Спосіб виготовлення пазових гільз
Номер патенту: 1989
Опубліковано: 20.12.1994
Автори: Антипенко Лариса Григорівна, Ткалич Анатолій Пилипович, Вишневський Володимир Васильович, Іванова Зоя Григорівна

Формула / Реферат
1. Способ изготовления пазовых гильз, включающий укладку изоляционного материала для пазовых гильз на оправку с антиадгезионным покрытием, формообразование гильзы по форме паза и съем с оправки, отличающийся тем, что, с целью улучшения качества путем исключения повреждений гильзы и расширения технологических возможностей за счет использования различных изоляционных материалов, формообразования гильзы осуществляют при укладке изоляционного материала на оправку с сечением, соответствующим сечению паза, и утягивании его антиадгезионным материалом с последующим закреплением, например, лентой, а перед съемом оправки из гильзы производят термообработку до спекания слоев изоляционного материала с последующим охлаждением и удаление утягивающего и закрепляющего материалов.
2. Способ по п. 1, отличающийся тем, что укладку изоляционного материала осуществляют навивкой.
3. Способ по п. 1, отличающийся тем, что укладку изоляционного материала на оправку осуществляют наложением его с шириной, равной периметру пазовой гильзы.
4. Способ по пп. 1—3, отличающийся тем, что утягивание осуществляют одновременно с укладкой изоляционного материала.
Текст
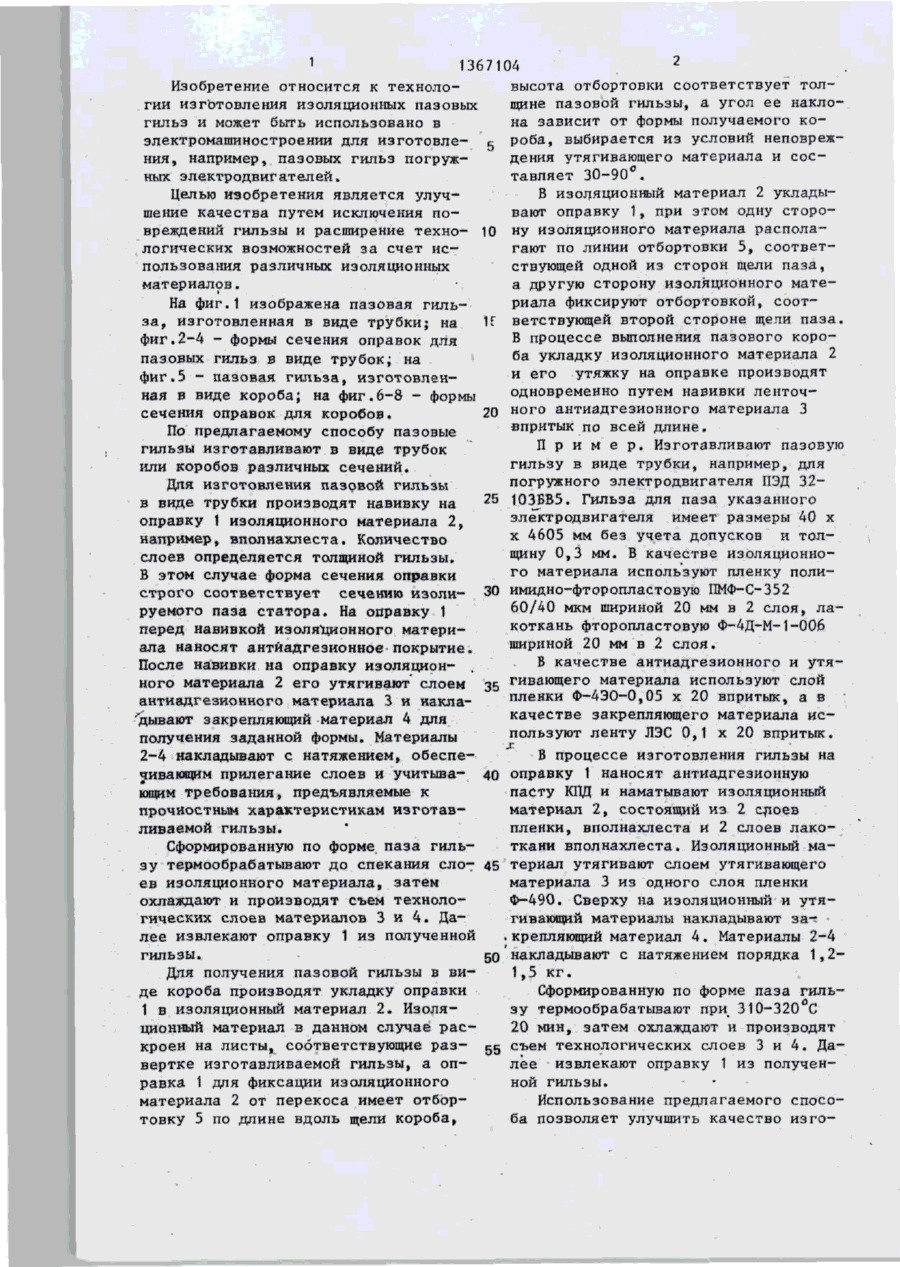
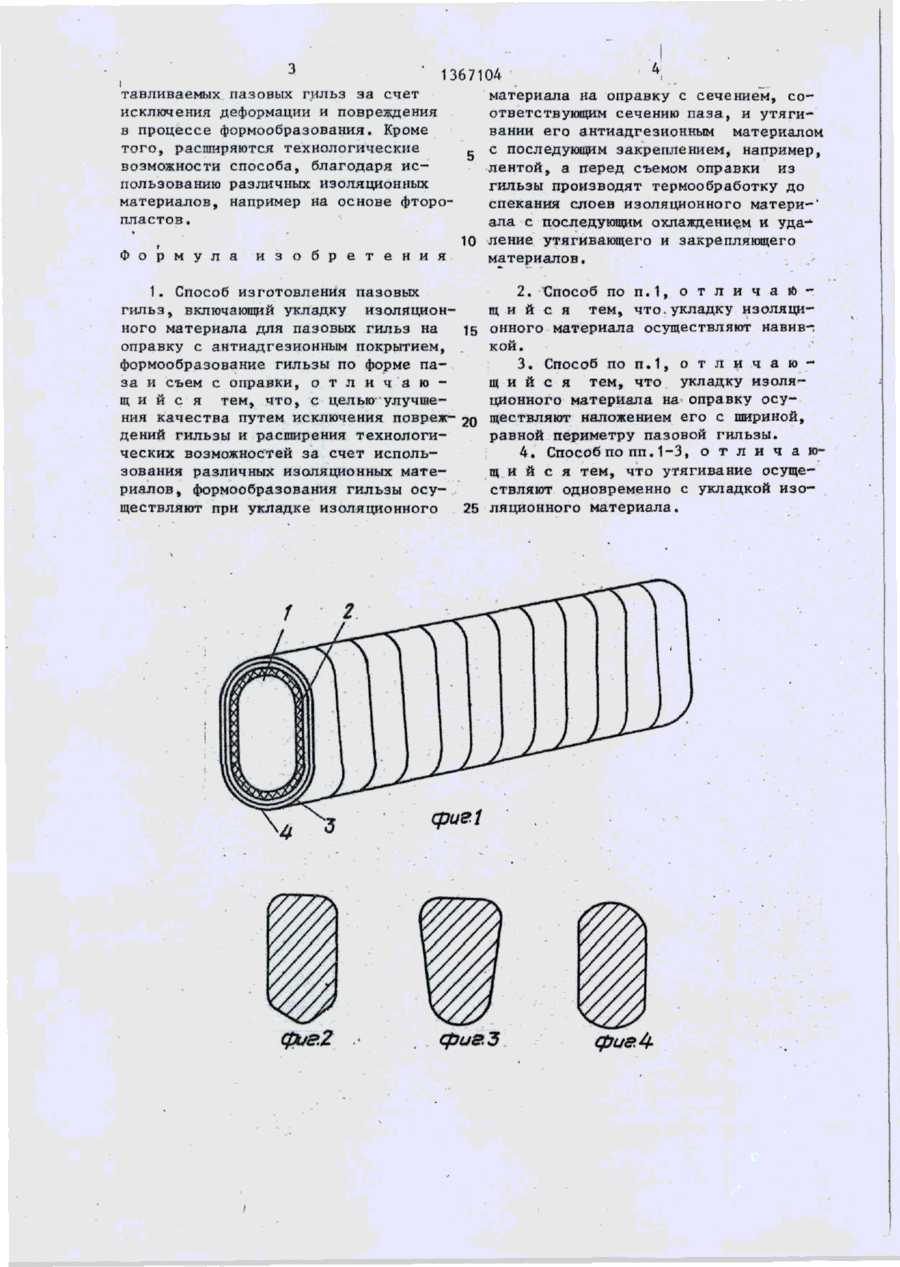
Изобретение относится к технологии изготовления изоляционных пазовых гильз и может быть использовано в электромашиностроении для изготовления, например, пазовых гильз погружных электродвигателей. Целью иь ! ! изобретения является улучшение качества путем исключения повреждений гильзы и расширение технологических возможностей за счет использования различных изоляционных материалов. Для этого формообразование пазовой гильзы ведут путем укладки (навивки) изоляционного материала 2 на оправку 1, сечение которой соответствует сечению паза и которая покрыта антиадгезионной пастой. Затем осуществляют утягивание и закрепление изоляционного материала технологическими лентами 3 и 4, после чего полученную сборку термообрабатывают до спекания слоев изоляционного материала. Далее удаляют утягивающий и закрепляющий материалы и снимают гильзу с оправки. Кроме того, пазовую гильзу можно изготавливать из полос изоляционного материала, соответствующих развертке пазового короба, а утягивание можно осуществлять одновременно с навивкой изоляционного материала. 