Спосіб виготовлення пазових клинів для електричних машин
Номер патенту: 18192
Опубліковано: 01.07.1997
Автори: Петренюк Володимир Михайлович, Сисоєв Валентин Сергійович
Формула / Реферат
Способ изготовления пазовых клиньев для электрических машин, включающий порезку листового материала на заготовки прямоугольного сечения и придание заготовкам клинового профиля, отличающийся тем, что придание заготовкам клинового профиля производят протяжкой заготовки, имеющей ширину клина, через фильеру, профилеобраэующие стороны которой выполнены в виде режущих элементов или режущих вставок, режущая кромка которых образована передним a = 0-10° и задним β= 8-10° углами, а расстояние между верхней и нижней поверхностями профильного отверстия выполнено с возможностью свободного прохождения толщины заготовки.
Текст
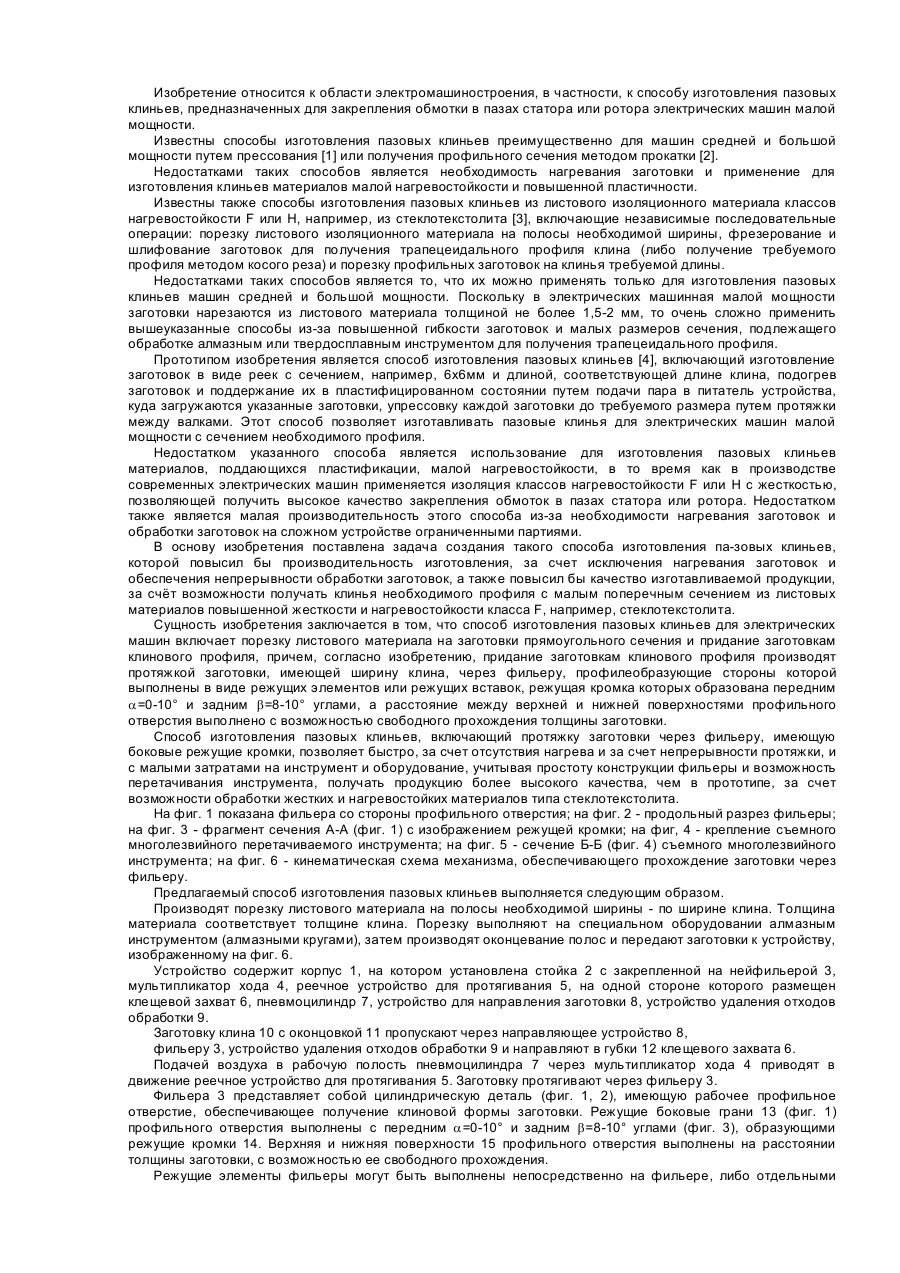
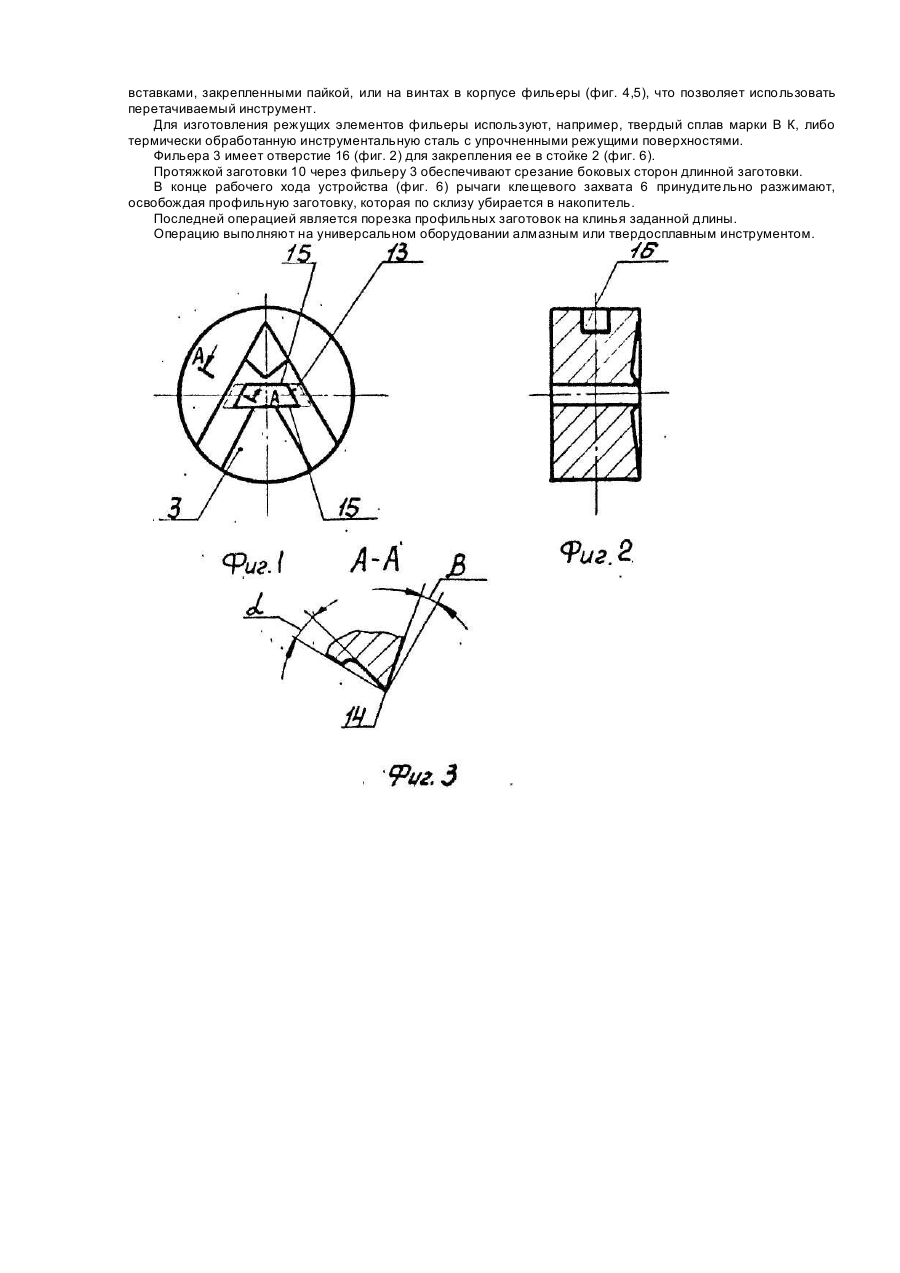
Изобретение относится к области электромашиностроения, в частности, к способу изготовления пазовых клиньев, предназначенных для закрепления обмотки в пазах статора или ротора электрических машин малой мощности. Известны способы изготовления пазовых клиньев преимущественно для машин средней и большой мощности путем прессования [1] или получения профильного сечения методом прокатки [2]. Недостатками таких способов является необходимость нагревания заготовки и применение для изготовления клиньев материалов малой нагревостойкости и повышенной пластичности. Известны также способы изготовления пазовых клиньев из листового изоляционного материала классов нагревостойкости F или Н, например, из стеклотекстолита [3], включающие независимые последовательные операции: порезку листового изоляционного материала на полосы необходимой ширины, фрезерование и шлифование заготовок для получения трапецеидального профиля клина (либо получение требуемого профиля методом косого реза) и порезку профильных заготовок на клинья требуемой длины. Недостатками таких способов является то, что их можно применять только для изготовления пазовых клиньев машин средней и большой мощности. Поскольку в электрических машинная малой мощности заготовки нарезаются из листового материала толщиной не более 1,5-2 мм, то очень сложно применить вышеуказанные способы из-за повышенной гибкости заготовок и малых размеров сечения, подлежащего обработке алмазным или