілів зі спінених термопластів</a>
Кутова головка для обкладки циліндричних виробів гумовою сумішшю
Номер патенту: 648
Опубліковано: 15.12.1993
Автор: Зінченко Анатолій Іванович
МПК: B29C 47/22, B29C 47/20
Мітки: гумовою, виробів, обкладки, циліндричних, головка, кутова, сумішшю
Формула / Реферат:
Формула изобретения1. Угловая головка для обкладки цилиндрических изделий резиновой смесью, содержащая корпус, во входной зоне которого размещен наконечник червяка, в зоне поворота с возможностью осевого перемещения смонтирована цилиндрическая направляющая и в выходной зоне установлены с образованием формующего канала дорн, закрепленный на цилиндрической направляющей, и мундштук со средствами регулирования его положения, причем в зоне...
Охолоджуюча головка для одно- або багатокамерної печі для безперервного виробництва сінильної кислоти
Номер патенту: 1064
Опубліковано: 30.12.1993
Автори: Райнхард Маннер, Ханс Шафер, Вольф Дітер Пфайфер, Карл Фойгт
МПК: C01C 3/00, B01J 19/24
Мітки: безперервного, виробництва, головка, одної, багатокамерної, печі, сінильної, кислоти, охолоджуюча
Формула / Реферат:
Охлаждающая головка для одно- или многокамерной печи для непрерывного производства синильной кислоты, со держащая корпус с размещенным в нем трубчатым элементом, закрепленным в верхней и нижней плитах и снабженным