3 з.п. ф-лы, 8 ил. — •—"^ \ \ 1 1 ; | ) С ОЭ 2 f ', (П І ) фиг 5 1 1367104 высота отбортовки соответствует толИзобретение относится к технолощине пазовой гильзы, а угол ее наклогии изготовления изоляционных пазовых на зависит от формы получаемого когильз и может быть использовано в с роба, выбирается из условий иеповрежэлектромашиностроении для изготовледения утягивающего материала и сосния, например, пазовых гильз погружтавляет 30-90 . ных электродвигателей. В изоляционный материал 2 укладыЦелью изобретения является улучвают оправку 1, при этом одну сторошение качества путем исключения повреждений гильзы и расширение техно- 10 ну изоляционного материала располагают по линии отбортовки 5, соответлогических возможностей за счет исствующей одной из сторон щели паза, пользования различных изоляционных а другую сторону изоляционного математериалов. риала фиксируют отбортовкой, соотНа фиг.1 изображена пазовая гильІТ ветствующей второй стороне щели паза. за, изготовленная в виде трубки; на В процессе выполнения пазового корофиг.2-4 - формы сечения оправок для ба укладку изоляционного материала 2 пазовых гильз в виде трубок; на и его утяжку на оправке производят фиг.5 - пазовая гильза, изготовленодновременно путем навивки ленточная в виде короба; на фиг.6-8 - формы 20 ного антиадгезионного материала 3 сечения оправок для коробов. впритык по всей длине. По предлагаемому способу пазовые П р и м е р . Изготавливают пазовую гильзы изготавливают в виде трубок гильзу в виде трубки, например, для или коробов различных сечений. погружного электродвигателя ПЭД 32Для изготовления пазовой гильзы 25 Ю З Б В 5 . Гильза для паза указанного в виде трубки производят навивку на электродвигателя имеет размеры 40 х оправку 1 изоляционного материала 2, х 4605 мм без учета допусков и толнапример, вполнахлеста. Количество щину 0,3 мм. В качестве изоляционнослоев определяется толщиной гильзы. го материала используют пленку полиВ этом случае форма сечения оправки строго соответствует сечению изоли- 30 имидно-фторопластовую ПМФ-С-352 60/40 мкм шириной 20 мм в 2 слоя, ларуемого паза статора. На оправку 1 коткань фторопластовую Ф-4Д-М-1-006 перед навивкой изоляТционного материшириной 20 мм в 2 слоя. ала наносят антйадгеэионное покрытие. В качестве антиадгезионного и утяПосле навивки на оправку изоляционного материала 2 его утягивают слоем 3 5 гивающего материала используют слой