Спосіб вібраційної обробки деталей
Номер патенту: 8831
Опубліковано: 30.09.1996
Автори: Оніщенко Олександр Олександрович, Саповець Володимир Миколайович, Баскаков Генадій Гаврилович

Формула / Реферат
1. Способ вибрационной обработки деталей, при котором обрабатываемую деталь устанавливают на шпинделе и погружают в вибрирующий контейнер, заполненный сыпучей абразивной средой, отличающийся тем, что, с целью расширения технологических возможностей путем обеспечения обработки деталей с тонкослойными покрытиями, детали в течение цикла обработки поворачивают относительно шпинделя не менее чем на один полный оборот.
2. Способ по п. 1, отличающийся тем, что поворот детали осуществляют непрерывно.
3. Способ по п. 1, отличающийся тем, что поворот детали осуществляют периодически.
Текст
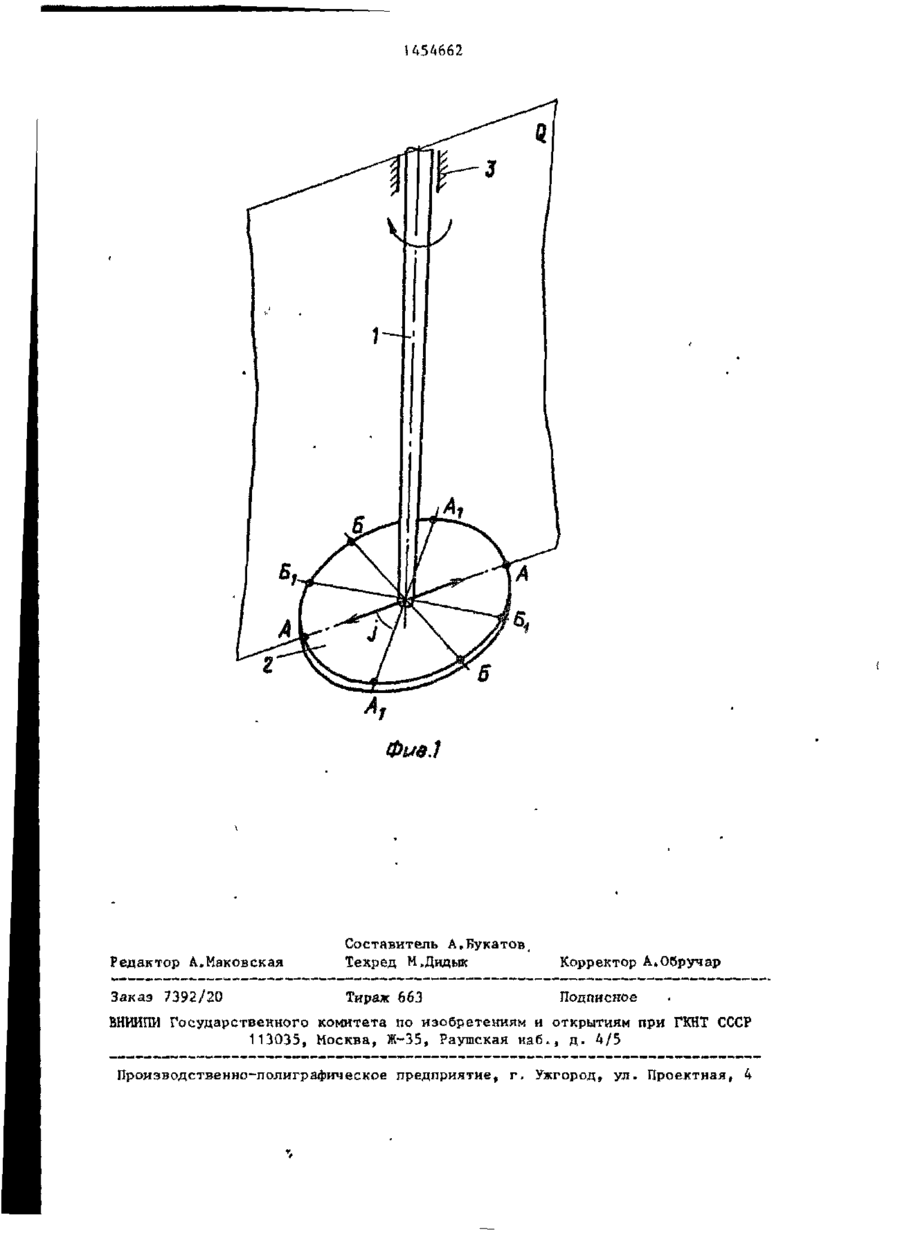
Изобретение относится к машиностроению и может быть использовано для обработки деталей типа тел вращения. Целью изобретения является расширение технологических возможностей путем обеспечения обработки деталей с тонкослойными покрытиями. Обрабатываемые детали I устанавливают на шпиндель 2 и погружают в емкость 11 с абразивной средой 10,которой сообщается вибрация. Сообщение деталям дополнительного поворота относительно шпинделя на полный оборот обеспечивает равномерную обработку за счет исключения воздействия ее биения относительно шпинделя. 2 з.п. ф-лы, 2 ил. ' о 8 ел > H54662 Изобретение относится к машиностроению н М О Ж Е Т быть использовано для обработки деталей типа тел вращения. Целью изобретения является расши- рение технологических возможностей путем обеспечения обработки деталей с тонкослойными покрытиями. На фиг.1 изображена схема осуществления описываемого способа; на фиг» 2 - осевое сечение устройства для реализации описываемого способа. Способ осуществляют следующим образом, 15 . На конце шпинделя 1 закрепляют деталь 