твердосплавным инструментом для получения трапецеидального профиля. Прототипом изобретения является способ изготовления пазовых клиньев [4], включающий изготовление заготовок в виде реек с сечением, например, 6x6мм и длиной, соответствующей длине клина, подогрев заготовок и поддержание их в пластифицированном состоянии путем подачи пара в питатель устройства, куда загружаются указанные заготовки, упрессовку каждой заготовки до требуемого размера путем протяжки между валками. Этот способ позволяет изготавливать пазовые клинья для электрических машин малой мощности с сечением необходимого профиля. Недостатком указанного способа является использование для изготовления пазовых клиньев материалов, поддающихся пластификации, малой нагревостойкости, в то время как в производстве современных электрических машин применяется изоляция классов нагревостойкости F или Η с жесткостью, позволяющей получить высокое качество закрепления обмоток в пазах статора или ротора. Недостатком также является малая производительность этого способа из-за необходимости нагревания заготовок и обработки заготовок на сложном устройстве ограниченными партиями. В основу изобретения поставлена задача создания такого способа изготовления па-зовых клиньев, которой повысил бы производительность изготовления, за счет исключения нагревания заготовок и обеспечения непрерывности обработки заготовок, а также повысил бы качество изготавливаемой продукции, за счёт возможности получать клинья необходимого профиля с малым поперечным сечением из листовых материалов повышенной жесткости и нагревостойкости класса F, например, стеклотекстолита. Сущность изобретения заключается в том, что способ изготовления пазовых клиньев для электрических машин включает порезку листового материала на заготовки прямоугольного сечения и придание заготовкам клинового профиля, причем, согласно изобретению, придание заготовкам клинового профиля производят протяжкой заготовки, имеющей ширину клина, через фильеру, профилеобразующие стороны которой выполнены в виде режущих элементов или режущих вставок, режущая кромка которых образована передним a=0-10° и задним b=8-10° углами, а расстояние между верхней и нижней поверхностями профильного отверстия выполнено с возможностью свободного прохождения толщины заготовки. Способ изготовления пазовых клиньев, включающий