пленки Ф-4ЭО-0,05 х 20 впритык, а в антиадгезионного материала 3 и наклакачестве закрепляющего материала исдывают закрепляющий материал 4 для пользуют ленту ЛЭС 0,1 х 20 впритык. получения заданной формы. Материалы 2-4 накладывают с натяжением, обеспеВ процессе изготовления гильзы на чивающим прилегание слоев и учитыва- 40 оправку 1 наносят антиадгезионную ющим требования, предъявляемые к пасту КПД и наматывают изоляционный прочностным характеристикам изготавматериал 2, состоящий из 2 слоев ливаемой гильзы. пленки, вполнахлеста и 2 слоев лакоткани вполнахлеста. Изоляционный маСформированную по форме паза гильзу термообрабатывают до спекания ело- 45 териал утягивают слоем утягивающего ев изоляционного материала, затем материала 3 из одного слоя пленки охлаждают и производят съем технолоФ-490. Сверху на изоляционный и утягических слоев материалов 3 и 4. Дагиваюшии материалы накладывают за-? лее извлекают оправку 1 из полученной крепляющий материал 4. Материалы 2-4 гильзы. 50 накладывают с натяжением порядка 1,21,5 кг. Для получения пазовой гильзы в виСформированную по форме паза гильде короба производят укладку оправки зу термообрабатывают при 310-320 С 1 в изоляционный материал 2. Изоля20 мин, затем охлаждают и производят ционный материал в данном случае раскроен на листы, соответствующие раз- 55 съем технологических слоев 3 и 4. Далее извлекают оправку 1 из полученвертке изготавливаемой гильзы, а опной гильзы. равка 1 для фиксации изоляционного материала 2 от перекоса имеет отборИспользование предлагаемого спосотовку 5 по длине вдоль щели короба, ба позволяет улучшить качество изго 4 367104 , материала на оправку с сечением, с о тавливаемых пазовых гильз за счет ответствующим сечению п а з а , и у т я г и исключения деформации и повреждения вании его антиадгезионным материалом в процессе формообразования. Кроме с последующим закреплением, например, 5 того, расширяются технологические лентой, а перед съемом оправки из возможности способа, благодаря исгильзы производят термообработку до пользованию различных изоляционных спекания слоев изоляционного матери-' материалов, например на основе фторо ала с последующим охлаждением и уда-*пластов. 10 ление утягивающего и закрепляющего і материалов. Ф о р м у л а и з о б р е т е н и я 1 2. Способ по п . 1 , о т л и ч а ю 1. Способ изготовления пазовых щ и й с я тем, что.