Спосіб вібраційної обробки деталей з нанесенням покриття
Номер патенту: 18205
Опубліковано: 25.12.1997
Автори: Джемелінський Віталій Васильйович, Глушак Мирослав Анатолійович, Глушак Анатолій Данилович
Формула / Реферат
1. Спосіб вібраційної обробки деталей з нанесенням покриття, що полягає в механічній та хімічній активізації процесу шляхом введення в зону фрікційного динамічного контакту між виробами і наповнювачем технологічної суміші, який відрізняється тим, що вібраційну обробку провадять в наповнювачі з металу покриття, і технологічну суміш вводять в зону фрікційного динамічного контакту у вигляді двофазного в'язкопластичного водорозчинного середовища, що вміщує тверду абразивну фазу у вигляді порошку та пластичну поверхнево активну фазу у масовому співвідношенні відповідно (0,1 - 1,0) : 1,0, а процес вібраційної обробки провадять у два етапи, причому перший етап ведуть до досягнення шорсткості оброблюваних поверхонь Ra £ 12мкм, після чого починають другий етап.
2. Спосіб по п.1, який відрізняється тим, що вібраційну обробку на першому етапі ведуть при кінематичній в'язкості технологічної суміші в межах 40 - 150 сантистоксів.
Текст
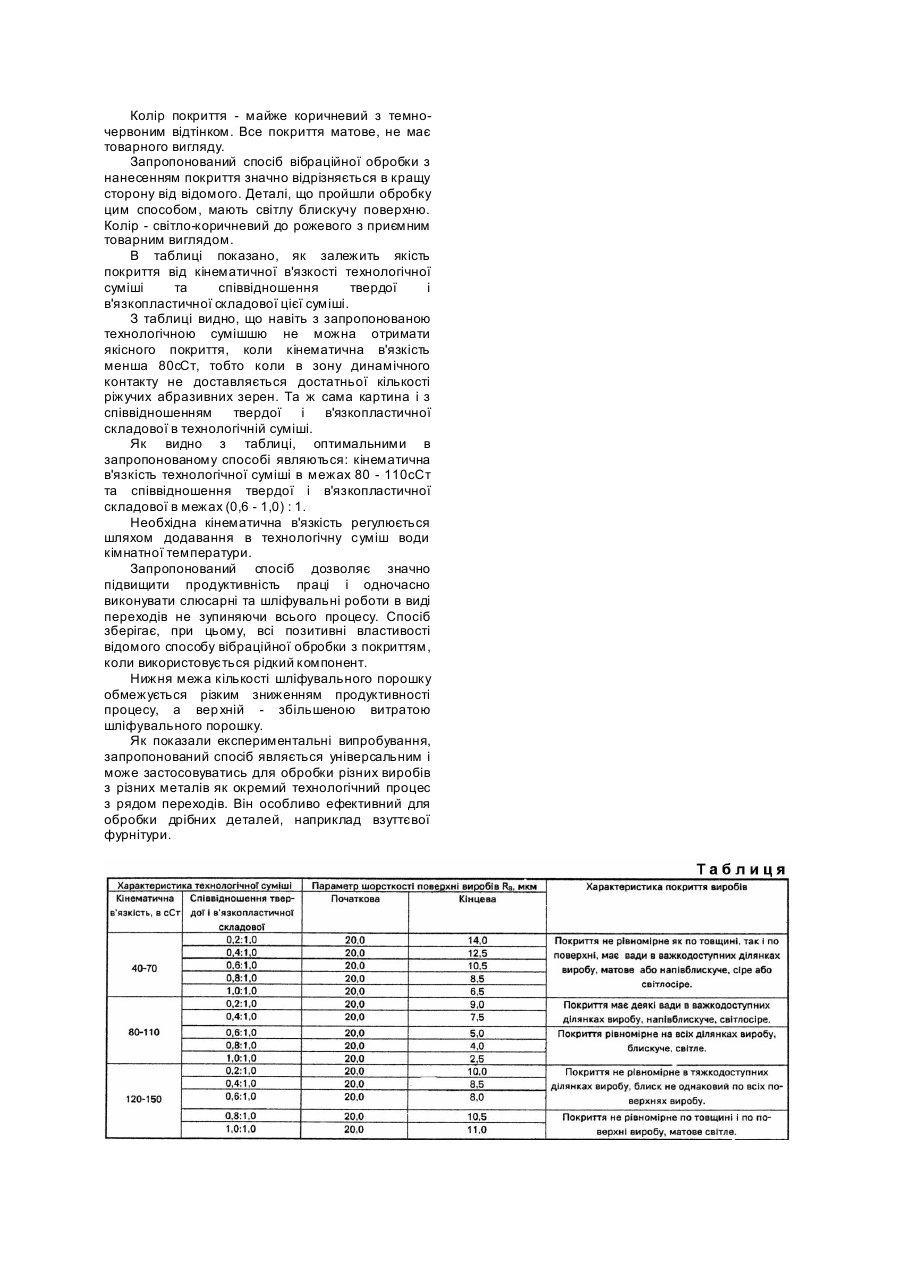
Винахід стосується галузі технології обробки виробів в вібраційних установках при сполученні операцій шліфування, полірування та нанесення покриття в одну операцію і може бути використане в машино- та приладобудуванні, де покриття відіграє антикорозійну, декоративну або антифрікційну роль. Найбільш близьким до запропонованого способу є спосіб вібраційної обробки деталей з нанесенням покриття, який грунтується на активізації механо-хімічних процесів на поверхнях оброблюваних виробів в присутності рідких поверхнево-активних органічних або неорганічних кислотних речовин з добавкою солей, що являються похідними металів покриття [1]. Головна особливість цього способу - відсутність металічного порошку, яким покривають поверхні виробу. Замість порошку тут використовують розчини солей того металу, яким покривають деталі, а замість металічних (стальних) або скляних кульок - наповнювачі з абразивними властивостями (абразивні дрібки, фермовий наповнювач, фар форові кулі). В даному випадку нанесення покриття здійснюється за рахунок присутності в зоні фрикційного динамічного контакту наповнювача з поверхнями виробу активного кислого середовища, яке сприяє при терті локалізації напруг і руйн уванню кристалічної решітки в цих зонах. Солі металу покриття, як правило, самі являються поверхнево-активними речовинами, що піддаються трибодеструкції в початковій стадії віброобрабки і тому теж сприяють деформаційним процесам на поверхнях виробів. Все це, при наявності в розчині відновлювача металу покриття із солі, дозволяє здійснити перенос одного металу на інший (в даному випадку на поверхню виробів) на атомарному рівні за рахунок різниці електропотенціалів різних металів. Недоліками цього способу є: а) недостатня адгезія покриття з поверхнею виробу внаслідок не повного змочування технологічною рідиною цих поверхонь, що, в свою чергу, приводить до створення на контактуючи х поверхнях не стабільних металоплакіруючих плівок, які регулюють щеплення металу покриття з металом виробу; б) не рівномірний розподіл покриття по поверхні виробу, внаслідок недостатньої кількості