протяжку заготовки через фильеру, имеющую боковые режущие кромки, позволяет быстро, за счет отсутствия нагрева и за счет непрерывности протяжки, и с малыми затратами на инструмент и оборудование, учитывая простоту конструкции фильеры и возможность перетачивания инструмента, получать продукцию более высокого качества, чем в прототипе, за счет возможности обработки жестких и нагревостойких материалов типа стеклотекстолита. На фиг. 1 показана фильера со стороны профильного отверстия; на фиг. 2 - продольный разрез фильеры; на фиг. 3 - фрагмент сечения А-А (фиг. 1) с изображением режущей кромки; на фиг, 4 - крепление съемного многолезвийного перетачиваемого инструмента; на фиг. 5 - сечение Б-Б (фиг. 4) съемного многолезвийного инструмента; на фиг. 6 - кинематическая схема механизма, обеспечивающего прохождение заготовки через фильеру. Предлагаемый способ изготовления пазовых клиньев выполняется следующим образом. Производят порезку листового материала на полосы необходимой ширины - по ширине клина. Толщина материала соответствует толщине клина. Порезку выполняют на специальном оборудовании алмазным инструментом (алмазными кругами), затем производят оконцевание полос и передают заготовки к устройству, изображенному на фиг. 6. Устройство содержит корпус 1, на котором установлена стойка 2 с закрепленной на нейфильерой 3, мультипликатор хода 4, реечное устройство для протягивания 5, на одной стороне которого размещен клещевой захват 6, пневмоцилиндр 7, устройство для направления заготовки 8, устройство удаления отходов обработки 9. Заготовку клина 10 с оконцовкой 11 пропускают через направляющее устройство 8, фильеру 3, устройство удаления отходов обработки 9 и направляют в губки 12 клещевого захвата 6. Подачей воздуха в рабочую полость пневмоцилиндра 7 через мультипликатор хода 4 приводят в движение реечное устройство для протягивания 5. Заготовку протягивают через фильеру 3. Фильера 3 представляет собой цилиндрическую деталь (фиг. 1, 2), имеющую рабочее профильное отверстие, обеспечивающее получение клиновой формы заготовки. Режущие боковые грани 13 (фиг. 1) профильного отверстия выполнены с передним a=0-10° и задним b=8-10° углами (фиг. 3), образующими режущие кромки 14. Верхняя и нижняя поверхности 15 профильного отверстия выполнены на расстоянии толщины заготовки, с возможностью ее