2. Шпиндель смонтирован в опорах 3 качения. Деталь, находящуюся на шпинделе, заглубляют в массу сыпучего абразивного материала и сооб20 щают ей вращение. При этом абразивному материалу сообщают вибрацию. Под действием вибраций сыпучий абразивный материал приходит во взвешенное состояние, интенсивно перемеши- 25 вается и создает давление ка поверхность детали, В результате этого с поверхности вращающейся детали удаляются частицы металла, чем и ' обеспечивается обработка поверхнос- > ти. При этом биение шпинделя (обяза- 30 тельно свойственное любому реальному вращающемуся валу) приводит к тому, что в направлении биения (по линии А - А ) давление абразивных частиц па поверхность детали является 35 максимальным, а в направлении лиігии В~В, т.е. т направлении, перпендикуг лярном плоскости биения Q шпинделя, давление практически отсутствует, В результате этого участки поверхности, примыкающие к точкам А, обрабатываются гораздо более интенсивно, чем участки, примыкающие к точкам Б. Б процессе обработки детали поворачивают относительно шпинделя непрерыв- 45 но или ступенчато на небольшие дискретные углы. Если допустить, что за какой-то период времени деталь переместилась на угол Y относительно шпинделя, то и обрабатываемая по50 верхность детали сместится относительно плоскости Q биений шпинделя на тот же угол. Иными словами, точка А поверхности переходит в точку Af, а точка В - в точку В,. В результа- 55 те такого поворота детали подвергаются максимальному давлению абразива, а значит, обработке подвергает ся другой участок поверхности. Таким образом, поворачивая деталь вокруг шпинделя, последовательно подвергают интенсивной обработке один за другим участки поверхности, которые в сумме за весь цикл обработки составят всю поверхность детали. Для равномерной обработки поверхности деталь должна . за цикл обработки совершить хотя бы один полный оборот вокруг шпинделя (несколько полных оборотов более предпочтительны), Устройство для осуществления способа содержит шпиндель 1, несущий одну или несколько обрабатываемых деталей 2, Упомянутый шпиндель сноим коническим наконечником 4 крепится в шпинделе 5 сверлильного станка. Возможен вариант выполнения устройства, в котором его шпиндель установлен в самостоятельных опорах вращения и снабжен самостоятельным приводом (не показан). На шпинделе смонтирована оправка 6 в виде втулки, охватывающей шпиндель и установленной с возможностью свободного вращения относительно него. Втулка снабжена посадочным местом для установки обрабатываемых деталей и средством для их крепления, выполненным в зиде гайки 7, На торце гайки выполнена кольцевая канавка и в ней установлено уплотнителъное кольцо 3, удерживаемое гайкой 9. Уплотнительное кольцо 8 и гайка 9 обеспечивают' крепление оправки на шпинделе. Детали, закрепленные на оправке, расположены в массе сыпучего абразивного материала 10, размещенного з емкости 11, которая упруго установлена ка станине и снабжена вибратором 12» Оправка с -закрепленными деталями связана со шпинделем через управляемую муфту скольжения, которая содержит полумуфту 13 на оправке и полумуфту 14 на шпинделе, которые контактируют торцовыми поверхностями. Полумуфта шпинделя установлена на нем с возможностью осевого перемещения и снабжена иружиной 15 сжатия» Упомянутая пружина опирается в буртик, который выполнен на гайка 16, фиксируемой контргайкой 17, Это позволяет регулировать усилие скатил пружины. Управление муфтойобеспечивается через эксцентрики 18. 4 U54662 В процессе работы устройства враи усилия, создаваемого эксцентрикащение шпинделю I передается от шпинми или другим известным способом) деля 5 сверлильного станка через котаким, чтобы муфта допускала постонический наконечник 4. Далее вращеянное незначительное проскальзывание от шпинделя 1 передается через ние. Осуществить такой режим работы управляемую муфту к оправке 6 и зактехнически более сложно. репленным на ней деталям 2. ОдновреОписанный способ обеспечиварт менно емкости І І с абразивным матеравномерность обработки поверхностей, риалом 10 сообщается вибрация. 