активних центрів електрохімічних процесів (ділянки з викривленою кристалічною решіткою), що обумовлюється використанням абразивного наповнювача значних розмірів. Спроби використання абразивного порошку не поліпшили процес, тому що через малу в'язкість рідини абразив осідає на дно робочої камери вібраційної установки і не може утримуватись в зоні динамічного контакту; в) неможливість одержання блискучих і світлих покрить внаслідок застосування, як правило, кислотних технологічних рідин, що викликають окислення матеріалу покриття та підтравлюють плівки на поверхнях виробу. Спроби виключити цей недолік приводять до використання дорогих і екологічно шкідливих речовин в великих кількостях. В основу винаходу поставлена задача підвищення стабільності нанесення покриття при вібраційній обробці деталей за рахунок урівноваження та активізації спільної дії механічного (режими роботи установки, що збільшують контактні навантаження на оброблювані вироби) та фізико-хімічного (адсорбційне пластифіцирування в поверхневоактивних речовинах) факторів, тобто створення таких умов в контейнері вібраційної установки, які давали б змогу краще реалізувати явище інерційного переносу одного металу на інший. Ця задача вирішується тим, що у запропонованому способі вібраційної обробки з нанесенням покриття з використанням двофазних технологічних сумішей, в зону фрікційного динамічного контакту виробів і наповнювача з металу покриття вводять технологічну суміш в вигляді в'язкопластиного водорозчинного середовища, що вміщує тверду абразивну фазу, у вигляді порошку, та пластичну поверхнево-активну фазу у масовому співвідношенні відповідно (0,1 1,0) : 1,0, а процес обробки виробів провадять у два етапи, причому після першого етапу параметр шорсткості оброблюваних поверхонь відповідає Ra £ 12мкм. Для досягнення найкращих результатів вібраційної обробки з покриттям металом наповнювача вібраційну обробку на першому етапі ведуть при кінематичній в'язкості технологічної суміші в межах 40 - 150сСт (сантистоксів). Як наповнювач використовують відходи штампувального виробництва кольорових металів (міді, латуні, бронзи, золота, срібла і інш.) або шматочки нарубленого того ж металу довільної форми і розміру, але не більш 25 - 30мм. Як в'язке складове технологічне середовище використовують високомолекулярні полімери, сополімери або їх різнікомбінації, а також водорозчинні мастила. Двофазна в'язкопластична водорозчинна технологічна суміш в запропонованому способі вібраційної обробки з нанесенням покриття виконує подвійну роль: по-перше, являється рухомим силовим каркасом, в якому утримується ріжуча основа технологічної суміші - абразивні зерна порошку; по-друге, внаслідок підвищеної адсорбційної здатності бере участь в формуванні активних центрів електрохімічних процесів за рахунок: пониження поверхневої енергії на поверхнях виробів; дифузійного мігрування молекул по ювенільним поверхням, що утворились внаслідок мікрорізання; виникнення активних речовин в тому числі радикалів та іон-радикалів, що взаємодіють з атомами металів внаслідок трибодиструкції в початковій стадії процесу, а також за рахунок запобігання закриттю мікротріщин внаслідок розклинюючих сил. Нижня межа в'язкості технологічної суміші, що заявляється, обмежується її здатністю утримувати тверду фракцію (абразивні зерна) постійно в зоні фрікційного динамічного контакту, а вер хня рухомістю абразивного зерна під час обробки. Абразивні зерна виконують основну роботу по формуванню мікрорельєфа та мікроповерхонь з викривленою кристалічною решіткою завдяки нежорсткому закріпленню в пластичному середовищі. Формування мікрорельєфа та мікроповерхонь відбувається за рахунок зйому мікростружки, коли зерна - мікрорізці укорінюються в приповерхневий шар виробів, та крихко утомлесному руйнуванню, коли зерна абразиву перекочуються по поверхням виробів. Пластична складова технологічної суміші виконує основну роль поверхнево-активної речовини. Крім того, завдяки в'язкій консистенції вона має хорошу змочуваність поверхонь виробів і наповнювача, що дає можливість під час обробки рівномірно розподілитись їй по всім поверхням за короткий час і цим забезпечити достатньої кількості, абразивних зерен в зони фрікційного динамічного контакту на самому початку процесу і до його кінця. Використання наповнювачів з м'якого металу, яким потрібно покрити виріб, процес віброобробки фактично переводить до процесу фрикційного покриття, де крім явища відбіркового інерційного переносу мають місце ще й процеси відбіркового розчинення м'якого металу, які підвищують градієнт механічних властивостей на ділянках тертя між виробами і наповнювачем. Сукупність вищевказаних властивостей інгредієнтів, що присутні в процесі віброобробки, та раціональна спільна дія механічних і фізикохімічних факторів створюють ідеальні умови для виникнення в робочому об'ємі вібраційної установки режиму інерційного відбіркового переносу. Процес вібраційної обробки з нанесенням покриття починається одночасно з мікрорізання, пластичного деформування та трибодиструкції технологічної суміші. Мікрорізання знімає шар матеріалу з виробів та наповнювача. В міру руйн ування абразивних зерен під дією поверхнево-активних і хімічно активних речовин, що утворились внаслідок трибодиструкції, зйом шару матеріалу зменшується, а значить зменшується параметр шорсткості поверхні виробу. Параметр шорсткості поверхні виробу на протязі часу обробки зменшується ще і внаслідок того, що частина абразивних зерен перекочується по окремим виступам поверхні і згладжує їх шля хом пластичного деформування. В результаті трибодиструкції технологічної суміші на початку вібраційної обробки, виникають хімічно активні речовини, а також радикали та іонрадикали, які взаємодіють не тільки з абразивними зернами порошку, але і з атомами металу, при цьому утворюється хемосорбат, який загубивши зв'язок з металевою поверхнею, стає додатковою поверхнево-активною речовиною. Спочатку хімічна реакція йде з анодним компонентом сплаву і виникає катодна поляризація. В міру вичерпування катодного компоненту (закінчення початкової стадії) змінюваний хімічний потенціал утвореної сервовитної плівки створює умови для взаємодії хімічно-активних речовин, радикалів та іон-радикалів з атомами катодного компоненту. На виробах виникає суцільний шар кординаційних з'єднань між якими і йде обмін атомами. Це результат періодичного укріплення та розкріплення сервовитної плівки при її розчиненні та механічної дії вібрацій, що супроводжують процес. При розчиненні сервовитної плівки, виникають нові кординаційні з'єднання при виході дислокацій на