свободного прохождения. Режущие элементы фильеры могут быть выполнены непосредственно на фильере, либо отдельными вставками, закрепленными пайкой, или на винтах в корпусе фильеры (фиг. 4,5), что позволяет использовать перетачиваемый инструмент. Для изготовления режущих элементов фильеры используют, например, твердый сплав марки В К, либо термически обработанную инструментальную сталь с упрочненными режущими поверхностями. Фильера 3 имеет отверстие 16 (фиг. 2) для закрепления ее в стойке 2 (фиг. 6). Протяжкой заготовки 10 через фильеру 3 обеспечивают срезание боковых сторон длинной заготовки. В конце рабочего хода устройства (фиг. 6) рычаги клещевого захвата 6 принудительно разжимают, освобождая профильную заготовку, которая по склизу убирается в накопитель. Последней операцией является порезка профильных заготовок на клинья заданной длины. Операцию выполняют на универсальном оборудовании алмазным или твердосплавным инструментом.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for manufacturing slot wedges for electric machines
Автори англійськоюSysoiev Valentyn Serhiiovych, Petreniuk Volodymyr Mykhailovych
Назва патенту російськоюСпособ изготовления пазовых клиньев для электрических машин
Автори російськоюСысоев Валентин Сергеевич, Петренюк Владимир Михайлович
МПК / Мітки
МПК: H02K 15/00
Мітки: електричних, виготовлення, клинів, машин, спосіб, пазових
Код посилання
<a href="https://ua.patents.su/3-18192-sposib-vigotovlennya-pazovikh-kliniv-dlya-elektrichnikh-mashin.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення пазових клинів для електричних машин</a>
Спосіб виготовлення ізоляції обмоток електричних машин
Номер патенту: 11963
Опубліковано: 25.12.1996
Автори: Резніков Віктор Данилович, Ейстрах Леонід Аронович, Клінгенберг Андрій Павлович
МПК: H02K 15/00
Мітки: виготовлення, ізоляції, машин, обмоток, спосіб, електричних
Формула / Реферат:
Способ изготовления изоляции обмоток электрических машин, включающий поочередное наложение на обмотку слоев пленки из фторполимера и нагревостойкой пористой ленты, например, из стеклоткани, опрессовку и выдержку под давлением при температуре выше температуры плавления фторполимера, отличающийся тем, что, с целью повышения монолитности изоляции путем уменьшения вероятности образования складок в слоях материала и упрощения изготовления путем...