укладку изоляциг и л ь з , включающий укладку изоляцион15 онного материала осуществляют навив-: ного материала для пазовых гильз на кой. оправку с антиадгезионным покрытием, формообразование гильзы по форме па3 . Способ по п . 1 , о т л и ч а ю за и съем с оправки, о т л и ч а ю щ и й с я тем, что укладку и з о л я щ и й с я тем, ч т о , с целью улучшеционного материала на оправку осуния качества путем исключения повреж- 20 ществляют наложением его с шириной, дений гильзы и расширения технологиравной периметру пазовой гильзы. ческих возможностей за счет исполь4 . Способ по п п . 1 - 3 , о т л и ч а ю зования различных изоляционных матещ и й с я тем, что утягивание осущериалов, формообразования гильзы осуствляют одновременно с укладкой и з о ществляют при укладке изоляционного 25 ляционного материала. фиг! фие.2 фигЗ фиеЛ 1367104 сриг.6 Редактор Т.Парфенова фи e в Составитель И.Белая Техред М.Ходанич Корректор А.Обручар Заказ 6848/52 Тираж 665 Подписное ВНИИПИ Государственного комитета СССР по делам изобретений и открытий 113035, Москва, Ж-35, Раушская н а б . , д . 4/5 Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
ДивитисяДодаткова інформація
Назва патенту англійськоюManufacturing method for slot sleeves
Автори англійськоюVyshnevskyi Volodymyr Vasyliovych, Tkalych Anatolii Pylypovych, Antypenko Larysa Hryhorivna, Ivanova Zoia Hryhorivna
Назва патенту російськоюСпособ изготовления пазовых гильз
Автори російськоюВишневский Владимир Васильевич, Ткалич Анатолий Филиппович, Антипенко Лариса Григорьевна, Иванова Зоя Григорьевна
МПК / Мітки
МПК: H02K 15/00
Мітки: гільз, виготовлення, пазових, спосіб
Код посилання
<a href="https://ua.patents.su/4-1989-sposib-vigotovlennya-pazovikh-gilz.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення пазових гільз</a>
Спосіб виготовлення багатошарових трубчастих виробів
Номер патенту: 747
Опубліковано: 15.12.1993
Автори: Шлапацька Валентина Василівна, Сидоренко Анатолій Михайлович, Краснюк Наталія Євгенівна
МПК: B29C 53/00, B29C 71/00, B31C 1/00
Мітки: трубчастих, виробів, багатошарових, спосіб, виготовлення
Формула / Реферат:
Способ изготовления многослойних трубчатых изделий, включающий намотку на оправку внутреннего и внешнего слоев из стекловолок-нистого наполнителя, пропитанного термореактивным связующим, с расположением между ними среднего слоя изделия и отверждение связующего, отличающийся тем, что, с целью повышения гидростатической прочности изделия, уменьшения его водопоглощения и расширения технологических возможностей способа, в качестве...