10 что имеет решающее значение для поОбработка по предлагаемому спосоверхностей, снабженных тонкими изнобу проводилась с режимами: частота состойкими покрытиями, например алвибраций контейнера 15-35 Гц, амплима я ко-ник еле выми. туда колебаний 0,5 - 3,5 мм, зернистость абразива 40-800 мкм, в качест- 15 Равномерность обработки поверхве рабочей среды использовался карностей гарантирует равномерность их бкд кремния и электрокорунд, обороты свойств (шероховатость, коэффициент шпинделя 500-5000 мин' . трения и т . д . ) , что очень важно для Взаимодействие поверхности врадеталей, взаимодействующих с нитевидщающейся детали с вибрирующим абра- 20 ными материалами. зивным материалом обеспечивает обработку этой поверхности, В течение Формула и з о б р е т е н и я цикла обработки посредством эксцентрика 18 прерывают контакт поверхнос1, Способ вибрационной обработки ти между полумуфтами 13 и Ї 4 . В ре25 деталей, при котором обрабатываемую зультате разрыва контакта в муфте деталь устанавливают на шшнделе и и сопротивления, которое создает врапогружают в вибрирующий контейнер, щению детали абразив, оправка 13 в заполненный сыпучей абразивной сресвоем вращении отстает от вращения дой, о т л и ч а ю щ и й с я тем, ппинделя 1, Иными словами, при каждом зо что, с целью расширения технологиотключении муфты происходит поворот ческих возможностей путем обеспечеоправки, а значит, и деталей относиния обработки деталей с тонкослойнытельно шпинделя. Таким образом, макми покрытиями, детали в течение цик'симальному давлению абразива подверла обработки поворачивают относительгаются поочередно один за другим все