поверхню і процес повторяється, або продовжується. Такий режим реалізується практично для любої в'язко-пластичної технологічної суміші, що містить в собі поверхнево-активні та хімічноактивніречовини, і в найбільш повній мірі проявляється при наявності в зоні тертя металів (наповнювача), що характеризується комплексостворювальною здатністю. Як правило це м'які метали підгруп міді (мідь, срібло, золото), цинку (цинк, кадмій, ртуть) та залізо (залізо, кобальт, нікель). Двоетапність вібраційної обробки диктується інтенсифікацією адгезійних зв'язків, що виникають між нанесеним шаром покриття і поверхнею виробу та зв'язків в самому покритті по всій його товщині. Адгезійні зв'язки та формування товщини покриття зумовлені в значній мірі наявністю в зоні динамічного контакту тільки хімічно-активного середовища без твердої фази (абразивного зерна). Тому перший етап вібраційної обробки з нанесенням покриття закінчується при наявності на виробі тонкої плівки з металу покриття, при цьому параметр шорсткості поверхонь виробів повинен відповідати Ra £ 12мкм. Далі підпадає необхідність у використанні технологічної суміші і її змивають водою кімнатної температури. Другий етап вібраційної обробки з нанесенням покриття йде без технологічної суміші. Але в робочій зоні контейнера є достатня кількість поверхнево-активних і хімічно активних речовин (хемосорбату), що сприяють формуванню товщини покриття та адгезійним зв'язкам, які утворились внаслідок трибодиструкції ще на першому етапі. Закінчується другий етап обробки тоді, коли на виробах утвориться суцільний шар покриття. На другому етапі найкраще регулювати за допомогою присадок відтінки та блиск покрить. Для перевірки і співставлення відомого і запропонованого способів були проведені порівняльні випробування в вібраційній установці з тороїдальним контейнером об'ємом 5дм 3. Режими обробки: частота коливань - 46,6Гц, амплітуда горизонтальних та вертикальних коливань - 1,3мм. В якості дослідних зразків використовувались деталі серійного виробу "Петля меблева", виготовлені литвом із сплаву алюмінію та холодною штамповкою - з вуглецевих сталей. Вібраційну обробку з нанесенням покриття проводили окремо: в рідкому поверхневоактивному середовищі (сірчана кислота) з добавкою солі, що являється похідними металів покриття (мідний купорос), і відновлювана міді (столярний клей), та з запропонованою технологічною сумішшю (вязкопластичне водорозчинне середовище з додаванням абразивного порошку) в мідному наповнювачі з фіксацією часу обробки. Параметр шорсткості поверхні виробів вимірювалась на профілографіпрофілометрі мод.201. В якості пластичної основи в експериментах використовувалась органічна речовина триетаноламінолеат з добавкою абразивного порошку 62СМ40 або 64СМ40. Експерименти показали, що запропонований спосіб вібраційної обробки з нанесенням покрить в порівнянні з відомим переважає, як по якості самого покриття, так і по його товарному вигляді. Покриття виробів міддю в відомому способі є не рівномірним, особливо в тяжкодоступних місцях, навіть зустрічаються ділянки поверхні зовсім не покриті міддю. Покриття має занадто темне забарвлення з темними (навіть чорними) цяточками. Колір покриття - майже коричневий з темночервоним відтінком. Все покриття матове, не має товарного вигляду. Запропонований