Спосіб виготовлення пазових гільз

Номер патенту: 1989
Опубліковано: 20.12.1994
Автори: Вишневський Володимир Васильович, Іванова Зоя Григорівна, Антипенко Лариса Григорівна, Ткалич Анатолій Пилипович
МПК: H02K 15/00
Мітки: гільз, спосіб, пазових, виготовлення
Формула / Реферат:
1. Способ изготовления пазовых гильз, включающий укладку изоляционного материала для пазовых гильз на оправку с антиадгезионным покрытием, формообразование гильзы по форме паза и съем с оправки, отличающийся тем, что, с целью улучшения качества путем исключения повреждений гильзы и расширения технологических возможностей за счет использования различных изоляционных материалов, формообразования гильзы осуществляют при укладке изоляционного...
Спосіб виготовлення щіток для електричних машин
Номер патенту: 10269
Опубліковано: 25.12.1996
Автори: Жуковін Сергій Михайлович, Працько Юрій Віталійович, Большаков Юрій Леонідович, Бакута Олег Володимирович
МПК: H01R 43/12
Мітки: машин, виготовлення, щіток, електричних, спосіб
Формула / Реферат:
Способ изготовления щеток для электрических машин путем смешения порошка графитосодержащего материала и твердого связующего, прессования и термообработки, отличающийся тем, что смесь графитосодержащего материала с дробленным связующим измельчают до получения порошка фракцией 0,040-0,071 мм и перемешивают с порошком графитосодержащего материала фракцией 0,2-1,0 мм, а термообработку проводят в процессе одновременного двухстороннего прессовании...
Спосіб вмикання електричних машин змінного струму в мережу
Номер патенту: 9908
Опубліковано: 30.09.1996
Автор: Конюхов Олександр Іванович
МПК: H02J 3/00
Мітки: мережу, машин, змінного, вмикання, струму, електричних, спосіб
Формула / Реферат:
(57) 1. Способ включения электрических машин переменного тока в сеть, согласно которому статорные обмотки двух электрических машин включают пофазнопоследовательно, подают на пофазнолоследовательно соединенные электрические машины напряжение сети, результирующий вектор которого меньше суммы номинальных напряжений двух электрических машин, а после разворота электрических машин на каждую из них подают номинальное напряжение путем образования...
Спосіб включення електричних машин змінного струму в мережу
Номер патенту: 12731
Опубліковано: 28.02.1997
Автори: Гоголюк Петро Федорович, Конюхов Олександр Іванович
МПК: H02J 3/00
Мітки: мережу, струму, машин, змінного, електричних, спосіб, включення
Текст:
...пониженном напряжении каждая из них включается на полное напряжение путем об- 50 разования нулевой точки со стороны нулевых выводов электрических машин , согласно изобретению, после разворота одной из электрических машин до подсинхрон-ьой скорости одновременно с образование!т 55 нулевой точки электрических машин в цепь нулевой точки, вводят токоограничивающий элемент, который шунтируют после достижения второй электрической машиной...
Попередній патент: Спосіб одержання терморозщепленого графіту та склад для його реалізації
Наступний патент: Вузол зчленування пасажирських транспортних засобів
Випадковий патент: Керовані пристроями списки точок доступу в бездротовому зв'язку