но шпинделя не менее чем на один пол35 участки обрабатываемой поверхности,. ный оборот* За цикл обработки детали поворачива2. Способ п о п , 1 , о т л и ч а г о ются вокруг шпинделя на один или несід и й с я тем, что поворот детали колько полных оборотов. Возможен ваосуществляют непрерывно. риант работы устройства, при котором 40 3, Способ по п , 1 , о т л и ч а юдавление между полумуфтами подбирают щ и й с я тем, что поворот детали (за счет регулировки усилия прукины осуществляют периодически. і ' K54662 Б .1 Редактор А,Маковская Составитель А.Вукатов, Техред М.Дидык Корректор А.Обручар Заказ 7Э92/20 Тираж 663 Подписное В И П Государственного комитета по изобретениям и открытиям при ГКНТ СССР НИИ 113035, Москва, Ж-35, Раушская наб., д. 4/5 Производственно-полиграфическое предприятие, г, Ужгород, ул. Проектная, 4
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of vibration working of components
Автори англійськоюOnischenko Oleksandr Oleksandrovych, Baskakov Henadii Havrylovych, Sapovets Volodymyr Mykolaiovych
Назва патенту російськоюСпособ вибрационной обработки деталей
Автори російськоюОнищенко Александр Александрович, Баскаков Геннадий Гаврилович, Саповец Владимир Николаевич
МПК / Мітки
МПК: B24B 31/06
Мітки: спосіб, деталей, вібраційної, обробки
Код посилання
<a href="https://ua.patents.su/4-8831-sposib-vibracijjno-obrobki-detalejj.html" target="_blank" rel="follow" title="База патентів України">Спосіб вібраційної обробки деталей</a>
Засіб абразивоструминної обробки деталей
Номер патенту: 1584
Опубліковано: 25.10.1994
Автори: Дрозд Віталій Антонович, Пилипенко Віктор Васильович, Іванов Володимир Іванович
МПК: B24C 1/00
Мітки: деталей, обробки, засіб, абразивоструминної
Формула / Реферат:
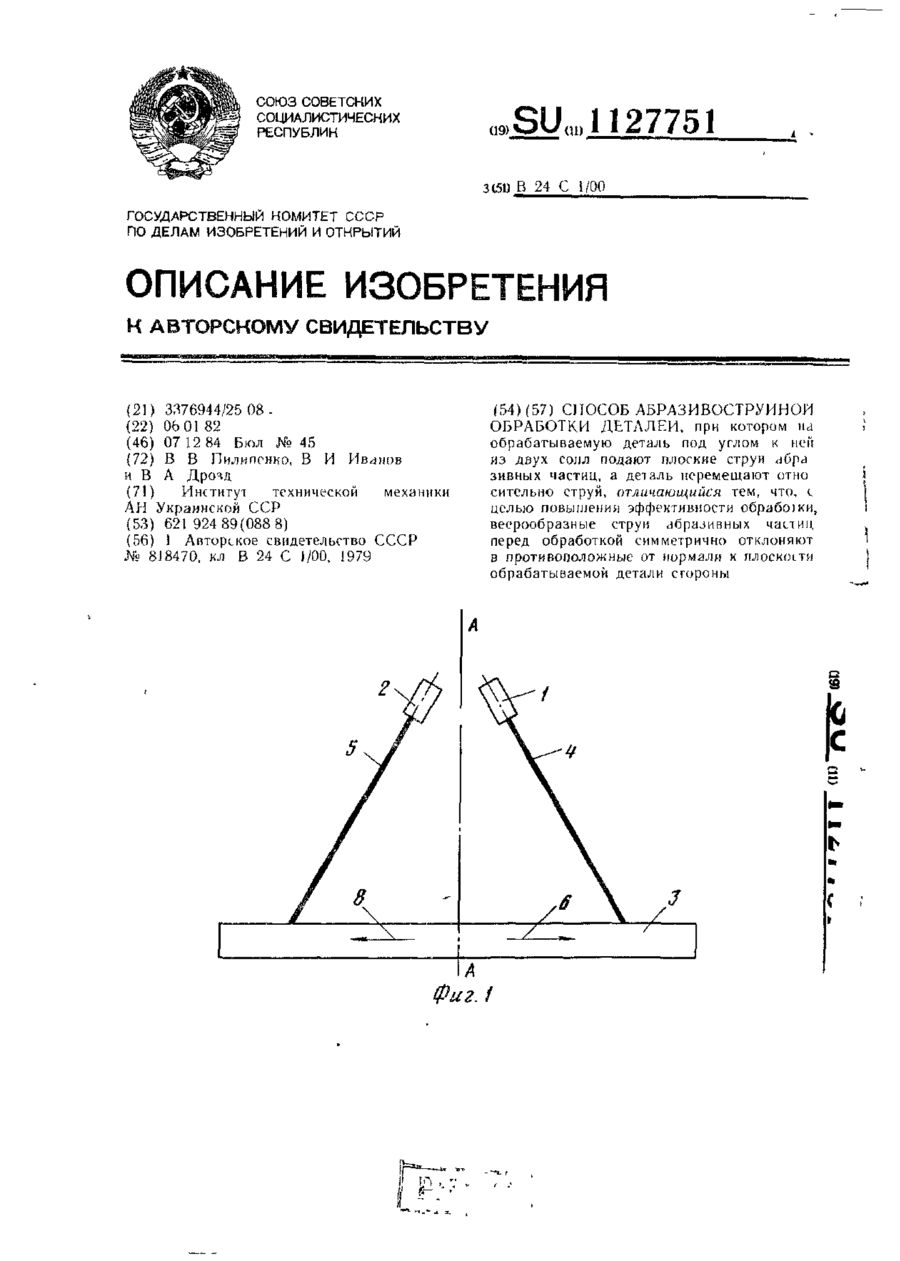