патрубками для входа и выхода охлаждающей среды, трубы которого посредством сальника соединены с реакционными трубами в нижней плите охлаждаю щей головки, о т л и ч а ю щ а я с я тем, что, с целью повышения эффективности процесса,...
Спосіб прокатки кутових профілів
Номер патенту: 1421
Опубліковано: 25.03.1994
Автори: Гавриленко Євген Дмитрович, Єремєєв Віктор Іванович, Прохода Григорій Сергійович, Крупник Ісаак Абрамович, Сапригін Хразален Михайлович, Кузнєцов Лев Федорович, Гончар Володимир Павлович, Филонов Юрій Всеволодович
Мітки: спосіб, кутових, прокатки, профілів
Формула / Реферат:
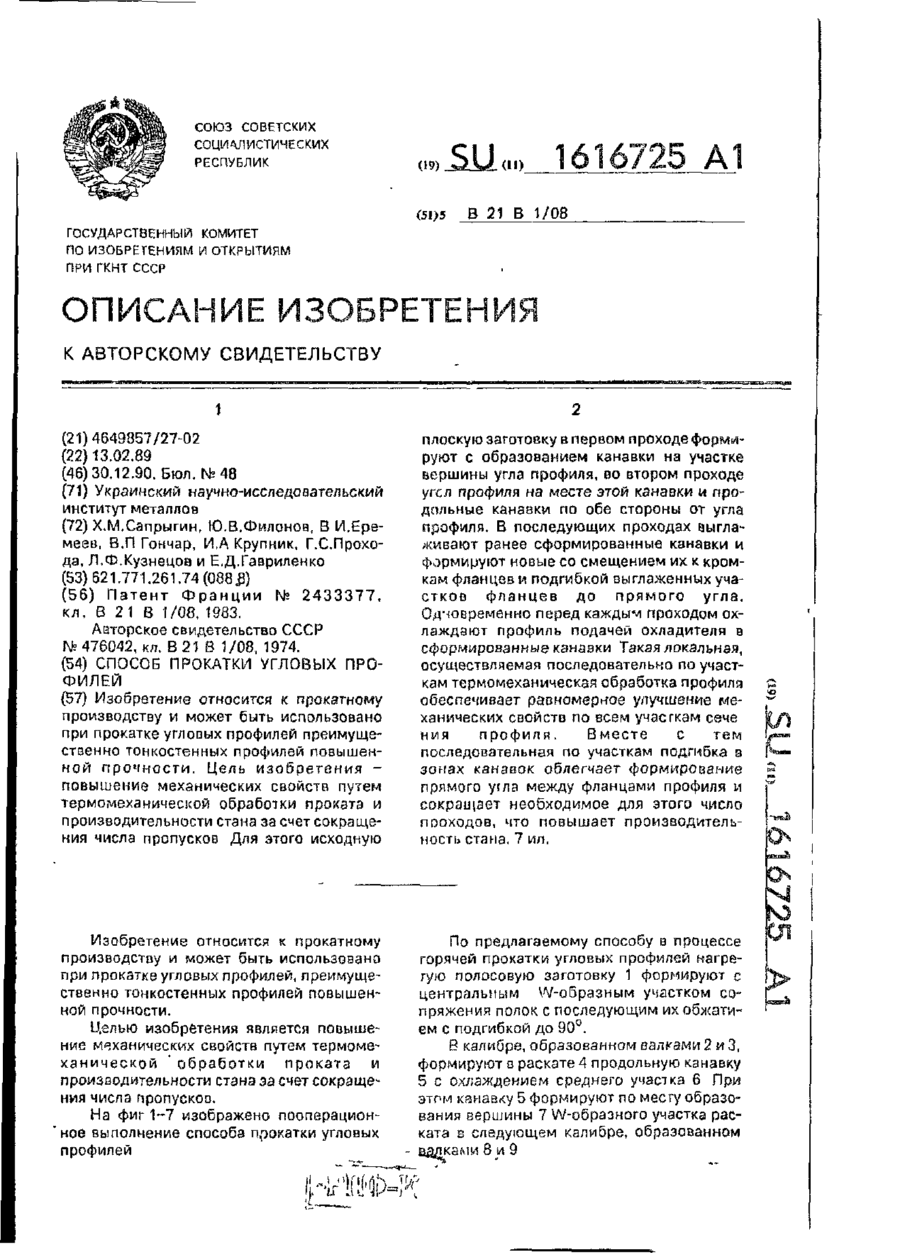
Способ прокатки угловых профилей из полосовой заготовки, включающий формирование заготовки W-образного сечения с развернутыми фланцами, образующими продольные канавки, и последующую подгибку фланцев до угла 90° между ними, отличающийся тем, что, с целью повышения механических свойств путем термомеханической обработки проката и производительности стана за счет сокращения числа пропусков, в первом проходе профилируют продольную канавку на...
Імпульсна головка
Номер патенту: 1684
Опубліковано: 25.10.1994
Автори: Гончаров Олександр Терентійович, Наугольний Анатолій Трохимович, Чалий Микола Васильович, Привалов Валерій Васильович
МПК: B22C 15/00
Формула / Реферат:
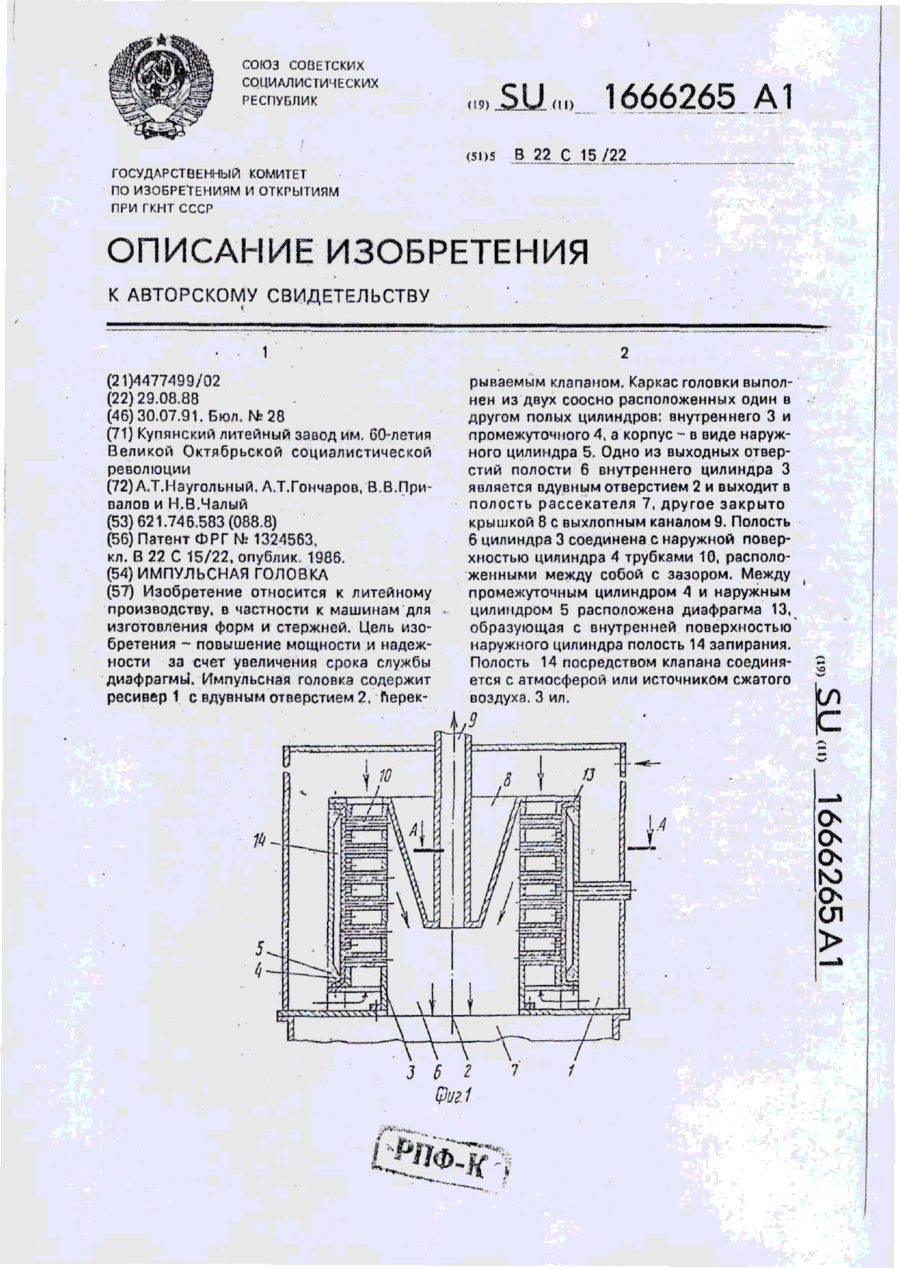
Импульсная головка для уплотнения формовочной смеси в опоке, содержащая ресивер с вдувным отверстием, перекрываемым клапаном, состоящим из корпуса, ограничительного каркаса и диафрагмы, расположенной между ними, отличающаяся тем, что, с целью повышения мощности и надежности за счет увеличения срока службы диафрагмы, корпус клапана и диафрагма выполнены в виде полых цилиндров, а каркас выполнен в виде двух полых цилиндров, расположенных...
Магнітна головка
Номер патенту: 2048
Опубліковано: 20.12.1994
Автор: Галанський Владислав Михайлович
МПК: G11B 5/31
Формула / Реферат:
1. Магнитная головка, содержащая корпус из двух полублоков, составной магнитопровод с обмоткой, рабочий зазор из немагнитного материала, отличающаяся тем, что, с целью упрощения процесса изготовления, часть магнитопровода выполнена в виде гибкой тонкой пластины или пленки из машитомягкого материала с нулевой магнитострикцией. 2. Магнитная головка по п. 1, отличающаяся тем, что в зонах механического контакта гибкой и жесткой частей...
Попередній патент: Пристрій для регулювання швидкості переміщення стрічкового матеріалу
Наступний патент: Спосіб визначення емісійних властивостей електродів газорозрядних джерел світла високої інтенсивності
Випадковий патент: Спосіб прогнозування зрощення перелому