Пристрій для неперервного виготовлення труб з армованих пластмас
Номер патенту: 180
Опубліковано: 30.04.1993
Автори: Данільцев Володимир Григорович, Соловйов Валерій Борисович, Голованевський Аркадій Ізрайлевич, Божко Борис Миколайович, Шопен Олександр Борисович
МПК: B29K 105/08, B29C 53/00, B29L 23/20
Мітки: труб, пластмас, неперервного, армованих, виготовлення, пристрій
Формула / Реферат:
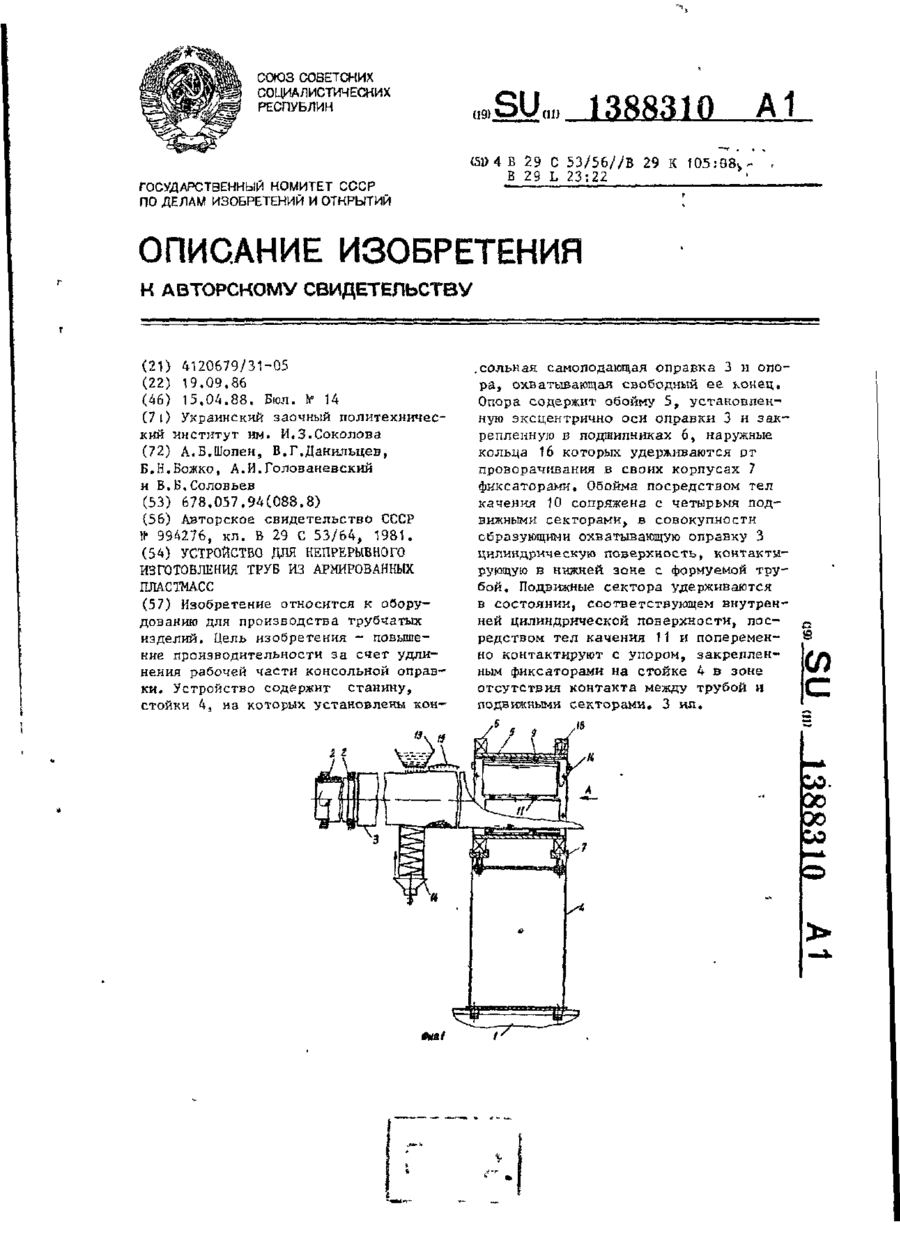
Формула изобретенияУстройство для непрерывного изготовления труб из армированных пластмасс, включающее смонтированные на станине консольную вращающуюся оправку со средствами транспортирования изделия, укладчик армирующего материала, узел подачи связующего и полимеризационные камеры, отличающееся тем, что, с целью повышения производительности за счет удлинения рабочей части консольной оправки, оно снабжено установленной на конце оправки...
Спосiб виготовлення корпусiв атрав матичних голок
Номер патенту: 899
Опубліковано: 15.12.1993
Автори: Тищенко Надія Іванівна, Бучнєв Олександр Васильович, Бондарь Анатолій Ларіонович, Тавокін Володимир Вікторович, Сергеєв Володимир Петрович, Торгашин Валерій Михайлович
МПК: A61B 17/00, A61B 17/06
Мітки: голок, корпусів, атрав, виготовлення, спосіб, матичних
Формула / Реферат:
Способ изготовления корпусов атравматических игл, содержащий предварительное формирование пакета связанных между собой корпусов игл и выполнение на корпусах ложемеитных канавок под лигатура с последующей заточкой корпусных торцов, отличающийся тем, что пакет корпусов формируют в виде навитой на оправке проволоки, выполненной с односторонней лыской под иглодержатель, при этом ложементные канавки формируют врезаниями абразивного круга в...