спосіб вібраційної обробки з нанесенням покриття значно відрізняється в кращу сторону від відомого. Деталі, що пройшли обробку цим способом, мають світлу блискучу поверхню. Колір - світло-коричневий до рожевого з приємним товарним виглядом. В таблиці показано, як залежить якість покриття від кінематичної в'язкості технологічної суміші та співвідношення твердої і в'язкопластичної складової цієї суміші. З таблиці видно, що навіть з запропонованою технологічною сумішшю не можна отримати якісного покриття, коли кінематична в'язкість менша 80сСт, тобто коли в зону динамічного контакту не доставляється достатньої кількості ріжучих абразивних зерен. Та ж сама картина і з співвідношенням твердої і в'язкопластичної складової в технологічній суміші. Як видно з таблиці, оптимальними в запропонованому способі являються: кінематична в'язкість технологічної суміші в межах 80 - 110сСт та співвідношення твердої і в'язкопластичної складової в межах (0,6 - 1,0) : 1. Необхідна кінематична в'язкість регулюється шляхом додавання в технологічну суміш води кімнатної температури. Запропонований спосіб дозволяє значно підвищити продуктивність праці і одночасно виконувати слюсарні та шліфувальні роботи в виді переходів не зупиняючи всього процесу. Спосіб зберігає, при цьому, всі позитивні властивості відомого способу вібраційної обробки з покриттям, коли використовується рідкий компонент. Нижня межа кількості шліфувального порошку обмежується різким зниженням продуктивності процесу, а вер хній - збільшеною витратою шліфувального порошку. Як показали експериментальні випробування, запропонований спосіб являється універсальним і може застосовуватись для обробки різних виробів з різних металів як окремий технологічний процес з рядом переходів. Він особливо ефективний для обробки дрібних деталей, наприклад взуттєвої фурнітури.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of vibration working of articles with application of coating
Автори англійськоюHlushak Anatolii Danylovych, Dzhemelinskyi Vitalii Vasyliovych, Hlushak Myroslav Anatoliiovych
Назва патенту російськоюСпособ вибрационной обработки деталей с нанесением покрытия
Автори російськоюГлушак Анатолий Данилович, Джемелинский Виталий Васильевич, Глушак Мирослав Анатольевич
МПК / Мітки
МПК: B24B 31/06
Мітки: вібраційної, деталей, обробки, нанесенням, покриття, спосіб
Код посилання
<a href="https://ua.patents.su/3-18205-sposib-vibracijjno-obrobki-detalejj-z-nanesennyam-pokrittya.html" target="_blank" rel="follow" title="База патентів України">Спосіб вібраційної обробки деталей з нанесенням покриття</a>
Спосіб вібраційної обробки деталей

Номер патенту: 8831
Опубліковано: 30.09.1996
Автори: Саповець Володимир Миколайович, Баскаков Генадій Гаврилович, Оніщенко Олександр Олександрович
МПК: B24B 31/06
Мітки: спосіб, вібраційної, обробки, деталей
Формула / Реферат:
1. Способ вибрационной обработки деталей, при котором обрабатываемую деталь устанавливают на шпинделе и погружают в вибрирующий контейнер, заполненный сыпучей абразивной средой, отличающийся тем, что, с целью расширения технологических возможностей путем обеспечения обработки деталей с тонкослойными покрытиями, детали в течение цикла обработки поворачивают относительно шпинделя не менее чем на один полный оборот.2. Способ по п. 1,...