Способ абразивоструйной обработки деталей, при котором на обрабатываемую деталь под углом к ней из двух сопл подают плоские струи абразивных частиц, а деталь перемещают относительно струй, отличающийся тем, что, с целью повышения эффективности обработки, веерообразные струи абразивных частиц перед обработкой симметрично отклоняют в противоположные от нормали к плоскости обрабатываемой детали стороны.
Спосіб токарної обробки асферичних поверхонь та пристрій для його здійснення
Номер патенту: 3476
Опубліковано: 27.12.1994
Автори: Добровольський Геннадій Георгійович, Крячек Борис Степанович, Люненко Микола Кузьмич
МПК: B23B 5/00
Мітки: асферичних, токарної, обробки, здійснення, поверхонь, пристрій, спосіб
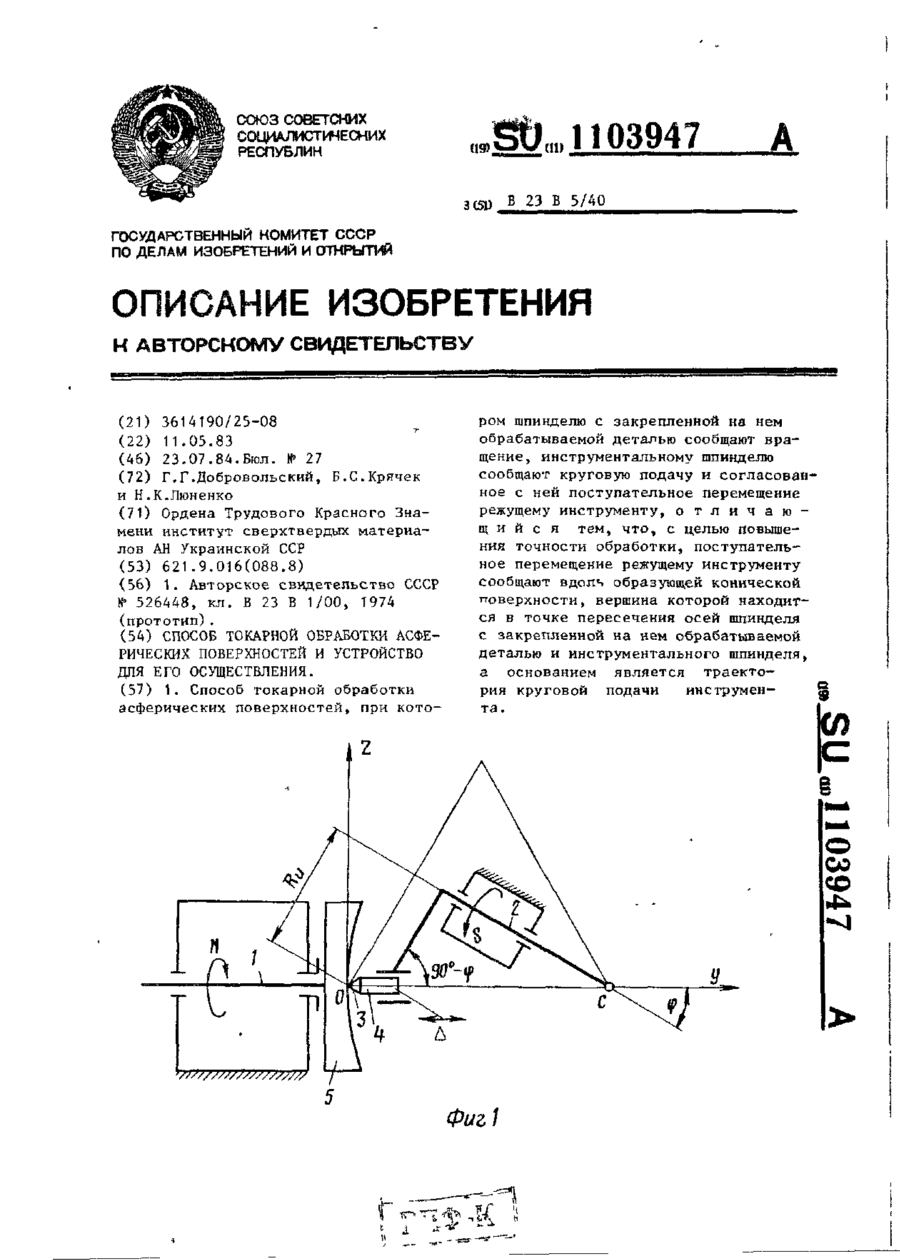
Формула / Реферат:
1. Способ токарной обработки асферических поверхностей, при котором шпинделю с закрепленной на нем обрабатываемой деталью сообщают вращение, инструментальному шпинделю сообщают круговую подачу и согласованное с ней поступательное перемещение режущему инструменту, отличающийся тем, что, с целью повышения точности обработки, поступательное перемещение режущему инструменту сообщают вдоль образующей конической поверхности, вершина которой...
Засіб обробки деталей

Номер патенту: 1949
Опубліковано: 20.12.1994
Автори: Проволоцький Олександр Євдокимович, Морозенко Вадим Никифорович, Литвиненко Вячеслав Тимофійович, Бондаренко Леонід Іванович, Гришин Володимир Сергійович, Лапшин Сергій Павлович, Лиходєй Олександр Кирилович
Мітки: засіб, деталей, обробки
Формула / Реферат:
Способ обработки деталей, включающий электроэрозионное легирование поверхностей и визуальный контроль сплошности покрытия, отличающийся тем, что, с целью повышения износостойкости деталей, перед визуальным контролем производят гидроабразивную обработку детали с внедрением абразивных частиц на величину 0,05—0,1 от максимальной толщины слоя, полученного при легировании, а затем выявляют участки без легируемого слоя и по ним повторно проводят...