Спосіб виготовлення шаруватого листового матеріалу

Номер патенту: 90
Опубліковано: 30.04.1993
Автори: Кокурін Олександр Миколайович, Порошин Григорій Васильович, Півень Євген Григорович
МПК: B29C 69/00, B32B 37/00
Мітки: виготовлення, шаруватого, листового, спосіб, матеріалу
Формула / Реферат:
Способ изготовления слоистого листового материала, при котором в металлическом листе выполняют параллельные симметрично чередующиеся прорези, вытягивают металлический лист в направлении, перпендикулярном расположению прорезей, затем соединяют одну его сторону с плоским эластичным листом и формуют слоистую листовую заготовку, отличающийся тем, что используют дополнительный плоский эластичный лист, который при соединении слоев накладывают на...
Спосіб виготовлення магнітного носія інформації
Номер патенту: 1953
Опубліковано: 20.12.1994
Автори: Харитонський Сергій Якович, Леснік Наталія Андріевна
МПК: G11C 11/02
Мітки: виготовлення, носія, магнітного, інформації, спосіб
Формула / Реферат:
Способ изготовления магнитного носителя информации, основанный на последовательном нанесении в вакууме на диэлектрическую подложку двух слоев ферромагнитного материала с ядерным магнитным моментом, первый из которых наносят до толщины от 400 А до 600 А при температуре диэлектрической подложки от 423 до 573° К в постоянном магнитном поле напряженностью от 50 до 1000 Э, направленном параллельно плоскости подложки, и охлаждении носителя до...
Попередній патент: Шарошка бурового долота
Наступний патент: Спосіб отримання фільтруючого матеріалу
Випадковий патент: Стержневий вузол