Спосіб підготовки поверхні алюмінієвих сплавів перед нанесенням захисно-декоративного покриття
Номер патенту: 20975
Опубліковано: 07.10.1997
Автори: Блискавка Олексій Васильович, Пономарчук Юрій Іванович, Саламаха Святослав Мифодієвич, Білий Віталій Павлович, Лантух Ніна Григоровна
МПК: C25D 5/34
Мітки: поверхні, спосіб, алюмінієвих, сплавів, захисно-декоративного, покриття, нанесенням, підготовки
Формула / Реферат:
Способ подготовки поверхности алюминиевых сплавов перед нанесением защитнодекоративного покрытия, включающий очистку от жировых и окисных загрязнений, отличающийся тем, что, с целью снижения растравливания поверхности алюминиевых сплавов и снижения экологической вредности, процесс обезжиривания ведут в моющем растворе типа МС-6, МС-8, МС-15 с концентрацией 20-30 г/л при температуре 70-80° С в течение 10 минут с последующей активацией в...
Спосіб обробки металевих поверхонь деталей машин
Номер патенту: 17782
Опубліковано: 20.05.1997
Автори: Хом'як Йосип Васильович, Березовецький Андрій Петрович, Тесленко Анатолій Григорович, Пістун Ігор Павлович
МПК: B21D 26/06
Мітки: металевих, поверхонь, деталей, машин, спосіб, обробки
Формула / Реферат:
Спосіб обробки металічних поверхонь деталей машин шляхом механічного впливу на них енергії ударної хвилі, який відрізняється тим, що з метою усунення сульфідної, крихкості, деталі попередньо піддаються хімічній обробці мастильним концентратом з емульсола на основі лужних відходів нафтопродуктів і мил органічних кислот на протязі 1-2 хвилин.
Спосіб гідроабразивної обробки деталей
Номер патенту: 1582