Пристрій для механічної обробки деталей із полімерних матеріалів
Номер патенту: 647
Опубліковано: 15.12.1993
Автори: Зінченко Анатолій Іванович, Мардупенко Валентина Петрівна
МПК: B29C 37/00
Мітки: механічної, деталей, пристрій, обробки, полімерних, матеріалів
Формула / Реферат:
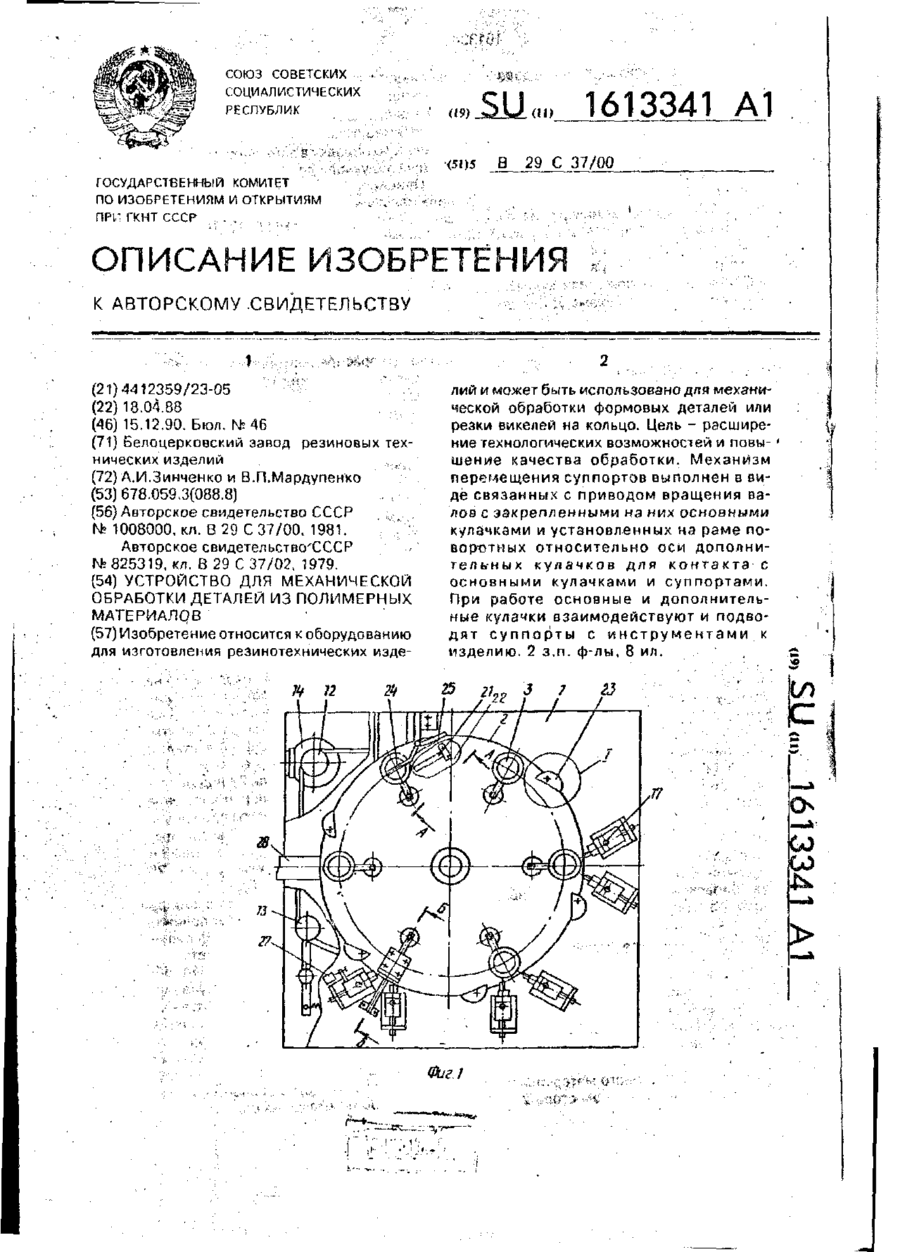
Ф о р м у л а и з о б р е т е н и я 1. Устройство для механической обработки деталей из полимерных материалов, содержащее смонтированные на раме поворотный стол с оправками для деталей, мальтийский механизм прерывистого вращения стола, механизм вращения оправок, прижим, который закреплен на штоке цилиндра и установлен соосно с оправками, механизм сбрасывания деталей и связанные с механизмом их перемещения суппорты с обрабатывающим...