Опубліковано: 25.10.1994
Автори: Іванов Володимир Іванович, Пилипенко Віктор Васильович, Дрозд Віталій Антонович
МПК: B24C 1/00
Мітки: деталей, гідроабразивної, обробки, спосіб
Формула / Реферат:
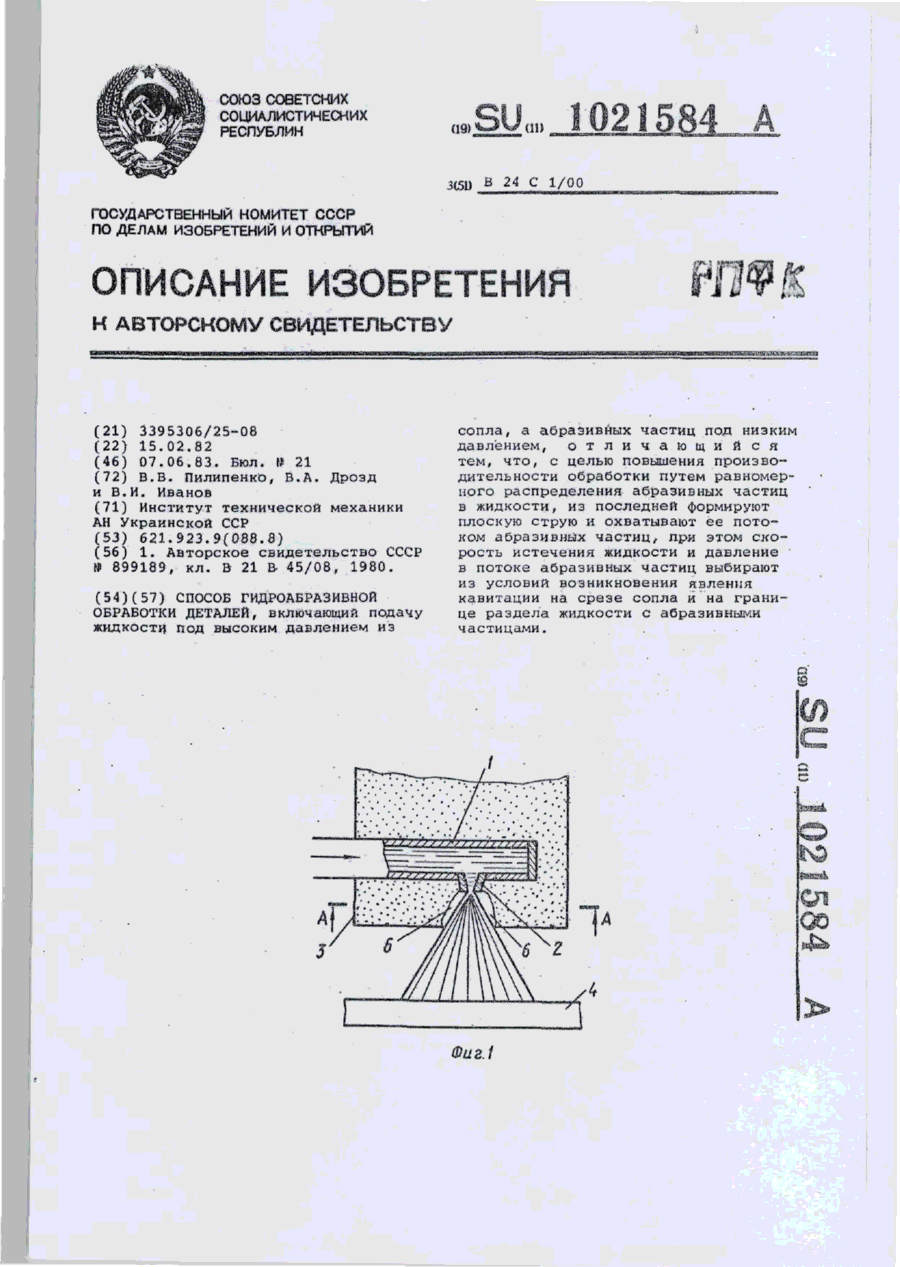
Способ гидроабразивной обработки деталей, включающий подачу жидкости под высоким давлением из сопла, а абразивных частиц под низким давлением, отличающийся тем, что, с целью повышения производительности обработки путем равномерного распределения абразивных частиц в жидкости, из последней формируют плоскую струю и охватывают ее потоком абразивных частиц, при этом скорость истечения жидкости и давление в потоке абразивных частиц выбирают из...
Спосіб абразивної обробки деталей
Номер патенту: 15599
Опубліковано: 30.06.1997
Автори: Тарелін Анатолій Олексійович, Горбачов Олександр Федорович, Подольський Емануіл Вікторович, Сурду Микола Васильович
МПК: B24B 1/00
Мітки: деталей, абразивної, спосіб, обробки
Формула / Реферат:
Способ абразивной обработки деталей, при котором абразивному инструменту и изделию сообщают формообразующее перемещение друг относительно друга и регулируют скорость поступательного перемещения обрабатываемой поверхности изделия относительно вращающегося инструмента, отличающийся тем, что скорость поступательного перемещения обрабатываемой поверхности изделия устанавливают в соответствии с соотношением
Попередній патент: Пристрій для очищення стічних вод
Наступний патент: Спосіб визначення інтенсивності впливу факторів зовнішнього середовища на організм дитини
Випадковий патент: Зубчаста передача