Автоматична лінія механічної обробки корпусних деталей
Номер патенту: 1862
Опубліковано: 20.12.1994
Автор: Білан Микола Володимирович
МПК: B23Q 41/00
Мітки: корпусних, деталей, лінія, автоматична, обробки, механічної
Формула / Реферат:
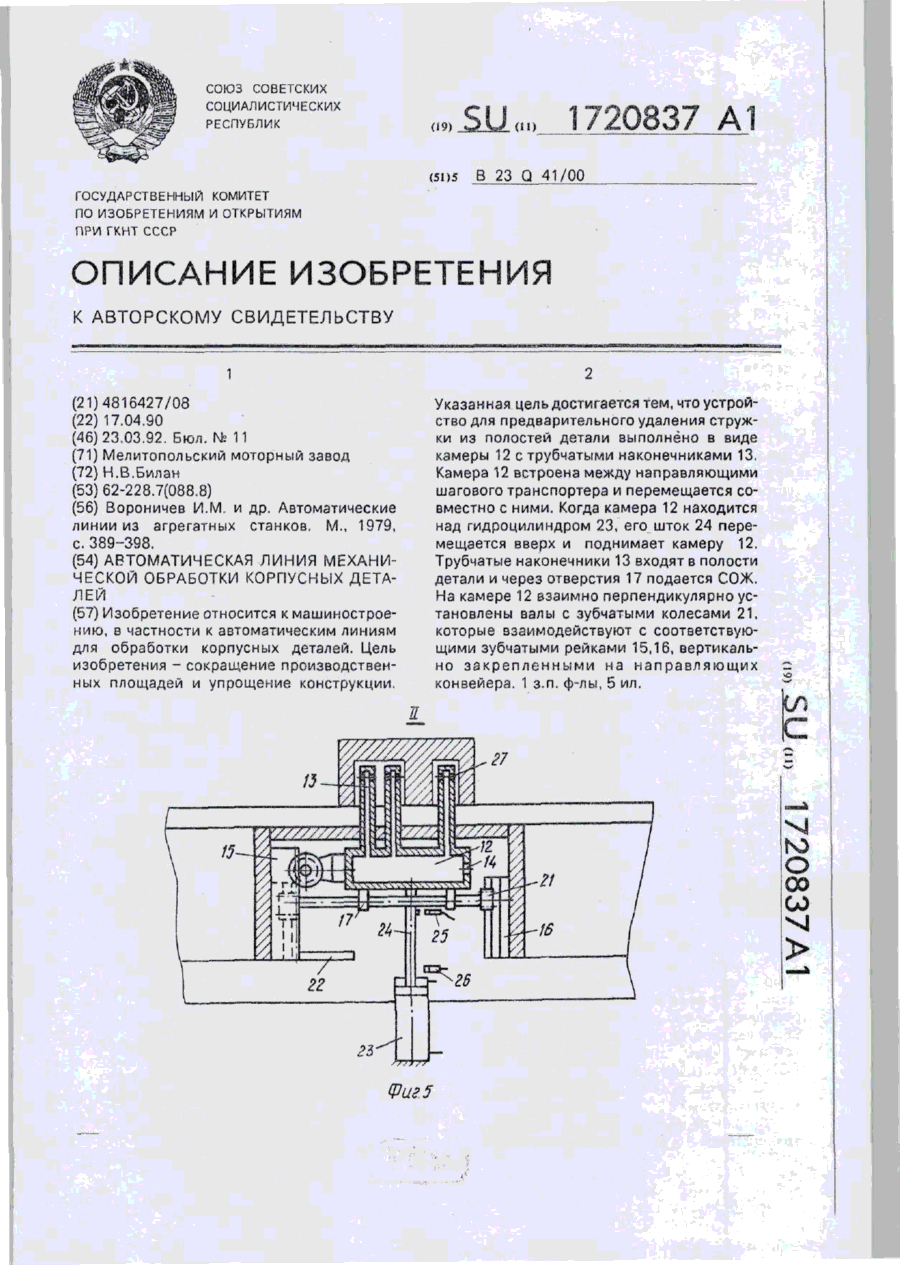
1. Автоматическая линия механической обработки корпусных деталей, содержащая металлообрабатывающие станки, установленные вдоль шагового транспортера, включающего направляющие и привод шагового перемещения, трубопровод системы подачи смазочно-охлаждающей жидкости, связанный с устройством для предварительного удаления стружки из полостей детали, и моечную машину окончательной промывки, отличающаяся тем, что, с целью сокращения...
Попередній патент: Пристрій для розкладання ниткоподібного матеріалу
Наступний патент: Машина для текстурування хімічних ниток
Випадковий патент: Спосіб діагностики розвитку остеопорозу